Embed Size (px)
Citation preview



Advances in Bioceramics and Biotechnologies II


Advances in Bioceramics and Biotechnologies II
Ceramic Transactions, Volume 247
A Collection of Papers Presented at the 10th Pacific Rim Conference on Ceramic and Glass Technology
June 2-6, 2013 Coronado, California
Edited by Joanna M. McKittrick
Roger Narayan
Volume Editor Hua-Tay Lin
W I L E Y

Copyright © 2014 by The American Ceramic Society. All rights reserved.
Published by John Wiley & Sons, Inc., Hoboken, New Jersey. Published simultaneously in Canada.
No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, scanning, or otherwise, except as permitted under Section 107 or 108 of the 1976 United States Copyright Act, without either the prior written permission of the Publisher, or authorization through payment of the appropriate per-copy fee to the Copyright Clearance Center, Inc., 222 Rosewood Drive, Danvers, MA 01923, (978) 750-8400, fax (978) 750-4470, or on the web at www.copyright.com. Requests to the Publisher for permission should be addressed to the Permissions Department, John Wiley & Sons, Inc., 111 River Street, Hoboken, NJ 07030, (201) 748-6011, fax (201) 748-6008, or online at http://www.wiley.com/go/permission.
Limit of Liability/Disclaimer of Warranty: While the publisher and author have used their best efforts in preparing this book, they make no representations or warranties with respect to the accuracy or completeness of the contents of this book and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. No warranty may be created or extended by sales representatives or written sales materials. The advice and strategies contained herein may not be suitable for your situation. You should consult with a professional where appropriate. Neither the publisher nor author shall be liable for any loss of profit or any other commercial damages, including but not limited to special, incidental, consequential, or other damages.
For general information on our other products and services or for technical support, please contact our Customer Care Department within the United States at (800) 762-2974, outside the United States at (317) 572-3993 or fax (317) 572-4002.
Wiley also publishes its books in a variety of electronic formats. Some content that appears in print may not be available in electronic formats. For more information about Wiley products, visit our web site at www.wiley.com.
Library of Congress Cataloging-in-Publication Data is available.
ISBN: 978-1-118-77139-6 ISSN: 1042-1122
Printed in the United States of America.
1 0 9 8 7 6 5 4 3 2 1

Contents
Preface ix
ADVANCES IN BIOMINERALIZED CERAMICS, BIOCERAMICS, AND BIOINSPIRED DESIGN
Vapor Deposition Polymerization as an Alternative Method to 3 Enhance the Mechanical Properties of Bio-Inspired Scaffolds
Pei Chun Chou, Michael M. Porter, Joanna McKittrick, and Po-Yu Chen
The Natural Process of Biomineralization and In-Vitro 13 Remineralization of Dentin Lesions
Stefan Habelitz, Tiffany Hsu, Paul Hsiao, Kuniko Saeki, Yung-Ching Chien, Sally J. Marshall, and Grayson W. Marshall
Synthesis of Highly Branched Zinc Oxide Nanowires 25 Wenting Hou, Louis Lancaster, Dongsheng Li, Ana Bowlus, and David Kisailus
A Comparison on the Structural and Mechanical Properties of 37 Untreated and Deproteinized Nacre
Maria I. Lopez, Po-Yu Chen, Joanna McKittrick, and Marc A. Meyers
Reinforcing Structures in Avian Wing Bones 47 E. Novitskaya, M.S. Ribero Vairo, J. Kiang, M.A. Meyers, and J. McKittrick
Structural Differences between Alligator Pipehorse and Bay 57 Pipefish Tails
Zherrina Manilay, Vanessa Nguyen, Ekaterina Novitskaya, Michael Porter, Ana Bertha Castro-Cesena, and Joanna McKittrick
Initial Investigations in Applying a PILP-Mineralization System to 65 Calcium Oxalate Formation using Vapor Diffusion
