Embed Size (px)
Citation preview

Advances in addition-cure phenolic resins
C.P. Reghunadhan Nair*
Propellant and Special Chemicals Group, Polymers and Special Chemicals Division, Vikram Sarabhai Space Centre,
Thiruvananthapuram 695 022, India
Received 15 January 2003; revised 12 December 2003; accepted 8 January 2004
Abstract
Recent developments in the area of addition curable phenolic resins are reviewed. The article highlights the chemistry of
addition-cure phenolic resins and discusses the different strategies involved in their molecular design. Structural modification
through incorporation of thermally stable, addition curable groups on the novolac backbone is one strategy. The transformation
of phenolic hydroxyl groups to addition curable functions forms an alternate approach. Cross-linking of novolac or its
derivatives with a suitable curative also leads to addition-curable phenolic resin systems. This article examines the synthesis,
characterization and curing of noted addition curable phenolic systems. Their thermal, physical and mechanical properties are
discussed and the structure–property correlations examined. In selected cases, the adhesive properties of the systems have been
examined. The review includes discussions on the properties of the composites in relevant cases. The systems discussed here
include mainly allyl- and maleimide-functional phenolics, epoxy–phenolic, polybenzoxazine, bisoxazoline–phenolic,
acetylene-functional and propargyl ether phenolics and phenolic-triazine. The relative advantages and demerits of these
systems are discussed and their application potentials are considered.
q 2004 Elsevier Ltd. All rights reserved.
Keywords: Addition curable polymers; Phenolic resins; Novolac resins; Epoxy–phenolic; Bismaleimides; Allyl phenolics; Xylok; Diallyl
bisphenol; Bismaleimides; Maleimide-functional phenolics; Bisoxazoline–phenolic; Polybenzoxazine; Propargyl ether phenolic; Acetylene-
terminated polymers; Phenyl ethynyl polymers; Phenolic-triazine; High char-yielding polymers; Thermally stable polymers; Film adhesives;
Polymer adhesives; Alder-ene reaction; Polymer matrix composites
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 404
1.1. Strategies for designing addition-cure phenolics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405
2. Allyl-functional phenolics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405
2.1. Allyl phenolic–bismaleimide blend . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405
2.1.1. Allyl phenol–maleimide reaction mechanism . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 406
2.2. High performance polymers based on allyl phenol–BMI systems. . . . . . . . . . . . . . . . . . . . . . . . 408
2.3. Adhesives based on allyl phenolics–BMI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 413
3. Bisoxazoline–phenolics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 418
3.1. Commercial PBOX–phenolic systems. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 420
3.2. Blends and composites of BISOX/Phenolic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 421
3.3. Structural modifications of bisoxazoline–phenolics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 422
0079-6700/03/$ - see front matter q 2004 Elsevier Ltd. All rights reserved.
doi:10.1016/j.progpolymsci.2004.01.004
Prog. Polym. Sci. 29 (2004) 401–498
www.elsevier.com/locate/ppolysci
* Fax: þ91-471-415236.
E-mail address: [email protected] (C.P. Reghunadhan Nair).

4. Polybenzoxazines (PBZ) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 422
4.1. Features of polybenzoxazines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 422
4.2. Cure mechanism and cure kinetics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 424
4.3. Structure–property relations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 425
4.4. Reactive blending of polybenzoxazines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 428
4.5. Non-reactive blends and composites of benzoxazine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 431
4.6. Degradation of polybenzoxazine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 435
4.6.1. Thermal stabilization and degradation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 435
4.6.2. Chemical degradation of PBZ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 437
4.6.3. UV stability of PBZ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 437
5. Phenol–epoxy systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 437
5.1. Epoxy–phenol cure kinetics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 437
5.2. Latent catalysis of epoxy–phenol reaction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 440
5.3. Structure–properties relations in epoxy–phenol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 441
5.4. Flame resistant epoxy–phenolic systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 447
5.5. Miscellaneous curative for novolac . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 451
6. Phenolic resins with phenyl maleimide functions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 451
6.1. Maleimide–phenolic resin cured with allyl–phenolics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 455
6.2. Maleimide–phenolic (PMF)–epoxy blend. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 456
7. Pendant phenol functional linear polymers. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 460
7.1. Pendant phenol-functional thermoplastics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 460
7.2. Pendant phenol-functional addition-cure systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 462
8. Propargyl ether functional phenolics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464
8.1. Curing of propargyl ether resins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 465
8.2. Structure–property relation in propargyl phenolics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 466
8.3. High molar-mass PN resins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 468
8.4. Thermal degradation behavior . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 469
8.5. Propargyl ether resins based on oligomeric novolac . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 471
8.6. Propargyl novolac–epoxy blend . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 472
9. Phenolic resins with terminal acetylene groups . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 474
9.1. Curing of EPAN resins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 475
9.2. Thermal characteristics of EPAN resins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 475
10. Phenolic resins with phenyl ethynyl groups . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 477
10.1. Phenyl ethynyl functional addition-curable phenolic resins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 477
10.1.1. Cure and thermal characteristics of PEPFN resins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 478
10.2. Condensation–addition cure phenyl ethynyl phenolic resins. . . . . . . . . . . . . . . . . . . . . . . . . . . . 479
11. Comparative thermal property of PMF, PN, EPAN and PEPFN resins. . . . . . . . . . . . . . . . . . . . . . . . . 480
12. Phenolic–triazine resin (P–T resins) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 480
12.1. Features of P–T resins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 481
12.2. Properties of P–T systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484
12.3. Structurally modified P–T resins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 487
12.4. P–T/epoxy blends . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 489
12.5. Thermal degradation of P–T resins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 490
12.6. Applications of P–T resins. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 490
13. Outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 490
Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 491
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 491
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498402

Nomenclature
ABPF allyl-functional novolac ofbisphenol-A
AE allyl–phenolic epoxy
AP allyl phenol
Ar-DOPO-N novolac from DOPO reacted with tere-
phthaldicarboxaldehyde and phenol
B-a bisphenol A-based benzoxazine
{bis(4-phenyl-3,4-dihydro-2H-1,3-
benzoxazinyl) isopropane}
BER bispropargyl ether resins
BHPP bis (3-hydroxyphenyl) phenyl phos-
phate
BisA-N bisphenol A-novolac
BME 4,40-bismaleimidodiphenyl ether
BMI bismaleimide
BMIP bisphenol A-bismaleimide
BMM 4,40-bismaleimido diphenyl methane
{4,40- methylene bis (maleimido ben-
zene)}
BMS 4,40-bismaleimidodiphenyl sulfone
BPA bisphenol A
BPBA bis propargyl ether bisphenol A
BPh bisphthalonitrile
BPK bis propargyl ether bisphenol ketone
BPS bis propargyl ether bisphenol sulfone
BZ benzoxazine
CAI compression after impact
CNE o-cresol novolac epoxy
CNH cresol novolac hardener
CTE coefficient of thermal expansion
DABA 2,20-diallyl bisphenol A
DCPDP dicyclopentadiene—phenolic resin
DDM diamino diphenylmethane
DGEBA diglycidyl ether of bisphenol A {2,20-
bis (4-glycidyloxy phenyl) propane}
Dk dielectric constant
DMA dynamic mechanical analysis
DMF dimethyl formamide
DMSO dimethyl sulfoxide
DOPO 9,10-dihydro-9-oxa-10-phosphaphe-
nanthrene-10-oxide
DOPO-MA melamine-modified Ar-DOPO-N
DOPO-PF Ar-DOPO-N,blendedwithPFnovolac
DOPO-PN novolac from DOPO and 4-hydroxy
benzaldehyde
DPn degree of polymerization (number
average)
DSC differential thermal analysis
EPAN ethynyl phenyl azo novolac
EPAP ethynyl phenyl azo phenol
EPN novolac epoxy resin
FTIR fourier transform infra red
FTMS fourier transform mechanical spec-
troscopy technique
GC/MS gas chromatography-mass spectrum
GIC fracture energy
GPC gel permeation chromatography
HDT heat distortion temperature
HPM 4-hydroxy phenyl maleimide
IDT initial decomposition temperature
ILSS inter laminar shear strength
KIC the fracture toughness (plain-strain
stress intensity factor)
LOI limiting oxygen index
LSS lap shear strength
MDI 4,40-diphenyl methane diisocyanate
MMT montmorillonite clay
MPN melamine – phenol formaldehyde
novolac
NBR nitrile rubber
ODOPB 2-(6-oxido-6H-dibenzo kc,eloxa-pho-
phorin-6-yl)1,4-benzene diol
ODOPM DOPO–formaldehyde reaction pro-
duct (2-(6-oxid-6H-dibenz kc,el k1,2loxaphosphorin-6-yl)-methanol)
ODOPM-MPN
melamine – phenol formaldehyde
novolac (MPN)-modified ODOPM
ODOPM-PN phenol formaldehyde novolac (PN)-
modified ODOPM
OMMT organically modified montmorillonite
clay
OPN oligomeric propargyl novolac
1,3-PBOX 1,3-phenylene bisoxazoline
PBOX poly(bisoxazoline)
PBZ poly(benzoxazine)
PC polycarbonate
PCL poly(1-caprolactone)
PCS poly(4-cyanato styrene)
PCS-BD copolymers of 4-cyanato styrene with
butadiene
PCS-MMA copolymers of 4-cyanato styrene with
MMA
PDT peak decomposition temperature
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 403

1. Introduction
Despite the emergence of several new classes of
thermosets, high performance polymers and several
other new generation materials that are superior in
some respects, phenolic resins retain industrial and
commercial interest, a century after its introduction.
Phenolic resins are preferred in a wide range of
applications, from commodity and construction
materials to high technology aerospace industry.
This recognition emerges from the fact that these
resins have several desirable characteristics, such as
superior mechanical strength, heat resistance and
dimensional stability, as well as, high resistance
against various solvents, acids and water. They are
inherently flame resistant, and evolve low smoke upon
incineration. Although phenolics cannot be substitutes
for epoxies and polyimides in many engineering
areas, their composites still find a major market in
thermo-structural application in the aerospace indus-
try due to good heat and flame resistance, excellent
ablative properties and low cost. These key properties
add to their market growth, and as a result of
innovative research, new products and applications
continue to emerge, demonstrating the versatility
and the potential of phenol resins to cope with
the ever-changing requirements and challenges of
advanced technology [1–5].
PEAR poly ether amide resin
PEK polyether ketone
PEPFN phenyl ethynyl phenol–phenol for-
maldehyde novolac resin
PEPFR phenyl ethynyl phenol–formaldehyde
resole resin
PES polyether sulfone
PF phenol formaldehyde novolac resin
phr parts per hundred parts of resin
PHRR peak heat release rate
PMAF phenolic resin from HPM, allylphenol
and formaldehyde
PMF phenolic resin from HPM, phenol and
formaldehyde
PMI N-phenyl maleimide
PMR polymerizable monomeric reactants
PN propargyl novolac
PS polyethersulfone
P-T phenolic-triazine
Pth-PBZ phthalonitrile functional polyben-
zoxazines
PTMO poly(tetramethylene oxide)
PU polyurethane
PVP poly(N-vinyl-2-pyrrolidone)
RT room temperature
RTM resin transfer molding
SBSS short beam shear strength
SEM scanning electron microscopy
SIN simultaneous interpenetrating net-
works
T5 temperature at 5% weight-loss in
TGA
Te temperature of end of thermal
phenomenon
TEM transmission electron microscopy
Terp-Bz terpene diphenol-based benzoxazine
Tg glass transition temperature
TGA thermo gravimetric analysis
TGMDA tetra glycidlyl methylene dianiline
THF tetra hydro furan
Ti temperature of onset of thermal
phenomenon (curing or decompo-
sition)
Tm temperature of maximum of ther-
mal phenomenon (curing or
decomposition)
TPP triphenyl phosphine
TPS T-peel strength
TTT time–temperature-transformation
UD unidirectional
Va benzoxazine from poly( p-vinyl
phenol)
Vba benzoxazine from vinyl phenol–
butyl acrylate copolymer
VBP vinyl phenol–butyl acrylate copo-
lymer
VP poly( p-vinyl phenol)
VRTM vacuum resin transfer molding
WLF William–Landel–Ferry
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498404

Undisputedly, classical phenolic resins based on
resole and novolac dominate the resin market. How-
ever, their acceptance as a universal material in many
engineering areas is hampered by some of the inherent
qualities derived from their special chemical structures.
These resins cure at moderately high temperature by a
condensation mechanism with the evolution of vola-
tiles, which necessitates application of pressure during
molding to form void-free components. The need for
the use of catalyst for curing and the limited shelf life of
resin at ambient conditions are also major shortcomings
of these systems. When compared to many known
thermally stable polymers, their thermo-oxidative
stability is low. The rigid aromatic units tightly held
by the short methylene linkages make the matrix brittle.
In view of this, a new chemistry is needed to modify the
cure of phenolic resins, in particular, a new method is
needed to chain extend and/or to cross-link phenolic
resins without production of volatiles and allow for
extended shelf stability at ambient conditions for the
formulated thermosets. In doing so, it is imperative that
the modifications do not impair the thermo-mechanical
characteristics of the resultant system. The concept of
addition cure phenolics gains significance in this
context.
1.1. Strategies for designing addition-cure phenolics
Several approaches have been reported for modi-
fication of phenolic resins and their cure chemistry.
Structural modification to confer addition-cure char-
acter has been one thrust area of research [6,7].
Addition-curable phenolic resins with improved
thermal and pyrolysis characteristics will be the
desirable resins in composites for thermo-structural
applications [8]. Higher char-yield leads also to a
better heat shielding. Such high char phenolics could
be potential candidates as matrices in carbon/carbon
composites too with obvious advantages [9]. The
major strategies in designing addition-cure phenolics
are:
(i) Incorporation of thermally stable addition-cur-
able groups on to novolac backbone
(ii) Structural modification (transformation) invol-
ving phenolic hydroxyl groups
(iii) Curing of novolac by suitable curatives through
addition reactions of OH groups
(iv) Reactive blending of structurally modified
phenolic resin with a functional reactant
This article gives an account of recent research
efforts in these directions for realizing addition
curable phenolic resins.
2. Allyl-functional phenolics
Allyl phenol–formaldehyde novolac, synthesized
by the allylation of novolac can cure thermally at
180 8C without the evolution of volatiles. On heating,
the O-allyl derivative rearranges to the C-allyl
polymer prior to cross-linking. The thermal curing
of this resin takes place by polyaddition at allyl double
bonds. The curing rate and cross-link density depend
on the content of the reaction centers in the polymer
molecule [10]. The allyl derivatives of phenols have
been used for the manufacture of glass fiber-
reinforced plastics and moldings, casting or impre-
gnating compositions of high heat resistance,
mechanical strength and chemical resistance [11].
However, achieving complete allyl curing is difficult.
Moreover, the cured matrix is not thermally stable due
to the thermal fragility of the cross-links arising from
polymerization of allyl groups. It has been observed
that allyl phenyl groups generally require prolonged
heating (nearly 6 h) at 250 8C for meaningful extent of
curing, which risks degradation of other fragile groups
in the network [12].
2.1. Allyl phenolic–bismaleimide blend
While reducing the cure temperature, the thermal
stability of the allyl phenolic novolac resins can be
further improved by reactive blending with bismalei-
mide compounds (BMI). The reaction between allyl
phenol (AP) and phenyl maleimide groups has been
exploited to synthesize a variety of polymer systems
with useful properties. In such reactive blends, further
improvement in properties is possible by way of
structural modification of either the BMI or the
phenolic ring. The properties of the resultant matrix
depend on the relative ratio of the two reactants, and
the cure schedules.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 405

2.1.1. Allyl phenol–maleimide reaction mechanism
Earlier studies by Enoki et al. [13] showed that the
reaction between the two components proceeds via
the Ene reaction. The unsaturated Ene adduct
intermediate undergoes a further Diels-Alder type
reaction with BMI to give the bis- and tris adducts.
The intermediate step (Diels-Alder) is sometimes
referred to as Wagner–Jauregg reaction too [14]. The
total reaction sequence is also referred to as Alder-ene
reaction. At very high temperatures, a retro-Diels-
Alder reaction is also suggested. Investigation of
Reyx et al. [15] through reaction of model com-
pounds, (i.e. phenylmaleimide with AP) and identifi-
cation of products confirmed the Enoki mechanism.
The reaction sequences are shown in Scheme 1. A
multitude of reactions occurs at different temperatures
and reactant stoichiometries. All the three structures
are possible, but their relative concentrations could
depend on the stoichiometry. Ideally, a ratio 1:3
(allyl:maleimide) gives a maximum cross linking and
enhanced thermal stability, but this could lead to
brittle matrices. Lower maleimide-content ensures the
Ene structure-dominated, tough matrix with good
flexural properties, but with reduced Tg and thermal
capability. In most of the cases, a compromise of
various properties is achieved at an allyl/BMI ratio of
1:2. The Ene reaction between maleimide and allyl
groups has been separately investigated by Cunning-
ham et al. [16]. Although an unambiguous mechanism
has not been evolved, the generally accepted mech-
anism is along the lines of Reyx et al. However, others
have proposed modified mechanisms, through inves-
tigation of the cure chemistry by various techniques.
Thus, curing of BMI/2,20-diallylbisphenol-A (DABA)
system under different heat schedules has been
investigated by fourier Transform Infra Red (FTIR),
fluorescence, and UV-reflectance spectroscopy [17].
FTIR was used to quantify the extent of succinimide
Scheme 1. Reaction sequences for 2-allylphenol–phenyl maleimide reaction (Alder-ene reaction) [6].
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498406

formation and to identify the cross-linking processes,
which occurred during high temperature curing
(250–260 8C). High-temperature curing processes
were also identified by reflection spectroscopy with
a tungsten source. Various reaction pathways were
discussed in terms of their consistency with the
spectroscopic data. Another investigation on the
mechanism and kinetics of cure of a two-component
BMI formulation, composed of 4,40-bis(maleimido)
diphenyl methane (BMM) and DABA suggested a
copolymerization of maleimide and allyl groups as the
major reaction [18]. In this study, an in-situ real time
study of the progress of reaction was conducted in the
temperature range from 140 to 250 8C, using remote
fiber optic near-infrared spectroscopy. The principal
reaction observed was an alternating copolymeriza-
tion involving maleimide and allyl double bonds.
Maleimide homopolymerization was detected only in
the initial stages of reaction at temperatures above
200 8C. The extent of self-condensation (or etherifica-
tion) of hydroxyl groups on the allyl component,
which leads to the cross-linking was observed to vary
with the reaction temperature. Yet another sequence is
predicted for this reaction when catalyzed by
triphenyl phosphine (TPP)[19]. Thus, the studies on
model compounds, N-phenylmaleimide (PMI) and
o-allylphenol (AP) showed that the products of the
PMI/TPP system are oligomers and polymers of PMI,
whereas the main product of the PMI/AP/TPP system
is the PMI trimer, which had the five-member ring
formed via the phosphonium ylide intermediate as
shown in Scheme 2.
In the BMI/TPP system, maleimides only poly-
merize above 175 8C. On the other hand, maleimides
trimerize above 120 8C in the presence of DABA and
TPP. The BMI polymerization was faster in the
presence of DABA. Since the network structure differs
in the presence of TPP, the polymer properties could
depend on the cure conditions, the presence of
catalysts, etc. In continued work, Shibahara et al.
[20] established that the product also depends on the
reactants’ molecular environment. Thus, while inves-
tigating the thermal reactions of PMI and AP (or
DABA) using 13C NMR and GPC, they found that
reactions of PMI and AP (1:1 and 3:1 adducts)
proceeded through an Ene-reaction, and that sequential
Diels-Alder reactions accompanied the polymer of
PMI and AP. On the other hand, the products from PMI
and DABA were the Ene-adduct and the polymer, but
the Diels-Alder adduct could not be detected, in
contrast to the PMI/AP system. This difference in
reactivity for PMI-AP and PMI-DABA was attributed
to steric repulsion of DABA. A slightly different
mechanism, including the condensation of OH-groups
at higher temperatures has been proposed by Morgan
et al. for the curing reaction in BMI/allylphenol
systems [21]. The glass-transition temperature was
investigated as a function of curing conversion for a
diaminodiphenylsulfone-modified DABA/BMI resin
system at different temperature regimes, and modeled
Scheme 2. Formation of maleimide trimer from phenyl maleimide in presence of triphenyl phosphine.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 407

using a modified DiBenedetto equation [22]. Although
the relationship between the glass-transition tempera-
ture and conversion of the BMI system conforms to the
DiBenedetto equation for conversion ,0.6 and at
lower cure temperatures, the results deviated signifi-
cantly from the equation at higher cure temperatures;
thus, it was an inadequate model for the system. FTIR
analysis showed that the major cross linking reactions
did not occur during cure of the modified BMI at and
below 150 8C. However, as the cure temperature was
increased, the cross linking reactions responsible for
three-dimensional network structures became more
dominant. At 190 8C, formation of succinimide rings
occurred in the curing process. The higher cure
temperatures induced a significantly faster initial
cross-linking rate. However, further cross linking
was retarded because the increase in the cross-links
sterically slowed further cross-linking activity.
2.2. High performance polymers based on allyl
phenol–BMI systems
Commercial addition-cure formulations based on
co-reaction of diallylphenols and BMIs are available.
Thus, Matrimide-5292 of Ciba-Geigy typically con-
tains DABA and BMM (Scheme 3). This is one of the
leading matrix resins for carbon fiber composite for
advanced aerospace applications. The earlier formu-
lations contained a lower concentration of BMI. As
discussed earlier, the neat resin properties are
composition-dependent. But in a narrow concen-
tration band, the variation in properties are not
significant except for a moderately better thermo-
mechanical profile at higher BMI load, as evident
from the representative data given in Table 1 [23].
The thermal capability and mechanical perform-
ance of the cured resin also depends on the cure
schedule. Low temperature cure produces apparently
stronger and tougher systems, with a marginal penalty
in thermal capabilities. Data in Table 2 substantiate
this [24]. Under a given cure schedule, BMI enhances
the thermal capability at the cost of toughness and
flexural strength. A compromise in properties is
generally observed for an allyl:BMI ratio of 1:2.
Suitably formulated, the resin system made up
of 4,40-bismaleimidodiphenyl methane, DABA
and desirable catalysts can give a high Tg (,315 8C)
matrix, despite a post cure temperature of only 200 8C
[25]. It is stable up to 450 8C, with a char-yield of
,30% at 700 8C. T-300 carbon laminates retained
Scheme 3. Components of Matrimide 5292.
Table 1
Neat resin properties of BMI/DABA of different molar ratio (cure schedule: 180 8C/1 h þ 200 8C/2 h þ 250 8C/6 h) [23] (Reprinted from 29th
Int SAMPE Symp by permission, q1984 Society for the Advancement of Materials and Process Engineering)
Property (MPa) BMI/DABA-1/1 BMI/DABA-1.2/1 BMI/DABA 0.87/1 (RT)
RT 149 8C 204 8C RT 149 8C 204 8C
Tensile strength 85 53 41 97 72 74 80
Tensile modulus 4430 2529 2100 4030 2943 2418 4243
Elongation (%) 2.3 2.6 2.3 3 3.05 4.6 2.3
Flexural strength 172 – – 192 – – 160
Flexural modulus 4207 – – 4140 – – 4114
Compressive strength 21 – – 220 – – –
Compressive modulus 2485 – – 2570 – – –
HDT (8C) 273 – – 285 – – 295
Tg (8C, DMA) 295 – – 310 – – –
GIC (J/m2) 195 – – 217 – – –
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498408

51% of short beam shear strength (SBSS) at 230 8C.
The processibility of the blend can be enhanced by
reactive diluents. Thus, a modified BMI resin system
for resin transfer molding (RTM) was prepared using
diallyl bisphenol-A ether and 1,4-diallyl phenyl ether
as reactive diluents for BMI [26]. Further toughening
of Matrimide has been achieved by incorporation of
polyetherimide particulates and Kevlar-49-whisker
[27]. Such systems are also characterized by enhanced
glass transition temperatures. Silicone has been
incorporated into the maleimide-modified allyl novo-
lac by reaction with substituted siloxanes. These
compositions have better heat- and moisture resistance
and are useful for semiconductor applications [28].
The thermal stabilities of BMI–DABA blends
modified with high-performance amorphous thermo-
plastics such as bisphenol A (BPA) polysulfone (PS),
polyether ketone (PEK), and polyether sulfone (PES)
bearing a phthalidylidene group, etc. have been studied
by differential scanning calorimetry (DSC) and scan-
ning electron microscopy (SEM) [29]. The stability of
thermoplastic components were compared with the
area of the endothermic peak that appeared within the
glass transition region for thermoplastic components in
the cured blends aged at a temperature below Tg: The
stability of thermoplastic was improved by the
formation of semi-interpenetrating polymer networks.
The stability of thermoplastic with higher Tg was more
easily controlled. As for epoxies, the N-phenylmalei-
mide–styrene copolymers are useful toughening
agents for the BMI resin composed of BMM, DABA
and triallyl isocyanurate [30]. The matrix structure was
controlled by changing the equivalent ratio of the two
allyl components. Morphologies of the modified resins
changed from particulate to co-continuous and to
inverted phase structures, depending on the modifier-
content. The optimum matrix structure contained
about 20 wt% triallyl isocyanurate and 5 wt% of
polymer additive wherein, the fracture toughness
ðKICÞ for the modified resins increased 100% at a
moderate loss of flexural strength and with retention in
flexural modulus and the glass transition temperature.
The Alder-ene reaction has been used to derive
diverse high performance polymers. Thus, partially
allylated novolac, when mixed with BMM and molded
under pressure at high temperature gave products with
high decomposition temperature (465 8C) [31]. By a
similar strategy, a thermosetting resin system for resin-
transfer molding based on allyl novolac and BMI has
been developed [32]. In this case, the novolac resin was
allylated by conventional route and BMI was used as
the curing agent and allyl phenyl ether, as the diluent. It
was blended with BMM (in 1:1 ratio). On heating, the
O-allyl derivative rearranges to the C-allyl derivative
as shown in Scheme 4. This was followed by the Alder-
ene reaction.
Table 2
Properties of BMI/DABA system (cure schedule: 175 8C/3 h
þ 230 8C/4 h) [24] (Reprinted from Advances in Polymer Science
by permission, q1994 Springer-Verlag)
Property BMI/DABA molar ratio
1.2/1 1.5/1 02/1 03/1
Flexural strength (MPa) 186 188 174 131
Flexural modulus (GPa) 4.02 3.94 4.05 4.14
Deflection (%) 7.78 7.3 5.53 3.5
KIC (MN/m1.5) 0.97 0.86 0.8 0.64
GIC (J/m2) 197 158 133 83
Tg (8C) 279 282 288 288
Scheme 4. Synthesis protocol and curing for allyl novolac–
bismaleimide system.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 409

The viscosity–temperature curve and the vis-
cosity–time curve were used to characterize the
processing property of the resin system. The resin
system had a long pot life at the injection temperature.
The cured resin showed outstanding heat resistance
and good flexural properties. The flexural strength of
122 MPa and corresponding modulus of 3.53 GPa
confirm their good strength characteristics. The Tg
was 288 8C. However, the system absorbed 4.5%
water. The glass cloth composite fabricated using
RTM technology showed a flexural strength of
413 MPa which was retained to 90% and 65 at 200
and 300 8C, respectively.
In a nearly identical strategy, aromatic hydro-
carbon-modified maleimides have been used with
allyl etherified-novolac to improve the flexural
modulus [33]. Condensation resin of aralkyl ether
and phenol, i.e. polyaralkyl phenol (Xylok) is used
commercially as a high heat resistant phenolic resin.
Xylok is a desirable matrix resin for advanced
composites [34]. This is primarily because of its
excellent insulation, heat resistance and good proces-
sibility. The major disadvantage of Xylok is its low
reactivity and the brittleness of the cured structure.
One of the methods used to modify xylok, to improve
its properties is by allylization to derive the allyl
Xylok as per Scheme 5. Allyl xylok can be thermally
polymerized through the unsaturated bonds in its
structure, but it yields only an oligo polymer. In order
to obtain highly cross linked structure, allyl xylok can
be co-cured with BMIs, resulting in a class of high
performance matrix resin for advanced composites.
Thus, BMI is a desirable comonomer for allyl xylok
[35]. The copolymer of the BMM and allyl xylok
exhibits excellent heat resistance (no mass-loss up to
490–500 8C) with good mechanical properties and
hot-wet resistance. The heat distortion temperature
(HDT) of the water-aged (for 10 h) copolymer is
280 8C and the polymer absorbs only 2.3% water.
Although the properties are not commendably
high, the excellent high temperature retention is
worth mention. The good water-ageing resistance is
also reflected in the properties. The flexural strength
drops from 114 to 78 MPa at 250 8C. For wet
conditions, the corresponding drop is from 92 to
55 MPa. For glass composites, the drop in flexural
strength is proportional, from 360 to 242 MPa. The
Tg of the system is very high, almost close to the
decomposition temperature. The Tg of 490 8C is the
highest for a thermoset and drops only to 478 8C
under wet conditions. The polymer starts to degrade
rapidly at 490 8C. The glass-reinforced, compression-
molded material showed good thermal and
mechanical properties and outstanding dielectric
characteristics. Thus, the material is projected as a
high performance insulator [36]. During curing, no
by-products of low molecular weight are generated.
Hence, the resulting cured structure is compact and
has few defects.
High performance blends of BMI–DABA resulted
on blending the BMM/DABA system with bismalei-
midodiphenyl ether (BME), BPA–BMI (BMIP),
Scheme 5. Synthesis of Allyl-xylok and curing with bismaleimide.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498410

allyl–phenolic epoxy (AE) and a thermoplastic-
modified polyetherketone (PEK-C) [37]. The influ-
ences of the various modifying components on the
properties of BMI neat resin and BMI/T300 compo-
sites were investigated. Results indicated that the two
BMI neat resin systems modified with AE and PEK-C,
and BMIP, AE and PEK-C had outstanding impact
strength (.18 kJ/m2) and excellent heat resistance.
BMI/T300 carbon composites corresponding to these
modified BMI resin systems showed excellent tough-
ness (CAI .210 MPa), outstanding mechanical prop-
erties, good processibility and relatively high Tg: A
copolymer of BMI, DABA and diphenylsilanediol was
synthesized in a similar approach [38]. The copolymer
could be cured around 200 8C, and the cured resins had
good thermal stability. A higher curing temperature in
the range 170–210 8C was favorable to obtain a more
thermally stable resin. By reducing the content of
diphenylsilanediol cyclo-homopolymer in the resin,
thermal stability could be improved further. Allyl
naphthols can replace allylphenols in Alder-ene
adducts [39]. The simplest co-reactant prepared in
this work was 7-allyloxy-2-naphthol, and satisfactory
matrices were obtained with appropriate BMIs.
However, the laminate coupons made by using this
system had lower thermal stability in comparison to
Matrimid 5292. The performance of this new chem-
istry was further tested by incorporating the naphthol/
maleimide Diels-Alder addition structure into two
other co-reactants. The most successful of these
compounds (i.e. the Diels-Alder adduct made from
the diallyl ether 2,7-dihydroxynaphthalene and
4-hydroxyphenylmaleimide) produced a cured neat
resin having Tg ,30 8C higher than that of a com-
parable system cured with the standard BMI co-reac-
tant (BMM). The system also possessed marginally
higher tensile strength and modulus. The fact that these
laminate coupons had better thermal performance than
the system using commercial co-reactant showed that
the presence of the Diels-Alder adduct structure in the
resin backbone was not detrimental to the normal
performance of the Ene-cured BMIs.
The Alder-ene polymers can be conferred good
ablative properties by introducing boron into the
molecular backbone of allyl compounds. Such
systems manifest improved thermal resistance, with-
out altering the mechanical strength [40]. Linear
polymeric boron-allyl compounds were synthesized
from DABA, or its mixture with bisphenol-A (BPA)
or 4,40 dihydroxy diphenyl sulfone, and boracic acid
(Structures B to E). The condensation product of
boracic acid and 2-allyl phenol (structure A) or
boracic acid and DABA (structure B), reacted with
formaldehyde (structure E and F, respectively) also
served as a co-reactant for BMM. The different
compositions are shown in Scheme 6. These allyl
derivatives were blended with BMM in 2:3 weight
ratio and heat cured. The mechanical properties
showed marginal improvement for systems containing
compounds A–D, as did Tg and HDT. However,
incorporation of boron gave significant enhancement
of the thermal stability for all cases. The more cross-
linked systems based on compounds E and F showed
enhanced Tg and thermal stability at the cost of the
mechanical and impact strength. The Ti values
increased by more than 60 8C and the char-yield
shot up to about 56–60% (from 21% for the non-
boron system). The relevant property data are
compiled in Table 3. The tensile properties are
comparable to the earlier reported vales for similar
systems (refer Tables 1 and 2). However, the flexural
properties are inferior, including for the control
composition. This may be a result of the different
allyl/BMI ratio and the cure schedule. From the
thermal characteristics, the authors concluded that the
system might possess good ablative properties, but no
true ablative evaluation was performed.
Simultaneous interpenetrating networks (SIN),
based on polyurethane – allylnovolac have been
reported [41]. The PU components were prepared by
reacting 4,40-diphenyl methane diisocyanate with
poly(tetramethylene oxide) (PTMO) of different
molecular weight ranges (UT series). The phenolic
resin component was synthesized by substituting the
hydroxy groups of the phenolic resin with the allyl
groups. To prove that the alkene groups can be applied
as a binding element between the networks to improve
the network compatibility, trimethylol propane mono-
allyl ether was chosen as the PU chain extender in one
series of the PU/allyl novolac resin SINs (TUT series).
A detailed study of the thermal, mechanical, and
dynamic properties and morphology revealed that the
extent of phase mixing of the graft PU/allyl novolac
resin SINs (TUT series SINs) was significantly
improved over that of UT series SINs. This result
was consistent with the loss tangent shift in dynamic
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 411

