Embed Size (px)
Citation preview

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Ángulo incorrecto (menor) Ángulo correcto
Superficie de referencia
Escuadras Fijas (de ángulo fijo)
Como escuadras fijas se emplean en fabricación las de acero, de 90º, 60º, 45º y 120º. Según DIN, las escuadras de acero de 90º se dividen en escuadras planas (forma A), escuadras de talón (forma B) y escuadras de filo (forma C).
Escuadra plana
Con ella, se verifica la posición de las aristas y superficies de la pieza. Cuando se verifica la fabricación, debe existir una superficie plana mecanizada de la pieza que sirva de superficie de referencia.
La escuadra de talón resulta muy adecuada para verificar el ángulo y la cota cuando hay que trazar una arista de plegado. La distancia de la línea trazada a la arista de referencia de la pieza, se verifica con la regla.
Con la escuadra de filo se determina el ángulo y el estado superficial. La verificación se hace por el procedimiento de la rendija de luz. Si se enfrentan la superficie mecanizada de la pieza y la superficie de verificación, y se ponen a la luz, se observa una rendija. Cuanto más uniforme sea la rendija de luz, tanto más precisa será la angularidad.
Galgas Angulares
Las galgas angulares son de acero y pueden acoplarse por fricción como las galgas paralelas. Se emplean para verificar calibres, herramientas y piezas, para ajustar máquinas y útiles, para trazary para trabajos de división.
Un juego grande se compone de:
6 galgas de 1,3,5,15,30,45 grados
5 galgas de 1, 3, 5, 20, 30 minutos
5 galgas de 1, 3, 5, 20, 30 segundos
Campo de medición desde 0º hasta 90º, de 1 en 1 segundos.
Verificación con Instrumentos de medición de Ángulos Móviles
Con los calibres para ángulos se puede determinar la angularidad de las superficies, y con los transportadores de ángulos el valor de éstos.
Arista de verificaciónen forma de filo
Lado
Luz
Adición
- -
-
-
-----
++
+++
+
+
+
+
15”
30”
- 3’
- 5º
2 ’0
30º30´
5º
15º
Ejemplo+15º +5º + 30’ + 30’’ + 15’’= 20º30’45’’
Ejemplo+30º - 5º + 20’ - 3’= 25º17’
Sustracción
320º
0’ 4
5’’
125º
7’
254
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
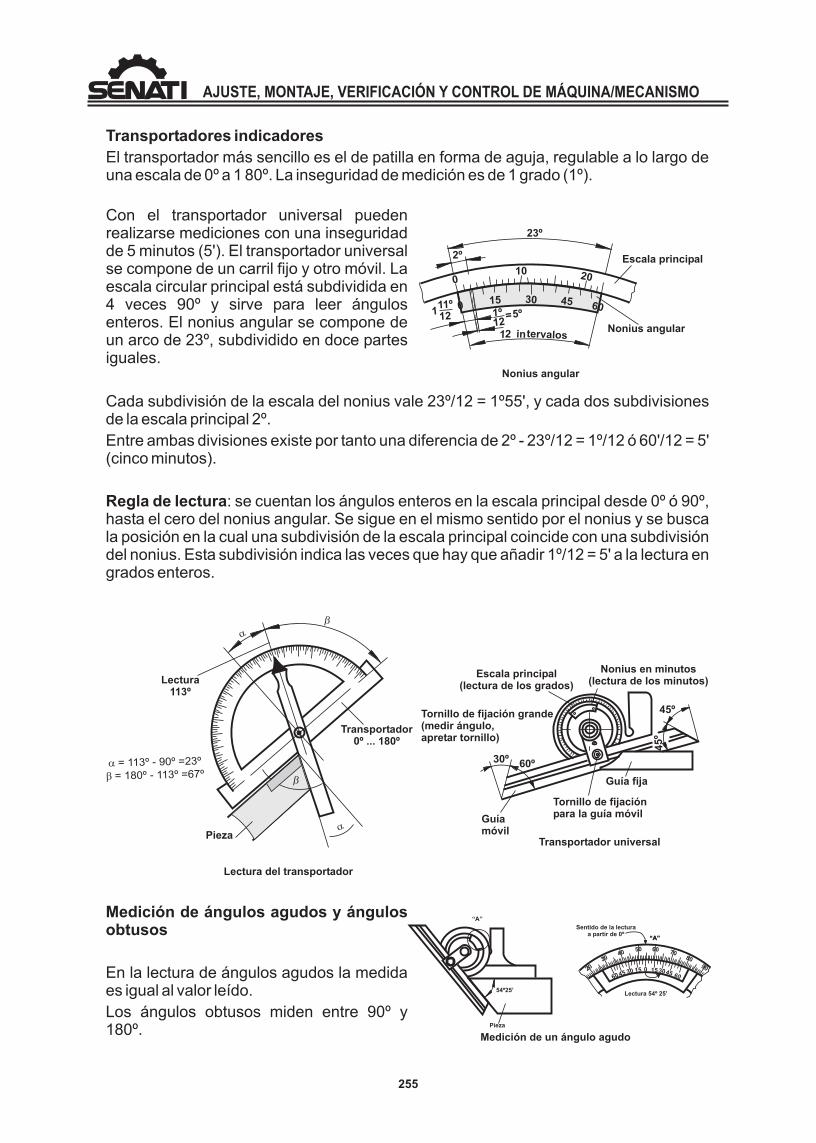
Transportadores indicadores
El transportador más sencillo es el de patilla en forma de aguja, regulable a lo largo de una escala de 0º a 1 80º. La inseguridad de medición es de 1 grado (1º).