Douglas E. Rodriguez, Saeed R. Khan, and Laurie B. Gower
v

Utilizing Kaolinite and Amorphous Calcium Carbonate Precursors 75 to Synthesize Oriented Aragonitic Structures
Jong Seto
Use of Biomineralization Media in Biomimetic Synthesis of Hard 91 Tissue Substitutes
A. Cuneyt Tas
Structural Characterization and Compressive Behavior of the 105 Boxfish Horn
Wen Yang, Vanessa Nguyen, Michael M. Porter, Marc A. Meyers, and Joanna McKittrick
Comparative Evaluation of Crystallization Behavior, Micro 113 Structure Properties and Biocompatibility of Fluorapatite-Mullite Glass-Ceramics
S. Mollazadeh, A. Youssefi, B. Eftekhari Yekta, J. Javadpour, T.S. Jafarzadeh, M. Mehrju, and M. A. Shokrgozar
NANOSTRUCTURED BIOCERAMICS AND CERAMICS FOR BIOMEDICAL APPLICATIONS
Size Control of Magnetite Nanoparticles and their Surface 127 Modification for Hyperthermia Application
Eun-Hee Lee and Chang-Yeoul Kim
Design, Synthesis, and Evaluation of Polydopamine-Laced 135 Gelatinous Hydroxyapatite Nanocomposites for Orthopedic Applications
Ching-Chang Ko, Zhengyan Wang, Henry Tseng, Dong Joon Lee, and Camille Guez
Application of Scratch Hardness Tests for Evaluation of Partially 149 Sintered Zirconia CAD/CAM Blocks for All-Ceramic Prosthesis
Da-Jeong Lee, Seung-Won Seo, Hyung-Jun Yoon, Hye-Lee Kim, Jung-Suk Han, and Dae-Joon Kim
Functionalized Alkoxysilane Mediated Synthesis of Nano-Materials 155 and their Application
P. C. Pandey and Ashish K. Pandey
Development of Bioactive Glass Scaffolds for Structural Bone 167 Repair
Mohamed N. Rahaman, Xin Liu, and B. Sonny Bal
Fabrication, Characterization and In-Vitro Evaluation of 179 Apatite-Based Microbeads for Bone Implant Science
J. Feng, M. Chong, J. Chan, Z.Y. Zhang, S.H. Teoh, and E.S. Thian
vi · Advances in Bioceramics and Biotechnologies II

A Functionalized Nanoporous Alumina Membrane Electrochemical 191 Sensor for DNA Detection with Gold Nanoparticle Amplification
Weiwei Ye and Mo Yang
Author Index 199
Advances in Bioceramics and Biotechnologies II · vii


Preface
Continued discoveries and innovations have resulted in novel nanostructured ce-ramics for medical and dental applications. For example, novel processing, charac-terization, and modeling approaches for developing nanostructured ceramics are be-coming available. In addition, nanostructured ceramics may enable improved interactions with proteins and other biological molecules. The Nanostructured Bio-ceramics and Ceramics resulted in lively discussions and interactions among the many groups involved in the development and use of bioceramics, including ceram-ic researchers, medical device manufacturers, and student researchers.
This Ceramic Transactions volume represents selected papers based on presenta-tions in two symposia during the 10th Pacific Rim Conference on Ceramic and Glass Technology, June 2-6, 2013 in Coronado, California. The symposia include:
• Advances in Biomineralized Ceramics, Bioceramics, and Bioinspired Designs • Nanostructured Bioceramics and Ceramics
The editors wish to extend their gratitude and appreciation to all the co-organiz-ers for their help and support, to all the authors for their cooperation and contribu-tions, to all the participants and session chairs for their time and efforts, and to all the reviewers for their valuable comments and suggestions. Thanks are due to the staff of the meetings and publication departments of The American Ceramic Soci-ety for their invaluable assistance. We also acknowledge the skillful organization and leadership of Dr. Hua-Tay Lin, PACRIM 10 Program Chair.
We hope that this proceedings will serve as a useful resource for the researchers and technologists in the fields of bioceramics, nanobiomaterials, and biomineraliza-tion.
