Embed Size (px)
Citation preview

Achieving Manufacturing Process Excellence with Quality by Design, Design Space Development, Design for Manufacturing and PAT
By: Justin O. Neway, Ph.D., Chief Science Officer Aegis Analytical Corporation 1380 Forest Park Circle, Suite 200 Lafayette, CO 80026 Tel: 303-625-2101 Mobile: 303-570-1737 Fax: 303-484-3433 E-mail: [email protected] Web: www.aegiscorp.com
©2007 Aegis Analytical Corporation
V3.4JN
Process Intelligence for Manufacturing.

©2007 Aegis Analytical Corporation 2
Table of Contents
1 Quality by Design in the New Regulatory Environment ........................................................3
2 The Business Benefits of Quality by Design.........................................................................4
3 Achieving Quality by Design through Process Understanding..............................................4 3.1 Collaboration between Process Development and Manufacturing............................4 3.2 The Role of Design Space Development in Quality by Design .................................6 3.3 The Role of Design for Manufacturing in Quality by Design......................................7 3.4 The Role of Process Improvement in Quality by Design...........................................8 3.5 The Role of Process Upsets in Quality by Design ..................................................10
4 Technology Aspects of Quality by Design..........................................................................10 4.1 The Role of PAT in Quality by Design ....................................................................11 4.2 The Role of On-demand Data Access in Quality by Design....................................11 4.3 The Role of Collaborative Analytics in Quality by Design .......................................12
5 Conclusion.........................................................................................................................12
6 Reference List ...................................................................................................................14
©2007 Aegis Analytical Corporation 3
1 Quality by Design in the New Regulatory Environment
Beginning in 2001 and followed in 2004 by the publication of its “Guidance for Industry: PAT – A Framework for Innovative Pharmaceutical Development, Manufacturing and Quality Assurance,”5 the FDA has challenged the industry to achieve a level of process understanding consistent with controlling process variability and assuring product quality in “real-time” while the batch is being manufactured (RTQA). Ideally, the appropriate level of quality must be assured by the process in real-time despite variations in materials and processing that in the past would have resulted in unacceptable product batches that were prevented from entering the market only by laboratory testing of the finished product. In other words, the ability to achieve the appropriate quality outcome must be designed into the process itself rather than relying on final product testing. This increased emphasis on “Quality by Design” (QbD) requires pharmaceutical manufacturers to make larger investments earlier in the product life cycle during process development in advance of approved commercial operations. The goal is to develop a sound scientific basis for a “Control Space” that accommodates a range of defined variability in the commercial process materials and operations and still produces the right product quality outcomes. With the publication of its “Note for Guidance on Pharmaceutical Development” by the International Conference on Harmonization (ICH Q8)1, the opportunity now also exists for pharmaceutical manufacturers to develop a “Design Space” that takes into account the need for different Control Spaces to accommodate future changes in the scale, economics or other aspects of the commercial manufacturing process in the later stages of the product life cycle. It is expected that companies who adopt Quality by Design, together with a quality system as described in the draft ICH Q10 document, “Pharmaceutical Quality Systems”2, will achieve this “Desired State” of pharmaceutical manufacturing. These companies can expect a significant payback in reduced risks to customers and therefore to the business itself, as well as in significantly reduced risks of costly deviation investigations or rejects and consequent enforcement actions as a result of the FDAs commitment to science-based regulation and risk-based enforcement. Pharmaceutical manufacturers can also expect a significant reduction in the cost of Scale-up and Post-approval Changes (SUPAC) made to the process later in the product life cycle, since many of these will not require regulatory approval if the new Control Space remains within the approved Design Space. To stay within a Control Space a Control Strategy needs to be developed which provides appropriate mechanisms for monitoring and measuring the operation of the process in real time. This regulatory environment has highlighted new ideas regarding process development and manufacturing and forced us to think about the practicalities of implementing them. It has also focused renewed attention on two very important areas of the process sciences that may have been somewhat neglected in the pharmaceutical industry; Design Space Development and Design for Manufacturing.
©2007 Aegis Analytical Corporation 4
2 The Business Benefits of Quality by Design
When fully implemented, Quality by Design means that all the critical sources of process variability have been identified, measured and understood so that they can be controlled by the manufacturing process itself. The resulting business benefits are significant:
• Reduced batch failure rates, reduced final product testing and lower batch release costs
• Lower operating costs from fewer failures and deviation investigations • Increased predictability of manufacturing output and quality • Reduced raw material, WIP and finished product inventory costs • Faster tech transfer between development and manufacturing • Faster regulatory approval of new product applications and process changes • Fewer and shorter regulatory inspections of manufacturing sites
These benefits translate into significant reductions in working capital requirements, resource costs and time to value. The bottom line gains in turn pave the way for additional top line growth.
