Embed Size (px)
Citation preview

Abschlussbericht
EEnnttwwiicckklluunngg uunndd EEiinnssaattzz kkeerraammiisscchheerr
NNaannooffiillttrraattiioonnssmmeemmbbrraanneenn ffüürr ddeenn pprroodduukkttiioonnss--
iinntteeggrriieerrtteenn UUmmwweellttsscchhuuttzz aamm BBeeiissppiieell ffaarrbbssttooffff--
bbeellaasstteetteerr AAbbwwäässsseerr ddeerr TTeexxttiilliinndduussttrriiee
Verbundprojekt
gefördert vom
Bundesministerium für Bildung, Wissenschaft,
Forschung und Technologie
Projektträger:
Deutsches Zentrum für Luft- und Raumfahrt e.V.
Hermsdorf, den 30.05.2001
Dr. B. Voigtsberger Dr. I. Voigt
Geschäftsführer HITK Projektkoordinator

Verbundprojekt folgender Partner
HERMSDORFER INSTITUTFÜR TECHNISCHE KERAMIK E.V.
FKZ: 01-RV9637/4
Projektkoordinator
im folgenden kurz HITK genannt
Marie-Curie-Str. 17, 07629 Hermsdorf,
Tel.: 036601-63902, FAX: 036601-63921
Anspr.: Herr Dr. I. Voigt
Institut fürKeramische Werkstoffe
FKZ: 01-RV9636/1
im folgenden kurz IKW genannt
Gustav-Zeuner-Str. 3, 09596 Freiberg
Tel.: 03731-392995, FAX: 03731-393662
Anspr.: Herr Prof. Dr. G. Tomandl
FKZ: 01-RV9638/7
im folgenden kurz Rauschert genannt
Bahnhofstr. 1, 96332 Pressig,
Tel.: 09265-7838, FAX: 09265-7838
Anspr.: Herr Dipl.-Ing. Girmscheidt
Gesellschaft fürUmweltkompatible Prozeßtechnik mbH
FKZ: 01-RV9641/9
im folgenden kurz upt genannt
Im Stadtwald 43, 66123 Saarbrücken
Tel.: 0681-3025059, FAX: 0681-3025235
Anspr.: Herr Prof. Dr. H. Chmiel
im folgenden kurz Junghans genannt
Chemnitzer Str. 63, 09669 Frankenberg
Tel.: 037206-2791 FAX: 037206-2791
Anspr.: Herr A. Junghans
Beteiligung ohne Förderung
im folgenden kurz Riedel + Tietz genannt
Talstraße 6, 09212 Limbach-Oberfrohna
Tel.: 03722-650 FAX: 03722-6511
Anspr.: Herr F. Kriegler

Inhalt
1 Einleitung ________________________________________________________1
1.1 Ausgangssituation.........................................................................................................2
1.2 Zielstellung, Meilensteine...............................................................................................6
1.3 Projektverbund ..............................................................................................................6
1.4 Literatur .........................................................................................................................8
2 Entwicklung keramischer NF-Membranen im Labormaßstab_________________10
2.1 Einleitung.....................................................................................................................10
2.2 Entwicklung polymerer TiO2- und ZrO2-Sole..............................................................11 2.2.1 Kontrollierte Hydrolyse durch Zusatz organischer Additive 11 2.2.2 Kontrollierte Hydrolyse durch definierte Wasserzugabe 24
2.3 Entwicklung mikroporöser Membranen ......................................................................26 2.3.1 Entwicklung einer geeigneten Zwischenschicht als Voraussetzung für die
Nanofiltrationsmembran 26 2.3.2 Beschichtungsversuche zur Erzeugung fehlerfreier mikroporöser
Membranen 27 2.3.3 Untersuchung des Phasenbestandes und der Porengrößenverteilung
der NF-Membranen 35
2.4 Testen der Filtrationseigenschaften............................................................................40
2.5 Zusammenfassung .....................................................................................................46
2.6 Literatur .......................................................................................................................46
3 Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab ________48
3.1 Einleitung.....................................................................................................................48
3.2 Simulation des Permeatstromes in keramischen Filterelementen mit NF-Membran ...............................................................................................................49 3.2.1 Grundgedanken zur Strömungsberechnung 49 3.2.2 Berechnungen am 1-, 7- und 19-Kanal-Rohr 51 3.2.3 Auswertung und Schlußfolgerungen 54
3.3 Bereitstellung von Trägerrohren mit einer Beschichtung bis d50=60nm ....................56 3.3.1 Versatzentwicklung für die Supportherstellung am Beispiel von
1-Kanal-Rohren 56 3.3.2 Upscaling der Rohrlänge von 1-Kanal- und 19-Kanalrohren auf 60 cm 60 3.3.3 Weiterentwicklung der Technologie für 19-Kanalrohre mit einer Länge von 1,20 m
und Produktion einer Pilotserie 61

3.3.4 Beschichtung der Supporte 62
3.4 Entwicklung einer geeigneten Zwischenschicht passend zu den NF-Membranen ....................................................................................................63
3.5 Up-Scaling der NF-Membranentwicklung auf 7- und 19-Kanalrohre bis 1,20m Länge..........................................................................................................68 3.5.1 Entwicklung des Beschichtungssols 68 3.5.2 Beschichtung 70 3.5.3 Trocknung und thermische Behandlung 75 3.5.4 Stirnseitenabdichtung 75
3.6 Charakterisierung........................................................................................................76 3.6.1 Aufbau der Laborfiltrationsanlage 76 3.6.2 Integritätstest der beschichteten Filterrohre 78
3.7 Zusammenfassung .....................................................................................................82
4 Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen __________________________________________________85
4.1 Einleitung.....................................................................................................................85 4.1.1 Farbstoffe in der Textilveredelung 85 4.1.2 Verfahren zum Färben von Textilien 86
4.2 Untersuchung des Abwassers bei Riedel + Tietz.......................................................88 4.2.1 Gesamtabwasser 90 4.2.2 Waschmaschine Scout 90 4.2.3 Waschmaschine Delphin 91 4.2.4 Bleichmaschine Tubolovar 92 4.2.5 Waschmaschine Fleissner 92 4.2.6 Mercerisieranlage 93 4.2.7 KKV-Färbung 93 4.2.8 Färbemaschinen 1-7 94 4.2.9 Schlussfolgerungen für den Einsatz der Pilotanlage 96
4.3 Ermittlung der Verfahrensparameter für die Nanofiltration der Farbabwässer..........97 4.3.1 Untersuchungen zur Druckabhängigkeit des Permeatflusses 97 4.3.2 Abhängigkeit des Permeatflusses von der Überströmgeschwindigkeit 99 4.3.3 Untersuchungen zur Auswirkung von Membranrückspülungen 99 4.3.4 Untersuchungen zur chemischen Reinigung der Membran 101 4.3.5 Schlussfolgerungen für die Auslegung der Pilotanlage 102
4.4 Entwicklung und Bau einer Pilotanlage.....................................................................103 4.4.1 Anlagenauslegung 103 4.4.2 Vorfiltration 104 4.4.3 Sammelbehälter 105 4.4.4 Filtrationsmodule 106 4.4.5 Pumpen 106

4.4.6 Permeatsammel- und Reinigungsmittelbehälter 107 4.4.7 Steuerung 107
4.5 Zusammenfassung ...................................................................................................108
5 Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen ___________________________________________________111
5.1 Versuchsprogramm..................................................................................................111
5.2 Versuchsdurchführung..............................................................................................114
5.3 Darstellung der Ergebnisse ......................................................................................114 5.3.1 Filtrationsergebnisse 114 5.3.2 Permeatfluss unter verschiedenen Betriebsbedingungen 115 5.3.3 Energiekosten 117
5.3 Schlussfolgerungen für eine Produktionsanlage ......................................................118
5.4 Abschätzung der Betriebskosen...............................................................................119
5.4 Zusammenfassung ...................................................................................................120
6 Vergleichende Bewertung der keramischen NF-Membranen________________123
6.1 Forschungsziel und Ausgangslage zur Bearbeitung des Teilprojektes ...................123
6.2 Durchführung vergleichender Untersuchungen an neu entwickelten Membranen, kommerziell erhältlichen keramischen NF-Membranen und Polymermembranen für die Nanofiltration ................................................................124 6.2.1 Beschreibung der Untersuchungsmethoden 124
6.3 Untersuchungsergebnisse........................................................................................128 6.3.1 PEG-Rückhalt 128 6.3.2 Wasserpermeabilität der Membranen 131 6.3.3 Ergebnisteil Salzrückhalt 133 6.3.4 Ergebnisse Zetapotentialbestimmung 140
6.4 Untersuchungen zum Einsatz der neu entwickelten Membran zur Erschließung weiterer Applikationsfelder..................................................................142 6.4.1 Untersuchungen zum Einsatz der neu entwickelten Membran zur
Lösemittelaufbereitung 143 6.4.2 Untersuchung zum Einsatz der Membran zur Aufbereitung von
Beizbädern aus der metallverarbeitenden Industrie 144 6.4.3 Untersuchung zum Einsatz der Membran zur Aufbereitung heißer
Laugen aus der Lebensmittelindustrie 151
6.5 Zusammenfassung der Untersuchungsergebnisse.................................................157 6.5.1 Bewertung der Membraneigenschaften (Modellsubstanzen) 157 6.5.2 Bewertung der Untersuchungen mit realen Medien 158
6.6 Erstellung eines Membrankataloges bewerteter Nanofiltrationsmembranen...........160

6.7 Literatur .....................................................................................................................188
7 Zusammenfasssung ______________________________________________189
7.1 Projektverlauf.............................................................................................................189
7.2 Wissenschaftlich-technische Ergebnisse................................................................190
7.3 Position zum internationalen Stand ..........................................................................191
7.4 Qulifizierungsarbeiten ...............................................................................................192
7.5 Publikationen.............................................................................................................192 7.5.1 Vorträge 192 7.5.2 Poster 193 7.5.3 Veröffentlichungen 194
7.6 Verwertung der Ergebnisse ......................................................................................195 7.6.1 Wissenschaftliche Verwertung der Ergebnisse: 195 7.6.2 Wirtschaftliche Verwertung der Ergebnisse: 195

1. Einleitung
- 1 -
1 Einleitung
I. Voigt Hermsdorfer Institut für Technische Keramik e.V., Hermsdorf
Ziel dieses Vorhabens war die Entwicklung keramischer Nanofiltrations-membranen auf der Basis von ZrO2 und TiO2 und ihr produktionsintegrierter Einsatz zur Reinigung heißer, farbstoffbelasteter Abwässer aus der Textilin-dustrie.
In der Textilveredelung entstehen trotz verbesserter Färbeverfahren und Einsatz wasser-
sparender Anlagen große Mengen Abwasser. So fielen bei dem Verbundpartner Riedel
+ Tietz (größter Druckvorbereiter Europas) im Veredelungsprozess täglich etwa
1000 m3 Abwasser an. Besonders problematisch ist dabei die Farbigkeit der Abwäs-
ser, die nur bedingt durch biologische Behandlung abgebaut wird. Bereits geringe Kon-
zentrationen an Farbstoffen, die bezüglich der CSB-Belastung unkritisch sind, bewirken
eine intensive Färbung. Die Farbstoffe gelangen jedoch nur beim Färben und dem an-
schließenden Waschen der Stoffe ins Abwasser. Dies ist weniger als 1/5 der Gesamt-
abwassermenge einer Textilveredelung. Es ist also sinnvoll, nur diese partiellen Abwas-
serströme zu entfärben. An diesen Teilströmen treten jedoch starke Schwankungen in
der Zusammensetzung des Abwassers auf, da die Rezepturen zum Färben täglich
mehrfach gewechselt werden. Dies drückt sich z.B. im pH-Wert aus, der im untersuch-
ten Fall zwischen 3 und 13 schwankte, der Temperatur, die zwischen 20 °C und 90 °C
variierte und in der Konzentration von Oxidationsmitteln wie Wasserstoffperoxid, die als
Aufheller oder Bleichmittel zugesetzt wurden. Somit erschien die Verwendung von Po-
lymermebranen, die bereits erfolgreich zur Entfärbung gemischter Teilströme eingesetzt
wurden /1-1/, als nicht geeignet.
Keramische Nanofiltrationsmembranen (NF-Membranen) eröffnen auf Grund ihrer Be-
ständigkeit selbst in heißen Säuren und Laugen, gegenüber Oxidationsmitteln und ihrer
Unempfindlichkeit gegenüber hohen Temperaturen bis 300 °C erstmals die Möglichkeit
einer prozessintegrierten Reinigung in diesem Bereich.
Synthetische Farbstoffe liegen in ihrer Molmasse zwischen 500 g/mol und 1000 g/mol,
so dass eine Membran mit einer Trenngrenze < 1000 g/mol benötigt wurde. Derartige
Membranen waren kommerziell nicht erhältlich und sollten in einer ersten Phase des
Projektes entwickelt werden. Die Herangehensweise zur Entwicklung derartiger Memb-
ranen über die Sol-Gel-Technik war in wissenschaftlichen Arbeiten publiziert worden.
Der Schlüssel lag in der Verwendung neuartiger "polymerer" Sole, die geeignet sind,
1. Einleitung
- 2 -
beim Sol-Gel-Übergang ein mikroporöses Netzwerk zu bilden. Zur Bearbeitung dieser
grundlegenden Aspekte wurde mit dem IKW ein Universitätsinstitut einbezogen, das
seit 10 Jahren auf dem Gebiet der Sol-Gel-Technik arbeitete und auf erste Erfolge bei
der Herstellung keramischer NF-Membranen im Labormaßstab verweisen konnte.
Der hohe Anspruch des Vorhabens lag in der Entwicklung geeigneter Sol-Gel-Systeme
und spezieller Verfahren zur Beschichtung großer Flächen. Dieses Up-scaling verbun-
den mit der Entwicklung qualitativ hochwertiger Träger mit besonderer Oberflächengüte
sollte in enger Zusammenarbeit zwischen Rauschert und HITK erreicht werden.
Im weiteren Verlauf des Projektes sollte von Junghans eine Pilotanlage mit 5 m2 Memb-
ranfläche konstruiert und gebaut werden, die zur Erprobung unmittelbar hinter die farb-
stoffintensiven Prozesse der Textilveredelung bei Riedel + Tietz (vor die Zusammenfüh-
rung mit farbstofffreien Abwässern) geschaltet werden sollte, um die Farbstoffe abzu-
trennen und das gereinigte Wasser im Kreislauf zu führen.
Der Fall Textilabwässer stand in diesem Projekt exemplarisch. An Hand vergleichender
Untersuchungen der upt mit verfügbaren polymeren NF-Membranen sollte im Rahmen
des Projektes die Leistungsfähigkeit der Nanofiltration als Trennverfahren in der Um-
welttechnik insgesamt bewertet werden, um auf dieser Grundlage neue Anwendungs-
gebiete zu erschließen. Hier wurde insbesondere an Abwässer aus der Galvanik (Wie-
derverwendung der Beizsäuren), von Druckereien und an die Reinigung von Kondensa-
ten in Dampferzeugern gedacht.
1.1 Ausgangssituation
Dem Einsatz der Membrantechnik zur Aufbereitung von farbstoffbelasteten Abwässern
vor allem aus der Textilindustrie wurde auf den Membrantagungen der vorangegange-
nen Jahre steigende Beachtung geschenkt.
Bidinger und Hövelmann /1-2/ zeigten die Wirtschaftlichkeit von Membrantrennverfahren
und vergliechen die kommerziell erhältlichen Membranen hinsichtlich ihrer Eigenschaf-
ten. Keramische Membranen besaßen danach das weitaus größte Einsatzspektrum,
jedoch gab es sie nur bis in den Ultrafiltrationsbereich und waren sie deutlich teurer als
Polymermembranen.
Rautenbach et al. /1-3/ - /1-5/ machte in mehreren Aufsätzen und Vorträgen die Potenzen
der Membrantechnik insbesondere zur Aufarbeitung von Prozessabwässern, darunter
auch aus der Textilindustrie, deutlich. Er wies als einschränkende Faktoren für die An-
wendung der Polymermembranen aus:
• mangelnde chemische Beständigkeit (organische Lösungsmittel)
• begrenzter Temperatureinsatzbereich (<100°C)

1. Einleitung
- 3 -
• eingeschränkter pH-Bereich.
Fritsch /1-6/ zeigte an Hand eines Fallbeispiels die Wirtschaftlichkeit von Membranver-
fahren gegenüber Konkurrenzverfahren. Er wies bei der Untersuchung der Aufbereitung
von Textilabwässern mittels Polymernanofiltration darauf hin, dass Färbereiabwässer in
der Regel heiß anfallen und dafür spezifizierte Module notwendig sind, die normaler-
weise nicht erhältlich sind.
Frahne und Wilkin /1-7/ brachten zum Ausdruck, dass die Membranverfahren im Früh-
stadium der Entwicklung stehen. Im Bereich der Textilabwasserbehandlung war zwar
die Rückgewinnung von Schlichtemitteln über Ultrafiltration gelöst /1-8/, die Nanofiltrati-
on stellte jedoch noch Wunschdenken dar. Hauptprobleme bildeten vor allem das
Verblocken und die mangelnde Standzeit der Membranen.
Kümmel /1-9/ betonte, dass beim produktionsintegrierten Umweltschutz eine "prozess-
nahe Trenntechnik" mit niedrigem Energieaufwand und möglichst dicht an der Entste-
hungsquelle eine wesentliche Rolle spielt.
Wunsch /1-10/ gab eine Übersicht über die Verfahren zur Behandlung von Textilabwäs-
sern. In seiner Beurteilung verwies er auf die hohen Prozesskosten der Membranverfah-
ren, insbesondere auch bedingt durch die begrenzte Membranstandzeit.
Rangnekar /1-11/ zeigte, dass es mit Hilfe der Membrantechnologie möglich ist, Abwas-
ser aus der Farbindustrie in Trinkwasser umzuwandeln.
Tegtmeyer /1-12/ diskutierte die Möglichkeiten einer membrantechnischen Abwasser-
behandlung in der Textilfärberei mit Polymer-NF-Membranen. Die Restfarbigkeit wurde
dabei auf (0.5-1) % reduziert und die gesamte Farbstofffracht in ein Volumenanteil <2 %
des Ausgangsvolumens konzentriert.
Porter /1-13/ favorisierte bei der Membrantechnik zur Behandlung von farbigen Textilab-
wässern keramische und metallische Membranen, die im Gegensatz zu polymeren
Membranen glattere Oberflächen besaßen, deshalb nicht so stark zum Fouling neigten
und im pH-Bereich >13 und bei Temperaturen nahe dem Siedepunkt von Wasser ein-
gesetzt werden konnten. Mit Hilfe von Mikrofiltrationsmembranen gelang bereits die Ab-
trennung von Pigmentfarbstoffen. Mit Ultrafiltrationsmembranen war bislang nur eine
teilweise Rückhaltung der synthetischen Farbstoffe möglich.
Pessoa de Amorim /1-14/ verwendete keramische UF-Membranen (Tech-Sep) zur Be-
handlung von Textilabwässern. Die Reinigung verblockter Membranen mit 1 M NaOH
und 1 M Zitronensäure bei 40 °C führte zu den Ausgangsdurchflussraten.
Eine zusammenfassende Bewertung zur Temperatur- und Chemikalienbeständigkeit
unterschiedlicher Membranmaterialien gab Ripperger /1-15/.
Schönberger und Kaps /1-16/ kamen in einer Studie zu "Reduktion der
Abwasserbehandlung in der Textilindustrie" zu folgenden Aussagen:

1. Einleitung
- 4 -
− Erste Versuche zur Behandlung von Textilabwässern mit Hilfe der Membrantechnolo-
gie reichen bis in die 70'er Jahre zurück. Sie hat sich bisher aus Kostengründen nicht
etabliert.
− Die Erfolgsaussichten der Membrantechnik sind groß, es besteht aber noch hoher
Entwicklungsaufwand.
− In Deutschland gibt es bisher keine großtechnische Anlage zur Behandlung von Fär-
bereiabwässern mit Membranen, obwohl vielversprechende Versuche in wissen-
schaftlichen Einrichtungen gelaufen sind. Grund: Firmen scheuen Entwicklungsrisiko.
Firmen, die sich mit der Herstellung synthetischer Farbstoffe beschäftigen /1-17/ - /1-20/,
hatten die Membrantechnik zur Reinigung ihrer Abwässer bereits im Einsatz. Hier wurde
aber "end of the pipe" gearbeitet. Es wurden kalte Abwässer behandelt, die zudem
nicht die aggressiven Begleitstoffe wie in der Textilveredelung enthielten, so dass Poly-
mermembranen zum Einsatz kommen konnten.
Keramische Nanofiltrationsmembranen waren kommerziell nicht beziehbar. Marktführer
im Bereich keramischer Filtrationsmembranen wie
• Tech-Sep (Frankreich)
• NGK Insulators Co. (Japan)
• Schumacher Umwelt- und Trenntechnik GmbH (Deutschland)
boten als unterste Grenze keramische UF-Membranen mit einer Porengröße von 5 nm
bzw. einer entsprechenden Trenngrenze (Cut-off) von 15 kD bis 20 kD an.
Auf dem Gebiet der Entwicklung keramischer Nanofiltrationsmembranen wurde erst seit
wenigen Jahren gearbeitet, da die Ultrafiltrationsschicht als Substrat die Voraussetzung
bildete und deren Herstellung auch erst seit Beginn der 90er Jahre möglich war. Auf
internationalen Kongressen und Tagungen zur Filtration der letzten Jahre wurden erste
Laborergebnisse zu keramischen Nanofiltrationsmembranen vorgestellt. Dabei waren
insbesondere die Entwicklungen der französischen Schule von Montpellier, Prof. Cot,
und der niederländischen Arbeitsgruppe von Prof. Burggraaf, Universität Twente, her-
vorzuheben. Auch Prof. Tomandl, TU Bergakademie Freiberg, wies in einem Über-
sichtsvortrag zur DKG-Jahrestagung 1994 in München erste Ergebnisse zu kerami-
schen Nanofiltrationsmembranen aus. Aus diesen Arbeiten war erkennbar, dass die
klassische Sol-Gel-Technik nicht zum Ziel führt, sondern dass hier andere Methoden
gewählt werden müssen, die ein "polymeres Sol" verwenden.
Unterteilt in die drei oxidkeramischen Stoffklassen konnte der Entwicklungsstand fol-
gendermaßen eingeschätzt werden:
A.) Al2O3 /1-21/ - /1-27/