Con el transportador universal pueden realizarse mediciones con una inseguridad de 5 minutos (5'). El transportador universal se compone de un carril fijo y otro móvil. La escala circular principal está subdividida en 4 veces 90º y sirve para leer ángulos enteros. El nonius angular se compone de un arco de 23º, subdividido en doce partes iguales.
Nonius angular
2º
23º
Escala principal
Nonius angular
0
0111º
1º 5º
t rv lo e a sin21
1221
=
10 20
15 45 6030
Cada subdivisión de la escala del nonius vale 23º/12 = 1º55', y cada dos subdivisiones de la escala principal 2º.
Entre ambas divisiones existe por tanto una diferencia de 2º - 23º/12 = 1º/12 ó 60'/12 = 5' (cinco minutos).
Regla de lectura: se cuentan los ángulos enteros en la escala principal desde 0º ó 90º, hasta el cero del nonius angular. Se sigue en el mismo sentido por el nonius y se busca la posición en la cual una subdivisión de la escala principal coincide con una subdivisión del nonius. Esta subdivisión indica las veces que hay que añadir 1º/12 = 5' a la lectura en grados enteros.
Lectura113º
Transportador0º ... 180º
Pieza
a
11 º 0º = ºa = 3 - 9 23
b 1 0 - 11 º 6 = 8 º 3 = 7º
a
b
b
Lectura del transportador
Nonius en minutos(lectura de los minutos)
Escala principal(lectura de los grados)
Tornillo de fijación grande(medir ángulo,apretar tornillo)
Tornillo de fijación para la guía móvil
Guía fija
Guía móvil
30º
45º
45º
60º
Transportador universal
Medición de ángulos agudos y ángulos obtusos
En la lectura de ángulos agudos la medida es igual al valor leído.
Los ángulos obtusos miden entre 90º y 180º.
“A”
Pieza
54º25’
Sentido de la lecturaa partir de 0º
Lectura 54º 25’
“A”“A”
20
0340
05 60
60 6045 4503 3051 150
7080
90
Medición de un ángulo agudo
255

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Sen a ; Sen a
Sen a
Ángulo a = 26º 30’
= =
= =
Cateto opuestoHipotenusa
E
89,24 mm
L
200 mm0,4462
Comparador
Galga
e aPi z
= =sen a sen a . LE EL
E
L
a
a
Verificación del ángulo de una piezacon regla de senos y comparador
Mesa de senos
Sentido de la lecturaa partir de 0º
Lectura 50º 55’
“B”
8070
60 05 40
60 0645 5430 3015 150
3002
“ 50º 55’
129º 5’
Pieza
“B”
Medición de un ángulo obtuso
En la medición de ángulos obtusos, la medida del ángulo es:
Medida = 180º - valor de la lectura
Transportadores de Ángulos graduables
La regla de senos es un transportador de ángulos regulable. El dispositivo rnedidor se compone de una regla que fija los dos rodillos de medición a una distancia conocida, p. ej., L = 200 mm, y una galga paralela E de cuya longitud depende el ángulo a. Con esta disposición puede ajustarse cualquier ángulo dentro de un intervalo determinado.