3 Achieving Quality by Design through Process Understanding
Successful approaches to moving towards real-time quality assurance require that the Critical Process Parameters (CPP) driving variability in the Critical Quality Attributes (CQA) be identified and understood during process development so that they can be measured and controlled in real-time during the manufacturing process. This is what the FDA means by “Process Understanding.” It requires a culture of continuous improvement without the need for regulatory intervention to approve changes, and close collaboration between the process development and manufacturing teams along with deployment of appropriate enabling technologies. As an added benefit, this collaboration has the potential to drive the adoption of better practices and sustain the business benefits of higher levels of process predictability and quality compliance across the entire global manufacturing network.
3.1 Collaboration between Process Development and Manufacturing
Quality by Design is the outcome of collaboration between the process development and manufacturing teams to achieve a sufficient level of Process Understanding prior to regulatory approval of the commercial manufacturing process. The science underlying this work is documented in the Chemistry Manufacturing and Controls (CMC)4 section of the regulatory submission prepared for approval of the manufacturing process. The process development team begins its work on a new process during clinical trials when a new drug candidate is needed in small quantities of sufficient quality for use in humans. As the clinical trials progress and the risks of clinical, regulatory and commercial failure decrease, investment begins in the development of an approvable, commercially viable manufacturing process. For a significant period of time, production
©2007 Aegis Analytical Corporation 5
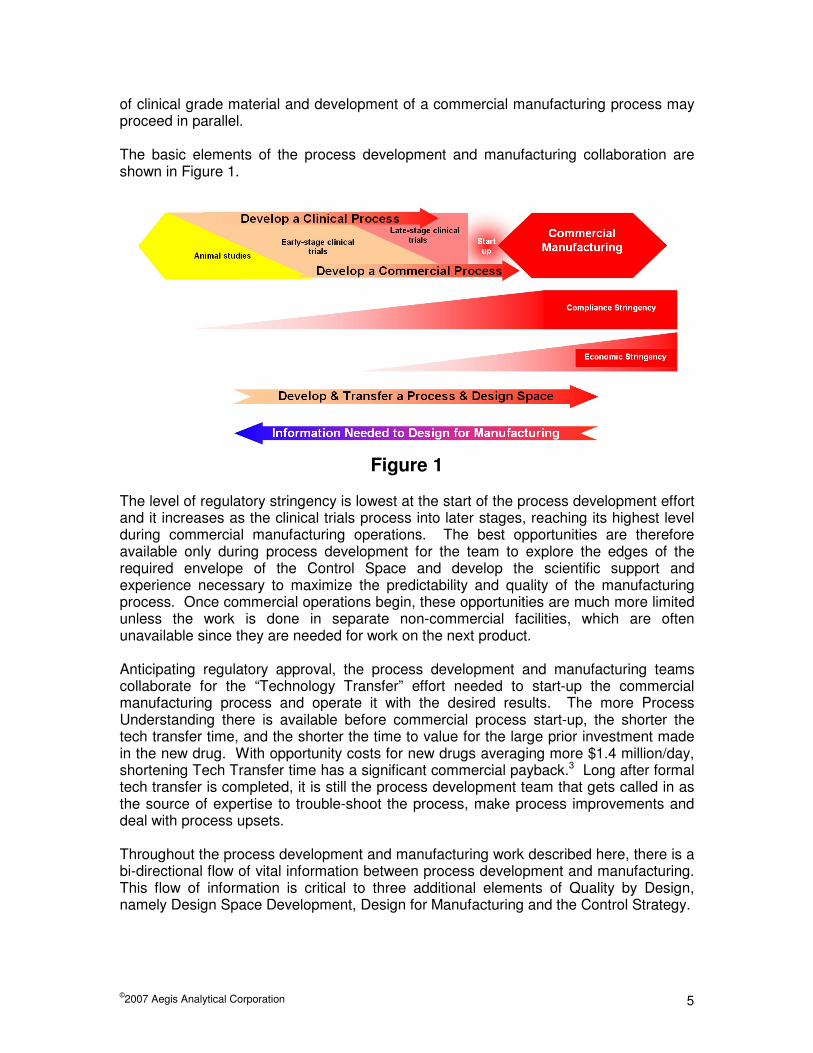
of clinical grade material and development of a commercial manufacturing process may proceed in parallel. The basic elements of the process development and manufacturing collaboration are shown in Figure 1.
