Embed Size (px)
Citation preview

ALLFLUX TWIN STAGE HYDROSIZER TESTWORK ON SOUTH AFRICAN HARD COALS AT MIDDELBURG
MINE TO ENSURE RECOVERY OF A PSS EXPORT PRODUCT FROM THE -O.SMM FINE COAL
Chris Piellaar
SAMANCOR LTD

Allflux twin stage hydrosizer testwork on South African hard coals at Middelburg mine to ensure recovery of a PSS export product from the -0.5mm fine coal.
P.C Pien~ar
Middclburg Mine, Ingwe Coal, South Africa
SUMMARY
Middelburg Mine does not con~is tel1tly produce an export quality product of 14.5 % ash from the >0.5mm material contained in the export plant feed at the time of writing. The qual ity of lhe spil1l! product is also dependent on tile quality of the feed to the spirals. Thil; problem has exis(cd since the commissioning of the spira l plant in 1986 1.
The minus 0.5 mm material contains nn average 60% export quality coal as shown by micro float and sink analysis but it is contaminated by high ash slimes in the - 1000m size range. The --05mm material is removed from the dense medium cyclone feed stream us ing sievebends and vibrating screens. The-0.5mm material is classified into a -O .5mm +0.150/0.200 nun fraction and a -0.150mm fraction using hydrocyclones. The largest volume (approximately 66%) of the O.5mm x 0.150mm fraction at approximately 30% ash is currently treated in an existing two-stage spiral plant to produce an product with an ash content of 14.5%. The remaining material is divertt:d to a dewatering circuit to reduce the moisture content to approx. 12% before it is dispatched with the product from tile middl ings plant to the Duvha powers tat ion.
The spirals are however currently unable to consistently produce a 14.5% ash product at economical mass yields. TIle fina l product grade is very dependent on che quali ty of the feed to tlte spira l3. This is due to -0.150 mm. Materia l with a high ash content still remaining in the spiral feed , thus firstly hampering the gravity separarioll process and secondly contaminating the spiml product with very high ash material (45% ash) .
In order to compensate for the higher ash product from the spiral plant. the coarser streams llave to be under-washed resulting in higher yield losses than the gains from the spiral plant.
Tcslwotk was done at Midde lburg Mine using an Allflux pilot unit supplied by Allmineralto determine if fine coal could be bene fieiated in a single step by removing the contaminating slimcs in all attempt to achieve a consistent incremental product quality . The goal of the testwork at the outset was to p roduce a 14.5% ash product at a minimum yield o f 50010.
The Allflux is a double stage teetered bed separator utilizing an upflowing CLUTe11l of water and an autogenous teetered bed of fine coal and impurities to separate the feed material. The upfl ow currents and the bed level can be adjusted independently and are the ma in control variables.
A portion of the spiral feed stream was diverted to the pilot unit. The test took place over a two-week period folIc' wing Illhree -week installation period. Since the unit was o nly ava ilable for a limited time, an approach of incrementa l increases in the uptlow current was foUowed. After the process bad swbilizcd, sample increments o f the streams were taken over a period of four hours to r each test. Thc.'>C samples were submitted fo r size and ash analysis. A toml of ten sample sets were generated with th.e last two being duplications of optimal conditions for the tt.ls t period.
Conditions under which a single stage bcneficiatioll could be effected could not be achieved during the test phase. This is due to some good coal still reporting to the final overflow stream of tile unit that also contains the unwanted slimes. Fine silica and pyrite particles washed over from the first sltlge were also
•

visually observed to report to the underfJow strellm o flhe tine coal (second stage) section. This increases the ash conl c: n1 of that stream to high va lues making it unacceptable as product without treatment such as in spirals. O!.'Sliming, however, of the middle fraction was extremely good. This product did not even smUdge hands on bandling after drying.
Analysis of the results led to the development ofa p roposed spreadsheet that combines the A!lflux unit with hydrocyelooos, spirals and linear screens thal will consistently produce a product of the required quality.
The relative ly high fractions of material larger than O.5mm was a concern as lhese particles should remain in the DSM cyclone circuit wld not report to the fines circuit. Work is in progress at the time of writing to reduce the amount of this material in the fi nes circuit. The proposed flo wslteet howe ver caters for such material and even if it is present, it will be bcne ficiatcd and recovered . The Allflux produce yield at thq correct export quality that makcs the installation of such a unit economical even if the +0.5111111 fraction is not included in the economical justifications.