JOANNA M. MCKITTRICK, University of California, San Diego ROGER NARAYAN, University of North Carolina and North Carolina State
University
IX


Advances in Biomineralized Ceramics, Bioceramics, and
Bioinspired Design


VAPOR DEPOSITION POLYMERIZATION AS AN ALTERNATIVE METHOD TO ENHANCE THE MECHANICAL PROPERTIES OF BIO-INSPIRED SCAFFOLDS
Pei Chun Chou1, Michael M. Porter2, Joanna McKittrick2,3, Po-Yu Chen1*
1 Department of Material Science and Engineering, National Tsing Hua University, Hsinchu, ROC
2 Materials Science and Engineering Program, University of California, San Diego, La Jolla, CA 92093, USA
3 Department of Mechanical and Aerospace Engineering, University of California, San Diego, La Jolla, CA 92093, USA
* Corresponding author, email: [email protected]
ABSTRACT Cancellous bone is a composite of a biopolymer phase (type-I collagen) and a mineral phase
(carbonated hydroxyapatite) assembled into a hierarchically structured, highly-porous network, which possesses proper mechanical strength. In this study, two types of ceramic-based scaffolds were synthesized to mimic the structure and mechanical performance of cancellous bone. Natural scaffold was obtained by complete deproteinization of bovine cancellous bone while synthetic scaffold of alumina was prepared by freeze casting. Both types of ceramic scaffolds were then infiltrated with a polymer phase (PMMA) by vapor deposition polymerization. Microstructural features of bio-inspired scaffolds were characterized by stereoscopy, scanning electron microscopy (SEM) and micro-computed tomography (μ-CT). Compressive tests showed that vapor deposition polymerization can successfully enhance the mechanical performance of scaffolds. Microstructural features and mechanical properties of scaffolds can be tunable by controlling the amount of monomer, cooling rate as well as grafting and annealing treatments. The compressive strength of scaffolds increased with increasing cooling rate and the amount of monomer applied. Toughening mechanisms at the ceramic/polymer interface, such as crack deflection, uncracked ligament bridging and microcrack formation were observed and discussed.
INTRODUCTION Natural hard tissues, such as bone and teeth, are composites of mineral and organic
constituents organized into complex, hierarchical structures which possess exceptional mechanical properties [1-4]. Bio-inspired synthesis of ceramic-based scaffolds has attracted more and more attention due to the potential applications in the field of light-weight composites and biomedical materials, such as bone filler or substitutes [5-9]. One of the most promising novel techniques to synthesis porous ceramic scaffolds is by freeze casting, a physical procedure where an aqueous slurry of solid particles (e.g. ceramic particle) and liquid carrier is directionally frozen then followed by removing the frozen liquid phase, sintering and/or infiltrating a second phase (e.g. polymer). Many research groups have been working in this area and had developed unique methods to fabricate scaffolds or composites with various structure, properties and functionalities for a wide range of applications [10-15]. However, an inherent drawback that limits the application of freeze casted scaffolds is their lack of strength and stiffness. The infiltration of an organic phase into an inorganic scaffold is a proven method to enhance both the strength and toughness of such scaffold [15]. Common infiltration methods include polymer melt immersion [16], polymer-solvent evaporation [17], in-situ polymerization [10,18], centrifugation [19], and vapor deposition polymerization [20]. Polymer melt immersion and polymer solvent evaporation are similar to the dip coating [16,17]. Porous scaffolds are
3

Vapor Deposition Polymerization as Alternative Method to Enhance Mechanical Properties
immersed in a polymer melt or solvent to allow the infiltration of the polymer phase. Thin film of polymer is then coated onto the scaffolds when the ceramic scaffolds are pulled out from the polymer medium. In-situ polymerization used monomer solution for infiltration flO, 18]. Once the monomer solution completely infiltrates into the scaffolds, initiator and heat are applied to trigger polymerization. Centrifugation is a slightly different technique which use solid polymer particle as infiltration medium [19]. With the assist of centrifugation force, polymer particles which suspended in water are forced to infiltrate into the porous scaffolds. However, the above-mentioned polymer infiltration techniques tend to completely fill the porosity in the scaffolds and are not suitable for bone grafting and repairing. Vapor deposition polymerization has the potential to control the porosity of the composite by changing the process time and the amount of monomer being used. In this study, vapor deposition polymerization is utilized to enhance the mechanical performance of ceramic scaffolds.