Scheme 6. Synthesis strategy for Boron-containing allylphenol–bismaleimide system [40] (Reprinted from Journal of Applied Polymer Science
by permission, q1999 John Wiley and Sons).
Table 3
Mechanical and thermal properties of boron-containing alder-ene polymers. Control system contains DABA/BMM in the ratio 0.8/1 [40]
(Reprinted from Journal of Applied Polymer Science by permission, q1999 John Wiley and Sons)
Property A B C D E F Control
Tensile strength (MPa) 83.6 83.3 80.7 79.5 77.8 74.4 73
Tensile modulus (GPa) 3.72 3.77 3.7 3.78 3.78 3.79 3.61
Elongation (%) 2.3 2.32 2.45 2.25 2.25 2.17 2.2
Flexural strength (MPa) 124 139 129 122 116 98 112
Impact strength (kJ/m2) 12.6 10.9 9.6 17.7 11.8 8.9 13
Tg (8C) 277 282 278 283 285 330 274
Ti(8C) 489 490 487 495 495 499 426
Char-yield (%) 57 56 54 60 58 61 21
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498412

mechanical analysis (DMA) measurements and with
transmission electron microscope. The mechanical
properties of the graft SINs (TUT series) were lower
than those of the original SINs (UT series). In a
related work, SINs based on poly(urethane–epoxy)/
allyl novolac resins were prepared by cross-linking a
urethane–epoxy adduct with diamino diphenyl-
methane (DDM) and allyl novolac resin simul-
taneously [42]. A urethane – epoxy adduct was
synthesized by terminating the urethane prepolymer
composed of 4,40-diphenyl methane diisocyanate
(MDI) and PTMO with epoxy. The thermal, mechan-
ical and dynamical characteristics of these SINs
correlated well with morphological observations
from transmission electron microscopy (TEM). All
these SINs exhibited a two-phase structure and the
mechanical properties were correlated with the phase
behavior. Further modification in the structure was
effected by synthesizing polyurethane and phenolic
resin via a maleimide-terminated PU/allyl nonyl
novolac resin (ABCP) [43]. The polyurethane was
again a product of MDI and PTMO. The composition,
compatibility, mechanical and thermal properties of
these inhomogeneous network polymers were inves-
tigated. The miscibility was improved very little, but
the tensile strength had a clear improvement when the
PU’s soft segment, i.e. PTMO, was longer. This was
attributed to the entanglement between the com-
ponents. Attempts to improve the phase miscibility in
a maleimide-terminated polyurethane/allyl nonyl
novolac resin system by way of co-reaction with
BMM did not meet with success [44]. In fact, a higher
content of BMM promoted phase separation, although
a lower BMM-content enhanced the tensile strength.
2.3. Adhesives based on allyl phenolics–BMI
The Alder-ene chemistry was used to derive high
temperature phenolic adhesives, based on the reactive
blend of an allyl-functional bisphenol-A novolac
(ABPF) and BPA–BMI (BMIP) [45]. ABPF was
synthesized by reaction of DABA with formaldehyde
under acidic conditions. The reaction was followed by
GPC, and the synthesis conditions were optimized to
produce soluble polymer of desirable molecular
weight distribution. The polymers were characterized
by FTIR, NMR and GPC. ABPF was reactively
blended with BMIP and cured through the Alder-ene
reaction at high temperatures. The cure characteristics
of ABPF–BMIP blends were studied using DSC and
DMA, which evidenced the multi-step cure reactions
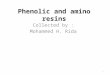
characteristic of the Alder-ene systems. The DSC
thermograms in Fig. 1 substantiate this.
The cure reaction showed two distinct exotherms
in the temperature ranges 100–170 and 180–270 8C,
respectively, and a less prominent exotherm initiated
at about 280 8C and extending beyond 300 8C. The
first broad exotherm encompasses the Ene reaction,
and the second unresolved one contains the Wagner–
Jauregg and final Diels-Alder steps. DSC of the resin
system already cured at 200 8C/3 h and 250 8C/2 h are
presented in the same figure. DSC of the 200 8C/3 h
cured system shows appreciable residual cure exo-
therm beyond 260 8C. Since this system can not
contain any unreacted maleimide, the exotherm
spreading from 260 8C can be assigned to the curing
of residual unsaturated groups. The exotherm onset at
260 8C is triggered by curing of the vinyl phenyl
groups (of probably the Ene-adduct), followed by the
residual allyl groups. The DSC of the 250 8C/2
h-cured one also shows the presence of less significant
residual cure exotherm around 300 8C, assignable to
the allylphenol polymerization. Except for these,
Fig. 1. DSC of bisphenol A bismaleimide(BMIP)-diallylbisphenol A
novolac(ABPF) blend; (A) before cure; (B) after cure at 200 8C/3 h
and (C) after cure at 250 8C/2 h [45] (Reprinted from Polymer
International by permission, q2001 Society of Chemical Industry).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 413

the cure becomes practically completed at 250 8C, and
at this temperature, the network could retain part of
the unsaturated bonds derived from the initial reac-
tions. The non-isothermal DMA of the glass prepreg
(in Fig. 2) implied that the major cross linking process
is the Diels-Alder step occurring beyond 220 8C, since
no considerable modulus build-up occurs prior to this
temperature corresponding to the Ene-reaction.
The isothermal DMA of ABPF–BMIP system at
three different temperatures in Fig. 3 show that the
cure is accelerated at higher temperature, and the
ultimate modulus is dependent on the temperature of
cure. The cure is practically complete in about 90 min
at 250 8C. However, a 6 h curing was performed to
achieve maximum reaction at this temperature. This
cure schedule also ensures complete polymerization
of any residual allyl groups. The cure sequences are
identical to those shown Scheme 1, and extrapolating
the same chemistry, the cured structure of the resin
can be depicted as in Scheme 7.
The adhesive properties of the cured blend are
given in Table 4. Although the adhesive properties of
the system are only moderately good, it is remarkable
that the properties are retained to greater than 100% at
150 8C. Moderate cross linking achieved through a 1:1
maleimide–allyl phenol stoichiometry and a stepwise
cure up to a maximum of 250 8C for 2 h was found to
be very effective for the optimum LSS properties in
this series. The stoichiometry of BMIP/ABPF was
varied from 0.8:1.0 to 3.0:1.0 and the LSS at RT and
at 150 8C were determined. The dependence of
Fig. 2. Non-isothermal DMA of bisphenol A bismaleimide (BMIP)-
allylbisphenol A novolac (ABPF)/glass prepreg (heating rate: 5 8C/min,
frequency 1 Hz, N2 atmosphere [45] (Reprinted from Polymer
International by permission, q2001 Society of Chemical Industry).
Fig. 3. Isothermal DMA of bisphenol A bismaleimide (BMIP)-allylbisphenol A novolac (ABPF) blend, evaluated as glass prepreg, at different
temperatures: (A) 160 8C, (B) 200 8C, (C) 250 8C (frequency 1 Hz, N2 atmosphere, heating rate 5 8C/min for the dynamic part) [45] (Reprinted
from Polymer International by permission, q2001 Society of Chemical Industry).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498414

adhesive properties on reactant stoichiometry is
shown in Fig. 4. It was observed that the LSS
properties optimized at a 1:1 ratio. The variation of
relative retention of LSS at 150 8C shown in the same
figure confirms the optimum value for this ratio. A
BMI concentration lower than this stoichiometry
leads to very low LSS at 150 8C, and also the lowest
high temperature retention (about 90%) of the LSS
due to the reduced number of cross-links in the
system. An excess of allyl groups in such case leads to
more chances of Ene homopolymerization resulting in
more linear structures than does the Diels-Alder
cyclo-adduct. A stoichiometric excess of BMIP could
lead to increased cross-linking reactions and the
homopolymerization could result in rigid, brittle
network structure, with decreased load-bearing capa-
bility. However, the higher cross linked system is
conducive to an excellent retention of properties at
150 8C. Interestingly, the 1:1 combination also
showed a good retention of the adhesive strength up
Scheme 7. Likely Alder-ene reaction products from 1:1 Dallylbisphenol–formaldehyde (ABPF)–bismaleimide (BMIP) blend [46] (Reprinted
from High Performance Polymers by permission, q2000 SAGE Publications).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 415

to 250 8C. The adhesive properties of this system were
improved tremendously on matrix modification using
polysulfone (PS) and polycarbonate (PC) [46]. The
performance advantage was more in the case of PS,
showing an optimum improvement at a 20% loading,
as against PC exhibiting maximum properties at 10%
loading. The related adhesive data are compiled in
Table 5. The performance advantage of the additives
is clear in Fig. 5, showing a comparison of the
adhesive properties and thermo-adhesive profiles of
different systems.
The properties decrease beyond 200 8C in the case
of toughened systems, whereas the properties are
retained for the neat resin well above 250 8C. The
relatively better performance of a homogeneous blend
resulting from PS is manifested as a significant
improvement in the properties at ambient conditions,
but these decrease drastically at about 200 8C, in
contrast to the PC-modified system. An SEM analysis
of the modified formulations corroborated this relative
difference as resulting from different morphological
features in cases of PS and PC. A comparatively
uniform distribution of the thermoplastic component
leading to the co-existence of the resin-rich and
additive-rich phases was found to enhance the
toughness of the PS-system, whereas precipitation of
larger particles in PC-modified system was less
efficient for enhancing the adhesive properties.
DMA corroborated the observations made in SEM.
Existence of co-continuous phases of thermoplastic,
resin matrix and thermoplastic-dissolved matrix in
PS-modification and a clear phase separation in the
case of PC-modified system, manifested independent
glass transitions. The DMA for various systems are
shown in Fig. 6. Both the additives decreased
Table 4
Adhesive properties of cured BMIP–ABPF (1:1 stoichiometry)
under different cure conditions [45] (Reprinted from Polymer
International by permission, q2001 Society of Chemical Industry)
Sl. no. Cure conditions
(temperature/
time) (8C/h)
LSS at
RT (MPa)
LSS at
150 8C
(MPa)
Retention
of LSS
at 150 8C (%)
1 160/4 1.9 2.6 137
2 160/0.5
þ 200/3
2.8 3.4 121
3 160/0.5
þ 200/0.5
þ 250/2
4.1 4.8 117
4 160/0.5
þ 200/0.5
þ 250/6
3 4 133
Table 5
Adhesive properties of thermoplastic-modified BMIP-ABPF system (1:1 stoichiometry; cured at 160 8C/30 min þ 200 8C/30 min þ 250 8C/2 h)
[46] (Reprinted from High Performance Polymers by permission, q2000 SAGE Publications)
Properties Un-modified PES-content (phr) PC-content (phr)
10 20 30 10 20 30
LSS at RT (MPa) 4.1 13.9 19.3 14.8 11.3 8.8 8.3
LSS at 150 8C (MPa) 4.8 11 16.5 13.7 9.5 6.9 6.7
LSS at 200 8C (MPa) 5 7.1 11 10.7 8.4 6.2 5.5
LSS at 250 8C (MPa) 5.2 4.6 6.4 5.5 8 5.4 3.5
TPS at RT (kN/m) Poor 0.32 0.38 0.4 Poor Poor Poor
Fig. 4. Dependence of adhesive properties on reactant stoichiometry
for bisphenol A bismaleimide (BMIP)-diallylbisphenol A novolac
(ABPF)system (a) at ambient, (b) at 150 8C, (c) percent retention at
150 8C [46] (Reprinted from High Performance Polymers by
permission, q2000 SAGE Publications).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498416

the modulus. The low temperature Tg is due to the
phase-separated additives. The co-existing phase
showed intermediate Tg: The transition zones of
different phases and corresponding Tg values are
given in Table 6. The unmodified systems manifested
high Tg; of the order of 350 8C, which increased to
390 8C on enhancing the maleimide ratio. All these
systems provided good adhesion up to 250 8C and can
be used for moderate load bearing applications at high
temperatures, as is required in certain aircraft and
defense applications.
The TGA of the blend of ABPF and BMIP with
varying maleimide to AP ratio indicated that the
thermal stability of the system was only marginally
improved by an increase in BMI stoichiometry [47].
The effect of the BMI structure on the adhesive
properties was also evaluated, using four different
BMIs, namely, BMIP, BMM, BME and 4,40-bismalei-
mido phenyl sulfone (BMS) [48]. The polar groups in
BMIS and BMIE contributed to better adherend wetting
and consequently better LSS at ambient. The high-
temperature LSS retention was comparatively better for
BMIP and BMS systems. The thermo-mechanical
properties of the blend, implied from DMA, showed
that BMM and BME systems with higher cross link
density manifested higher Tg: Although the absolute
values are not high, all systems exhibited remarkably
high retention of LSS (.100%) at 250 8C. The data for
different BMIs are given in Table 7.
DABA, the precursor diphenol for ABPF was also
reacted with BMIP stoichiometrically [48]. The LSS
values at temperatures up to 250 8C for this system in
comparison to those of its polymer analogue (i.e.
ABPF) are presented in Fig. 7. At low temperatures,
Fig. 5. Adhesive Performance advantage of polysulfone (PS)- and
polycarbonate (PC)- modified adduct of bisphenol A bismaleimi-
de(BMIP)-diallylbisphenol A novolac(ABPF) at 1:1 maleimide-
allyl phenol/stoichiometry.
Fig. 6. DMA of (—) bisphenol A bismaleimide (BMIP)-allylbi-
sphenol A novolac (ABPF); (- - -) bisphenol A bismaleimide
(BMIP)-diallylbisphenol A novolac (ABPF)-polysulfone-20(PS-
20); and (–--–--–) bisphenol A bismaleimide (BMIP)-diallylbi-
sphenol A novolac (ABPF)-polycarbonate-20 (PC-20), showing the
different Tg regimes [46] (Reprinted from High Performance
Polymers by permission, q2000 SAGE Publications).
Table 6
Tg data for different BMIP-ABPF systems from DMA [46]
(Reprinted from High Performance Polymers by permission,
q2000 SAGE Publications)
System BMIP/
ABPF
molar ratio
Tg (1)a
(8C)
Tg (2)b
(8C)
BMIP-
ABPF
01:01 335 355
BMIP-
ABPF
02:01 ,380 ,380
BMIP-
ABPF
03:01 ,380 ,390
BMIP-
ABPF-PS20
01:01 190,260,300 190,260,345
BMIP-
ABPF-PC20
01:01 150,210,320 150,210,350
a Based on the deflection point, tan d in curve.b Corresponding to tan d peak temperature.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 417

the LSS values for the DABA-based systems are
better than those of the corresponding ABPF-based
ones. This is attributed to a better wetting of the
adherend by the low viscous, monomeric BMI-DABA
blend in contrast to the polymer-based one. However,
the thermo-adhesive profile is far superior for the
polymer version. Thus, the LSS dropped significantly
above 150 8C for DABA, whereas it continuously
increased for the ABPF-based system up to 250 8C
(Fig. 7). The better high temperature performance of
the polymeric (BMIP-ABPF) system is a consequence
of the comparatively higher cross-link density leading
to enhanced cohesive strength for the network. The
thermo-adhesion profiles of the two systems are in
tune with their relative DMA behavior included in
Fig. 6. The DABA-system showed a broader glass
transition initiated below 200 8C, with a Tg maximum
of ,300 8C ðtan dmaxÞ; in contrast to the ABPF system
showing a higher Tg of about 350 8C under identical
cure conditions.
3. Bisoxazoline–phenolics
The unusual addition co-reaction of novolac
phenolic resins with phenylene bisoxazoline has
been explored to derive a new class of non-
conventional phenolic thermosetting resin by Cul-
bertson et al. [49]. The polymerization involves a
tertiary phosphine-catalyzed reaction of bisoxazoline
with a phenol-free novolac resin leading to an ether–
amide copolymer as shown in Scheme 8.
The systems are suited for high performance
composite applications [50]. The key features,
which foretell the great usefulness of bisoxazoline–
phenolic resins in aerospace and other high perform-
ance application areas, include:
† No volatile bye products produced during curing
† Low cure exotherm, about 20% of epoxies and BMI
† Long term thermo-oxidative stability (10,000 h at
177 8C)
† Low cure shrinkage (,1%)
† High neat resin modulus (.500 MPa)
† High compression and shear strength for composites
† Excellent toughness (GIC is ,5 times greater than
those of epoxies and BMI)
Table 7
LSS properties (in MPa) of different BMI-ABPF systems (1:1
stoichiometry; cured at 160 8C/30 min þ 200 8C/30 min þ 250 8
C/2 h) [48] (Reprinted from Polymers and Polymer Composites by
permission, q2003 Rapra Technology)
System RT 150 8C 200 8C 250 8C
BMIP-ABPF 4.1 4.8 5 5.2
BMM-ABPF 4.2 4.3 4.3 4.2
BME-ABPF 5.4 5.5 5.5 5.6
BMS-ABPF 5.9 6.6 7.1 7.6
Fig. 7. Comparative adhesive properties of diallylbisphenol-A
(DABA)-bisphenol A bismaleimide (BMIP) and bisphenol A
bismaleimide (BMIP)-diallylbisphenol A novolac (ABPF) systems
at different temperatures. Scheme 8. Additionpolymerisationofbisoxazoline–phenolicsystem.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498418

† Excellent adhesion to glass, reinforcing fibers and
particulates
† Long shelf life for resin and prepregs
† Low melt temperature and low viscosity for melt
† Low flammability and smoke release, meeting
aircraft use regulations
† Low CTE (,4 £ 1025/8C)
† Easy prepreg formation as claimed by the inventors
† High Tg (170–295 8C) and high service temperature
(275 8C)
The usual cure cycle is 175 8C with a post cure at
225 8C. Composites are processable by RTM tech-
nique. The fiber-reinforced copolymers possess the
low smoke and heat release requirements of materials
for aircraft interior applications [51]. Through selec-
tive use of catalysts, a very long shelf life for
unrefrigerated prepregs at typical aerospace autoclave
conditions (,176 8C) is achievable. Reactive, low
viscosity additives enhance the formation of prepregs
with the resin (as claimed by the inventors). Based on
this chemistry, several compositions with many
interesting properties have been patented. Electrical,
physical and mechanical properties of the neat resin
suggest that these new thermosets could be useful in a
variety of electrical applications. Further, their
chemical, physical and mechanical properties,
coupled with the ease of formulating tough, machine-
able materials (which can be highly filled with metals
and other fillers) confirm opportunities to use them in
a wide variety of plastic material and/or mould-
making applications. The glass transition temperature
of the system can be widely tuned through variation in
stoichiometry of the phenolic resin and the bisoxazo-
line. The Tg increases with the PBOX-content as
shown in Fig. 8.
The physical, thermal and mechanical properties
are also composition-dependent. The variation in
fracture toughness with composition is shown in
Fig. 9, which includes the toughness range for
aircraft grade commercial TGMDA/DDS systems
for comparison. Toughness becomes optimized at a
PBOX/Phenolic weight ratio of 40/60, and is much
higher than those of commercial epoxy systems.
Thus, successful bisoxazoline–phenolic compo-
sitions contain about 60% by weight of novolac.
Data in Table 8, on the comparative mechanical
performance of typical aerospace resins show
the superiority of PBOX–phenolic over the epoxies
[52]. The properties are even superior to those of
the toughened BMI. The 40/60 PBOX/PF compo-
sition has better mechanical characteristics than the
60/40 composition.
The mechanical data of composites of bisoxazo-
line–phenolic indicate that these resin systems have
excellent potential for use in a range of high
Fig. 8. Dependence of Tg on PBOX/phenolic composition [49].
Fig. 9. Composition dependence of fracture property of PBOX/
Phenolic system in comparison to epoxy system (TGDMA/DDS:
tetraglycidyl methylene diamine/diamiodiphenyl sulfone) [52].
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 419

performance applications, particularly when high
modulus, good compressive strength and high inter-
laminar shear strength are demanded. The glass
composite properties given in Table 9 show the
superiority of these systems over the conventional
resins [49]. The very small cure shrinkage (,0.1%)
and low CTE are believed to contribute greatly to the
good physical properties and excellent thermal shock
resistance of laminates. The shelf life of the prepregs
can be tuned by selective use of catalysts. The carbon
composite properties are either comparable or superior
to the best-improved epoxy systems, as evident from
the selected data given in Table 10.
3.1. Commercial PBOX–phenolic systems
Southwest Research Institute, USA has developed
and patented bisoxazoline–phenolic thermoset resins
that are tough and possessing low-flammability and
high service temperature (176 8C), (named as
PEARe, Poly Ether Amide Resin) and also their
carbon fiber- or fiberglass composites. The work is
aimed at developing materials for a wide range of
applications, including subsonic and supersonic air-
crafts, ground and marine transportation, lightweight
composite pipes, heat shields, and other high-strength,
non-conductive materials for the construction,
electrical, and oil industries [53]. PEARe is a
lightweight, strong, economical and versatile
Table 8
Comparative mechanical properties of neat PBOX–phenolic and high performance epoxy and BMI [52] (Reprinted from 20th Int SAMPE Tech
Conf by permission, q1988 Society for the Advancement of Materials and Process Engineering)
Property 1,3-PBOX /phenolic
(40/60)
1,3-PBOX /phenolic
(60/40)
TGMDA/DDS
(untoughened)
BMI, XU292/DDS
(improved BMI)
Flexural strength (MPa) 193.7 172.4 91.7 184.8
Flexural modulus (MPa) 5033 4909 3440 4000
Tensile strength (MPa ) 89.6 – 56.8 93.8
Elongation at break (%) 1.8 – 1.8 3
Tensile modulus (MPa) 5137 – 3737 3889
Compressive strength (MPa) 236.5 256 201.3 210
Compressive modulus (MPa) 4882 4789 1958 2482
Fracture energy (GIC; J/m2) 157–223 – 54 250
Table 9
Mechanical properties of glass-cloth reinforced laminates compared
to epoxy and phenolic systems [49] (Reprinted from 34th Int
SAMPE Symp by permission, q1989 Society for the Advancement
of Materials and Process Engineering)
Property 1,3-PBOX/
phenolic (40/60)
Epoxy
(Hexcel F-161)
Phenolic
Flexural
strength (MPa)
758.5 606.8 608.1
Flexural
modulus (GPa)
31 24.8 28.3
Tensile
strength (MPa)
451.6 489.5 403.4
Tensile
modulus (GPa)
28.3 24.1 –
SBSS (MPa) 76.5 – –
Table 10
Comparative mechanical properties of carbon composites of
PBOX–phenolic and high performance epoxy systems [52]
(Reprinted from 20th Int SAMPE Tech Conf by permission,
q1988 Society for the Advancement of Materials and Process
Engineering)
Property 1,3-PBOX/PF
(40/60)
and AS-4
DOW71788.00
epoxy (tough)/
DDS and AS-4
NAEMCO
RIGIDITE-
5225 (improved
EPOXY)
and CELION
Flexural
strength (MPa)
1593 2069 1793
Flexural
modulus (GPa)
113.1 115.1 124.1
SBSS (MPa) 108.3 89.6 111.7
Tensile
strength (MPa)
1924 1999 1724
Tensile
modulus (GPa)
140 122 129.6
Compressive
strength (MPa)
1524 1682 1448
Compressive
modulus (GPa)
115.8 132 126.2
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498420

composite matrix. This resin fuses a variety of
significant performance characteristics into a single
material. Composites made with the PEAR resin
system tends to experience longer wear resistance,
longer life expectancy, flame resistance, and the
ability to endure cyclic stress loading.
Some critical product qualities of PEARe are:
† Heat and flame resistance
† Low toxicity when exposed to high levels of heat
† Excellent mechanical properties
† Electrical insulating properties
† Dimensional stability
† Relative ease of processing
The manufacturer markets different varieties of
PEAR resins, depending on their composition,
solvent, etc. [54] (Refer to Table 11).
Some of the properties of PEAR resins are given in
Table 12 [54]. From the property data, it appears that
the resin formulation is close to 40/60 PBOX–
phenolic composition.
3.2. Blends and composites of BISOX/Phenolic
As the phenolic resin market for aircraft interiors
and mass transportation applications grows, fire
retardant standards in stringent applications must
be met by improved formulations. One method to
enhance flame resistance is to add siloxane to the
resin. Addition and exfoliation of montmorillonite
clay (MMT) is yet another approach. These two
techniques have been adapted in concert
for bisoxazoline–phenolic system [55]. Thus, the
co-reaction of an epoxy-terminated siloxane with
a novolac phenolic/bisoxazoline reduced the peak
heat release rate (PHRR) by 27% compared to a
control. At 8% siloxane, PHRR dropped from 225 to
164 kW/m2 at a 75 kW/m2 heat flux. DMA testing
showed a Tg of 220 8C for the 8% polysiloxane-
modified material, compared to the Tg of 248 8C for
the unmodified version. The clay (MMT) was then
incorporated into a novolac resin using solvent
fractionation techniques, and employing ethanol and
toluene. Clear plaques were produced, and X-ray
Table 11
Features of different polyether–amide from bisoxazoline [54]
PEARe
product
version
Manufacturing -
process
Typical
applications
Hot melt RTM resin
infusion
Aircraft and structural
components
Solvent Pre-preg
lamination
Sports equipment,
aircraft interiors
Low melt RTM Low stress applications,
consumer products
Table 12
Properties of PEAR resin [54]
Key properties
Volatiles during cure 0.0
Shrinkage during cure
Viscosity 100 cps
Fracture Toughness ðGICÞ 156–223 J/m2
Curing exotherm (J/g) 78.0
CTE 42 £ 1026 8/C
Tg Range 87–121 8C
Specific gravity
(neat resin)
1.25
Neat resin strength (MPa)
Tensile strength 90
Compressive strength 237
Flexural strength 194
Neat resin modulus (MPa)
Tensile modulus 5134
Compressive modulus 4879
Flexural modulus 5030
Composite strength glass 57% resin 43% (MPa)
Tensile strength 490
Flexural strength 758
Composite modulus (glass 57% resin 43% (GPa))
Tensile modulus 28.2
Flexural modulus 31
Composite short beam shear strength (glass 57% resin 43%) (MPa)
Room temperature—dry 108
93 8C Hot-wet 91
Thermal cycles
(glass cloth composite)
0
Cycles (MPa)
50
Cycles (MPa)
Flexural strength 784 779
93 8C Hot-wet 32.4 33.1
Total heat release (kW/m2) (FAA-OSU heat release calorimeter 35)
In two minutes 65.3
Maximum heat release 67.6
Flammability (kW/m2) (NIST cone calorimeter)
Maximum rate of heat
release
295.0
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 421

diffraction (XRD) showed exfoliation due to loss of
the clay peak at 19 A.
3.3. Structural modifications of bisoxazoline–
phenolics
Structurally modified bisoxazoline derivatives
have led to new poly(ether–ester–amide) multiblock
terpolymers and copolymers, which are hetero-phase
materials, endowed with elastomer properties [56].
Aliphatic and aromatic alternating poly(ether–amide)
copolymers represent potential engineering materials.
Binary and tertiary polyester/polyamide composites
reinforced in situ are prepared by reactive blending in
the melt. The chemical bonds formed between the
separate phases via diblock copolymers improve the
compatibility of blend components. Perfectly
branched and hyper branched poly(ether–amide)s
based on bisoxazoline have also been reported [57].
The nucleophilic ring-opening addition reaction of
phenol groups towards oxazoline units has been used
for the preparation of hyperbranched poly(ether–
amide)s [58]. For this, the AB2 monomer, viz. 2-(3,5-
bishydroxyphenyl)-1,3-oxazoline, was synthesized
and converted to a highly branched polymer in bulk
or in solution at temperatures above 190 8C. The
resulting hyperbranched polymers exhibit a degree of
branching of 50%, as verified by high-resolution
NMR spectroscopy, and are highly soluble in polar
organic solvents with low solution viscosity. Their
glass transition temperatures are in the region of
170 8C and degradation does not start below 300 8C.
Melt rheology measurements revealed a predomi-
nantly elastic behavior with a relatively high viscosity
at low frequency. A lower melt viscosity was
achieved by end-group modification. The hyper-
branched poly(ether–amide)s serve as effective
viscosity modifiers for polyamide-6 matrix. New
monomers for formulating thermosetting composites,
based on tetraphenyl-substituted bisoxazoline mono-
mers were synthesized via the direct reaction of
2-(diphenylmethyl)oxazoline with bromoalkyls, using
tert-butyllithium [59]. These bisoxazolines have
different melting points with varied molecular chain
flexibility. They functioned well as cross linkers when
heated with phenolic resins or poly(acrylic acid),
providing a path to new thermosetting materials
with controlled glass transition temperature. Six new
ether-linked bisoxazolines were synthesized via reac-
tion of p-hydroxyphenyl-2-oxazoline with dihalides
[60]. These bisoxazolines were used as chain
extenders or cross linkers for resins, monomers or
polymers containing various acidic groups, including
phenolics, via step-growth reactions. Thus, a novolac
and a bisphenol-A oligomer resin, as well as
poly( p-hydroxy styrene) were chain extended and
cross linked to produce thermosets with high glass
transition temperatures. The new bisoxazolines were
also polymerized with diphenols to generate linear or
branched oligomers and polymers. These new, ether-
linked bisoxazolines are claimed to be potential high
performance thermosets.
4. Polybenzoxazines (PBZ)
Another interesting addition-cure phenolic system
is based on oxazine-modified phenolic resin that
undergoes a ring-opening polymerization to give
polybenzoxazine, which is effectively a poly(amino-
phenol). The precursors are formed from phenol and
formaldehyde in the presence of amines. The choice
for phenol and amine permits design flexibility and
polymer property tailoring. The as-synthesized mix-
ture consists of monomer, and oligomers that contain
phenolic groups. For practical applications, the
mixture is good enough, but for controlled structure
and properties, the monomer is freed of the oligomers.
The ring-opening polymerization can be catalyzed by
acidic catalysts that permits a wide cure temperature.
In the presence of acidic catalysts (e.g. phenols), the
cure temperature window can be reduced from
160–220 8C to about 130–170 8C (i.e. a decrease of
30–50 8C). The synthesis and polymerization of BZ
are depicted in Scheme 9.
4.1. Features of polybenzoxazines
These new materials, belonging to the addition-
cure phenolics family were developed to combine the
thermal properties and flame retardance of phenolics
and the mechanical performance and molecular
design flexibility of advanced epoxy systems [61].
The polybenzoxazines overcome several short-
comings of conventional novolac and resole-type
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498422

phenolic resins, while retaining their benefits. PBZ
resins are expected to replace traditional phenolics,
polyesters, vinyl esters, epoxies, BMI, cyanate esters
and polyimides in many respects. The molecular
structure of PBZ offers superb design flexibility that
allows properties of the cured material to be
controlled for specific requirements of a wide variety
of individual requirements. The physical and mech-
anical properties of these new polybenzoxazines are
shown to compare very favorably with those of
conventional phenolic and epoxy resins. The resin
permits development of new applications by utilizing
some of their unique features such as [62,63]:
† Near zero volumetric change upon polymerization
† Low water absorption
† Tg much higher than cure temperature
† Fast mechanical property build-up as a function of
degree of polymerization
† High char-yield
† Low CTE
† Low viscosity
† Excellent electrical properties
Table 13 compares the properties of PBZ with
those of the state-of-the-art matrices. The relative
advantages of PBZ are obvious. They present a resin
system with the highest tensile properties, and Tg can
be boosted to as much as 340 8C through proper
choice of the precursor phenol. This new family of
phenolic resin features a wide range of mechanical
and physical properties that can be tailored to various
needs. DMA reveals that these candidate resins for
composite applications possess high moduli and glass
transition temperatures, at low cross-link densities.
Long-term immersion studies indicate that these
materials have a low rate of water absorption and
low saturation content. Impact, tensile, and flexural
properties are also good. Results of the dielectric
analysis on these polybenzoxazines demonstrate their
suitability for electrical applications [64]. BZs are
cured usually in the temperature window of
160–220 8C. The polymers exhibit Tg in the range
Scheme 9. General protocol for the synthesis and polymerisation of benzoxazine based on bisphenol A.
Table 13
Comparative properties of various high performance polymers
Property Epoxy Phenolics Toughened BMI Bisox–phen (40:60) Cyanate ester P–T resin PBZ
Density (g/cc) 1.2–1.25 1.24–1.32 1.2–1.3 1.3 1.1–1.35 1.25 1.19
Max use temperature (8C) 180 200 ,200 250 150–200 300–350 130–280
Tensile strength (MPa) 90–120 24–45 50–90 91 70–130 42 100–125
Tensile modulus (GPa) 3.1–3.8 03/05 3.5–4.5 4.6–5.1 3.1–3.4 4.1 3.8–4.5
Elongation (%) 3–4.3 0.3 3 1.8 02/04 2 2.3–2.9
Dielectric constant (1 MHz) 3.8–4.5 04/10 3.4–3.7 – 2.7–3.0 3.1 3–3.5
Cure temperature (8C) RT–180 150–190 220–300 175–225 180–250 177–316 160–220
Cure shrinkage (%) .3 0.002 0.007 ,1 ,3 ,3 ,0
TGA onset (8C) 260–340 300–360 360–400 370–390 400–420 410–450 380–400
Tg (8C) 150–220 170 230–380 160–295 250–270 300–400 170–340
GIC (J/m2) 54–100 – 160–250 157–223 – – 168
KIC (MPa m1/2) 0.6 – 0.85 – – – 0/94
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 423

160–340 8C depending on the structure, and have
higher thermal stability. The high TGA decompo-
sition onset temperature (for dihydroxy benzophe-
none–aniline system, it is ,400 8C) is attributed to
the very strong intramolecular H-bonding between
phenolic OH and the Mannich bridge. Char-yield as
high as 82% has been claimed. Their composites are
comparable to polyimides and other high performance
polymers, but are easily processable [65].
The ring-opening polymerization of these new
materials occurs with either near-zero shrinkage or
even with a slight expansion upon cure. It is proposed
that the volumetric expansion of the BZ resin is
mostly due to the consequence of molecular packing
influenced by inter- and intramolecular hydrogen
bonding. The role of hydrogen bonding on the
volumetric expansion has been studied by system-
atically changing the primary amine used in the BZ
monomer synthesis. In comparison to the other known
expanding monomers and spiro ortho compounds, this
resin has been shown to have a high potential for
structural/engineering applications [66]. Polybenzox-
azines have the lowest heat release during combustion
and is therefore, more flame resistant, surpassing that
of phenolics and polyetherimides, the current aero-
space matrices of choice. Table 14 gives the heat out
put for three low-heat-release, aerospace grade
polymers. PBZ possess the lowest heat release
characteristics.
4.2. Cure mechanism and cure kinetics
Polymerization of BZ with a free ortho position
can occur through a ring-opening reaction. No volatile
by-products are evolved and no strong catalyst is
required for the reaction [67]. The reaction site of the
ring-opening polymerization in monofunctional aro-
matic amine-based BZs has been investigated through
a systematic manipulation of the monomer chemistry
[68]. Thus, selective protection or activation of sites
on the arylamine ring towards electrophilic aromatic
substitution has allowed a series of materials to be
developed, which contain varying amounts of phe-
nolic Mannich base bridges, arylamine Mannich base
bridges, and methylene bridges. Electron-donating
alkyl substituent groups at one or both the meta posi-
tions on the arylamine ring facilitate ring-opening/
degradation at lower temperatures. This opening of
rings in a step other than the polymerization reaction
greatly increases the numbers of methylene linkages.
Confirmation of the reaction sites was obtained via 1H
and 13C NMR spectroscopy of the oligomeric species.
The reaction pathways on the curing reaction of 3-aryl
substituted benzoxazine was investigated for the
model reaction of 3,4-dihydro-6,8-dimethyl-3-phe-
nyl-2H-1,3-benzoxazine with 2,4-xylenol [69]. The
reaction was carried out at 140 8C for 5 h. N,N-Bis
(2-hydroxy-3,5-dimethylbenzyl) phenylamine and
N-(2-hydroxy-3,5-dimethylbenzyl) phenylamine
were isolated as the main products at an early stage.
The reaction of the first compound by the thermal
treatment was studied by proton-NMR spectroscopy.
This result indicates that this compound produces
several inter- and intramolecular rearrangement
products. Based on these data, some possible reaction
pathways were proposed. In the presence of p-toluene
sulfonic acid monohydrate, 3,30[4,40-methylene-
diphenyl]bis(3,4-dihydro-6,8-dimethyl-2H-1,3-benz-
oxazine) was isolated as one of the intermediates.
The polymerization generally manifests autocata-
lysis. The ring-opening polymerization of BZ was
monitored by rheological analysis utilizing both
conventional isochronic and a new multi frequency
approach that can observe the critical gel [70]. The
activation energies were calculated for the process.
The methylamine-based Bz has higher activation
energy for the gelation process than the aniline-based
one. The cure kinetics of BZ precursor has been
analyzed by torsional braid analysis [71], and gelation
and glass transition during curing were studied. Two
specific glass transitions were obtained at the curing
temperature of 220 8C. The time–temperature-trans-
formation spectra were also generated. BZ is also
cationically polymerizable [72]. Electrochemical
polymerization of PBZ in acetonitrile/alkaline
aqueous solution has also been reported [73].
Table 14
Comparative heat release for various polymer systems [66]
Polymer Peak heat
release rate
(W/g)
Total heat
release
(kJ/g)
Polyetherimide 200 10
Phenolic resin 100 7.5
PBZ 30 2.5
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498424