The use ofa unit such as the AlIflux has the following operational and maintenance benefits: • An operator el\sily varies the cutpoints in the unit by adjusting the upJlow current
velocities. • The unit handles large volumes (the diameter is varied to adjust capacity). • Mov ing and wear parts are limited. • The unit is not very sensitive to feed rates and f!.'Cd concentrations. • Apart from desliming, improved class ification benefits spiral operations. • Capital and running costs are reduced as opposed to tmits like PANSEPS and Delkor
Linear screens. • The volume of material to be subjected to froth flotation could be increased through
optimization of the separation in tbe second stage. • The unit handles a wide variety of feed ralCS and pulp densities. • Lower and variable cutpoints ( 1,43) could be achieved than with spirals ( 1.7 typically )
The Allflux testwork indicates that it is a machine that will classifY and beneficiate the fine coal economically and produces fine coa l attbe rig ht specification. It also has several operationa l and maintenanc e benefits over spirals and dense med ium cyclone!! when operating parameters have been optimized. These optimal conditions had not yet been reached during the testwork. at Middelburg Mines and a single stage beneficiation could not be effected.
A flowsheet is proposed, combining the AlIflux with spiral concentrators, utilizing the desliming and beneficiation characteristics of the Allflux with the improved gravity separation of sp irals fed with a narrow size range in the feed. Delkor linear screens des lime the product at O.ISOmm to e liminate loss o f light material fi'om the circuit after beneficiation. T he linear sereens also ensure proper removal of all the O. I Smm material wjlhoul heing affected by dens ities.
A detailed plant design was done based 011 Ihe revised proposed spreadsheet. The costs arc relatively high due to the reinforcements and modifications necessary to in~1aJl the AHtlux into the current circuit. This is brought by through limited floor area available in the existing buildings, requiring extensive reinforcement o f the CUI"((nt spiral building, or new civils outside the current plant.
The effect of the high ash content slime in the -0.200 and especially the -O.15mm materia l seems to have the greatest effect on tile final product quality. The effectiveness of desliming of the product only either by improving the desliming by screenbowl ctmtrifuge or by means of Hnear screens should be tested on a pilot scale b9sis o ver a sufficient period of time firs t.
This would show whether the installation oflinclll" screens only wQu ld provide a more economica l solution to providing a consistent export product fro m the spiral plant.
The proposed tlowsheet is also a very feasible solution fo r new installation where capital savings could be etfected by using single stage spiraling and possible reduced construction costs due to reductions in plant height.

BACKGROUND
Middelburg Mine does 1I0t consistently produce an export quali ty product of 14.5 % ash ITom the :>O.5mm mltt~rii\ l contained ill the export plant feed at the time of writing. The quality ofthe spiral product is also dependent on the quality of the feed to the spirals. This problem has t;lxisted since the commissioning of the spiral plant in. 1986 3
. There is also a tendency for larger particles to report to the overflow:; of the primary and secondary classification spirals to be misplaced to the cyclone overflows and report to the thickeners .
-_. Continuous spiral sampling results done in 1986 after spiral pJant comDlissionin~ -.-- -Date Spiral Fe~~.~~~ % Spiral Product ash % 1l /6/86 20.7 IS .1 -12/6/86 2 1.2 14.8 ._--, "--" '- .... -~(6f86 __ 21.6 16.2 .. -- -- -_.
17/6186 19.5 16.2 .. -18/6/86 22.3 17.5 - -
A portion of this material is processed in two stages of Multotec LO spiral and dewatered using classifying cyclones and screenbowl centrifuges. The rest is currently dewatered on vibrating dewatering screens and transported to Duvha power station along with the product from the middlings plant and the mined power station coal.
The minus 0.5 mm materia l CQntains on average 60'-'/0 ~xport quality coal as shown by micro float and sink analysis but it is contaminated by high a~h slimes in the -JOOum ~iLc nlllgc. The-O. 5nun materia l is removed from the dense medium cyclone feed stream using sievebends and vibrating screens. The O.5mm material is classified into a O.5mm +0.150/0.200 mm fraction and a -O. 150mm fraclion using hydrocyclones. The largest volume (approximate ly 66%) orthe O.5mm x O.l50mm fractioJi at approximately 30% ash is currently treated in an existing two-stage spiral plant to produce an product with an ash content of 14.5%. The r~maining material is diverted to a dewatering circuit using to reduce Ihe moisture content [0 approx. 12% before il is dispatcl1ed with Ihe product from the middling! plant [0 the Duvha powcrslation.
