Embed Size (px)
Citation preview

Metallurgist, Vol. 57, Nos. 9–10, January, 2014 (Russian Original Nos. 9–10, September–October, 2013)
0026-0894/14/0910-0837 ©2014 Springer Science+Business Media New York 837
Contemporary controlled rolling technology with accelerated cooling is assimilated at the Azovstal
Metallurgical Combine, used in production of plate intended for manufacturing gas and oil pipelines of
considerable diameter. General characteristics are provided for the SMS-Demag accelerated controlled
cooling unit in the plate workshop within the 3600 mill line. Mechanical properties are tested and the
microstructure is examined. Batches of pipe steels of various grades satisfy test specifications and are
estimated as favorable according to results for pipes manufactured from them.
Keywords: accelerated cooling, controlled rolling, pipe steels, microstructure, deformation.
Accelerated cooling after controlled rolling (CRAC) is an effective method for improving microstructure and
increasing the main properties of rolled plate intended for manufacturing electrically welded gas and oil pipelines of consid-
erable diameter. High speed cooling after hot plastic deformation in a CR regime leads to formation of a microstructure facil-
itating an increase in pipe steel mechanical properties, i.e., strength and ductile failure resistance at low climatic temperature.
In addition, use of CRAC provides a marked saving in alloying and microalloying elements, and this makes it possible to
reduce sheet manufacturing cost. A reduction in the value of the carbon equivalent for all levels of strength is due to more
economic alloying, and in particular in sheets of increased thickness it is of greater value for improving weldability under
plant and field conditions. In order to manufacture sheet an important role is also played by the possibility of increasing hot
rolling mill productivity as a result of excluding deformation in the temperature range below the Ar3 point and ending rolling
in the austenitic region (above the Ar3 point).
Due to these advantages, CR is used extensively in contemporary metallurgical enterprises manufacturing rolled plate
for electrically welded gas and oil pipelines of considerable diameter and other critical metal structures.
Starting from 2012 at the Azovstal Metallurgical Combine work has been carried out for introducing industrial pro-
duction using CRAC for pipe steel rolled product over a wide range of strength category and sheet thickness.
Plate manufacturers have known for a long time that accelerated cooling after rolling may effectively increase
strength properties similar to heat treatment with separate heating. Numerous studies have been carried out in this field whose
results have been widely published [1–6]. Subsequent work has confirmed that AC after rolling makes it possible to improve
strength due to a change in structure consisting of ferrite grains of bainitic structure [7–14].
ACCELERATED COOLING AFTER CONTROLLED ROLLING
DURING HEAVY PLATE PIPE STEEL MANUFACTURE IN
3600 MILL AT THE AZOVSTAL METALLURGICAL COMBINE
Yu. I. Matrosov,1 E. O. Tskitishvili,2
E. S. Popov,2 G. N. Konovalov,2
and A. A. Kholodnyi1
UDC 669.14.018.41
Translated from Metallurg, No. 9, pp. 77–83, September, 2013. Original article submitted June 28, 2013.
1 Bardin Central Research Institute of Ferrous Metallurgy (TsNIIchermet), Moscow, Russia; e-mail: [email protected] Azovstal Metallurgical Combine, Mariupol, Donetsk Oblast, Ukraine.

838
The use of the favorable effect of AC on low-alloy plate steel properties has required the development of new steel
compositions, making it possible to use the advantages of this technology effectively.
As a result of research, thermomechanical controlled rolling with accelerated cooling has been developed, including
control of temperature and deformation regimes, starting from slab heating to sheet cooling after completion of deformation
in the finish stage. This treatment makes it possible to control structure formation in all stages of metal hot plastic deforma-
tion and during subsequent cooling of finished rolled product with the aim of providing high strength properties combined
with high brittle and ductile failure resistance, and other special properties. Currently, this process is extensively used in lead-
ing metallurgical enterprises manufacturing plate.
In terminology adopted in publications overseas, CR and AC are designated by the term TMCP (Thermomechanical
Controlled Processing). This definition includes a combination of controlled rolling (CR) and accelerated cooling (AC).
