Embed Size (px)
Citation preview

Aluminum, its Corrosion Types, and Anodization
Sun Mi Kim
MSE 410 Project

Outline
Introduction to Aluminum Properties Naturally Occurring Oxide Layer
Corrosion Corrosion Protection
Overview of different types Anodization

Electromotive Force Series
Aluminum has high tendency for oxidation
Be and Mg are the only two structural metals more reactive

If aluminum is so reactive then why is it
so widely used?
Commercial leader of the non-ferrous metals Aluminum sometimes called “passive” due to its
oxide layer.
Oxide Layer
Al is considered “naturally passive” Oxide layer (Alumina) is formed
spontaneously
2Al + 3/2 O2 Al203 Free Energy of -1675 kJ Forms ~ 5 ms
Rate of formation independent of oxygen partial pressure
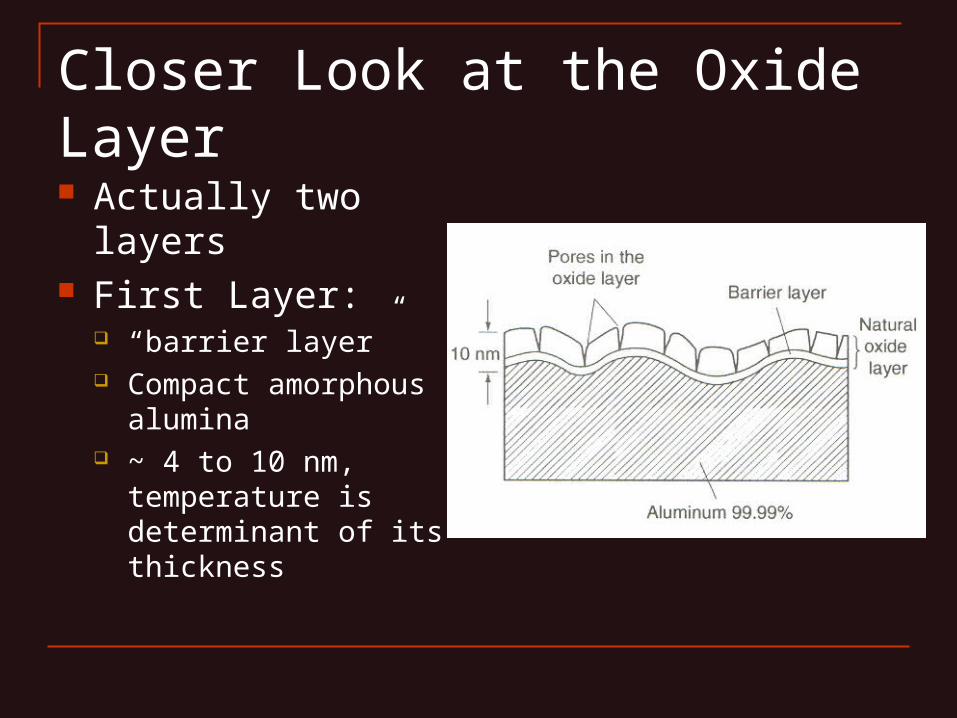
Closer Look at the Oxide Layer Actually two layers First Layer:
“barrier layer” Compact amorphous
alumina ~ 4 to 10 nm,
temperature is determinant of its thickness

Closer Look at the Oxide Layer Second Layer:
Reaction with environment
Usually hydrated oxide

Corrosion on Aluminum
Generally2Al + 6H2O
Al2O3*3H2O + 3H2
Most common type of corrosion due to weathering: pitting
Galvanic corrosion also common but anodization does not prevent it

Anodization of Aluminum
The purpose of this process is to increase thickness of oxide layer
Idea was first published in 1857 - observed that oxide film appeared when a sample was placed as an anode in an electrolysis cell
Some of first anodization patents dealt with plane wings

The basic anodization scheme Current is passed
through electrolyte Anion migrates to
anode where oxidation occurs
Reaction continues depending on oxidation mechanism

Oxidation reactions
Depending on electrolyte, different oxidation reactions occur
Formation of barrier growth: use of boric acid as electrolyte Anodized film almost insoluble in electrolyte Film still strongly adherent and non-conducting Film grows until it prevents current from reaching
anode Product is thicker version of layer 1