Figure 1
The level of regulatory stringency is lowest at the start of the process development effort and it increases as the clinical trials process into later stages, reaching its highest level during commercial manufacturing operations. The best opportunities are therefore available only during process development for the team to explore the edges of the required envelope of the Control Space and develop the scientific support and experience necessary to maximize the predictability and quality of the manufacturing process. Once commercial operations begin, these opportunities are much more limited unless the work is done in separate non-commercial facilities, which are often unavailable since they are needed for work on the next product. Anticipating regulatory approval, the process development and manufacturing teams collaborate for the “Technology Transfer” effort needed to start-up the commercial manufacturing process and operate it with the desired results. The more Process Understanding there is available before commercial process start-up, the shorter the tech transfer time, and the shorter the time to value for the large prior investment made in the new drug. With opportunity costs for new drugs averaging more $1.4 million/day, shortening Tech Transfer time has a significant commercial payback.3 Long after formal tech transfer is completed, it is still the process development team that gets called in as the source of expertise to trouble-shoot the process, make process improvements and deal with process upsets. Throughout the process development and manufacturing work described here, there is a bi-directional flow of vital information between process development and manufacturing. This flow of information is critical to three additional elements of Quality by Design, namely Design Space Development, Design for Manufacturing and the Control Strategy.
©2007 Aegis Analytical Corporation 6
3.2 The Role of Design Space Development in Quality by Design
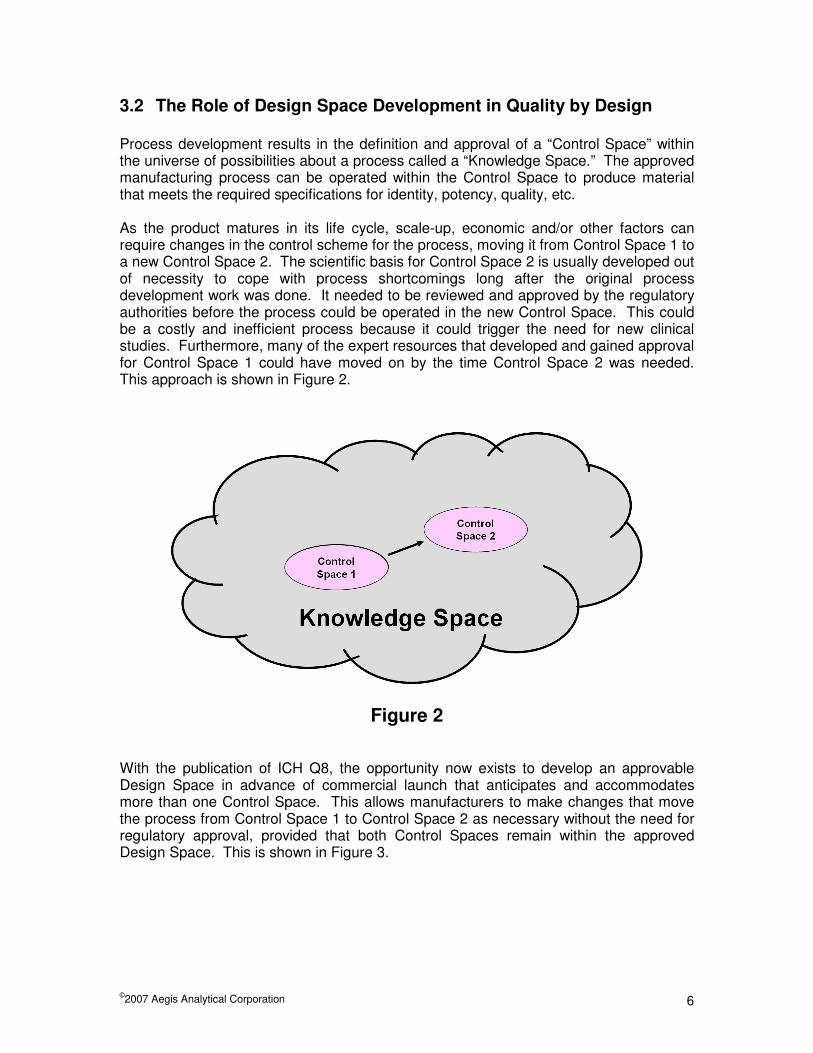
Process development results in the definition and approval of a “Control Space” within the universe of possibilities about a process called a “Knowledge Space.” The approved manufacturing process can be operated within the Control Space to produce material that meets the required specifications for identity, potency, quality, etc. As the product matures in its life cycle, scale-up, economic and/or other factors can require changes in the control scheme for the process, moving it from Control Space 1 to a new Control Space 2. The scientific basis for Control Space 2 is usually developed out of necessity to cope with process shortcomings long after the original process development work was done. It needed to be reviewed and approved by the regulatory authorities before the process could be operated in the new Control Space. This could be a costly and inefficient process because it could trigger the need for new clinical studies. Furthermore, many of the expert resources that developed and gained approval for Control Space 1 could have moved on by the time Control Space 2 was needed. This approach is shown in Figure 2.