1. Einleitung
- 5 -
− Ultra- und Nanofiltrationsmembranen von γ-Al2O3 mit Porendurchmesser ≥0.65 nm
über Hydrolyse von Aluminium-tri-sekundärbutylat, jedoch eingeschränkte chemische
Stabilität des γ-Al2O3
− Ultrafiltrationsmembranen von α-Al2O3 nur über CVD (chemical vapor deposition)
− Nanofiltrationsmembranen aus α-Al2O3 bisher nicht bekannt
− Modifizierung der γ-Al2O3-Oberfläche durch SiO2
B.) ZrO2 /1-28/ - /1-33/
− Ultrafiltrationsmembranen durch Hydrolyse von Zirkonium-tetra-n-propylat, Poren-
durchmesser (8-10) nm
− Nanofiltrationsmembranen mit Porendurchmesser 2,0 nm nur bei sehr niedrigen Sin-
tertemperaturen von (300-400) °C
− erste Versuche mit Acetylaceton als Komplexbildner, um im ZrO2-Sol kleinere Teil-
chen zu stabilisieren und so zu Nanofiltrationsmembranen zu gelangen
− Pilotanlage von TECH-SEP mit Nanofiltrationsmembranen, Dicke der Membran
0,5 µm, mittlerer Porendurchmesser 1,6 nm
− Versuche zur Einschränkung des Porenwachstums durch TiO2-Anteil
C.) TiO2 /1-34/ - /1-37/
− Ultrafiltrationsmembranen mit Porendurchmesser (5-10) nm durch Hydrolyse von Ti-
tanium-tetra-isopropylat
− Nanofiltrationsmembranen mit Porendurchmesser ≥1.5 nm bei Sintertemperaturen
von 250 °C bei eingeschränkter thermischer und mechanischer Stabilität
− erste Versuche mit Acetylaceton als Komlexbildner, um im TiO2-Sol kleinere Teilchen
zu stabilisieren und so zu Nanofiltrationsmembranen zu gelangen
Neben den oxidkeramischen Membranen gab es nichtoxidkeramische Membranen,
vorzugsweise aus Siliziumcarbid und Titaniumnitrid. Da es nanodisperse Pulver aus
diesen Materialien nicht gab und eine Sol-Gel Chemie in diesen Systemen nicht mög-
lich war, konnten feinporige Membranen nur über chemische Umwandlung aus oxidke-
ramischen Membranen hergestellt werden. Interessante Arbeiten zur Ammonolyse von
TiO2-UF-Membranen stammten von Kohl et. al /1-38/.

1. Einleitung
- 6 -
1.2 Zielstellung, Meilensteine
Aus dem geplanten Einsatz der keramischen Nanofiltrationsrembran zum produktionsin-
tegrierten Reinigung farbiger Teilströme der Textilveredelung wurden folgende Zielpa-
rameter für die Membran abgeleitet:
Porengröße: ≤ 2 nm
Trenngrenze: ≤ 1000 g/mol
Material: TiO2 oder ZrO2
Temperaturstabilität: ≥ 350 °C
Schichtdicke: ≤ 200 nm
Porosität: ≥ 30 %
Abb. 1-1: Zielparameter des Entwicklungsprojektes.
Das Projekt begann am 01. Juni 1997 und wurde für einen Zeitraum von drei Jahren
geplant. Die Entwicklung sollte sich in mehreren Up-scaling-Stufen vollziehen, die mit
folgenden Meilensteinen verknüpft wurden:
1. Keramische NF-Membranen bis 5cm Einkanalrohr: 31.08.98
2. Keramische NF-Membranen bis 20cm Mehrkanalrohr: 28.02.99
3. Keramische NF-Membranen bis 1.20m Mehrkanalrohr: 31.08.99
4. Pilotanlage fertig und bereit für die Erprobungsphase: 30.11.99
1.3 Projektverbund
Im Projekt arbeiteten 6 Partner zusammen (Tab. 1-1). Die Projektleitung des gesamten
Verbundes erfolgte durch das HITK.
Das Projekt begann in einer ersten Phase mit der Membranentwicklung, in die IKW,
HITK, Rauschert und upt eingebunden waren. Zu einem späteren Zeitpunkt sollten dann
die Teilprojekte der Firmen Junghans und Riedel + Tietz hinzukommen, die sich maß-
geblich mit der Anlagen- und Verfahrensentwicklung beschäftigten. Die interdisziplinäre
Zusammenarbeit zwischen den Parnern zeigt Abb. 1-2.

1. Einleitung
- 7 -
Tab. 1-1: Partner im Verbundprojekt und ihre Aufgabe.
Partner Jurist. Form des Partners Aufgabe des Partners
IKW Institut,
Universität
Grundlagenuntersuchungen,
Sol-Gel-Technik, Beschichtung
HITK Institut,
gemeinnütziger e.V.
Entwicklung von NF-Membranen
bis 20 cm Mehrkanalrohre,
Gesamtkoordinierung
Rauschert Firma,
Hersteller Technischer
Keramik
Entwicklung von NF-Membranen
bis 1,20 m-Mehrkanalrohre
Junghans Firma,
Edelstahlbauer
Entwicklung und Bau
einer 5 m2-Pilotanlage
upt Institut,
gemeinnützige GmbH
Vergleichende Beurteilung Keramik-
Polymermembran, neue Anwendungen
Riedel +
Tietz
Firma,
Textilveredeler
Erprobung der Pilotanlage im
produktionsintegrierten Einsatz
Institut fürKeramische Werkstoffe
Gesellschaft fürUmweltkompatible Prozeßtechnik mbH
HERMSDORFER INSTITUTFÜR TECHNISCHE KERAMIK E.V.
Membranentwicklung
Verfahrens undAnlagenentwicklung
Abb. 1-2: Interdisziplinäre Zusammenarbeit der Verbundpartner.

1. Einleitung
- 8 -
1.4 Literatur
/1-1/ Clewe, van B. Proc. Colloquium Produktionsintegrierter Umweltschutz, Bremen,1997, B3-B12
/1-2/ S. C. Bindinger, A. Hövelmann Metalloberfläche 47 (1993) 217
/1-3/ R. Rautenbach, I. Janisch Chem.-Ing.-Tech. 59 (1987), 187
/1-4/ R. Rautenbach, R. Mellis Proc. GVC-Kongreß Abwasserbehandlung, Würzburg, 1992, 81
/1-5/ R. Rautenbach, R. Mellis Proc. Aachener Membrankolloquium, 1993, 333
/1-6/ J. Fritsch Proc. Aachener Membrankolloquium, Aachen, 1993, 53
/1-7/ D. Frahne, A. Wilking Proc. 1. Colloquium Produktionsintegrierter Umweltschutz, Bremen, 1993, 39
/1-8/ J. Trauter Melliand 74 (1993) 559
/1-9/ R. Kümmel Proc. 1. Colloquium Produktionsintegrierter Umweltschutz, Bremen, 1993, 135
/1-10/ M. Wunsch Proc. 1. Colloquium Produktionsintegrierter Umweltschutz, Bremen, 1993, 415
/1-11/ D. W. Rangnekar Proc. Engineering of Membrane Processes II, Il Ciocco, Italy, 1994
/1-12/ D. Tegtmeyer Melliand 74 (1993) 148
/1-13/ J. J. Porter Proc. Engineering of Membrane Processes II, Il Ciocco, Italy, 1994
/1-14/ M. T. de Amorim Proc. 6th World Filtration Congress, Nagoya, 1993, 726
/1-15/ S. Ripperger Mikrofiltration mit Membranen VCH, Weinheim 1992, 75
/1-16/ H. Schönberger, U. Kaps Forschungsbericht 10206511, UBA-FB 93-143
/1-17/ W. v. Bonin BMFT-Forschungsbericht T83-128 (1983)
/1-18/ R. Kirch, M. Laboureur, F. Reinhard, B. Wagner BMFT-Forschungsbericht O2-WA-259/BCT 02677 (1985)
/1-19/ J. Malisz Proc. Aachener Membrankolloquium, Aachen, 1993, 231
/1-20/ T. Janssen Proc. Aachener Membrankolloquium, Aachen, 1993, 65

1. Einleitung
- 9 -
/1-21/ R. J. v. Vuren, B. C. Bonekamp, K. Keizer, R. J. R. Uhlhorn, H. J. Veringa, A. J. Burggraaf High Tech Ceramics, ed. P.Vicenzini, Els.Sc.Pub. (1987) 2235
/1-22/ R. J. H. Uhlhorn Proefschrift, Universität Twente (1990)
/1-23/ A. Larbot, D. Young, C. Guizard, R. Paterson, L. Cot Key Engineering Materials 61 & 62 (1991) 395
/1-24/ C. Egger, D. Sporn, K.-P. Brehler Key Engineering Materials 61 & 62 (1991) 429
/1-25/ R.S.A.de Lange, J.H.A.Hekkink, K.Keizer, A.J.Burggraaf Key Engineering Materials 61 & 62 (1991) 77
/1-26/ A. Larbot, S. Younssi Alami, C.Guizard, A. Julbe, M. Persin, J. Sarrazin, L. Cot Proc. 6th World Filtration Congress, Nagoya, Japan, 1993, 520
/1-27/ S. Alami-Younssi, A. Larbot, M. Persin, J. Sarrazin, L. Cot Proc. Engineering of Membrane Processes II, Il Ciocco, Italy, 1994
/1-28/ C. Guizard, A. Julbe, A. Larbot, L. Cot Key Engineering Materials 61 & 62 (1991) 47
/1-29/ J. Etienne, A. Larbot, A. Julbe, C. Guizard, L. Cot Journal of Membrane Science 86 (1994) 95
/1-30/ R.Vacassy, C.Mouchet, C.Guizard, L.Cot 3rd Int. Conf. Inorg. Membr., Worcester, USA, (1994)
/1-31/ R. Gopalan, C. H. Chang, Y. S. Lin Proc. 3rd Int. Conf. Inorg. Membr., ed. Y.H.Ma, Worcester, USA, (1994) 167
/1-32/ A. Julbe, C. Guizard, A. Larbot, C. Mouchet, R. Vacassy, R. Metz, L. Cot Proc. 3rd Int. Conf. Inorg. Membr., ed. Y.H.Ma, Worcester, USA, (1994) 17
/1-33/ V. Thoraval, A. Hoffmann Proc. Aachener Membran Kolloquium, Aachen, 1995, 159
/1-34/ Q. Xu, M. A. Anderson J. Am. Ceram. Soc. 76 (1993) 2093
/1-35/ R. A. Peterson, M. A. Anderson, C. G. Hill Jr. Proc. Engineering of Membrane Processes II, Il Ciocco, Italy, 1994
/1-36/ D. L. Wildman, R. A. Peterson, M.A. Anderson, C. G. Hill Jr. Proc. 3rd Int. Conf. Inorg. Membr., ed. Y.H.Ma, Worcester, USA, (1994) 111
/1-37/ H. Verweij, K. N.-P. Kumar, K. Keizer, A. J. Burggraaf Proc. 3rd Int. Conf. Inorg. Membr., ed. Y.H.Ma, Worcester, USA, (1994) 27
/1-38/ R. Kohl, G. Tomandl Proc. 7th World Filtration Congress, 20.-23.05.96, Budapest, Hungary, Vol. I, 375

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 10 -
2 Entwicklung keramischer NF-Membranen im Labormaßstab
S. Benfer, C. Ortmann, U. Popp, H. Richter, G. Tomandl TU Bergakademie Freiberg, Institut für Keramische Werkstoffe, Freiberg
2.1 Einleitung
Für die Entwicklung von NF-Membranen mit einer mittleren Porengröße von unter 2 nm
ist die wesentliche Voraussetzung die Herstellung eines Soles mit Precursorpartikeln
von unter 10 nm Partikelgröße. Die weitere Verfeinerung von klassischen, kolloidalen
Solen, die zur Herstellung von UF-Membranen verwendet werden, scheint nicht ohne
Weiteres möglich zu sein. Als Alternative bietet sich an, den Bereich der festen Parti-
keln zu verlassen. Es wurde deshalb versucht, Sole mit komplexierten Metallionen her-
zustellen sowie sogenannte polymere Sole zu entwickeln, bei denen die Metallionen in
polymere Strukturen eingebunden sind. Als Ausgangssubstanzen dienen - wie beim
kolloidalen Verfahren - Metallalkoholate.
Werden organische Additive, wie z.B. Essigsäure, im großen Überschuss zum Metallal-
koholat gegeben, kann bei einigen Alkoholaten ein vollständiger Austausch der alkoho-
lischen Gruppe gegen das Additiv erfolgen. Es entsteht ein metallionenhaltiger Kom-
plex. Hydrolysestabile, metallionenhaltige Komplexe können nicht polymerisiert werden.
Bei der Abscheidung ist somit kein Sol-Gel-Übergang möglich. Die Komplexe können
nur als Ganzes auf der porösen Trägeroberfläche abgesetzt werden. Auf Grund der Un-
empfindlichkeit gegen Wasser können in einigen Fällen auch wässrige Lösungen her-
gestellt werden. Dadurch ist der Zusatz bekannter Binder wie Hydroxyethylcellulose oder
Polyethylenglykol möglich.
Im Gegensatz zum kolloidalen Sol-Gel-Verfahren wird bei der polymeren Route dem
Metallalkoholat nur eine geringe Menge Wasser zugeführt. Es entsteht somit ein nur
teilweise hydrolysiertes Metallalkoholat. An die Hydrolyse schließen sich Polykonden-
sationsreaktionen an. Reagiert ein Metallalkoholat mit einer teilweise hydrolysierten
Spezies, so entsteht als Abprodukt Alkohol (Dealkoholisierung). Bei der Reaktion zwi-
schen hydrolysierten Metallalkoholaten entsteht Wasser (Dehydrierung), das wieder für
die Hydrolysereaktion zur Verfügung steht. Während der Polykondensation entsteht ein
metallorganisches Netzwerk, in das die Metallionen als kettenbildende Atome einge-
bunden werden. Die Bindung der Metallatome untereinander erfolgt jeweils über ein
Sauerstoffatom. Damit ist das spätere Metalloxid bereits vorgeprägt