The resultant polymer showed good heat-resistance
properties.
4.3. Structure–property relations
The physical, mechanical and thermal properties of
polybenzoxazines are primarily decided by the nature
of the diphenol and the amine. The system derived
from 4,40-dihydroxy benzophenone and aniline pro-
vides a combination of high thermal stability (5%
weight loss at .400 8C) and high Tg (340 8C).
Table 15 typically illustrates the structure–property
relation for three different BZs [61]. It is seen that the
thermal capability for dihydroxy benzophenone-based
system is achieved at the cost of mechanical
performance. The impact property is good for PBZ
derived from aliphatic amine.
Similar to BZs, naphthoxazines were obtained
from hydroxy naphthalene with aniline and formal-
dehyde [74]. The polynaphthoxazine also showed a Tg
higher than the cure temperature. Thermal properties
in terms of the weight loss after isothermal ageing in
static air, the decomposition temperature from
thermogravimetric analysis, and the change of
dynamic storage moduli at high temperatures also
confirmed their superior thermal characteristics. The
dependence of thermal stability and mechanical
properties on the nature of the amine were also
examined. Thus, the thermal and mechanical proper-
ties of polybenzoxazine thermoset networks
containing varying amounts of phenolic Mannich
bridges, arylamine Mannich bridges, and methylene
bridges were investigated [75]. In materials based on,
m-toluidine and 3,5-xylidine, the onset of thermal
degradation is delayed until around 350 8C with no
significant effect on the final char-yield. Materials
with additional amounts of arylamine Mannich
bridges and methylene bridges show improved
mechanical properties, including higher cross link
densities and rubbery plateau moduli. Regulation of
the viscosity of a difunctional BZ resin is achieved by
addition of a monofunctional BZ monomer or a
difunctional epoxy monomer as reactive diluents to
further improve processibility [76]. The glassy state
properties, such as stiffness at room temperature, are
unaffected by the incorporation of the monofunctional
BZs. The thermal stability of the monofunctional-
modified polybenzoxazine is not significantly affected
below 200 8C. Properties sensitive to network struc-
ture, however, are affected. The incorporation of the
monofunctional BZ reduces cross link density and
produces a looser network structure, while the
difunctional epoxy increases cross link density and
leads to a more connected network structure.
The relatively low cross-link density of BZ has
been overcome by synthesizing pendant BZ func-
tional vinyl polymer by reacting poly(4-vinylphenol)
(VP) with formalin and aniline [77]. The pendant
phenol polymer was obtained by homopolymeriza-
tion of vinyl phenol (VP) or its copolymerization
with butyl acrylate (VBP). The corresponding BZs
(Va and VBa, respectively) were reacted with
bisphenol A epoxy (DGEBA) and o-cresol novolac
epoxy (CNE). The curing reaction proceeded rapidly
at higher temperatures without a curing accelerator.
The reaction induction time or cure time of the
molten mixture from VP-based BZ and epoxy resin
was found to decrease, in comparison to those of
conventional BPA-based BZ and epoxy resin. The
cured resins from VP-based BZ and epoxy resin
showed higher Tg; mechanical properties, electrical
insulation, and water resistance compared to the one
from VP and epoxy resin (phenol–epoxy reaction)
using imidazole as the catalyst. In the case of CNE,
the net gain in Tg was not substantial. The
improvement in flexural properties was also mar-
ginal. BZ–epoxy co-cure is described in detail in
Section 4.4. The properties of the cured resin are
complied in Table 16. The electrical requirements
Table 15
Structure-property relation for polybenzoxazines [61]
Properties Bis benzoxazine formed from
BPA þ methyl
amine
BPA
þ aniline
Dihydroxy
benzophenone
þ aniline
Tensile strength
(MPa)
103 126 6.2
Tensile modulus
(GPa)
3.8 4.5 .6
Strain at break (%) 2.6 2.9 2.3
Impact strength
(J/m)
31 18 –
Polymer density 1.122 1.195 1.250
Tg (8C) 180 170 340
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 425

of new printed wire boards are beyond the
capabilities of epoxies. The dielectric constant
ðDkÞ (3–3.5) and dissipation factor (0.006–0.012)
of selected and structurally modified PBZ systems
are inferior only to cyanate esters and they find
application in printed wire boards [78].
Whereas selection of suitable precursors can lead
to high char-yielding PBZ, this can also be achieved
Table 16
Properties of pendant phenol- and benzoxazine-functional linear polymers cured with different epoxies [77] (Reprinted from Journal of Applied
Polymer Science by permission, q2001 John Wiley and Sons)
Resin system* Tg (8C) KIC (MPa m1/2) Water
absorption (%)
Flexural
strength (MPa)
Flexural
modulus (GPa)
Va/DGEBA 174 0.63 0.32 – –
VBa/DGEBA 143 0.6 0.54 – –
VP/DGEBA 165 0.64 0.5 – –
VBP/DGEBA 118 0.6 1.39 – –
Va/CNE 209 – 0.11 77 7.8
VBa/CNE 177 – 0.16 70 6.9
VP/CNE 209 – 0.16 71 6.6
VBP/CNE 160 – 0.28 69 5.1
Table 17
Thermal properties of various acetylene functional PBZ [80] (Reprinted from 43rd Int SAMPE Symp by permission, q1988 Society for the
Advancement of Materials and Process Engineering)
Monomer structure T5 (8C) Char yield % (800 8C)
462
470
489
415
478
458
494
440
73
78
79
75
80
74
71
78
390 32
380 76
488 81
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498426

by the incorporation of additional curing sites such as
acetylene on the BZ backbone. The synthesis is
achieved using amino phenyl acetylene in place of
amine. They are polymerized in the range 190–
200 8C. DMA analyses showed a Tg of the order of
329–368 8C, much higher than those of the non-
acetylene BZs [79]. The high thermal stability of this
class of polybenzoxazines is a combined result of the
independent polymerization of both the terminal
acetylene groups and the BZ rings. The thermal
capability is a combined effect of the acetylene and
BZ as these properties are dependant also on the
backbone structure. The structure of various acetylene
functional polymer and their thermal properties are
compiled in Table 17 [80].
The high char-yield achieved for this class of
materials is in the range 71–81% by weight at 800 8C
in a nitrogen atmosphere, and 30% by weight at
700 8C in air, as determined by TGA. The increase in
char-yield is very significant. Temperature at 5%
weight loss ðT5Þ increases from 390 8C to as high as
490 8C for the acetylene-functional polymers. Tem-
perature at 10% weight loss ðT10Þ is in the range 520–
600 8C. Blending BZs with the acetylene-functional
BZ resulted in improved char-yield of the former [79,
81]. Mechanistic investigations revealed that the
acetylene group polymerizes to form short chains of
polyenes, almost simultaneously with the ring-open-
ing polymerization of BZ [81]. In fact the thermal
stability depends on the atmosphere of curing. Thus,
polymerization in air conferred better thermal stab-
ility and char-yield than the polymerization done in an
inert atmosphere. Both the ring-opening polymeriz-
ation and the acetylene polyene formation are faster in
air. The syntheses of two typical acetylene-containing
polymers (i) with terminal acetylene and (ii) with
phenyl acetylene groups are shown in Scheme 10 [81].
The phenyl ethynyl benzoxazine (structure ii)
Scheme 10. Synthesis protocol for benzoxazines containing (i) terminal acetylene (ii) phenyl ethynyl groups [81] (Reprinted from Polymer by
permission, q1999 Elsevier Science).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 427

required very high cure temperature (i.e. 350 8C) for
cure completion, typical of phenyl ethynyl group
polymerization.
Another strategy to improve Tg and thermal
stability is by fluorination of BZ. Thus, a fluorinated
polybenzoxazine was synthesized by the ring-opening
polymerization of hexafluoroisopropylidene-contain-
ing BZ monomer. Substantial development of Tg
occurred at low degrees of conversion. The thermal
stability also improved upon fluorination [82].
Fluorinated PBZ with fluorine groups on the amine
(viz. 3,4-dihydro-3-pentafluorophenyl-2H-1,3-ben-
zoxazine) was obtained in high yield from penta-
fluoroaniline [83]. This monomer, synthesized by a
non-conventional route is a potential precursor for a
polybenzoxazine in electronic applications in view of
its low ðDkÞ, low flammability, low refractive index,
low coefficient of friction and high glass transition
temperature.
PBZ with phthalonitrile groups manifested good
thermal characteristics [84]. The phthalonitrile-func-
tional polybenzoxazines (Pth-PBZ, structure in
Scheme 11) showed good char retention up to 80%
at 800 8C. In air, the char-yield is up to 70% at 600 8C
with T5 in the range 380–420 8C. Tg is in the range
275–300 8C. Unlike conventional phthalonitrile poly-
mers, these systems require a relatively lower cure
temperature, of the order of 250 8C. The unreacted
nitrile groups react further during degradation
accounting for the high char residue. The polymers
are classified as flame resistant. The superior thermal
stability is evident from the comparative thermal
properties of different phthalonitrile-based polymer
given in Table 18. The gain in char-yield in air is
substantial.
Dendrictic macromolecules containing BZ moi-
eties have also been synthesized [85]. The dendritic
building blocks were made by coupling reactions via a
convergent approach. The BZs were synthesized by
various combinations of amines and phenols permit-
ting design flexibility by using derivatives of phenol,
primary amine and aldehyde. Dendrimers containing
several different BZ moieties were synthesized up to
generation 2. As the generation number increased, the
curing temperature decreased gradually.
4.4. Reactive blending of polybenzoxazines
Despite high modulus and Tg; polybenzoxazines
have surprisingly low cross-link density in compari-
son to other thermosets. Hydrogen-bonding is ade-
quate to induce rigidity and constrain the mobility in
the glassy state. The reactive blending with epoxy
resins allows the network to achieve higher cross-
linking. The co-reaction proceeds via the ring-open-
ing polymerization of BZ followed, by reaction of the
generated phenol with the epoxy, probably catalyzed
by the amine group. The proposed reaction sequences
can be found in Scheme 12.
Epoxy ring-opening by the generated amine is
totally not ruled out. Copolymerization leads to a
significant increase in the glass transition temperature
[86]. Reaction of DGEBA with BPA-based benzox-
azine (B-a) increased the Tg of the latter from about
143 to about 153 8C for an epoxy-content of 35%.
Further increase in epoxy decreases Tg to below that
of pure PBZ. This behavior is shown in Fig. 10. The
copolymer exhibits strain at breakage that is up toScheme 11. Structure of phthalonitrile-functional benzoxazine [84]
(Reprinted from Polymer by permission, q2000 Elsevier Science).
Table 18
Comparative thermal performance of various phthalonitrile poly-
mers [84]
Polymer N2 Air
T10 Char-yield
(%) 800 8C
T10 Char-yield
(%) 600 8C
Pth-PBZ 596 80 450 75
Pth-polyimidea 550 65 510 10
Pth-diamineb 500 70 500 15
a Phthalonitrile–polyimide.b Phthalonitrile cured by diamine (2%).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498428

twice the strain for pure BZ and a flexural strength
significantly improved with minimal sacrifice in
modulus. The flexural strength increased from 125
to 170 MPa on enhancing the epoxy-content to 50%.
Interestingly, the increase is almost linear to the
epoxy-content as shown in Fig. 11.
The modulus decreased from 4.4 to 3.4 GPa,
translating to an increase in strain at break from 3 to
6.3%. A corresponding decrease occurred in the
storage modulus determined by DMA. By under-
standing the structural changes induced by variations
of epoxy-content and their effect on material proper-
ties, network can be tailored to specific performance
requirements. Thermally stable systems resulted on
using BPA based BZ as a hardener of the epoxy resin
[87]. The curing reaction proceeded without any
accelerator. The molding compound showed good
thermal stability under 150 8C, which corresponded to
the injection molding temperature. Above 150 8C, the
curing reaction proceeded rapidly. The cured epoxy
resin showed good heat resistance, water resistance,
electrical insulation, and mechanical properties com-
pared with the epoxy resin cured by the bisphenol-A
type novolac. PBZ–EPOXY system has been pro-
jected as a high performance matrix for several
applications [88]. These systems are processable by
traditional techniques such as prepreg, RTM and
VRTM etc. for composite fabrication. The system, not
requiring any refrigeration, is stable at ambient
conditions indefinitely. Suitably formulated, their Tg
Scheme 12. General expected reaction sequence for curing of benzoxazine and epoxy.
Fig. 10. Dependence of Tg on composition for diglycidyl ether of
bisphenol A (DGEBA)/ {bis(4-phenyl-3,4-dihydro-2H-1,3-benzox-
azinyl) isopropane} (B-a) blend [86] (Reprinted from Polymer with
permission, q1996 Elsevier Science).
Fig. 11. Relative increase in flexural strength with epoxy-content for
polybenzoxazine-epoxy blend [86].
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 429

can be boosted to ,200 8C, and they possess
excellent mechanical properties and low moisture
absorption. The mechanical properties of these
systems in comparison to pure BZ and a standard
epoxy can be found in Table 19. The blend shows
improved mechanical performance at ambient. The
trend is maintained in the wet and high temperature
conditions. However, in this case, the fracture
properties are adversely affected although Tg was
enhanced.
BZ–epoxy blend with superior heat- and water
resistance and electrical insulation resulted when a
terpene diphenol-based benzoxazine (Terp-Bz) was
cured by an epoxy (o-cresol novolac epoxy) quanti-
tatively above 180 8C [89]. The properties were
superior to bisphenol-A-based benzoxazine (B-a) or
bisphenol-novolac (BisA-N) system cured in the
presence of the same epoxy. The gain in properties,
is however only marginal (about 10% increase in
flexural strength). A ternary mixture of BZ, epoxy,
and phenolic novolac resins provided low melt
viscosity resins and void-free specimens with minimal
processing step [90,91]. The material properties were
highly dependent on the composition of the mono-
mers in the mixture. A Tg of 170 8C and considerable
thermal stability can be obtained from these systems.
Phenolic novolac resin acts mainly as an initiator for
these ternary systems, while low melt viscosity,
flexibility and improved cross link density of the
materials were attributed to the epoxy fraction.
Polybenzoxazine imparts thermal curability, mechan-
ical properties as well as low water uptake to the
ternary systems. The authors claim the materials as
promising candidates for application as underfilling
encapsulation and other highly filled systems. The
gelation behavior of this low melt viscosity ternary
blend was investigated by Fourier Transform Mech-
anical Spectroscopy technique (FTMS) in order to
study the effect of epoxy diluent on the rheological
property development before and after the gel points
[92]. The gel times range from 5 to 30 min at 140 8C
to less than 5 min at 180 8C for all tested ternary
system compositions. The gelation of the ternary
mixture showed Arrhenius-type behavior, permitting
prediction of the gel time.
BZ can be used for functionalization of other
polymeric systems as a means of cross linking. Thus,
polysiloxanes are fictionalized with these groups and
their adhesion properties in glass fiber-reinforced
composites are improved [93]. BPA-based BZ can be
cured by bisoxazoline in the presence of triphenylpho-
sphine as a catalyst at 170 8C [94]. The blend is
processable by melt impregnation, RTM etc. The
phenolic hydroxyl groups generated by the ring-
opening reaction of the BZ ring react with the
oxazoline ring at 200 8C as shown in Scheme 13.
The cure can be completed in less than 30 min at
this temperature as evident from DMA. The system
flows easily at 100–140 8C, and has good thermal
stability. The melt viscosity of the molding compound
Table 19
Mechanical properties of neat castings of PBZ, PBZ–epoxy and a control epoxy [88] (Reprinted from 46th Int SAMPE Symp by permission,
q2001 Society for the Advancement of Materials and Process Engineering)
Properties PBZa PBZZ–epoxy Epoxyb
RT Wet, RT 150 8C RT Wet, RT 150 8C RT Wet, RT 150 8C
Tensile strength (MPa) 31 31 21 52 45 52 52 30 37
Tensile modulus (MPa) 5334 5016 1290 4319 4513 2788 3995 3491 2401
Elongation (%) 1.2 1.5 3 1.6 1.1 2.4 1.4 1 2.2
Flexural strength (MPa) 132 103 44 115 84 89 142 61 77
Flexural modulus (MPa) 4602 4844 1538 4430 4610 3015 3712 3457 2518
Compress strength (MPa) 228 – – 232 – – 279 – –
Compress modulus (MPa) 3505 – – 3243 – – 1939 – –
KIC (MPa m1/2) 0.94 0.65 – 0.55
GIC (J/m2) 168 – – 83 – – 71 – –
Tg (8C) 171 – – 219 – 223 – –
a Undisclosed structure.b TGMDA þ DDS.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498430

is around 0.1–1.0 Pa s at 140 8C, even after 1.5 h, but
increases rapidly at 180 8C. The cured resin showed
good heat resistance (Tg ,195 8C), water resistance
(0.28% absorption), electrical insulation (volume
resistivity of 3.5 £ 1016 ohm cm), and mechanical
properties (KIC ,0.93 MPa m1/2), that are only
marginally superior to cured resin from BPA-type
novolac and bisoxazoline. On the other hand, when
BPA-based benzoxazine (B-a) containing oligomers
(oligo-B-a) was cured with bisoxazoline, the cure time
and temperature could be lowered, compared with
those from pure B-a and bisoxazoline [95]. Above
160 8C, the curing reaction of oligo-B-a with
bisoxazoline (1,3-PBOX) proceeded more rapidly
than that of B-a with bisoxazoline. The cured resin
from oligo-B-a and bisoxazoline showed better heat
resistance (Tg- 232 8C) and water resistance (0.23%
absorption), than the cured resin from B-a and
bisoxazoline. However, the fracture toughness
showed a reverse trend (KIC-0.75 against
0.93 MPa m1/2 for the latter).
In another study, two poly functional BZ monomers,
viz. 8,80-bis (3,4-dihydro-3-phenyl-2H-1,3-ben-
zoxazine) and 6,60-bis(2,3-dihydro-3-phenyl-4H-1,
3-benzoxazinyl) ketone, were co-cured in an auto-
clave [96]. These two polybenzoxazines showed
mechanical and thermal properties similar to or better
than BMIs and some polyimides. They also showed
very high char-yield after carbonization in a nitrogen
atmosphere. Thermally stable blends result when
phenyl nitrile functional BZs are blended with nitrile
systems and cured [97]. Ortho-, meta-, and para-
phenylnitrile-functional BZs were polymerized at
different compositions with phthalonitrile-functional
monomers, providing copolybenzoxazines of high
thermal stability and easy processibility. The copoly-
mer char-yield increased from 59 to 77 wt% and Tg
from 180 to 294 8C with only 30 mol% of phthaloni-
trile-functional monomer.
4.5. Non-reactive blends and composites
of benzoxazine
PBZ is amenable for matrix modification by fillers,
reinforcements and polymer blends. The thermal
properties of physical blends containing BZ monomer
and polycarbonate (PC) were studied by non-isother-
mal DSC, TGA and FTIR [98]. The ring-opening
reaction and subsequent polymerization reaction of the
BZ were inhibited significantly by the presence of
polycarbonate. The glass-transition temperature of the
resulting blends decreased as the concentration of
polycarbonate increased and deviated markedly from
the Fox equation. An earlier degradation event
appeared in the blend with 11 and 33 wt% of PC.
Intermolecular hydrogen bonding between PC and
cured polybenzoxazine appeared after 1 h of isother-
mal curing at 180 8C, and continued throughout the
entire curing process. Subsequent studies confirmed a
possible cross-reaction between PC and the ring-
opened BZ that led to PC-grafted and PC-cross linked
PBZ [99]. The chain fragmentation in PC and
polybenzoxazine blend upon thermal polymerization
was investigated by size exclusion chromatography.
Molecular weight reduction of PC via trans esterifica-
tion between the hydroxyl groups of ring-opened BZ
and the carbonate groups from PC was observed. In
addition, excess heat of reaction compared to the
expected value was detected from DSC and was
assigned to the exotherm associated with the exchange
Scheme 13. Co-reaction between benzoxazine and bisoxazoline [95] (Reprinted from Journal of Applied Polymer Science by permission,
q2001 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 431

reaction. The proposed PBZ-PC interaction leading to
grafts and cross links is shown in Scheme 14.
Improved systems are reported to result due to
synergism on melt blending BZ resins with poly(1-
caprolactone) (PCL) [100]. The PCL-content was
varied in the range 0–15 wt%. The Tgs of the BZ
blends were found to be slightly lower than that of
neat polybenzoxazine resin. The blends showed
improved mechanical properties, including higher
cross link densities, rubbery plateau moduli, and
flexural strengths compared to pure polybenzoxazine.
Unlike the previous case of PC-modification, the
thermal stability at the mid-temperature range was
enhanced, evident from the delayed onset of
decomposition temperature and the disappearance of
the first degradation event. However, at higher PCL-
loading, only one Tg resulted, and the Tg value of the
resulting blend appeared to be higher in the blend with
a greater amount of PCL [101]. Phase separation
occurred when a BZ monomer (B-a) was blended with
soluble poly(imide–siloxane)s [102]. The soluble
poly(imide–siloxane)s with and without pendent
phenolic groups (structures PISi–OH and PISi,
respectively, in Scheme 15) were prepared from the
reaction of 2,20-bis(3,4-dicarboxylphenyl)hexafluoro-
propane dianhydride with a,v-bis(aminopropyl)
dimethylsiloxane oligomer (PDMS; molecular
Scheme 14. Proposed reaction between polycarbonate and poly-
benzoxazine [99] (Reprinted from Journal of Applied Polymer
Science by permission, q2002 John Wiley and Sons).
Scheme 15. Poly (imide–siloxane) additives for polybenzoxazine matrix modification. Poly(imide–siloxane)s with pendent phenolic groups
(PISi–OH) and without pendent phenolic groups(PISi) [102], (Reprinted from Journal of Polymer Science Polymer Chemistry Edition by
permission, q2001 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498432

weight ¼ 5000) and 3,30-dihydroxybenzidine or 4,40-
diaminodiphenyl ether.
In the presence of poly(imide–siloxane)s, the cure
onset shifted from 200–240 to 130–140 8C. Viscoe-
lastic measurements of the cured blends containing
poly(imide–siloxane) with OH functionality (i.e.
PISi–OH) showed two glass-transition temperatures,
one at 255 8C and another at around 250–300 8C,
indicating phase separation between PDMS and the
combined phase consisting of polyimide and poly-
benzoxazine components, due to the formation of AB-
cross linked polymer. For the blends containing PISi,
however, in addition to the Tg due to PDMS, two Tgs
were observed in high-temperature ranges, 230–260
and 300–350 8C, indicating further phase separation
between the polyimide and PBa components due to the
formation of semi-interpenetrating networks. In both
cases, Tg increased with increasing poly(imide–
siloxane)-content. Thus, the Tg of PBa increased
from 160 to about 300 8C on enhancing the polyimide
siloxane-content to 20% in the case of PiSi–OH. For
PISi, the Tg increase was to about 2258. As the
siloxane-content increased, tensile strength and mod-
ulus decreased implying an improved toughness
caused by the addition of poly(imide–siloxane).
The thermal stability of PBa also was enhanced by
the addition of poly(imide – siloxane)[102].
Urethane–benzoxazine copolymer films were pre-
pared by blending a monofunctional BZ monomer,
viz.3-phenyl-3,4-dihydro-2H-1,3-benzoxazine (Pa),
and polyurethane (PU) prepolymer that was syn-
thesized from 2,4-tolylene diisocyanate and poly-
ethylene adipate polyol (Mw , 1000) in 2:1 molar
ratio, followed by casting as films and thermal
curing at 190 8C [103]. Their synthesis is depicted in
Scheme 16.
The poly(urethane–benzoxazine) films exhibited
only one glass transition temperature, indicating
good miscibility between PU and polybenzoxazine
(Pba) due to the in-situ copolymerization of B-a
and PU prepolymers. The Tg of the polyurethane
was enhanced with increased Pba-content. Films
containing less than 50% of Pa had the character-
istics of an elastomer, with an elongation at break
of more than 200%. These elastic films exhibited
good resilience with excellent reinstating behavior.
Films containing more than 60% of Pa had the
characteristics of a plastic. Up to 15% Pba, the
films were elastomeric with tensile strength of
the order of 2–6 MPa. The value shot up to the
range 280 MPa when the Pa-content exceeded 15%.
The variations in tensile strength and elongation for
different copolymers illustrating their evolution
from elastomer to plastic nature, are shown in
Scheme 16. Synthesis of poly(urethane–benzoxazine)[103] (Reprinted from Journal of Polymer Science Polymer Chemistry Edition by
permission, q2000 John Wiley and Sons).
Fig. 12. Variation of mechanical properties with polybenzoxazine-
content for benzoxazine-modified PU film [103].
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 433

Fig. 12. Poly(urethane–benzoxazine) films showed
excellent resistance to solvents such as THF, DMF,
NMP and DMSO [104].
Amine-terminated butadiene–acrylonitrile copo-
lymer (ATBN) and CTBN were introduced to
polybenzoxazine by modification of the monomer
prior to curing. On a comparative scale, ATBN is
more effective than CTBN in improving the fracture
toughness of PBZ [105]. This was attributed to the
better distribution of rubber particles in an ATBN-
modified matrix than for the CTBN-modified one.
DMA confirmed the existence of two networks in the
ATBN-modified matrix [106]. The BZ resin permits
compounding with a variety of additives, including
nanoparticles such as montmorillonite, to make
nanocomposites [107,108]. Thus, polybenzoxazine–
clay hybrid composites were prepared from a BZ
precursor based on BPA and aniline or bis
(3-phenyl-3,4-dihydro-2H-1,3-benzoxazinyl) iso-
propane, (B-a, structure in Scheme 9) and surface-
treated montmorillonite. The dispersity of
organically modified montmorillonite (OMMT) at
the molecular level in the polybenzoxazine matrix
was confirmed by XRD. The Tg of the hybrid
material was enhanced vis-a-vis the base polymer.
The reinforcement effect of OMMT was reflected in
the enhanced high temperature storage modulus of
the composite. The additive also delayed the thermal
decomposition of the matrix in the high temperature
regime. The isothermal degradation studies indicated
good thermal stabilization. This was attributed to the
formation of OMMT nano-barriers minimizing the
permeability of volatile degradation products in
the material. Several types of polybenzoxazine/clay
hybrid nanocomposites have been prepared from
OMMT and mono- or bifunctional benzoxazine
{3-phenyl-3,4-dihydro-2H-1,3-benzoxazine (Pa) or
bis(3-phenyl-3,4-dihydro-2H-1,3-benzoxazinyl) iso-
propane (B-a), respectively} [109]. OMMT was
prepared by a cation exchange of MMT with
ammonium salts of amines such as tyramine,
phenylethylamine, aminolauric acid, and dodecyl
amine, with the structures given in Scheme 17.
Strong hydrogen-bonding existed between PBZ
and poly(N-vinyl-2-pyrrolidone) (PVP) on blending
the two polymers, via interaction between OH group
of phenol and the carbonyl groups of PVP. This
caused a positive deviation in the Tg-versus compo-
sition curve for the two systems. A Tg maximum was
observed at around 50/50 composition of the two
Scheme 17. Structures of benzoxazine monomers and organic modifiers for montmorillonite [109] (Reprinted from Polymer by permission,
q2002 Elsevier Science).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498434

components as seen in Fig. 13. The Tg-composition
curve conformed to the Kiwi equation, accounting for
specific polymer–polymer interaction. These inter-
actions were corroborated by FTIR investigations
[110]. Polybenzoxazine/clay nanocomposites were
prepared by both melt method and solvent methods.
XRD measurements of the nano composites showed
that the blending method and the kind of solvent play
crucial roles in the dispersion of OMMT in the
polybenzoxazine matrix. The inclusion of any type of
OMMT significantly lowered the curing exotherm of
BZs. The hybrid nanocomposites exhibited higher Tg;
higher modulus and enhanced thermal stability. The
effect of clay was more significant at around 2–5 wt%
loading. The blending also reduced the exothermicity
of curing significantly. An immiscible polymer–clay
nanocomposite has been synthesized, consisting of
dispersed layers of OMMT in a polybenzoxazine
matrix, as shown by thermogravimetry, wide-angle
X-ray diffraction (WAXD), and TEM [111]. Proto-
nated amines showed high ion-exchangeability. The
spacing of the silicate layers was strongly dependent
on the size or molecular weight of the amine
derivative and the solvent type. Binary solvents (5%
methanol in toluene) exhibited superior ability to
swell OMMT. WAXD results revealed that the sili-
cate layer expansion of all polybenzoxazine-OMMT
nanocomposites prepared from either melt or solution
methods were similar, with about a 48 A increment.
This was correlated with TEM results that showed the
aggregation of silicate layers, indicating that all
prepared OMMT are immiscible with the polymer
matrix. The compatibility between amine modifying
agents and BZ dictated the characteristics of the
nanocomposites. The curing reaction in the synthesis
of polybenzoxazine–montmorillonite (MMT) nano-
composites shows autocatalytic characteristics for
fairly good conversion range [112]. Inclusion of boron
nitride, on the other hand, results in highly conducting
polybenzoxazine composites [113]. The reduced heat
of reaction and increased exothermic peak tempera-
ture indicated that the boron nitride surface is
inhibiting the BZ polymerization reaction [114].
Incorporation of Kenaf fiber in a polybenzoxazine
resin matrix to form a unidirectional reinforced
composite resulted in systems with enhanced flexural
property [115]. Compounding by calcium carbonate
leads to good particulate-filled PBZ composite [116].
4.6. Degradation of polybenzoxazine
4.6.1. Thermal stabilization and degradation
Polybenzoxazines are thermo-oxidatively stable.
This is exemplified by the superposition of the
thermograms of the cured resin in air and N2 [61]. It
has been shown that the thermal stability of poly-
benzoxazines is substantially improved further by
reactive amines. Various diphenols are found to
have some effect on the thermal stability of this
series of polybenzoxazines. Nitrogen-containing
phenolic resins are also non-flammable polymers
[117]. A study on their thermal decomposition
revealed that PBZ decompose by loss of amine
fragments [118]. Hence, one strategy for thermal
stabilization is to introduce cross-linking sites on
the amine moieties. Thus, propargylation was
an effective means for thermal stabilization.
Fig. 13. Dependence of Tg on blend composition for polybenzox-
azine/poly(N-vinyl-2-pyrrolidone)system [110] (Reprinted from
Polymer with permission, q2003 Elsevier Science).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 435

The introduction of ethynyl [79–81,119] and nitrile
[84,97] groups in the backbone has been fruitful for
conferring thermal stability. It has been seen that
thermally stable phenol precursor such as naphthols
also ensures thermal stability for the resultant PBZ
[74]. The structural modifications and compounding
conducive to enhanced resistance to thermal degra-
dations of PBZ have been discussed at different
points in the preceding sections. Ishida et al
identified the decomposition product of aromatic
amine based polybenzoxazines through TGA and
GC-MS techniques [120]. Several degradation
products were identified, derived from the degra-
dation of the polymer and the recombination of the
degradation products. Benzene derivatives, amines,
phenolic compounds and Mannich base emerge
directly from the polymer. Benzofuran is derived
from further degradation of phenols. Biphenyl com-
pounds are obtained from recombination of phenyl
radicals after the loss of substituents form benzene,
amine and phenol derivatives. Isoquinoline and
phenathridine derivatives result from Mannich base
by loss of OH groups and dehydrogenation. The overall
degradation pattern is shown in Scheme 18. This team
also investigated the thermal decomposition processes
of a model compound containing a Mannich bridge and
a series of polybenzoxazine model dimer, with more-
or-less similar observations [121]. In this case, the 2,4-
dimethylphenol-based BZ dimers degraded into smal-
ler and highly volatile compounds, leaving no char at
Scheme 18. Degradation pattern for polybenzoxazine [120] (Reprinted from Polymer by permission, q2002 Elsevier Science).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498436

the end of degradation. The p-cresol-based BZ dimers
also degraded into smaller and highly volatile
products. Some of these are able to undergo cross
linking and aromatization processes and form char.
The major decomposition products for modified,
p-cresol-based dimers are amines and ester compounds.
4.6.2. Chemical degradation of PBZ
As the network contains basic amine groups, the
stability of polybenzoxazines in acid medium is
doubtful. The chemical stability of typical polyben-
zoxazines based on bisphenol-A and primary amines
in a carboxylic acid solution has been studied [122]. It
was found that the Mannich base is stable. It is
proposed that the nature of the primary amine is
responsible for the interactions between the car-
boxylic acid and the Mannich-base model dimers. As
a result, the chemical stability of polybenzoxazines
may also be related to the nature of the amines, which,
in turn, influence the strength of the hydrogen-bonded
network structure that develops upon cure. While
aniline-based BZ was stable in acidic medium, that
based on methylamine disintegrated into small
fragments. The strong salt formation between the
more basic Mannich bases from the former disrupts
the hydrogen-bonding network and triggers the
degradation. The rapid degradation of certain BZs in
acid medium was attributed to macroscopic stress
cracking.
4.6.3. UV stability of PBZ
The UV stability of PBZ has also been investigated
[123]. Carbonyl-containing species were formed
when B-a resin was exposed to ultraviolet radiation
(l . 290 nm) in ambient air at room temperature.
The isopropylidene linkage was the reactive site of
cleavage and oxidation, resulting in the formation of a
2,6-disubstituted benzoquinone. Interestingly, the
Mannich bridge was neither cleaved nor oxidized. A
comparative UV exposure study has been performed
on polybenzoxazines containing the same amine
(methylamine), but with phenolic units possessing
various substituents on the para-positions of the
phenyl rings [124]. B-a is shown to have the highest
degree of substituted benzoquinone formation fol-
lowed by those polymers derived from hydroquinone,
4,40-(hexafluoroisopropylidene) diphenol, 4,40-thiodi-
phenol, 4,40-dihydroxybenzophenone, p-cresol
and phenol. The nature of the para-position in
phenolic substituents was found to have an impact
on the oxidation process affecting the degrees of
substituted benzoquinone formation. Some secondary
reactions were also found to occur as a result of photo-
oxidation.
5. Phenol–epoxy systems
Curing of epoxy with novolac type phenolic resin,
making use of the OH–epoxy reaction, appears to be
the simplest way to design addition-cure phenolic
system. Although less preferred, polyphenols are used
as curative for epoxies, since the addition-curing
results in void-free products which are comparatively
tougher due to the formation of flexible ether network
[125–128]. Phenol–epoxy thermosets are preferred
in void-free composite structures. The interest in these
systems has been revived further by the need for void-
free, low moisture absorbing matrices with low
dielectric properties for various electronic appli-
cations. The phenol–epoxy reaction is less facile
than amine-epoxy reaction, and is usually performed
in the presence of catalysts such as triphenyl
phosphine (TPP). The choice of phenolic resin and
the epoxy allows for a wide design flexibility and
property tailoring.
5.1. Epoxy–phenol cure kinetics
Since the cure kinetics control the morphology and
properties of the final polymer, they have been the
focus of research. Various researchers propose
different cure models and various hypotheses to
explain the observations. A few studies are presented
here. Thus, the cure kinetics and Tg of the products
have been investigated for the phenol–epoxy system,
where the phenols bear cyclopentadiene and xylok
moieties [129]. Investigation of the cure kinetics and
relationships between the glass transition temperature
and conversion of biphenyl epoxy resin (4,40-diglyci-
dyloxy-3,30,5,50-tetramethyl biphenyl) with these
phenolic hardeners were performed by differential
scanning calorimeter, using an isothermal approach
over the temperature range 120–150 8C. The results
indicated that the curing reaction of formulations
using xylok and dicyclopentadiene type phenolic
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 437