Ejemplo:
L = 200 mm, E (combinación de galgas) = 89,24 mm. Con esto se forma un triángulo rectángulo cuya hipotenusa tiene la longitud L y el cateto opuesto la altura E de la galga.
Medición de conos con galgas cilíndricas y paralelas
Las dos galgas paralelas deben tener la misma longitud y las dos cilíndricas (cilindros, rodillos) el mismo diámetro.
Con la disposición de la figura (medición de conos exteriores) se tiene el semiángulo del cono
Para el cálculo se emplea la función tangente,
, donde el cateto opuesto puede expresarse por y el cateto adyacente por la longitud L de la galga paralela.
a2
tan a tan = Cateto opuesto==
Cateto adyacente
(d - d )1 2
2
a2
256

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
Ejemplo: d = 60 mm, d = 45 mm, L = 38,76 mm1 2
a2 =
a2 =
=
=(d - d )1 2
2L; tan 60 mm - 45 mm
38,76 mm
0,2178
13º 17’ángulo
tan a
Edición de ángulos exteriores con galgas cilíndricas y paralelas
Galga cilindrica
L
Galga paralelaa2
= =a2
tan d -d1 2
d1
2 L
d2
Manipulación del instrumento
-Limpiar la superficie de medición antes de verificar.
-Proteger contra la suciedad, golpes y ácidos.
-No retocar los defectos de la regla.
-Ejercer siempre la misma fuerza al efectuar la verificación.
-No verificar las piezas hasta que no se alcance la temperatura de referencia.
-Para guardar la regla emplear trapos limpios o un lugar especial.
-No colocar nunca la regla junto con las herramientas.
-Después de utilizarla, limpiarla y engrasarla ligeramente.
257

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
TIPOS DE AJUSTE ISO
Con la actual división del trabajo y debido a la intercambiabilidad de los repuestos, las piezas han de ajustar entre sí de acuerdo con su función sin necesidad de realizar en ellas trabajos posteriores.
El eje o árbol fabricado por la empresa «x» tiene que ajustar con el cojinete fabricado por la empresa «y» de manera que se logre la función preestablecida, por ejemplo que el eje gire en el cojinete con pequeño juego. A este fin se han creado los ajustes ISO.
El ajuste es la relación entre las medidas de las pieza antes de montarlas.
Ajuste cilíndrico: las piezas tienen superficies de ajuste cilíndricas y se denominan eje (o árbol) y agujero.
Ajuste plano: las superficies de ajuste de las piezas son planas, las piezas reciben el nombre de parte exterior y parte interior.
En el aspecto funcional se distinguen tres tipos de ajuste.
Ajuste holgado o móvil
Los campos de tolerancia del eje y del agujero han de elegirse de tal manera que en cualquiera de los casos posibles de las medidas reales dentro de las medidas límite, exista un juego (holgura) entre el eje y el agujero. El valor de dicho juego dependerá de las posiciones del campo de tolerancia y de los valores de tolerancia que se elijan.
Si se adjudica al agujero el campo de tolerancia H y al eje el campo f, el juego será pequeño. Pero si se establece el campo d para el eje, el juego será varias veces mayor.
El juego puede tener un valor mínimo o un valor máximo.
Juego máximo = valor de la cota máxima del agujero menos valor de la cota mínima del eje.
Juego mínimo = valor de la cota mínima del agujero menos valor de la cota máxima del eje.
