Embed Size (px)
Citation preview
Air Pre-heater Corrosion Behavior Related to Halogens for Oxy-coal Retrofit of Utility Boilers
Oxyfuel Combustion Conference 3Ponferrada, Spain
September 9-13, 2013
REACTIONENGINEERING
INTERNATIONAL
Concerns Regarding Bromine and APH Corrosion
• Brominated activated carbon injection (Br-ACI) can accelerate APH corrosion rates– Supplier-dependent impacts have been noted– Low temps in APH suspected to exacerbate problem
• EPRI/URS boiler bromide addition study [Dombrowski, 2013]– 18 units with > 1yr operation had conducted
inspections– 7 of these units noted accelerated corrosion– Increased corrosion in PRB/lignite units has been
particularly severe
REACTIONENGINEERING
INTERNATIONAL
Possible APH Corrosion Mechanisms • Possible Mechanisms:
– Direct condensation of HBr– Absorption of HBr by condensed SO3– Adsorption of HBr by flyash or ACI– Gas-phase attack by HBr
• Condensation appears likely– Hydrobromic acid is one of the strongest mineral acids
known – Simple calculations for relevant concentrations of bromine
addition indicate dew points in the 90-105 °F range– Dew points for oxy-combustion as high as 150 °F
REACTIONENGINEERING
INTERNATIONAL
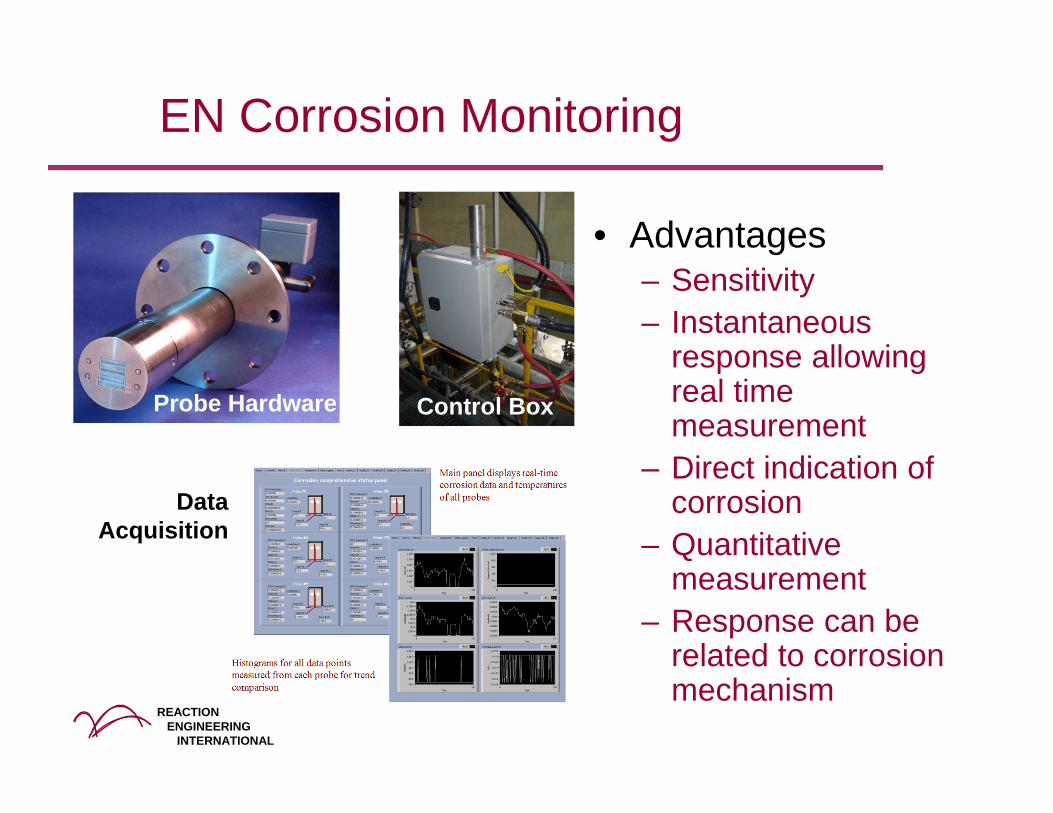
EN Corrosion Monitoring
• Advantages– Sensitivity– Instantaneous
response allowing real time measurement
– Direct indication of corrosion
– Quantitative measurement
– Response can be related to corrosion mechanism
Control BoxProbe Hardware
Data Acquisition
REACTIONENGINEERING
INTERNATIONAL
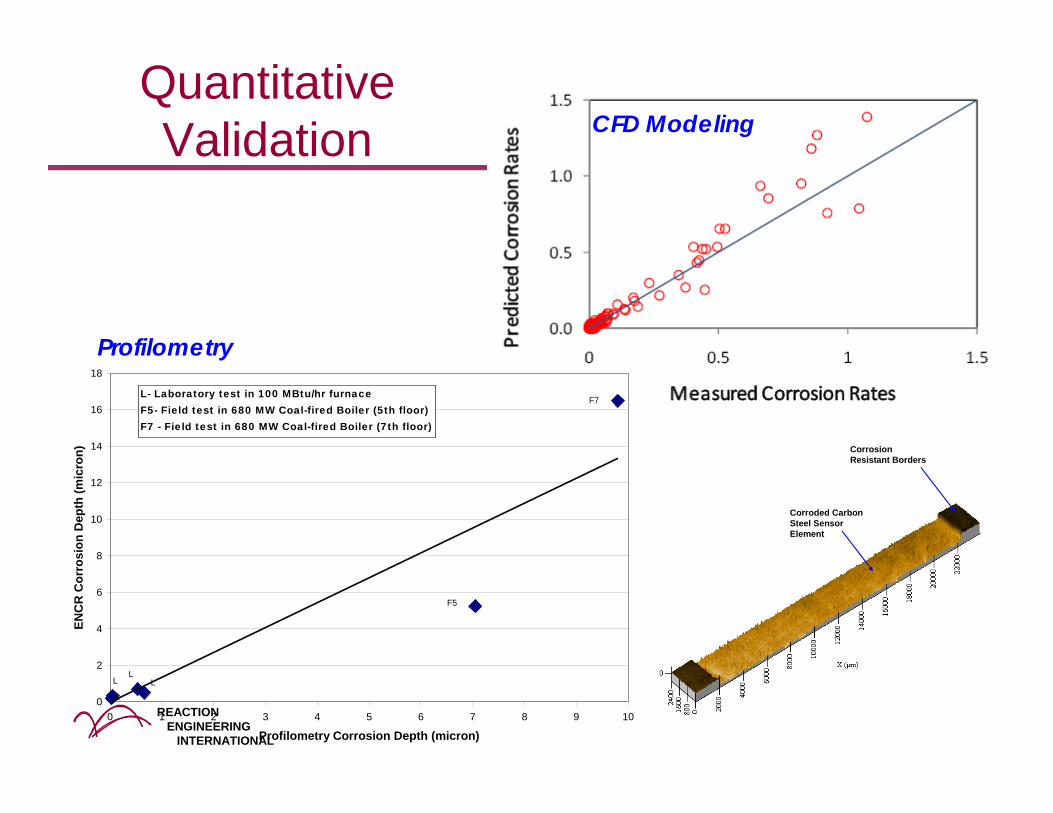
Quantitative Validation
0
2
4
6
8
10
12
14
16
18
0 1 2 3 4 5 6 7 8 9 10
Profilometry Corrosion Depth (micron)
ENC
R C
orro
sion
Dep
th (m
icro
n)
F5
F7
LLL
L
L- Laboratory test in 100 MBtu/hr furnaceF5- Field test in 680 MW Coal-fired Boiler (5th floor)F7 - Field test in 680 MW Coal-fired Boiler (7th floor)
Profilometry
CFD Modeling
Corrosion Resistant Borders
Corroded Carbon Steel Sensor Element
REACTIONENGINEERING
INTERNATIONAL
Pilot-scale Corrosion Measurements