resins (DCPDP) as hardeners proceeds through a first-
order kinetic mechanism {Eq. (1)}, whereas the
curing reaction of formulations using novolac as a
hardener goes through an autocatalytic kinetic
mechanism {Eq. (2)},
da=dt ¼ k1ð1 2 aÞ ð1Þ
da=dt ¼ ðk1 þ k2amÞð1 2 aÞn ð2Þ
Differences of curing reaction with change of the
hardener in biphenyl epoxy resin systems were
explained with the relationship between Tg and the
reaction conversion, using the DiBenedetto equation
[130] as,
Tg ¼ Tgo þ ðTga 2 TgoÞlx=½1 2 ð1 2 lÞx� ð3Þ
where, Tgo and Tga are the glass transition tempera-
tures of the monomer and the fully cured network,
respectively, and l is an adjustable parameter.
In an analogous study, the cure kinetics of a
biphenyl epoxy (4,4-diglycidyloxy-3,30, 5,50-tetra-
methyl biphenyl)-xylok resin system with four
different catalysts was performed by a differential
scanning calorimeter using an isothermal approach
[131]. The curing reaction of the formulations using
TPP and 1-benzyl-2-methylimidazole as catalysts
proceeded through a first order kinetic mechanism,
whereas that of the formulations using diazabicy-
cloundecene and tetraphenyl phosphonium tetraphe-
nyl borate proceeded by an autocatalytic kinetic
mechanism. The effects of concentration of TPP as
catalyst on the curing of biphenyl epoxy and phenol
novolac resin system was also investigated. All
kinetic parameters were deduced from the isothermal
DSC analyses. A kinetic model with a diffusion term
was invoked to describe the reaction for the entire
conversion range [132]. Through the analyses of the
cure kinetics and the relationship between Tg and
conversion, it was concluded that TPP affects only the
kinetics and not the final cross link density.
The modified kinetic model takes the form:
da=dt ¼ ðk01 þ k02amÞð1 2 aÞn½B� ð4Þ
where k01 and k02 are the absolute rate constants for the
normal and auto catalytic reactions, and [B] is the
catalyst concentration. Although this equation
described the kinetics at any given concentration of
TPP, the authors introduced a diffusion term to
describe the kinetics over the entire conversion
range as in Eq. (5),
da=dt ¼ {ðk01 þ k02amÞð1 2 aÞn½B�}
{1=ð1 þ exp½Cða2 acÞ�} ð5Þ
where C is a material constant, ac is the critical
concentration beyond which the diffusion comes in to
effect and is temperature-dependent. The modified,
diffusion-corrected model clearly defined the kinetics
at all conversions and catalyst concentrations. The
cure kinetics of off-stoichiometric biphenyl epoxy
(4,4-diglycidyloxy-3,30,5,50-tetramethyl biphenyl)-
dicyclopentadiene phenolic resin system by DSC
using an isothermal approach was investigated [133].
To describe the curing reaction after the vitrification,
controlled by a diffusion factor, a semiempirical
relationship was used. A one-to-one relationship,
which is independent of the cure temperature between
the Tg and the fractional conversion, was interpreted
using the DiBenedetto equation. A Time–Tempera-
ture-Transformation (TTT) isothermal cure diagram
has been established at each equivalent weight ratio
using the kinetic model coupled with the diffusion
factor and the DiBenedetto equation. A study on
similar lines of the cure kinetics of the above biphenyl
epoxy reacted with a dicyclopentadiene type phenolic
resin was done with four different kinds of catalysts
[134]. The relative performance of the four catalysts
and their kinetics were identical to those in the
previous study [131].
The kinetics of reactions of certain phenol–epoxy
ternary systems has also interested the researchers.
Thus, the kinetics of cure of bisphenol-A diglycidyl
ether, bisphenol-A, and a sulphanilamide was inves-
tigated using HPLC [135]. The influence of tetrabutyl
phosphonium tetrafluoroborate as a catalyst for the
epoxy–phenol reaction was studied. For the same
initial composition, polymers differing by the cross-
link point distribution and the chain length between
cross-links were synthesized. Different solid-state
behavior is expected in these two categories of
networks. The phenol-epoxy reaction kinetics has
been described in detail by Biernath and Soanne [136].
The kinetics of triphenyl phosphine-catalyzed
thermal cure of the reactive blend of DABA and
epoxy novolac (EPN) was investigated using DSC
[137]. TPP catalyzed the phenol-epoxy reaction of
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498438

the dual cure system. The kinetic parameters for this
step were estimated by the variable heating rate
method of Kissinger. The activation energy ðEÞ and
pre-exponential factor ðAÞ depended on the catalyst
concentration. Although the variation in activation
energy with increase in catalyst concentration did not
follow a regular trend, the associated change in A
implied a systematic increase in the rate constant. The
apparent activation energies normalized to a fixed A
value ðEnÞ decreased with increasing catalyst concen-
tration. The catalysis effect was evident in the
computed rate constant ðk100Þ at 100 8C. The acti-
vation parameters were used to predict the cure profile
of the resin under given conditions of temperature and
catalyst concentration. Table 20 compiles the cure
parameters and the kinetic constants. Fig. 14 shows
the cure profiles at different catalyst concentration.
At these cure conditions, the allyl group remains
unreacted. This method can be used to synthesize allyl
functional phenoxy resins. A first order kinetics has
also been observed for esterified novolac-epoxy cure.
The resultant cured matrix is more moisture resistant
[138]. The structure–property correlation of phos-
phine-containing catalysts in phenol–epoxy reaction
has been separately investigated [139]. The relation-
ships of melting behavior and chemical structure were
discussed using the heat of formation calculated by a
semiempirical method. Two schemes are proposed for
the reactions with epoxy and phenol compounds: a
complex formation scheme, and an ionic scheme. The
reaction rate of epoxy and phenol compounds
decreased on introducing electron-withdrawing sub-
stituents such as chlorine in the basic catalyst (TPP).
The curing kinetics of epoxy–phenol novolac com-
pounds in the presence of a tertiary amine was studied
by isothermal calorimetry and rotation viscometry
[140]. The curing kinetics and mechanism, structural
organization on the chemical, topological, and
supramolecular levels, relaxation properties, rupture
mechanism, and physico-mechanical properties of the
resulting polymer were studied, as influenced by the
concentration of the tertiary amine. The reaction
kinetics with diffusion controlled mechanism, as well
as the volumetric change upon curing, of a cresol
novolac epoxy/o-cresol–formaldehyde novolac hard-
ener system were studied by Tai [141]. Simple
equations to model the change in linear coefficients
of thermal expansion with conversion were derived.
The true degree of conversion of this cross-linking
epoxy system was obtained on the basis of the heat of
reaction of monomeric monofunctional model com-
pounds. The reaction was then modeled as one of a
shifting order; autocatalytic followed by diffusion
controlled. The reaction in the diffusion-controlled
region was modeled by an nth order kinetic equation,
with its rate constant described by a WLF-type
equation. The experimental linear coefficients of
thermal expansion above and below the glass
transition temperature decreased linearly with the
degree of conversion, in agreement with the derived
equations. Yoon on the other hand, considered an
active complex-formation for the cure kinetic model
of biphenyl-type epoxy/phenol novolac resin system
[142]. Investigation of the cure kinetics of a biphenyl
epoxy–phenol resin system with different kinds of
Table 20
Cure temperatures and kinetic parameters for the TPP-catalyzed
cure of DABA-EPN [137]
TPP
(wt%)
E
(kJ/mol)
A (s21)
£ 1026
En (kJ/mol)
for A ¼ 1.36 £ 108
k100 (s21)
£ 103
0.5 68.3 2.7 80.4 0.75
1 79.7 145 79.5 1.01
2 79.4 306 76.9 2.31
3 74.5 89.8 75.7 3.36
Fig. 14. Time-conversion profiles for epoxy novolac/diallylbi-
sphenol A blend at varying concentration (wt%) of triphenyl
phosphine. Heating rate 10 8C/min, [137].
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 439

latent catalysts including encapsulated TPP was
performed by DSC using an isothermal approach
[143]. A combination of DSC and dynamic rheologi-
cal measurements has been employed to study the
chemo-rheological behavior of an epoxy–novolac
molding compound [144]. A procedure aiming at the
phenomenological description of cure kinetics was
developed. An empirical Arrhenius-type expression
was adopted for the description of the dependence of
the complex viscosity on temperature, frequency and
conversion by allowing the pre-exponential factor
and the flow activation energy to depend on frequency
and conversion. At low conversions (,5%), the
system behaved approximately as a thermoplastic
material. At higher conversions, the rheological
behavior of the system was dominated by the extent
of cure reaction. Similarly, the chemo-rheological
study of biphenyl-type epoxy/phenol novolac system
was performed at different isothermal curing tem-
peratures [145]. A modified WLF equation was used
to predict the chemo-viscosity during isothermal
curing reaction. The glass transition temperature
change due to curing reaction measured by DSC
could be expressed as a function of conversion. From
the measurements of isothermal viscosity, C1 and C2
terms in WLF equation were found to have an
Arrhenius-type dependence on temperature. Using
these relations in conjunction with the modified WLF
equation, a good agreement between predicted and
experimental viscosity has been claimed by the
authors. Like TPP, imidazole is another preferred
catalyst for the phenol-epoxy reaction. Thus, the cure
reaction between DGEBA and BPA in the presence of
the imidazole catalyst has been studied [146]. Two
initiation reactions were proposed. One is based on
the ionic complex formation between the epoxy and
the pyridine-type nitrogen of imidazole, and the other
on the ionic complex of BPA and imidazole. The
subsequent propagation steps were composed of three
steps, viz. the epoxy–phenol reaction, the acid–base
reaction and the epoxide and the alkoxide. A
generalized kinetic model was developed, which
satisfactorily defined the kinetics in a wide range of
imidazole and BPA concentrations. The kinetic model
was further validated through prediction of the
structural properties including epoxide conversion,
molecular weight, sol–gel fraction, branch points,
loop density of the gel part by Monte Carlo
simulation, and verification of the properties through
experimentation [147].
5.2. Latent catalysis of epoxy–phenol reaction
The latent catalysis in thermoset curing has many
implications in polymer processing. Latent catalysts
are inert under normal conditions, but show activity at
appropriate external stimulation, such as heating.
Development of efficient latent catalysis is important
for enhancement of both storage stability and
handling of thermosetting resins, because they can
simplify the curing operation to achieve one-pot
synthesis systems. This aspect of phenolic–epoxy
curing has also interested many researchers, as
evident from the large number of reports available
in this field. However, in the following discussion,
only a few notable works will be mentioned. Thus,
Park et al. [148] investigated the cure kinetics of the
DGEBA/novolac blend system of different phenolic
contents, initiated by a cationic latent thermal catalyst
viz. N-benzylpyrazinium hexafluoroantimonate
(BPH), by means of the analysis of isothermal
experiments using a DSC. Latent properties were
investigated by measuring the conversion as a
function of curing temperature. The results indicated
that the BPH has good latent thermal initiator
properties. The cure reaction of the blend system
using BPH as a curing agent was strongly dependent
on the cure temperature, and proceeded through an
autocatalytic kinetic mechanism that was accelerated
by the hydroxyl group produced through the reaction
between DGEBA and BPH. It was concluded that at a
specific conversion region, once vitrification took
place, the cure reaction of the epoxy/phenol novolac/
BPH blend system became a diffusion-controlled cure
reaction, rather an autocatalytic reaction. In a related
study, the team investigated the viscoelastic proper-
ties and gelation in epoxy/phenol-novolac blend
system initiated with BPH as a latent cationic thermal
initiator [149]. Latent behavior was investigated by
measuring the conversion as a function of curing
temperature using traditional curing agents, such as
ethylene diamine (EDA) and nadic methyl anhydride
(NMA) in comparison to BPH. The gelation of epoxy/
phenol–novolac blend system (as deduced from the
time of modulus crossover and hence apparent) was
dependent on frequency and cure temperature.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498440

The activation energy for cross linking (Ec) from
rheological analysis increased within the composition
range 20–40 wt% novolac resin. The 40 wt% novolac
to epoxy resin showed the highest value in the blend
system, due to the three-dimensional cross-linking
that can take place between hydroxyl groups (within
the phenol resin or epoxides) and the epoxy resin.
Sulfonium salts are the most common latent catalysts,
with a latency that emerges from the thermal
dissociation of the carbon–sulfur bond to afford
alkyl cations [150]. Other onium salts such as
iodonium, ammonium, pyridinium and phosphonium
salts have also been developed with considerable
substituent and counter ions. Latent catalysis by
quaternary ammonium borates [151] possessing
good latency and storage stability, and by (triphenyl-
phosphinemethylene) boranes [152] has also been
disclosed. The latter study made use of the thermo
reversibility of the bond formation between the ylide
and boranes for the latent catalysis for polyaddition of
phenol to epoxy. The catalytic activity could be
controlled by introduction of substituents [153]. It was
found that among many substituents, an acyl group on
the ylide is more effective in enhancing catalysis.
Based on the substituent effect, the authors concluded
that the ease of B–C bond cleavage of the alkyl
borane and the Lewis acidity of the phosphonium ion
are critical in deciding the latent nature and the
catalytic activity. The dissociation and catalysis are
depicted in Scheme 19 [153].
An alternate mode for latent catalysis in phenolic–
epoxy matrix compositions is by embedding the
catalyst in the matrix [154]. Thus, tough, flame
retardant matrices for fiber-reinforced composites
have been realized. The strategy of embedding the
initiators for matrix cure provides a means for
ensuring stability (i.e. no reaction) of the phenolic–
epoxy matrix resins up to 140 8C while the matrix is
applied to the fiber preforms. Then, it is possible to
effect a rapid reaction of the composites at the cure
temperature of 180–200 8C. The cure times can be
significantly reduced since high initiator levels can be
employed with this approach. Reaction kinetics were
investigated by DSC to predict cure times of the
system. Initiators such as tris(2,4,6-trimethoxyphe-
nyl)phosphine encapsulated in thermoplastic poly-
imide fiber sizing yielded promising results. The
composite toughness and fatigue properties of these
flame-retardant composites were excellent, and com-
parable to systems without embedding the initiator in
the fiber sizing. The toughness was comparable to that
of toughened epoxies, and fatigue to that of vinyl ester
composites, unlike general flame-retardant epoxies.
The latent catalysis by encapsulated TPP in phenol–
epoxy has been discussed above [143].
5.3. Structure–properties relations in epoxy–phenol
The structure-property relationships of epoxy–
phenolic networks are quite well understood. Tysberg
et al. [128,155] developed a series of phenol–epoxy
networks and evaluated the structural and compo-
sition dependencies of the various properties. The
epoxy-phenol equivalent ratio was varied from 1:1 to
1:7.2. Generally, Tg decreased as the phenol-content
increased. A moderately high Tg (,150 8C) was
obtained for the bisphenol-A- and tetrabromo bisphe-
nol-A- based diepoxies. A siloxane diol-based epoxy
decreased the Tg tremendously (to 87–109 8C).
However, the phenol-content increased the
flame retardance significantly. Brominated-epoxy
Scheme 19. Mechanism of latent catalysis by (triphenyl phosphi-
nemethylene) boranes in phenol–epoxy reaction [153] (Reprinted
from Macromolecules by permission, q2002 American Chemical
Society).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 441

and siloxane-epoxy exhibited better flame resistance.
The latter manifested the lowest heat release and
smoke toxicity. The fracture toughness in terms of the
plain-strain stress intensity factor ðKICÞ indicated an
increased resistance to crack propagation. A maxi-
mum KIC of 0.85 MPa m1/2 was observed for the ratio
1:3 for DGEBA. The properties of composites also
showed a remarkable improvement over the DDS-
cured control material. Network densities were
explored by measuring the moduli in the rubbery
regions, and these experimental values were com-
pared with those predicted from stoichiometry [156].
A phenolic hardener with an average functionality of
7.3 was used in compositions ranging from 50 to 80%.
The Tgs decreased, and toughness increased as the
phenolic novolac-content in the network was
increased. Both results were correlated to a decrease
in network densities along this series. An analysis of
the co-operativity of the networks suggested a
crossover in properties from two competing factors,
viz. the network density and intermolecular forces
(hydrogen bonding). Measured fracture toughness
values exceeded those of typical untoughened epoxy
networks, and far exceeded that for commercial
phenolic networks. In addition, an increase in the
novolac-content improved the flame retardance rather
dramatically. Thus, by controlling the novolac-con-
tent to reach an appropriate phenol to epoxy ratio, a
void-free system with both favorable mechanical
properties and flame retardance could be achieved.
The carbon composites-composites properties given
in Table 21 imply formation of strong composites.
Mesogenic epoxy–phenol systems could be rea-
lized by reaction of a biphenol with a variety of
catechol novolacs [156]. In the epoxy resin cured with
catechol novolac, which has a small substituent, such
as methyl group, the glass-rubber transition almost
disappeared and a characteristic pattern, such as a
Schlieren texture was clearly observed with a crossed
polarized optical microscope. On the other hand, the
epoxy resin cured with catechol novolacs that
contained large substituents, such as phenyl groups,
showed a well-defined glass–rubber transition. These
results showed that the motion of the network chains
is highly suppressed in the former system, because of
the orientation of mesogenic groups in the cured
resins. In the latter system, however, the orientation of
the mesogenic groups seems to be prevented by the
large substituents.
Networks containing both flexible segments and
rigid structures were synthesized on the basis of
bisphenol-A novolac and diglycidylether of butane-
diol using imidazole as an accelerator [157]. A
stoichiometric ratio between epoxy groups and
phenolic groups of the novolacs led to networks
with methylene bridges as network junctions. In
contrast to this, the same reaction with bisphenol-A
led to completely soluble products. The glass
transition temperature of this soluble material was
considerably lower than that of the networks.
Increasing the content of methylene bridges in the
novolacs led to an increased Tg of the networks, and to
a decrease of the specific heat ðCpÞ at the glass
transition. Furthermore, epoxy excess led to networks
with rubber-like properties. It was concluded that
intramolecular hydrogen bonding between phenolic
hydroxyl groups considerably influenced the reactiv-
ity of the novolac with the epoxy group. The
flexibility of the cured epoxy resin can be improved
by introducing specific moieties in the matrix.
Tricyclodecane is one such moiety [158]. This
group was introduced by way of curing epoxy resin
Table 21
Flexural strength of carbon fibre composite of epoxy–phenolic system [155] (Reprinted from Polymer by permission, q2000 Elsevier Science)
Novolac/epoxy
(wt/wt)
08 Flexural
strength
(MPa)
08 Flexural
modulus
(GPa)
908 Flexural
strength
(MPa)
908 Flexural
modulus
(GPa)
Warp flexural
strength
(MPa) 28 strands
Warp flexural
strength
(MPa) 16 strands
Epoxy/DDSa 1389 159 29 8.9 442 367
50/50 2051 156 63 12.1 436 351
70/30 2020 162 66 11.3 567 372
80/20 1808 174 39 11.1 379 261
a Control without phenol.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498442

with nonylphenol(NP)/dicyclopentadiene(CPD)–for-
maldehyde adducts, along with other commercially
available curing agents such as Jeffamine D-400 and a
novolac. The effect of these tricyclodecane groups on
the properties of the cured epoxy resins is evident
from typical data in Table 22. The presence of the
flexible NP/CPD groups impaired the mechanical
performance of the PF-cured epoxy resin, whereas in
combination with Jeffamine D-400, the properties
were practically independent of the composition. The
low cross-linking caused by the NP/CPD moieties
could be the reason for this observation. In the
presence of Jeffamine D-400 (at the place of PF), all
mechanical properties improved. An associated
increase in elongation (almost two-fold) implies that
the impact properties are significantly improved in the
presence of Jeffamine D-400.
The proposed composition and structure of the
modified novolacs are shown in Scheme 20. Epoxy-
phenol systems with markedly improved fracture
toughness (KIC ¼ 1:32 MPa m1/2), higher Tg; lower
moisture absorption, and higher thermal decomposition
temperature result when the epoxy resin contains a 4,40-
biphenylene moiety (Bis-EBP) in the backbone and
cured with a novolac [159]. This is achieved without
sacrificing the mechanical properties significantly. The
improved thermal characteristics, despite a lower cross
link density are attributed to the restricted movement
Table 22
The properties of the epoxy resins cured by two types of nonylphenol/cyclopentadiene–formaldehyde adduct (NP/CPD) with PF resin
co-curative [158] (Reprinted from Journal of Applied Polymer Science by permission, q1999 John Wiley and Sons)
Composition Weight ratio Tensile
strength (MPa)
Elongation
(%)
Flexural
strength (MPa)
Flexural modulus (MPa)
PF/DGEBA 36/64 45.3 5.2 98.6 2903
A/PF/DGEBA 33/16.5/50.5 7.3 1.6 13.3 2826
A/PF/DGEBA 23/23/54 21.7 2.6 36.5 3085
A/PF/DGEBA 14/28/58 30.3 3.5 64.4 2928
B/PF/DGEBA 33/16.5/50.5 8.3 1.5 17.4 2726
B/PF/DGEBA 23/23/54 32.6 3.8 55.6 2859
B/PF/DGEBA 14/28/58 36.6 4.9 73.6 2932
A ¼ NP/CPD (2:1), B ¼ NP/CPD (3:2), PF ¼ Novolac (see Scheme 19).
Scheme 20. Different nonyl phenol/cyclopentadiene–epoxy compositions. A and B represent the cyclopentadiene–nonyl phenol copolymer in
different rations [158] (Reprinted from Journal of Applied Polymer Science by permission, q1999 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 443

Scheme 21. General synthesis protocol and structure of epoxy resins containing pyrene, anthrylene and tetramethyl phenylene moieties [160]
(Reprinted from Journal of Applied Polymer Science by permission, q2000 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498444

caused by the stiff 4,40- biphenylene unit. The moisture
absorption was reduced to 1.39% form about 2% for
the control material. The gain in Tg was substantial
(154 8C for Bis-EP and 172 8C for Bis-EBP in
comparison to 142 8C for the control).
The thermal stability of phenol–epoxy systems can
be enhanced by incorporation of certain specific
moieties in the backbone. Thus, incorporation of pyrene
in the backbone of an epoxy enhanced the thermal
properties of a novolac-cured system in comparison
with epoxy resins having an anthrylene or tetramethyl
phenylene moieties [160]. The pyrene-based system
showed a marginally higher glass transition tempera-
ture, lower coefficient of linear thermal expansion,
lower moisture absorption (1.28%), and higher anaero-
bic char-yield at 700 8C. It is not known how these
marginal gains in physical parameters affect the
mechanical performances, in view of the rigid back-
bone structures. Scheme 21 shows the structure of
various epoxy systems, and the common synthesis
protocol adopted for their syntheses.
Epoxy–phenol systems meant for electronic appli-
cations must meet certain stringent requirements in
electrical performance. One way to achieve this is by
siloxane modification of such systems. Thus, vinyl
siloxane (VS)-modified cresol novolac epoxy (CNE)
cured by cresol novolac hardener (CNH) resins results
in improved performance for electronic applications
[161]. The VS-modified CNE/CNH compound pos-
sessed a lower Young’s modulus, a lower linear
coefficient of thermal expansion (LCTE), and a higher
strain at break than its unmodified counterpart. The
combination of lower mechanical moduli and lower
LCTE resulted in a 33% reduction in thermal stress
caused by thermal mismatch. The incorporation of VS
incurred a 25% reduction in the equilibrium moisture
uptake and a 16% reduction in the coefficient of
diffusion for the system. The reaction kinetics were
studied for both components, to determine the
conditions required for simultaneous cross linking in
a designed synthesis procedure. The Tg of CNE/CNH
resins could be effectively controlled through careful
adjustment of a triphenylphosphine dosage [162].
Behavior characteristic of a diffusion-controlled
reaction were observed. The incorporation of VS
incurred a 35% reduction in the equilibrium moisture
uptake and a 20% reduction in the coefficient of
diffusion for the modified resin. This modified resin
could help alleviate the popcorn problems in inte-
grated circuit packages, which result from hygro-
thermal stresses. Another process has been described
to incorporate stable dispersed polysiloxane particles
into a PF-aralkyl novolac epoxy resin, used as an
ingredient in the encapsulant formulation to withstand
the thermal stress [163]. The siliconization was done
by hydrosilylation of allyl functional aralkyl epoxy
(as per Scheme 22), with curing by novolac (PF),
catalyzed by TPP. The Tg of the cured system was
unaltered by incorporation of siloxane (Tg ¼ 163 8C).
In this case, a ‘sea-island’ structure (‘islands’ of
silicone rubber dispersed in a ‘sea’ of an epoxy resin)
was observed in the cured rubber-modified epoxy
networks via SEM. The dispersed silicone rubber-
modified aralkyl novolac epoxy resin effectively
reduced the stress of cured epoxy molding compounds
by reducing the flexural modulus and the CTE.
Electronic devices encapsulated with the dispersed
silicone rubber-modified epoxy molding compounds
exhibited excellent resistance to the thermal shock
cycling test, resulting in an extended use life for the
devices. Whereas the control exhibited about 90%
failure at around 3000 cycles, the modified one
showed only 45% failure. The internal stress of the
encapsulant is significantly lowered by siliconization.
The molding composition containing about 17.5%
cresol novolac 9% phenolic hardener and about 68.5%
silica filler (control) was modified with 3% of
siloxane-modified aralkyl group. Their comparative
properties are given in Table 23.
Phenol–epoxy based adhesives with high strength
and high heat resistance have been developed for a
novel iron-core printed circuit board with high
mechanical strength and high heat radiation capability
[164]. A reticular pattern was formed on the surface of
an adhesive resin composed of nitrile rubber (NBR),
phenolic resin, and epoxy resin. This pattern was
formed as a result of phase separation of the epoxy
resin or phenolic resin from the NBR. Using a high-
molecular-weight epoxy resin led to high adhesive
strength and high heat resistance, without phase
separation.
Reactive blends of 2,20-diallyl bisphenol A
(DABA) and a novolac epoxy resin (EPN) were
investigated for their cure behavior, and rheological,
physical, mechanical and thermal properties [12].
Cure characterization done by DSC and DMA
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 445

Scheme 22. Synthesis protocol for dispersed silicone rubber modified aralkyl epoxy system [163] (Reprinted from European Polym Journal by
permission, q2001 Elsevier Science).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498446

confirmed the dual curing through a sequential
phenol-epoxy reaction and allyl polymerization as
shown in Fig. 15. The cure sequences are shown in
Scheme 23. The former reaction was catalyzed by
triphenyl phosphine (TPP). By the regulation of cure
conditions, the phenol–epoxy reaction could be
completed while the allyl polymerization was limited
to 40%. The mechanical properties of the neat systems
with varying composition of EPN and DABA (Table 24)
showed that an increase of epoxy concentration in
the blend led to an improvement in the tensile strength
and flexural strength of the neat castings. The flexural
strength and interlaminar shear strength of the glass
laminate also showed an improvement with an
increase in EPN concentration. Although the cross-
link density of the neat casting was enhanced by
epoxy-concentration, this did not result in any
significant variations in Tg of the cured matrix,
which was in the range 78–82 8C. Complete polym-
erization of the allyl groups resulted in an increase in
Tg (from 76 to 92 8C) and thermal stability, with a
minor deterioration in the mechanical properties of
the neat system, but a considerable increase in the
mechanical properties of their glass composites. The
Tg of the composite was significantly higher than that
of the neat resin. The comparative data of the 40 and
100% cured systems are given in Table 25. The
increased ILSS at 100% allyl cure points to the
consolidation of the interphase by enhanced cross-
linking. A similar trend in ILSS and flexural strength
confirm the possible failure of the composite at the
interphase. This improved interphase strength
accounts for the enhanced composite properties,
despite the fact that the resin becomes more brittle
on effecting 100% allyl polymerization.
Distribution of the OH groups in the phenolic
curative could dictate the thermal mechanical charac-
teristics significantly. Thus, a weak glass transition
corresponding to a rubbery modulus was observed for
a biphenol type epoxy cured by catechol type novolac,
whereas the glass transition was clearly manifested
for phenol novolac. The suppression of the Brownian
movement in catechol-cured systems due to the
orientation of the biphenyl group (aided by
H-bonding) accounted also for a better high tempera-
ture tensile and bond strength in this case [165].
5.4. Flame resistant epoxy–phenolic systems
Although epoxy–phenolic systems are inherently
flame resistant at high phenol-content, for certain
stringent applications, this property requires further
amelioration. This can be achieved by way of
incorporation of specific elements such as phosphor-
ous, Si, etc. in the network. Different strategies are
adopted for their syntheses. Thus, a novel phosphorus-
containing novolac (DOPO-PN) from 9,10-dihydro-
9-oxa-10-phosphaphenanthrene-10-oxide (DOPO)
Table 23
Properties of siloxane-modified epoxy–phenol moulding com-
pound [163] (Reprinted from European Polymer Journal by
permission, q2001 Elsevier Science)
Property Control
epoxy
Siloxane-
modified
epoxy
Tg (8C) 164 163
CTE (,Tg) 2 £ 1025 1.8 £ 1025
CTE (.Tg) 7.3 £ 1025 7.5 £ 1025
Flexural
strength (MPa )
131.3 128.1
Flexural
modulus (GPa)
12.8 10.7
Thermal stress
parameter (kPa K21)
256 192.6
Moisture
absorption (%)
0.32 0.29
Fig. 15. Non-isothermal DMA and DSC of the epoxy novolac/dial-
lylbisphenol A blend, heating rate 10 8C/min [12] (Reprinted from
Polymers and Polymer Composites by permission, q2003 Rapra
Technology).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 447

and 4-hydroxy benzaldehyde was obtained via a
simple addition reaction, per Scheme 24 [166]. The
DOPO-PN novolac with multi-phenol groups in the
molecular chain was used as a polyfunctional curing
agent for epoxies. Curing occurred over a broad
temperature range, from 160 to 275 8C. The activation
energies of the DOPO–PN curing reactions with
epoxies were in the range 76–85 kJ/mol from DSC
evaluation. High Tg (above 160 8C) and good thermal
stability (Ti above 300 8C) were observed for the
DOPO-PN/CNE200 (o-cresol novolac epoxy)-based
resins. However, increasing DOPO decreased Tg:
High char-yields and high limiting oxygen index
(LOI) values implied good flame retardance for
DOPO-PN-cured epoxy resins. The LOI values of
the epoxy resins increased from 21 to 36 on enhancing
the P-content from 0 to 5%. DOPO led to decreased
thermal stability although the char-content showed a
proportional increase from 20 to 40% in one case,
Scheme 23. Cure sequences for diallyl bisphenol A (DABA)-Epoxy novolac (EPN) system [12] (Reprinted from Polymers & Polymer
Composites by permission, q2003 Rapra Technology).
Table 24
Properties of DABA–EPN neat resin and composites (40% allyl curing) [12] (Reprinted from Polymers and Polymer Composites by
permission, q2003 Rapra Technology)
DABA/EPN equivalent ratio Neat moulding Glass laminate
Flexural strength
(MPa)
Tensile strength
(MPa)
Elongation
(%)
Tg
(8C)
Mc
(g/mol)
LSS
(MPa)
Flexural strength
(MPa)
01:00.8 77 81 3.5 77 58 30 361
01:00.9 91 105 3 81 41 – –
01:01.0 113 118 3.6 79 19 29 369
01:01.1 106 131 4 78 17 – –
01:01.2 116 130 3.6 82 26 34 438
Table 25
Effect of extent of allyl curing on properties of neat molding and
composite (1:1 composition) [12] (Reprinted from Polymers and
Polymer Composites by permission, q2003 Rapra Technology)
Property 40% Allyl cured 100% Allyl cured
Neat Composite Neat Composite
Tensile strength (MPa) 118 – 77 –
Elongation (%) 3.6 – 3.3 –
Flexural strength (MPa) 113 369 110 458
Tg (8C) 79 86 91 107
ILSS (MPa) 29 – 32
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498448

and from 35 to 45% in another. In a related work, Liu
[167] synthesized DOPO-based aralkyl novolac by
reaction of DOPO with terephthaldicarboxaldehyde
and phenol. The resultant product (Ar-DOPO-N, see
Scheme 25), blended with PF novolac (referred as
DOPO – PF) and melamine-modified novolac
(referred as DOPO–MA) were used as curative for
o-cresol formaldehyde novolac epoxy. The cured
system possessed moderately high Tg (159–177 8C)
and thermal stability (Ti . 320 8C). High char-yields
and good flame resistance (LOI ¼ 26–32.5) were also
observed. On replacing PF novolac with melamine-
modified PF novolac, the Tg enhanced further to 160–
186 8C. A phosphorous – nitrogen synergism is
believed to be the reason for the enhanced flame
resistance in this case. An almost linear relationship
was observed between LOI and phosphorous-content.
In this case, the LOI increased to 28–33.3, despite a
decreased char-yield in air caused by the melamine.
The reverse trends in LOI and char-yields imply a
possible vapor-phase action of the flame-retardant
elements. The linear relationship between LOI and P-
content and inverse relationship between LOI and
char-yield, substantiating the above hypothesis is
demonstrated in Fig. 16.
Another approach for flame retardance was based
on DOPO-formaldehyde reaction products. Thus,
DOPO was reacted with formaldehyde to produce a
reactive 2-(6-oxid-6H-dibenz kc,el k1,2l oxapho-
sphorin-6-yl)-methanol (ODOPM). Subsequently,
novel flame-retardant curing agents for epoxy resins,
Scheme 24. Synthesis of P-containing novolac (DOPO-PN) from
9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO)
and 4-hydroxy benzaldehyde [166], (Reprinted from Polymer by
permission, q2001 Elsevier Science).
Scheme 25. Synthesis of P-containing aralkyl novolac (Ar-DOPO-N) from reaction of DOPO with terephthaldicarboxaldehyde and phenol
[167]. (Reprinted from Journal of Polymer Science Polymer Chemistry Edition by permission, q2002 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 449

viz. ODOPM-PN and ODOPM-MPN were prepared
from phenol formaldehyde novolac (PN), melamine-
phenol formaldehyde novolac (MPN) and ODOPM,
respectively. The compounds ODOPM–PN and
ODOPM–MPN were used as flame-retardant hard-
ener for o-cresol formaldehyde novolac epoxy (CNE)
resin for electronic applications [168]. The phos-
phorus–nitrogen synergistic effect on flame retar-
dance, combined with the rigid structure of ODOPM
resulted in better flame retardance, higher Tg
and thermal stability for the phosphorus-nitrogen
containing epoxy resin system in comparison to the
regular phosphorus-containing flame-retardant epoxy
resin. The UL 94-VO rating could be achieved with a
phosphorus-content as low as 0.81 with 2.36%
nitrogen for the ODOPM-MPN cured epoxy resin
system. No fume and toxic gas emission was
observed. The same team investigated the physical
and flame retardant properties of o-cresol formal-
dehyde novolac resin cured in the presence of 2-(6-
Oxido-6H-dibenzokc,eloxa-phophorin-6-yl)1,4-ben-
zene diol (ODOPB) and bis (3-hydroxyphenyl) phenyl
phosphate (BHPP, structures in Scheme 26) [169].
The rigid cyclic structure of ODOPB caused an
enhanced Tg for the resultant cured material. The
phosphorous-containing epoxy exhibited higher Tg;
thermal stability and flame resistance when compared
to the state-of-the-art flame-retardant formulations
based on tetrabromobisphenol-A-based epoxies. In
this case, the UL-94VO rating was achieved with a
P-content as low as 1.1%. The ODOPB-epoxy system
gave Tg values in the range 183–187 8C, whereas the
BHPP only gave Tg in the range 125–155 8C. The
modulus, thermal stability and char-yield were also
higher for the ODOPB-cured resins. Flame-retardant
phenol–epoxy systems have been realized through
synergism of phosphorous/silicon and nitrogen/silicon
also. This was achieved by curing silicon-containing
epoxy resins with DOPO–PN-based and melamine-
based phenolic resins [170]. The silicon-containing
epoxies resulted on reacting diphenylsilandiol with
Fig. 16. Variation of LOI and char-content with P-content for flame
retardant epoxy-phenol polymer with two curatives. DOPO-MA:
Melamine-modified Ar-DOPO-N; DOPO-PF: Ar-DOPO-N blended
with PF novolac; Ar-DOPO-N: Novolac from DOPO reacted with
terephthaldicarboxaldehyde and phenol [167].
Scheme 26. Synthesis of P-containing phenolic curatives 2-(6-oxido-6H-dibenzokc,eloxa-phophorin-6-yl)1,4-benzene diol (ODOPB) and Bis
(3-hydroxyphenyl) phenyl phosphate (BHPP) for epoxy resin [169] (Reprinted from Journal of Polymer Science Polymer Chemistry Edition by
permission, q2002 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498450

epoxy resins based on bisphenol-A and o-cresol
novolac in the presence of tin (II) chloride. Silicon,
in synergism with phosphorous, conferred significant
flame retardance to the systems. LOI values of the
order of 49 could be achieved at a phosphorous level of
4.71%. However, the Tg values were reduced when
compared to the DOPO–PF and DOPO–MA systems
described above.
5.5. Miscellaneous curative for novolac
Void-free thermosets have been prepared from
novolac, cured by bisphthalonitrile (BPh) compounds.
A BPh proportion of 15–20 wt% led to tough, high Tg
and extremely flame-resistant networks [171]. The
polymer properties depend on reactant ratios. The Tg
increased from 120 8C to about 210 8C on enhancing
the BPh-content from 5 to 25 wt%. TGA indicated a
slow degradation in air, beginning at about 500 8C and
extending to 750–800 8C. The char residue at 700 8C is
60–80%, which is significantly higher when compared
to the conventional thermosets including epoxy–
novolac. The degradation is non-thermo-oxidative in
nature. The system possessed good fracture toughness
(KIC , 0.8 MPa m1/2). Investigation of the cure mech-
anism using model compounds indicated formation of
diiminoisoindoline structure. Based on the study, a
product structure as depicted in Scheme 27 was
proposed, although the authors admit that this is
inconclusive.
6. Phenolic resins with phenyl maleimide functions
Novel phenolic novolac resins, bearing maleimide
groups (PMF resin) and capable of undergoing cure
principally through addition polymerization of these
groups were synthesized by polymerizing a mixture of
phenol and N-(4-hydroxy phenyl) maleimide (HPM)
with formaldehyde in the presence of an acid catalyst
Scheme 27. Possible reaction product of bisphthalonitrile and novolac [171] (Reprinted from Polymer by permission, q2002 Elsevier
Science).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 451