Ajuste indeterminado o de transición
Los campos de tolerancia han de interferirse de manera que se produzca o un juego o un apriete.
Juego máximo = va lo r de l a co ta máxima del agujero menos el valor de la cota mínima del eje.
Apriete máximo= va lo r de l a co ta máxima del eje menos el valor de la cota mínima del agujero. S = Juego máximog
U = Apriete máximog
Sg U
g
Tw
Agujero
S = Juego máximog
S = Juego mínimok
Sg Representación
simplificadade este ajuste
Sk Eje
TB
Tw
00
Agujero
S = Juego máximog
S = Juego mínimok
Eje
TB
258
AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
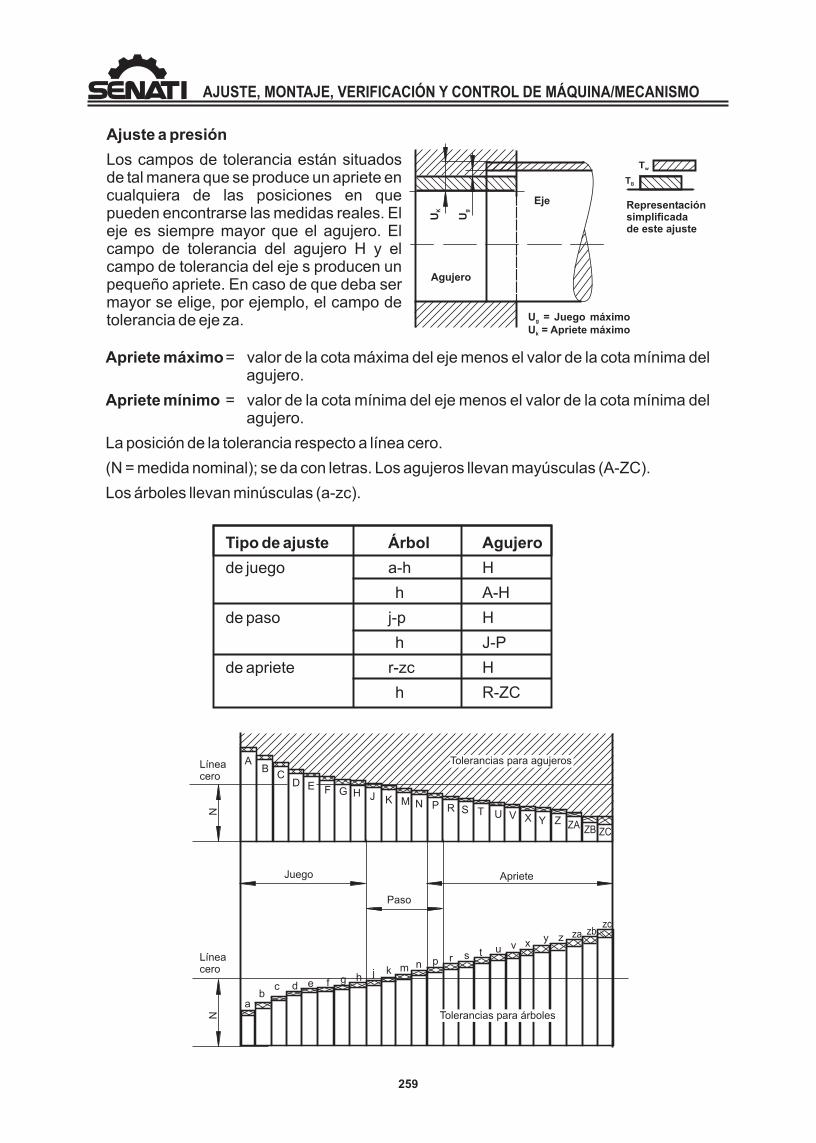
Ajuste a presión
Los campos de tolerancia están situados de tal manera que se produce un apriete en cualquiera de las posiciones en que pueden encontrarse las medidas reales. El eje es siempre mayor que el agujero. El campo de tolerancia del agujero H y el campo de tolerancia del eje s producen un pequeño apriete. En caso de que deba ser mayor se elige, por ejemplo, el campo de tolerancia de eje za. U = Juego máximog
U = Apriete máximok
UK
Ug
Eje
TB
Tw
Agujero
Representación simplificadade este ajuste
Apriete máximo= valor de la cota máxima del eje menos el valor de la cota mínima del agujero.