CR and CRAC schemes are provided in Fig. 1 in which the state of the microstructure is shown in each stage of
treatment. In these cases, when rolling is carried out by CR technology, heat treatment ceases in the two-phase (γ + α)-region,
after which air cooling follows. With CRAC, deformation ceases in the single-phase γ-region (rarely in the (γ + α)-region),
after which accelerated cooling follows at a rate, as a rule, from 10 to 30 °C/sec, interrupted at prescribed temperatures.
Before the start of 2012 at Azovstal rolled sheet for pipes of considerable diameter was performed in the 3600 mill
by a CR scheme with completion of deformation in the (γ + α)-region followed by cooling in a water cooling unit with a rate
of 2–4 °C/sec or in still air.
With the aim of modernizing the production scheme for manufacture of plate for important purposes and provision
of it in accordance with the world level of technology, the metallurgical combine acquired and assembled in the 3600 plate
Fig. 1. Scheme for CR and CRAC: I) total recrystallization field; II) partial recrystallization field; III) absence
of recrystallization field; IV) γ→α-transformation field; d is structural element average size.

839
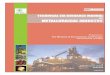
mill an accelerated cooling unit from SMS-Demag (Fig. 2). After putting it into operation, work was carried out together with
specialists from the Bardin TsNIIchermet for manufacture of plate of steel strength categories X60–X80 by a CR production
scheme with final deformation in the γ-region followed by accelerated cooling (CRAC), and this made it possible to evaluate
the efficiency of using this technology compared with previously existing CR technology.
The accelerated controlled cooling unit (ACU) was located beyond the finish stand of the 3600 mill at a distance of
about 45 m. Its total length is 35100 mm, including 25600 mm cooling, and cooling zone width 4100 mm. The roller table
consists of 43 continuously cooled rolls 400 mm in diameter with a barrel length of 4200 mm. Sheet linear movement rate
over the roller table during cooling reaches 2.5 m/sec, and with transportation up to 3.5 m/sec. The dimensions of the cooled
workpieces are limited to the following values: thickness 5–50 mm, width 1600–4050 mm, length up to 40000 mm, weight
up to 23.5 tons.
Fig. 2. Accelerated controlled cooling unit (ACU) in Azovstal 3600 plate workshop.
Fig. 3. Roller straightening machine after ACU.

840
Within the oufit supplied there was a hot straightening machine, located at a distance of about 26 m from the ACU
(Fig. 3).
Sheet rolled to a prescribed thickness is transferred to the AC system, which is accomplished within a length of about
24 m. The minimum workpiece temperature is 500°C. Cooling is also possible to lower temperatures in a direct quenching
regime.
The cooling system has 15 upper and the same number of lower receptacles. The upper receptacles consist of an
upper distribution vessel with connecting flanges and U-shaped pipes, and a lower receptacle consists of a vessel with con-
necting flanges with an internal distribution pipe and horizontal sprayer pipes.
Workpiece cooling is accomplished from above by means of U-shaped pipes, creating a laminar jet stream of water,
and from below by a laminar stream of water created by horizontal sprayer pipes. In order to remove water from workpieces
in a transverse direction side nozzles are installed in the center and end of the unit. The cooling zone width in relation to
cooled workpiece width is regulated by a system of edge masking. After cooling, the strip is blown with compressed air.
An important cooling quality criterion is cooling symmetry for the upper and power strip sides, and this is provid-
ed by an upper:lower ≈ 3:1 water stream flow. Cooling uniformity over a strip area is provided by using masking of side
edges, and also the leading and trailing parts of a workpiece.
The workpiece cooling rate depends on temperature for the start and end of cooling, cooling water temperature, sheet
thickness, sheet movement rate over the roller table, and water flow rate intensity. The guaranteed maximum cooling rate in
relation to workpiece thickness is provided in Table 1.
The cooling system is controlled automatically by means of a mathematical model, which on the basis of introduced
data calculates unit working parameters. The mathematical model determines the required water flow rate and roller table lin-
ear speed for a prescribed cooling rate taking account of actual sheet temperature parameters.
Sheet thickness, mm Maximum cooling rate, °C/sec
10 45
20 24
25 20
30 17
40 12
Note. Start of cooling temperature 800°C; end of cooling temperature 500°C; cooling water temperature 25°C.