[172]. The synthesis is shown in Scheme 28. The
maleimide-content was varied by regulation of the
stoichiometry in the feed. The resins were character-
ized by chemical, spectral and thermal analyses. DSC
and DMA revealed an unexpected two-stage curing
for these systems. The DSC of PMF resin of different
maleimide-content shows identical two-stage curing
as seen in Fig. 17. Whereas the cure at 225–275 8C
was attributable to the addition polymerization
reaction of maleimide groups, the exotherm at around
150–170 8C was ascribed to the condensation reac-
tion of methylol groups formed in minor quantities on
the phenyl ring of HPM. 13C NMR exhibited a signal
at 65 ppm due to CH2–OH groups. Polymerization
studies on non-hydroxy functional, N-phenyl malei-
mide (with formaldehyde) revealed that the phenyl
groups of these molecules are activated towards
electrophilic substitution reaction by the protonated
methylol intermediates (formed during the acid
catalyzed reaction of phenol and formaldehyde).
The methylol groups are formed by activation of the
alkyl substituted HPM molecule towards the proto-
nated formaldehyde molecule. The proposed reaction
pathways are depicted in Scheme 29.
It was also revealed that the presence of the
phenolic group on N-phenyl maleimides was not
imperative for its copolymerization with phenol and
formaldehyde. The cure characterization of the PMF
resin by DMA confirmed a two-stage cure. Although
DSC implied a prominence for the methylol conden-
sation, DMA showed that the contribution of this step
in the total cross-linking process is negligible,
although helpful in causing an early gelation for the
system. The methylol substitution amounted to about
6%. The isothermal DMA of the system (Fig. 18)
showed a minor increase in storage modulus at
Scheme 28. Synthesis and curing of phenol–maleimidophenol–formaldehyde (PMF) resin from hydroxy phenyl maleimide (HPM), phenol and
formaldehyde [172] (Reprinted from Journal of Applied Polymer Science by permission, q2000 John Wiley and Sons).
Fig. 17. DSC of various phenol–maleimidophenol–formaldehyde
(PMF) resins in N2. The number denotes the composition of the
polymer in terms of the maleimidophenol-content. Heating rate
10 8C/min [210].
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498452

the initial stage due to this reaction. The DMA also
confirmed the dominance of maleimide polymeriz-
ation over methylol condensation in the network
build-up process. The curing is practically complete in
about 2 h at 250 8C.
The kinetics of both the cure reactions substan-
tiated the proposed cure mechanism for each stage
[173]. Although the initial decomposition temperature
(IDT) of the cured resin was not significantly
improved, enhancing the cross-link density through
HPM improved the thermal stability of the material at
higher temperature regime. The anaerobic char-yield
also increased proportional to the maleimide-content.
Isothermal pyrolysis and analysis of the char
Scheme 29. Proposed reaction paths for formation of phenol–maleimidophenol–formaldehyde polymer [172] (Reprinted from Journal of
Polymer Science Polymer Chemistry Edition by permission, q2000 John Wiley and Sons).
Fig. 18. Isothermal DMA of phenol–maleimidophenol-formaldehyde (PMF-29) at 250 8C. Heating rate for dynamic part, 10 8C/min. Frequency
1 Hz [173]. (Reprinted from Journal of Applied Polymer Science by permission, q2001 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 453

confirmed that the pyrolysis occurs by the loss of
hydrocarbon and nitrogenous products. The resin
served as effective matrices in silica- and glass fabric-
reinforced composites. Table 26 compiles the proper-
ties of the composites derived form PMF resins of
varying maleimide-content and cured at two different
temperatures. The resins cured at 200 8C naturally
possessed inferior mechanical properties due to
incomplete maleimide polymerization. On the con-
trary, higher cross-linking led to brittle failure. The
mechanical properties were optimum for moderately
cross-linked resins, wherein the composite failure was
found to occur through a combination of fiber
debonding and resin fracture. On a comparative
scale, the properties were better than those of resole
(resole cured at 150–180 8C). Changing the reinforce-
ment from silica to glass resulted in a composite with
improved strength.
In related work, aminophenols were allowed to
react with maleic and phthalic anhydrides, producing
high yields of the corresponding N-(hydroxyphenyl)
maleamic and phthalamic acids. Formaldehyde was
allowed to react with these products in the presence of
an acid catalyst. The resulting product was dehydrated
Table 26
Mechanical properties of laminate composites of PMF using silica reinforcement, effect of composition and cure temperature [173] (Reprinted
from Journal of Applied Polymer Science by permission, q2001 John Wiley and Sons)
Resina ILSS (MPa) 08 Compressive
strength (MPa)
Flexural strength
(MPa)
Resin-content (wt%)
200 8C 250 8C 200 8C 250 8C 200 8C 250 8C
PMF-19 11 17 39 104 84 178 30
PMF-23 16 23 74 202 147 190 30
PMF-29 18 24 55 160 166 170 30
PMF-35 – 22 – 150 – 200 31
PMF-29/glass – 34 – 290 – 190 30
Resole – 19 – 150 – – –
a Number signifies the extent of phenyl maleimide-content (wt%) in PMF resin.
Scheme 30. Synthesis of isoimide- and imide-containing phenolic resin [174] (Reprinted from Journal of Polymer Science Polymer Chemistry
Edition by permission, q2000 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498454

to the corresponding maleisoimide- and phthalisoi-
mide-containing novel phenol formaldehyde resins
(Novolac-like). On treatment with a sodium carbonate
solution or on prolonged heating at 50 8C the resins
suffered rearrangement to the corresponding phenol-
formaldehyde resins with pendant maleimides [174].
This rearrangement was accompanied by an increase
in the softening point of the polymers. No other
polymer properties were reported. A typical synthesis
protocol is shown in Scheme 30.
6.1. Maleimide–phenolic resin cured with
allyl–phenolics
The thermal curing of the PMF system through
polymerization of maleimide group resulted in
comparatively brittle matrices. As a result, the
mechanical properties of the resultant composites
did not improve significantly over the conventional
phenolic resins. Hence, the concept of BMI toughen-
ing by way of reactive blending with allyl compounds
(discussed in Section 2.1) was extrapolated to the
PMF system. Thus, new addition-cure phenolic resin
systems were developed, based on the co-reaction of
maleimide-functional phenolic resin (PMF) with an
allyl-functional novolac (PAF) in varying proportions
[175]. The PAF resin was derived from 2-allyl phenol,
phenol and formaldehyde. The Alder-ene cure
sequences to form a cross-linked network system
were evidenced from the cure characterization studies
by DSC and DMA. Extrapolating the cure sequences,
the network structure of a 1:3 blend can be depicted as
in Scheme 31 for this system. Increasing allyl–phenol
content in the reactive blend decreased the cross
linking in the cured matrix, leading to enhanced
toughness and improved the resin-dominant
mechanical properties of the resultant silica laminates.
The mechanical properties of the composites of the
blend of different compositions are compiled in
Table 27. Under the cure conditions employed, the
properties are optimum at an allyl/maleimide ratio of
1:3. Changing the reinforcement from silica to glass
resulted in further amelioration of the resin-reinforce-
ment interaction, but the resin-dominant properties of
the composite remained unaltered. However, the
presence of AP diminished the thermal stability. The
cured polymers showed Tg in the range 170–190 8C.
In an analogous strategy, a one-component, self-cross
linkable polymer was synthesized by reacting a
mixture of phenol, HPM and 2-allyl phenol with
formaldehyde (PMAF) where, the allylphenol/malei-
mide ratio was maintained as 1:3. When compared to
the two-component system of similar composition,
this system showed inferior composite properties
[175] (data in Table 27). The structures of PMAF
resin and the likely structure of its cured product are
shown in Scheme 32.
Scheme 31. Cured structure of blend of phenol–maleimidophenol–formaldehyde (PMF) and Phenol–allylphenol–formaldehyde (PAF) [175]
(Reprinted from Journal of Applied Polymer Science by permission, q2001 John Wiley and Sons).
Table 27
Mechanical Properties of Silica Laminate of PMF-29, blended with
PAF resin [175] (Reprinted from Journal of Applied Polymer by
permission, q2001 John Wiley and Sons)
Blend Allyl/malei-
mide ratio
(equivalent)
ILSS
(MPa)
Flexural
strength
(MPa)
08 Compressive
strength (MPa)
MAP1 01:01 23.5 203 253
MAP2 01:02 25 209 222
MAP3 01:03 23 202 210
MAP4 01:04 29 204 251
MAP5 01:05 23.5 176 192
PMF 00:01 24 168 157
PMAF 01:03 20 165 171
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 455

6.2. Maleimide–phenolic (PMF)–epoxy blend
The majority of phenolic-based adhesive formu-
lations makes use of the condensation cure of resole
resins, which necessitates the application of high
pressure during the adhesive bonding to form void-free
glue lines. The limited shelf life of the resole-based
adhesives at ambient temperature is another short-
coming of phenolics. Addition curable phenolics-
based systems could be better suited for adhesive
applications than conventional phenolics. Thus, the
maleimide-functional novolac phenolic resin (PMF)
was cured with epoxy resin (EPN). It was evaluated for
the adhesive properties such as lap shear strength
(LSS) and T-peel strength (TPS) using aluminum
adherends, both in the thermally self-cured state as
well as co-cured with epoxy resins [176]. The adhesive
properties of the self-cured resin, although inferior at
ambient temperature, improved at high temperature
(150 8C) and the properties were found to depend on
the extent of maleimide curing. Table 28 lists the
adhesive properties of a typical PMF resin cured under
different conditions. The extent of maleimide curing
was estimated from studies on thermal polymerization
of the model compound, HPM. Although the adhesive
strength is not high, it is interesting that it increases at
high temperature due to softening of the rigid matrix.
The high temperature strength is also proportional to
the maleimide cross-linking (see Table 28). However,
on co-curing PMF with the EPN epoxy resin through
the phenol-epoxy reaction and subsequent maleimide
polymerization, the adhesive properties improved
significantly. The adhesive properties showed a strong
dependence on the nature of the epoxy resin used,
stoichiometry of the reactants, the concentration of
imide groups in the phenolic resin and the extent of
polymerization of the maleimide groups. The cure
sequences are shown in Scheme 33. The dependence of
the LSS at RT, 150 and 175 8C as well as the TPS at RT
on the epoxy–phenolic stoichiometry for the PMF-29/
EPN system is shown in Fig. 19.
The adhesive strength (both LSS and T-peel)
becomes optimized at a 1:1 equivalent of the two
components. The LSS at 150 and 175 8C as well as the
retention of the LSS at these temperatures also become
optimized at this stoichiometry. This shows the
dominance of the epoxy–phenol reaction in deciding
the adhesive characteristics of the system. The 1:1
stoichiometry ensures maximum cross-linking through
the phenol–epoxy reaction. A maximum extent of
phenol–epoxy cure is desirable to promote better
adhesion and better retention at higher temperature. An
excess of EPN leaves unreacted epoxy groups,
leading to matrix plasticization, and diminution of
properties. Although their absolute values were lower,
the phenol-rich systems exhibited better high-tempera-
ture retention of properties thanks to the presence of
thermally stable imido–phenol groups in the network.
Typical adhesive values of PMF resins with varying
Scheme 32. Structure of one-component phenol–allyl phenol–maleimidophenol–formaldehyde polymer (PMAF) and its cured product.
Table 28
Effects of cure temperature and maleimide polymerisation on LSS
of self-cured PMF-29. (initial cure: 170 8C/30 min; ultimate-cure:
30 min) [176] (Reprinted from Journal of Applied Polymer Science
by permission, q1999 John Wiley and Sons)
Post-cure
temperature
(8C)
Extent of
maleimide
polymerisation
(%)
LSS at
RT
(MPa)
LSS at
150 8C
(MPa)
Retention of
LSS at 150 8C
(%)
200 37 2.1 3.5 167
225 75 4.1 6.8 166
250 89 4.6 9.1 198
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498456

maleimide-content and measured at varying tempera-
tures are given in Table 29. The maleimide is
polymerized only to a minor extent (37%) under these
conditions, whereas the phenol-epoxy reaction is
complete. In comparison to the conventional novolac
(PF), the imide– novolac (PMF) contributed to
improved adhesion and better adhesive property
retention at higher temperature when cured with EPN.
Good bonding resulted for PMF-29 with moderate
maleimide-content.
In fact, for the PMF/EPN system, the high
temperature adhesion was directly proportional to
the extent of maleimide polymerization, which was
controlled by the cure temperature and time. Fig. 20
shows the direct relationship between high tempera-
ture (150 8C) retention of adhesion strength and the
extent of maleimide curing. The TPS (at RT) tends to
increase with maleimide-content, but the brittleness of
the system at higher maleimide-loading deteriorates
the strength. The comparative thermo-adhesive pro-
files of the PMF-epoxy and PF-epoxy, showing
Fig. 19. Effect of phenol/epoxy stoichiometry on Lap shear strength
and T-peel strength of phenol–maleimidophenol–formaldehyde
(PMF-29)/epoxy novolac (EPN) system (B) LSS at RT; (X) LSS at
150 8C; (O) LSS at 175 8C; (V) TPS at RT [176] (Reprinted from
Journal of Applied Polymer Science by permission, q1999 John
Wiley and Sons).
Scheme 33. Cure sequences of phenol–maleimidophenol–formaldehyde–epoxy novolac blend [176] (Reprinted from Journal of Applied
Polymer Science by permission, q1999 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 457

the superiority of the former are shown in Fig. 21.
The absolute adhesion values and the thermal
resistance are good for the former.
Complimentary DMA studies led to the con-
clusion that the superior thermo-adhesive profile of
the PMF/EPN system is contributed by secondary
attraction forces induced by the polar imide groups.
The partial polymerization of the imide helps
consolidate these secondary forces of attraction
both within the resin system and at the bonding
interphase. The enhanced bonding characteristics of
the PMF–EPN system was manifested in a better
short beam shear strength (SBSS) of the carbon-UD
composite based on PMF/EPN (85.5 MPa) as
against that of PF/EPN (68.5 MPa). The study
also implied that the completion of epoxy–phenolic
reaction and moderate cross-linking through the
maleimide polymerization are conducive for
achieving optimum adhesive properties.
Although the adhesive properties of PMF/EPN
blends were good, attempts were made to improve it
further by blending with elastomeric modifiers, viz. a
liquid carboxyl-terminated butadiene acrylonitrile
(CTBN-L), a solid carboxyl-terminated butadiene
acrylonitrile (CTBN-S), epoxidized hydroxyl-termi-
nated polybutadiene (EHTPB) and epoxidized butyl
acrylate acrylonitrile polymer (EPOBAN) [177]. The
adhesive properties were found to depend on the nature
and concentration of the elastomers as well as on the
nature of the thermoset matrix being modified.
Fig. 21. Comparative thermo-adhesion profile for (B) phenol–
maleimidophenol–formaldehyde (PMF-29)/epoxy novolac (EPN)
and (X) phenol–formaldehyde (PF)/EPN systems [176] (Reprinted
from Journal of Applied Polymer Science by permission, q1999
John Wiley and Sons).
Fig. 20. Retention of lap shear strength (at 150 8C) and T-peel
strength at RT and their relationship to the extent of maleimide
polymerisation for phenol– maleimidophenol – formaldehyde
(PMF-29)/epoxy novolac (EPN) system. (B) Maleimide polym-
erisation; (X) LSS retention at 150 8C; (P) T-peel at RT.
Table 29
Adhesive properties of various PMF resins reacted with EPN (1:1 stoichiometry, cure: 170 8C/30 min and 200 8C/30 min.; phenol-epoxy
reaction is complete and extent of maleimide cure is 37%) [176] (Reprinted from Journal of Applied Polymer Science by permission, q1999
John Wiley and Sons)
System LSS at RT
(MPa)
LSS at 150 8C
(MPa)
Retention of LSS
at 150 8C (%)
LSS at 175 8C
(MPa)
Retention of LSS
at 175 8C
(%)
T-peel at ambient
(kN/m)
PF/EPN 15.5 7.2 47 3.1 20 0.4
PMF-19/EPN 15.3 5.6 37 2.8 18 0.43
PMF-29/EPN 17 14.3 84 8 47 0.56
PMF-42/EPN 11.3 8.2 73 3.9 35 0.08
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498458

The adhesive properties at ambient temperature of the
self-cured, brittle PMF resin were dramatically
improved by the inclusion of the elastomers, the
increase being substantial in the case of high molecular
weight CTBN. Typical results are shown in Fig. 22.
However, contrary to expectation, the adhesive
properties of the epoxy–PMF system were only
marginally improved by the high molecular weight
CTBN, while the other elastomers were nearly
ineffective. For both the self-cured and epoxy-cured
PMF systems, the inclusion of these elastomers
generally decreased the high temperature adhesive
properties, evidenced also from their dynamic mech-
anical spectra. This trend is evident from the LSS values
at 150 8C in case of CTBN-modified matrices shown in
Fig. 23. The decrease is sharper with CTBN-L.
The presence of phase-separated elastomer par-
ticles in the modified systems was evident in the SEM
analyses. The adhesive properties of the elastomer-
modified systems are given in Tables 30 and 31.
CTBN-L was not effective in enhancing the properties,
whereas high molecular weight CTBN-S was very
effective for both LSS and TPS. The relative increase
was more pronounced for the PMF self-cured system
rather than the PMF-EPN system. The epoxy-contain-
ing EHTPB and EPOBAN were capable of improving
the properties, but only to an insignificant extent. For a
given composition, the decrease in high temperature
property was sharper for CTBN-L than for CTBN-S,
due to the reduced compatibility of the former in
the matrix. Similarly, between EPOBAN and EHTPB,
Fig. 22. Effect of carboxyl terminated polybutadiene (CTBN) on the
adhesive characteristics of phenol–maleimidophenol–formaldehy-
de(PMF) and PMF/epoxy novolac blend; CTBN-S: solid, CTBN-L:
liquid [177] (Reprinted from Journal of Applied Polymer Science
by permission, q1999 John Wiley and Sons).
Fig. 23. Effect of carboxyl terminated polybutadiene (CTBN) on the
high temperature adhesion of phenol–maleimidophenol–formal-
dehyde (PMF) and PMF/epoxy novolac systems. S ¼ CTBN-Solid,
L ¼ CTBN-Liquid [177] (Reprinted from Journal of Applied
Polymer Science by permission, q1999 John Wiley and Sons).
Table 30
Effect of CTBN-S on the adhesive properties of PMF-29 and PMF-
29/EPN systems [177] (Reprinted from Journal of Applied Polymer
Science by permission, q1999 John Wiley and Sons)
Concentration
of the additive
(phr)
Self-cured PMF PMF/EPN
LSS (MPa) TPS
at RT
(kN/m)
LSS
(MPa)
TPS at
RT
(kN/m)
RT 150 8C RT 150 8C
0 2.1 3.5 0.01 17.0 14.3 0.56
10 5.3 5.2 0.43 18.5 10.6 1.20
15 8.0 4.5 0.64 20.0 9.4 1.70
20 11.3 4.3 0.70 20.0 7.8 2.00
30 14.3 3.9 1.00 20.0 6.5 2.00
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 459

the former was comparatively better in retaining the
LSS at high temperature; possibly due to its additional
cross linking through the cyclization reaction of the
nitrile groups under the cure conditions. A DMA study
of the elastomer-modified PMF/EPN system showed
that the absolute values of E0 are reduced with the
inclusion of these elastomers, whereas the temperature
for the maximum tanðdÞ remain almost unaffected
(Fig. 24). SEM analysis showed the single-phase
morphology for the unmodified PMF and PMF/EPN
systems and a phase-separated morphology for the
elastomer-modified materials. The size and state of
the precipitated secondary phase depend on the
molecular weight as well as the chemical reactivity
of the added elastomer. For the CTBN-S modified
systems, the dispersed phase was co-continuous and
this morphology led to the maximum improvement in
adhesive properties. For the CTBN-L-, EHTPB- and
EPOBAN-modified PMF/EPN systems, the dispersed
phase was non-uniform with a wide distribution of
particle sizes. These particles were too large to be
effective in improving the toughness of the system, and
hence reduced the adhesive properties. The elastomers
were, by and large, very effective in enhancing the peel
strength of the adhesives.
7. Pendant phenol functional linear polymers
7.1. Pendant phenol-functional thermoplastics
Linear vinyl polymers with pendant phenolic
groups were realized by free radical copolymeriza-
tion of N-(4-hydroxy phenyl) maleimide (HPM) with
Table 31
LSS (in MPa) of PMF-29 and PMF-29/EPN system modified by EHTPB and EPOBAN [177] (Reprinted from Journal of Applied Polymer
Science by permission, q1999 John Wiley and Sons)
Concentration of the additive (phr) EHTPB EPOBAN
Self-cured PMF PMF/EPN Self-cured PMF PMF/EPN
RT 150 8C RT 150 8C RT 150 8C RT 150 8C
0 2.1 3.5 17 14.3 2.1 3.5 17 14.3
10 3.5 2.2 16 6.3 2.2 2.6 15.4 4.9
15 4.6 1.8 14.7 5.3 – – – –
20 5.4 1.7 13.2 3.6 3.3 2.4 16.6 5.3
30 5.8 0.8 12.9 2.5 – – – –
Table 32
Composition, molecular and mechanical characteristics of BNM
polymers (BuA/AN weight ratio ¼ 2) [178] (Reprinted from
Journal of Adhesion Science and Technology by permission,
q2001 Koninklijke Brill NV)
Polymer
reference
HPM
(wt%)
Mn
£ 1024
Poly
disper-
sity
index
Tensile
strength
(MPa )
Elonga-
tion (%)
Softening
tempera-
ture (8C)
BNM-1 5.1 5.69 1.83 20 300 ,28
BNM-2 7.4 5.78 1.74 21.5 225 ,28
BNM-3 9.5 5.2 1.88 24.5 23 40
BNM-4 13.6 5.52 1.74 – – 45
Fig. 24. DMA spectra of the elastomer-modified phenol–maleimi-
dophenol–formaldehyde (PMF-29)/epoxy novolac blends(EPN)
cured in presence of epoxididsed hydroxy terminated polybutadiene
(EHTPB),Liquid carboxyl terminated butadiene–acrylonitrile poly-
mer (CTBN-L), Solid carboxyl terminated butadiene–acrylonitrile
polymer (CTBN-S) and epoxidised butylacrylate–acrylonitrile
polymer (EPOBAN)[177] (Reprinted from Journal of Applied
Polymer Science by permission, q1999 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498460

butyl acrylate (BuA) and acrylonitrile (AN) and were
characterized [178]. These thermoplastics (BNM)
could form good films, with mechanical and adhesive
properties dependent on the maleimido phenol-
content in the chain, as given in Table 32. The
structure of the terpolymers can be found in
Scheme 34. The polymer films could be directly
served as thermoplastic adhesives and their adhesive
properties were studied in detail. LSS were deter-
mined at ambient temperature, 50 8C and at 196 8C,
whereas T-peel strength (TPS) and flat wise-tensile
strength (FTS) were determined at ambient tempera-
ture. Enhancing the HPM-content increased Tg; the
tensile strength and modulus of the films, but
decreased their elongation. Nominal increase in
phenol-content was found conducive to improving
the adhesive properties of the films. At higher
concentrations of phenol, the film properties showed
a decreasing trend due to the embrittlement caused
by the rigid maleimide groups. Whereas the adhesive
property at 50 8C increased linearly with HPM-
content, due to increased Tg; a reverse trend was
observed for the property measured at 2196 8C due
to dominance of embrittlement effect. This trend is
demonstrated in Fig. 25. The reduced flow charac-
teristics of the high HPM-loaded systems led to
diminished tensile strength properties evaluated
using flat-wise bonded aluminium honeycomb adher-
ends. The T-peel was also optimum for BNM-3,
whereas FTS was good for BNM-2. The dependence
of TPS and FTS on maleimido-phenol-content of the
film adhesives are presented in Fig. 26.
On the contrary, enhanced HPM concentration
promoted the adhesive properties for vulcanization
bonding of NBR to aluminium. This is evident from
the data presented in Table 33. The failure mode is
also indicated. High maleimide-content promotes
bonding to the extent that failure is induced in the
rubber substrate for BNM-3 and BNM-4 in the peel
mode. Addition of silica filler marginally improved
the LSS for metal–metal system, but was detrimental
for metal–rubber bonding. A reverse trend was
observed for the carbon-filled BNM system, with the
diminished performance for metal – metal and
enhanced performance for metal–rubber systems
attributed to the weakening of the interphase in the
former, and to a possible reinforcement of the rubber
phase by carbon in the latter. The fillers generally
Scheme 34. Butyl acrylate–acrylonitrile–maleimidophenol (BNM) polymers and their thermosetting derivatives, A-triazine; B-propargyl
ether; C-epoxy.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 461

improved the temperature capability of the adhesives.
This is shown in Fig. 27, which compares the adhesion
strength at 50 8C for BNM-3 filled with silica and
carbon. The retention is calculated based on the
strength at ambient temperature. The fillers impaired
the flow properties of the resin, and thereby adversely
affected the flat-wise bonded tensile strength in both
cases. A compromise between reinforcement and flow
property is reached at about 20 wt% of the filler
loading, where the adhesive property is maximum. In
general, the optimum LSS and T-peel properties were
obtained for BNM-3 and FTS properties for BNM-2.
7.2. Pendant phenol-functional addition-cure systems
The adhesives properties and their temperature
retention could be improved further on transforming
these film adhesives to addition-curable phenolic
thermoset films by reactive blending with an epoxy
Fig. 26. Dependence of T-peel strength (TPS) and flat-wise tensile
strength (FTS) on hydroxy phenyl maleimide-content for thermo-
plastic film adhesive [178] (Reprinted from Journal of Adhesion
Science and Technology by permission, q2001 Koninklijke Brill
NV).
Fig. 27. Effect of filler on adhesive (metal-metal) properties of butyl
acrylate–acrylonitrile–maleimidophenol (BNM-3) thermoplastic at
ambient and at 50 8C [178] (Reprinted from Journal of Adhesion
Science and Technology by permission, q2001 Koninklijke Brill NV).
Fig. 25. Evolution in lap shear strength at different temperatures of
butyl acrylate–acrylonitrile–maleimidophenol (BNM) polymers on
hydroxy phenyl maleimide (HPM)-content[178] (Reprinted from
Journal of Adhesion Science and Technology by permission, q2001
Koninklijke Brill NV).
Table 33
Aluminium-to-NBR vulcanization bonding properties of BNM
polymers (AF: cohesive failure in the adhesive; IF: adhesive–
rubber interface failure; RF: cohesive failure in the rubber) [178]
(Reprinted from Journal of Adhesion Science and Technology by
permission, q2001 Koninklijke, Brill NV)
Adhesive property BNM-1 BNM-2 BNM-3 BNM-4
LSS at ambient temperature
(MPa)
0.26 0.37 0.39 0.45
Nature of failure AF IF IF IF
TPS at ambient tempearture
(kN/m)
2.8 4.1 5.0 5.0
Nature of failure AF IF RF RF
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498462

resin. Alternatively transformation of the phenolic
OH groups to propargyl ether, cyanate etc and
subsequent curing also provided thermosets [179].
On cross-linking through reaction with a diepoxide,
the mechanical and adhesive properties of the film
adhesive (Ep-BNM) improved significantly. In this
case, the properties increased with the concentration
of imido–phenol and its cross-linking. However, high
imide-content and higher cross-linking were detri-
mental for the low temperature adhesive properties
(at 196 8C), although the retention at high temperature
was improved.
Values of the LSS at different temperatures
determined with Ep-BNM polymers (epoxy-cured
BNM-3) using aluminium substrates are shown in
Fig. 28, showing that the trend is the same for the LSS
at 25, 50 and 2196 8C. The initially observed
adhesive performance advantage is lost at higher
HPM-content. However, the effect is less pronounced
for the LSS at 2196 8C. As observed with thermo-
plastic BNM polymers [178], the increase in the LSS
with HPM-content for the Ep-BNM polymers is
attributed to the increased cohesive strength induced
by the polar hydroxy- and maleimide moieties.
Beyond 9.5% of HPM, the polymer becomes rather
brittle, leading to inferior strength. In comparison
with the corresponding thermoplastic BNM polymers,
Ep-BNM polymers exhibit higher LSS values at 25
and 50 8C, but inferior properties at 2196 8C. The
LSS and peel strength values of the different Ep-BNM
adhesives bonded aluminum-to-NBR joint are given
in Table 34. Both LSS and peel values increase with
increase in HPM-content and the failure mode
changes from cohesive failure in adhesive (AF) to
adhesive-rubber interface failure (IF), and finally to
cohesive failure in the rubber (RF) with polymers
having more than 7.4% HPM. Similar results were
obtained with the thermoplastic BNM polymers
where the LSS varied from 0.26 to 0.45 MPa and
peel strength varied from 2.8 to 5.0 kN/m. The effect
of introducing cross-links into the BNM polymer was
much less pronounced for the case of metal-to-rubber
bonding. Designing a one-component, self-curing
type thermoset (through phenol–epoxy reaction)
based on an acrylic polymer bearing both epoxy and
phenol groups (i.e. Gly–BNM) and was not very
effective in providing good adhesive properties.
Cross-linking the BNM polymers after chemical
reaction of the phenol group through propargylation
improved the adhesive properties at RT to a
comparable extent with that of epoxy cross-linked
resin (Ep-BNM). The propargyl–BNM polymer
exhibited good LSS values at 25 8C, only slightly
inferior to that of the Ep-BNM polymer; however, the
LSS properties at 50 8C were very poor and nearly the
same as with BNM. This could be due to incomplete
thermal curing of propargyl groups under these cure
conditions. Neither was chemical transformation of
Fig. 28. Lap shear strength (LSS) at 25, 50 and 2196 8C for
epoxy-cured butyl acrylate–acrylonitrile–maleimidophenol (Ep-
BNM) polymers as a function of Hydroxy phenyl maleimide
(HPM)-content in the polymer [179] (Reprinted from Journal of
Adhesion Science and Technology by permission, q2001
Koninklijke Brill NV).
Table 34
Aluminium-to-NBR vulcanisation bonding properties of Ep-BNM
polymers (AF: adhesive failure; IF: adhesive–rubber interface
failure; RF: rubber failure) [179] (Reprinted from Journal of
Adhesion Science and Technology by permission, q2001 Konink-
lijke, Brill NV)
Adhesive
property
Ep-BNM-1 Ep-BNM-2 Ep-BNM-3 Ep-
BNM-4
LSS at 25 8C
(MPa)
0.3 0.33 0.53 0.52
Type of failure AF AF RF RF
Peel strength
at 25 8C (kN/m)
2.8 4.2 5.1 5.0
Type of failure AF IF RF RF
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 463

the phenol to cyanate groups, and its subsequent
curing to polycyanurate very effective in improving
adhesive properties. The lowest LSS values were
exhibited by the cyanate–BNM polymer. All the
cross-linking reactions impaired the peel strength of
the film adhesive. Metal-to-NBR joint strength was
found to be nearly the same as that for BNM-3 for all
the modified polymers, indicating that the cross-links
introduced did not appreciably affect the strength.
Except Ep-BNM, all other polymers resulted in an
adhesive–rubber interfacial failure of the metal-to-
rubber joints, probably due to the weaker interactions
of the propargyl and cyanate ester groups with NBR,
in comparison to the epoxy. The various chemical
structures have been included in Scheme 34. The
adhesive properties of the thermosetting BNM poly-
mers are given in Table 35. The dominance of epoxy
curing in imparting the adhesive properties is clear.
8. Propargyl ether functional phenolics
Although less commercially exploited, propargyl
ether-functional phenolic resins were developed as a
potential hydrophobic substitute for epoxies in
Scheme 35. Synthesis and curing of propargyl novolac (PN) resins [197] (Reprinted from Polymer International by permission, q2001 Society
of Chemical Industry).
Table 35
Adhesive properties of modified BNM polymers compared to the unmodified thermoplastic polymer (IF: adhesive–rubber interface failure; RF:
rubber failure) [179] (Reprinted from Journal of Adhesion Science and Technology by permission, q2001 Koninklijke, Brill NV)
Adhesive property BNM-3 Ep-BNM-3 Gly-BNM Propargyl BNM Cyanate BNM
Metal-to-metal
LSS at 25 8C, (MPa) 17.5 20.2 8.5 18.0 8.0
LSS at 508C, (MPa) 6.9 14.5 6.0 6.0 2.8
Retention of LSS at 508C (%) 39 72 70 33 35
TPS at 25 8C (kN/m) 1.70 1.40 0.25 0.30 0.30
Aluminium-to-NBR
LSS at 25 8C( MPa) 0.39 0.53 0.39 0.42 0.42
Type of failure IF RF IF IF IF
TPS at 25 8C (kN/m) 5.0 5.1 4.0 4.3 3.8
Type of failure RF RF IF IF IF
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498464

advanced composites, electronics, adhesives and
coatings. The majority of thermosets, such as epoxy,
BMI, etc. absorb moisture up to 5%, resulting in low
hot/wet physico-chemical properties. For advanced
applications, the required hot/wet performances for
many composites are to exceed temperatures of about
230 8C. Hydrophilicity can lead to easy matrix
delamination too. Obviously, the high ðDkÞ of
absorbed water is detrimental for electronic appli-
cations of such polymers. Propargyl ether resins can
address some of these problems. The structural
similarity of propargyl ether to epoxy resins is useful
for their preparation, processing and development of
thermally stable polymers [180].
Derived from a phenolic backbone, resins based on
propargyl ether possess some of the basic features of
the parent polymer. Thus, propargyl phenolics can
offer a compromise matrix between epoxy and
phenolics. Propargyl ether resins are formed easily
from the phenolic precursor by the Williamson’s
reaction with the propargyl halide. The synthesis of
propargyl novolac (PN) is shown in Scheme 35. The
various cure mechanisms are also depicted in the
above scheme. More than PN resins, the synthesis and
curing of bispropargyl ether resins (BER) have been
quite well described in literature [181–183]. The
latter is formed from the corresponding bisphenol.
8.1. Curing of propargyl ether resins
The curing of propargyl ether resins proceeds by
Claisen rearrangement followed by addition polym-
erization of the resultant chromene. This has been
confirmed by studies on model propargyl ethers [184].
The structural dependence on cure kinetics of bis
propargyl ether resins (BER) has been investigated
[185]. Thus, bis propargyl ethers of bisphenol-A,
(BPBA), bisphenol ketone (BPK) and bisphenol
sulfone (BPS) were synthesized and characterized.
These monomers were thermally polymerized to the
corresponding poly(bischromenes). The cure beha-
vior, as monitored by DSC, depended on the structure
of the monomer. The non-isothermal kinetic analysis
of the cure reaction using four integral methods
revealed that the presence of an electron-withdrawing
group did not favor the cyclization reaction leading to
formation of chromene, which precedes the poly-
merization, and in agreement with the proposed
polymerization mechanism. Thus, the cure tempera-
ture and activation energy for the reaction increased in
the order BPBA , BPK , BPS. The cure profile
under isothermal and non-isothermal conditions
could be simulated from the kinetic parameters.
Typical isothermal cure predictions at varying tem-
peratures are shown in Fig. 29, along with an
experimental cure profile at one temperature for
comparison with the prediction.
The substituent group bridging the two phenyl
rings also influenced the thermal stability of the
resultant polymers. Thus, sulfone and ketone-contain-
ing polymers were more stable than the isopropyli-
dene-containing material. Kinetic analysis of thermal
decomposition of the major step involving the
chromene moieties revealed a two-stage degradation
mechanism. The computed activation energies
implied that the initiation of the degradation reaction
was disfavored by the electron-withdrawing nature of
the bridge unit, probably through destabilization of
the intermediate radical. This made such polymers
more thermally stable. The possible typical mechan-
ism for initiation of thermal degradation of the cross-
linked chromene is shown in Scheme 36, for polymer
of BPBA. The decomposition is proposed to initiate at
the crowded carbon, giving rise to benzyl type free
radicals, with a stability that is decreased by the
presence of electron-withdrawing substituents on the
phenyl ring. The same scheme depicts the structure of
BER, and its likely cured structure.
In the presence of a catalyst, the polymerization
mechanism is different, as are the properties of the
resultant polymers. Certain catalysts are found to favor
the linear polymerization of the acetylene groups. Thus,
polymerization of nitrophenyl propargyl ethers with
tungsten- and molybdenum-based metathesis catalyst
systems (MoOCl4/Me4Sn and MoCl5/EtAlCl2) gave
soluble linear high-molecular-weight poly(nitrophenyl
propargyl ether) (Mw ,4 £ 105) [186]. The expected
cyclotrimerization is favored when the system is heated
in the presence of the catalysts, such as cyclopentyl
cobalt dicarbonyl [181]. In other cases, a mixture of
cyclotrimerization, chromene formation and linear
polymerization occur. Consequently, the thermal
stability of polymer is strongly dependent on the
mode of polymerization The Claisen rearrangement
and the subsequent polymerization are so exothermic
(,1.200 kJ/g for PN resin) that curing has to be done
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 465