The spirals are however cUITcmly unable to consistently produce a 14.5% ash product at economical mass yields. The final product grade is very dependell t on the quality of the feed to the spirals. This is due to -0.\50 mm. material with a high ash content remaining in the spiral product, contaminating the spiral product with a small portion of very high ash material (45% ash).
Similar problems ex isted aline Stratford Coal ilreparalion Plant in Austra lia till the commis.~joning ofa 2. lm diameter Stokes Teetered Bed Separator. This reduced the primary spiral product ash from 15% to 11%ash,1 Optimum Co lliery in South Africa had similar problems till the installation of Delkor linear screens This reduced the product ashes from between 14 and 17% to between llto 13 % . A 12% ash product is required.
Testwork was done at Middelburg Mine using an AII Oux pilot unit supplied by Allminerai lo determine if fine coal could be beocfic iated in a single 1)1CP by removing the contaminating slime!! in an at tempt to achieve a consistent incremental product quality. The goal of the testwork at the out'lct was to produce u t 4.5% ash product at a minimum yield of 50%.
The Allflux is a double stage leetered bed separator utilizing an upflowing current of water and an autogenou!l: teetered bed of fine coal and impurities 10 sepamte the feed material. The upflow currents and the bed level can be adjusled independently and are the main control variables.

Figure I PI"CScn( nowshect or fines circuil Ht Middclburg Mine.
Slevebend
Primary Spirals
" • • ,
'00
00
., ,. .. .. 50
" 30
, .. 10 ..
l""'m , OM",,,,
... To DMS cyclones
_1_<;00""
Primary Classifying Cyclones
Guard Screen
To Thickener
Discard dewatering
Screen
t--'·1y~·~·::·::·::·~·'-----:T~.~:~I.card
secondary Spirals
To Thickener .------ >
Secondary Classifying
'---t--------.IL~ CyclOrtes
To ScreenbowJ
Combined Washability of all fractions in the spiralfeed " 35
" 25
20~ • " 10
5
, I 0 1- - ,-._- "+----------;---__ -1-•• _ •• i · __ · ~ ..... -+---~, -_~ __ I
TESTWORK
m o
." • m Rel.llve Oentlty
A portion of the spiral feed stream was diverted to the pilot unit. The test took place over a two-week period following a three·week installation period. The anDlysis ofthe fine coal was relatively slow due to limited resources and the labour intensity of wet screening the samples into the required fractions. Since the unit was only available for a limited time an empirical approach to the testwork was necessary. The focd rate and feed solids concentration was kept conslant. The volumes of teeter water and the bed depth were adjusted. The pilol unil is fitted with windows on the compartment ... Adjusting the bed level and teeter volume was monitored visually and then controlled constantly using bed level sensors and hydraulically operated valves via a Siemens PLC. After the process had stabHized, sample increments of the streams were taken over a period of four hours for each test. These samplc~ were submitted for size and ash analysis. The teeter volume was then adjusted and another ~ct of samples taken. A total often sample sets were generated with the last two being duplications or optimal conditions for the test period.
I •
I

The samples were subjected to wet screening llnd the different size tmctions were 811alyzed for ash content and heat value.