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 11 -
Für die meisten Metallalkoholate verläuft die Hydrolyse sehr schnell, die Poly-
kondensation etwas langsamer. Da bei der Polykondensation wieder Wasser für die
Hydrolyse frei wird, laufen beide Reaktionen nicht nacheinander, sondern parallel ab.
Verschiedene Faktoren wie Temperatur, pH-Wert, Wasser- und Lösungsmittelanteil
sowie der Zusatz organischer Additive beeinflussen den polymeren Sol-Gel-Prozess.
Im Rahmen des Forschungsvorhabens wurde insbesondere der Einfluss verschiedener
Additive und Lösungsmittel sowie des Wasseranteils untersucht.
2.2 Entwicklung polymerer TiO2- und ZrO2-Sole
Als Ausgangssubstanzen zur Herstellung der verschiedenen Sol-Arten wurden handels-
übliche und preiswerte Zr- und Ti-Alkoholate ausgewählt. Durch Zugabe organischer
Additive sollte zum einen eine Komplexierung der Alkoholate und zum anderen eine
Steuerung der Hydrolyse der Alkoholate (im Fall der polymeren Sole) erreicht werden.
Zum besseren Verständnis der beim Sol-Gel-Prozess ablaufenden Reaktionen wurden
während der Entwicklung der Sole auch grundlegende chemische und physikalische
Untersuchungen durchgeführt. Dabei wurde vor allem der Einfluss verschiedener Additi-
ve und Lösungsmittel auf den Sol-Gel-Prozess betrachtet. Durch Destillationsversuche
sowie IR- und NMR-spektroskopische Untersuchungen sollten Informationen darüber
gewonnen werden, wie und in welchem Verhältnis Alkoholat und Additiv miteinander
reagieren und wie stabil der entstehende Komplex ist. Viskositätsmessungen ermögli-
chen Aussagen über die Hydrolyseneigung und den Verlauf der Polykondensation.
2.2.1 Kontrollierte Hydrolyse durch Zusatz organischer Additive
Geeignete organische Substanzen wie z. B. Ketone, Carbonsäuren oder Amine sind in
der Lage, einzelne Alkoholatgruppen vom Metallalkoholat abzutrennen und deren Posi-
tion einzunehmen. Die neu gebildete Bindung ist deutlich stabiler und kann auch in An-
wesenheit von Wasser nicht oder nur schwer aufgebrochen werden. Der entstehende
Komplex ist somit gegen eine vollständige Hydrolyse geschützt.
a) ß-Diketone (Acetylaceton, Ethylacetoacetat)
Acetylaceton reagiert in enolisierter Form mit Metallalkoholaten zu metallorganischen
Komplexen. Bei einer Mischung von Acetylaceton mit Metallalkoholaten im Verhältnis
1:1 beobachtete Sedlar /2-1/ die Ausbildung von Monoacetylacetonaten, wobei die An-
lagerung unter Verdrängung einer alkoholischen Gruppe erfolgt.
Im Rahmen der eigenen Stabilisierungsversuche wurde bei einer Zugabe von 2 mol A-
cetylaceton (AcAc) zu Tetraethoxytitanat (TEOT) eine starke Erwärmung beobachtet.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 12 -
Die beiden hellen Flüssigkeiten nahmen eine gelbe Färbung an, blieben aber klar. An-
schließend erfolgte eine Verdünnung mit 10 mol Ethanol, um dann schrittweise Wasser
zuzutropfen. Die Zuführung von Wasser bis zu 5 mol führte zu keiner Eintrübung. Das
Gemisch blieb aber auch weiterhin flüssig. Erst nach dem Ausgießen der Mischung auf
eine Glasschale und bei langsamer Verdunstung des Lösungsmittels bei
Raumtemperatur (RT) kam es zu einer Verfestigung. Das resultierende Gel war glatt und
klar. Acetylaceton ist offensichtlich in der Lage, TEOT vollständig gegen eine Hydrolyse
zu schützen. Die Farbänderung und die Stabilität gegenüber Wasser lassen den
Schluss zu, dass AcAc mit TEOT einen stabilen Komplex bildet.
Diese Beobachtung machten auch Yamamato und Kambara /2-2/. Der sich bildende
Komplex wurde von ihnen als ein Dialkoxy-bis-acetylacetonat identifiziert. Im Fall des
TEOT würde es sich also um ein Titandiethyl-bis-acetylacetonat handeln. Auch Hoebbel
et al. /2-3/ beobachteten eine große Hydrolysestabilität des entstehenden Komplexes.
Nach Yamamato und Kambara /2-2/ findet bei der Zuführung von Wasser unter Abspal-
tung des Alkohols eine Hydrolyse zum Titanyl-bis-acetylacetonat statt. Da der am Titan
verbliebene Sauerstoff keine Brücke zu einem Ti-Ion eines weiteren Titanyl-bis-
acetylacetonatmoleküles bildet, ist eine Polykondensation des Komplexes nicht mög-
lich. Zur Herstellung von Membranen kann dieser Komplex nur im Ganzen auf der Trä-
geroberfläche abgeschieden werden.
b) Carbonsäuren (Essigsäure, Oxalsäure)
Essigsäure ist, wie Acetylaceton, in der Lage, mit Metallalkoholaten unter Abspaltung
von Alkohol Komplexe auszubilden. Bei Zuführung von 2 mol Essigsäure (ES) zum TE-
OT findet optisch keine Veränderung statt, die Flüssigkeit bleibt klar und leicht beweg-
lich. Eine spürbare Erwärmung zeugt jedoch von einer exothermen Reaktion.
Nach Verdünnung mit 10 mol Ethanol wurde langsam Wasser zugetropft. Bereits bei
einer Menge von 0,25 mol beginnt die Mischung zu gelieren. Dies geschieht unter einer
leichten Eintrübung, was auf die Ausbildung von Oxidhydratpartikeln zurückzuführen ist.
Dies zeigt, dass die Zugabe von ES in einer Menge von 2 mol nur zu einer geringen
Stabilisierung des Alkoholates gegenüber Wasser führt. Bei der zugegebenen Additiv-
menge können nur zwei Valenzen des Ti4+ mit ES belegt werden. Es bildet sich ein Ti-
tanium-diethoxyd-diacetat aus. Die beiden übrigen Valenzen sind folglich unter Abgabe
von Alkohol hydrolysierbar und polymerisierbar.
Die Entstehung von Titanium-diethoxyd-diacetat wird auch von Pande und Mehrotra /2-4/
beschrieben. Hydrolysereaktionen wurden aber nicht vorgenommen. Bei schneller Zu-
führung von Wasser kann möglicherweise ein Teil der ES vom Metallion abgetrennt
werden, wodurch eine vollständige Hydrolyse möglich wird, was zur unerwünschten Aus-
fällung von TiO2-x(OH)2x führt.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 13 -
In einem weiteren Versuch wurden dem Alkoholat 10 mol ES zugeführt. Die Mischung
bleibt wiederum klar und leicht beweglich. Nach Verdünnung mit 10 mol Ethanol wurde
Wasser zugetropft. Selbst bis zu einer Wassermenge von 10 mol trat weder eine Trü-
bung noch eine Gelierung auf. Nach Ausgießen dieses Gemisches auf Glasschalen
trocknete es ohne Eintrübung zu klaren Gelstückchen.
Die Zugabe von ES in einer Menge von 10 mol führt zu einer vollständigen Stabilisie-
rung des Alkoholates gegen die Hydrolyse. Ursache dafür ist wahrscheinlich die Ausbil-
dung eines Titaniumtriacetat-Komplexes, wie ihn Pande und Mehrotra /2-5/ beschrei-
ben. Jeweils zwei dieser Komplexe können sich über den Sauerstoff des verbliebenen
Alkohols zu einem noch größeren Komplex zusammenlagern. Eine Hydrolyse des Kom-
plexes wird nicht beschrieben, würde aber bei einfacher Abspaltung des verbliebenen
Alkoholes auch zu keiner Vernetzung führen. Auch scheint die ES innerhalb des Kom-
plexes so stark an das Ti4+ gebunden zu sein, dass sie von Wasser nicht verdrängt wer-
den kann.
Für die Herstellung zirkonhaltiger Sole wurde Tetra-n-propoxyzirkonat (TPZ) verwendet.
Bei der Mischung von TPZ mit 2 mol ES erhält man eine klare und leicht bewegliche
Flüssigkeit. Nach Verdünnung mit 10 mol Isopropanol wurde Wasser zugetropft. Bei
einem Wasseranteil von 2,5 mol verfestigte sich die Mischung zu einem klaren Gel. Die
Trocknung bei RT ergab klare Gelstückchen. Auch am Zr4+ können 2 mol ES nur zwei
von vier Valenzen belegen. Mit den übrigen Valenzen ist unter Abspaltung von Alkohol
eine Hydrolyse und anschließend eine Polykondensation möglich. Im Gegensatz zum Ti-
Alkoholat ist aber die ES an das Zr-Metallion so stark gebunden, dass sie auch bei ei-
nem Überangebot von Wasser nicht vollständig verdrängt wird. Damit ist eine komplette
Hydrolyse und das Ausfallen von Metallhydraten ausgeschlossen. Die Stabilisierung von
Tetra-n-propoxyzirkonat mit 2 mol ES führt also zu einem gegen vollständige Hydrolyse
stabilen, aber gut polymerisierbaren Komplex.
Die Mischung von TPZ mit 8 mol ES führt zum spontanen Ausfall eines weißen Nieder-
schlages. Auch nach Zuführung von 10 mol Isopropanol und 1 mol Wasser bleibt dieser
Niederschlag erhalten. Erst bei Zugabe von 12 mol Wasser löst er sich wieder auf. Bei
dem Niederschlag handelt es sich wahrscheinlich um das hydrolysierte Zirkoniumtriace-
tat Zr(C2H3O2)3OH. Kapoor und Mehrotra /2-6/, /2-7/ beschreiben ebenfalls die sehr
langsame Ausbildung eines Tetraacetates, jedoch ohne Angaben über die Dauer des
Prozesses zu machen.
Dieser Komplex ist in Alkohol unlöslich, aber in Wasser gut löslich. Der im Alkohol aus-
gefallene Niederschlag konnte abfiltriert, getrocknet und dann in Wasser gelöst werden.
Auf diese Weise wurde ein komplexiertes Sol auf Wasserbasis hergestellt.
Die Reaktion zwischen Metallalkoholat und Essigsäure (ES) wurde mittels spektrosko-
pischer Methoden näher untersucht.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 14 -
In Abb. 2-1 sind die IR-Spektren von zwei unterschiedlich mit Essigsäure stabilisierten
Solen dargestellt. Das mit 10 mol Essigsäure stabilisierte Gel soll im Folgenden als ES
10, das mit 2 mol Essigsäure stabilisierte Gel mit ES 2 bezeichnet werden.
Beide Spektren gleichen sich sehr stark und sind zum großen Teil identisch. Lediglich
die bei ES10 auftretende Bande bei 1100 cm-1 ist bei ES2 nicht zu finden. Diese Ban-
de stammt von Pluriol 600, das nur dem Sol ES10 mit 1 Gew.% als organischer Binder
zugeführt wurde.
0
20
40
60
80
100
120
140
160
40080012001600200024002800320036004000
Wellenzahl in cm-1
Tra
nsm
issi
on
ES 2
ES 10
Abb. 2-1: IR-Spektren Ti4+-haltiger Sole,
stabilisiert mit 2 mol bzw. 10 mol Essigsäure.
Es ist bei beiden Gelen eine starke Ausprägung der OH-Valenzschwingung bei
3430 cm-1 zu erkennen. An ihrer Flanke sind immer noch die Banden der ν-CH2-und ν-
CH3-Schwingungen zu erkennen, die aber nicht mehr so deutlich hervortreten wie beim
reinen Alkoholat. Dies ist die Folge der Abspaltung und anschließenden Verdunstung
des Alkoholes bei der Polykondensation des Diacetates (ES 2) bzw. bei der Hydrolyse
der verbleibenden Valenz des Triacetates (ES 10). Ebenfalls noch erkennbar sind
Schwingungen der CH2-, CH3- und OH-Gruppe bei 1380 cm-1 und 1330 cm-1. Aber auch
diese dominieren nicht mehr das Spektrum, wie es beim reinen Alkoholat der Fall ist.
Auffällig ist die Ausbildung der drei Banden bei 1720 cm-1, 1540 cm-1 sowie 1450 cm-
1. Die Bande bei 1720 cm-1 ist auch bei reiner Essigsäure vorhanden. Sie entsteht
durch die Valenzschwingung der C=O-Gruppe. Bei den beiden anderen Banden handelt
es sich um die symmetrische und asymmetrische Valenzschwingung der COO-Gruppe.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 15 -
In beiden Solen ist also die Essigsäure gut wiederzufinden. Der höhere Essigsäurean-
teil im Sol mit 10 mol ES ist lediglich an der etwas höheren Intensität der 1720 cm-1-
Bande zu erkennen.
Nicht wiederzufinden sind die drei für die ν-Ti(O-C)-Schwingung charakteristischen
Banden bei 1130 cm-1, 1050 cm-1 und 900 cm-1. Das Tetraethoxytitanat ist also nicht
mehr existent. Die Anlagerung der Essigsäure erfolgte bei beiden Solen als Acetat.
Dies geht aus den für die Acetate typischen Banden bei 660 cm-1 und 600 cm-1 hervor.
Nicht unterscheidbar und damit nicht nachweisbar ist die angenommene Ausbildung
eines Diacetatkomplexes bei Zuführung von 2 mol Essigsäure (ES 2) und des Triace-
tatkomplexes bei einem hohen Essigsäure-Überschuss (ES 10). Auch der Unterschied
zwischen einer Polykondensation des Diacetatkomplexes und einer Hydrolyse des Tri-
acetatkomplexes ist mittels IR-Spektroskopie nicht nachweisbar.
Das Gel ES 10 wurde einer Temperaturbehandlung unterzogen. Es wurde bei fünf ver-
schiedenen Temperaturen im Abstand von 100 °C je eine Stunde getempert und dann
erneut mittels IR-Spektroskopie untersucht. In Abb. 2-2 sind die so gemessenen Spekt-
ren gemeinsam dargestellt.
Die für die Valenzschwingung der C=O-Gruppe charakteristische Bande bei 1720 cm-1
verringert bis 200 °C ihre Intensität erheblich. Das deutet auf eine Verdunstung der ü-
berschüssigen Essigsäure hin. Das unverminderte Bestehen der für die Schwingungen
der COO-Gruppe typischen Banden bei 1450 cm-1 und 1550 cm-1 sowie der für die A-
cetate charakteristischen Bande bei 600 cm-1 zeigt, dass der Acetatkomplex bis zu ei-
ner Temperatur von 200 °C stabil ist. Erst bei 300 °C sind diese Banden kaum noch
wahrnehmbar. Zwischen 200 °C und 300 °C zerfällt der Komplex. Bei 400 °C ist bereits
das für TiO2 typische Spektrum ausgebildet. Reste der ES sind aber immer noch er-
kennbar. Diese verschwinden erst bei einer Temperatur von 500 °C.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 16 -
0
50
100
150
200
250
300
350
40080012001600200024002800320036004000
Wellenzahl (cm-1)
Tra
nsm
issi
on
500 °C
400 °C
300 °C
200 °C
100 °C
RT
Abb. 2-2: IR-Spektren von essigsäurehaltigen Ti4+- Solen (mit 10 mol ES)
nach Temperung bei verschiedenen Temperaturen.
Die 13C-NMR-Spektroskopie erlaubt die Identifizierung einzelner Kohlenstoffatome ei-
ner Verbindung. Entsprechend seiner Bindungsverhältnisse und seiner unmittelbaren
Nachbarn wird jedes Atom durch eine chemische Verschiebung (in ppm) charakteri-
siert. Für eine Verbindung liefert die 13C-NMR-Spektroskopie ein Linienspektrum mit
typischen Linienlagen und Intensitätsverhältnissen.
Die NMR-Spektroskopie wurde angewendet zur weiteren Aufklärung der chemischen
Reaktionen bei der Stabilisierung Zr- und Ti-haltiger Sole mit Essigsäure und Diethano-
lamin. Da die Resultate für beide Alkoholate zu den gleichen Schlussfolgerungen führen,
werden nur Ergebnisse der Zr-haltigen Sole bzw. Gele aufgeführt. Es wurden zunächst
die Reinsubstanzen vermessen. Die Analysen wurden dadurch erschwert, dass das
verwendete Tetra-n-propoxyzirkonat mit 30 % Isopropanol versehen war. Das Spektrum
des Ausgangsalkoholates zeigt aber keine Linien des freien Isopropanols. Da das I-
sopropanol gemessen zum Tetra-n-propoxyzirkonat in einem Molverhältis von 1 : 2,3
vorliegt, muss davon ausgegangen werden, dass das vorliegende Metallalkoholat je zur
Hälfte aus Tetra-n-propoxyzirkonat und Tetra-iso-propoxyzirkonat besteht. Dabei be-
steht auch die Möglichkeit, dass verschiedene Alkoholatreste in einem einzigen Metall-
alkoholatmolekül vorkommen.
Die für die verschiedenen C-Atome der Ausgangsstoffe ermittelten charakteristischen,
chemischen Verschiebungen sind in der nachfolgenden Tabelle zusammengefasst.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 17 -
Tab. 2-1:Verwendete Bezeichnung und durch 13C-NMR-Spektroskopie gemessene
chemische Verschiebung aller C-Atome in den Ausgangssubstanzen.
Substanz vereinfachte Strukturformel C-Atom chem. Verschieb.
[ppm]
C 63,8 Isopropanol HO- CCH-(DCH3)2
D 25,5
E 51,7 Diethanolamin HN-(ECH2-FCH2-OH)2
F 60,5
G 20,5 Essigsäure GCH3-HCOOH
H 178,4
I nicht auffindbar Tetra-i-propoxyzirkonat Zr-(O-ICH-(KCH3)2)4
K 27,1
L 71,7
M 28,4
Tetra-n-propoxy-
zirkonat (70% in
Isopropanol)
Zr-(O-LCH2-MCH2-NCH3)4
N 10,7
Die Mischung von Tetra-n-propoxyzirkonat mit Essigsäure im Molverhältnis 1 : 2 bewirk-
te im NMR-Spektrum die Herausbildung weiterer Linien, die nicht mehr alle eindeutig
zugeordnet werden konnten. Auffällig war jedoch die Entstehung ungebundenen Isopro-
panols. Die Reaktion der Essigsäure mit dem Tetra-n-propoxyzirkonat bewirkt also ins-
besondere die Abspaltung der Isopropylgruppen. Die Linie des Atomes ”G” der Essig-
säure war ebenfalls gut auffindbar, die Linie des C-Atomes der funktionellen Gruppe „H“
war hingegen in drei Einzellinien aufgespalten. Eine mögliche Ursache sind die unter-
schiedlichen Bindungsvarianten der Essigsäure. So kann die Anbindung an das Metal-
lion sowohl über ein O-Atom der funktionellen Gruppe als auch über beide O-Atome
unter Aufspaltung der Doppelbindung erfolgen. Deutlich ist in jedem Falle, dass die Es-
sigsäure vollständig an das Metallalkoholat gebunden ist, so dass die Ausbildung eines
Diacetatkomplexes sehr wahrscheinlich ist.
Die Mischung wurde mit Isopropanol verdünnt und mit 1 mol H2O versetzt, geliert und
bei 60 °C getrocknet. Überraschend wird das MAS-NMR-Spektrum (Abb. 2-3) durch
die Linien ungebundener Essigsäure dominiert (”G” und ”H”). Eine Linie bei 190 ppm
verweist aber auch auf einen Anteil gebundener Essigsäure. Des Weiteren sind immer
noch alkoholische Reste zu erkennen. Wurde nach der FTIR-Analyse davon ausgegan-
gen, dass auch im Gel ein Diacetatkomplex vorliegt, ergibt die MAS-NMR-
Untersuchung, dass bereits bei 60 °C ein Zerfall des Komplexes zu beobachten ist.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 18 -
Abb. 2-3: MAS-NMR -Spektrum eines Zr4+-haltigen Geles,
stabilisiert mit 2 mol Essigsäure.
c) Diethanolamin (DEA)
Aufgrund seiner Struktur hat Diethanolamin die Möglichkeit, sowohl auf der Seite des
Stickstoffs als auch auf der Seite der funktionellen Gruppe des Alkohols mit einem Me-
tallalkoholat zu reagieren. In jedem Falle muss bei der Reaktion Alkohol frei werden. Bei
einer Mischung von Alkoholat und DEA im Verhältnis 1:1 müssen die Reaktionen sich
aber in der Menge des freigesetzten Alkohols unterscheiden. Es muss entweder die
einfache oder die doppelte Molmenge Alkohol gegenüber dem eingesetzten Diethano-
lamin entstehen. Durch Destillation lässt sich dieser Alkohol qualitativ und auch quantita-
tiv bestimmen. Bei Fortführung der Destillation kann auch überschüssiges Alkoholat
abgetrennt werden. Da dabei unter leichtem Unterdruck gearbeitet werden muss, sind
keine Angaben zu Art und Menge des Alkoholates möglich. Es wurden Destillationen
mit verschiedenen Alkoholatarten und unterschiedlichem Additivanteil vorgenommen.
Aus den Ergebnissen der Destillation lassen sich Aussagen darüber treffen, wie und in
welchen Mengen Diethanolamin mit dem Alkoholat reagieren.
Die Aufklärung der Reaktionen zwischen Diethanolamin und Metall-Alkoholat wurde am
Beispiel der Ti-haltigen Verbindungen untersucht. Da das verwendete Tetraethoxytitanat
20 % Tetraisopropoxytitanat enthält, wurde zur Vereinfachung der Untersuchung zu-
nächst mit reinem Tetraisopropoxytitanat (TIPT) gearbeitet. Es wurden folgende zwei

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 19 -
verschiedene Mischungen aus Alkoholat und Diethanolamin (DEA) hergestellt und des-
tilliert:
TIPT DEA Destillat
[g] [mol] [g] [m]ol
Destillations-
bedingungen [g]
56,8 0,2 21,0 0,2 82 °C Normaldruck 23
56,8 0,2 10,5 0,1 82 °C Normaldruck 11
60 °C Unterdruck 29
Die Destillation bei ca. 80 °C ergab eine Menge von ca. 23 g. Das entspricht recht ge-
nau einer Molmenge an Isopropanol von 0,4 mol (24 g). Das Diethanolamin reagiert
also mit dem TIPT auf Seiten der funktionellen Gruppe des Alkohols unter Abspaltung
von zwei Alkoholatresten.
In einem weiteren Versuch sollte geklärt werden, ob Diethanolamin nur mit einem Alko-
holatmolekül reagiert oder ob es in der Lage ist, Brücken zwischen jeweils zwei Metal-
lalkoholatmolekülen zu bilden. Dafür wurden TIPT und DEA im Verhältnis 2:1 gemischt.
Drei mögliche Ergebnisse waren zu erwarten:
- DEA bindet an jeweils ein Metallalkoholatmolekül an - die Hälfte des eingewogenen
TIPT muss sich abdestillieren lassen.
- DEA bindet je zwei Metallalkoholatmoleküle - kein TIPT lässt sich abdestillieren.
- DEA bildet Brücken zwischen den Metallalkoholatmolekülen, wobei Makromoleküle
entstehen - je nach Kettenlänge ist bis zur Hälfte des eingewogenen TIPT abdestil-
lierbar.
Die Destillation ergab zunächst bei Normaldruck und ca. 80°C eine Isopropanolmenge
von ca. 12 g (=0,2 mol). Das entspricht wieder der doppelten Molmenge des eingewo-
genen Diethanolamins. Dadurch wird das Ergebnis des ersten Experimentes bestätigt.
Unter leichtem Vakuum werden in der nächsten Destillationsstufe 29 g abdestilliert. Das
entspricht ungefähr 0,1 mol Tetraisopropoxytitanat (28,4 g). Für den Fall der Ausbildung
von Makromolekülen sollte das Produkt eine deutlich erhöhte Viskosität aufweisen.
Dies konnte nicht beobachtet werden. Die Mischung von Tetraisopropoxytitanat und
Diethanolamin im Verhältnis 1:1 sollte also die Ausbildung eines Komplexes der Form
Titandipropoxid-diethoxyaminat zur Folge haben. Da das Ergebnis bei erhöhter Tempe-
ratur gewonnen wurde, kann es nicht als endgültiger Beweis für die Verhältnisse bei RT
gewertet werden.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 20 -
Um zu überprüfen, ob die gewonnenen Ergebnisse auch auf die Reaktion von Diethano-
lamin mit Tetraethoxytitanat (TEOT) zutreffen, wurde ein weiteres Experiment mit fol-
gender Zusammensetzung vorgenommen:
TEOT DEA Destillations-
bedingungen
Destillat
g mol g mol g
47,8 0,2 10,5 0,1 82°C Normaldruck 10
Da das verwendete Tetraethoxytitanat auch zu 20 % aus Tetraisopropoxytitanat besteht,
kann das Destillat aus einer anteiligen Mischung aus Isopropanol und Ethanol oder zum
überwiegenden Teil aus Isopropanol oder ausschließlich aus Ethanol bestehen. Bei der
zu erwartenden abdestillierbaren Gesamtalkoholmenge von 0,2 mol ergibt sich für alle
drei Möglichkeiten ein theoretisches Destillatgewicht von ca. 10 g. Dieser Wert wurde
beim praktischen Versuch ermittelt. Das Experiment ergab also, dass auch bei Ver-
wendung von Tetraethoxytitanat mit der Ausbildung eines Diethoxyaminat-Komplexes zu
rechnen ist.
Für alle Destillationsexperimente ist zu berücksichtigen, dass die Destillation unter
Wärmezuführung vorgenommen wurde. Ob die Komplexbildung bei RT auch so voll-
ständig abläuft, ist nicht überprüfbar.
Mit Hilfe von IR-spektroskopischen Untersuchungen solten weitere Informationen über
die Reaktion zwischen Alkoholat und Diethanolamin gewonnen werden. In Abb. 2-4 ist
das IR-Spektrum eines mit Diethanolamin stabilisierten Zr-haltigen Soles dargestellt.
Die Anwesenheit der ν-CH2- und ν-CH3-Schwingungen bei 2930 cm-1 und 2870 cm-1
sowie der Schwingungen der CH2-, CH3- und OH-Gruppe bei 1370 cm-1 und 1340 cm-1
lassen auf das Vorhandensein von Alkohol schließen. Auch sind einige der für das Tet-
ra-n-propoxyzirkonat typischen Banden zwischen 900 cm-1 und 1150 cm-1 wiederzufin-
den. Am Zr-Ion befinden sich also auch im Gel immer noch Alkoholatreste.
Die Valenzschwingung der NH-Gruppe liegt mit 3300 cm-1 im selben Bereich wie die
der OH-Gruppe. Beide Gruppen können im Spektrum daher nicht eindeutig unterschie-
den werden. Vergeblich sucht man auch die δ-NH-Schwingung der sekundären Amine
bei 1530 cm-1. Dafür findet man aber eine deutliche Bande bei 1630 cm-1. Diese Bande
ist charakteristisch für die δ-NH2-Schwingung der primären Amine. Erklärbar wird das
Auftreten der Bande nur dadurch, dass ein Proton des zugeführten Wassers sich an das
freie Elektronenpaar des Aminostickstoffs anlagerte.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 21 -
0
20
40
60
80
100
40080012001600200024002800320036004000
Wellenzahl in cm-1
Tran
smis
sion
in %
Abb. 2-4: IR-Spektrum des mit Diethanolamin stabilisierten Zr4+-haltigen Sols.
Der Entzug des Protons vom Hydrolysewasser bremst die Hydrolyse des Alkoholates.
Damit ist auch eine Erklärung für die immer noch vorhandenen Alkoholreste am Zr4+
gegeben.
Das mit Diethanolamin stabilisierte, Zr4+-haltige Gel wurde für jeweils 1 h bei verschie-
denen Temperaturen bis 500 °C getempert und anschließend erneut mit FTIR unter-
sucht. Die entstandenen Spektren sind in Abb. 2-5 gemeinsam dargestellt.
Bis 200 °C ändert sich kaum die Intensität der für die Alkohole typischen Banden
(2900 cm-1 bis 3000 cm-1, 1000 cm-1 bis 1200 cm-1). Erst bei 300 °C nimmt sie deutlich
ab. Auch die für das Tetra-n-propoxyzirkonat charakteristischen Banden (900 cm-1 bis
1150 cm-1) sind bis 200 °C stabil und verlieren sich erst bei 300 °C. Die Zerstörung des
Propylates und endgültige Abspaltung aller alkoholischen Reste findet also erst bei ei-
ner Temperatur zwischen 200 °C und 300 °C statt.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 22 -
0
50
100
150
200
250
300
350
40080012001600200024002800320036004000
Wellenzahl in cm-1
Tra
nsm
issi
on
RT
100 °C
200 °C
300 °C
400 °C
500 °C
Abb. 2-5: IR-Spektren mit Diethanolamin stabilisierter,
Zr4+-haltiger Gele, getempert bei verschiedenen Temperaturen.
Ebenso stabil bleibt die Bande der δ-NH2-Schwingung (1630 cm-1). Sie verschwindet
erst oberhalb von 300 °C vollständig. Ab 200 °C bildet sich aber auch eine Bande bei
1550 cm-1 aus. Dabei könnte es sich um die δ-NH-Schwingung handeln. Zwischen
200 °C und 300 °C könnte also die Abgabe des an den Aminostickstoff gebundenen
Protons erfolgen. Damit würde das für die Hydrolyse notwendige Wasser wieder frei.
Die Abspaltung der verbliebenen Alkoholatreste des Zr-Diethanolaminat-Komplexes ist
deshalb erst bei einer Temperatur von über 200 °C möglich. Bis 500 °C entwickelt sich
dann das charakteristische Spektrum des reinen ZrO2.
Aus den Ergebnissen der Destillationsversuche wurde geschlossen, dass Diethanol-
amin über die funktionellen Gruppen des Alkohols mit dem Alkoholat reagiert. Ein ge-
nauer Nachweis dieser Reaktion soll über NMR-Untersuchungen erfolgen. Dazu wurden
sowohl Mischungen aus Alkoholat und Additiv sowie getrocknete polymere Gele unter-
sucht. Zur Bezeichnung der Linien s. Tab. 2-1.
Die Mischung von Tetra-n-propoxyzirkonat mit Diethanolamin im Molverhältnis 1:1 be-
wirkt im NMR-Spektrum (Abb. 2-6) die Herausbildung der Linien des ungebundenen
Isopropanols (”C” und ”D”). Die Linien der n-Propylgruppe bleiben hingegen nahezu un-
verändert. Die Reaktion des Diethanolamins mit dem Metallalkoholat erfolgt also insbe-
sondere unter Abspaltung der Isopropylgruppen. Die Linie des Atomes ”E” des Dietha-