under controlled conditions, with a slow phase.
B-staging of the resin is possible at 185 8C. Processing
of the B-staged resins helps avoid the otherwise
excessive cure shrinkage (10–12%). The shrinkage of
the B-staged material to the final network is below 1%.
The B-staged BER systems have excellent tack and
drape and are easily processable. The isothermal
stability of propargyl ether resins is comparable to
that of acetylene terminated resins [187]. Final curing
of propargyl resin is done at high temperature (typical
case 208 8C/4 h). Post curing is carried out at 260 8C; Tg
is about 300 8C, and post curing boosts it to 360 8C. This
value is high when compared with other thermosets.
BER thermosets only absorb 0.3–0.4% moisture.
Typical tensile properties of BER resin are as follows:
tensile strength 103 MPa, modulus 4.55 GPa and
elongation 1.9%. Flexural strength and modulus are
105 MPa and 4.33 GPa, respectively. These are higher
than values for other thermosets.
8.2. Structure–property relation in propargyl
phenolics
Propargyl ether resins of cyclopentadiene–phenol
has been synthesized, but no property data are given
[180]. The mechanical strength of the bispropargyl
ether resin of diphenols are almost double those of
their corresponding acetylene-terminated analogues
[180], but with identical isothermal stability [187].
Propargyl etherified and glycidyl etherifed novolac
treated with a siloxane and modified with amino
silane, zinc stearate and carbon black provided
molding compositions with good mechanical
strength and moderately good thermal capability.
The flexural strength amounted to 173 MPa with a
flexural modulus of 12.5 GPa. About 35% strength
retention was observed at 260 8C. The polymer
possessed a Tg of 243 8C, excellent moisture
resistance and good solder crack resistance [188].
The adhesive strength of phenol–formaldehyde
resin increased on modification with propargyl
glycidyl ether. The adhesive strength increased to
45.8 kg/cm2, heat resistance by 50 8C, and Brinell
hardness to 33 kg/mm2 [189]. Thermosetting resins
with good dimensional stability and heat resistance
are obtained by mixing propargyl-etherified resin
with resole [190]. Resin compositions with good
workability and curability for laminates, heat- and
moisture resistances and low ðDkÞ are obtained using
propargyl-etherified phenolic resin-based formu-
lations [191]. A siloxane-modified, heat- and
moisture-resistant phenolic resin composition for
Fig. 29. Isothermal time-conversion profile prediction for bispro-
pargyl ether of bisphenolA (BPBA) at various temperatures. (B)
experimental data at 245 8C [185] (Reprinted from Polymer by
permission, q1999 Elsevier Science).
Scheme 36. Proposed mechanism for curing of BER and initiation
of thermal degradation of poly(bischromenes).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498466

sealing semiconductor devices has been obtained by
blending propargyl etherified novolac with amine-
terminated polysiloxane [192].
Novel ester–imide prepolymers terminated by 3-
(4-aminophenoxy)-propane-1-yne as a thermally cur-
able group were synthesized [193]. The cured resins
showed excellent mechanical and thermal properties,
i.e. flexural strength of 269–370 MPa, Tg of 225–
269 8C, moisture absorption of 0.20–0.78%, and ðDkÞ
of 3.0–3.2. Glass-cloth-reinforced composites from
propargyl ether-terminated ester–imide prepolymers
demonstrated excellent mechanical, chemical, and
electrical properties [194]. The storage stability of the
varnish of the prepolymer was also good. The initial
flexural strength was well maintained even after
1000 h at 200, 220 and 240 8C. Glass-cloth-reinforced
composites prepared from prepolymers of blends of
propargylether-terminated ester–imide and a BMI
demonstrated that the Tg of the composite is directly
related to the weight ratio of BMI [195]. The
composites demonstrated excellent initial mechanical
properties. The chemical and electrical properties
under severe long-ageing conditions were also good.
Novel BZ monomers containing arylpropargyl ether
have also been reported [196]. On curing, thermally
stable polybenzoxazines resulted. One monomer is a
monofunctional BZ, i.e. 4-propargyloxyphenyl-3,4-
dihydro-2H-1,3-benzoxazine (P-appe), and the other
is a bifunctional BZ, bis(4-propargyloxyphenyl-3,4-
dihydro-2H-1,3-benzoxazinyl)isopropane (B-appe).
The synthesis protocol and structures of these
monomers and the resultant polymers are given in
Scheme 37.
The cure behavior of the P-appe and B-appe
monomers and the properties of the resulting
polymers were studied in comparison with
Scheme 37. Synthesis and curing of propargyl ether-functional benzoxazines [196]. (Reprinted from Macromolecules by permission, q2001
American Chemical Society).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 467

4-phenyl-3,4-dihydro-2H-1,3-benzoxazine (P-a) and
bis(4-phenyl-3,4-dihydro-2H-1,3-benzoxazinyl)iso-
propane (B-a) as typical BZ monomers without
propargyl groups. The DSC cure of both P-appe and
B-appe showed a single exotherm corresponding to
the ring-opening polymerization of oxazine ring and
cross-linking of aryl propargyl ether group, at
almost the same temperature range as for P-a and
B-a. The Tg values of polybenzoxazines derived
from propargyl-containing monomers, PP-appe and
PB-appe, were higher by ,100 and 140 8C,
respectively, than for typical polybenzoxazines
without propargyl groups. The storage moduli of
Polymers of P-appe and B-appe were maintained
constant up to a higher temperature in comparison
to polymers of P-a and B-a. In other words,
propargylation led to enhanced thermal stability of
these structurally modified polybenzoxazines. The
T5% for poly(B-a) shot up from 342 to 362 8C for
poly(B-appe) and the increase in corresponding
char-yield was from 44 to 66%.
8.3. High molar-mass PN resins
PN resins, bearing varying extent of propargyl ether
groups were synthesized from high molecular weight
novolac and propargyl bromide [197]. The cure was
followed via DSC in the temperature range 165–
330 8C. The activation parameters for cure determined
by the integral method of Coats-Redfern are compiled
in Table 36. The activation energy for curing the
propargyl novolac was substantially higher than that
for model bispropargyl ether compounds and increased
marginally with the degree of functionalization.
The heat of curing increased proportional to the degree
of substitution. These were cured in the temperature
range 180–220 8C under isothermal condition.
The cure profile, extrapolated from non-isothermal
DSC kinetics studies was in league with the results
from DMA studies. The cure completion was
ascertained from the complete disappearance of the
xC–H group absorption at 3272 cm21 in FTIR. The
mechanical properties of the silica laminate of the
resins of varying propargyl-content revealed good
consolidation of the interphase, evident from the
initial gain in both interlaminar shear strength (ILSS)
and flexural strength with increase in the degree of
propargylation. However, the benefit of the better
resin-reinforcement interaction was not retained on
cross linking the resin further, whereon the composite
failed by a combination of fiber debonding and brittle
Table 36
Cure characteristics and related kinetic parameters of novolac-propargyl ethers [197] (Reprinted from Polymer International by permission,
q2001, Society of Chemical Industry)
Polymer
reference
Extent of
propargylation
(mol%)
DSC cure parameters DH Kinetic parameters
Ti (8C) Tm (8C) Te (8C) J/g kJ/mola E (kJ/mol) A £ 1026 (s21)
PN 18 18 165 243 330 244 27.5 85.4 3100
PN 45 45 173 245 335 630 77.5 103.9 2500
PN 54 54 174 249 320 683 86.5 109.1 8.8
PN 82 82 175 249 320 1086 148.9 118.6 10.7
Ti; cure onset temperature, Tm; maximum, Te; cure end temperature in DSC.a Per repeat unit.
Table 37
Mechanical properties of UD composites and laminates of PN resins
(glass reinforcement) [197] (Reprinted from Polymer International
by permission, q2001, Society of Chemical Industry)
Polymer
reference*
SBSS
of UD
composite
(MPa)
Mechanical properties of laminates
(MPa)
ILSS (MPa) Flexural
strength
(MPa)
Compressive
strength (08)
(MPa)
PN-18 35 20 169 248
PN-45 37 22 220 258
PN-54 51 23 167 262
PN-82 34 20 143 –
PN-82/silica – 18 136 –
PN-82/carbon – 38 562 –
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498468

fracture of the matrix. The properties of the
composites are given in Table 37. The mechanical
properties of the composites were not very good.
Changing the reinforcement to carbon enhanced the
properties, but were still lower than the industrial
standards. This was attributed to the fact that the PN
resins used possessed high molecular weight, pow-
dery in nature, whose fiber wetting capabilities might
not be very good.
8.4. Thermal degradation behavior
PN resins possess good thermal stability. The
thermograms of the resins with different degree of
propargylation along with that of cured resole are
shown in Fig. 30. TGA showed apparently single step
decomposition starting above 380 8C and ending at
around 640 8C for the cured PN resins. The decompo-
sition parameters obtained from TGA thermograms
are compiled in Table 38 [198]. The thermal stability
of the PN resins with respect to IDT ðTiÞ and char
residue at high temperature is significantly higher than
that of conventional resole systems. Whereas resole
starts to decompose below 300 8C, the decomposition
is triggered only at 380 8C for the PN resins. This
advantage in thermal stability must be a consequence
of the protection of the OH groups by etherification
that reduces the susceptibility of the methylene
protons for degradation. It was found that even
minor degree of propargylation was conducive for
boosting the Ti values by about 70 8C. Although
decomposition is initiated only at higher temperature,
the degradation is found to be quite rapid for all the
systems. Despite the increased cross-link density with
enhanced extent of propargylation, TGA manifested
nearly identical Ti values. Contrary to expectation, the
degradation becomes rapid and the char-yield
decreased with further increase in propargyl-content
and cross-link density. The rapidity is clearly
manifested in the systematic drift of the Tm to lower
temperature as the degree of propargylation increases
(Table 38). This unexpected behavior can be ascribed
to two reasons. As the propargyl-content increases,
the cured polymer possesses more aliphatic groups.
The enhanced cross linking achieved through the
aliphatic groups may not be conducive for increasing
the thermal stability, as these links are thermally
fragile. Moreover, the PN polymers synthesized at
different extent of propargyl etherification is likely to
possess varying substitution pattern, as shown in
Scheme 38.
At low degree of substitution, the propargyl
etherification should occur preferentially at the least
steric hindered terminal phenol groups and the ortho–
para substituted ones (Structure A). Then, the priority
of substitution is in the ortho–ortho methylene
substituted phenols (Structure B) and the least
preference should be for the 2,4,6-tris methylene
substituted phenyl molecules (Structure C, which acts
as branching position on the novolac backbone). The
thermal reactions of phenyl propargyl ether groups
Fig. 30. Thermograms of propargyl novolac polymers of different
propargyl-content in N2. Heating rate 10 8C/min. The number
denoted the extent of propargylation on the novolac [198]
(Reprinted from Journal of Macromolecular Science Pure and
Applied Chemistry by permission, q2003 Marcel Dekker).
Table 38
Thermal decomposition characteristics of PN resins (TGA) [198]
(Reprinted from Journal of Macrolecular Sciences Pure and Applied
Chemistry by permission, q2003 Marcel Dekker)
Polymer
reference
TI (8C) Tm (8C) Te (8C) Char
at 600 8C (%)
Resole 320 380 650 68
PN-18 390 510 640 74.3
PN-45 385 450 640 72.6
PN-54 380 360 650 70.3
PN-82 405 350 650 68.1
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 469

of different substitution pattern have been studied
[199–201]. The same mechanism can be extended to
propargyl novolac polymers. The type (A) propargyl
ether can rearrange to the chromene prior to
polymerization giving rise to comparatively thermally
stable cyclic structure. Type B giving the cyclic
ketone, and type C giving the polyene, are thermally
fragile entities. The curing reactions of various
propargyl groups are included in Scheme 35. The
cross-links generated by thermally fragile groups (by
structures resulting from B and C type substitutions)
undergo easy thermal degradation. Evidence for the
formation of the ketone structure (from Type B
structure) was obtained in the FTIR spectrum with a
broad absorption around 1740 cm21. This could
account for the rapid thermal degradation and lower
char-yield for the high-propargylated PN systems.
Thus, the thermal stability is found to be good only at
Scheme 38. Likely substitution pattern in propargyl novolac polymers at different degree of propargylation [198] (Reprinted from Journal of
Macromolecular Science, Pure and Applied Chemistry by permission, q2003 Marcel Dekker.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498470

medium cross-linking. It may be remarked that these
addition curable PN re sins loose only ,2% mass on
curing, whereas resole looses 22–26% mass at the
initial stages of curing. In short, the overall char
residue of PN resins is superior to that of resole when
a comparison is done based on virgin resins.
8.5. Propargyl ether resins based on oligomeric
novolac
PN resins based on low molar mass, oligomeric
novolac (Mn , 300–600) provided tacky, flowing
resins (OPN resins) with viscosity in the range
2000–6000 mPa s [202]. The propargylation was
limited to about 85% as this was shown to result in
good thermal stability. A GPC analyses confirmed that
the resin possess oligomers other than monomeric
phenyl propargyl. The identical distribution pattern for
both the precursor novolac and the propargyl ether
indicated a uniform propargylation for all molar mass
species. The GPC pattern for the precursor and the PN
resin shown in Fig. 31 confirm this. The viscosity of the
resin decreased significantly on raising the temperature
as shown in Fig. 32. The temperature coefficient of
viscosity ðbÞ was obtained as 10.
These resins are suitable for solvent-free impreg-
nation. The resin cures at 200–220 8C, evident from
the DMA of the resin. The non-isothermal DMA
spectrum (shown in Fig. 33) was used to evaluate the
gel time and cure time. The resin properties are given
in Table 39. The time for stagnation of storage
modulus G0 or complex viscosity hp is indicative of
the cure time, and this decreases with increase in
temperature as shown in Fig. 34. The gel time is
obtained from the cross point of G0 and the loss
Fig. 31. GPC pattern for (– – –) novolac and (—) oligomeric
propargyl novolac (OPN) resins [202].
Fig. 32. Variation of viscosity with temperature for oligomeric
propargyl novolac polymer [202].
Fig. 33. Non-isothermal DMA of PN resin in air. Heating rate
5 8C/min. Parallel plate rheometry, controlled stress at 100 Pa. 4 Hz.
[202].
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 471

modulus G0; as typically shown for one case in Fig. 35.
Since the cross-point is frequency-dependent, the gel
points are only apparent. The gel time and cure times
at different temperatures, determined by rheometry
are given in Fig. 36. Both decrease with increase in
temperature. The glass laminate showed improved
mechanical performance. The resin has been success-
fully used for developing reaction-bonded SiC-based
ceramic components [203].
8.6. Propargyl novolac–epoxy blend
Partial propargylation of novolac permitted
co-reaction of the remaining OH groups with an
epoxy resin. Thus, partially propargylated oligomeric
novolac resin with an extent of propargylation around
70% was used to formulate a dual cure thermoset
when blended with a novolac epoxy resin [204]. The
dual cure through phenol–epoxy reaction and pro-
pargyl curing was evident both in DSC and DMA, as
shown in Figs. 37 and 38, respectively. In DSC,
Table 39
Typical thermal and physical properties of oligomeric PN resins
[202]
Sp gravity 1.16 g/cc
Extent of propargylation 85%
GPC molar mass Mn ¼ 600; Mp ¼ 2500;
Mw=Mn ¼ 5
Cure initiation 170 8C ( ex: DSC)
Cure completion 300 8C
DH of curing 1.2 kJ/g
h at 50 8C 3 Pa s
Temperature coefficient
of hðbÞ
10
Fig. 34. Cure profiles for propargyl novolac resin in air at different
temperatures by parallel plate rheometry in controlled strain mode.
[202].
Fig. 35. Determination of apparent gel time for oligomeric
propargyl novolac at 170 8C by rheometry [202].
Fig. 36. Dependence of gel time and cure time on temperature for
oligomeric propargyl novolac resin [202].
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498472

the epoxy–phenol cure peak occurs at ,135 8C and
that due to propargyl cure at ,235 8C. The phenol–
epoxy reaction could be catalyzed by TPP, but this did
not have any effect on the curing of propargyl ether
groups. DMA showed more or less the same cure
temperature regime, although the epoxy cure occurred
at a slightly higher temperature, due to the absence of
TPP. The DMA profile indicated the propargyl cure occurred in multi-steps. The cure sequences for the
resin system are shown in Scheme 39.
The isothermal DMA at 220 8C indicated that the
propargyl curing requires about 2 h at this tempera-
ture for reasonable network build-up. This is in
league with the observation for the pure PN resin
(Fig. 34). Table 40 lists the glass laminate properties
of the PN resin cured with different equivalent of
EPN resin [204]. The mechanical properties are not
significantly dependent on composition. As a whole,
the properties are better than those of the high molar
mass PN polymers. Presence of epoxy reduces the
gel time and makes the processing easier. The TGA
of the blend (in Fig. 39) showed a decreasing
thermal stability for the system on enhancing the
epoxy-content. Addition of epoxy diminishes both
the IDT ðTiÞ and the anaerobic char residue. The
char residue at 750 8C is inversely proportional to
the epoxy-content. DMA of the cured resin showed
Tg . 300 8C for the PN systems. Tg decreased in the
presence of epoxy. The adhesive characteristics of
the PPN–epoxy blend were also investigated.
Fig. 38. Non-isothermal DMA spectrum of epoxy/propargyl
novolac blend in presence of triphenyl phosphine. Heating rate
5 8C/min, (– – –) E00; (—) E0 [204] (Reprinted from Polymer and
Polymers Composites by permission, q2004 Rapra Technology).
Scheme 39. Dual cure sequences of partially propargylated
oligomeric propargyl novolac (OPN)-epoxy blend [204]. (Reprinted
from Polymers and Polymer Composites by permission, q2004
Rapra Technology).
Fig. 37. DSC of epoxy/propargyl novolac blends in presence of
triphenyl phosphine. Heating rate 10 8C/min [204] (Reprinted from
Polymer and Polymers Composites by permission, q2004 Rapra
Technology).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 473

The variation of LSS with phenol–epoxy ratio is
shown in Fig. 40 for EPN and in Fig. 41 for
DGEBA. The graphs also show the percentage
retention of LSS at 100 8C. The adhesive properties
of the PPN resin were significantly enhanced by the
reaction with epoxy. The optimum adhesive strength
and retention of properties at high temperature were
observed with a phenol–epoxy equivalent ratio of
2:1 in both cases. A small proportion of epoxy
boosted the adhesion significantly. The strength was
higher for DGEBA due to its better flexibility and
lower cross-link density in this case, in contrast to
the rigid EPN system. However, the high tempera-
ture retention was nearly identical for these systems.
9. Phenolic resins with terminal acetylene groups
Addition curable phenolic resins, bearing terminal
ethynyl groups, anchored to a benzene ring through a
phenyl azo linkage (ethynyl phenyl azo novolac,
EPAN), were realized by a novel and simple synthesis
strategy involving the coupling reaction between
novolac and 3-ethynyl phenyl diazonium sulfate
[205]. The synthesis is shown in Scheme 40. The
diazo coupling was limited to the para position of the
novolac and occurred to a maximum of 50 mol%.
The molar mass, determined from GPC showed a down-
ward drift with increase in degree of functionalization.
Table 40
Glass laminate property of OPN (extent of propargylation 70%) and OPN-epoxy blend [204] (Reprinted from Polymers and Polymer
Composites by permission, q2004 Rapra Technology)
Polymer ref. Composition,
(OH/EPN
equivalent
ratio
ILSS
(MPa)
Flexural
strength
(MPa)
Compresive
strength
(MPa)
Tg (8C)
PNEX-100 100:0
(OPN)
30 390 165 .350
PNEX-8515 85:15 28 320 140 .350
PNEX-6535 65:35 30 375 140 300
PNEX-5050 50:50 25 340 174 270
Fig. 40. Variation of lap shear strength and its retention at 100 8C
with phenol–epoxy ratio for partially propargylated novolac
(PPN)/epoxy novolac system (EPN). [204] (Reprinted from
Polymers and Polymer Composites by permission, q2004 Rapra
Technology).
Fig. 39. TGA of propargyl novolac–epoxy blend of varying
composition(number denotes propargyl–epoxy ratio) in N2. (—)
PNEX-100, (– – –) PNEX-8515, (· · ·) PNEX-6535, (–·–·) PNEX-
5050, Heating rate 10 8C/min.[204] (Reprinted from Polymers and
Polymer Composites by permission, q2004 Rapra Technology).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498474

This was attributed to the decreased hydrodynamic
volume of the polymer resulting from its comb-like
structure. This was confirmed form the trend in
intrinsic viscosity of the resins as a function of the
extent of diazo coupling. The molecular character-
istics of polymers with varying extent of functiona-
lization are given in Table 41.
9.1. Curing of EPAN resins
These resins showed a broad cure exotherm in
DSC in the range 140–240 8C due to the curing of
acetylene functions occurring by various reactions.
Like other acetylene-polymers these are also
hardened by a series of reactions, including
trimerization [206], Glaser coupling [207], Strauss
coupling [208], Diels-Alder reaction with partici-
pation of products of Glaser coupling and Strauss
coupling, Diels-Alder coupling with the aromatic
backbone, free radical polymerization with the
formation of linear and branched products [209],
etc.. The various mechanisms are depicted in
Scheme 41.
Spectral and GPC studies with model compound
(3-ethnyl phenyl azo phenol, EPAP) gave evidence
for Glaser coupling, trimerization and linear addition
reactions. Fig. 42 shows the high resolution GPC
profiles of the soluble part of the polymerization
product of EPAP, isolated in methanol and DMF.
Unreacted EPAP appeared at an elution time of
23.5 min. The component at 22 min is the dimer
formed by Glaser and Strauss coupling. The one at
20.1 min with approximately thrice the molar mass of
the monomer is attributed to the cyclic trimer. GPC
also showed the presence of a minor amount of higher
molar mass species in this fraction. The methanol
insoluble part (soluble in DMF) showed a multimodal
distribution and indicated the presence of EPAP. The
broad peak centered at 20 min encompasses the low
molar mass oligomers formed by various mechan-
isms. The high molar mass products appeared as well-
separated peaks at 13, 11 and 10.5 min. This part, in
all probability, contained the linearly polymerized
polyenes and branched polymers anticipated with the
proposed cure mechanism.
9.2. Thermal characteristics of EPAN resins
The polymers exhibited enhanced thermal stability
and anaerobic char in comparison to resole. The
thermal stability and anaerobic char-yield of the
polymers increased with enhanced cross-link density.
Against a char residue of 60–62% in resole, EPAP
gives 72–75% char at 700 8C. If the mass-loss during
curing is also considered, the net gain in char is
about 70% more than in resole. Isothermal pyrolysis
Fig. 41. Variation of LSS and LSS retention at 100 8C with
phenol–epoxy ratio for partially propargylated novolac (PPN)/
bisphenolA diglycidyl ether system (DGEBA). [204] (Reprinted
from Polymers and Polymer Composites by permission, q2004
Rapra Technology).
Scheme 40. Synthesis of ethynyl phenyl azo phenolic (EPAN) resin
[205] (Reprinted from Polymer by permission, q2002 Elsevier
Science).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 475

at 700–900 8C showed that complete pyrolysis of the
EPAN system is not achievable under these con-
ditions. The TGA of resins with different acetylene-
content are shown in Fig. 43.
The evolution in elemental composition under
different pyrolysis conditions implied that the pyrol-
ysis occurs mainly by loss of nitrogen and hydro-
carbon. The higher proportion of char shows
the prospects for potential application of this resin
in ablative compositions and in carbon/carbon
composites. Non-isothermal kinetic analysis of the
degradation reaction confirmed that degradation
apparently occurred in a single kinetic step, with a
decomposition rate almost independent of cross-link
density [210]. These polymers yielded a considerably
higher proportion of char, whose XRD analysis
Scheme 41. Various cure possibilities for acetylene groups (uncatalysed) [205] (Reprinted from Polymer by permission, q2002 Elsevier
Science).
Table 41
Molecular characteristics of EPAN systems [205] (Reprinted from Polymer by permission, q2002 Elsevier Science)
Polymer ref. Extent of azo
coupling (mol%)
½h� in THF,
30 8C (dl g21)
Molecular weight by GPC,
(g mol21)
½h� £ Mn (dl mol21)
Mn Mw Mp
Novolac 0 0.155 700 1970 1840 108.5
EPAN-1 24 0.134 520 1570 2030 69.68
EPAN-2 35.8 0.085 430 1460 1950 36.55
EPAN-3 43 0.107 350 1240 1330 37.45
EPAN-4 49.7 0.074 330 1180 1110 24.42
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498476

confirmed the presence of partial crystalline character,
unlike the case for a conventional phenolic resin.
10. Phenolic resins with phenyl ethynyl groups
Replacement of terminal acetylene groups by
phenyl ethynyl function gives scope for improving
further the thermal stability of phenolic networks
due to the higher aromatic-content of the cross links.
Phenyl ethynyl groups have, of late, received a great
deal of attention as a means of thermally chain
extending and cross-linking polymers [211,212]. On
thermal curing, they provide a three-dimensional
network exhibiting an excellent combination of pro-
perties including high glass transition temperature,
good thermal stability, moisture- and solvent resis-
tance, good toughness and mechanical properties.
10.1. Phenyl ethynyl functional addition-curable
phenolic resins
Phenyl ethynyl functional phenol–formaldehyde
(novolac-type, PEPFN) addition curable resins were
synthesized by reacting a mixture of phenol and
3-(phenylethynyl)phenol (PEP) with formaldehyde in
Fig. 42. GPC traces of (—-—): ethynyl phenyl azo phenol polymer,
(—--—): Methanol soluble fraction, (—): methanol insoluble
fraction in DMF, UV (280 nm) detection [205] (Reprinted from
Polymer by permission, q2002 Elsevier Science).
Fig. 43. TGA thermograms of cured ethynyl phenyl azonovolac
resins in N2. Heating rate: 10 8C/min. (—): EPAN 1, (- - -): EPAN 2,
(— — —): EPAN 3, (-·-·-): EPAN 4, (—--—--—): Resole [205]
(Reprinted from Polymer by permission, q2002 Elsevier Science).
Fig. 44. Monomer conversion with time for the polymerisation
reaction of phenyl ethynyl phenol and phenol with formaldehyde
[213] (Reprinted from Journal of Applied Polymer Science by
permission, q2001 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 477

the presence of an acid catalyst [213]. The poly-
merization reaction was performed at 75 8C, and the
reaction time was optimized by monitoring the
reaction mixture by GPC at different time intervals.
The molecular weight increased and the distribution
became broader as the reaction progressed. The
relative concentrations of the polymer and the starting
phenol reactants were determined by measuring the
area under the GPC curves corresponding to each
component. The product evolution with time is shown
in Fig. 44. The polymer was formed in about 74%
yield after 10 h. Relatively narrow molar-mass
distributed polymers were obtained in good yield.
The copolymer composition nearly matched the feed
composition. The presence of PEP led to reduced
molar-mass and narrow distribution of the copoly-
mers. The polymer properties are given in Table 42.
10.1.1. Cure and thermal characteristics of PEPFN
resins
The resin underwent thermal curing at around
250–275 8C, and the cure optimization was done by
isothermal DMA at 275 8C. The cure time of 1 h is
significantly lower than the cure time for conventional
phenyl ethynyl functional polymers. This points to an
altered cure mechanism in these resins. The cure
mechanism is proposed as a combination of acetylene
addition [214] and by addition of phenol to the triple
bond as implied in a model study [215]. Based on
these, the cure mechanism depicted in Scheme 42 was
proposed. The cure chemistry is not well understood.
In many cases, the polyene formation by linear
addition and cross linking is a widely accepted
Table 42
Composition and molecular weight characteristics of the PEPF
resins (conversion: 74–80%) [213] (Reprinted from Journal of
Applied Polymer Science by permission, q2003 John Wiley and
Sons)
Polymer
ref.
PEP in
feed
(wt%)
PEP in
copolymer
(wt%)
Molecular weight by GPC
Mn Mw Mp Mw=Mn DPn
PEPF 25 25 24 780 3220 1600 4.1 6.5
PEPF 50 50 49 820 2720 1400 3.3 5.9
PEPF 75 75 73.8 620 1510 860 2.5 4.4
PEPF100 100 100 650 1270 960 1.9 3.2
Scheme 42. Synthesis and likely cure mechanism for phenol–phenyl ethynyl phenol [213] (Reprinted from Journal of Applied Polymer Science
by permission, q2001 John Wiley and Sons).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498478

mechanism for the curing of phenyl ethynyl-contain-
ing polymers [216].
The thermal stability and anaerobic char residue of
the cured resins increased proportionate to the
phenylethynyl-content, and these properties were
improved over those of resol resin. These addition
cure phenolics provided an overall increase in char of
about 70% vis-a-vis resol resin when compared on the
basis of the uncured resins. The thermograms of resins
with varying degree of phenyl ethynyl functionaliza-
tion are given in Fig. 45. The variation of IDT and
anaerobic char with the phenyl ethynyl-content is
shown in Fig. 46.
10.2. Condensation–addition cure phenyl ethynyl
phenolic resins
The PEPFN resins have the disadvantage of the
need for a very high cure temperature. This causes a
processing difficulty in that the resin tend to bleed
away during molding at high temperatures. This can
be avoided by conferring a partial condensation
character to the resin, by synthesizing phenyl ethynyl
functional resoles (PEPFR). The curing of resole at
lower temperature facilitates the early gelation of the
resin. Thus, phenolic resins bearing methylol and
phenyl ethynyl functions and curing by a dual
mechanism of both condensation and addition were
synthesized by the reaction of 3-(phenyl ethynyl)
phenol (PEP) with formaldehyde under alkaline
conditions [217]. The synthesis and curing are
shown in Scheme 43.
Resins with varying relative concentration of the
two functional groups were synthesized and
characterized. GPC and NMR analyses confirmed
that the resin contained a mixture of multi-methylol
substituted phenols. It also contained some proportion
of partially chain extended molecules. A typical high
resolution GPC profile (of resoles derived from PEP)
showing the product distribution is shown in Fig. 47.
The molecular characteristics and the cure charac-
teristics of the resoles are given in Tables 43 and 44,
respectively. The methylol condensation occurred at
practically the same temperature range as for
conventional phenolic resins (,130–160 8C). The
ethynyl cure occurs at a lower temperature than the
model compound. A two-stage cure was confirmed in
both DSC and DMA analyses. The DMA spectrum is
shown in Fig. 48. The low temperature cure due to
methylol condensation was conducive to early gela-
tion of the system, at around 100–150 8C. The
ultimate curing through addition reaction of phenyl
Fig. 45. TGA traces of cured phenol–phenyl ethynylphenol–
formaldeheyde (PEPFN) polymers in N2. Heating rate 10 8C/min
[213] (Reprinted from Journal of Applied Polymer Science by
permission, q2001 John Wiley and Sons).
Fig. 46. Variation of Ti and char-yield (at 700 8C) for phenol–
phenyl ethynylphenol–formaldeheyde polymers with phenyl ethy-
nyl-content.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 479

ethynyl group, however, required heating at 275 8C
for 2 h.
The cured resins exhibited better thermal stability
and anaerobic char residue in comparison to a
conventional resole. The thermal stability and char-
yielding property showed a diminishing trend with
enhanced methylol substitution. Resin with an F/P
ratio less than unity offered excellent thermal
stability, and anaerobic char-yield significantly higher
than that of the corresponding novolac (PEPFN).
Methylene groups favored the initial degradation,
whereas the higher temperature carbonization process
was independent of the network structure.
11. Comparative thermal property of PMF, PN,
EPAN and PEPFN resins
On comparing the thermal stability of the addition-
cure phenolic resins belonging to PMF, PN, EPAN
and PEPFN class as a function of composition, it was
observed that in many cases, thermal stability and
char-yield increase with increased cross linking via
enhanced functionalization. Exceptions were noted in
the case of the blend of PMF with allyl novolac and
for propargylated novolac (PN resins). In these two
cases, the thermal stability decreased with cross-
linking due to the increase in the aliphatic-content in
the cured polymer. The PMF resins exhibited least
thermal stability and the EPAN systems were the most
thermally stable. The maximum char-yield was
obtained for EPAN and PEPFR (with low methylol)
concentration. The comparative thermograms can be
found in Fig. 49 for resins with maximum thermal
stability in each series [218].
12. Phenolic–triazine resin (P–T resins)
Phenolic triazine (P–T) precursor resin is a
reaction product of novolac resin and cyanogen
Scheme 43. Synthesis and curing of phenol–phenyl ethynylphenol–formaldeheyde (PEPFR) resin (PEPFR, resole type) [217] (Reprinted from
Journal of Applied Polymer Science by permission, q2002 John Wiley and Sons).
Fig. 47. High resolution GPC of phenyl ethynylphenol–formalde-
heyde resole (PEPFR) resin.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498480

halide. P–T network is formed by the thermal
cyclotrimerization of the cyanate ester of novolac as
shown in Scheme 44 [219,220]. It is an ideal matrix
system for composites, because it combines
the processibility convenience of epoxies and the
thermal capabilities of polyimides and fire resistance
of phenolics. The absence of volatile by-products
during cure renders them attractive matrices for void-
free moldings and composites.
12.1. Features of P–T resins
The key features of P–T resins are
† Low melt viscosity, epoxy like handling, resinous
consistency
† Long gel time and angle of flow, long-term thermal
stability
† High solubility in low boiling solvents
† Feasibility of mixing: dry, wet and impregnation,
ease of formulation
† Wide processing latitude, RTM processable
† Tg up to 399 8C depending on post cure
conditions
† Ultimate elongation and mechanical properties
equal to high performance polyimide systems
† Very low toxicity
† Low ðDkÞ and low moisture absorption and thermal
expansion
† Better thermo-oxidative stability than phenolics,
flame resistant and low smoke generation. Stability
comparable to polyimides
Table 44
Cure Characteristics of PEPFR resins from DSC. All temperatures are in 8C [217] (Reprinted from Journal of Applied Polymer Science by
permission, q2002, John Wiley and Sons)
Polymer reference Formaldehyde/
phenol ratio
Methylol condensation Ethynyl cure
DH (J/g) Ti Tm Te Ti Tm Te
PEPFR-1 1 91.3 170 196 230 260 300 320
PEPFR-1.5 1.5 100.9 170 198 230 270 320 340
PEPFR-2 2 142.3 160 202 220 255 280 325
PEP 0 – – – – 300 320 350
Fig. 48. DMA of phenyl ethynylphenol–formaldeheyde resole resin
showing two-stage curing [217]. (Reprinted from Journal of Applied
Polymer Science by permission, q2002 John Wiley and Sons).
Table 43
Characteristics of PEPFR resins [217] (Reprinted from Journal of Applied Polymer Science by permission, q2002, John Wiley and Sons)
Polymer
reference
Formaldehyde/
phenol ratio
(F/P)
Relative ratio
–CH2–O–/–CH2-
from NMR
Different components (%) in PEPFR resin from GPC
Monomer Mono and
dimethylol
product
Dimer and
higher oligomers
PEPFR- 1 1 2.7 14.6 49 36.4
PEPFR- 1.5 1.5 3.5 18.7 50.3 31
PEPFR -2 2 5 14.9 54.7 30.4
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 481