RESULTS
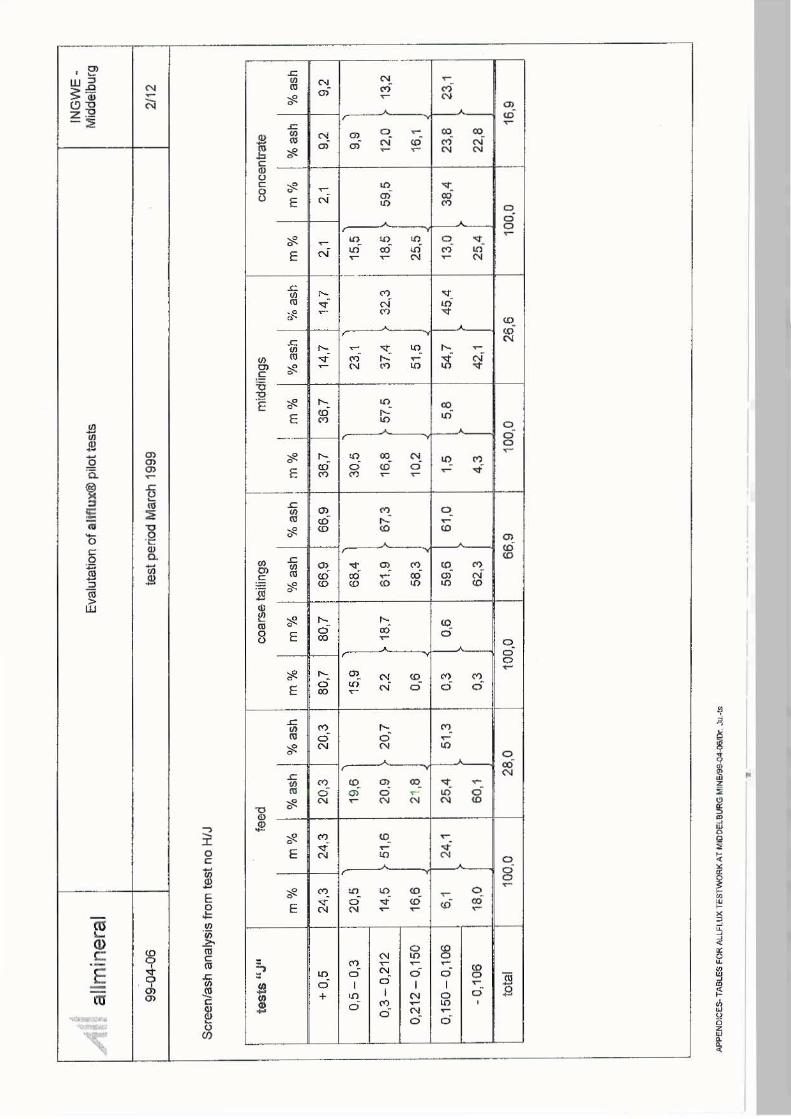
Tne resul ts of tests done under optimal settings for the testing phase are shown in append ix I and 2.
Low ash coal is washed from the first stage along with the unwanted slimes at the upflow current velocities required to fl uidize the bed, resulting in a high ash discl:ird from the first stage. Some low ash ultra· fi ne cou! is also washed from the second stage, along with the unwanted high ash slimes. This coal will have to be recovered by means of froth flolation or a similar process. The lower currents set in the larger second chamber ofthe Alltlux however, allows more selectivity than is available in the first stage or a single stage machine and the m~ority offme coal is recovered in the second or "fine coal stage".
Conditions under which a single stage belleficiation could be effected could not be achieved during the test phase. This is due 10 some good coal still report to the final overfl ow stream of the unit that also contdins the unwanted slimes. Fine silica and pyrite particles washed over from the first stage were also visually observed to report to the underflow stream of the fine coal (second stage) section. This increases the ash content' oftnat stmam to high values making it unacceptable as product without treatment such as in spirals. Dcsliming, however, ofthe midd le rraction was extremely good. This product d id not even smudge hands on hruldling after drying.
Work done by Galvin. Pratten, Nguyen·Tran·Lam, and Nicol z ind icates that a lot ofscopc exists for optimizing a teetered bed separator by the adjustment of [he feedrate, teed eoneen£ration as well as the teeter "Volume and the bed level. The partition number is dt!Crca~--d as feed pulp density increased albeit at the cost of throughput rate. Cutpoints o f as low as !.43 and epm's of 0.10 have been achieved at Stratford l
.
Narrower classi fication of the particle sizes will also beneftt spiral operation llS found by Atasoy and Spo!tiswood ~. They described three distinct regions on a spiral trough based on size dislribution: • The outel1uost stream where mostly coarse and light particles are placed. • ' (1\e innermost stream where mostly small and heavy particles are placed • The transition region where mostly medium size and density particles arc placed.
al the cost ofthrollghput rate. Cutpoints of as low as 1.43 and epm's of 0.1 0 have been achieved at Stratford 1.
Narrower classification of the particle sizes will also benefit spiral operation as found by Arasoy and Spottiswood 4.
They described three distinct regions on a spiral trough based on size distr ibtltion: • The outennost stream where mostly coarse and light particles are placed. • The innermost stream where mostly small and heavy particles are placed • The transition region where mostly medium s ize and density particles are placed.