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 23 -
nolamins ist in der selben Lage wie in der Reinsubstanz zu finden, aber stark verbreitert.
Die Linie des Atomes ”F” hingegen ist nicht mehr eindeutig auffindbar. Ursache dafür ist
die Reaktion des Diethanolamins mit dem Metallkomplex. Durch die NMR-Analyse ist
somit eindeutig nachgewiesen, dass Diethanolamin mit Tetra-n-propoxyzirkonat an der
Seite der OH-Gruppe reagiert.
Abb. 2-6: NMR-Spektrum einer Mischung aus
1 mol Tetra-n-propoxyzirkonat und 1 mol Diethanolamin.
Der entstehende Komplex kann auch durch Zuführung von Wasser nicht zerstört werden.
In einem fertigen Solversatz aus 1 mol Tetra-n-propoxyzirkonat : 1 mol Diethanol-
amin : 1 mol H2O : 10 mol Isopropanol konnten keine Linien reinen Diethanolamins ge-
funden werden. Allerdings können auf Grund der starken Verdünnung kleine Mengen
Diethanolamins im Untergrund verschwinden.
Das MAS-NMR-Spektrum des bei 60 °C getrockneten Gels (Abb. 2-7) wird durch die
Linien des an das Zr4+ gebundenen Diethanolamins dominiert. Die Anbindung des Zr4+
wird insbesondere durch die Verschiebung der Linie ”F” zu höheren Werten deutlich. Im
Spektrum aber immer noch erkennbar sind die Linien ”K” und ”N” der Isopropyl- und n-
Propylgruppe. Die Alkoholatreste wurden also nicht vollständig durch Hydrolyse ab-
gespalten. Wie schon aufgrund der FTIR-Ergebnisse vermutet, kann davon ausgegan-
gen werden, dass der Aminostickstoff dem Hydrolysewasser Protonen entzieht. Diese

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 24 -
Protonen stehen dann nicht mehr für die Abspaltung der verbliebenen Isopropyl- und n-
Propylgruppen und die Hydrolyse der freiwerdenden Zr4+-Valenzen zur Verfügung.
Abb. 2-7: MAS-NMR-Spektrum eines Zr4+-haltigen Geles,
stabilisiert mit 1 mol Diethanolamin.
2.2.2 Kontrollierte Hydrolyse durch definierte Wasserzugabe
Durch den Wasseranteil werden Hydrolyse und Verlauf der Polykondensation bestimmt.
Mit Hilfe von Viskositätsmessungen wurde der Einfluss von Additiven und Lösungsmit-
teln auf die Hydrolyseneigung der Sole untersucht. Dafür wurden die aus Gelierungsver-
suchen hervorgegangenen Sol-Mischungen in einem Rotationsviskosimeter (Model DV-
II+ der Fa. Brookfield) vermessen. Anschließend wurden Mischungen mit verschiedenen
Wasseranteilen hergestellt und deren Viskosität bestimmt.
Einfluss der Additive
Bei der Verwendung von Acetylaceton als Additiv konnte mit zunehmendem Wasseran-
teil sowohl für die Ti- als auch für die Zr-haltigen Sole keine Veränderung der Viskosität
festgestellt werden. Alle Proben wiesen eine Viskosität von <10 cP auf und lagen damit
außerhalb des zuverlässigen Messbereiches des Gerätes. Die Viskositätseigenschaf-
ten der Sole sind als wässrig zu beschreiben. Die Unabhängigkeit der Viskosität vom
Wasseranteil zeigt, dass keine durch Hydrolyse hervorgerufene Polykondensation statt-
2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 25 -
findet. Die Metallalkoholate und AcAc bilden einen stabilen Komplex, der auch durch die
Zugabe von Wasser im hohen Überschuss nicht zerstört werden kann.
Bei der Verwendung von Essigsäure als Additiv ergab sich schon bei den Sol-
herstellungsversuchen, dass die Mischung von Tetra-n-propoxyzirkonat (TPZ) mit einem
Essigsäureüberschuss von mehr als 3 mol zum Ausfallen eines weißen Niederschlages
führten. Mischungen mit 2 mol Essigsäure blieben dagegen klar. Deren Poly-
kondensationsverhalten wurde mit Viskositätsmessungen untersucht, wobei der Was-
seranteil variiert wurde. Bereits bei einem relativen Wasseranteil von 1 mol ist eine
deutlich erhöhte Viskosität zu verzeichnen. Die Polykondensation hat bereits eingesetzt.
Mischungen mit 1,5 mol Wasser erstarren schließlich nach einigen Minuten zu einem
klaren Gel. Die Mischung von Tetra-n-propoxyzirkonat mit 2 mol Essigsäure führt dem-
nach zu einem gut polykondensierbaren Sol. Der sich ausbildende Diacetatkomplex
lässt eine Hydrolyse und anschließende Polykondensation zu. Dabei wird der an die
beiden verbleibenden Valenzen des Metallions gebundene Alkohol abgespaltet. Das
mit 2 mol Essigsäure stabilisierte Zr-haltige Sol sollte sich also zur Abscheidung poly-
merer Gelschichten gut eignen.
Als weiteres Additiv wurde Diethanolamin getestet. Bei einem Molverhältnis Wasser:
Alkoholat von 3,5 ist ein deutlicher Viskositätsanstieg zu beobachten. Bei einem Mol-
verhältnis von 5 findet eine schnelle und dauerhafte Gelierung statt. Die Mischung von
Tetra-n-propoxyzirkonat mit 1 mol Diethanolamin führt also zu einem gut polymerisierba-
ren Sol. Die Polykondensation kann aber erst bei einem Wasserüberschuss erreicht
werden. Ursache dafür ist vermutlich die Ausbildung eines Diethoxyaminatkomplexes.
Dabei blockiert das Diethanolamin zum einen zwei Valenzen des Alkoholates, zum an-
deren entzieht es dem Hydrolysewasser Protonen, die sich an das freie Elektronenpaar
des Aminostickstoffs anlagern. Die durch beide Effekte verursachte Reaktionsträgheit
gegenüber Wasser führt zu einem gut handhabbaren und gut polykondensierbaren Sol.
Einfluss des Lösungsmittels
Der Einfluss des Lösungsmittels auf die Hydrolyse- und Polykondensationsneigung
wurde an Ti-haltigen Solen, die mit Diethanolamin stabilisiert worden waren, untersucht.
Es zeigte sich, dass mit Ethanol verdünnte Sole erst bei einem relativen Wasseranteil
von 6 mol eine deutlich erhöhte Viskosität aufweisen. Mit zunehmendem Wasseranteil
steigt die Viskosität kontinuierlich. Aber auch nach der Zugabe von 8 mol Wasser
pro mol Alkoholat geht die Polykondensation so langsam voran, dass eine Gelierung
erst nach mehreren Stunden eintritt. Der sich ausbildende Titandiethoxid-
diethoxyaminat-Komplex scheint sich gegenüber Wasser ausgesprochen reaktionsträ-
ge zu verhalten.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 26 -
Ganz anders sind die Ergebnisse bei Verwendung von Isopropanol als Lösungsmittel.
Bereits bei einem Wasseranteil von 2,8 mol geliert die Mischung. Möglicherweise findet
bei Verwendung von Isopropanol eine Umalkoholisierung statt. Dies kann sowohl auf
Seiten des Titanalkoholates als auch am Diethanolamin passieren. Der dadurch verän-
derte Komplex ist aber auf jeden Fall deutlich reaktionsfreudiger gegenüber Wasser.
Auffällig ist auch die extrem hohe Hydrolyseempfindlichkeit bei völliger Abwesenheit
eines Lösungsmittels. Die Empfindlichkeit von mit Diethanolamin stabilisierten Ti-
haltigen Solen ist stark abhängig vom Lösungsmittelanteil. Dieses Verhalten ist wesent-
lich für die erfolgreiche Abscheidung polymerer Gele auf porösen Trägern. Die Poren
des Trägers entziehen dem polymeren Sol einen Teil des Lösungsmittels. Dadurch
steigt die Hydrolyseempfindlichkeit des Soles erheblich, was zu einer Gelierung direkt
an der Trägeroberfläche führt.
Die Solherstellungsversuche können wie folgt zusammengefasst werden:
- Acetylaceton bildet mit den Alkoholaten einen hydrolysestabilen Komplex, der
nicht befähigt ist zu polykondensieren.
- Ein hoher Überschuss an Essigsäure bewirkt ebenfalls die Ausbildung eines hyd-
rolysestabilen und nicht polymerisierbaren Komplexes, der im Falle der Zr4+-
haltigen Mischungen sogar ausfällt.
- Geringe Mengen Essigsäure führen zu gut polymerisierbaren Komplexen, die im
Falle von Ti4+-haltigen Mischungen bereits bei geringen Wassermengen gelieren.
- Sehr gut polymerisierbare Sole werden durch die Mischung der Metallalkoholate
mit Diethanolamin erzielt, wobei eine so gute Hydrolysestabilität erreicht wird,
dass die Gelierung erst bei einem Wasserüberschuss irreversibel abläuft.
2.3 Entwicklung mikroporöser Membranen
2.3.1 Entwicklung einer geeigneten Zwischenschicht als Voraussetzung für die Nanofiltrationsmembran
Die Abscheidung keramischer NF-Membranen erfolgte auf einem schichtweise aufge-
bauten Trägerkörper, dessen oberste Schicht einer UF-Membran entsprach. Das HITK
entwickelte eigens für die Produktion von keramischen NF-Membranen einen neuarti-
gen rohrförmigen Träger. Der Träger zeichnete sich gegenüber herkömmlichen UF-
Membranen durch eine verringerte Anzahl von Zwischenschichten aus. Die damit ver-
bundene verringerte Anzahl notwendiger Prozessschritte, insbesondere die Einsparung
von Sinterprozessen, führte zu einem preiswerteren Trägerkörper. Zwei neu entwickelte

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 27 -
Träger standen zur Verfügung. Der wesentliche Unterschied bestand in der Porengröße
der obersten Schicht (0,1 µm und 0,06 µm).
Auf diesem Träger waren zunächst Schichten aus TiO2 bzw. ZrO2 abzuscheiden, die als
eigentliche Trägerschichten für die zu entwickelnden NF-Membranen dienen. Die Ab-
scheidung erfolgte aus kolloidalen Solen, die durch Sinterung in die jeweilige kerami-
sche Phase überführt wurden. Es wurden sowohl vom HITK als auch vom IKW
entwickelte Sole bezüglich Zusammensetzung, Beschichtungszeit und Sinterregime
modifiziert und auf die neuen Träger optimiert.
Die Abscheidung von TiO2-UF-Schichten auf den Trägern war für beide Gruppen unpro-
blematisch. Lediglich die vom IKW entwickelten TiO2-UF-Schichten auf dem Träger mit
dem Porendurchmesser von 0,06 µm wiesen auffällig geringe Rückhaltraten auf. Als
beste UF-Schicht und damit aussichtsreichster Träger für eine NF-Membran erscheint
die TiO2-UF-Schicht des HITK auf der Trägerschicht mit dem Porendurchmesser von
0,06 µm.
Große Probleme bereitete die Abscheidung von ZrO2-UF-Schichten. Schließlich konn-
ten jedoch am IKW auf dem Träger mit 0,06 µm Porendurchmesser funktionstüchtige
Membranen abgeschieden werden. Die Fehlerfreiheit konnte jedoch nur durch Mehr-
fachbeschichtung und -sinterung gewährleistet werden.
2.3.2 Beschichtungsversuche zur Erzeugung fehlerfreier mikroporöser Membranen
Im Verlauf der grundlegenden Untersuchungen zur Herstellung von NF-Membranen wur-
de festgestellt, dass Acetylaceton (AcAc), Essigsäure (ES) und Diethanolamin (DEA)
geeignete Additive zur Sol-Herstellung sind. Bei der Verwendung von ES als Additiv
konnten neben den polymeren Solen, bei denen nur eine geringe Wassermenge zuge-
setzt wird, wässrige Sole hergestellt werden, in denen die Zr4+- bzw. Ti4+-Ionen mit Es-
sigsäure komplexiert vorliegen.
Im weiteren Verlauf des Forschungsvorhabens wurden die Sole zur Beschichtung der
porösen Trägerkörper optimiert. Dabei wurden verschiedene Lösungsmittel (Ethanol,
Isopropanol) getestet und der Additiv-, Lösungsmittel- und Wasseranteil im Verhältnis
zur eingesetzten Alkoholatmenge (1 mol) variiert.
Zur Herstellung der Ti-haltigen Sole wurde als Ausgangskomponete Tetraethylortho-
titanat (TEOT) verwendet. Für die Zr-haltigen Sole wurde Tetra-n-propoxyzirkonat (TPZ)
eingesetzt. Der nachfolgenden Aufstellung kann entnommen werden, in welchem Be-
reich Additiv-, Lösungsmittel- und Wasseranteil verändert wurden, um ein optimales Be-
schichtungsergebnis zu erzielen:

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 28 -
Lösungsmittel Alkoholat Additiv
Ethanol Isopropanol
Wasser
TEOT AcAc
ES
DEA
2
2 - 10
1
10 - 30
5 - 20
10 - 30
10 - 45
10
1 - 5 (Ethanol)
1 (Isopropanol)
TPZ AcAc
ES
DEA
1
2
1
10 - 100
100 - 350
20 - 100
5
0,5
1
Die Mengenangaben erfolgen in Mol. Die Ergebnisse werden dann im Weiteren disku-
tiert. Die im weiteren Verlauf verwendeten Mengenangaben als „relative“ Molmengen
beziehen sich immer auf 1 mol eingesetztes Metallalkoholat.
Für erste Beschichtungsversuche wurden die Trägerrohre in etwa 2 cm lange Segmente
geteilt. Die Proberöhrchen wurden auf einer Seite mit Parafilm verschlossen und von
der anderen Seite mit dem Sol befüllt. Nach der gewählten Beschichtungszeit wurde
das überschüssige Sol abgegossen.
Die Trocknungs- und Sinterversuche zeigten, dass eine sehr langsame Trocknung
(Kühlschrank) für die Schichtqualität von Vorteil ist. Die Sinterung erfolgte in einem e-
lektronisch geregelten Muffelofen unter Luftatmosphäre. Dabei erwies sich das folgende
Sinterregime als optimal. Zunächst wird mit 1 K/min auf 300 °C aufgeheizt und dort 1 h
die Temperatur gehalten, um den Großteil der organischen Bestandteile schichtscho-
nend auszubrennen. Dann wurde mit 1 K/min weiter erwärmt und die Proben bei 500 °C
1 h lang gesintert. Die Abkühlung erfolgte nach Ofencharakteristik.
a) Beschichtungsversuche mit Acetylaceton-stabilisierten Solen
Nach Trocknung und Sinterung konnte unter dem Rasterelektronenmikroskop für keinen
Versatz der Ti4+-haltigen Sole eine abgeschiedene Schicht erkannt werden. Offensicht-
lich war das Sol auch bei geringer Verdünnung vollständig in den Träger infiltriert. Dafür
spricht auch eine durchgängige Graufärbung des Trägers nach der Sinterung.
Ursache für die ausbleibende Schichtbildung ist der sich nach Yamamato und Kambara
/2-2/ im Sol ausbildende Titanyl-bis-acetylacetonat-Komplex. Die Ergebnisse der Gelie-
rungsversuche und der Viskositätsmessungen bestätigten, dass auch für die hier ver-