Objective:• Measure changes in corrosion rates at temperatures
representative of an air heater,• In the presence of various mercury control additives
(baseline, bromine, activated carbon),• Under both air-fired and oxy-fired conditions
Method:• Use air cooled corrosion probes positioned in the flue gas
just upstream of the baghouse• Vary probe cooling to control element surface temperature in
a range considered representative of air heater temperatures, especially the colder extremes
REACTIONENGINEERING
INTERNATIONAL
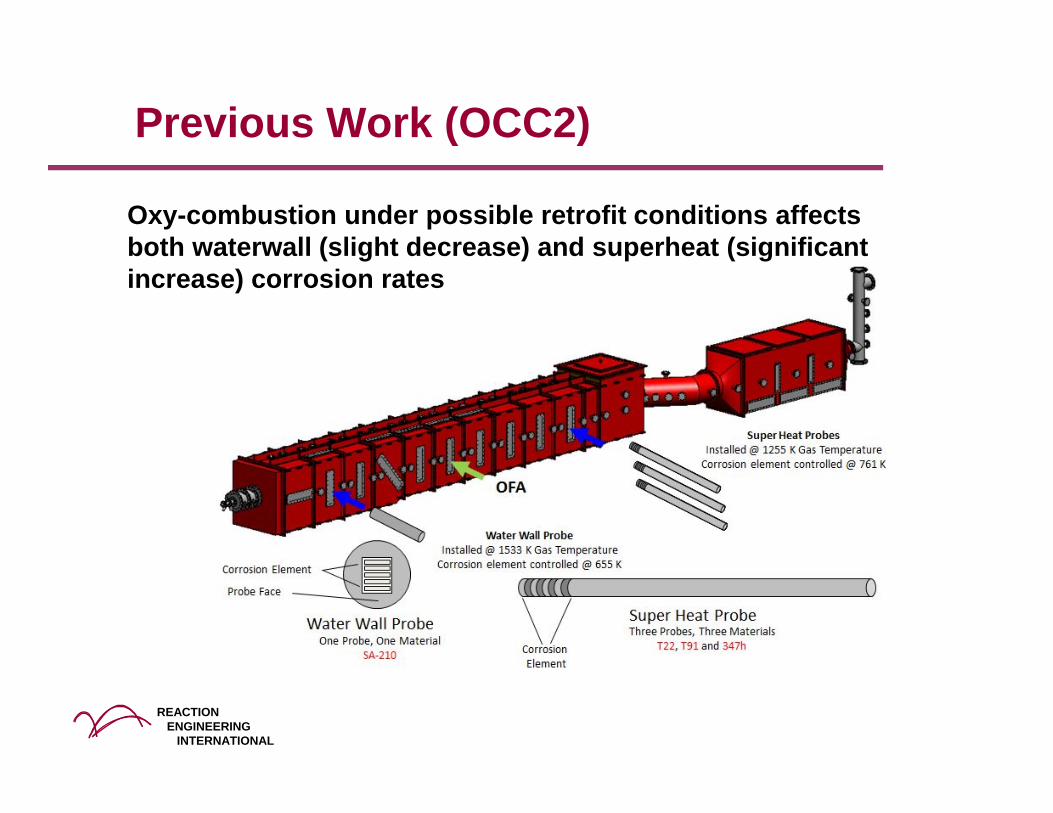
Previous Work (OCC2)
Oxy-combustion under possible retrofit conditions affects both waterwall (slight decrease) and superheat (significant increase) corrosion rates

REACTIONENGINEERING
INTERNATIONAL
Complementary Pilot-Scale Measurements
• Objective - Measure impact of oxy-combustion on performance of mercury control technologies
• Approach– L1500 pilot-scale furnace– PRB and bituminous coals– Air and oxy-firing– Two Hg control technologies