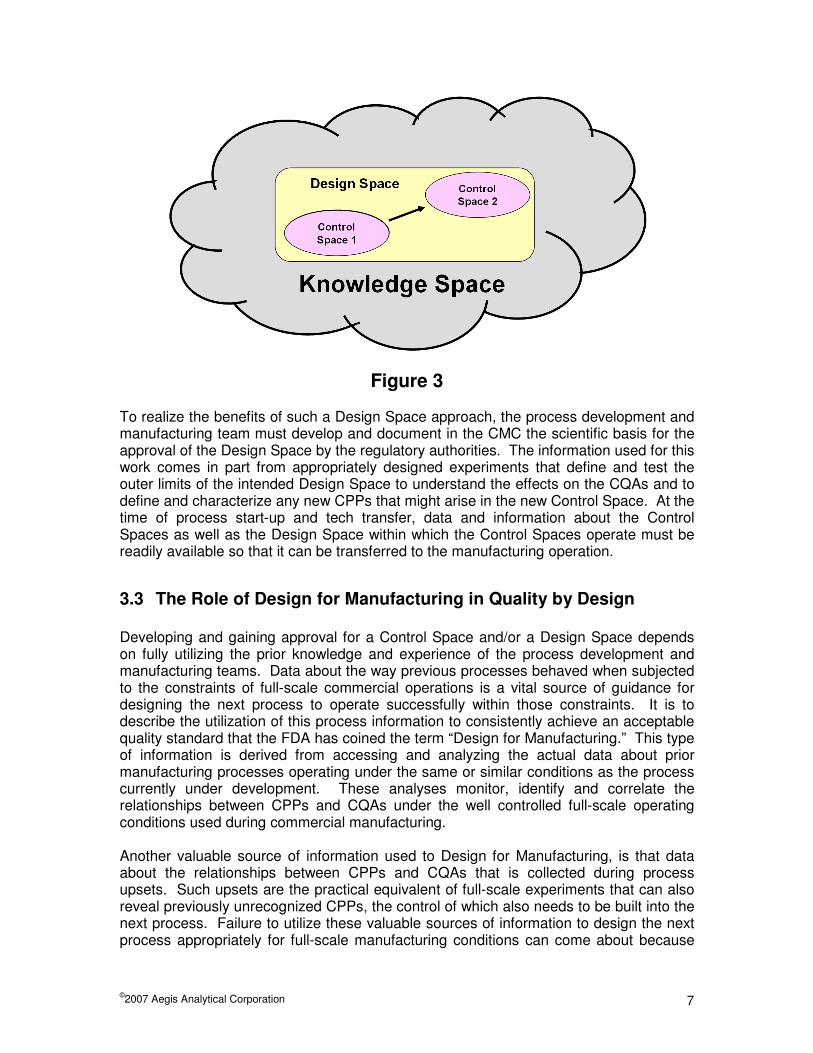
Figure 2 With the publication of ICH Q8, the opportunity now exists to develop an approvable Design Space in advance of commercial launch that anticipates and accommodates more than one Control Space. This allows manufacturers to make changes that move the process from Control Space 1 to Control Space 2 as necessary without the need for regulatory approval, provided that both Control Spaces remain within the approved Design Space. This is shown in Figure 3.
©2007 Aegis Analytical Corporation 7
Figure 3 To realize the benefits of such a Design Space approach, the process development and manufacturing team must develop and document in the CMC the scientific basis for the approval of the Design Space by the regulatory authorities. The information used for this work comes in part from appropriately designed experiments that define and test the outer limits of the intended Design Space to understand the effects on the CQAs and to define and characterize any new CPPs that might arise in the new Control Space. At the time of process start-up and tech transfer, data and information about the Control Spaces as well as the Design Space within which the Control Spaces operate must be readily available so that it can be transferred to the manufacturing operation.