Apriete mínimo = valor de la cota mínima del eje menos el valor de la cota mínima del agujero.
La posición de la tolerancia respecto a línea cero.
(N = medida nominal); se da con letras. Los agujeros llevan mayúsculas (A-ZC).
Los árboles llevan minúsculas (a-zc).
Tipo de ajuste Árbol Agujero
de juego a-h H
h A-H
de paso j-p H
h J-P
de apriete r-zc H
h R-ZC
Líneacero
Líneacero
Juego
NN
Paso
Apriete
A
a
B
b
C
c
D
d
E
e
F
f
G
g
H
h
J
j
K
k
M
m
N
n
P
p
R
r
S
s
T
t
U
u
V
v
X
x
Y
y
Z
z
ZA
za
ZB
zb
ZC
zc
Tolerancias para agujeros
Tolerancias para árboles
259

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
CÁLCULO DE RESISTENCIA DE MATERIALES
F = Fuerza, esfuerzo en N. s = esfuerzo para la tracción, comprensión, flexiónA = superficie, sección (pronunciado : sigma).
t = esfuerzo para el cizallamiento y torsión (pronunciado : tau)
n = índice de seguridad (pronunciado : ni)
1. Resistencia a la tracción Por ejemplo acero 37 quiere decir:2Un esfuerzo entre los valores de 360 y 440 N/mm
produce deformación o ruptura en la pieza de construcción.
2s » 370 N/mmB
Nota:La resistencia a la tracción se puede definir, por tanto, como límite mínimo de la tensión Rm.
2. Seguridad Por razones de seguridad, un material sólo debe someterse hasta un límite de fuerza admisible, el esfuerzo admisible.
s =zul
Nota: El índice de seguridad en ingeniería mecánica es de 1,5 a 10. La tensión límite aplicable depende de la clase de esfuerzo.
3. Clases de fuerzas La tensión recibe diferentes índices según la clase de esfuerzo:
s , s , s , t , t ,s , tb z d t a zul zul
Nota:2El esfuerzo mecánico se indica en N/mm .
4. Esfuerzo Sobre 1 mm se aplica una fuerza de s , sobre una 2 zul2superficie de Amm se aplica una fuerza de A . s .zul
ConclusiónEsfuerzo = superficie x clase de fuerza
Nota:El esfuerzo admisible depende de la clase de fuerza.I = esfuerzo estático ® carga de apoyo constante
® p. ej. Monumento.II = esfuerzo eréctil ® carga y descarga ® p. Ej.
cadena de grúa.III = esfuerzo variable ® tracción y comprensión
® biela.
tensión límiteíndice de seguridad
F
F
F
sz
sd
ta
extensión en %
s zE
B
sz
2te
nsió
n e
n n
/mm
P
F
s=N
2mm
21 mm
260

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
5. Resumen s es parte de la resistencia a la tracción.zul
esfuerzo = superficie x clase de fuerza.
6. Ejemplo Un acero cuadrado con calificativo de norma St 37 de 30 x 30 mm ha de ser sometido a tracción con el cuádruple de seguridad. Calcule la fuerza de tracción admisible en N.
tensión límiteíndice de seguridad
s zul =
7. Ejemplo Una cadena de acero soporta 34kN, con una fuerza de tracción de 85 N/mm . ¿Cuál es el diámetro de la 2
cadena?
buscando F2dado A = 30 mm
2R = 370 N/mmm
n = 4
solución
2 F = A . s = 900 mm2 . 62,5 N/mm = 83250 Nzul
szul
buscando S, d
dado F = 34 kN
2s = 85 N/mmz
solución
Rm
n
2370 N/mm
4
292,5 N/mm= ==
F
sz
= = = 2200 mmF 34002 . 2 . 85
S
= 20,785 dA
(Según tabla) d = 16 mm
= = = 16A 2000,785 0,785
d
b285 N/mm
34 kN
261

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
ELEMENTOS QUÍMICOS DE ACEROS DE ALTA ALEACIÓN
Los elementos químicos influyen mucho en los aceros de aleación y sus diversos elementos que lo acompañan son:
El Cromo aumenta la resistencia y la dureza, así como la resistencia a la corrosión y al calor, y la consistencia del corte.