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 29 -
wendeten Solversätze ein solcher Komplex entsteht. Dieser Komplex ist nicht in der La-
ge zu polymerisieren. Eine Schichtbildung kann nur über die Abscheidung des Komple-
xes auf der Trägeroberfläche erfolgen. Offensichtlich ist aber der Moleküldurchmesser
zu gering, um porenüberspannende Brücken zu bilden. Bei der Sinterung bleibt darüber
hinaus Restkohlenstoff bestehen, der zur Graufärbung des infiltrierten Trägers führt.
Auch keines der verwendeten Zr4+-haltigen Sole neigte zur Schichtbildung. Der von Sa-
xena et al. /2-8/ vorgeschlagene acetylaceton-haltige Komplex lässt theoretisch eine
Polykondensation zu. Aber die Gelierungs-, Viskositäts- und FTIR-Untersuchungen zeig-
ten, dass der Komplex keine Polykondensation durchführt, möglicherweise aus steri-
schen Gründen. Die Schichtbildung kann also nur über eine Abscheidung des ganzen
Komplexes erfolgen. Ähnlich wie bei den mit Acetylaceton stabilisierten, Ti4+-haltigen
Solen kann der Komplex keine ausreichenden Brücken über den Poren des Trägers
ausbilden.
Mit Acetylaceton stabilisierte Sole erwiesen sich somit in den verwendeten Versätzen
als ungeeignet zur Herstellung sowohl von TiO2- als auch ZrO2-Nanofiltrations-
membranen.
b) Beschichtungsversuche mit Essigsäure-stabilisierten Solen
Mit den polymeren Solen ES 2 konnte erstmalig auf der TiO2-UF-Membran eine weitere
Schicht abgeschieden werden. Bis zu einer Verdünnung von 12 mol Ethanol konnte
nach Trocknung und Sinterung im Rasterelektronenmikroskop eine Schicht wahrge-
nommen werden, die jedoch starke Risse aufwies. Die Risse zeigten eine Breite von
mehreren µm und erstreckten sich zum Teil bis in den groben Membranträgerkörper.
Ihre Form und Häufigkeit schien unabhängig vom Verdünnungsgrad zu sein. Auch eine
mehrfache Beschichtung konnte die auftretenden Risse nicht schließen. Bei weiterer
Verdünnung > 12 mol Ethanol war schlagartig keine Schicht mehr erkennbar. Das Sol
war in den Träger infiltriert.
Ähnliche Ergebnisse wurden mit dem Sol ES 10 erreicht. Bis zu einer Verdünnung mit
19 mol Ethanol ist zwar die Abscheidung einer Schicht erkennbar, diese ist jedoch stark
gerissen. Bei einer Verdünnung mit 20 mol Ethanol ist keine separate Schicht mehr auf-
findbar. Das Sol scheint vollständig in den Träger infiltriert zu sein. Auch mehrfache Be-
schichtungen konnten weder die Risse schließen noch die Infiltration vermeiden.
Eine Verbesserung dieser Eigenschaft sollte durch die Zugabe eines Binders zum Sol
ES 10 erreicht werden. In Vorversuchen wurden die alkohollöslichen Binder Moviol, But-
var, Pluriol und Plexigum getestet und deren Verträglichkeit mit den Solen überprüft.
Des Weiteren wurden Schichtbildungsversuche auf Glasschalen vorgenommen. Dabei
erschien der Binder Pluriol 600 am besten geeignet. Der Binder Pluriol 600 wurde im

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 30 -
Alkohol verdünnt und dann dem Sol zugegeben. Er wurde in einem Anteil von 0,8 Gew%
bezogen auf die Gesamtsolmenge eingesetzt. Im Ergebnis der Beschichtung auf TiO2-
UF-Membranen konnte nach Trocknung und Sinterung eine deutlich verringerte Rissnei-
gung erkannt werden. Mit einer Solzusammensetzung von: 1 mol TEOT:10 mol
ES:17 mol Ethanol:0,8 Gew% Pluriol 600 konnte eine fehlerfreie Beschichtung erfolgen.
Eine separate Schicht ist aber am Rasterelektronenmikroskop nicht mehr auflösbar. Es
sind lediglich an der Tropfkante rissige Schichtstückchen zu erkennen, deren Risse kon-
tinuierlich zur Probenmitte hin auslaufen. Auch hat die Probe gegenüber vollständig in-
filtrierten Proben einen erhöhten Glanz.
Mit dem Sol ES 10P wurden auch Beschichtungsversuche auf ZrO2-UF-Membranen
vorgenommen. Die besten Ergebnisse wurden dabei mit demselben Solversatz erhal-
ten, der auch auf TiO2 erfolgreich war (Abb. 2-8). Es sind wiederum keine Fehler er-
kennbar. Eine separate Schicht ist aber auch hier nicht auflösbar. Einen Hinweis auf
eine erfolgreiche Beschichtung gibt das Fehlen der für die ZrO2-UF-Membranen typi-
schen Strukturierung.
1µm
Abb. 2-8: REM-Aufnahme einer TiO2- Schicht,
abgeschieden aus dem Sol ES 10P auf ZrO2.
Aus Vorversuchen war bereits bekannt, dass die mit Essigsäure stabilisierten Sole zur
Herstellung von ZrO2-Schichten nur extrem verdünnt zu verarbeiten sind. Als selbst bei
einem relativen Lösungsmittelanteil von 150 mol Isopropanol immer noch stark gerisse-
ne Schichten entstanden, wurde versucht, einen Binder einzusetzen. Aus den Erfahrun-
gen mit essigsäurestabilisierten Ti4+-Solen wurde auf den Binder Pluriol 600 zurückge-
griffen. Die Zugabe des Binders erbrachte jedoch keine verbesserten Schichteigen-
schaften. Es wurde daher im weiteren auf eine Binderzugabe verzichtet und die Sole

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 31 -
noch stärker verdünnt. Bei einem relativen Lösungsmittelanteil von 325 mol waren nur
noch an einigen Stellen große Risse zu erkennen. Bei 350 mol Isopropanol war die ge-
samte Probe rissfrei.
1µm
Abb. 2-9: ZrO2-NF Schicht aus einem ES-haltigem Sol
(rel. Isopropanolanteil 350 mol) auf ZrO2-UF-Membran.
Wie schon bei der Herstellung von TiO2-NF-Membranen auf ZrO2-Trägern festgestellt
wurde, ist die NF-Schicht nicht mehr auflösbar. Lediglich eine Glättung der sonst struktu-
rierten Oberfläche des Trägers kann beobachtet werden (Abb. 2-9).
c) Beschichtungsversuche mit Diethanolamin-stabilisierten Solen
Mit Ethanol verdünnte Sole ergaben in jedem Fall sehr dicke und stark gerissene
Schichten. Ein erhöhter Wasseranteil führte nur zu noch dickeren, aber ebenso fehler-
haften Schichtstückchen mit einer Stärke bis zu 500 nm.
Die Verdünnung mit Isopropanol ergab bei gleichen Mischungsverhältnissen sehr viel
dünnere Schichten mit einer geringeren Fehlerhäufigkeit. Eine verbesserte Schichtab-
scheidung bei Verwendung von Isopropanol kann möglicherweise mit der veränderten
Hydrolyseempfindlichkeit zusammenhängen, welche bereits bei den Viskositäts-
messungen nachgewiesen wurde. Mit zunehmender Verdünnung des Soles ist eine ver-
ringerte Schichtdicke und abnehmende Fehlerhäufigkeit zu beobachten. Bei einem rela-
tiven Lösungsmittelanteil von 33 mol Isopropanol kann noch eine Schicht mit <100 nm
Stärke und nur sehr einzelnen Rissen erkannt werden (Abb. 2-10). Bereits bei 35 mol
Isopropanol kann die fehlerfreie Schicht mit einem gewöhnlichen Raster-
elektronenmikroskop nicht mehr aufgelöst werden.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 32 -
0,5µm
Abb. 2-10: Fehlerhafte TiO2-NF-Schichtaus einem DEA-stabilisierten Sol
(rel. Isopropanol-Anteil 33 mol) auf TiO2-UF-Membran.
Weitere Beschichtungsversuche wurden auf ZrO2-UF-Membranen als Träger vorge-
nommen. Dabei wurde gleich mit Isopropanol als Lösemittel gearbeitet. Die Abschei-
dung verlief ähnlich wie auf TiO2-UF-Membranen. Fehlerfreie Beschichtungen sind mit
einem relativen Isopropanolanteil von 45 mol möglich. Die dabei entstehende Schicht ist
wieder mit einem einfachen Rasterelektronenmikroskop nicht auflösbar. Deutlich ist je-
doch die Glättung der Oberfläche gegenüber der ursprünglichen UF-Membran zu er-
kennen.
Die Abscheidung der ZrO2-NF-Schichten erfolgte zunächst auf TiO2-UF-Membranen.
Dabei wurden auch bei hoher Verdünnung immer wieder einzelne tiefe Risse beobach-
tet, die zum Teil auch tiefer gelegene Schichten zerstörten. Die Ursache dafür wurde in
einer Unverträglichkeit der thermischen Ausdehnungskoeffizienten von Träger und NF-
Schicht angenommen.
Weitere Abscheideversuche wurden daher auf ZrO2-UF-Membranen durchgeführt. Bis
zu einem relativen Lösungsmittelanteil von 50 mol Isopropanol pro mol Alkoholat traten
Risse auf, deren Häufigkeit und Größe sich mit zunehmender Verdünnung aber verrin-
gerte. Für alle Sole mit einem relativen Lösungsmittelanteil von 60 bis 90 mol Isopropa-
nol konnten nahezu keine Risse mehr gefunden werden.
Wieder ist eine rasterelektronenmikroskopische Auflösung der NF-Schicht nicht mög-
lich. Bei Untersuchungen der ungesinterten Gelschicht mittels Rasterelektronen-
mikroskopie konnten Gelschicht und tragende UF-Schicht nicht unterschieden werden.
Die gesinterte Probe zeichnet sich wieder nur durch eine deutlich erkennbare Glättung
der Oberfläche im Vergleich zum unbeschichteten Träger aus (Abb. 2-11).

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 33 -
Abb. 2-11: REM-Aufnahme einer ZrO2- NF-Schicht aus einem
mit DEA stabilisiertem Sol nach verdünnung auf ZrO2-UF-Membran.
Die ZrO2-Ultrafiltrationsschicht ist selbst nur ca. 100 nm dick, wie Untersuchungen an
einem hochauflösenden Rasterelektronenmikroskop zeigen (Abb. 2-12). Die Nano-
filtrationsschicht ist jedoch auch in diesem Fall nicht als separate Schicht erkennbar.
Möglicherweise liegt eine Infiltration der UF-Schicht vor.
In weiteren Versuchen wurde der Einfluss eines veränderten Sinterregimes überprüft.
Die Aufheizung der Schichten erfolgte mit 10 K/min (bisher 1 K/min). Bei anschließen-
der Betrachtung unter dem normalen Rasterelektronenmikroskop konnte keine Verän-
derung gegenüber den üblich gesinterten Schichten festgestellt werden.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 34 -
Abb. 2-12: Bruchkante einer mit ZrO2-NF-Sol beschichteten ZrO2-UF-Membran.
Abb. 2-13: FEREM-Aufnahmen der Bruchfläche einer ZrO2-NF-Membran, hergestellt
aus einem mit DEA stabilisierten Sol.
Durch Verwendung der Feldemissions-Rasterelektronenmikroskopie konnte an einer so
präparierten Probe die NF-Schicht aufgelöst werden (Abb. 2-13). Deutlich hebt sie sich
mit einer Dicke von nur 20 nm über der nur 100 nm starken UF-Schicht ab. Damit ist der

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 35 -
Nachweis gelungen, dass die NF-Membran in diesem Fall als eigenständige Schicht
abgeschieden wurde.
Die Eignung der abgeschiedenen Schichten als NF-Membranen konnte nur durch Filtra-
tionstests überprüft werden. Dazu wurden 13 cm lange Rohre mit den Solen, welche die
besten Beschichtungsergebnisse zeigten, beschichtet. Anschließend wurden der Per-
meatfluss und der Rückhalt gegenüber kleinen organischen Molekülen in einer Cross-
flow-Laborfiltrationstestanlage bestimmt (s. Kap. 2.4).
2.3.3 Untersuchung des Phasenbestandes und der Porengrößenverteilung der NF-Membranen
Zur Bestimmung des Phasenbestandes der keramischen Membranen wurden unge-
stützte Gelschichten getempert, zu Pulvern zermahlen und im Röntgendiffraktometer
untersucht. In Abb. 2-14 sind die Diffraktogramme der Proben TiO2/10ES, TiO2/DEA
und ZrO2/DEA nach einstündiger Sinterung bei 500 °C dargestellt.
Die Diffraktogramme der Proben TiO2/10ES und TiO2/DEA unterscheiden sich nur we-
nig. Bei 2θ = 25° ist der Hauptreflex des Anatas zu erkennen (JCPDS 21-1272; 2θ =
25,28°). An dessen Flanke deutet sich bei 27° aber auch schon der Hauptreflex von Ru-
til an (JCPDS 21-1276; 2θ = 27,45°), der bei Verwendung von DEA als Additiv stärker
ausgeprägt ist als bei Zusatz von Essigsäure. Alle weiteren Reflexe lassen sich dem
Anatas zuordnen. Dies zeigt, dass auf Glasschalen ausgegossene und gesinterte TiO2-
NF-Sole im Wesentlichen zu Anatas kristallisieren. Die röntgenographisch erfassbare
Kristallisation der bei höheren Temperaturen stabilen Rutilmodifikation hat bereits ein-
gesetzt.
Im Diffraktogramm der Probe ZrO2/DEA sind ausschließlich die Reflexe der tetragona-
len bzw. kubischen Modifikation zu erkennen. Beide Modifikationen lassen sich röntge-
nographisch nur schwer unterscheiden, da ihre Reflexe nah beieinander liegen. So kann
es sich bei dem Hauptreflex bei ca. 30° 2θ sowohl um den (101)-Reflex des tetragona-
len (30,244° 2θ) als auch um den (111)-Reflex des kubischen ZrO2 (30,392° 2θ) han-
deln. Charakteristisch für tetragonales ZrO2 ist aber eine Aufsplittung aller weiteren Re-
flexe, wie sie im vorliegenden Diffraktogramm lediglich am Röntgenreflex bei 35° 2θ
beobachtet werden kann. Die tetragonale Modifikation des ZrO2 ist im Temperaturbe-
reich bis ca. 1000 °C metastabil, die kubische sogar bis 2370 °C. Die Ausbildung der
eigentlich stabilen monoklinen Modifikation wird nicht beobachtet. Ein Grund dafür kann
die geringe Kristallitgröße sein. Eine Abschätzung der mittleren Kristallitgröße aus der
Reflexhalbwertsbreite ergibt für die bei 500°C gesinterte Probe einen Wert von 20 nm.
Nach Krauth und Mayer /2-9/ kann sich die monokline Phase erst ab einer Kristallitgröße
> 0,17 µm herausbilden. Darüber hinaus werden die tetragonale und kubische Modifika-

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 36 -
tion noch durch den Einbau von OH--Ionen sowie durch weitere Gitterdefekte stabilisiert
/2-10/, /2-11/.
0
4500
10 20 30 40 50 60 70
Beugungswinkel °2Theta
Inte
nsitä
t
TiO2/DEA
TiO2/ES10
ZrO2/DEA
Abb. 2-14: Röntgendiffraktogramme ungestützter Membranen, hergestellt aus den Ge-
len TiO2/10ES, TiO2/DEA und ZrO2/DEA nach Kalzination bei 500 °C.
Alle röntgenographischen Untersuchungen wurden an ungestützten Membranen vorge-
nommen, da auf Trägern abgeschiedene NF-Schichten für die Röntgenanalyse zu dünn
waren. Die Kristallisation von nur einige Nanometer starken Gelschichten auf einem ke-
ramischen Träger kann sich erheblich von der Kristallisation von bis zu einem Millimeter
starken Schichten auf Glas unterscheiden. So bietet der arteigene Untergrund Keime,
auf denen die Kristallite aufwachsen können. Die TiO2-UF-Membran besteht überwie-
gend aus Anatas mit einem geringen Rutilanteil, so dass eine bevorzugte Kristallisation
von Anatas auch aus dem NF-Gel zu erwarten ist. Die ZrO2-UF-Membran besteht aus
tetragonalem ZrO2 /2-12/, /2-13/ so dass auch diese Phasen aus dem NF-Sol entstehen
könnten. Die Ergebnisse der UF-Membranen beruhen aber auch auf Messungen an
ungestützten Schichten.
Die Röntgenmessungen zeigen aber, dass die Sole gut und in den gewünschten Modi-
fikationen kristallisieren. Ein hoher kristalliner Anteil ist für die chemische Beständigkeit
der Membran förderlich. Darüber hinaus sind die Gele in der Lage, feine Kristallite aus-
zubilden, was für die Erzeugung ausreichend kleiner Poren notwendig ist.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 37 -
Im Gegensatz zur Röntgendiffraktometrie erlaubt die Raman-Spektroskopie auch die
Identifizierung kristalliner Phasen in dünnen, keramischen Schichten. Mit diesem Ver-
fahren wurden ungestützte (zu Pulvern zermahlene) und auf porösen Trägern (TiO2- bzw.
ZrO2-UF-Membran) abgeschiedene keramische NF-Schichten des Systems TiO2/DEA
und ZrO2/DEA untersucht. Als Referenzen wurden darüber hinaus Anatas, Rutil, tetrago-
nales und kubisches ZrO2 vermessen.
Auf Grund der verschiedenen Kristallstrukturen unterscheiden sich die Ramanspektren
von Anatas und Rutil deutlich voneinander. Dabei lässt die unterschiedliche Linienlage
auch die Identifizierung beider Phasen in Gemischen zu. Das Raman-Spektrum der un-
gestützten TiO2-Membran (TiO2/DEA) weist im Wesentlichen die Linien von Anatas auf
(Abb. 2-15). Deutlich zu erkennen sind aber auch Linien bei 447 cm-1 und 611 cm-1, die
signifikant für die Ausbildung von Rutil sind. Damit besteht eine klare Übereinstimmung
mit den Ergebnissen der Röntgendiffraktometrie, wonach bei 500 °C gesinterte Gele
der Mischung TiO2/DEA überwiegend aus Anatas und zu einem geringen Teil aus Rutil
bestehen.
1
1.5
2
2.5
3
3.5
4
4.5
5
5.5
0 100 200 300 400 500 600 700 800
Ramanverschiebung in 1/cm
log.
Inte
nsitä
t in
belie
bige
n E
inhe
iten
A
A
AA
A
R R
A
AA A
A
G
U
Abb. 2-15: Raman-Spektrum einer ungestützten (U) und gestützten (G) TiO2-NF-
Membran des Systems TiO2/DEA.
Das Raman-Spektrum der auf einer UF-Membran abgeschiedenen TiO2-Schicht weist
hingegen ausschließlich Linien des Anatas auf. Wegen der hohen Signalintensität ist
anzunehmen, dass auch die tragende UF-Membran zum Spektrum beiträgt. Für die bei
550°C gesinterte UF-Schicht wurde bisher von einem Bestand aus Anatas und Rutil

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 38 -
ausgegangen, was jedoch durch die Raman-Messungen nicht bestätigt werden kann.
Die Ergebnisse zeigen deutlich, dass die Abscheidung und Sinterung von TiO2-Solen
auf einem Träger eine Stabilisierung der Anatas-Phase bewirkt. Die tragende UF-
Schicht und die abgeschiedene NF-Membran bestehen ausschließlich aus Anatas.
Die Abscheidung der ZrO2-NF-Schicht (ZrO2/DEA) erfolgte auf einer UF-Membran, die
selbst nur eine Dicke von 100 nm aufweist. Im Raman-Spektrum einer solchen Memb-
ran sind deshalb auch die Linien der Mikrofiltrationsschicht aus α-Al2O3 zu finden
(Abb. 2-16). Nach rechnerischem Abzug dieser Linien verbleibt das Spektrum des ku-
bischen ZrO2. Zwei kaum wahrnehmbare Linien deuten auf einen sehr geringen Anteil
von tetragonalen ZrO2 hin, der aber auch aus der UF-Schicht kommen kann. Eine Auf-
trennung zwischen UF- und NF-Schicht ist nicht möglich, zumal die REM-Unter-
suchungen ergaben, dass die NF-Schicht nur eine Dicke von 20 - 50 nm aufweist. Für
ungestützte NF-Membranen konnte mit Hilfe der Röntgendiffraktometrie keine genaue
Aussage zum Phasenbestand gegeben werden. Die Raman-Spektroskopie beweist
aber, dass auf einem Träger abgeschiedene UF- und NF-Schichten nahezu ausschließ-
lich aus der kubischen Modifikation des ZrO2 bestehen.
0
100
200
300
400
500
600
50 100 150 200 250 300 350 400 450
Ramanverschiebung in 1/cm
Inte
nsitä
t inb
elie
bige
n E
inhe
iten
Al2O3-MF-Membran
ZrO2-UF und -NF + Al2O3-MF
ZrO2-UF und -NF
K
K K
K KK K K
TT
Abb. 2-16: Raman-Spektrum einer ZrO2-NF-Schicht
(ZrO2/DEA) auf ZrO2-UF-Membran.
Zur Bestimmung der Porengrößenverteilung wurden alle schichtbildenden Versätze
nach der Sinterung mittels N2-Adsorption/Desorption untersucht. Da auf Trägern abge-
schiedene NF-Schichten eine Dicke von unter 50 nm haben, nehmen sie nur den ca.
100.000. Teil des Gesamtvolumens des kompletten keramischen Schichtverbundes ein.
Der durch die Nanoporen repräsentierte Porenvolumenanteil ist daher so gering, dass