• Bromine boiler additive (CaBr2)• Activated carbon injection
– Hg measured before and after baghouse– Three different Hg measurement techniques– Testing in May and June 2013
Ohio LumexCEM
Tekran CEM
30B Metering Box
REACTIONENGINEERING
INTERNATIONAL
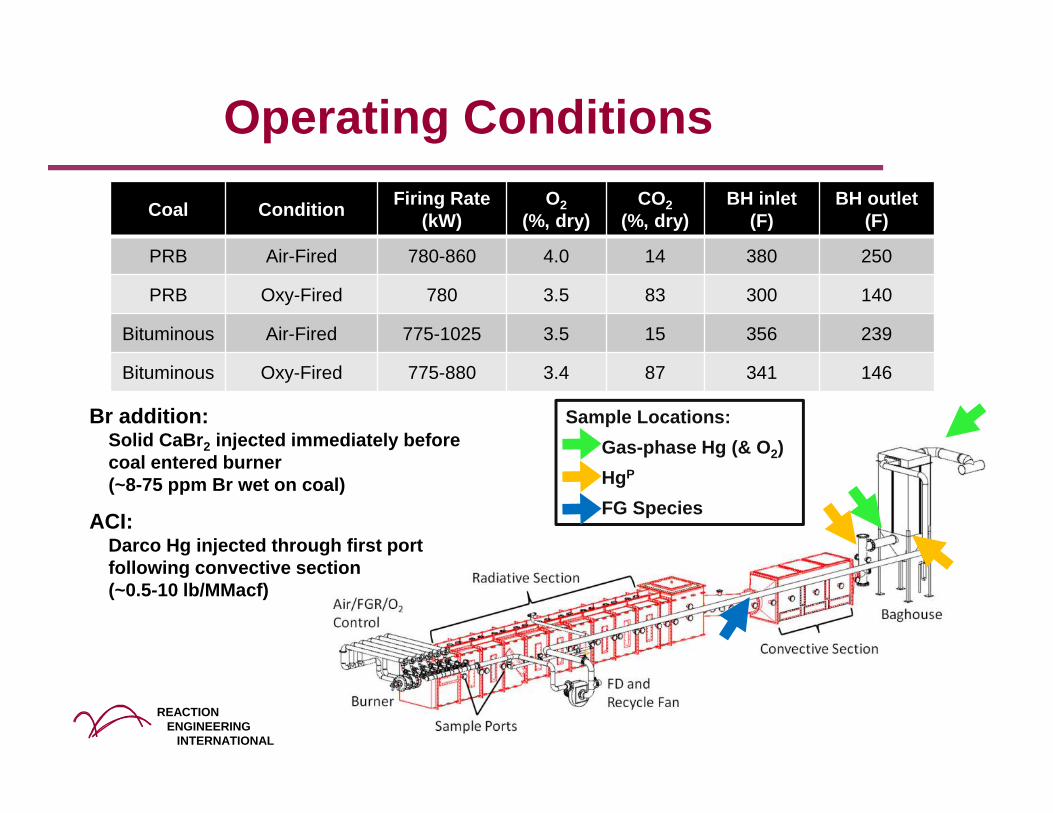
Operating Conditions
Br addition:Solid CaBr2 injected immediately before coal entered burner(~8-75 ppm Br wet on coal)
ACI:Darco Hg injected through first port following convective section(~0.5-10 lb/MMacf)
Sample Locations:Gas-phase Hg (& O2)HgP
FG Species
Coal Condition Firing Rate(kW)
O2(%, dry)
CO2(%, dry)
BH inlet(F)
BH outlet(F)
PRB Air-Fired 780-860 4.0 14 380 250
PRB Oxy-Fired 780 3.5 83 300 140
Bituminous Air-Fired 775-1025 3.5 15 356 239
Bituminous Oxy-Fired 775-880 3.4 87 341 146
REACTIONENGINEERING
INTERNATIONAL
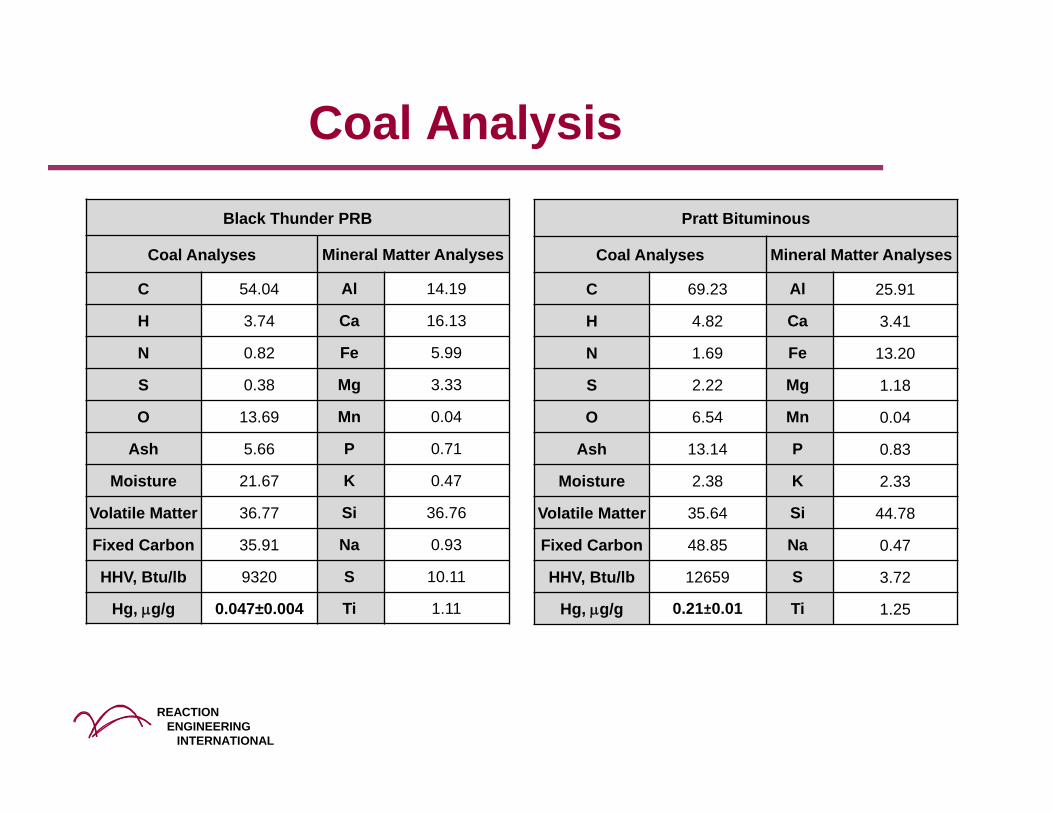
Black Thunder PRB
Coal Analyses Mineral Matter Analyses
C 54.04 Al 14.19
H 3.74 Ca 16.13
N 0.82 Fe 5.99
S 0.38 Mg 3.33
O 13.69 Mn 0.04
Ash 5.66 P 0.71
Moisture 21.67 K 0.47