Válvulas (Fig. 1), herramientas de corte, cuerpos de laminación y depósitos resistentes a los ácidos.
El Cobalto hace más duro al acero, así como consistente al corte.
Aceros rápidos
El Manganeso hace al acero más resistente al desgaste (templado en frío), peor también peor mecanizable y sensible al tratamiento
térmico. El manganeso puede sustituir al níquel en determinados casos.
Cadenas, bandajes para ruedas, espandines de aguja, aceros de herramientas indeformables, bandajes para dragas.
El Silicio proporciona elasticidad; el temple penetra y mejora la resistencia del acero a los ácidos. Por encima del 0,2% de silicio disminuye considerablemente la forjabilidad y la soldabilidad.
Muelles, chapas para dinamos y transformadores, acero resistente a la corrosión y tenacidad.
Vanadio y Molibdeno proporciona dureza, resistencia al calor y a la corrosión y tenacidad.
Matrices de forja, matrices para prensas y herramientas de calidad (llaves para tornillos).
El tungsteno hace al acero tenaz resistente a la corrosión, y al calor, así como consistente al corte.
Acero rápido, matrices para prensas y moldes para fundición por inyección.
El Níquel actúa afinando loa granos y comunica al acero tenacidad, resistencia mecánica y resistencia a la corrosión.
Cigüeñales, ruedas dentadas, cubertería, depósitos resistentes a los ácidos, alambres para resistencias.
Cromo, Molibdeno y Vanadio
Aceros especiales para trabajar en caliente, que debido a las proporciones favorables de sus componentes, tiene varias especificaciones; buena conductibilidad técnica y alta resistencia a las fisuras se aplica para punzones, mandriles, herramientas para estampar latón y bronce en caliente.
Cromo, Molibdeno y Níquel
Su alto contenido de cromo y su adición de Molibdeno le confiere muy buena resistencia a la corrosión, excelente resistencia a la abrasión, de fácil maquinado y máxima aptitud para el pulido; se aplica para moldes y matrices (Fig. 2) en elaboración de masas de moldeo (PVC) con aditivos abrasivos.
Fig. 1
Fig. 2
262

AJUSTE, MONTAJE, VERIFICACIÓN Y CONTROL DE MÁQUINA/MECANISMO
CORTE PARCIAL O INTERRUMPIDO
Es otra forma de representación que se emplea para indicar un detalle interno de un sólido (pieza) en alguna parte limitada sin necesidad de hacer el corte total o medio corte. En la Fig. 1 se indica un corte parcial, en la vista frontal de un codo de 90º.
El corte está limitado por una línea de rotura o interrupción, trazada a mano alzada. En la vista lateral, no es necesario indicar la línea de corte, ya que es clara la posición del mismo.
Nota: La línea de rotura no debe coincidir con línea alguna. Generalmente, los cortes parciales se emplean para representar agujeros, ranuras o canales dispuestos en piezas enterizas. (Figs. 2 y 3)
Corte Parcial se utiliza para resaltar en línea gruesa un detalle interesante. En general, la indicación del plano de sección se superflua. La parte cortada se limita por una línea llena fina dibujada a mano alzada. (Fig. 4).
Estos cortes generalmente, se realizan en piezas como: ejes, mangos, varillas, bolas, nervios, etc. Las cuales son cortadas, sino basta con hacer un corte parcial para indicar algún detalle particular de la pieza.
Línea de rotura
Trazado teórico Sección A -A
A
A
Trazado práctico
Fig. 1
Fig. 2 Fig. 3
Fig. 4
263





