3.3 The Role of Design for Manufacturing in Quality by Design
Developing and gaining approval for a Control Space and/or a Design Space depends on fully utilizing the prior knowledge and experience of the process development and manufacturing teams. Data about the way previous processes behaved when subjected to the constraints of full-scale commercial operations is a vital source of guidance for designing the next process to operate successfully within those constraints. It is to describe the utilization of this process information to consistently achieve an acceptable quality standard that the FDA has coined the term “Design for Manufacturing.” This type of information is derived from accessing and analyzing the actual data about prior manufacturing processes operating under the same or similar conditions as the process currently under development. These analyses monitor, identify and correlate the relationships between CPPs and CQAs under the well controlled full-scale operating conditions used during commercial manufacturing. Another valuable source of information used to Design for Manufacturing, is that data about the relationships between CPPs and CQAs that is collected during process upsets. Such upsets are the practical equivalent of full-scale experiments that can also reveal previously unrecognized CPPs, the control of which also needs to be built into the next process. Failure to utilize these valuable sources of information to design the next process appropriately for full-scale manufacturing conditions can come about because
©2007 Aegis Analytical Corporation 8
the data was not collected and/or not made available to the team for analysis, because the CPP information is too deeply buried in the oceans of in-house data or because a culture of collaboration and continuous process improvement is absent or lacks the proper supporting technologies.
3.4 The Role of Process Improvement in Quality by Design
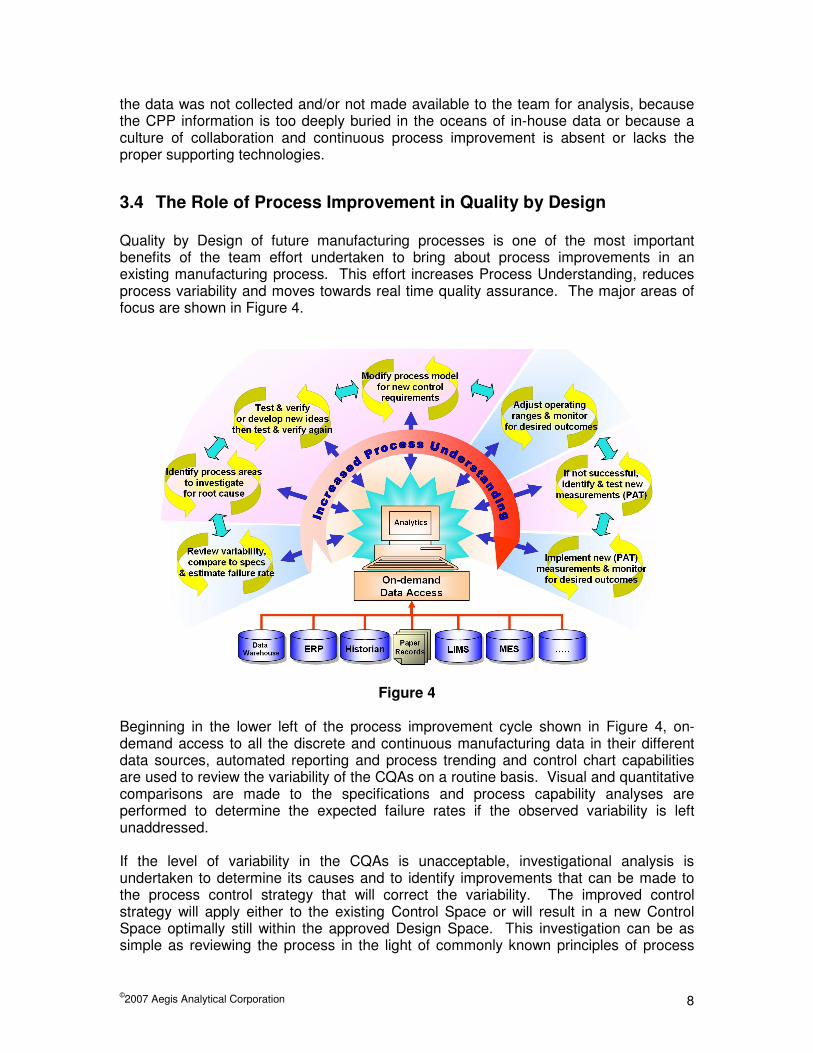
Quality by Design of future manufacturing processes is one of the most important benefits of the team effort undertaken to bring about process improvements in an existing manufacturing process. This effort increases Process Understanding, reduces process variability and moves towards real time quality assurance. The major areas of focus are shown in Figure 4.