SHmes (if present) is trapped along with good coal in the spiral product and call 1lot move to the centre and discard stream of the spiral.
o f'arl",~,~! _ d_~y
• f'o,hcl .. 01 hi(Jll4t""il~ • SI;.," ~o'llc: l"
"

Analysis of the results led to the development of a proposed spreadsheet that combines the Allflux unit with hydrocyclones, spirals aJld linear screens that will consistently produce a product ofthe required quality .
• The relatively high fractions of material larger than O.5mrn was a concern as these particles should remain in the DSM cyclone circuit atld not report to the fines circuit. Work is in progress at the time of writing to reduce the amount of this material in the fmes circuit. The proposed flowsheet however caters for such material and even if it is present, it will be bcneficiaLcd and recovered. The Alltlux produce yield at the correct export quality that makes the installation of such a unit economical even if the +O.5mm fraction is not included in the ecnnomicaljustitlcations.
Since commissioning of the spiral plant, misplaced particles in the primary and secondary classification cyclone overtlows have been a concern. This misplaccmcnt still occurs but ash analysis of the fractions how that the ash C(llltcnt is relatively high.
I
Results of test "H"
-0.63 mm from desliming screens 7 Classifying
...... I 13.82 till 1302o/oash "-/
100 I reed
11 ~ ~I
To discard , ,
" 2.3t/h 67.3%ash
17.28%
Results artest "J"
•
3.12 till 36 .. 'i%ash
23.33 I
"150U~r
7 29.4 • ,
44.0
T • 5 tlh 14.6%
• To further bcncficiati using e,g. froth flotuti
0
•
I I%ash
ToC entrifugcs cwatcring ford
To spirals tOr further beneficialion • • To fllrther benefici
desliming screens Classitying cyclones -0.63 mm Iru,lL......-~, atiol1
ahon using e.g. troth fio!
2.72 tlh 23.1%a,h
...... 20.31%
13.39 t!h 28.4%a~h "-/ lO() %
Feed -150um
11 \ "'" fL".:: '7
0 4.37 t/h • , I 32.63%
• 5.84Ull I" 5" I 43.61%
To , r , , ,
' '!IA7U!1 2.3t/h 66.9%as!f 14.7%ash
17.18% I I 11.01%
2.53 t/h 33.5%ash
18.890/0
To spirals for further
"

-Misplaced particle in the classification cyclone overflows.
Size (mm) Fractional Mass in Primary Ash in Size Fractional Mass in Secondary cyclone overflow (%). fruction cyclone overflow (%).
(%\ +Imm 0 0 0 ---_. ~~1+O.5mm 0 0 20. to -- --O.Smm+O.3mm 0 0 5.48 ..
-O.3mlu+O.lmm 11.41 28.90 10.66 --...o.2mm+O.lrnm 63.00 30.90 26.80 -O.Jmm 25.59 32.60 36.95 ..
Loss of this material should thus not be a major concern. However. since density (and thus ash content) always plays a role in the classification cyclones and the quality of the particle in the overflow could very considerably, it was decided to modity the original proposed flowsheet to replace the ~econdary classification cyclones with Delkor linear screens. This will allow positivc scptll'l:ltion based on size only and the risk of losing any low·density low ash
coal after the spiral circuit will bc e liminated. Although linear screens arc not as operator friendly as cyclones, only IhrtJe machines would be required for the lotal fine~ circuil, thus limiting the operating and maintenance concerns. Somo Ic.~work is also being undertaken to redliCe the slimes content oftbe primary cyelone underflow (spiral feed). The table below indicates that the slimes conlent of the undcrflow is low but the ash contcnt of the slimes component is high. Some slimes will always report to the underflow orthe cyclone since approximately 40% of the water feed lo the cyclono reports to the underflow. carrying sOllle· slimes with it.
.!.rimary Cyclo~e Undcrflow Si1:e and a!i.h.~nalysis ---
--Si1.e Mass fraction % Ash content +tmm 33.49 27.4 ·Jmm+O.Smm 11.89 26.3 -O.Smm+0.3mm 23.42 28.9 -O.3mm+O.2mm 10.19 33.9 . ~O.2mm+O.lmm 14.41 36.7 .... ~ ~O.lmm 6.59 50.1 --
Operational and Maintenance considerations.