EXPERIMENTAL METHODS Scaffold Preparation
Ceramic scaffolds are prepared by two different methods. Natural mineral scaffolds were obtained by complete deproteinization of cancellous bovine femur following the procedure described by Chen et al. [21-23]. Mature bovine femur bone was purchased from a local market. Soft tissues attached to the femur were removed by hands and cutting knife. The cancellous bone was obtained from the proximal femur head and sectioned into rectangular blocks (~ 5 x 5 x 7.5 mm3) with a rotating diamond blade. Bone marrow and blood that remain within the cancellous bone were carefully cleaned by deionized (DI) water and compressed gas. Ten cancellous bone samples were air-dried and kept untreated before mechanical testing, while the other ten samples were immersed in a bleach solution (~3 wt.% NaOCl) for deproteinization. The deproteinization continued for 8 days and the solution was held at 37°C to accelerate the process. The bleach solution was replaced daily to ensure that fresh NaOCl was available all the time. Deproteinized samples was then stored in a desiccator after being rinsed with DI water and air dried.
Following the similar process described by Porter et al. [13], freeze casting was performed by a custom-made freeze casting unit which consists of a copper metal finger, a PVC mold, a ring heater that attached to a PID controller, and a Styrofoam tank to temporary store liquid nitrogen. Alumina powders (20 vol.%, Sigma Aldrich, St. Louis, MO) were first mixed with organic binder, PVA and PEG (~1 wt.%, Alfa Aesar, Ward Hill, MA) and anionic dispersant (~1 wt.% , DARVAN® 811 R. T. Vanderbilt Co., Norwalk, CT), then ball milled for 24 hours. About 20 ml of slurry was poured into the PVC mold and frozen at the cooling rate of 2°C/min or 10°C/min. After freezing, the samples were removed from the mold with hydraulic pressure and lyophilized in a freeze dryer at - 40°C and 128Pa for 72 hours. The freeze-dried green body was then transferred into an open-air furnace for sintering. The firing schedule was set to initially heat up to 600°C to remove the organic binder then heat up to 1400°C with the heating rate of 2°C/min. Temperature is held at 1400°C for 8 hours to ensure complete sintering. The fired body was carefully sectioned to the dimension of 5 x 5 x 7.5 mm3 and stored in desiccator.
Polymer Infiltration Both types of scaffolds were infiltrated with polymethylmethacrylate (PMMA) by the vapor
deposition polymerization (VDP) process. Special designed glass-made tube that contains two chambers was used for the vapor deposition process. First, 0.5 or 1 ml of methylmethacrylate (MMA, Sigma Aldrich) solution was carefully injected into the second chamber. Porous scaffold is then transferred into the first chamber along with 0.05g of the initiator, AIBN (Sigma Aldrich). Next, the tube was evacuated to 10"3 Pa with a mechanical pump, and then carefully sealed by a
4 · Advances in Bioceramics and Biotechnologies II

Vapor Deposition Polymerization as Alternative Method to Enhance Mechanical Properties
torch. Finally, the sealed glass tube was transferred into an oven which was held at 70°C for 7 days.
Grafting and Annealing To improve the interfacial adhesion between the inorganic scaffold and the organic polymer
coating, grafting material, 3-(trimethoxysilyl)propyl methacrylate (y -MPS, Alfa Aesar), was used. Grafting was carried out by soaking the porous scaffold into grafting agent (50 vol% acetone, 50 vol% y -MPS) for at least 12 hours. Annealing was carried out after the vapor deposition polymerization is completed. Samples remained in the oven at an elevated temperature of 130°C for 24 hours.
Compressive Mechanical Testing Samples were tested under compression at a crosshead speed of 0.3mm/min (equal to a
strain rate of ~lxl0"3/sec) by a universal testing machine (Instron 3343 Single Column Testing System, Instron, Norwood, MA, USA) equipped with a lkN load cell.