TABLE 1. Workpiece Maximum Cooling Rate
TABLE 2. Test Steel Sheet Mechanical Property Specifications
Steel σ0.5, MPa σu, MPaσ0.5/σu,
not more thanδ, %,
not less than
DWTT,* %,not less than
Impact energy for Charpyspecimens,* J, not less than
average value
L415/X60 435–565 520–638 0.85 20 (δ5) 90 at –20°C 68 (56) at 20°C
L450/X65 470–570 535–653 0.87 20 (δ5) 90 at 20°C 112 (89) at 20°C
X70 485–600 575–730 0.90 29 (δ2″) 85 (70) at 0°C 150 (120) at 10°C
X80 575–673 625–745 0.94 26 (δ2″) 90 (80) at 15°C 200 (150) at 20°C
* Permissible minimum values are given in brackets for one test specimen.

841
After cooling, sheet is straightened in a roller-straightening machine at 600–400°C.
Examples of using CRAC technology in the Azovstal 3600 mill in production of steel for considerable diameter gas
pipelines. Production was set up for sheets of strength categories L415/X60, L450/X65, X70, and production was proven for
sheets of strength category X80. Specifications are given in Table 2 for steel mechanical properties in accordance with those
of current orders.
In developing pipe steel chemical composition, manufactured by CRAC technology, consideration was given to
features of structure formation and properties under the effect of AC after CR. The content of carbon, solid solution alloy-
ing elements (Mn, Mo, Ni. Cu, Cr) and microalloying elements (Nb, V, Ti) depended on specifications for rolled product
mechanical properties and thickness. Alloying systems are given in Table 3 for the test steels, developed in accordance with
the principles indicated. Proceeding from this, in melts intended for manufacturing sheets using CRAC technology alloying
with molybdenum was reduced or was absent entirely, replaced by cheaper nickel and copper additions.
Steel was melted in oxygen converters followed by extra-furnace treatment in a furnace ladle unit, degassed, and
continuously cast in a curvilinear CBCM. Slab thickness was 250–270 mm. As a result of performing measures for metal
cleaning from harmful impurities during melting, the sulfur content, as a rule, in steel did not exceed 0.002%, and the phos-
phorus content was not more than 0.012%.
After heating in continuous furnaces to 1170–1190°C, slabs were rolled in a two-high 3600 reversing mill into sheets
18.4–27 mm thick. Rolling of metal in the first (roughing) stand was carried out to a thickness exceeding finished sheet thick-
ness by a factor 4–5. The deformation temperature was in the range 1100–980°C. This created conditions for total recrystal-
lization of the deformed metal structure, and at the same time prevented uncontrolled austenite grain growth, which is most
important for obtaining a fine-grained structure in the latter stages of thermomechanical treatment by a CRAC scheme.
Rolling of workpieces in the second (finish) stand was carried out in the temperature range 880–780°C, correspond-
ing to the region of existence of hot-worked austenite, where its capacity for recrystallization is difficult, or entirely suppressed.
After rolling in the finish stand, sheet was given AC at a rate up to 20 °C/sec in relation to mechanical property spec-
ifications and the finished sheet thickness.
A fundamental difference of new CRAC technology from traditional controlled rolling involves the fact that due to
accelerated cooling the requirement is avoided for carrying out deformation in the (γ +α)-region at temperatures below the
Ar3 point. This makes it possible to facilitate considerably conditions for operating finish stand equipment and markedly
improves productivity of rolling mill 3600 (by about 15–20%).