P–T resin offers considerable processing flexibility
since their consistency ranges from low viscous liquids
to semi solids, with gel temperatures that can be tuned
by catalysis using a host of materials. However, the
ultimate cure temperature has to be high (.300 8) to
achieve optimum cure and higher Tg (above 300 8C). In
fact Tg is a function of the ultimate cure temperature as
shown in Fig. 50. Post curing at temperatures above
300 8C ensures Tg of about 400 8C [221]. PT resins
possess better thermo-oxidative stability and char-
yield than conventional phenolics, because they are
mostly cross-linked by triazine groups. The proximity
of the hydroxyl groups in phenolic resin renders these
methylene bridges thermo-oxidatively fragile, and the
degradation process is accelerated by the number of
dihydroxy phenyl methylene groups. The degradation
process of phenolic resins has been discussed in length
[222]. The widely accepted mechanism for oxidative
degradation is as shown in Scheme 45. The hydroxy
phenyl methylene group is the triggering point.
PT resins, on the other hand, are cross-linked mostly
by triazine phenyl ether linkages, which confer both
thermo-oxidative stability and toughness to the system.
The evidence for better thermo-oxidative stability is
obtained from the thermal behavior of the systems in
both air and inert atmosphere. The initial decompo-
sition pattern in air and in inert atmosphere essentially
superimpose, pointing to a non-oxidative mechanism
of degradation for PT systems (see the thermograms in
Fig. 51).
The decomposition starts at around 420 8C and the
char-yield is of the order of 65–70%. The char retains
about 5% nitrogen. This char-yielding quality implies
better prospects for application of this type of resin for
thermo-structural uses in aerospace, in place of
conventional phenolics. In fact, laser ablation studies
on a series of ablatives including PT resin have
confirmed their potentiality for such applications.
It was found that the ablation energy was highest for
the cyanate polymers, on exclusion of phthalocya-
nines, among the polymers tested [223]. Some
ablative formulations for rocket nozzle applications
contain P–T resins as one of the components [224].
Fig. 49. Comparative thermograms of various addition-curable
phenolic resin in N2, heating rate 10 8C/min. Phenol–phenyl
ethynylphenol–formaldeheyde novolac (PEPFN), phenyl ethynyl-
phenol–formaldeheyde resole (PEPFR); phenol–maleimidophe-
nol–formaldehyde (PMF); propargyl novolac (PN); Ethynyl phenyl
azo novolac (EPAN) and resole [218] (Reprinted from Polymer
Degradation and Stabilisation by permission, q2001 Elsevier
Science).
Scheme 44. General synthesis route for novolac cyanate and curing to phenolic–triazine.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498482

PT resins possess the general characteristics of
cyanate esters with added thermal stability. The
relative strain capabilities and thermal performances
of some common thermosets are projected in Fig. 52.
The moderate strain capability and high temperature
capability conveys the comparative advantage of PT
system vis-a-vis the other thermosets.
The low moisture absorption, low dielectric
properties and better hygrothermal performance
project their potential for applications in many critical
aerospace structures. The low moisture absorption and
consequent reduced dimensional changes render it the
matrix of choice for composites for optical support
structures for satellite applications. Fig. 53 compares
the relative hygrothermal properties of common
thermosets, among which, the PT systems are seen
to occupy a comfortable position.
Scheme 45. Thermal degradation mechanism of phenol–formaldehyde resins.
Fig. 50. Dependence of Tg on cure temperature for phenolic–triazine
(P– T) resin [221] (Reprinted from Technical Brochure by
permission, q1996 Lonza Ltd).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 483

12.2. Properties of P–T systems
P–T resin is commercially available under the
trade name Primaset P-T-15, P-T-30, P-T-60 and
P-T-90, which essentially differ in their molar
masses [221]. The characteristics of the resin are
listed in Table 45.
The gel time can be tuned by catalyst concen-
tration. The generally recommended catalysts are zinc
octoate/nonyl phenol, cobalt naphthenate, copper salts
etc. The neat resin properties of cured PT systems are
given in Table 46. Although PT possesses a very high
Tg; its neat resin mechanical properties are inferior to
those of other common thermosets. On the other hand,
the PT composites exhibit excellent mechanical
properties and thermo-mechanical profile, as is
evident from the typical data displayed in Table 47.
Although the properties diminish at high temperature,
Fig. 51. Thermograms of cured phenolic–triazine (PT-30) resin in
air and N2. Heating rate 10 8C/min [202].
Fig. 52. Comparative temperature- and strain capabilities of
common thermosets [238] (Reprinted from Advances in Polymer
Science by permission, q2001 Springer Verlag).
Fig. 53. Comparative hygrothermal performances of common
thermosets [238] (Reprinted from Advances in Polymer Science
by permission, q2001 Springer Verlag).
Table 45
Characteristics of different PT resins [221] (Compiled from
Technical Brochure by permission, q1996 Lonza Ltd)
Property P-T-15 P-T-30 P-T-60 P-T-90
Consistency Viscous
liquid
Viscous
liquid
Semi-
solid
Powder
Sp. gravity
(g/cc)
1.25 1.28 1.24
Viscosity
(mPa s),
93 8C
1.245 200 25000 –
Viscosity
(mPa s),
121 8C
3 80 1500 –
Gel-time
(min, 200 8C,
uncatalysed)
2 .20–30 20
Gel-time
(min,
catalyzed)
.30
(200 8C)
,5
(177 8C)
,5
(177 8C)
–
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498484

the values are still in the acceptable limits for many
structural applications. Their ageing characteristics
are also excellent (refer to data in Table 48). Das has
compared the thermal and mechanical properties of
phenolic and P–T resins [225]. Almost all of the data
in Table 49 speak about the superiority of the latter
system for both mechanical and thermal properties.
The high char-yielding property is conducive to better
flame resistance in actual fire situations. The LOI
comparison given in Fig. 54 shows its superiority even
to phenolics.
The P–T resin systems have been successfully
employed in filament winding of cylindrical structures
such as pressure bottles, which retain 83% of their
room temperature properties at 288 8C [219,226]. The
flexural strength of PT/T-300 rings is 339 MPa, which
only drops to 284 MPa at 288 8C. The apparent
modulus drops from 98.6 to 93.8 GPa. The mechanical
Table 46
Typical neat resin properties of PT resin [221] (Compiled from
Technical Brochure by permission, q1996 Lonza Ltd)
Property Value
Tg (8C) Up to 400
Dk (1 MHz) 3.1
Dissipation factor 0.007
Ti (from TGA, 8C) 410–450
Char-yield (%) 65–70
CTE (8C21, 40–315 8C) 2.8 £ 1025
Tensile strength (MPa) 41.4
Tensile modulus (GPa) 4.07
Elongation (%) 2
Flexural strength (MPa) 110
Flexural modulus (GPa) 4.7
Compressive strength (MPa) 317
Table 47
Typical composite properties of PT resin [221] (Compiled from
Technical Brochure by permission, q1996 Lonza Ltd)
Property E-Glass
laminate
Carbon UD composite
24 8C 260 8C 316 8C
SBSS
(MPa)
53.8 184 55.8 50.3
Flexural
strength (MPa)
558 1480 986 882
Flexural
modulus (GPa)
34.8 175 170 160
Table 48
Thermal ageing data on PT/carbon fibre UD composite [221]
(Compiled from Technical Brochure by permission, q1996 Lonza
Ltd)
Tempera-
ture (8C)
Ageing
time (h)
Flexural
strength
(MPa)
Flexural
modulus
(GPa)
SBSS
(MPa)
288 0 1650 124 151
100 1830 132 119
200 1520 123 112
500 1050 137 106
1000 1410 128 86
316 100 1750 120 93.8
200 1650 117 94.5
Table 49
Comparative mechanical and thermal properties of PT and phenolic
resins [225] (Reprinted from 30th Int SAMPE Tech Conf by
permission, q1998 Society for the Advancement of Materials and
Process Engineering)
Property PT resin PF resin (hexa-cured)
Ti (TGA) 8C 450 350
Tg; 8C (DMA) 400 121
Char-yield, % at 1100 8C 66–68 55
Ultimate elongation (%) 2 0.3
Flexural strength (MPa) 95.2 47.6
Flexural modulus (MPa) 4626 2517
Compressive strength (MPa) 306 102
CTE, 1025/8C 22 65
Rockwell hardness (M scale) 125 93
Fig. 54. Comparative limiting oxygen index values of common
thermosets [225] (Reprinted 30th Int SAMPE Tech Conf by
permission by permission, q1998 from Society for the Advance-
ment of Materials and Process Engineering).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 485

properties of PT composites are comparable to those
of PMR-based composites, especially at high tem-
perature (refer to Table 50). Considering their ease of
processibility, PT has an edge over the PMR systems.
Their carbon composites have been experimented as
actuators in turbine engines, with significant advan-
tage over other high performance systems [227]. A
NASA report compared the mechanical properties of
composite and char residues of 27 modified phenolic
resins including PT resins, to those of conventional
phenolic resin [228]. Cyanate, epoxy, allyl, (meth)a-
crylate and ethynyl derivatives of phenolic oligomers
were reviewed. Novolac cyanate along with propar-
gyl–novolac resins provided an anaerobic char-yield
of 58% at 800 8C, whereas a modified epoxy novolac
provided 59% char. A phosphazene derivative was
effective in enhancing the char-yield. The novolac
cyanate, epoxy novolac and methacrylate–epoxy–
novolac were investigated for their composites.
The methacrylate–epoxy–novolac/graphite epoxy
Table 50
Comparative mechanical properties of P–T-carbon fibre composites (fiber: 58–64 vol%) [226]
Property P–T PMR-15
24 8C 330 8C 24 8C 315 8C
Flexural strength (Celion 6000) (MPa) 2482 1379 1930 965
Flexural modulus (GPa) 103–107 110 103–117 103
SBSS (CelionT-650/42) (MPa) 145–165 145–152 – –
SBSS (CelionT-650/42, polyimide sized) (MPa) 69 50 103 50
Scheme 46. Synthesis of cyanate ester and phenolic–triazine resin from cardanol novolac [231].
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498486

provided SBSS of 93.3 MPa at ambient conditions
whereas the novolac cyanate provided a value of
74 MPa. Novolac cyanate- and epoxy novolac-based
composites showed good property retention after
ageing at 204 8C for 12 weeks. A recent evaluation
of the composite materials of three high performance
matrices as a low-cost substitute for titanium
components for the control surfaces on hypersonic
aircraft showed the superiority of the PT systems. The
tensile, shear and compressive strength of the three
materials were tested at high temperature. The matrix
materials and test temperatures included (a) Poly-
etheramide (PEAR), 205–260 8C (b) BMI, 260–
427 8C and (c) Phenolic Triazine (PT), 370–538 8C.
While strength values for all materials decreased
substantially (25–100%) with increasing temperature,
the distinct advantage of PT systems were evidenced
in the evaluation [229]. The Lonza Group has claimed
some resin formulations based on P-T systems for
specific applications [230]. In a typical case, a patent
claims storage-stable prepolymer compositions that
are rapidly curable at elevated temperatures. This
comprises of a mixture of prepolymerized and non-
prepolymerized novolac cyanates of specified struc-
ture, useful as resin components for the manufacture
of printed circuit boards or in binders for abrasive
products. The mixture has a refractive index of 1.58,
and contains highly dispersible silicon dioxides and/or
particulate or fibrous fillers. The compositions are
solid at ambient temperature and can be ground to
powders that will flow.
12.3. Structurally modified P–T resins
Several structural modifications of novolac cyanate
have been attempted. Thus, introduction of a flexible
pentadecenyl group in a P–T network decreased the
shelf life of the precursor and the thermal stability of
the cured resin [231]. The resin was synthesized by
cyanation of cardanol–novolac or its mixed novolac
with phenol. The synthesis of the cyanate ester and the
resultant PT resin are shown in Scheme 46. The cross
linked cyanate ester of homo- and copolymers of
4-hydroxy phenyl maleimide (HPM) were syn-
thesized and thermally cured to imido–phenolic-
triazine [232]. The synthesis of a typical copolymer of
HPM, its cyanate ester and the resultant imido–
phenolic – triazine are depicted in Scheme 47.
However, the polymer showed inferior initial
decomposition properties, although the char-yield
was significantly higher. The cyanate ester of PMF
resins was also been synthesized [233]. The imide-
modified novolac (PMF) is described in Section 6.
The cyanate ester underwent a two-stage cure,
implying independent cure of both the cyanate and
maleimide groups. However, the cured imido–
phenolic–triazine exhibited poorer thermal stability
and anaerobic char residue, attributed to the inter-
ference of the rigid imide groups in the char forming
reactions of the triazine groups at higher temperature.
The structures of the cyanate ester and the imido–
phenolic–triazines are shown in Scheme 48. The
scheme has neglected the presence of a very minor
concentration of methylol groups present in the parent
phenolic resin (PMF). A patent claims preparation of
a low molar mass novolac cyanate ester prepolymer
(Mn ¼ 310 g/mol) from the corresponding novolac
resin. The prepolymers are claimed useful as coatings,
adhesives and as matrix in copper clad laminates for
printed circuit boards [234]. There are few reports on
cyanate esters of other polyhydric phenols. Different
grades of poly(4-cyanato styrene) (PCS, normal,
polymer and novolac grades) and copolymers of
4-cyanato styrene with butadiene (PCS-BD) or MMA
(PCS-MMA) as comonomers have been prepared by
Gilman et al. [235]. Flammability tests, performed
using micro scale combustion calorimeter, showed
significant differences in the flammability of the cured
polymers. The flammability decreased with increasing
branching of the cyanatophenyl styrene. The best
results were obtained for novolac grade polycyanato-
phenyl styrene. The structures of the various polymers
are shown in Scheme 49. Copolymer PCS-BD showed
properties similar to poly(cyanato styrene), probably
through cross linking of the unsaturated monomer at
high temperature. The PCS-MMA copolymer showed
the least flame resistance. On a comparative scale, the
PT resins exhibited the best flame resistance. The
thermal properties of these polymers were not
discussed. In a related work, copolymers of styrene
with 4-vinyl phenyl cyanate or 2,6-dimethyl-4-vinyl
phenyl cyanate were prepared via free radical
polymerization [236]. The copolymers were sensitive
to UV light and cross-linked on irradiation with
254 nm UV radiation. Interestingly, the cyanate groups
in the latter copolymer underwent rearrangement
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 487

Scheme 47. Cyanate ester of copolymer of hydroxy phenyl maleimide (HPM) and curing to imido–phenolic triazine [232] (Reprinted from
European Polym Journal by permission, q2000 Elsevier Science).
Scheme 48. Imido–phenolic–triazine derived from phenol–maleimidophenol–formaldehyde resin [233]. (Reprinted from European Polym
Journal by permission, q2001 Elsevier Science).
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498488

to the isocyanate during irradiation whereas, both the
copolymers yielded cyanurate networks on thermal
curing. Nano composites of PT and clay have also
been reported [237].
12.4. P–T/epoxy blends
For many applications, epoxy resins require
improvement in their properties. Their main drawbacks
in adhesive, coating, PCB and other industrial appli-
cations include, high moisture absorption, high ðDkÞ,
poor fire resistance, high smoke evolution, low Tg; etc.
Modification by way of a co-reaction with P–T resin
improves Tg; hot-wet performances, decreases ðDkÞ,
and moisture absorption and improves fire resistance.
Although many pathways have been proposed for
cyanate–epoxy co-reaction [238], the most accepted
mechanism involves formation of oxazoline groups in
the network as shown in Scheme 50.
The key features and advantages of P-T/epoxy
blends over the epoxy resin systems are [221]:
† Cost competitive
† Enhanced modulus, compressive strength and
hardness
† Improved electrical properties, low moisture
absorption
† Lower cure shrinkage
† Desirable fire, smoke and toxicity properties
† Enhanced Tg over epoxies (180–300 8C)
† No amine curative needed
† Stable materials for RTM hot-melt, and solution
prepregs
Scheme 49. Structures of various grades of cyanato phenyl styrene polymers [235] (Reprinted from 42nd Int SAMPE Symp by permission,
q1997 Society for the Advancement of Materials and Process Engineering).
Scheme 50. General co-reaction between cyanate ester and epoxy
group.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 489

12.5. Thermal degradation of P–T resins
The thermal degradation phenolic triazine has been
investigated, along with that for eight other cyanate
esters [239]. The evolved gases were analyzed by
FTIR and GC/MS. A three-step degradation was
concluded. The steps are (1): random scission and
cross linking of the hydrocarbon backbone between
400 and 450 8C; (2) breakdown of the triazine ring
between 500 and 750 8C, with liberation of low
molecular weight volatile compounds and the for-
mation of a primary residue; and (3) decomposition of
the primary residue between 500 and 750 8C, with the
elimination of alkenes and hydrogen, leaving a
secondary carbonaceous char containing residual
oxygen and nitrogen. Substituted benzene and phenols
were identified in the decomposition products. A
strong peak in the gas chromatogram at m=z ¼ 44 was
attributed to a mixture of CO2 and HOCN. In PT resin,
this amounted to 38.52%. The benzene derivative and
phenol derivatives were 8.7 and 39.8%, respectively.
The rest 10.46% could be due to products such as aryl
cyanates, aryl cyanates, amines, etc.
12.6. Applications of P–T resins
The major areas where PT systems are preferred
are:
† Aero-space composite structures
† Low CME satellite structures and optical support
components
† Cylindrical structures and pressurized bottles
† Actuators in turbine engines
† Thermo-structural applications in nozzles
† Radoms and high signal speed printed circuit
boards
13. Outlook
The foregoing discussion has presented a con-
solidated view of the recent developments in
non-conventional, addition curable phenolic resins.
Phenolic resin still commands considerable research
and industrial interest. Innovative research is focused
on means to address the shortcoming of these
systems in terms of processibility and oxidative
resistance. The introduction of addition-cure pheno-
lics is a partial answer to these problems. The
allylphenol–BMI system is suited for void-free
composite systems for structural applications. In
this case, the advantages in mechanical performances
are usually achieved at the cost of the thermal
capabilities. Although the absolute adhesive strength
is not high, their high temperature retention is good;
rendering them suited for high temperature appli-
cations. Phenol-epoxy systems are excellent for high
strength structural and adhesive applications, but
their low Tg limits the application even at moderately
high temperatures. However, their amenability for
structural modification permits designing systems
with tailored properties. Polybenzoxazines, combin-
ing several salient features required of a high
performance matrix, possess good prospects for
application in several engineering areas. Their
flexibility for molecular design, amenability for
blending and compounding are added advantages.
Poly amide–ether resins derived from bisoxazoline–
phenolics also claim similar design flexibility and
performance profiles, but surprisingly, they are yet to
dominate the market.
Some of the resin systems described show good
prospects for immediate use in composites for aero-
space structural and thermo-structural applications.
P–T resin ranks top among them, with ease of
processibility, excellent thermo-oxidative stability
and thermo-mechanical profile. With good mechan-
ical performance, and high temperature capability
surpassing even the PMR resins, they appear to offer
an immediate solution for many challenging problems
in aerospace composite structural engineering.
Although their neat resin properties are not commend-
able, composites fabricated with them are very strong
and flame-and high temperature resistant. However,
the high cure temperature of P–T systems is an
impeding factor.
The comparative property of various common
thermosets in Table 13 is suggestive of the relative
merits of each system. The structural modifications of
novolacs by incorporation of groups such as ethynyl,
phenyl ethynyl, phenyl maleimide, propargyl etc.,
have been successful in conferring addition curable
nature to phenolics, resulted in enhanced thermal
stability and char-yield. Pending data on mechanical
properties, the industrial utilities of these systems are
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498490

yet to be judged. The prohibitive cost and the high cure
temperature of some of these new systems may impede
their easy acceptability in industrial applications.
Acknowledgements
At many phases of the work described here, the
author has associated with his colleagues, R.L. Bindu,
C. Gouri and Dona Mathew. The encouragement and
support received from V.C. Joseph, R. Ramaswamy,
K.N Ninan and K.S. Sastri are thankfully acknow-
ledged. Permissions granted by John Wiley and Sons,
Elsevier Sciences, Springer Verlag, M/s. Lonza Ltd,
SAMPE, SAGE Publications, Kluwer Academics,
Brill Academic Publishers, Rapra Technology and
American Chemical Society for reproduction of data
from their publications are gratefully acknowledged.
References
[1] Kopf PW, Little D. Phenolic Resins. In: Grayson M, editor.
Kirk-Othmer, 3rd Edition. Encyclopaedia of Chemical
Technology, vol. 18. New York: Wiley; 1991. p. 603. Kopf
PW, Little AD. In: Mark HF, Bikales NM, Overberger CG,
Menges G,, editors, 2nd Ed. Encyclopaedia of Polymer
Science and Engineering, vol. 11. New York: Wiley; 1988. p.
45–94.
[2] Gardziella A, Pilato LA, Knop A. Phenolic Resins,
Chemistry, Applications, Standardization, Safety and Ecol-
ogy, 2nd edition. Heidelberg: Springer; 2000.
[3] Knop A, Pilato LA. Phenolic Resins: Chemistry Applications
and Performance—Future Directions. Heidelberg: Springer;
1985.
[4] Phenli UA. In: Salamone JC, editor. Phenolic Resins:
Polymeric Materials Encyclopaedia, vol. 7. Florida: CRC
Press; 1996. p. 5305.
[5] Matsumoto A. In: Salamone JC, editor. Phenolic Resins:
Polymeric Materials Encyclopaedia, vol. 7. Florida: CRC
Press; 1996. p. 5039.
[6] Reghunadhan Nair CP, Bindu RL, Ninan KN. Recent
advances in phenolic resins. Metals Materials and Processes,
vol. 9(2). Mumbai: Meshap Science Publishers; 1997. pp.
179–200.
[7] Reghunadhan Nair CP. Non-conventional phenolic resins.
J Sci Ind Res 2002;61:17–33.
[8] Katzman HA, Mallon JJ, Barry WT. Polyarylacetylene-
matrix composites for solid rocket motor components. J Adv
Mater 1995;4:21–7.
[9] Golfarb IJ, Lee CY-C, Arnold FE, Helminiak TE. In: Serafini
TM, editor. High Temperature Polymer Matrix Composites.
Park Ridge, NJ: Noyes Data Corporation; 1987.
[10] Moroz SA, Gorbachev SG, Chekina OV. Structure and
properties of allylphenol–formaldehyde resins. Plast Massy
1987;8:34–5.
[11] Savoskin VM, Gontarevskaya NP, Borbulevich AI, Prot-
senko EI, Lunev LV. Synthesis of allyl derivatives of
phenols. Plast Massy 1984;6:10–11.
[12] Ambika Devin K, Reghunadhan Nair CP, Ninan KN. Dual
cure phenol–epoxy resins, characterisation and properties.
Polym Polym Compos 2003;11(7):1–8.
[13] Enoki T, Okubo H, Ishii K, Shibahara S. Curing reactions of
maleimide resins. IV. Effects of catalysts on the reactions of
N-phenylmaleimide/allyl compound systems. Netsuku Kasei
Jushi 1991;12:9–18.
[14] Wagner-Jauregg TH. Structure of addition product from N-n-
butyl maleimide and styrene. Tetrahedron Lett 1967;13:
1175–6.
[15] Reyx D, Campistron I, Caillaud C, Villatte M, Cavedon A.
Thermal reactions between N-phenyl maleimide and 2-allyl
phenol as a model for crosslinking reaction in bismaleimide
polymerisation with diallylbisphenol-A. Makromol Chem
Phys 1995;196:775–85.
[16] Cunningham ID, Brownhill A, Hamerton I, Howlin BJ. The
Ene reaction between maleimide and allyl substituted
aromatics. Tetrahedron 1997;53:13473–94.
[17] Phelan JC, Sung CSP. Fluorescence characteristics of cure
products in bis(maleimide)/diallylbisphenol-A resin. Macro-
molecules 1997;30(22):6837. Phelan JC, Sung CSP. Cure
characterization in bis(maleimide)/diallylbisphenol-A resin
by fluorescence FT-IR and UV-reflection spectroscopy.
Macromolecules 1997;30(22):6845–51.
[18] Mijovic J, Andjelic S. Study of the mechanism and rate of
bismaleimide cure by remote in-situ real-time fiber optic
near-infrared spectroscopy. Macromolecules 1996;29:
239–46.
[19] Shibahara S, Enoki T, Yamamoto T, Motoyoshiya J, Hayashi
S. Curing reactions of bismaleimide resins catalysed by
triphenyl phosphine, high resolution solid-state 13C NMR
study. Polym J 1996;28(9):752–7.
[20] Shibahara S, Yamamoto T, Yamaji T, Motoyoshiya J,
Hayashi S. Thermal-reactions of n-phenylmaleimide and
mono-functional or di-functional allylphenols. Polym J 1998;
30(5):404–9.
[21] Morgan RJ, Shin E, Rosenberg B, Jurek A. Characterisation
of the cure reactions of bismaleimide composite matrices.
Polymer 1997;38(3):639–46.
[22] Boey FYC, Song XL, Rath SK, Yue CY. Cure reaction for
modified diallylbisphenol-A/diaminodiphenylsulfone/bisma-
leimide. J Appl Polym Sci 2002;85(2):227–35.
[23] King JJ, Chaudhari M, Zahir S. A new bismaleimide system
for high performance applications. 29th In SAMPE Symp
1984;29:392–403.
[24] Stenzenberger HD. Addition polyimides. Adv Polym Sci
1994;117:167–217.
[25] Gu AJ, Liang GZ, Lan LW. A high-performance bismalei-
mide resin with good processing characteristics. J Appl
Polym Sci 1996;62(5):799–803.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 491

[26] Li ZM, Xu M, Lu A, Zhang MD, Huang R. A diallyl
bisphenol-a ether and diallyl phenyl ether modified bisma-
leimide resin system for resin transfer moulding. J Appl
Polym Sci 1999;74(7):1649–53.
[27] Morgan RJ, Jurek A, Yen A, Donnelan T. Toughening
procedures and performances of bismaleimide-carbon com-
posites. Polymer 1993;34:835–42.
[28] Shiomi H, Kamio K, Hasegawa Y, Hirano Y. (Sumimoto
Chemical Co). Thermosetting resin potting compositions.
Japan Kokai Tokkyo Koho, JP. 03,237,150 (91,237150),
1991. Chem Abstr 116; 1992. p. 85492.
[29] Mai KC, Huang JW, Zeng HM. Studies of the stability of
thermoplastic-modified bismaleimide resin. J Appl Polym
Sci 1997;66(10):1965–70.
[30] Iijima T, Nishina T, Fukuda W, Tomoi M. Effect of matrix
compositions on modification of bismaleimide resin by n-
phenylmaleimide–styrene copolymers. J Appl Polym Sci
1996;60(1):37–45.
[31] Naito S, Saito Y, Shiomi H. (Sumitomo Bakelite Co Ltd).
Thermosetting resin compositions. Japan Kokai Tokkyo
Koho. JP. 01, 289,21 (89,289821), 1989; Chem Abstr. 112
1990. p. 159870.
[32] Yan YH, Shi XM, Liu JG, Zhao T, Yu YZ. Thermosetting
resin system based on novolac and bismaleimide for resin-
transfer moulding. J Appl Polym Sci 2002;83(8):1651–7.
[33] Arita Y, Hirako K. (Sumito Durez Co). Japan Kokai Tokkyo
Koho. Fire and heat resistant maleimide resin composition.
JP. 06, 493,25 (94,49325) 1994; Chem Abstr, 121; (1994).
p. 110623.
[34] Harris GJ. Werkstoffe UK. Midland Silicones Ltd, XYLOK-
210, Technical Bulletin. 22; 1971. p. 227.
[35] Stenzenberger HD, Konig P. New functionalized poly(ar-
ylene ether ketones) and their use as modifiers for
bismaleimide resins. High Perf Polym 1993;5:123–37.
[36] Gu AJ, Liang GZ, Lan LW. Modification of polyaralkyl–
phenolic resin and its copolymer with bismaleimide. J Appl
Polym Sci 1996;59(6):975–9.
[37] Zhang BY, Li P, Chen XB. Influence of composition on the
properties of BMI neat resins and BMI/T300 composites.
Polym Polym Compos 1998;6(3):155–9.
[38] Kuang WF, Cai XX, Jiang LX. Synthesis of a new silicone-
containing bismaleimide copolymer. Chin J Polym Sci 1997;
15(3):231–5.
[39] Dao B, Hodgkin JH, Morton TC. The utility of 2-naphthol
derivatives as Diels-Alder based co-reactants for bismalei-
mides. High Perform Polym 1997;9(4):413–27.
[40] Liang GZ, Fan J. Novel modified bismaleimide resins with
improved ablativity. J Appl Polym Sci 1999;73(9):1623–31.
[41] Chiang WY, Chang DM. Mechanical and dynamic properties
of graft polyurethane/allyl novolak resin simultaneous
interpenetrating network. Polym Int 1996;39(1):55–60.
[42] Chiang WY, Chang DM. Synthesis and properties of
simultaneous interpenetrating networks based on poly(-
urethane–epoxy)/allyl novolac resin. J Mater Sci 1997;
32(18):4985–90.
[43] Chiang WY, Tsai CD. Synthesis and properties of mal-
eimide-terminated polyurethane AB cross linked polymers.
1. Polyurethane/allyl novolac resin ABCPs. Eur Polym J
1999;35(6):1139–48.
[44] Chiang WY, Tsai CD. Synthesis and properties of mal-
eimide-terminated polyurethane ab cross-linked Polymers
ii—polyurethane allyl nonyl novolac resin bismaleimide
diphenyl methane ABCPs. Angew Makromol Chemie 1998;
260(11):11–15.
[45] Gouri C, Reghunadhan Nair CP, Ramaswamy R. Reactive
alder-ene blend of diallyl bisphenol-A novolac and bisphe-
nol-A-bismaleimide: synthesis, cure and adhesion studies.
Polym Int 2001;50:403–13.
[46] Gouri C, Reghunadhan Nair CP, Ramaswamy R. Adhesive
characteristics of alder-ene adduct of diallyl bisphenol-A
novolac and bisphenol-A-bismaleimide. High Perform
Polym 2000;12:497–514.
[47] Gouri C, Reghunadhan Nair CP, Ramaswamy R, Ninan KN.
Thermal decomposition characteristics of Alder-ene adduct
of diallyl bisphenol-A novolac with bismaleimide: effect of
stoichiometry, novolac molar mass and bismaleimide
structure. Eur Polym J 2002;38:503–10.
[48] Gouri C, Reghunadhan Nair CP, Ramaswamy R. High-
temperature adhesives based on Alder-ene reaction of diallyl
bisphenol-A novolac and bismaleimide: effect of BMI
structure and novolac molar mass. Polym Polym Comp
2003;11(4):311–20.
[49] Culbertson BM, Tiba O, Deviney ML, Tufts TA. Bisoxazo-
line-phenolic resin step-growth copolymerisation: New
systems for electronic, mould making and resin transfer
molding. 34th Int SAMPE Symp 1989;34:2483–97.
[50] Deviney ML, Kampa JJ. Resin transfer molding and
compression molding of eight-inch thick bisoxazoline–
phenolic thermoset fibre glass composite. 42nd Int SAMPE
Symp 1997;42:24–32.
[51] Rogers JK. Latest advanced composite materials
combine strength with processibility. Plastic Tech 1988;
34(8):31–9.
[52] Culbertson BM, Tiba O, Deviney ML. Bisoxazoline–
phenolic resins: new thermosetting poly(amide–ether)
materials for improved performance composites. 20th Int
SAMPE Tech Conf 1988;20:590–604.
[53] Annual report of Southwest Research Institute. PO Drawer
28510, San Antonio, Texas 78228-0510; 1996.
[54] Innovative holdings. PEAR properties. htm; 2001. Innovative
holdings and technologies Inc.
[55] Dekar A, Stretz H, Koo J. Flame retardant properties of
novolac phenolic/bisoxazoline amended with an epoxy-
terminated siloxane and clay nanocomposites. Polym Mater
Sci Engng 2000;83:105–6.
[56] Roslaniec Z. Block copolymers and terpolymers and
poly(ether–ester–amide) blends. Polimery 1999;44(7–8):
481–8.
[57] Huber T, Voit B, Wolf D. Perfectly branched and
hyperbranched poly(ether amide)s. Macromol Symp 1999;
142:133–43.
[58] Frank B, Carola C, Freddy G, Stefan G, Thomas H, Petra P,
Brigitte V. High Perform Polym 2001;13(2):S21–S31.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498492