Structural Characterization Stereoscopic images were taken from an Olympus SZX7 Zoom Stereomicroscope (Olympus
Co., Tokyo, Japan) with a 2.0 megapixel CCD camera (Infinity 1, Lumenera Co., Ontario, Canada). Micro-structural characterization of the polymer infiltrated scaffold was carried out by scanning electron microscopy (SEM) and micro-computed tomography (μ-CT). Samples prepared for SEM observation were sectioned by diamond blade to produce cross-sectional surfaces. Samples were then polished and sputter-coated with a thin layer carbon. The fracture surfaces after compression tests were observed under SEM to analyze the fracture mechanism. SEM images were taken by using a field-emission scanning electron microscope (JEOL-7600, JEOL Ltd., Akishima, Tokyo, Japan). Micro-CT scans were accomplished by a synchrotron hard X-rays facility at the National Synchrotron Radiation Research Center (NSRRC) in Hsinchu, Taiwan. The images were captured by a CCD camera after converting the X-rays into visible lights by a scintillator. Xradia software (Xradia Inc., Pleasanton, CA, USA) was used to reconstruct the 3-dimensioal image from the raw data. The reconstructed images were then visualized by Amira software (Visualization Science Group, FEI co., Burlington, MA, USA).
RESULTS AND DISCUSSION Structural Characterization of the Polymer Infiltrated Scaffold
Figure la shows the cross-sectional stereoscopic image of the completely deproteinized (DP) bone without polymerization. The DP cancellous bone maintains structural integrity with complex porous structure unaltered. PMMA infiltrated DP bone samples are shown in Figures lb-d. Figures lb and lc show PMMA infiltrated DP bone samples without grafting and annealing, while Figure Id demonstrate samples treated with grafting and annealing procedures. The preliminary results, as shown in Figure lb and lc, indicate that it is difficult to deposit a uniform, continuous layer of PMMA on the DP bone by VDP. Figure lb shows that the polymer phase forms granular particles and clusters instead of uniform film and does not adhere well to the surface of DP bone. Figure lc shows that water vapor and gas bubbles trapped in the polymer layer during the polymerization process. Both water vapor and gas present as the second phase during the polymerization process which may significantly weaken the mechanical properties of the scaffold. Figure Id shows that both vapor inclusion and lack of interfacial adhesion can be improved by grafting and annealing. The DP bone is coated with a continuous layer of PMMA.
Advances in Bioceramics and Biotechnologies II · 5

Vapor Deposition Polymerization as Alternative Method to Enhance Mechanical Properties
Figure 1. (a) Stereoscopic image of deproteinized cancellous bone, (b) PMMA phase forms granular particles and clusters in DP cancellous bone infiltrated by vapor deposition polymerization (VDP) without annealing and grafting, (c) Water vapor and gas bubbles trapped in the polymer layer during the VDP process, (d) Polymer phase forms a continuous film on the surface of DP bone after annealing and grafting treatment.
Figure 2a and 2b are SEM micrographs showing the microstructure of the freeze-casted scaffolds under two different cooling rates, 10°C/min and 2°C/min, respectively. The channel size and wall thickness of the scaffold can be tuned by adjusting the cooling rate of the slurry. As the freezing rate increases, the amount of supercooling ahead of the solidifying interface is increased, resulting in a finer microstructure. The scaffold synthesized at the cooling rate of 10°C/min has a finer and well-aligned microstructure with smaller channel spacing in the range of 10-20 μιτι, as shown in Figure 2a. When the cooling rate is reduced to 2°C/min, a relatively porous structure with large channel spacing (-100 μηι) can be observed in Figure 2b.
The degree of polymer infiltration in the scaffold can be observed under SEM using the backscattered electron (BEI) mode. Figure 2c and 2d are BEI images showing the cross-sectional surfaces of the PMMA infiltrated alumina scaffolds. The darker region represents the PMMA phase while the brighter region represents the alumina scaffold. It is demonstrated that vapor deposition polymerization can achieve high degree of infiltration. However, some micron-sized pores and cavities can be observed in Figure 2d. This observation indicates that as the channel size increases, it becomes more difficult for the scaffold to be completely infiltrated by the vapor deposition process.