Figure 4 Beginning in the lower left of the process improvement cycle shown in Figure 4, on-demand access to all the discrete and continuous manufacturing data in their different data sources, automated reporting and process trending and control chart capabilities are used to review the variability of the CQAs on a routine basis. Visual and quantitative comparisons are made to the specifications and process capability analyses are performed to determine the expected failure rates if the observed variability is left unaddressed. If the level of variability in the CQAs is unacceptable, investigational analysis is undertaken to determine its causes and to identify improvements that can be made to the process control strategy that will correct the variability. The improved control strategy will apply either to the existing Control Space or will result in a new Control Space optimally still within the approved Design Space. This investigation can be as simple as reviewing the process in the light of commonly known principles of process
©2007 Aegis Analytical Corporation 9
design and control (sometimes called “first principles”), or it may require a detailed search for less obvious correlations in the data from previous process development and/or manufacturing runs. The iterative work of investigating the most likely causes of CQA variability relies heavily on the ability of individual team members to freely contribute ideas and test, reject, accept, and develop them easily in collaboration with other team members. The first ideas are often rejected after initial testing and/or they require further development and testing using additional data, until the root causes are found and verified using sound scientific methods. This means that on-demand access by users to data in multiple disparate data sources (including paper records) is a practical necessity. If it takes weeks to obtain the data necessary to test each idea, creativity and collaboration dry up quickly, leaving problems unaddressed and unresolved for long periods of time. The data must also be easily available in the same environment with the analytics. When the most likely causes of CQA variability have been identified, a modified process control strategy using the existing process instrumentation can be tested with pre-defined success criteria under a “Planned Deviation” or “Interim Operating Procedure.” The results must verify that the new control strategy has brought about the desired process improvement. The process control strategy adjustments implemented may not bring about the desired improvement in CQA variability. It may also be the case that the investigational work provides no scientific basis for changing the control strategy based on existing process measurements. In either case, knowledge of first principles together with the insights gained during the investigational analysis will most likely indicate both the area of the process and the type of new measurements needed for improved control. The new process measurements may require instruments that provide direct real-time measurements of the CQAs that have unacceptable variability. Such on-line data would allow progress towards real-time quality assurance consistent with the goals of Process Analytical Technology (PAT). The instruments must be tested in well designed trials to assure that they produce the desired reduction in CQA variability. Control charting and other types of data analysis can show whether or not the process is now under sufficient control. The individual process improvement tasks shown in the Figure 4 can be repeated as indicated by the pairs of circular arrows around them. For example, process monitoring, trending, comparison to specifications and process capability analyses are usually regular on-going tasks. The team can also move back and forth as needed between the tasks shown in the process improvement cycle. Nevertheless, the goal is to progress steadily clockwise through the cycle, repeating it only as often as is necessary to achieve the Process Understanding that results in sufficient control of CQA variability and keeps the Control Space within the approved Design Space. Progression through the process improvement cycle results in increased Process Understanding that the team can apply to other existing processes. Consistent with the principles of Design for Manufacturing, this Process Understanding should also be used
©2007 Aegis Analytical Corporation 10
in the design of the next new process to avoid the recurrence of the same sources of process variability.
3.5 The Role of Process Upsets in Quality by Design
If process trending shows the variability of the CQAs is under sufficient control, the process improvement cycle need not be repeated. However, even when significant resources have been devoted over long periods of time to achieve sufficient Process Understanding during the development of a new or during full-scale process operations, real world experience has shown that process upsets will inevitably occur from time to time. Process upsets are an indication that a previously unidentified CPP has surfaced and the cycle of process improvement must be repeated as necessary to bring the process back under control. Once again, the success of the team effort and scientific work involved in getting the process through these upsets and back under control quickly, depends heavily on the availability of a collaborative environment with on-demand data access for end users integrated with analysis and reporting capabilities that span geographic locations. Under ideal circumstances, the frequency of the opportunities presented by these process upsets will decrease over time until real-time quality assurance can perhaps be achieved before the end of the useful commercial lifetime of the drug.