[59] Culbertson BM, Tong YH, Schricker SR. Synthesis and ring-
opening reactions of tetraphenyl-substituted bisoxazoline
monomers for preparing new thermosets and composites.
Polym Adv Technol 2000;11(1):9–14.
[60] Tong Y, Gao F, Huang Y, Schricker SR, Culbertson BM.
Synthesis of ether-linked bisoxazolines and their use in step-
growth polymerization reactions with phenolics. Polym Adv
Technol 2002;13(5):311–9.
[61] Ishida H. Versatile Phenolic stands up to the heat. Modern
Plastics International 1998;6:87–90. (Kaplan WA, Compi-
ler).
[62] Ishida H, Rodriguez Y. Curing kinetics of new
benzoxazine-based phenolic resin by DSC. Polymer
1995;36:3151–8.
[63] Ishida H, Allen D. Rheological characterisation during cure
of near-zero shrinkage polybenzoxazines. ACS Polym Mater
Sci Engng 1995;73:496–7.
[64] Ishida H, Allen D. Physical and mechanical characterisation
of near-zero shrinkage polybenzoxazines. J Polym Sci-B
1996;34(6):1019–30.
[65] Shen SB, Ishida H. Development and characterization of
high-performance polybenzoxazine composites. Polym
Comp 1996;17(5):710–9.
[66] Ishida H, Low HY. A study on the volumetric expansion of
benzoxazine-based phenolic resin. Macromolecules 1997;
30(4):1099–106.
[67] Riess G, Schwob JM, Guth G, Lande B. In: Culbertson BM,
McGrath JE, editors. Advances in polymer synthesis. New
York: Plenum Press; 1985.
[68] Ishida H, Sanders DP. Regioselectivity of the ring-opening
polymerization of monofunctional alkyl-substituted aromatic
amine-based benzoxazines. Polymer 2001;42(7):3115–25.
[69] Hayakawa T, Osanai Y, Niizeki K, Haba O, Ueda M. The
curing reaction of 3-aryl substituted benzoxazine. High
Perform Polym 2000;12(1):237–46.
[70] Ishida H, Allen DJ. Gelation behaviour of near zero
shrinkage polybenzoxazine. J Appl Polym Sci 2001;79:
406–17.
[71] Yu D, Chen H, Shi Z, Xu R. Curing kinetics of benzoxazine
resin by torsional braid analysis. Polymer 2002;43:3163–8.
[72] Wang YX, Ishida H. Cationic ring-opening polymerization of
benzoxazines. Polymer 1999;40(16):4563–70.
[73] Wan XB, He JB, Xu N, Xue Q, Ishida H. New heat-resistant
polybenzoxazine synthesized by electrochemical method.
Chem J Chinese Univ 2001;22(3):506–7.
[74] Shen SB, Ishida H. Synthesis and characterisation of
polyfunctional naphthoxazines and related polymers. J Appl
Polym Sci 1996;61(9):1595–605.
[75] Ishida H, Sanders DP. Improved thermal and mechanical-
properties of polybenzoxazines based on alkyl-substituted
aromatic-amines. J Polym Sci-B 2000;38(24):3289–301.
[76] Huang MT, Ishida H. Dynamic-mechanical analysis of
reactive diluent modified benzoxazine-based phenolic resin.
Polym Polym Comp 1999;7(4):233–47.
[77] Kimura H, Matsumoto A, Sugito H, Hasegawa K, Ohtsuka K,
Fukuda A. New thermosetting resin from Poly( p-vinylphe-
nol) based benzoxazine and epoxy-resin. J Appl Polym Sci
2001;79(3):555–65.
[78] Tietze R, Blyakham Y, Bhatt P, Chaudary M. Benzoxazines,
new chemistry for building advanced printed wiring boards.
46th Int SAMPE Symp 2001;46:1451–7.
[79] Kim HJ, Brunovska Z, Ishida H. Synthesis and thermal
characterization of polybenzoxazines based on acetylene-
functional monomers. Polymer 1999;40(23):6565–73.
[80] Kim HJ, Brunovska Z, Ishida H. Synthesis and thermal
characterisation of polybenzoxazines based on acetylene-
functional monomers. 43rd Int SAMPE Symp 1988;43:
1370–9.
[81] Kim HJ, Brunovska Z, Ishida H. Molecular characterisation
of the polymerisation of acetylene-functional benzoxazine
monomers. Polymer 1999;40:1815–22.
[82] Kanchanasopa M, Yanumet N, Hemvichian K, Ishida H.
The effect of polymerization conditions on the density
and Tg of bisphenol-A and hexafluoroisopropylidene-
containing polybenzoxazines. Polym Polym Comp 2001;
9(6):367–75.
[83] Liu JP, Ishida H. High-yield synthesis of fluorinated
benzoxazine monomers and their molecular characterisation.
Polym Polym Comp 2002;10(3):191–203.
[84] Brunovska Z, Lyon R, Ishida H. Thermal properties of
phthalonitrile functional polybenzoxazine. Thermochim
Acta 2000;357(8):195–203.
[85] Choi S-W, Ishida H. Preparation of dendritic macromol-
ecules containing benzoxazine moiety. Polym Prepr (Amer-
ican Chemical Society, Division of Polymer Chemistry)
2001;42(2):433–4.
[86] Ishida H, Allen DJ. Mechanical characterisation of copoly-
mers based on benzoxazine and epoxy. Polymer 1996;
37(20):4487–95.
[87] Kimura H, Matsumoto A, Hasegawa K, Ohtsuka K, Fukuda
A. Epoxy-resin cured by bisphenol-A based benzoxazine.
J Appl Polym Sci 1998;68(12):1903–10.
[88] Blyakhman Y, Tontisakis A, Senger J, Chaudhari A. Novel
high performance matrix systems. 46th Int SAMPE Symp
2001;46:533–45.
[89] Kimura H, Murata Y, Matsumoto A, Hasegawa K, Ohtsuka
K, Fukuda A. New thermosetting resin from terpenediphe-
nol-based benzoxazine and epoxy-resin. J Appl Polym Sci
1999;74:2266–73.
[90] Rimdusit S, Ishida H. Development of new class of electronic
packaging materials based on ternary-systems of benzox-
azine, epoxy, and phenolic resins. Polymer 2000;41(22):
7941–9.
[91] Rimdusit S, Ishida H. Kinetic study of curing process and
gelation of high performance thermosets based on ternary
systems of benzoxazine, epoxy and phenolic resins. 46th Int
SAMPE Symp 2001;46:1466–80.
[92] Rimdusit S, Ishida H. Gelation study of high processi-
bility and high-reliability ternary-systems based on
benzoxazine, epoxy, and phenolic resins for an appli-
cation as electronic packaging materials. Rheol Acta
2002;41(1–2):1–9.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 493

[93] Ishida H, Low HY. Synthesis of benzoxazine functional silane
and adhesion properties of glass-fiber-reinforced polybenzox-
azine composites. J Appl Polym Sci 1998;69(13):2559–67.
[94] Kimura H, Matsumoto A, Hasegawa K, Fukuda A. New
thermosetting resin from bisphenol A-based benzoxazine
and bisoxazoline. J Appl Polym Sci 1999;72(12):
1551–8.
[95] Kimura H, Taguchi S, Matsumoto A. Studies on new-type of
phenolic resin (ix) curing reaction of bisphenol A-based
benzoxazine with bisoxazoline and the properties of the
cured resin—ii—cure reactivity of benzoxazine. J Appl
Polym Sci 2001;79(13):2331–9.
[96] Shen SB, Ishida H. Dynamic-mechanical and thermal
characterisation of high-performance polybenzoxazines.
J Polym Sci-B 1999;37(23):3257–68.
[97] Brunovska Z, Ishida H. Thermal study on the copolymers of
phthalonitrile and phenylnitrile-functional benzoxazines.
J Appl Polym Sci 1999;73(14):2937–49.
[98] Ishida H, Lee YH. Infrared and thermal analyses of
polybenzoxazine and polycarbonate blends. J Appl Polym
Sci 2001;81(4):1021–34.
[99] Ishida H, Lee YH. Study of exchange-reaction in poly-
carbonate-modified polybenzoxazine via model-compound.
J Appl Polym Sci 2002;83(9):1848–55.
[100] Ishida H, Lee YH. Synergism observed in polybenzoxazine
and poly(epsilon-caprolactone) blends by dynamic-mechan-
ical and thermogravimetric analysis. Polymer 2001;42(16):
6971–9.
[101] Ishida H, Lee YH. Study of hydrogen-bonding and thermal-
properties of polybenzoxazine and poly-(epsilon-caprolac-
tone) blends. J Polym Sci-B 2001;39(7):736–49.
[102] Takeichi T, Agag T, Zeidam R. Preparation and properties of
polybenzoxazine/poly(imide–siloxane) alloys: in situ ring-
opening polymerisation of benzoxazine in the presence of
soluble poly(imide–siloxane). J Polym Sci-A 2001;39(15):
2633–41.
[103] Takeichi T, Guo Y. Synthesis and characterisation of
poly(urethane–benzoxazine) films as novel type of poly-
urethane/phenolic resin composite. J Polym Sci-A 2000;38:
4165–76.
[104] Takeichi T, Guo Y. Preparation and properties of poly(-
urethane-benzoxazine)s based on monofunctional benzoxa-
zine monomer. Polym J 2001;33(5):437–43.
[105] Jang J, Seo D. Performance improvement of rubber-modified
polybenzoxazine. J Appl Polym Sci 1998;67(1):1–10.
[106] Ishida H, Lee YH. Dynamic-mechanical and thermal-
analysis of reactive poly (butadiene-co-acrylonitrile)
rubber-modified polybenzoxazine resin. Polym Polym
Comp 2001;9(2):121–34.
[107] Agag T, Takeichi T. Polybenzoxazine-montmorillonite
hybrid nano composites: synthesis and characterisation.
Polymer 2000;41(19):7083–90.
[108] Ishida H, Allen DJ. Physical and mechanical characterisation
of near zero shrinkage polybenzoxazines. J Polym Sci-B
1996;34(6):1019–30.
[109] Takeichi T, Zeidam R, Agag T. Polybenzoxazine/clay hybrid
nanocomposites: influence of preparation method on the
curing behaviour and properties of polybenzoxazines.
Polymer 2002;43(1):45–53.
[110] Su Y-C, Kuo S-W, Yei D-R, Xu H, Chang F-C. Thermal
properties and hydrogen bonding in polymer blend of
polybenzoxazine/poly(N-vinyl-2-pyrollidone). Polymer
2003;44:2187–91.
[111] Phiriyawirut P, Magaraphan R, Ishida H. Preparation and
characterisation of polybenzoxazine-clay immiscible nano-
composite. Mater Res Innovations 2001;4(2–3):187–96.
[112] Shi ZX, Yu DS, Wang YZ, Xu RW. Investigation of
isothermal curing behaviour during the synthesis of poly-
benzoxazine-layered silicate nanocomposites via cyclic
monomer. Eur Polym J 2002;38(4):727–33.
[113] Ishida H, Rimdusit S. Very high thermal-conductivity
obtained by boron nitride-filled polybenzoxazine. Thermo-
chim Acta 1998;320(1–2):177–86.
[114] Huang MT, Ishida H. Investigation of the boron nitride/
polybenzoxazine interphase. J Polym Sci-B 1999;37(17):
2360–72.
[115] Dansiri N, Yanumet N, Ellis JW, Ishida H. Resin transfer
molding of natural fiber-reinforced polybenzoxazine compo-
sites. Polym Comp 2002;23(3):352–60.
[116] Suprapakorn N, Dhamrongvaraporn S, Ishida H. Effect of
CaCO3 on the mechanical and rheological properties of a
ring-opening phenolic resin-polybenzoxazine. Polym Comp
1998;19(2):126–32.
[117] Low HY, Ishida H. An investigation of the thermal and
thermo-oxidative degradation of polybenzoxazine with a
reactive functional-group. J Polym Sci-B 1999;37(7):
647–59.
[118] Low HY, Ishida H. Structural effects of phenols on the
thermal and thermo-oxidative degradation of polybenzox-
azine. Polymer 1999;40:4365–76.
[119] Kim HJ, Brunovska Z, Ishida H. Dynamic mechanical
analysis on highly thermally stable polybenzoxazines with
an acetylene functional group. J Appl Poly Sci 1999;73:
857–62.
[120] Hemvichian K, Ishida H. Thermal-decomposition processes
in aromatic amine-based polybenzoxazines investigated by
TGA and GC-MS. Polymer 2002;43:4391–402.
[121] Hemvichian K, Laobuthee A, Chirachanchai S, Ishida H.
Thermal-decomposition processes in polybenzoxazine model
dimers investigated by TGA-FTIR and GC-MS. Polym
Degrad Stab 2002;76(1):1–15.
[122] Kim HD, Ishida H. Study on the chemical-stability of
benzoxazine-based phenolic resins in carboxylic acids. J Appl
Polym Sci 2001;79(7):1207–19.
[123] Macko JA, Ishida H. Behaviour of a bisphenol-A-based
polybenzoxazine exposed to ultraviolet-radiation. J Polym
Sci-B 2000;38(20):2687–701.
[124] Macko JA, Ishida H. Structural effects of phenols on the
photo-oxidative degradation of polybenzoxazines. Polymer
2001;42(1):227–40.
[125] Hale A, Macosko CW. DSC and NMR studies of the
imidazole accelerated reaction between epoxides and phe-
nols. J Appl Polym Sci 1989;38:1253–69.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498494

[126] Ogato M, Kinjo N, Kawata T. Effect of cross linking on
physical properties of phenol–HCHO–novolac cured epoxy
resins. J Appl Polym Sci 1993;48:583–601.
[127] Tyberg CS, Bears K, Sankarapandian M, Shih P, Loos AC,
Dillard D, Mcgrath JE, Riffle JS, Sorathia U. Structure–
property correlation of void-free phenolic–epoxy matrix
materials. Polymer 2000;41:5043.
[128] Tysberg CS, Bears K, Sankarapandian M, Shih P, Loos AC,
Dillard D, Mcgrath JE, Riffle JS, Sorathia U. Tough, void-
free, flame retardant phenolic matrix materials. Constr Build
Mater 1999;13:343–53.
[129] Han S, Kim WG, Yoon HG, Moon TJ. Curing reaction of
biphenyl epoxy resin with different phenolic functional
hardeners. J Polym Sci-A 1998;36(5):773–83.
[130] DiBenedetto AT. Prediction of the Tg of polymers: a model
based on the principle of corresponding states. J Polym Sci-B
1987;25:1949–69.
[131] Han S, Kim WG, Yoon HG, Moon TJ. A kinetic-study of
biphenyl type epoxy–xylok resin system with different kinds
of catalysts. Bull Kor Chem Soc 1997;18(11):1199–203.
[132] Han S, Yoon HG, Suh KS, Kim WG, Moon TJ. Cure kinetics
of biphenyl epoxy-phenol novolac resin system using
triphenyl phosphine as catalyst. J Polym Sci-A 1998;37:
713–20.
[133] Choi IJ, Han S, Yoon HG, Kim WG. A Kinetic-study of off-
stoichiometric biphenyl epoxy-dicyclopentadiene type phe-
nolic resin system. Polym Korea 1998;22(5):839–48.
[134] Han S, Kim WG, Yoon HG, Moon TJ. Kinetic-study of the
effect of catalysts on the curing of biphenyl epoxy resin.
J Appl Polym Sci 1998;68(7):1125–37.
[135] Fainleib A, Galy J, Pascault JP, Sue HJ. Ways of synthesis of
polymer networks based on diglycidyl ether of bisphenol-A,
bisphenol-A, and sulfanilamide—kinetics study. J Appl
Polym Sci 2001;80(4):580–91.
[136] Biernath RW, Soane DS. In: Salamone JC, Riffle J, editors.
Contemporary topics in polymer science, vol. 7. New York:
Plenum Press; 1992. p. 103.
[137] Reghunadhan Nair CP, Ambika Devi K, Krishnan K, Ninan
KN. Kinetics of triphenyl phosphine-catalysed thermal cure
of diallyl bisphenol A-novolac epoxy blend. In: Pillai CGS,
Ramakrishnan KL, Ravindran PV, Venugopal V, editors.
Proceedings, THERMANS 2001, Mumbai: Bhabha Atomic
Research Centre; 2002. p. 134–6.
[138] Luo XW, Ping ZH, Ding JP, Ding YD, Li SJ. Mechanism
studies on water sorption and permeation in epoxy-resin by
impedance spectroscopy. 2. Cure kinetics of o-cresol novolac
resin with esterified phenol novolac resin. J Macromol Sci
Pure Appl Chem 1997;A34(11):2279–91.
[139] Nagai A, Kokaku H, Ishii T. Relationship of structure and
properties of phosphine-containing catalysts in reactions with
epoxy and phenol compounds. J Appl Polym Sci 2002;
85(11):2335–41.
[140] Smirnov YN, Dyachkova SL, Russ. J Appl Chem 2000;
73(5):870–5.
[141] Tai HJ. Chemical shrinkage and diffusion-controlled reaction
in a cresol novolac epoxy. J Polym Res—Taiwan 2000;7(4):
221–7.
[142] Yoon HG, Han S, Kim WG, Suh KS. Cure kinetic-model of
biphenyl-type epoxy/phenol novolac resin system consider-
ing active complex-formation. Polym Korea 1999;23(4):
507–16.
[143] Kim WG, Yoon HG, Lee JY. Cure kinetics of biphenyl
epoxy–resin system using latent catalysts. J Appl Polym Sci
2001;81(11):2711–20.
[144] Hsieh TH, Wang TL, Ho KS, Wang YZ. Chemo-rheological
analysis of an epoxy-novolac molding compound. Polym
Engng Sci 2000;40(2):418–29.
[145] Kim HY, Moon KS, Han S, Kim JM, Ryu JH, Yoon HG.
Chemo-rheological study of biphenyl-type epoxy/phenol
novolac resin system. Polym Korea 1999;23(1):105–12.
[146] Chen YC, Chiu WY, Lin KF. Kinetic study of imidazole
cured epoxy-phenol resin. J Polym Sci-A 1999;37:3233–42.
[147] Chen YC, Chiu WY. The structural properties of imidazole
cured epoxy–phenol resins. Polymer 2001;42:5439–48.
[148] Park SJ, Seo MK, Lee JR. Isothermal cure kinetics of epoxy/
phenol–novolac resin blend system initiated by cationic
latent thermal catalysts. J Polym Sci-A 2000;38(16):
2945–56.
[149] Park SJ, Seo MK, Lee JR. Relationship between
viscoelastic properties and gelation in the epoxy/phenol–
novolac blend system with N-benzyl pyrazinium salt as a
latent thermal catalyst. J Appl Polym Sci 2001;79(12):
2299–308.
[150] Hamazu F, Akashi S, Koisumi T, Takata T, Endo T. Novel
benzyl ammonium salt having an aromatic group on sulfur
atom as a latent thermal initiator. J Polym Sci, Part A: Polym
Chem 1991;29:1675–80.
[151] Goh Y, Ijima T, Tomoi MJ. Novel quaternary ammonium
borates as latent catalysts for epoxy–phenolic resin. Polym
Sci-A 2002;40:2689–701. Goh Y, Ijima T, Tomoi MJ.
Thermal latency of novel chelating borates catalysts as latent
catalysts for epoxy–phenolic resin. Polym Sci-A 2002;40:
2702–16.
[152] Kobayashi M, Sanda F, Endo T. Application of (triphenyl
phosphine methylene) boranes to thermally latent catalysts
for polyaddition of bisphenol A diglycidyl ether with
bisphenol A: model systems of epoxy-novolac resin.
Macromolecules 2001;34(5):1134–6.
[153] Kobayashi M, Sanda F, Endo T. Substituent effect of
(triphenyl phosphinemethylene) boranes on latent catalytic
activity for polyaddition of bisphenol-A diglycidyl ether with
bisphenol A: model system of epoxy-novolac resin. Macro-
molecules 2002;35:346–8.
[154] Tysberg CS, Shih P, Verghese KNE, Loos AC, Lesko JJ,
Riffle JS. Latent nucleophilic initiators for melt processing
phenolic–epoxy matrix composites. Polymer 2000;41(26):
9033–48.
[155] Tysberg CS, Sankarapandian M, Bears K, Shih P, Loose AC,
Dillard D, Mcgrath JE, Riffle JS, Sorathia U. Structure–
property relationship of void-free phenolic–epoxy matrix
materials. Polymer 2000;41(13):5053–62.
[156] Ochi M, Yoshinaka S, Shimizu Y. Effect of the chemical
structure of phenolic curing agents in the network structure
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 495

and mechanical properties of cured epoxy resins containing a
mesogenic group. Kobunshi Ronbunshu 1997;54(4):217–23.
[157] Strehmel V, Wetzel H, Strehmel B. Attaching of flexible
chains to novolac on the basis of bisphenol A. J Appl Polym
Sci 1996;60(8):1221–9.
[158] Tseng FP, Chang FC, Lin SF, Lin JJ. Preparation and epoxy
curing of p-nonylphenol/dicyclopentadiene adducts. J Appl
Polym Sci 1999;74(9):2196–206.
[159] Kaji M, Nakahara K, Endo T. Synthesis of a bifunctional
epoxy monomer containing biphenyl moiety and properties
of its cured polymer with phenol novolac. J Appl Polym Sci
1999;74(3):690–8.
[160] Kaji M, Nakahara K, Ogami K, Endo T. Synthesis of a novel
epoxy resin containing pyrene moiety and thermal properties
of its cured polymer with phenol novolac. J Appl Polym Sci
2000;75(4):528–35.
[161] Tai HJ, Wang JB, Chou HL. Polym Comp 2000;21(6):
953–9.
[162] Tai HJ, Wang JB, Chou HL. Synthesis and properties of vinyl
siloxane modified cresol novolac epoxy for electronic
encapsulation. J Appl Polym Sci 2001;79(4):652–61.
[163] Ho TH, Wang CS. Modification of epoxy–resin with
siloxane containing phenol aralkyl epoxy–resin for elec-
tronic encapsulation application. Eur Polym J 2001;37(2):
267–74.
[164] Sugihara S, Okada S, Ohtsuka H, Yamaki J. Effects of
surface state of plastics on adhesive strength in electro-less
plating. J Appl Polym Sci 1996;59(11):1751–8.
[165] Ochi M, Tsuyono N, Nakanishi K, Murata M. Effect of
network structure on thermal and mechanical properties of
biphenol-type epoxy resins cured with phenols. J Appl Polym
Sci 1995;56:1161–7.
[166] Liu YL. Flame retardant epoxy resins from novel phosphor-
ous-containing novolac. Polymer 2001;42(8):3445–54.
[167] Liu YL, Wu CS, Chang TC. Flame-retardant epoxy–resins
from o-cresol novolac epoxy cured with a phosphorus-
containing aralkyl novolac. J Polym Sci-A 2002;40:2329.
[168] Shieh JY, Wang CS. Synthesis of novel flame retardant
epoxy hardeners and properties of cured products. Polymer
2001;42(18):7617–25.
[169] Shieh JY, Wang CS. Effect of organophosphate structure on
the physical and flame-retardant properties of an epoxy resin.
J Polym Sci-A 2002;40:369–78.
[170] Wu CS, Liu YL, Chiu YS. Epoxy resins possessing flame
retardant elements from silicon incorporated epoxy com-
pound cured with phosphorus or nitrogen containing curing
agents. Polymer 2002;43:4277–84.
[171] Summer MJ, Sankarapandian M, Mcgrath JE, Riffle JS,
Sorathia U. Tough, void-free, flame retardant phenolic matrix
materials. Polymer 2002;43(19):5157.
[172] Reghunadhan Nair CP, Bindu RL, Ninan KN. Phenolic resins
bearing maleimide functions; synthesis and characterisation.
J Polym Sci Part A Polym Chem 2000;38:641–52.
[173] Bindu RL, Reghunadhan Nair CP, Ninan KN. Maleimide-
functional phenolic resins: thermal characteristics and proper-
ties of composites. J Appl Polym Sci 2001;80:1664–74.
[174] Pyriadi TM, Abdulameer I. Preparation of phenol formal-
dehyde resins containing pendant isoimide and their
isomerisation to stable resins. J Polym Sci-A 2000;38(18):
3244–52.
[175] Bindu RL, Reghunadhan Nair CP, Ninan KN. Addition- cure
phenolic resins based on alder-ene reaction. J Appl Polym Sci
2001;80:737–49.
[176] Gouri C, Reghunadhan Nair CP, Ramaswamy R. Adhesive
and thermal characteristics of maleimide-functional novolac
resins. J Appl Polym Sci 1999;73:695–705.
[177] Gouri C, Reghunadhan Nair CP, Ramaswamy R. Effect of
elastomer modification on the adhesive characteristics of
maleimide-functional novolac–epoxy resins. J Appl Polym
Sci 1999;74(9):2321–32.
[178] Gouri C, Reghunadhan Nair CP, Ramaswamy R. Thermo-
plastic film adhesives based on phenol-functional acrylic
terpolymers: mechanical and adhesion characteristics.
J Adhes Sci Technol 2001;15(7):823–40.
[179] Gouri C, Reghunadhan Nair CP, Ramaswamy R. Thermo-
setting film adhesives based on phenol-functional acrylic
terpolymers. J Adhes Sci Technol 2001;15(6):703–26.
[180] Dirlikov SK. Propargyl terminated resins, a hydrophobic
substitute for epoxy resins. High Perform Polym 1990;2(1):
67–77.
[181] Douglas WE, Overend A. Curing reactions in acetylene-
terminated resin. 1.Uncatalysed cure of aryl propargyl ether
terminated monomers. Eur Polym J 1991;27:1279–87.
[182] Douglas WE, Overend AS. Curing reactions in acetylene-
terminated resins. Part 4. IR and NMR study of catalysed
polymerisation of aryl prop-2-ynyl ether-terminated mono-
mers. J Mater Chem 1993;3:1019–24.
[183] Douglas WE, Overend AE. Cyclotrimerisation versus non-
aromatic polyene formation in catalysed cure of aryl
propargyl ether terminated monomer. Polymer 1993;34:
1544–5.
[184] Grenier MFL, Sangler C. Prepolymers with propargyl
termianl residues. 1. Simulation of reaction mechanism and
kinetics of monofunctional models. Eur Polym J 1997;33:
1125–34.
[185] Reghunadhan Nair CP, Bindu RL, Krishnan K, Ninan KN.
Bispropargyl ether resins; synthesis and structure–thermal
property correlations. Eur Polym J 1999;35(2):235–46.
[186] Balcar H, Kalisz T, Sedlacek J, Blechta V, Matejka P.
Polymerization of nitrophenyl propargyl ethers with tran-
sition-metal catalysts and characterization of polymers.
Polymer 1998;39(18):4443–7.
[187] Loughran GA, Reinhardt BA, Arnold FE, Solosky EJ.
Thermal and thermal mechanical properties of acetylene
terminated phenylene systems. Org Coat Plast Chem 1980;
43:777–82.
[188] Okubo H, Suzuki K, Enoki H. Resin compositions for
semiconductor sealants. Jpn Kokai Tokkyo Koho JP 04,15,
217 (92 15,217). Japan: Sumitomo Bakelite Co Ltd; 1990.
[Chem Abstr 117 1992 9490].
[189] Bilalov NM, Naibova TM, Akhundova EsA, Agakisheva
MA. Modification of phenol–formaldehyde resin by propar-
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498496

gyl glycidyl ether. Azerbaidzhanskii Khimicheskii Zhurnal
1984;1:97–9. Chem Abstr, 101 1984, 231395.
[190] Enoki H, Suzuki K, Okubo H. Thermosetting resin
compositions with dimensional stability and heat resistance.
Japan Kokai Tokkyo Koho, JP.04, 137,56 (92, 13756)
Sumito Bakelite Co; 1992. [Chem Abstr 117 1992, 9477].
[191] Enoki H, Suzuki K, Okubo H. Thermosetting resins with
good workability andcurability for laminates. Japan Kokai
Tokkyo Koho JP. 04,13,752 (92, 13752) Sumito Bakelite Co;
1992. [Chem Abstr 117 1992, 9474].
[192] Enoki H, Suzuki K, Okubo H. Heat and moisture resistant
siloxane -modified phenolic resin. Japan Kokai Tokkyo Koho
JP.04,13,754(92, 13754) Sumito Bakelite Co; 1992. [Chem
Abstr 117 1992, 9475] and Heat and moisture resistant
siloxane-modified phenolic resin and maleimide resin
composition for sealing of semiconductor devices. JP 04,
13,755 (92, 13755); 1992. [Chem Abstr 117 1992, 9476].
[193] Furutani H, Ida J, Nagano H. Novel Soluble propargylether-
terminated ester-imide prepolymers. I-Their syntheses and
characteristics. High Perform Polym 2000;12(4):471–9.
[194] Furutani H, Ida J, Nagano H. Novel propargyl ether-
terminated ester-imide prepolymers: II. Matrix resins for
high-temperature-use composites. High Perform Polym
2000;12(4):481–7.
[195] Furutani H, Ida J, Nagano H. Novel propargylether-
terminated ester-imide prepolymers—III—thermoset/ther-
moset blend prepolymers as matrix resins for composites.
High Perform Polym 2000;12(4):489–96.
[196] Agag T, Takeichi T. Novel benzoxazine monomers contain-
ing p-phenyl propargyl ether: polymerisation of monomers
and properties of polybenzoxazine. Macromolecules 2001;
34(21):7257.
[197] Bindu RL, Reghunadhan Nair CP, Ninan KN. Addition-
cure phenolics based on propargyl ether functional
novolacs: synthesis, curing and properties. Polym Int
2001;50:651–8.
[198] Bindu RL, Reghunadhan Nair CP, Ninan KN. Thermal
characteristics of the propargyl ether novolac phenolic resins.
J Macromol Sci Pure Appl Chem 2003;A40(4):357–69.
[199] Hug R, Frater GY, Hansen HJ, Schmidt H. Thermal
behaviour of cyclopropa[c]chromenes. Helv Chim Acta
1971;54:306–27.
[200] Zsindely J, Schmidt H. Sigmatropic rearrangement of aryl
propargyl ethers. Synthesis of 1,5-dimethyl-6-methylenetri-
cyclo[3,2,1.2,7]oct-3-en-8-one derivatives. Helv Chim Acta
1968;51:1510–4.
[201] Pomeranz UK, Hansen HJ, Schmidt H. On the catalysed
curing of phenyl propargyl ether. Helv Chim Acta 1973;56:
2981.
[202] Reghunadhan Nair CP. Unpublished results.
[203] Reghunadhan Nair CP, Narenthranathan PK, Packirisamy
S. Unpublished results.
[204] Reghunadhan Nair CP, Gouri C, Dhanya V. Dual cure
thermoset based on propargyl novolac-epoxy system,
synthesis and properties. Polym Polym Comp 2004; 12:
49–61.
[205] Reghunadhan Nair CP, Bindu RL, Ninan KN. Addition
curable phenolic resins based on ethynyl phenyl azo
functional novolac. Polymer 2002;43(9):2609–17.
[206] Landis AL, Bilow N, Boschan RH, Lawrence RE, Aponyi TJ.
Acetylene-terminated polyimide–terephthalonitrile N,N-
dioxide copolymers. Polym Prepr Am Chem Soc Div
Polym Chem 1974;15:533–6. Landis AL, Bilow N, Boschan
RH, Lawrence RE, Aponyi TJ. Homopolymerizable acety-
lene-terminated polyimides. Polym Prepr Am Chem Soc Div
Polym Chem 1974;15:537–41.
[207] Glaser C. Annalen 1870;137:154. ref. 118 in Sergeev VA, Yu
A, Chernomordik AS, Kurapov. Oligomers and polymers
with reactive acetylenic groups. Russ Chem Rev, 53 (1984)
518–539.
[208] Strauss F. Annalen 1905;342:190. ref. 117 in Sergeev VA,
Yu A, Chernomordik AS, Kurapov. Oligomers and polymers
with reactive acetylenic groups. Russ Chem Rev, 53 (1984)
518–539.
[209] Viehe HE, editor. The chemistry of acetylenes. New York:
Dekker; 1969.
[210] Bindu RL. Modified phenolic resins and their composites.
PhD Thesis. Kerala University, India; 2000.
[211] Pater RH. Thermosetting polyimides: a review. SAMPE J
1994;30(5):29–38.
[212] Connell JW, Smith Jr JG, Hergenrother PM. Oligomers and
polymers containing phenyl ethynyl groups. J Macromol Sci
Rev Macromol Chem Phys 2000;C40(2–3):207–30.
[213] Reghunadhan Nair CP, Bindu RL, Ninan KN. Addition-cure
phenolic resins with phenyl ethynyl functions, synthesis,
characterisation and thermal properties. J Mater Sci 2001;
36(17):4151–7.
[214] Hergenrother PM, Smith Jr. JG. Chemistry and properties of
imide oligomers end-capped with phenyl ethynyl phthaloc
anhydrides. Polymer 1994;1994:4857–64.
[215] Wood KH, Orwoll RA, Jensen BJ, Young PR, McNair HM.
Cure chemistry of phenyl ethynyl terminated oligomers.
42nd Int SAMPE Symp 1997;42:1271–82.
[216] Fang X, Rogers DF, Scola DA, Stevens MP. A study of the
thermal cure of phenylethynyl-terminated imide model
compound and a phenyl ethynyl-terminated imide oligomer.
J Polym Sci-A 1998;36:461–70.
[217] Reghunadhan Nair CP, Bindu RL, Ninan KN. Conden-
sation–addition-type phenolic resins with phenyl ethynyl
functions: synthesis, characterisation, and thermal properties.
J Appl Polym Sci 2002;81:3371–7.
[218] Reghunadhan Nair CP, Bindu RL, Ninan KN. Thermal
characteristics of addition-cure phenolic resins. Polym
Degrad Stab 2001;73(2):251–7.
[219] Das S, Prevorsek DC, De Bona BT. Phenolic–triazine, a
versatile high performance thermoset for composite appli-
cations. 21st Int SAMPE Tech Conf 1989;21:972–83.
[220] Das S, Parsippany, Prevorsek DC. Cyanato group containing
phenolic resins; phenolic triazines (PT) derived therefrom
US Pat 4, 831 086; May, 1989.
[221] Primaset PT. Technical product brochure. Switzerland:
Lonza Ltd; 1996.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498 497

[222] Conley RT. Thermal stability of polymers. New York:
Marcel Decker; 1970. p. 11.
[223] Cozzens RF, Walter P. Laser pyrolysis characterised cyanu-
rate network polymers. J Appl Polym Sci 1987;34:60–616.
[224] Miks MW, Shigly JK. Addition-polymerisation resin system
for fibre reinforced nozzle ablative components. US Pat 5,
645,219 Thiokol Corporation; 1997.
[225] Das S. Multifunctional cyanate esters for aircraft interior
applications. 30th Int SAMPE Tech Conf 1998;30:127–37.
[226] Das S, Prevorsek DC, De Bona BT. Phenolic–triazine resins
yield high performance thermoset composites. Modern Plast
Int 1990;6:64–7.
[227] Couch BP, McAllister LE. The application of PT resins to
high temperature aerospace structures. 35th Int SAMPE
Sympo, 35 2298-2311 and Couch BP. Workshop IX-9 1990;
93:1989.
[228] Delano CB, McLeod AH., Synthesis of improved phenolic
resins. NASA-CR-159724, Acurex final report 79-25/AS,
September 1979.
[229] High temperature short term response. Information bulletin,
Composite Centre, University of Southern California,
Source: Internet, October, 2002.
[230] Gmuer M, Daum U, Heyl F, Brigitta H, Alessandro PF.
US2001-331300P, 20011114. Lonza Ag, Switz.
[231] Reghunadhan Nair CP, Bindu RL, Joseph VC. Cyanate esters
based on cardanol-modified novolacs, synthesis and thermal
characteristics. J Polym Sci-A 1995;33:621–7.
[232] Mathew D, Reghunadhan Nair CP, Ninan KN. Pendant
cyanate functional vinyl polymers and imido–phenolic–
triazines thereof: synthesis and thermal properties. Eur
Polym J 2000;36:1195–208.
[233] Mathew D, Reghunadhan Nair CP, Ninan KN. Imido–
phenolic–triazines derived from maleimide-functional novo-
lac, synthesis and thermal properties. Eur Polym J 2001;37:
315–21.
[234] Ikekuchi, N., Nozaki, M., Heat-resistant polycyanurate-
containing phenol novolac-type cyanate ester pre-copoly-
mers with improved storage stability. Japan Kokai Tokkyo
Koho JP 11, 124,433; 1999. A2 19990511. [Chem Abstr 130
1999, 338839].
[235] Gilman JW, Haris JrRH, Brown JE. Flammability studies of
new cyanate ester resins. 42nd Int SAMPE Symp 1997;42:
1052–61.
[236] Kern W, Cifrain M, Schroder R, Hummel K, Mayer C,
Hofstotter M. Polymers with pendant cyanate ester groups;
synthesis and thermal curing and photocrosslinking. Eur
Polym J 1998;34(7):987–95.
[237] Gilman JW, Harris RH, Jackson CL, Morgan AB, Brassell
LD, Hunter DL. Phenolic cyanate ester clay nanocomposites:
effect of ammonium ion structure on flammability and nano-
dispersion. Book of Abstracts. 219th ACS National Meeting,
San Francisco, CA, March 26–30, 2000; 2000, PMSE-217.
[238] Reghunadhan Nair CP, Mathew D, Ninan KN. Cyanate ester
resins: recent developments. Adv Polym Sci 2001;54:1–99.
[239] Ramirez ML, Walters R, Savitsky EP, Lyon RE. Thermal
decomposition of cyanate ester resins. Report no DOT/FAA/
AR-01/32, US Department of Transportation (Federal
Aviation Administration), Washington DC; September,
2001.
C.P. Reghunadhan Nair / Prog. Polym. Sci. 29 (2004) 401–498498

![Flexural properties of sawdust reinforced phenolic …...application of phenolic resins is for inner lining of multilayered composite in fire critical applications [4, 5]. By varying](https://img.dokumen.tips/doc/110x75/610c975d1be80b0eef4ccd84/flexural-properties-of-sawdust-reinforced-phenolic-application-of-phenolic-resins.jpg)



















![PHENOLIC RESINS AND COMPOSITES PHENOLIC COMPOSITES ...€¦ · pure fuel and as a gasoline enhancer [16,17]. The process in general consists of the hydrolysis of a lignocellulosic](https://img.dokumen.tips/doc/110x75/5e96a162a7c90434d23347e6/phenolic-resins-and-composites-phenolic-composites-pure-fuel-and-as-a-gasoline.jpg)