Figures 3a-d show micro-CT images of four types of PMMA infiltrated alumina scaffolds are synthesized in different conditions: (a) 10°C/min cooling rate, 1ml MMA; (b) 2°C/min cooling rate, 1ml MMA; (c) 10°C/min cooling rate, 0.5ml MMA; (d) 2°C/min cooling rate, 0.5ml MMA. The porosity is estimated based on the micro-CT images reconstructed by the Xradia software. Due to the different capability to absorb x-ray, the alumina scaffold and the PMMA coating reveal different grey-level on the images while the pores remains black. The scaffolds synthesized at 10°C/min cooling rate (Figures 3a and 3c) have finer microstructure compared with those synthesized at 2°C/min cooling rate (Figures 3b and 3d). The porosity increases with decreasing amount of MMA monomer. It can be observed in Figure 3a and 3c that porosity increases from 36% to 51% when the amount MMA solution being used decreases from 1ml to
6 · Advances in Bioceramics and Biotechnologies II

Vapor Deposition Polymerization as Alternative Method to Enhance Mechanical Properties
0.5ml. In Figure 3b and Figure 3d, the porosity does not change significantly but large cavities (black region) can be observed in Figure 3d.
Figure 2. Cross-sectional backscattered electron (BSE) SEM images showing alumina scaffolds synthesized at (a) 10°C/min and (b) 2°C/min cooling rates, respectively. BSE images of PMMA infiltrated alumina scaffolds synthesized at (c) 10°C/min and (d) 2°C/min cooling rate, respectively.
Figure 3. Cross-sectional micro-CT sections and 3-dimensional models reconstructed by Xradia software (bottom left insets) showing microstructural features of PMMA infiltrated alumina scaffolds synthesized in different conditions: (a) Cooling rate 10°C/min, 1ml MMA, Porosity: 36% (b) Cooling rate 2°C/min, 1ml MMA, Porosity: 51% (c) Cooling rate 10°C/min, 0.5ml MMA, Porosity: 51% (d) Cooling rate 2°C/min, 0.5ml MMA, Porosity: 53%.
Advances in Bioceramics and Biotechnologies II · 7

Vapor Deposition Polymerization as Alternative Method to Enhance Mechanical Properties
Mechanical Properties and Deformation Mechanisms Compressive stress-strain curves are obtained from the tests and used to determine the
Young's modulus and ultimate compressive strength of each sample. The results are summarized in Table 1 for natural scaffolds and Table II for alumina scaffolds.
Table I Mechanical Properties of PMMA Infiltrated Synthesized by Vapor Deposition Polymerization
#1 Grafting Only
#2 Grafting + Annealing
#3 Annealing Only
Deproteinized Bone (Scaffold)
Untreated Bone
Deproteinized (DP) Cancellous Bone
Young's modulus, E
(MPa)
1334±457
1139±92
843±337
316±38
1459±130
Ultimate compressive strength, σ
(MPa)
35±8
26±6
18±9
3±1
21±2
The results show that the addition of polymer phase can enhance both Young's modulus and ultimate compressive strength of the scaffolds. However, as discussed in the previous section, vapor bubbles and lack of interfacial adhesion could be problematic and weaken the mechanical properties. Thus, grafting and annealing are required. Table I compares the mechanical performance of natural scaffolds that were treated with different conditions and the corresponding stress-strain curves are shown in Figure 4. Three groups synthesized by different treatments are compared. The first group was only treated with grafting solution and removed from the oven right after complete polymerization (grafting only). The second group remained in the oven for the annealing treatment (grafting and annealing). The third group was directly coated by vapor deposition process followed by annealing without going through the grafting step (annealing only).