Mechanical properties are provided in Table 4 for sheets of steels L415/X60, L450/X65, X70, and X80, manufac-
tured in the combine by CRAC technology in the period of setting up this process and supplying a user for manufacturing
SteelManufacturing
schemeNumber oftest melts
Chemical element content, wt.%
C Mn microalloying – Ti, Nb, V alloying – Mo, Ni, Cu Ce
L415/X60CR 8 0.06–0.08 1.45–1.55 Ti+Nb+V ≤ 0.13 Mo 0.38–0.41
CRAC 3 0.06–0.08 1.50–1.60 Ti+Nb ≤ 0.07 Ni+Cu 0.36–0.38
L450/X65CR 23 0.05–0.08 1.45–1.55 Ti+Nb+V ≤ 0.12 Mo 0.36–0.38
CRAC 6 0.06–0.08 1.50–1.60 Ti+Nb ≤ 0.07 Ni+Cu 0.36–0.38
X70CR 79 0.06–0.08 1.45–1.60 Ti+Nb+V ≤ 0.14 Mo 0.36–0.39
CRAC 82 0.06–0.08 1.45–1.60 Ti+Nb+V ≤ 0.11 Mo 0.35–0.38
X80CR 1 0.04 1.73 Ti+Nb+V ≤ 0.14 Mo+Ni+Cu 0.43
CRAC 2 0.06–0.08 1.70–1.80 Ti+Nb ≤ 0.09 Mo+Ni+Cu 0.41–0.43
TABLE 3. Test Steel Alloy Systems

842
gas pipelines of considerable diameter. Mechanical properties are provided for sheets of these steels for comparison, but pro-
duced by a traditional CR scheme. It may be seen from data in Table 4 that after treatment by CRAC technology there is sig-
nificantly higher impact energy for Charpy specimens, than after CR: by ≈100 J for steel X60, by ≈120 J for steel X65,
by ≈50 J for steel X70, and by ≈70 J for steel X80. The rest of the mechanical properties remain at a comparable level.
Fig. 4. Steel L415/X60 sheet microstructure after treatment by CR (a) and CRAC (b) technology, ×500.
TABLE 4. Test Steel Sheet Average Mechanical Property Values
SteelManufacturing
schemeRolled stock
thickness, mmσ0.5, MPa σu, MPa σ0.5/σu δ, % DWTT, %
Impact energy forCharpy specimens, J
L415/X60CR 22.2 487.4 592.2 0.823 26.4 (δ5) 92.2 (–20°C) 228.7 (–20°C)
CRAC 20.0 486.6 573.6 0.848 25.5 (δ5) 90.5 (–20°C) 327.3 (–20°C)
L450/X65CR 27.0 495.8 565.3 0.868 24.7 (δ5) 91.7 (–20°C) 230.6 (–20°C)
CRAC 25.0 523.1 608.2 0.861 24.6 (δ5) 91.1 (–20°C) 353.4 (–20°C)
X70CR 19.1 553.1 626.2 0.870 39.5 (δ2″) 99.7 (0°C) 190.9 (–10°C)
CRAC 19.1 514.5 625.4 0.824 42.5 (δ2″) 94.6 (0°C) 240.4 (–10°C)
X80CR 18.4 590.5 694.1 0.850 38.1 (δ2″) 98.5 (–15°C) 201.3 (–20°C)
CRAC 19.1 589.5 684.9 0.863 40.0 (δ2″) 96.5 (–15°C) 269.0 (–20°C)
Fig. 5. Steel X70 sheet microstructure after treatment by CR (a) and CRAC (b) technology, ×500.

843
Industrial batches were manufactured at the Khartsysk Pipe Plant from sheets rolled using CRAC technology.
The pipes satisfied customer specifications for all mechanical property indices and metallurgical quality. The metal had good
formability and high weldability under pipe manufacturing conditions. Double-seam pipes of strength category X70 1220 mm
in diameter with a wall thickness of 19.1 mm manufactured at the Khartsysk Pipe Plant underwent successful full-scale test-
ing in the CSM proving ground (Italy).
Photographs are provided in Fig. 4–6 of the microstructure of test steels at optical magnification. After treatment
by CR technology with air cooling in the test steels there was marked elongation of ferrite grains in the rolling plane, and fer-
rite-pearlite banding. In the case of using CRAC due to the absence of deformation below the Ar3 point and a shift of (γ +α)-
transformation in the direction of lower temperature a microstructure forms consisting of acicular ferrite, bainite, and small
inclusions of residual austenite (MA-phase). There is no pearlite banding in the structure in view of an insufficiently long dwell
time for metal at pearlite formation temperatures during accelerated cooling.
Conclusions1. At the Azovstal Metallurgical Combine, modern technology has been set up to for controlled rolling with acceler-
ated cooling (CRAC) used in manufacture of plate intended for preparation of gas and oil pipelines. Production in industrial
volumes of batches of sheets of a series of pipe steels satisfied test specifications and were favorably evaluated from the
results of manufacturing these pipes. Double-seam pipes of strength category X70 1220 mm in diameter with a wall thick-
ness of 19.1 mm underwent successful full-scale testing in a test ground.