4 Technology Aspects of Quality by Design
Many pharmaceutical companies have been standardizing the desktop and back office environments in order to gain better systems control and consistency. As the industry moves towards collecting and analyzing more process data (including continuous or on-line data), new challenges to these standards are requiring new thinking. One trend of note is the data warehouse. Typically, these are not real time and do not contain continuous data. However, they can contain significant elements of data useful for identifying trends or causes of process variability. Process improvement initiatives must be able to take advantage of the information content of this warehoused data together with the data from newer (PAT) instruments and other on-line measurements. Process improvement and PAT need a framework for managing the manufacturing process and enabling collaborative investigational analysis of the resulting data to improve the predictability and quality of operations and products. The key is to provide on-demand access not only the summary production data but also the individual underlying data elements in a context that is natural to users who are (non-IT) process experts. This improves the speed with which they can identify and understand underlying cause-and-effect relationships.

©2007 Aegis Analytical Corporation 11
4.1 The Role of PAT in Quality by Design
Achieving Quality by Design may involve the use of instruments more sophisticated than those currently used in pharmaceutical manufacturing processes. Some of these instruments have been used for decades in other industries, but have not yet been applied to pharmaceutical production processes. Some of the newer instruments available to life science manufacturers make relatively simple measurements like effusivity. Other instruments make much more complex measurements like Near Infrared (NIR) absorption. In many cases, these instruments are capable of measuring the CPPs and CQAs in real-time. Such instruments generate large amounts of data that must be understood if the measurements are to be useful. The usefulness of any PAT or other process improvement initiative in Quality by Design depends on all the data (discrete, replicate, continuous and paper-based) and the right process trending, reporting, descriptive analysis, univariate and multivariate cause-and-effect analysis, and parameter relationship modeling capabilities all being easily available on-demand to users in the same integrated environment. Users must be able to work with continuous, discrete and replicate data together for quantitative analysis. As understanding of the cause-and-effect relationships between CPPs and CQAs improves, it may be desirable to adjust process control systems in real-time by interfacing them directly with process models derived from examination of process development and/or manufacturing process data. This is consistent with the real-time quality assurance goals of Quality by Design that a PAT approach can offer. Such models derived from manufacturing data are generally the best models to use for control of full-scale operations because the effects of scale have been accounted for due to the fact that they were derived using full-scale data.
4.2 The Role of On-demand Data Access in Quality by Design
In recent years, large investments have been made in IT infrastructure to improve life pharmaceutical manufacturing performance. This began with implementations of Distributed Control Systems (DCS) and Supervisory Control and Data Acquisition (SCADA) systems and their data historians to measure, record, control and report on individual equipment skids, unit operations and plants. These implementations have been followed by implementations of Laboratory Information Management Systems (LIMS), Enterprise Resource Planning (ERP), Manufacturing Execution Systems (MES), and Electronic Batch Record (EBR) systems and other manufacturing control and data acquisition infrastructure systems. These systems have supplied much of the specialized control and reporting needed for the process development, quality and manufacturing. As an added benefit, these systems also accumulate large quantities of raw data about their respective portions of the manufacturing process. Continuous data is found in the data historians of DCS, SCADA and other control systems, and discrete data is found in the operational data stores of other systems. Data with a high-value as an information source for process improvement has also been accumulating for years on paper records. The result is a mountain of data of several different types scattered across several disparate data
©2007 Aegis Analytical Corporation 12
sources that contain buried information about the sources of variability in the process and how to improve performance that is difficult to access economically. A critical success factor for process improvement is easy, on-demand access to all the data and data types in the infrastructure systems so that multi-disciplinary team of users can extract the information in context to understand cause-and-effect relationships. Thus, the technology platform needed for Quality by Design and its associated process improvement initiatives must allow immediate user-centric access to all the process development and manufacturing data sources and data types so that their value can be leveraged together with data from newer (PAT) instruments. The data must be available on-demand to end users in the same working environment with the analytics, visualization and reporting capabilities that allow exploration of cause-and-effect relationships in collaborative multi-disciplinary teams of process development, manufacturing and quality users that work across geographic locations. The different types of data must be easily accessible in a way that automatically accounts for their different formats and naming conventions, as well as their intra- and inter-batch genealogies. The data access method must let users move directly into identifying and understanding cause-and-effect relationships between Critical Process Parameters and Critical Quality Attributes without spending excessive amounts of time on manual programming tasks, and manually collecting and reconciling data. This is the modern replacement for what is so often the “spreadsheet madness” that occurs today when things go wrong and the process needs to get back on track under crisis conditions.