Surprisingly, the samples from the first group (grafting only) had the highest Young's modulus and ultimate strength. However, vapor bubbles may remain trapped within the polymer layer without going through the annealing step, as previously shown in Figure lc. It is observed that samples from the first group had high standard deviation due to the presence of the bubbles. Samples from the third group, on the other hand, showed very limited enhancement due to lack of interfacial adhesion. Therefore, both grafting and annealing treatments should be applied as the standard procedures because these samples show significant enhancement in both Young's modulus and ultimate compressive strength. The mechanical performance of samples from group two (grafting + annealing) is comparable to that of the untreated cancellous bone.
8 · Advances in Bioceramics and Biotechnologies II
Vapor Deposition Polymerization as Alternative Method to Enhance Mechanical Properties
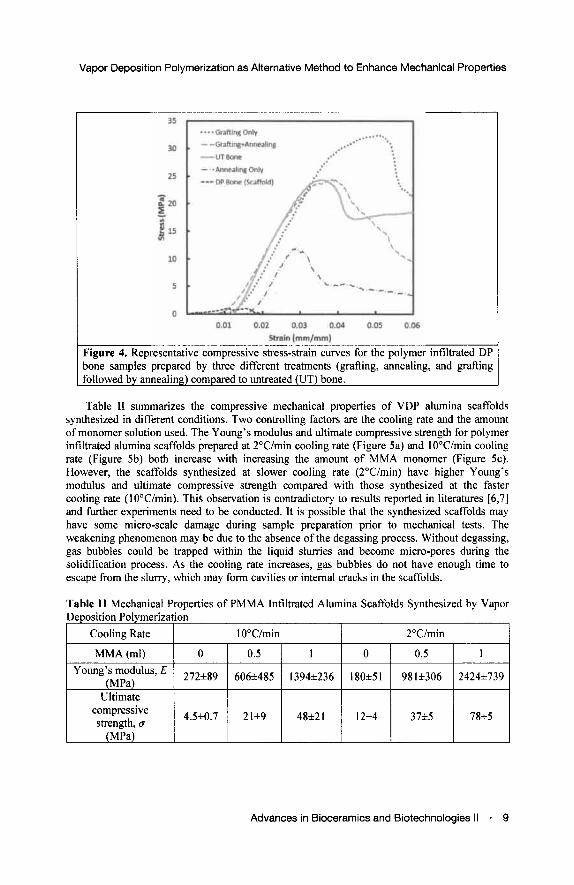
Figure 4. Representative compressive stress-strain curves for the polymer infiltrated DP bone samples prepared by three different treatments (grafting, annealing, and grafting followed by annealing) compared to untreated (UT) bone.
Table II summarizes the compressive mechanical properties of VDP alumina scaffolds synthesized in different conditions. Two controlling factors are the cooling rate and the amount of monomer solution used. The Young's modulus and ultimate compressive strength for polymer infiltrated alumina scaffolds prepared at 2°C/min cooling rate (Figure 5a) and 10°C/min cooling rate (Figure 5b) both increase with increasing the amount of MMA monomer (Figure 5c). However, the scaffolds synthesized at slower cooling rate (2°C/min) have higher Young's modulus and ultimate compressive strength compared with those synthesized at the faster cooling rate (10°C/min). This observation is contradictory to results reported in literatures [6,7] and further experiments need to be conducted. It is possible that the synthesized scaffolds may have some micro-scale damage during sample preparation prior to mechanical tests. The weakening phenomenon may be due to the absence of the degassing process. Without degassing, gas bubbles could be trapped within the liquid slurries and become micro-pores during the solidification process. As the cooling rate increases, gas bubbles do not have enough time to escape from the slurry, which may form cavities or internal cracks in the scaffolds.