The use ora unit such as the Allflux has the following operational and maintenance benefits: • An operator easily varies the cutpoints in the unit hy adjusting the upflow current
velocities. • The lInit handles large volumes (the diameter is varied to adjust capacity). • Moving I:Illd wear parts are limited. • Tile unit is not very sensitive to feed rales and feed concentrations. • Apart from desliming, improved classification benefits spiral operations. • Capital and mnning costs are reduced as opposed to units like PANSEPS and DeLkor
Linear screens. • The volume of material to be subjected to froth flolation could be increased through
optimization of lIle separation in the second stage. • The unit handles Il wide variety offecd rates find pulp densities. • Lower and variflble cutpoints (1.43) could be achieved than with spir<lls ( 1.7 typically)
Ash iI~ Si;e-fraction (%} ._-32.6 --25.1 22.7 - -23.1 37.5 30.4
•
Conclusion
Tbe product quality of the spiral plant at Middelburg Mine is currently as inconsistent as after commissioning in 1986. Since the export markets have hardened and unit prices have dropped, it is important that all possible coal be recovered at the right quality. Failure to do so will lead to losses in income through contamination of good quality coa! and subsequent yield losses due to compensation. Selling possible export coal into the local market also leads to losses in foreign revenue.
The Allflux tcstwork indicates that it is a machine that will classify and beneficiate the fine coal economically and produces fine coal at the right specification. It also has several operational and maintenance benefits over spirals and dense medium cyclones when operating parameters have been uptimized. These optimal conditions had not yet been reached during the testwork at Middelburg Mines and a single stage beneficiation could not be effected.
A flowsheet is proposed, combining the AlJflux with spiral concentrators, utilizing the desliming and beneficiation characteristics ofthc Allnux with the improved gravity separation of spirals fed with a narrow size range in the feed. Delkor linear screens deslime the product at O.150mm to eliminate loss of light material from the circuit after beneficiation. The linear screens also ensure proper removal of all the O.15mm material without being affected by densities.
A detailed plant design was done based on the revised proposed spreadsheet. TIle costs are relatively high due to the reinforcements and moditicalions necessary to install the AHflux into the current circuit. 'rhis is brought by through limited floor area availahle in the existing buildings, requiring extensive reinforcement of the current spira] building, or new civils outside the current plant.
Since the effect ofthe high ash content slime in the -0.200 and especially the -O.15mm material seems to have the greatest eftect on the final product quality, the effectiveness of desliming of the product only should first be tested on a pilot scale basis over a sufficient period of time. This would show whether the installation of linear screens only would provide a more economical solution to providing a consistent export product tram the spiral plant.
The proposed flowsheet is also a very feasible solution for new installation where capital savings could be efiected by lIsing single stage spiraling and possible reduced construction costs due to reductions in plant height.
References
1. Optimization Studies on a 75t1h Teetered bed separator at Stratford Coal Preparation Plant.: R B Drummond, A R Swanson, S K Nicol, PG Newling Advanced Separation engineering, Stratford Coal Limited. - Volume 1, XIII International Coal Congress, Brisbane ,Australia, 4-10 October 199B
2. Dynamics of a teetered bed separator: KP Galvin, S Pratten, G Nuyen-Tran-Lam, SK Nicol- Volume 1, XIII International Coal Congress, Brisbane ,Australia, 4-10 October 199B
3. Plant modifications to improve overall efficiency: The Middelburg Mine Services Spiral Plant.: R Impey, M Jonck, A Ntilane. Rand Mines Limited.
4. A study of particle separation in a spiral concentrator: Y Atasoy and DJ SpottiswoodMinerals Engineering Vol.8 No 10 pp 11 97~ 120B, 1995.
S. Altflux tests on site for the separation of coal fines - Dr. Ing. Andreas Jungmann
6. The Saraji Mine flotation upgrade - Dr. Dennis Phillips, Bitley engineering, Australia ( World Coal April 1999 p 39-40)
7. Flotation in the US - M.K. Mohanty, C.M. Green, R.D. Stol), D.M. Brumfjeld , Richwood Industries (World Coal April 1999, p 51 -54)

8. Technical report on the Allflu x pilot plant testwork at MMS - Vernon O'Donovan
Acknowledgements TIlank you to: • AllmineraJ for the technical assistance during and after the testwork (Dr Andreas Jungmarm.