4.3 The Role of Collaborative Analytics in Quality by Design
Collaboration between individual participants in the process development, manufacturing and quality team requires that the technology platform they use to access data and share ideas must be useful to non-programmers and non-statisticians at the same time as more sophisticated users with specialized training. This reflects the cross section of capabilities usually present in such teams of diverse individuals. Practically speaking, it is not sufficient to provide capabilities that only those comfortable with writing their own SQL queries or thinking in n-dimensional space can use. Basic as well as advanced analysis capabilities must be available in the same environment where the data is accessible on-demand directly by end users. This collaborative environment must also allow users to share their results easily and build on each other’s findings regardless of where in the world they are each located. In this way, the best thinking can be harnessed to the work of Quality by Design and the results can be more easily institutionalized so that “the wheel does not need to be re-invented.”
5 Conclusion
An important section of the FDA’s PAT Guideline points to the value of continuous learning that comes from the analysis of process data when coupled with systems that support the acquisition of knowledge from that data:
©2007 Aegis Analytical Corporation 13
“Continuous learning through data collection and analysis over the life cycle of a product is important. These data can contribute to justifying proposals for post-approval changes. Approaches and information technology systems that support knowledge acquisition from such databases are valuable for the manufacturers and can also facilitate scientific communication with the Agency.” 5
In fact, the data to which the FDA refers comes not only from process instruments making real-time measurements on the current batch, but also from off-line measurements of the current batch as well as on-line and off-line measurements of previous batches and process development work. All these different types of data from the current and previous batches are essential components of the knowledge base that can be tapped by manufacturers to achieve Quality by Design. Furthermore, these data are fragmented because they have accumulated in the operational data stores of many different systems. In many pharmaceutical manufacturing companies and contract manufacturing organizations (CMOs), a lot of important data can be found on paper records. The team members who need to use this data are normally trained in disciplines other than IT, and today they rely on others with IT skills to get their data for them. They also rely on highly skilled statisticians to do basic analyses and prepare basic reports for them using generalized statistical packages that lack the full set of functionality needed to get the value out of all data types. This causes delays that can interfere with working towards the Process Understanding needed to reduce variability, increase process predictability and achieve Quality by Design. These realities have to be taken into account in the process of “knowledge acquisition” to which the FDA has referred. Although much recent attention has been directed at PAT, there are in fact many initiatives underway that share the goal of reducing the variability, cost and risks of pharmaceutical manufacturing processes (e.g. 6-Sigma, CAPA, Quality by Design, Design for Manufacturing, etc.). Despite their different sounding names and different styles of execution, at several points along the way they all depend fundamentally on identifying cause-and-effect relationships among CPPs and CQAs and using this Process Understanding to improve process control. Thus, one of the most critical aspects of many process improvement initiatives is a single point of on-demand access to all the relevant data (including paper-based data) in a context meaningful to diverse groups of users and fully integrated with a collaborative, graphical data analysis and reporting environment for identifying and understanding cause-and-effect relationships in process data. Process improvement and Quality by Design become practical realities only when the barriers to easily accessing and working with all the process data together are removed, and the team can spend its time instead on productive science-based collaboration. This is the best way to undertake the Design Space Development, Design for Manufacturing and PAT efforts needed to achieve manufacturing process excellence using the principles of Quality by Design.
©2007 Aegis Analytical Corporation 14
6 Reference List
1. International Conference on Harmonization. 2006. ICH Topic Q8: Pharmaceutical Development: Note for Guidance on Pharmaceutical Development, p. 1-9. In . European Medicines Agency.
2. International Conference on Harmonization. 2007. ICH Topic Q10: Pharmaceutical Quality System: Note for Guidance on Pharmaceutical Quality Systems, p. 1-18. In . European Medicines Agency.
3. Neway, J. O. 2004. How the Data Ecosystem Affects Process Development and the Bottom Line. BioProcess International 2:82-91.
4. United States Food and Drug Administration. 1996. Guidance for Industry: For the Submission of Chemistry, Manufacturing and Controls Information for a Therapeutic Recombinant DNA-derived Product or a Monoclonal Antibody Product for in vivo Use. Guidance for Industry 1-30.
5. United States Food and Drug Administration. 2004. PAT - A Framework for Innovative Pharmaceutical Manufacturing and Quality Assurance. Pharmaceutical CGMPs September:1-21.

![An Integrated Approach towards Achieving Agility in Design ...€¦ · CNC milling machine. [17] have explored the feasibility of introducing agile characteristics in manufacturing](https://img.dokumen.tips/doc/110x75/5f57747f2a0ae279bd7d02cb/an-integrated-approach-towards-achieving-agility-in-design-cnc-milling-machine.jpg)



