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 39 -
er durch N2-Adsorption/Desorption nicht detektiert werden kann, wenn die abgeschie-
dene Schicht auf dem Träger gemessen würde. Deshalb wurden für die Ermittlung der
Porengrößenverteilung ungestützte Schichten verwendet.
Bei 500 °C gesinterte Gelproben von mit Essigsäure stabilisierten Solen führten zu kei-
nem auswertbaren Ergebnis. Es wurden extrem geringe Porenvolumina ermittelt. In
Abb. 2-17 sind die Ergebnisse für die Schichten aus den mit DEA stabilisierten Solen
dargestellt. Das sind die Sole, die auch die besten Beschichtungsergebnisse lieferten.
Die BJH-Theorie lässt die Ermittlung von Mikroporen nicht zu. Die Auswertung nach der
MP-Methode (Abb. 2-17) sowie nach der Methode von Dubinin-Astakhov ergeben für
die ZrO2-NF-Membran einen mittleren Porendurchmesser von 1,1 nm bzw. 1,6 nm. Der
mittlere Porendurchmesser liegt also sicher im Bereich zwischen 1 nm und 2 nm. Für
die TiO2-Membran wurden mittlere Porendurchmesser von 1,4 nm und 1,6 nm ermittelt.
Auch für diese Membran kann also eine mittlere Porengröße von etwas kleiner als 2 nm
angenommen werden. Die Verteilungsfunktion der TiO2-Probe zeigt im Vergleich zu den
Ergebnissen der Probe ZrO2/DEA ein etwas breiteres Aussehen (Abb. 2-17). Für die
beiden Membranarten waren deshalb unterschiedliche Filterresultate zu erwarten.
Die Auswertung nach der MP-Methode führt auch zu einer Aussage über das Porenvo-
lumen aller Mikroporen (Porendurchmesser ca. 1 nm bis 3 nm). Mit dem auf 1 g Ein-
waage normierten Wert kann unter Zuhilfenahme der Dichte der kristallinen Phase die
Gesamtporosität errechnet werden.
In der folgenden Tabelle sind die Messwerte und die sich daraus ergebende Porosität
aufgeführt.
Tab. 2-2: Mikroporenvolumen (MP-Methode)
und offene Porosität der NF-Membranen (TiO2/DEA, ZrO2/DEA).
Probe Mikroporenvolumen [cm3/g] offene Porosität [%]
TiO2/DEA 0,30 54
ZrO2/DEA 0,07 30

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 40 -
0.0 0.5 1.0 1.5 2.0 2.5 3.00.0
0.2
0.4
0.6
0.8
1.0
1.2
ZrO2
TiO2
dV/d
D [
cm3 /(
g*nm
)]
Porendurchmesser [nm]
Abb. 2-17: Porengrößenverteilung der bei 500°C gesinterten
NF-Membranen ausgewertet nach der MP-Methode.
Die als Träger verwendeten Ultrafiltrationsmembranen mit einem mittleren Poren-
durchmesser von 5 nm haben eine offene Porosität von 40 % bis 60 %. Mit der Herstel-
lung der NF-Membranen ist eine Verringerung der Porengröße auf unter 2 nm bei nur
geringfügiger Verringerung der offenen Porosität gelungen.
2.4 Testen der Filtrationseigenschaften
Mit Hilfe der bisher beschriebenen Methoden konten zwar einige Eigenschaften der
Membranen untersucht werden, aber das entscheidende Kriterium für einen Einsatz in
der Abwasserreinigung war der Filtertest. Es wurden deshalb mit den aus den Be-
schichtungsversuchen hervorgegangenen Solversätzen Filterproben mit einer Filterflä-
che von etwa 20 cm2 präpariert. Anschließend wurde in einer Cross-flow Laborfiltrati-
onsanlage der Wasserpermeatfluss und der Rückhalt gegen Testmoleküle ermittelt.
a) Wasser-Permeation
Zur Bestimmung des Wasserpermeatflusses wurde im Cross-flow Verfahren mit reinem,
entionisierten, mikrofiltrierten Wasser filtriert. Alle Nanofiltrationsmembranen zeigten

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 41 -
einen deutlich niedrigeren Wasserpermeatfluss als die tragenden UF-Membranen. Der
Fluss I durch einen porösen, mit zylindrischen Poren versehenen Körper kann durch das
Gesetz von Hagen-Poiseuille
I = d² ε ∆p / 32 η x
beschrieben werden.
Die NF-Membranen und die tragenden UF-Membranen unterscheiden sich nur in
Schichtdicke x und Porendurchmesser d. Der Differenzdruck ∆p (Normierung auf 1 bar)
und die Viskosität des Filtermediums η sind für alle Membranen identisch, die Porosität
ε ist gemäß den N2-Adsorption/Desorptionsmessungen ungefähr gleich. Eine verringer-
te Schichtdicke würde zu einer Erhöhung des Permeatflusses führen. Die dünneren NF-
Membranen weisen jedoch einen niedrigeren Flusswert auf als die tragenden UF-
Membranen. Ursache dafür kann nur ein verringerter Porendurchmesser sein.
b) Testmoleküle
Zur Bestimmung des Rückhaltes gegenüber organischen Molekülen wurden Filtertests
mit Farbstoffen durchgeführt.
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80
Zeit in min
Per
mea
tflu
ß in
l/m
² h b
ar
ZrO2/DEA auf ZrO2
TiO2/DEA auf TiO2
TiO2/DEA auf ZrO2
TiO2/ES10 auf ZrO2
Abb. 2-18: Permeatfluss über der Filterzeit bei Filtration von ”Direct Red”.
Dazu wurden wässrige Lösungen mit 200 mg/l ”Direct Red” (MW=990,8 g) bzw. ”Oran-
ge G” (MW=452,4 g) hergestellt. Die Messungen erfolgten nacheinander, beginnend mit

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 42 -
”Direct Red” bei einem Transmembrandruck von ca. 2 bar. Zwischen den Messungen
wurden die Membranen und die Filteranlage mit Wasser gespült.
Die Anwesenheit von Testmolekülen im Feed führte zu einer Senkung des Permeat-
stromes. Trotz des angelegten Querstromes von 1,5 m/s nimmt deren Dicke auch nach
60 min noch zu, was sich in einem beständigen Abfallen des Permeatstromes über der
Zeit äußert (Abb. 2-18 und Abb. 2-19).
In der folgenden Tabelle sind Permeatfluss und Rückhalt nach 60 min Filtration mit Farb-
stoffmolekülen aufgeführt.
Tab. 2-3: Permeatfluss und Rückhalt gegenüber Farbmolekülen
nach 60 min Filtration mit keramischen NF-Membranen.
Probe Direct Red (MW = 990,8 g) Orange G (MW = 452,4 g)
Fluss
[l/(m²· h⋅bar)]
Rückhalt
[%]
Fluss
[l/(m²· h⋅bar)]
Rückhalt
[%]
TiO2/DEA auf TiO2 75 99,5 85 15,3
TiO2/DEA auf ZrO2 49 97,5 41 47,3
TiO2/ES10 auf ZrO2 47 97,5 51 35,9
ZrO2/DEA auf ZrO2 26 99,2 20 30,0
Als Trenngrenze oder Cut-off wird diejenige Molekülmasse bezeichnet, die von einer
Membran zu 90 % zurückgehalten wird. Larbot et al. /2-14/ definieren eine Nanofiltrati-
onsmembran als eine Membran mit einem Cut-off < 1.000 Dalton. Alle vier getesteten
Membranen zeigen gegenüber ”Direct Red” mit einer Molmasse von 990,8 g/mol einen
Rückhalt von über 95 %. Damit liegt der cut-off unter 1.000 Dalton. Alle Membranen sind
zur Nanofiltration geeignet.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 43 -
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80
Zeit in min
Per
mea
tflu
ß in
l/m
² hb
ar
ZrO2/DEA auf ZrO2
TiO2/DEA auf TiO2
TiO2/DEA auf ZrO2
TiO2/ES10 auf ZrO2
Abb. 2-19: Permeatfluss über der Filterzeit bei Filtration von ”Orange G”.
c) Versuche zur industriellen Anwendung
Für Testfiltrationen mit der Labor-Crossflow-Filtrationsanlage wurden von der Textilfirma
zwei Farbstoffproben sowie eine reale Abwasserprobe zur Verfügung gestellt. Jeder
Farbstoff ist aus mehreren Einzelfarben und verschiedenen Substanzen zusammenge-
mischt, wobei eine ungefähre Molmasse von 250 g/mol bis 1.000 g/mol überstrichen
wird.
Zur Filtration wurden die Farbstoffproben Reaktivrot und Reaktivblau so weit verdünnt,
wie sie im realen Abwasser gemessen wurden. Die Abwasserprobe (Dispersions-
farbstoff) wurde unverdünnt gefiltert. Die Bestimmung der Farbstoffkonzentration erfolg-
te am UV-VIS-Spektrometer, wobei die Intensität für je eine Wellenlänge im roten, grü-
nen und blauen Bereich des sichtbaren Lichtes verwendet wurde.
Zunächst erfolgten Filterversuche mit denselben Membranen, mit denen bereits Test-
moleküle filtriert worden waren. Auf Grund der Beanspruchung der Membranen mit un-
terschiedlichsten Substanzen, Pumpenabrieb, Anlagenverunreinigungen und der fehlen-
den Möglichkeit zur Rückspülung musste mit der Ausbildung einer Deckschicht gerech-
net werden. Erwartungsgemäß konnten zum Teil nur sehr niedrige Permeatflüsse er-
reicht werden (Abb. 2-20). Beide TiO2-Membranen weisen mit 15 l/(m²· h· bar) bis
30 l/(m²· h· bar) dennoch deutlich höhere Werte als polymere Membranen auf. Wie die
Untersuchungen der upt zeigen, erreichen diese bei ähnlichen Filteraufgaben nur ca.
7 l/(m²· h· bar).

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 44 -
Tab. 2-4: Permeatfluss und Rückhalt gegenüber Textilfarbstoffen
nach 60 min Filtration mit keramischen NF-Membranen.
Probe Reaktivrot Reaktivblau Abwasser
Fluss
[l/(m²· h⋅bar)
]
Rückhalt
[%]
Fluss
[l/(m²· h⋅bar)
]
Rückhalt
[%]
Fluss
[l/(m²· h⋅bar)
]
Rückhalt
[%]
TiO2/DEA
auf TiO2 25 70 35 80 16 89
TiO2/DEA
auf ZrO2 23 95 27 95 17 92
ZrO2/DEA
auf ZrO2 4 100 6 95 5 91
Alle Membranen zeigten hohe bis sehr hohe Rückhaltraten gegenüber den Farbstoffen.
Mit der ZrO2-Membran konnte sogar eine vollständige Entfärbung der mit Reaktivrot
angesetzten Farbstofflösung erreicht werden.
Das HITK entwickelte in den letzten Jahren eine Ultrafiltrationsmembran aus TiO2. Die-
se Membran weist eine stärkere Oberflächenrauhigkeit als die bisher verwendeten Trä-
ger auf und ist damit schwieriger mit einer ausreichend fehlerfreien NF-Schicht zu ver-
sehen. Eine solche UF-Membran gelang es mit dem System TiO2/DEA zu beschichten.
Die Membran wurde nach nur einstündiger Filtration mit ”Direct Red” zur Separation von
Reaktivblau aus Wasser getestet. Nach etwa 10 min zeigt die Membran einen konstan-
ten Filterfluss von ca. 65 l/(m²· h⋅bar) (Abb. 2-20). Dabei wird nach 60 min eine Rück-
haltrate von 94 % erreicht. Bei einer nahezu vollständigen Abwasserreinigung wird ein
Permeatfluss gemessen, der im Faktor 10 über den Erfahrungswerten mit polymeren
Membranen liegt.
Die Versuche zur industriellen Anwendung zeigen, dass die entwickelten keramischen
NF-Membranen in der Lage sind, Textilfarbstoffe aus realen Abwässern zu filtrieren
(Abb. 2-21). Der hohe Permeatfluss der TiO2-Membranen macht zur Bewältigung gro-
ßer Abwassermengen nur kleine Filterflächen notwendig.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 45 -
50
60
70
80
0 10 20 30 40 50 60 70
Filterzeit in min
Per
mea
tfluß
in l/
(m² h
bar
)
R = 94 %
Abb. 2-20: Permeatfluss über der Zeit für eine TiO2-NF-Membran (TiO2/DEA
auf TiO2 /HITK) bei der Filtration des Textilfarbstoffes Reaktivblau.
Abb. 2-21: Vergleich zwischen einer unfiltrierten und filtrierten
Probe mit dem Textilfarbstoff Reaktivblau.

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 46 -
2.5 Zusammenfassung
Zur Herstellung mikroporöser Membranen mit einem Porendurchmesser von <2 nm
wurden polymere Sole auf Ti- und Zr-Basis entwickelt. Zur Stabilisierung der Metall-
alkoholate wurden verschiedene organische Additive eingesetzt. Mit Hilfe spektroskopi-
scher Methoden konnte die Reaktion zwischen Metallalkoholaten und Additiv aufgeklärt
werden. Der Einfluss von Additiv und Lösungsmittel auf Hydrolyse- und Polykondensati-
onseigenschaften der Sole wurde mittels Viskositätsmessungen untersucht.
Unter Verwendung der entwickelten polymeren Sole ist es gelungen, auf TiO2 und ZrO2-
UF-Membranen eine weitere Schicht abzuscheiden. Raman- und Röntgen-
untersuchungen weisen eine kristalline Struktur der Schichten nach. Mit Hilfe von N2-
Adsorptions/Desorptionsmessungen wurde eine mittlere Porengröße im Bereich von 1-
2 nm ermittelt. Die Eignung der abgeschiedenen Membranen für Nanofiltrations-
anwendungen wurde mittels Filtrationstests überprüft. Sowohl die TiO2- als auch die
ZrO2-NF-Membranen zeigten gegenüber dem Testmolekül Direct Red (MW=990.8 g)
einen Rückhalt von >95 %. Auch bei der Filtration realer, farbstoffbelasteter Abwässer
aus der Textilindustrie wurde ein ähnlich hoher Rückhalt erreicht.
2.6 Literatur
/2-1/ M. Sedlar, M. Sayer „Reactivity of Titanium Isopropoxide, Zirconiumpropoxide and Niobium Ethoxide in the System of 2-Methoxyethanol, 2,4-Pentandione and Water“ J. Sol-Gel Sci. 5 (1995) 27
/2-2/ A. Yamamato, S. Kambara „Structure of the Reaction Products of Tetraalkoxytitanium with Acetylacetone and Ethyl Acetoacetate“ J. Amer. Chem. Soc. 79 (1957) 4344
/2-3/ D. Hoebbel, T. Reinert, H. Schmidt, E. Arpac ”On the Hydrolytic Stability of Organic Ligands in Al-, Ti- and Zr-Alkoxide Complexes“ J. Sol-Gel Sci. Techn. 10 (1997) 115
/2-4/ K. C. Pande, R. C. Mehrotra ”Titanium Salts of mono carboxylic Acids III – Reactions of Titanium-ethoxide and –isopropoxide with fatty acids” Z. Anorg. Allg. Chem. 291 (1957) 97
/2-5/ K. C. Pande, R. C. Mehrotra ”Titanium Salts of mono carboxylic Acids I-Attempted Prep. of Titanium Tetra-Soaps” Z. Anorg. Allg. Chem. 290 (1957) 87
/2-6/ R. N. Kapoor, R. C. Mehrotra, ”Reactions of Zirconium Tetrachloride and isoPropoxide with Fatty Acids” Chemistry and Industry (1958) 68

2. Entwicklung keramischer NF-Membranen im Labormaßstab
- 47 -
/2-7/ R. N. Kapoor, R. C. Mehrotra, ”Organic Compounds of Zirconium. Part VI: Reactions of Zirconium Tetrachloride and isoPropoxide with Fatty Acids” J. Chem. Soc. (1959) 422
/2-8/ U. B. Saxena, A. K. Rai, V. K. Mathur, R. C. Mehrotra, D. Redford, „Reactions of Zirco-nium isopropoxide with β-Dicetones and β-Keto-esters“ J. Chem. Soc. (a) (1970) 904
/2-9/ A. Kraut, H. Meyer, „Über Abschreckmodifikationen und ihr Kristallwachstum im Sys-tem mit Zirkondioxid“ Ber. Dtsch. Keram. Ges. 42 (1965) 61
/2-10/ R. Cypres, R. Wollast, J. Raucq „ Beitrag zur Kenntnis der polymorphen Umwandlungen des reinen Zirkondioxids“ Ber. Dtsch. Keram. Ges. 40 (1963) 527
/2-11/ H. Salmang, H. Scholze “Keramik, Teil 2: Keramische Werkstoffe“ Springer-Verlag, Berlin-Heidelberg-New York-Tokyo, 6. Aufl. (1983) 177-178
/2-12/ S. Gottschling „ZrO2-Membranen zur Ultra- und Nanofiltration“ Dissertation, Inst. für Werkstoffwissenschaften, Univ. Erlangen (1995)
/2-13/ B. Wirth „Herstellung und Charakterisierung von Ultra- und Nanofiltrationsmembranen aus ver-scheidenen Systemen für die Crossflow-Filtration“ Diplomarbeit, Inst. f. Werkstoffwissenschaften, Univ. Erlangen (1994)
/2-14/ A. Larbot, S. Alami-Younssi „Preparation of a γ-alumina nanofiltration membrane“ J. Membr. Sci. 97 (1994) 167

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 48 -
3 Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
G. Fischer1, G. Mitreuter1, P. Puhlfürß1, M. Stahn1, I. Voigt1, P. Fillweber2, R. Girmscheid2, F. Möller2, G. Vogler2, M. Voigt2, 1Hermsdorfer Institut für Technische Keramik e.V., Hermsdorf 2Rauschert GmbH & Co. KG, Pressig
3.1 Einleitung
Die Präparation erster keramischer NF-Membranen erfolgte am IKW auf Einkanal-
Rohrsubstraten mit einem Außendurchmesser/Innenurchmesser=10mm/7mm und einer
Länge von 13 cm. Das Ziel im Rahmen des vorliegenden Projektes bestand in der Be-
schichtung von 19-Kanal-Rohrsubstraten mit einem Außendurchmes-
ser/Kanaldurchmesser=25mm/3,5mm und einer Länge von 1,20 m. Damit sollte die be-
schichtete Fläche um den Faktor 100 vergrößert werden. Diese Maßstabsvergrößerung
wurde in mehreren Schritten vollzogen (Abb. 3-1).
13cm 1-Kanalrohr (0,0024 m2)
50cm 1-Kanalrohr (0,01 m2)
13cm 19-Kanalrohr (0,023 m2)
20cm 19-Kanalrohr (0,038 m2)
50cm 19-Kanalrohr (0,1 m2)
120cm 19-Kanalrohr (0,25 m2)
Abb. 3-1: Up-scaling-Stufen auf dem Weg von
der Labortechnologie zur halbtechnischen Membranpräparation.
Die Maßstabsvergrößerung wurde in enger Zusammenarbeit zwischen Rauschert und
HITK bearbeitet, so dass die Ergebnisse in diesem Kapitel zusammenhängend darge-
stellt werden.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 49 -
Im Einzelnen standen folgende Aufgaben:
- Entwicklung eines qualitativ hochwertigen Trägers
- Optimierung des Zwischenschichtaufbaus
- Anpassung der Sol-Zusammensetzung an den Träger
- Modifizierung der Beschichtungstechnik
- Weiterentwicklung der Trocknung und Sinterung
3.2 Simulation des Permeatstromes in keramischen Filterelementen mit NF-Membran
3.2.1 Grundgedanken zur Strömungsberechnung
Ein wesentliches Kriterium für die Wirtschaftlichkeit von keramischen Filtern bei der
Cross-flow-Filtration ist der erreichbare Permeatfluss. Dieser wird im wesentlichen von
der Form des keramischen Filters, der Art der aufgebrachten Membranschichten und
der zur Verfügung stehenden Filterfläche bestimmt. In Fortführung vorhandener Berech-
nungen an Trägern ohne bzw. mit Beschichtungen für die Mikrofiltration wurden an aus-
gewählten Trägerformen weiterführende Strömungsberechnungen mit Schichten bis in
den Bereich der Nanofiltration hinein durchgeführt.
Das im HITK zur Verfügung stehende CFD-Programm (Computational Fluid Dynamics)
FLOWPLUS der Firma BlueRidge Numerics ermöglicht eine konkrete Modellierung von
verschiedenartigen Strömungswiderständen, wie sie auch bei der Durchströmung porö-
ser Körper vorkommen. Die Berechnungen sind auch unter Einbeziehung des jeweiligen
Schichtaufbaus möglich.
Voraussetzung dafür ist die Kenntnis des Materialwertes Permeabilität. Er beschreibt
die Durchströmbarkeit poröser Körper und Haufwerke. Die Permeabilität des Träger-
materials wurde bereits im Vorfeld durch praktische Versuche an flachen Körpern aus
Filtrationskeramik ermittelt. Die Versuchsdurchführung und anschließende Berechnung
aus den Meßwerten erfolgt nach dem Gesetz von DARCY . Dieses läßt sich auch auf
die verschiedenen Schichtaufbauten übertragen. Dabei werden allerdings die einzelnen
Schichten eines derartigen Aufbaus nicht mehr hinsichtlich ihrer Permeabilität aufgelöst,
sondern man ermittelt diesen Wert für den gesamten Schichtaufbau. Der Permeabili-
tätswert eines Schichtaufbaus kann dann für alle untersuchten Trägerformen gleicher-
maßen genutzt werden.
In Abb. 3-2 ist das CFD-Modell für ein 19-Kanal-Rohr zu sehen, an dem später die Er-
gebnisse der Berechnungen qualitativ dargestellt werden.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 50 -
Abb. 3-2: CFD-Modell 19-Kanal-Rohr (viertelsymmetrisch).
Den CFD-Modellen ist die Querschnittsgeometrie der keramischen Filterelemente zu
Grunde gelegt. Sie bildet in diesem Fall das durchströmte Volumen. Dazu kommt ein
Bereich in dem sich das Medium ungehindert ausbreiten kann. Dieser stellt den Ablauf
bzw. das Herausdringen des Mediums aus dem porösen Körper dar. Auf der Innenseite
der Kanäle liegt die Membranschicht.
Um diese Geometriegeeignet in ein CFD-Modell überführen zu können, musste eine
größere Gesamtdicke als die des realen Schichtaufbaus gewählt werden. Da der Strö-
mungswiderstand eines porösen Körpers nach den Gesetz von DARCY linear von Per-
meabilität und Dicke abhängt, wurde der in die Berechnung eingehende Wert der Per-
meabilität im Verhältnis der Schichtdicke von Modell zu Original verringert. Getrieben
wird die Strömung durch eine Druckdifferenz zwischen den inneren Kanälen und der
Außenseite (Abfluss). Der Aufwand zur Generierung des CFD-Modells konnte durch
Ausnutzung der vorhandenen Symmetrien der Strukturen begrenzt werden.
Gerechnet wurde mit einer Druckdifferenz von 1 bar und der Viskosität und Dichte von
Wasser bei Normaldruck. Da in den porösen Körpern selbst nur sehr geringe Strö-
mungsgeschwindigkeiten bis 5 mm/sec auftreten, kann von einer laminaren Strömung
ausgegangen werden. Die während der Strömungsberechnung ermittelten Reynolds-
Zahlen sind wesentlich kleiner als 2300. Somit ist die Annahme einer laminaren Strö-
mung zulässig. Alle Rechnungen wurden für unbeschichtete Träger sowie für Träger mit