Volatile Matter 36.77 Si 36.76
Fixed Carbon 35.91 Na 0.93
HHV, Btu/lb 9320 S 10.11
Hg, g/g 0.047±0.004 Ti 1.11
Coal Analysis
Pratt Bituminous
Coal Analyses Mineral Matter Analyses
C 69.23 Al 25.91
H 4.82 Ca 3.41
N 1.69 Fe 13.20
S 2.22 Mg 1.18
O 6.54 Mn 0.04
Ash 13.14 P 0.83
Moisture 2.38 K 2.33
Volatile Matter 35.64 Si 44.78
Fixed Carbon 48.85 Na 0.47
HHV, Btu/lb 12659 S 3.72
Hg, g/g 0.21±0.01 Ti 1.25
REACTIONENGINEERING
INTERNATIONAL
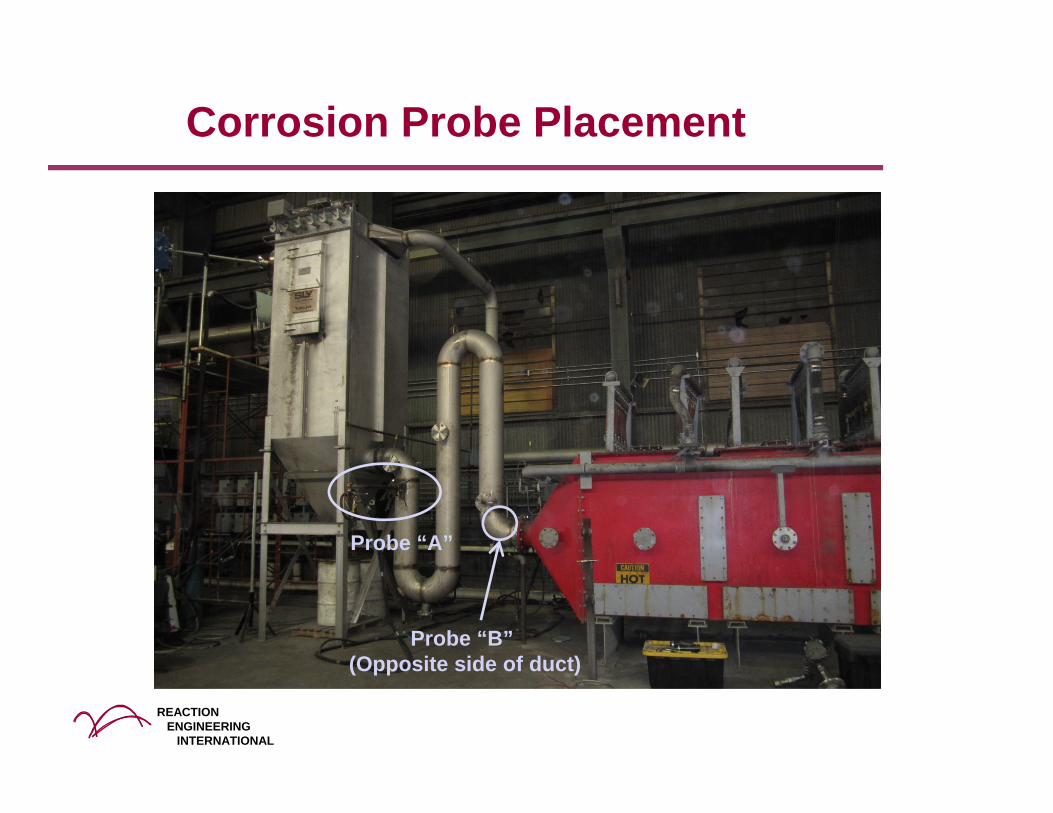
Corrosion Probe Placement
Probe “A”
Probe “B” (Opposite side of duct)
REACTIONENGINEERING
INTERNATIONAL
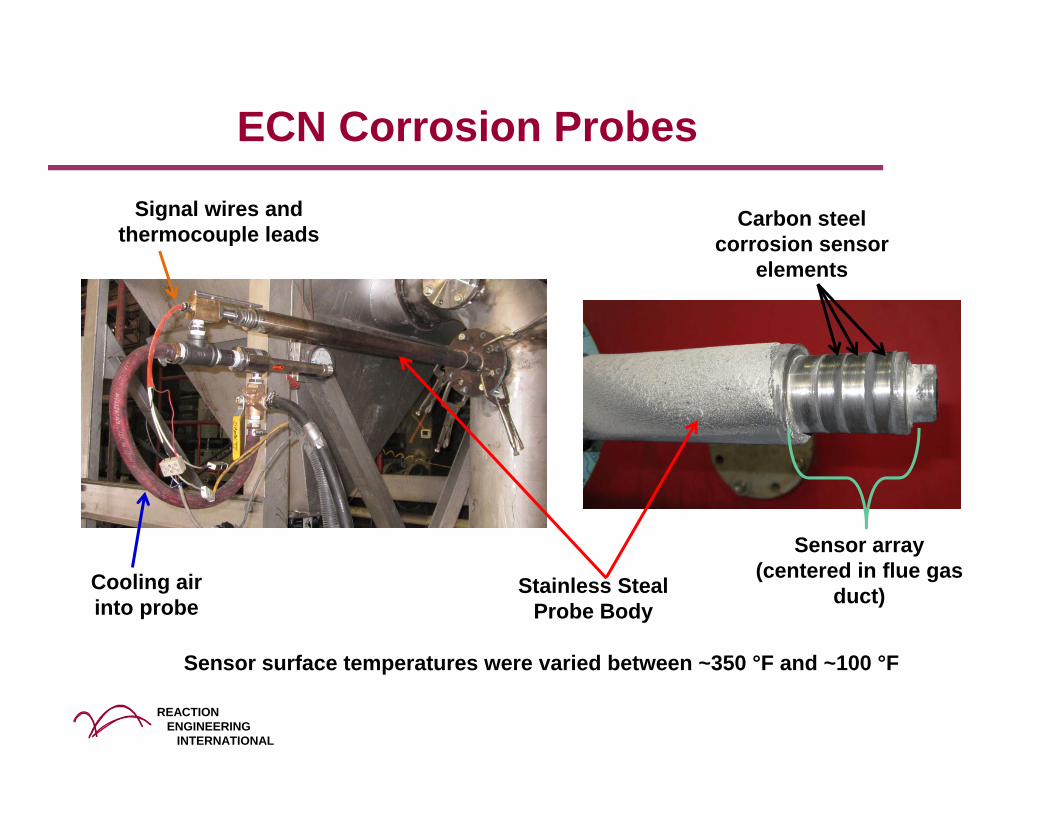
ECN Corrosion Probes
Carbon steel corrosion sensor
elements
Stainless Steal Probe Body
Sensor array(centered in flue gas
duct)
Signal wires and thermocouple leads
Cooling air into probe
Sensor surface temperatures were varied between ~350 °F and ~100 °F
REACTIONENGINEERING
INTERNATIONAL
0
50
100
150
200
250
0
0.12
0.24
0.36
0.48
0.6
11:30:00 11:37:30 11:45:00 11:52:30 12:00:00 12:07:30 12:15:00 12:22:30
Prob