Oxidation Reactions – Porous Layer Most common electrolytes – chromic, sulfuric, or
oxalic acids reaction product (film) is strongly adherent but
also sparingly soluble in electrolyte Causes formation of pores, which allow
current to access the metal As film gets thicker, electrical resistance
increases Stop when rate of film growth = rate of
dissolution

Trends
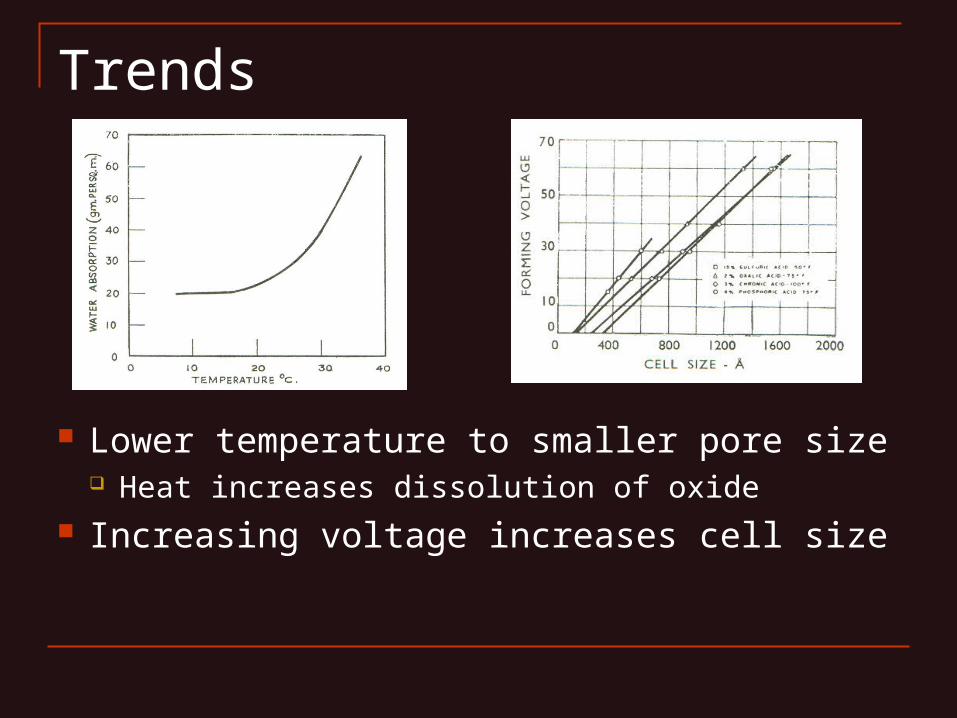
Lower temperature to smaller pore size Heat increases dissolution of oxide
Increasing voltage increases cell size

Trends Con’t
Barrier Growth: low electrolyte concentration gives maximum thickness Combinational process
gives ~200 microns at 7% H2SO4

Finishing
Porous layers must be sealed Most common way is reaction with hot water
Al2O3 + 3H2O 2AlOOH*H2O Outer most oxide becomes hydrous Less dense change in structure Swelling causes pores to close

Applications
Protective coating against corrosion and abrasion
Decorative aspects – protected polished surfaces or even to provide color
Base for paints and other organic finishes, which require some degree of porosity and adsorption
Base for electrodeposits Nanotechnology
http://astro.neutral.org/images/anodise_first_job1.jpg
Oxide Thickness
Reflectors: 2 - 4 μm Decorative use (furniture, etc.): 5 – 8 μm Architectural use: 15 – 25 μm Hard anodising (industry, cookware):
50 – 100 μm

Conclusion
Anodization broadens use of Aluminum Do you own any of these?

References
Wernick, S.; Pinner, R.; The Surface Treatment and Finishing of Aluminum and Its Alloys. Robert Draper LTD, Teddington, ©1959
Vargel, Christian; Corrosion of Aluminum. Elsevier Ltd, Oxford, © 2004
Davis, J.R. (ed); Corrosion of Aluminum and Aluminum Alloys. ASM International, Materials Park, OH, © 1999
Richards, Joseph; Aluminium: Its Properties, Metallurgy and Alloys. Henry Carey Baird & Co., Philadelphia, © 1895
Anderson, Robert J.; The Metallurgy of Aluminium and Aluminium Alloys. Henry Carey Baird & Co., New York, © 1925
Latimer, Wendell; The Oxidation States of the Elements and their Potentials in Aqueous Solutions. Prentice-Hall, New York, © 1938
http://electrochem.cwru.edu/ed/encycl/art-a02-anodizing.htm





