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 51 -
Membranschichten der Porengröße 200 nm (MF), 60 nm (UF) und 0,9 nm (NF) durchge-
führt.
Um die Ergebnisse der Strömungssimulationen vergleichen zu können, wurde eine
Normierung vorgenommen. Dabei wurde eine zur Verfügung stehende Filterfläche
(Membranfläche) von 1 m² angenommen, die bei einer Druckdifferenz von 1 bar in einer
Stunde durchströmt wird [l/(m² h bar)].
Als Ergebnis der Rechnung erhält man u.a. die Massebilanz in Form der Masseströme
des zu- und abfließenden Mediums pro Längeneinheit. Unter Verwendung der Dichte
des Mediums und der Länge der betrachteten Struktur kann daraus der Permeatstrom
berechnet werden.
3.2.2 Berechnungen am 1-, 7- und 19-Kanal-Rohr
Die Berechnungen wurden an sogenannten 1-, 7- und 19-Kanal-Rohren durchgeführt. In
Abb. 3-3 ist jeweils ein Abschnitt der Trägerstruktur dargestellt. Die genauen Angaben
sind Tab. 3-1 zu entnehmen.
Tab. 3-1: Abmessungen der Filterelemente.
Trägerform Durchmesser [mm]
Außen Innen (Kanäle)
1-Kanal-Rohr 10 7
7-Kanal-Rohr 25 6
19-Kanal-Rohr 25 3,5
Abb. 3-3: 19-Kanal- und 7-Kanal-Rohre.
3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 52 -
Die durchgeführten Berechnungen an diesen bekannten Ausführungen keramischer Fil-
terelemente zeigten sehr interessante Ergebnisse, die für ihre Bewertung von großer
Bedeutung sind.
Zur Verdeutlichung dieser Aussage ist die resultierende Geschwindigkeit des Permeats
im unbeschichteten und beschichteten Träger eines 19-Kanal-Rohres dargestellt
(Abb. 3-4-Abb. 3-7). Die Größe und Verteilung der Vektoren der Strömungsgeschwin-
digkeit zeigen sehr anschaulich die Strömungsverhältnisse im Querschnitt des Filter-
elementes. Es wird ersichtlich, dass bei Durchströmung des reinen Supportes nur die
Außenseiten der äußeren Kanäle zum Permeatfluss beitragen. Im Inneren des Trägers,
d.h. in den Stegen, findet ein Druckausgleich statt, so dass in diesen Bereichen keine
treibende Kraft in Form einer Druckdifferenz mehr vorliegt, die zum Transport des Medi-
ums notwendig ist. Eine Erhöhung des Innendrucks hebt diesen Effekt nicht auf.
Im Gegensatz zum unbeschichteten Träger steigt bei beschichteten Trägerstrukturen der
Anteil der inneren Kanäle am Permeatfluss an. Mit feiner werdender Beschichtung
wächst also der Einfluss der Beschichtung gegenüber dem Träger. Die stark verringerte
Permeatmenge kann über die Stege zwischen den Kanälen wesentlich besser nach
außen fließen. Diese Aussage gilt gleichermaßen für das hier nicht dargestellte 7-
Kanal-Rohr.
Mit der Strömungssimulation konnte ebenfalls nachgewiesen werden, dass kleine Ände-
rungen in der Wandstärke erheblichen Einfluss auf den Permeatfluss haben.
Parallel zu der numerischen Strömungssimulation fanden umfangreiche Versuche zum
Strömungsverhalten von 1- und 19-Kanal-Rohren statt. Besonderer Wert wurde auf die
Ermittlung des sich einstellenden Permeatflusses gelegt. In Anbetracht der Fehlermög-
lichkeiten bei der Bestimmung der Permeabilität und der Modellfindung besitzen die
theoretisch und praktisch gewonnenen Fluxwerte eine ausreichend gute Übereinstim-
mung. Es kann davon ausgegangen werden, dass bei Anwendung der erarbeiteten Me-
thodik auf andere Trägergeometrien praxisrelevante Werte berechnet werden können

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 53 -
Abb. 3-4: Geschwindigkeitsverteilung im
Querschnitt eines 19-Kanal Rohres ohne
Beschichtung.
Abb. 3-5: Geschwindigkeitsverteilung im
Querschnitt eines 19-Kanal Rohres mit MF-
Beschichtung 200nm.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 54 -
Abb. 3-6: Geschwindigkeitsverteilung im
Querschnitt eines 19-Kanal Rohres mit
UF-Beschichtung 60nm.
Abb. 3-7: Geschwindigkeitsverteilung im
Querschnitt eines 19-Kanal Rohres mit NF-
Beschichtung 0,9nm.
3.2.3 Auswertung und Schlußfolgerungen
Nachdem im vorhergehenden Abschnitt die Strömungsverhältnisse qualitativ dargestellt
und beschrieben wurden, sollen an dieser Stelle die konkreten Berechnungsergebnisse
gegenüber gestellt werden (Tab. 3-2).
Tab. 3-2: Berechneter Permeatfluss in
Abhängigkeit von Trägerstruktur und Beschichtung.
Permeatfluss [l/(m²· h bar)]
Trägerstruktur unbeschichtet Schicht 200 nm Schicht 60 nm Schicht 0,9 nm
1-Kanal-Rohr 7750 2750 730 20
7-Kanal-Rohr 2380 1140 450 19
19-Kanal-Rohr 1860 870 370 18
Vergleicht man die errechneten Werte für den Permeatfluss zeigt sich, dass das 1-
Kanal-Rohr (Außendurchmesser 10 mm, Innendurchmesser 7 mm) jeweils die besten
Werte aufweist. Dies ist mit dem nur durch den Strömungswiderstand des Materials
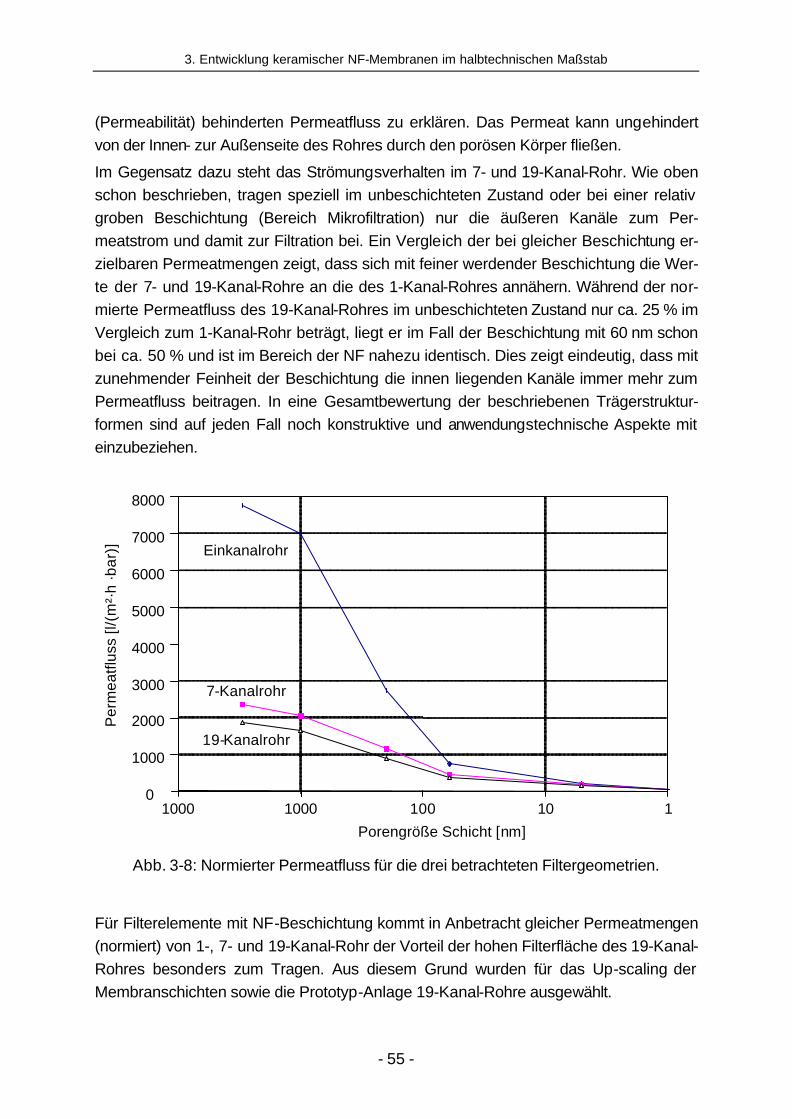
3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 55 -
(Permeabilität) behinderten Permeatfluss zu erklären. Das Permeat kann ungehindert
von der Innen- zur Außenseite des Rohres durch den porösen Körper fließen.
Im Gegensatz dazu steht das Strömungsverhalten im 7- und 19-Kanal-Rohr. Wie oben
schon beschrieben, tragen speziell im unbeschichteten Zustand oder bei einer relativ
groben Beschichtung (Bereich Mikrofiltration) nur die äußeren Kanäle zum Per-
meatstrom und damit zur Filtration bei. Ein Vergleich der bei gleicher Beschichtung er-
zielbaren Permeatmengen zeigt, dass sich mit feiner werdender Beschichtung die Wer-
te der 7- und 19-Kanal-Rohre an die des 1-Kanal-Rohres annähern. Während der nor-
mierte Permeatfluss des 19-Kanal-Rohres im unbeschichteten Zustand nur ca. 25 % im
Vergleich zum 1-Kanal-Rohr beträgt, liegt er im Fall der Beschichtung mit 60 nm schon
bei ca. 50 % und ist im Bereich der NF nahezu identisch. Dies zeigt eindeutig, dass mit
zunehmender Feinheit der Beschichtung die innen liegenden Kanäle immer mehr zum
Permeatfluss beitragen. In eine Gesamtbewertung der beschriebenen Trägerstruktur-
formen sind auf jeden Fall noch konstruktive und anwendungstechnische Aspekte mit
einzubeziehen.
0
1000
2000
3000
4000
5000
6000
7000
8000
11010010001000
Porengröße Schicht [nm]
Pe
rme
atf
luss
[l/(
m²·
h ·
ba
r)]
Einkanalrohr
7-Kanalrohr
19-Kanalrohr
Abb. 3-8: Normierter Permeatfluss für die drei betrachteten Filtergeometrien.
Für Filterelemente mit NF-Beschichtung kommt in Anbetracht gleicher Permeatmengen
(normiert) von 1-, 7- und 19-Kanal-Rohr der Vorteil der hohen Filterfläche des 19-Kanal-
Rohres besonders zum Tragen. Aus diesem Grund wurden für das Up-scaling der
Membranschichten sowie die Prototyp-Anlage 19-Kanal-Rohre ausgewählt.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 56 -
3.3 Bereitstellung von Trägerrohren mit einer Beschichtung bis d50=60nm
3.3.1 Versatzentwicklung für die Supportherstellung am Beispiel von 1-Kanal-Rohren
Bei der Präparation von Membranen für die Nanofiltration werden sehr hohe Ansprüche
an den Support und die notwendigen Zwischenschichten gestellt. Die entscheidenden
Werkstoffeigenschaften für den Support stellen sich in der Übersicht wie folgt dar:
• Offene Porosität: ≥ 30 %
• Mittlere Porengröße: (2-5) µm
• Enge Porengrößenverteilung mit steiler Flanke zu großen Porendurchmessern
• Hohe Oberflächenqualität
• Berstdruckfestigkeit: >60 bar
• Chemische Beständigkeit: pH-Bereich 0-14
Während die Anforderungen bezüglich Berstdruck und zur chemischen Beständigkeit
überwiegend aus den späteren Einsatzbedingungen der Filtrationskeramik resultieren,
stehen Oberflächenqualität und Porencharakteristik in direktem Zusammenhang mit den
Filtrationseigenschaften. Sie entscheiden über Permeabilität und Trenngrenze der
Membran. Besonders hohe Ansprüche werden an die Oberflächenqualität gestellt. Die
zu beschichtende Oberfläche muss auf Grund der sehr dünnen Nanofiltrationsmembran
absolut fehlerfrei sein.
Stand der Technik zu Beginn des Projektes war die Herstellung von definiert porösen
Keramiksupporten unterschiedlicher Geometrien für Ultrafiltrationsmembranen. Die
offene Porosität der Supporte betrug 30 %, die mittlere Porengröße 3 µm. Abb. 3-9
zeigt die Oberfläche dieser Supporte. Man erkennt deutlich kleinere Oberflächenfehler,
die zwar für die UF-Membran völlig irrelevant, für die NF-Membran jedoch au Grund der
wesentlich geringeren Schichtdicke viel zu groß waren.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 57 -
Abb. 3-9: Supportoberfläche bei Projektbeginn.
Da die Eigenschaften der porösen extrudierten Keramik sowohl durch die Rohstoffaus-
wahl als auch im entscheidendem Maße durch die Herstellungstechnologie bestimmt
werden, erfolgten deshalb auf Basis des vorhandenen Know-hows verfahrenstechnische
Untersuchungen zur Rohstoffaufbereitung, Plastifizierung, Extrusion, Trocknung und Sin-
terung des Supportversatzes. Aus allen Versuchschargen wurden zuerst 200 mm lange
1-Kanal-Rohren hergestellt, beschichtet und anschließend eingehend charakterisiert.
Abb. 3-10: Verbesserte Support-
oberfläche.
Abb. 3-11: Optimierte Supportoberfläche.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 58 -
Abb. 3-10 zeigt eine verbesserte Oberflächenqualität, die im weiteren Projektverlauf
noch optimiert werden konnte. In Abb. 3-11 ist die im Ergebnis erzielte fehlerfreie Ober-
fläche dargestellt. Die offene Porosität dieses Rohres betrug 29 %. Als besonders wich-
tige Eigenschaft erwies sich die Porengrößenverteilung. Sie wird in der Abb. 3-12 ge-
zeigt.
0
5
10
15
20
25
30
35
40
45
1 10 100 1000 10000
Porenradius [nm]
Rel
ativ
es V
olum
en [%
]
Abb. 3-12: Porengrößenverteilung der entwickelten Al2O3-Supportkeramik.
Es ist zu erkennen, dass keine Poren existieren, die größer sind, als der Porenhautan-
teil. Der mittlere Porenradius dieses Keramiksupportes betrug 1,8 µm.
Die erreichte Porengrößenverteilung war eine wichtige Voraussetzungen zur Verringe-
rung der Anzahl der Zwischenschichten und zur Minimierung von Beschichtungsfehlern.
Da das Ziel des Projektes die Entwicklung einer Nanofiltrationsmembran für Anwen-
dungen in der Textilindustrie war und diese später auf Anwendungen u.a. in der chemi-
schen Verfahrenstechnik ausgedehnt werden sollte, musste die Keramik weitere wichti-
ge Kriterien erfüllen. Häufig wird im Bereich der Nanofiltration mit Drücken bis zu 40 bar
gearbeitet, Druckspitzen lassen sich kaum vermeiden. Demzufolge musste die Keramik
mindestens Drücken von 60 bar standhalten. Die Druckfestigkeit des Supportes war
deshalb eine Standardprüfung, die bei jedem Versatz durchgeführt wurde. Die Messun-
gen erfolgten mittels Berstdruckprüfungen an 1-Kanal-Supportrohren. Alle Prüfkörper
hatten einen Außendurchmesser von 10 mm, eine Wandstärke von 1,5 mm und eine
Länge von 150 mm. Im Ergebnis der Entwicklung entstand ein Supportversatz für Nano-
filtrationsmembranen, mit dem mittlere Berstdrücke von 100 bar erreicht wurden und der
damit hinsichtlich seiner Festigkeit für den industriellen Einsatz sehr gut geeignet war.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 59 -
Ein weiteres wichtiges Kriterium war die chemische Beständigkeit der Keramik. Die
Industrie fordert neben guter Temperaturbeständigkeit pH-Stabilitäten im Bereich von
0-14. Da bekannt ist, das in diesem Bereich Aluminiumoxid die höchste Beständigkeit
hat, wurde die Supportkeramik ausschließlich auf Basis Al2O3 entwickelt. Rohstoffe und
Hilfsstoffe mussten hinsichtlich ihrer Reinheit hohen Anforderungen genügen, der Alka-
liengehalt lag bei allen Ausgangsstoffen deutlich <0,1 %. Für die Prüfungen wurde eine
Vorschrift in Anlehnung an die DIN 51102 und 51103 erstellt und im HITK als AAW 183
im Rahmen der ISO 9001 zertifiziert. Dabei wurde in Mehrfachbestimmungen an defi-
nierten Prüfkörpern der Masseverlust nach Lagerung in Schwefelsäure und Natronlauge
bestimmt. Lediglich bei extremen, für praktische Anwendungen kaum relevanten Kon-
zentrationen und Temperaturen konnten geringfügige Masseverluste gemessen werden
(Tab. 3-3).
Im Ergebnis der 1. Entwicklungsphase entstand damit ein Al2O3-Supportversatz, der in
jeder Hinsicht die Qualitätsanforderungen erfüllte.
Obwohl bei der Entwicklung darauf geachtet wurde, ausschließlich kommerzielle Roh-
und Hilfsstoffe hoher Qualitäten von Firmen mit hoher Lieferzuverlässigkeit einzusetzen,
stellten 2 Firmen im Jahr 2000 ihre Lieferungen ein. Dies betraf einen für die Plastifizie-
rung erforderlichen Hilfsstoff und einen der Tonerde-Rohstoffhauptbestandteile. Auf
Grund der vorhandenen Bestände wurde der weitere Projektverlauf allerdings nicht ge-
fährdet. Um auch unmittelbar nach Abschluss des Projektes Supporte herstellen zu kön-
nen, wurde mit Versuchen zum Ersatz dieser Produkte begonnen.
Tab. 3-3: pH-Stabilität der Al2O3-Supportkeramik.
Konzentration
[%] pH
Zeit
[h]
Temperatur
[°C]
Masseverlust
[%]
NaOH 4 14 6 25 0,0
NaOH 4 14 6 100 0,0
NaOH 45 - 6 90 0,3
H2SO4 1 0 6 25 0,0
H2SO4 1 0 6 100 0,0
H2SO4 70 - 6 175 1,6
Nach Anmusterung mehrerer Tonerden lagen erste positive Ergebnisse mit Projektende
vor, die Arbeiten konnten jedoch nicht abgeschlossen werden.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 60 -
Zum Ersatz des organischen Versatzbestandteils wurden ebenfalls verschiedene Ver-
suchsreihen durchgeführt, die jedoch nicht erfolgreich verliefen. Hier gibt es inzwischen
die Aussage des Herstellers, bei entsprechenden Abnahmemengen die Produktion
wieder aufzunehmen.
3.3.2 Upscaling der Rohrlänge von 1-Kanal- und 19-Kanalrohren auf 60 cm
Während in der 1. Phase des Projektes alle Membranentwicklungen an 130 mm langen
1-Kanal-Supporten durchgeführt wurden, war das eigentliche Ziel die Entwicklung einer
Nanofiltrationsmembran auf praxisrelevante 1,20 m lange 19-Kanal-Supporte. Deshalb
schloss sich nach erfolgreicher Entwicklung eines Supportversatzes die Entwicklung
einer entsprechenden Herstellungstechnologie in 2 Stufen an. Der unmittelbar nächste
Schritt bestand in der Herstellung von 60 cm langen 19-Kanalrohren. Durch diese Geo-
metrie ließ sich eine größere Filterfläche bei gleicher Modulgröße realisieren, wodurch
die Modulkosten pro Filterfläche sinken.
Es zeigte sich, das eine einfache Übertragung der Labortechnologie auf größere Ag-
gregate im halbtechnischen Maßstab nicht möglich war. In der Masseaufbereitung
mussten Topfzeiten und die Menge des Anmachwassers optimiert werden. Beim Extru-
dieren waren Konstruktion und Bau eines neuen, strömungstechnisch der Masse ange-
passten 19-Kanal-Werkzeuges erforderlich und beim Trocknen musste ein gleichmäßi-
ger Trocknungsprozess über die gesamte Länge der sehr kompakten 19-Kanal-Rohre
garantiert werden. Ein weiteres Problem zeigte sich beim Sintern der Rohre. Bei einer
erforderlichen Sintertemperatur von 1700 °C konnten die Rohre ausschließlich hängend
gesintert werden. Dadurch wurde eine Reaktion zwischen dem Al2O3-Support und den
meist glasphasehaltigen Brennhilfsmitteln vermieden und Deformationen der Brenn-
hilfsmittel konnten sich nicht auf die Durchbiegung der Rohre auswirken. Alle Rohre bis
60 cm Länge wurden in einem gasbeheizten Ofen der Fa. Wistra gesintert, für den das
Sinterprogramm optimiert wurde.
Das Versuchsprogramm gliederte sich in die 2 Bereiche:
• Optimierung der Aufheizkurve im Temperaturbereich bis 1200 °C
• Optimierung der Aufheizkurve im Hochtemperaturbereich mit dem Ziel einer
homogenen Temperaturverteilung im Ofen
Der Temperaturbereich bis 1200°C war während des Sinterprozesses besonders kri-
tisch. In diesem Bereich erfolgte das Ausbrennen der organischen Binder und Hilfsstoffe
und die Festigkeit der Rohre war nur sehr gering. Die Aufheizkurve musste so abge-
stimmt werden, dass die Entbinderung kontinuierlich über einen kurzen Temperaturbe-
reich erfolgte, bevor die Rohstoffkörner miteinander versintern. Ein zu spätes Ausbren-