e temp (°F)
Corrosion rate
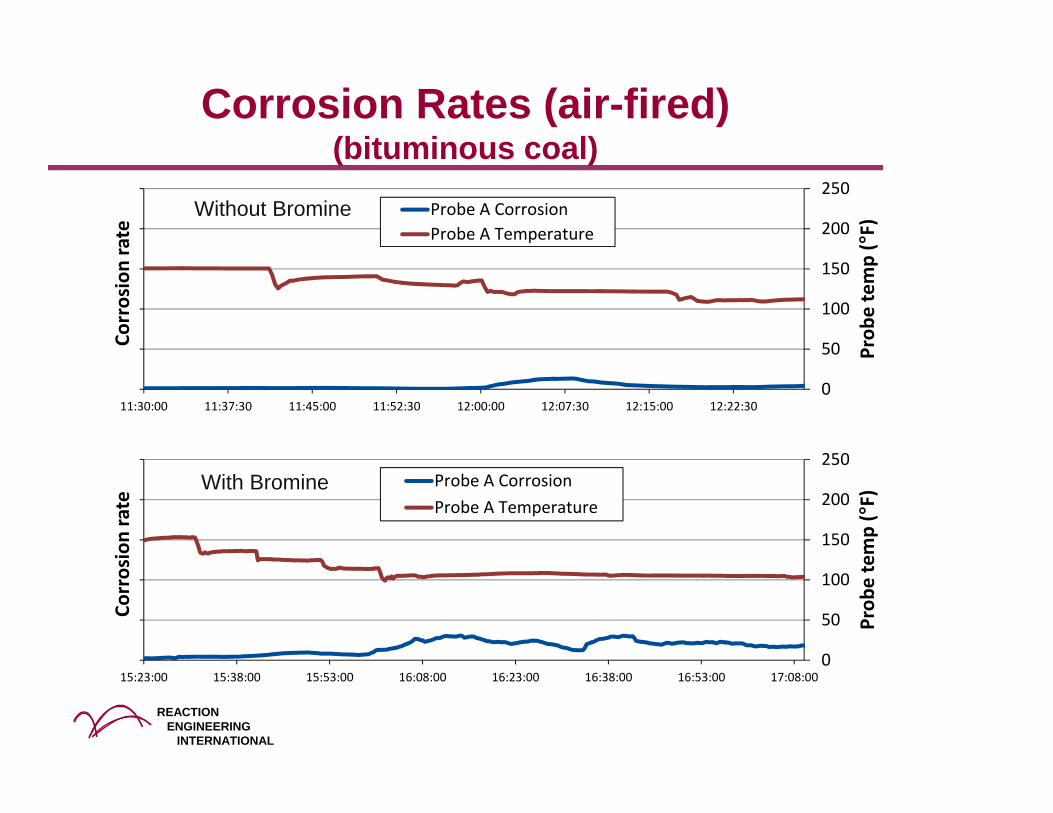
Probe A CorrosionProbe A Temperature
0
50
100
150
200
250
0
0.12
0.24
0.36
0.48
0.6
15:23:00 15:38:00 15:53:00 16:08:00 16:23:00 16:38:00 16:53:00 17:08:00
Prob
e temp (°F)
Corrosion rate
Probe A CorrosionProbe A Temperature
With Bromine
Without Bromine
Corrosion Rates (air-fired)(bituminous coal)
REACTIONENGINEERING
INTERNATIONAL
0
50
100
150
200
250
0
0.12
0.24
0.36
0.48
0.6
16:30:00 16:45:00 17:00:00 17:15:00 17:30:00 17:45:00 18:00:00 18:15:00
Prob
e temp (°F)
Corrosion rate
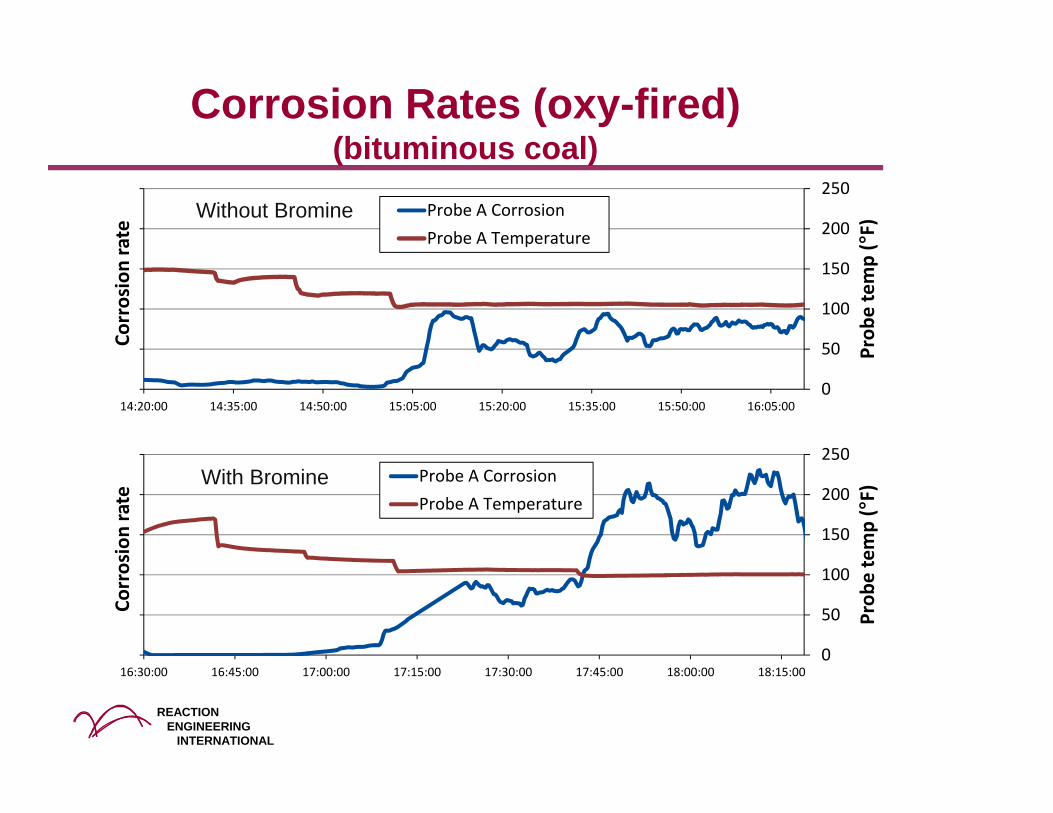
Probe A CorrosionProbe A Temperature
0
50
100
150
200
250
0
0.12
0.24
0.36
0.48
0.6
14:20:00 14:35:00 14:50:00 15:05:00 15:20:00 15:35:00 15:50:00 16:05:00
Prob
e temp (°F)
Corrosion rate
Probe A CorrosionProbe A Temperature
With Bromine
Without Bromine
Corrosion Rates (oxy-fired)(bituminous coal)
REACTIONENGINEERING
INTERNATIONAL
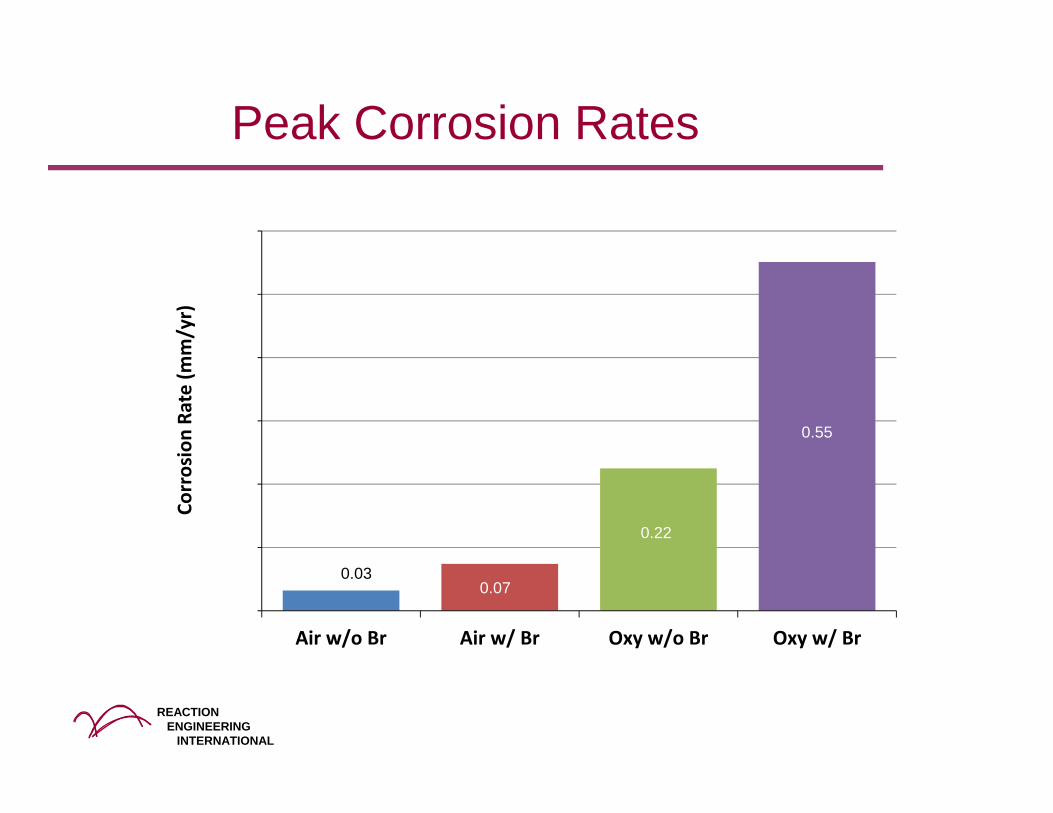
Peak Corrosion Rates
Air w/o Br Air w/ Br Oxy w/o Br Oxy w/ Br