RaJph Orzccwski, Vdo Busch) • The perSOntlc! at Middelburg mine for the inslallation and removal of the pilot plant and
equipment. • Vernon O'Dollovan and Owen Radcman and Elamarie Venter their efforts in generating data,
operating Ihe pilot plant, and sAmpl ing.
"

AI' a
llmin
eral
99-0
4-06
Scr
een/
ash
anal
ysis
fro
m t
est
no H
/J
test
s "H
" fe
ed
m%
m
%
I %
ash
%
ash
+ 0,
5 32
,1
32,1
27
,8
27,8
0,5
-0,
3 23
,1
23,7
0,3
-0,
212
25,7
56
,3
i 22
,3
24,1
0,21
2-0
,150
7,
5 31
,5
0,1
50
-0,1
06
1,
1 11
,6
33,7
45
,6
-0,1
06
10
,5
46
,8
tota
l 10
0,0
27,8
r-- AP
PE
ND
ICE
S· T
AB
LES
FOR
ALL
FLU
X TE
STW
OR
K A
T M
IDD
ELB
UR
G M
INEJ
99.-(
)4-D
61Dr
. ""A
S
•
m%
71,5
20.9
4,6
1,3
0,6
1,1
tNG
WE
-Ev
alut
atio
n of
allf
luX
® p
ilot t
ests
M
idde
lbur
g
test
per
iod
Mar
ch 1
999
1/12
coar
se t
ailin
gs
mid
dlin
gs
conc
entr
ate
, ,
! m
%
% a
sh
% a
sh
m%
m
%
%a
sh
%
ash
m
%
i m
%
% a
sh
% a
sh
,
71,5
67
,1
67,1
48
,7
48,7
13
,1
13,1
2,
1 2,
1 5,
2 5,
2
70,1
28
,7
21,0
12
,0
8,7
26,8
63
,3
68.4
13
,6
47,9
33
.4
28,2
16
,0
53,2
I
11,3
12
,1
59,7
5,
6 52
,6
25,2
14
,2
1,7
59,9
60
,4
1,6
3,4
57,6
61
,0
11,9
44
,7
18,7
36
,5
I
60,6
1,
8 64
,0
32,8
42
,2
100,
0 67
,3
100,
0 22
,0
100,
0 22
,6
-
• IN
GW
E-
Af~
allm
iner
al
Eva
luta
tion
of a
llflu
X®
pilo
t tes
ts
Mid
delb
urg
99-0
4-00
te
st p
erio
d M
arch
199
9 21
12
Scr
een/
ash
anal
ysis
from
tes
t no
H/J
! I
test
s "J
" fe
ed
coar
se ta
iling
s m
iddl
ings
co
ncen
trat
e
% a
sh I
m%
m
%
% a
sh
%a
sh
m
%
m%
%
ash
%
ash
I m
%
I m
%
% a
sh
% a
sh
m%
I
m%
%
ash
+ 0,
5 24
,3
24,3
20
,3
20,3
80
,7
80,7
66
,9
66,9
36
,7
36,7
14
,7
14,7
2,
1 2,
1 9,
2 9,
2
0,5
-0,
3 20
,5
19,6
15
,9
68,4
30
,5
23,1
I
15,5
9,
9 I
0,3
-0,
212
14,5
51
,6
20,9
20
,7
2,2
18,7
61
,9
67,3
16
,8
57,5
37
,4
32,3
18
,5
59,5
12
,0
13,2
0,21
2-
0,15
0 16
,6
21,
8 0,
6 58
,3
10,2
51
,5
25,5
16
,1
0,1
50
-0,1
06
6,
1 24
,1
25.4
51
,3
0,3
0,6
59,6
61
,0
1,5
5,8
54,7
45
,4
13,0
38
,4
23,8
23
,1
-0
,106
18
,0
60,1
0,
3 62
,3
4,3
42,
1 2
5,4
22
,8
tota
l 10
0,0
28,0
10
0,0
66
,9
i 10
0,0
26
,6
100,
0 16
,9
I
AP
l'EN
DIC
E5
-TA
BlE
S F
OR
ALL
FlU
X T
ES
TW
QR
K A
T !.1lOoe~eURG I.!INe~.{)6I[)r
. Ju
-t<





