2. The use of accelerated cooling technology for rolled sheet made it possible to facilitate conditions for mill 3600
equipment operation as a result of a reduction in rolling force in the finish stage of deformation, and to increase its produc-
tivity during manufacture of pipe steels 15–20%.
3. The use of CRAC technology instead of traditional controlled rolling leads to the formation of a more complete
microstructure, consisting of a mixture of acicular ferrite and bainite, due to which the required strength is provided with a
reduction in alloying element consumption, and this has a marked effect on improving pipe steel manufacturing efficiency.
4. Avoidance of ferrite-pearlite banding and ferrite grain elongation and the formation of a more uniform microstruc-
ture throughout the whole sheet thickness made it possible to improve steel impact strength, increasing failure energy in
Charpy specimens by 50–120 J.
REFERENCES
1. J. D. Grozier, “ Production of microalloyed strip and plate by controlled cooling,” Proc. Conf. Microalloying’75,
Union Carbide Corp. (1977), pp. 241–250.
2. C. Porrini and A. Pozzi, “New heat treatments for high-strength, low-alloy steels as an alternative to controlled rolling,”
ibid., pp. 288–302.
Fig. 6. Steel X80 sheet microstructure after treatment by CR (a) and CRAC (b) technology, ×500.

844
3. T. Abe, K. Tsukuda, and I. Kosasu, “Role of interrupted accelerated cooling and microalloying of weldable HSLA
steels,” Proc. Int. Conf. HSLA STEELS’85, Nov. 4–8, 1985, Beijing, China, pp. 103–112.
4. Y. E. Smith, A. P. Coldren, and R. L. Gruderman, Toward Improved Ductility and Toughness, Climax Molybdenum
Co. (Japan) (1972).
5. T. Tanaka, “Science and technology of hot rolling process of steel,” Proc. Conf. Microalloying’95, June 11–14, 1995,
Pittsburg, PA (1977), pp. 165–181.
6. D. A. Aitvinenko and L. I. Efron, “Rolled product accelerated cooling – an effective method for improving a set of
low-alloy steel properties,” Stal, No. 7, 77–81 (1986).
7. J. Bauer, P. Fluss, and V. Schwinn, “Production and new development trends for high strength, high toughness off-
shore linepipe steels,” Proc. of Int. Conf. Pipeline Technology, Elsevier Science B.V. (2000), Vol. II, pp. 235–242.
8. J. Bauer, P. Fluss, E. Amoris, and V. Schwinn, “Microstructure and properties of TMCP-steels,” 2nd Int. Conf.
Thermomechanical Processing of Steels, June, 2004, Liege, Belgium, pp. 293–300.
9. K. Hulka, J. M. Gray, and F. Heisterkamp, “High temperature thermomechanical processing of pipe-steels technical
basis and production experience,” Proc. Int. Conf. Pipeline Technology, Elsevier Science B.V. (2000), Vol. II,
pp. 291–306.
10. A Streiselberger, H.-J. Kirsch, and V. Schwinn, “Process developments in TCMP to produce heavy plates in high
strength steel grades,” 2nd Int. Conf. Thermomechanical Processing of Steels, June, 2004, Liege, Belgium,
pp. 275–284.
11. M. Yu. Matrosov, L. I. Efron, V. I. Il’inskii, et al., “Use of accelerated cooling for improving mechanical and pro-
duction properties of plate for preparing considerable diameter gas pipelines,” Metallurg, No. 6, 49–54 (2005).
12. A. V. Pogozhev, E. O. Tskitishvili, Yu. I. Matrosov, et al., “Experience of using accelerated cooling for manufacturing
steel X70 plate for gas pipelines of Central Asia – China,” Metallurg, No. 3, 66–70 (2013).
13. M. V. Klyukvin, V. G. Ordin, Yu. I. Matrosov, et al., “Plate steel for X80 gas pipelines with high impact strength,”
Metallurg, No. 6, 53–58 (2012).
14. S. Yu. Nastich, S. V. Soya, A. A. Efimov, et al., “Development of strip accelerated cooling regimes for forming a
rolled product ferrite-bainite microstructure of low-alloy steel X70,” Stal, No. 3, 50–57 (2012).