Corrosion Ra
te (m
m/yr)
0.030.07
0.22
0.55
REACTIONENGINEERING
INTERNATIONAL
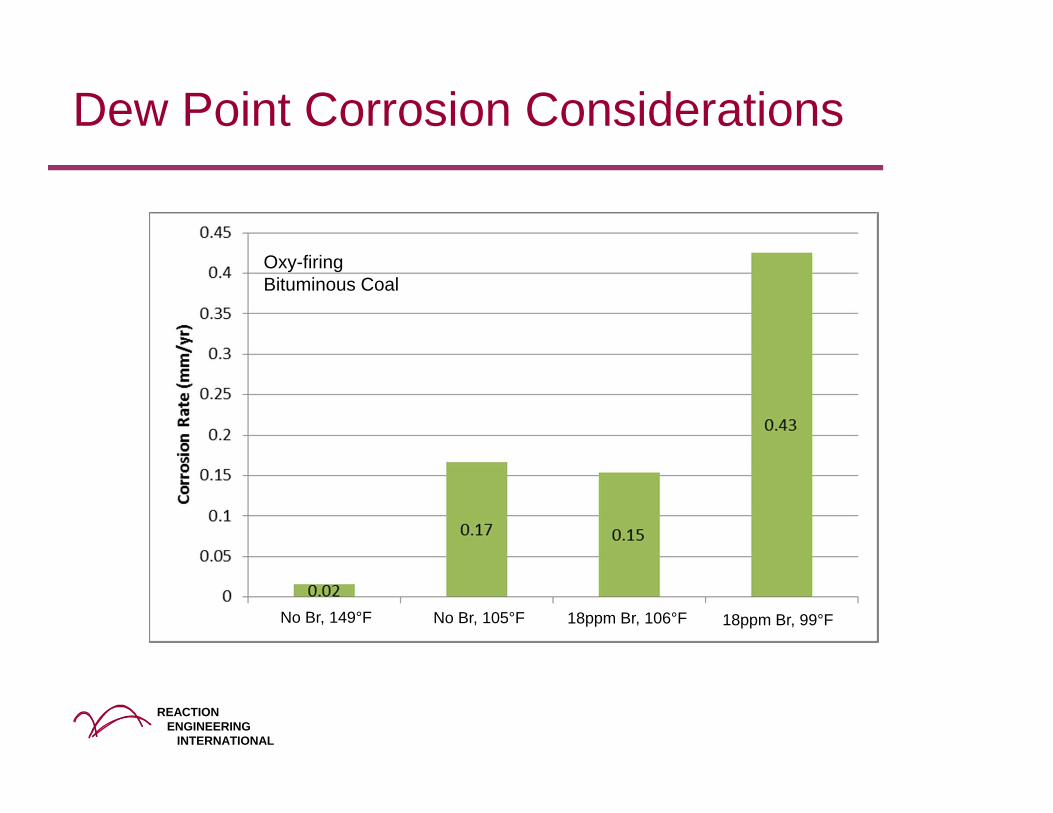
Dew Point Corrosion Considerations
No Br, 149°F No Br, 105°F 18ppm Br, 106°F 18ppm Br, 99°F
Oxy-firingBituminous Coal
REACTIONENGINEERING
INTERNATIONAL
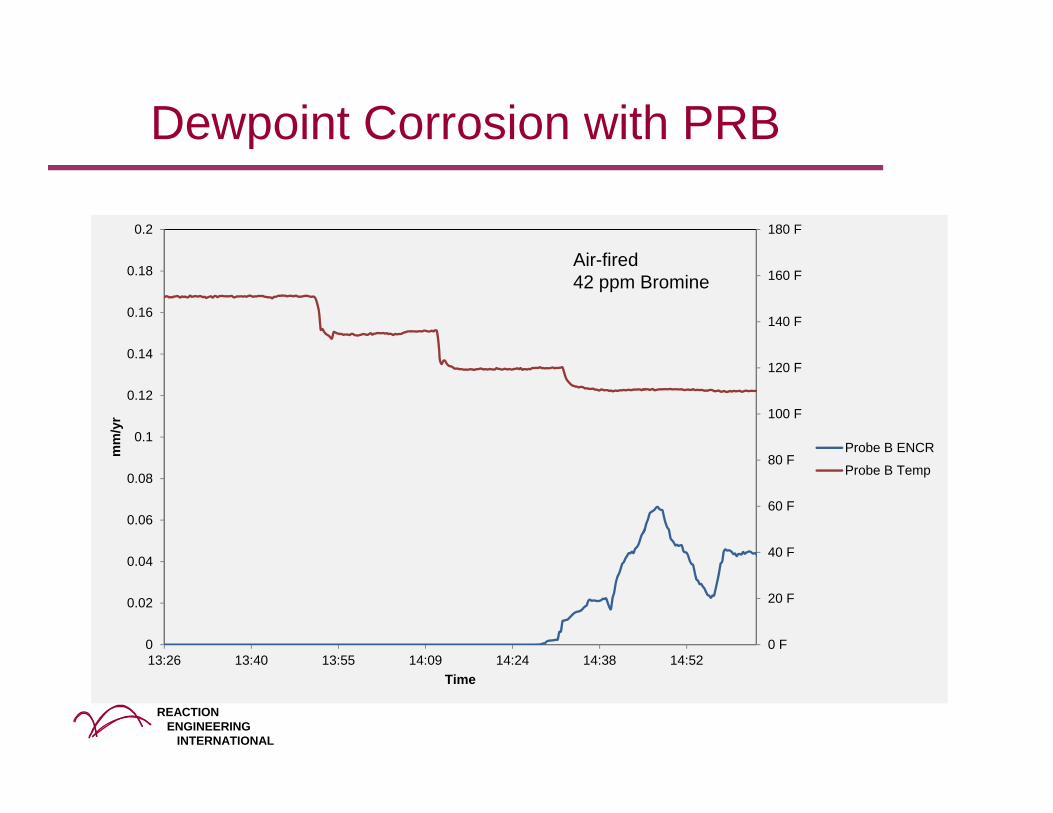
Dewpoint Corrosion with PRB
0 F
20 F
40 F
60 F
80 F
100 F
120 F
140 F
160 F
180 F
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0.2
13:26 13:40 13:55 14:09 14:24 14:38 14:52
mm
/yr
Time
Probe B ENCR
Probe B Temp
Air-fired42 ppm Bromine
REACTIONENGINEERING
INTERNATIONAL
• Corrosion rates at air heater temperatures can increase dramatically with bromine addition, if temperatures are sufficiently low
• Oxy-coal combustion has the potential to significantly increase air heater corrosion rates
• Dew point mechanisms are indicated and appear to involve sulfuric acid, HBr, HCl and water– Rates dependent on flue gas concentrations and moisture
level (both higher with oxy-combustion)• Data regarding the impact of temperature cycling has
been collected and will be reviewed in the near future• ACI appears to have a more complex impact on
corrosion rates and is under review
Summary
REACTIONENGINEERING
INTERNATIONAL
For more info contact:[email protected]
This material is based upon work supported by the Department of Energy under Award Number DE-NT0005288;
Andrew Jones, Program ManagerCost share and technical support from Praxair.
Acknowledgment
REACTIONENGINEERING
INTERNATIONAL
Disclaimer
This material is based upon work supported by the Department of Energy under Award Number DE-NT0005288. Project Manager is Andrew Jones. This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
![Corrosion Probability of Reinforcing Steel in Concrete in ... · Reference [11] investigated the corrosion potential, concrete resistivity and tensile tests of Control, corroded and](https://img.dokumen.tips/doc/110x75/5ecdade384e9dd16532ac29c/corrosion-probability-of-reinforcing-steel-in-concrete-in-reference-11-investigated.jpg)