Table II Mechanical Properties of PMMA Infiltrated Alumina Scaffolds Synthesized by Vapor Deposition Polymerization
Cooling Rate
MMA (ml) Young's modulus, E
(MPa) Ultimate
compressive strength, a
(MPa)
10°C/min
0
272±89
4.5±0.7
0.5
606±485
21±9
1
1394±236
48±21
2°C/min
0
180±51
12±4
0.5
981±306
37±5
1
2424±739
78±5
Advances in Bioceramics and Biotechnologies II ■ 9
Vapor Deposition Polymerization as Alternative Method to Enhance Mechanical Properties
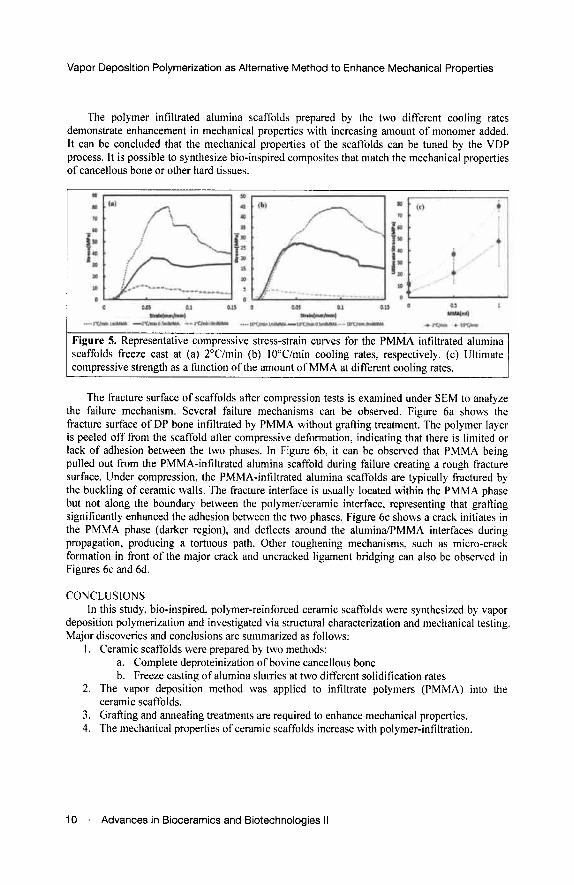
The polymer infiltrated alumina scaffolds prepared by the two different cooling rates demonstrate enhancement in mechanical properties with increasing amount of monomer added. It can be concluded that the mechanical properties of the scaffolds can be tuned by the VDP process. It is possible to synthesize bio-inspired composites that match the mechanical properties of cancellous bone or other hard tissues.
Figure 5. Representative compressive stress-strain curves for the PMMA infiltrated alumina scaffolds freeze cast at (a) 2°C/min (b) 10°C/min cooling rates, respectively, (c) Ultimate compressive strength as a function of the amount of MMA at different cooling rates.
The fracture surface of scaffolds after compression tests is examined under SEM to analyze the failure mechanism. Several failure mechanisms can be observed. Figure 6a shows the fracture surface of DP bone infiltrated by PMMA without grafting treatment. The polymer layer is peeled off from the scaffold after compressive deformation, indicating that there is limited or lack of adhesion between the two phases. In Figure 6b, it can be observed that PMMA being pulled out from the PMMA-infiltrated alumina scaffold during failure creating a rough fracture surface. Under compression, the PMMA-infiltrated alumina scaffolds are typically fractured by the buckling of ceramic walls. The fracture interface is usually located within the PMMA phase but not along the boundary between the polymer/ceramic interface, representing that grafting significantly enhanced the adhesion between the two phases. Figure 6c shows a crack initiates in the PMMA phase (darker region), and deflects around the alumina/PMMA interfaces during propagation, producing a tortuous path. Other toughening mechanisms, such as micro-crack formation in front of the major crack and uncracked ligament bridging can also be observed in Figures 6c and 6d.
CONCLUSIONS In this study, bio-inspired, polymer-reinforced ceramic scaffolds were synthesized by vapor
deposition polymerization and investigated via structural characterization and mechanical testing. Major discoveries and conclusions are summarized as follows:
1. Ceramic scaffolds were prepared by two methods: a. Complete deproteinization of bovine cancellous bone b. Freeze casting of alumina slurries at two different solidification rates
2. The vapor deposition method was applied to infiltrate polymers (PMMA) into the ceramic scaffolds.
3. Grafting and annealing treatments are required to enhance mechanical properties. 4. The mechanical properties of ceramic scaffolds increase with polymer-infiltration.
10 Advances in Bioceramics and Biotechnologies II





