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 61 -
nen der Organik hätte u.a. Gefügeinhomogenitäten zur Folge und damit schlechtere
Festigkeiten und chemische Beständigkeiten. Beim plötzlichen explosionsartigen Ent-
bindern wären die Rohre abgerissen. Ein einziges abgerissenes Rohr führt aufgrund
des "Dominoeffekts" häufig zum Abreißen aller Rohre im Ofen.
Durch die Optimierung der Temperaturverteilung im Ofen wurden eine gleichmäßige
Porosität bei enger Porengrößenverteilung über die gesamte Länge des Einzelrohres
sowie über den gesamten Ofenbesatz erreicht.
Neben der Optimierung des Sinterprogramms war es notwendig, die beste Möglichkeit
zum Aufhängen der Rohre im Ofen herauszufinden. Bei 1-Kanal-Rohren war das Auf-
hängen relativ einfach. Bei den 19-Kanal-Rohren dagegen stellte die Aufhängung auf-
grund des wesentlich höheren Gewichts ein größeres Problem dar.
Folgende Varianten wurden untersucht:
• Aufhängung der Rohre an Bomse, die aus arteigener Masse an die Rohre angar-
niert wurden,
• Aufhängung der Rohre an Stifte,
• Eingraupen der Rohre in Lochsteine.
Als günstigste Variante erwies sich das Eingraupen. Der Nachteil der Aufhängung mit-
tels Stiften war die Staubkontamination durch das Bohren der Rohre. Staubteilchen führ-
ten in den Kanälen zu Oberflächenfehlern. 19-Kanal-Rohre mit angarnierten Bomsen
rissen aufgrund des hohen Eigengewichts der Rohre während des Sinterns ab. Beim
Eingraupen dagegen wurde die geforderte fehlerfreie Oberfläche erzielt. Nachteile wa-
ren der große Zeitaufwand beim Setzen und Entleeren des Ofens und die geringere
Besatzdichte, d. h. schlechtere Ausnutzung des Ofenvolumens.
3.3.3 Weiterentwicklung der Technologie für 19-Kanalrohre mit einer Länge von 1,20 m und Produktion einer Pilotserie
Auch bei der letzten Stufe der Entwicklung von Supportrohren, der Herstellung von
120 cm langen 19-Kanal-Rohren, konnte die Technologie der vorangegangenen Stufe
nicht einfach übernommen werden. Es mussten wiederholt die Werkzeugkonstruktion
modifiziert sowie die Masseaufbereitung den größeren Produktionsaggregaten ange-
passt werden. Scherkraft und Kühlung stellten sich als entscheidende Parameter bei
der Masseaufbereitung heraus. Ebenso gestaltete sich die Trocknung der nach dem
Extrudieren 150 cm langen Rohre als schwierig. Häufig wurden die Rohre an den Enden
krumm. Ideal wären entweder die Trocknung in einem Klimaschrank oder auf einem
Trockengestell in einem temperierten Raum gewesen. Beides war für eine Rohrlänge
von 150 cm nicht möglich, der Kauf und/oder Bau geeigneter Aggregate im Rahmen
des Projektes nicht sinnvoll. Dieses Equipment müsste logistisch und kapazitiv sinnvoll

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 62 -
in eine Produktionslinie eingebunden werden. Die Kosten für eine provisorische, tech-
nische Lösung wären unverhältnismäßig hoch geworden. Für die Pilotproduktion wur-
den die Rohre unter Folie getrocknet.
Nach Abschluss der Untersuchungen zur Herstellung von 60cm langen Supportrohren
stand fest, dass nur hängendes Sintern der Rohre möglich ist, um die Qualitätsansprü-
che zu erfüllen. Für die Sinterung der nach der Trocknung ca.140 cm langen Rohre war
damit jedoch ein Ofen von entsprechender Höhe erforderlich, der bei keinem Projekt-
partner vorhanden war. Deshalb mussten die Versuche in Öfen anderer Keramikunter-
nehmen durchgeführt werden.
Die für die Entwicklungen im Rahmen des Projektes und den Bau der Pilotanlage erfor-
derliche Anzahl an Supportrohren konnte auf diese Weise hergestellt werden.
Eine Optimierung der Supportgeometrie bezüglich der Eigenschaften, die durch das
Sintern maßgeblich beeinflusst werden (z.B. Durchbiegung, Unrundheit der Rohre oder
Durchmesserschwankungen) konnte im Rahmen des Projektes jedoch nicht erfolgen.
Das Gleiche trifft für die Senkung der Ausschussrate beim hängenden Sintern der Roh-
re zu. Dafür wäre der unmittelbare Zugriff auf ein entsprechendes Sinteraggregat
zwecks Optimierung der Ofenparameter erforderlich gewesen.
Für die Aufnahme einer kontinuierlichen Produktion von 1,20 m langen Rohren müsste
in ein geeignetes Sinteraggregat investiert werden.
3.3.4 Beschichtung der Supporte
Im HITK wurden zu Projektbeginn Trägerrohre mit Al2O3-Beschichtungen von bis zu
60 nm Porendurchmessern für die Anwendung in der Mikro- und Ultrafiltration und als
Trägermaterial für die Sol-Gel-Beschichtung mit kolloidalen Solen gefertigt. Diese
Membranen wurden durch Mehrfachbeschichtung mit Al2O3-Schlickern in abgestuften
Porengrößen hergestellt. Für die Herstellung von Filtrationsmembranen mit Porengrö-
ßen von 60 nm bis 100 nm ist ein dreifacher Schichtaufbau notwendig.
Ein Arbeitsschwerpunkt des Projektes bestand darin, die Anzahl der Schichten von 3
auf zwei zu verringern, um damit einen preiswerteren Trägerkörper zu haben und even-
tuell eine höhere Flussleistung der NF-Membran zu erzielen. REM-Aufnahmen
(Abb. 3-13) von zwei- und dreifach beschichteten Einkanalrohren mit einer aktiven
60 nm-Membran zeigen Unterschiede in der Oberflächenqualität. Auf den zweifach be-
schichteten Trägern sind noch deutlich Fehlstellen, die von Unebenheiten aus dem
grobporösen Support stammen, zu erkennen.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 63 -
Abb. 3-13: Oberflächenaufnahme ei-
ner 60nm-Membran mit 3-fachen
Schichtaufbau.
Abb. 3-14: Oberflächenaufnahme einer
60nm-Membran mit 2-fachen Schicht-
aufbau.
Je nachdem wie groß diese Fehlstellen waren, kam es bei der Weiterbeschichtung mit
kolloidalen Solen (Kap. 3.4 ) zu Rissbildungen. Im Ergebnis dieser Untersuchungen
wurde festgestellt, dass die hohen Anforderungen der dünnen NF-Membran an Träger
und Zwischenschichten nur durch Beibehaltung des dreifachen Zwischenschichtaufbaus
möglich ist.
3.4 Entwicklung einer geeigneten Zwischenschicht passend zu den NF-Membranen
Bei einer angestrebten Porengröße von kleiner 1 nm kann die Nanofiltrationsmembran
erfahrungsgemäß nicht direkt auf eine 60 nm-Membran aufgebracht werden, da es
sonst zu Infiltrationen in den Support kommt. Diese Vermutung bestätigte sich im Pro-
jekt. Es musste eine geeignete Zwischenschicht mit einem Porendurchmesser von 5 nm
bis 10 nm entwickelt werden. Membranen in diesem Porenbereich werden über die
klassische Sol-Gel-Technik mit einem kolloidalen Sol hergestellt. Für die ZrO2-NF-
Membran sollte eine ZrO2-Membran als Zwischenschicht aufgebracht werden, für die
TiO2-NF-Membran sollte die Zwischenschicht eine TiO2-Membran sein.
Die Herstellung der kolloidalen Sole erfolgte durch saure Hydrolyse mit Salpetersäure
aus Titan-iso-propylat und Zirkon-n-propylat. Entscheidend für die Herstellung der Be-
schichtungssole ist die Zugabe von Binder in Form einer wässrigen Lösung. Er dient
zum einen dazu, dass die Schichten während der Trocknung nicht reißen und zum ande-

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 64 -
ren kann die Viskosität des Beschichtungssols, die neben den Feststoffgehalt die
Schichtdicke beeinflusst, eingestellt werden.
Als Binder wurden verschiedene PVA-Typen (Mowiol) und Hydroxyethylcellulosen (Tylo-
sen) der Fa. Hoechst untersucht. Bei Verwendung von PVA als Binderlösung konnten
keine TiO2 und ZrO2-UF-Schichten erzeugt werden. Es kam immer zur Infiltration der
Sole in den Support (Abb. 3-15 und Abb. 3-16). Unter Benutzung von Hydroxyethylcellu-
lose als Binderlösung war die Präparation von ZrO2-Schichten zwar ebenfalls nicht mög-
lich, jedoch bei TiO2 kam es zur Ausbildung einer Schicht, die zu optimieren war. Des-
halb konzentrierten sich alle weiteren Arbeiten im HITK auf die Entwicklung einer als
Zwischenschicht für die Nanofiltration geeigneten TiO2-UF-Membran mit hoher Durch-
flussrate.
Bei den Untersuchungen wurde festgestellt, dass es bei Feststoffgehalten von >1% im
TiO2-Sol nach Zugabe der Binderlösung sofort zu einer Gelbildung kommt. Folglich rea-
giert die Hydroxyethylcellulose mit den TiO(OH)2-Partikeln im Sol. Diese Eigenschaft
wirkte sich günstig auf die Schichtbildung aus, da es nicht zu einer Infiltration in den
Support kam.
Abb. 3-15: Bruch einer infiltrierten
TiO2-Zwischenschicht, hergestellt
durch kolloidale Sol-Gel-Technik.
Abb. 3-16: Ti-Verteilung einer infiltrier-
ten TiO2-Zwischenschicht, hergestellt
durch kolloidale Sol-Gel-Tech..
Es war aber nicht möglich, den Feststoff- und Bindergehalt getrennt voneinander zu ver-
ändern. Bezüglich der Sinterung musste beachtet werden, dass der Binder rückstands-
los ausbrennt.
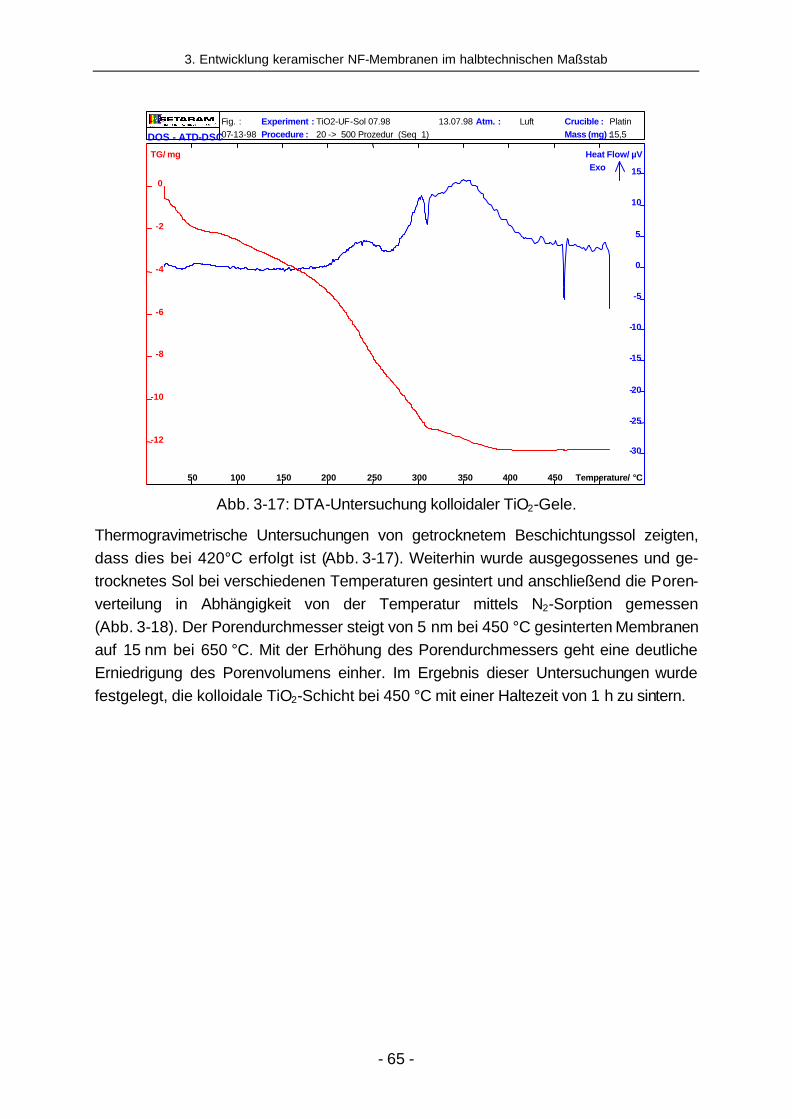
3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 65 -
Temperature/ °C 50 100 150 200 250 300 350 400 450
TG/ mg
-12
-10
-8
-6
-4
-2
0
Heat Flow/ µV
-30
-25
-20
-15
-10
-5
0
5
10
15 Exo
Fig. : Experiment : TiO2-UF-Sol 07.98 13.07.98 Mass (mg) : 15,5 07-13-98 Procedure : 20 -> 500 Prozedur (Seq 1)
Atm. : Luft Crucible : Platin DOS - ATD-DSC
Abb. 3-17: DTA-Untersuchung kolloidaler TiO2-Gele.
Thermogravimetrische Untersuchungen von getrocknetem Beschichtungssol zeigten,
dass dies bei 420°C erfolgt ist (Abb. 3-17). Weiterhin wurde ausgegossenes und ge-
trocknetes Sol bei verschiedenen Temperaturen gesintert und anschließend die Poren-
verteilung in Abhängigkeit von der Temperatur mittels N2-Sorption gemessen
(Abb. 3-18). Der Porendurchmesser steigt von 5 nm bei 450 °C gesinterten Membranen
auf 15 nm bei 650 °C. Mit der Erhöhung des Porendurchmessers geht eine deutliche
Erniedrigung des Porenvolumens einher. Im Ergebnis dieser Untersuchungen wurde
festgelegt, die kolloidale TiO2-Schicht bei 450 °C mit einer Haltezeit von 1 h zu sintern.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 66 -
0
200
400
600
800
1000
10 100 1000
Porendurchmesser [Å]
dV/d
D
[cm
³/(g·
Å)]
450 °C
550 °C
650 °C
Abb. 3-18: Porenverteilung von kolloidalen TiO2-Gelen
nach unterschiedlicher thermischer Behandlung.
Die Optimierung der kolloidalen Sol-Gel-Beschichtung bezüglich Solzusammensetzung,
Beschichtungszeit und Trocknungsbedingungen erfolgte sowohl für die Ein- als auch für
die Mehrkanalrohre, da erfahrungsgemäß eine identische Anwendung dieser Parame-
ter auf beide Rohrtypen nicht möglich ist. Die Beschichtung und Trocknung erfolgte unter
Reinraumbedingungen bei (50-55) % relativer Luftfeuchte.
Die Membranen wurden rasterelektronenmikroskopisch auf Defekte untersucht. Des-
weiteren sind Wasserfluss- und Trenngrenzenbestimmungen an ausgewählten Proben
durchgeführt worden.
Im Ergebnis dieser Untersuchungen wurde eine Zwischenschicht für die TiO2-NF-
Membran ausgesucht, die folgende Eigenschaften aufwies:
- Porengröße von 5nm,
- Schichtdicke von ca.0,5µm (Abb. 3-19),
- Wasserfluss von 100l/m2hbar (Abb. 3-20),
- PEG-Rückhalt von 10000 g/mol (Abb. 3-21).

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 67 -
Abb. 3-19a-c: REM-Aufnahmen der TiO2-Zwischenschicht, hergestellt über kolloidale
Sol-Gel-Technik: (a) Bruchaufnahme, b) Ti-Verteilung und c) Oberflächenaufnahme).
0
10
20
30
40
50
60
70
80
90
100
110
0 10 20 30 40 50 60 70 80 90 100 110 120
Zeit [min]
Ppe
rmea
tflus
s [l/
(m²·
h·ba
r)]
Abb. 3-20: Wasserfluss der TiO2-Zwischenschicht in Abhängigkeit der Zeit,
gemessen mit Reinstwasser (18 MΩ/cm), 2 m/s, 2 bar, 25 °C.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 68 -
100 1000 10000 100000
Molmasse [g/mol]
0
10
20
30
40
50
60
70
80
90
100
Rüc
khal
teve
rmög
en R
[%]
Abb. 3-21: PEG-Rückhalt der TiO2-Zwischenschicht,
gemessen bei 2 bar, 2 m/s, Probennahme nach 30 min.
3.5 Up-Scaling der NF-Membranentwicklung auf 7- und 19-Kanalrohre
bis 1,20m Länge
Das Up-Scaling der Solbereitung, Beschichtung, Trocknung und thermischen Behand-
lung für die NF-Membran stellte hohe Anforderungen an die Klimatisierung und Reinheit
des Arbeitsumfeldes. Das am IKW im Labormaßstab entwickelte Sol-Gel-System
musste auf die Möglichkeit der Maßstabsvergrößerung geprüft und eventuell an die ver-
änderten Bedingungen angepasst werden. Außerdem war die Beschichtungstechnolo-
gie weiterzuentwickeln.
3.5.1 Entwicklung des Beschichtungssols
Die Entwicklung des Beschichtungssols konzentrierte sich auf ein polymeres TiO2-Sol,
das durch partielle Hydrolyse einer titanorganischen Verbindung. Es zeigte sich, dass
Komplexbildner aus längeren Rohren nicht vollständig ausgebrannt werden konnten. Es
wurde daher auf Komplexbildner verzichtet und an Stelle dessen HNO3 als Katalysator
der Hydrolyse und Kondensation verwendet. Dazu wurden verschiedene Ausgangssub-
stanzen und unterschiedliche Lösungsmittel getestet. Zu der mit Lösungsmittel verdünn-
ten Ti-Verbindung wurde Wasser und Säure langsam zugetropft und anschließend
10 min unter Rückfluss gekocht. Nach dem Abkühlen wurden die Sole ausgegossen,

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 69 -
getrocknet, bei 400 °C getempert und anschließend mittels N2-Sorption die Porengrö-
ßenverteilung bestimmt (Tab. 3-4).
Tab. 3-4: Porenkennwerte von TiO2-NF-Membranen
n Abhängigkeit von der Ti-Ausgangsvebindung.
Ausgangs-verbindung
Lösungsmittel BET-Oberfläche
[m2/g]
Poren-d50 nach Horvath-Kawazoe
[Å]
Ti-butoxid Butanol 464 10,0
Ti-isobutoxid Isopropanol 366 16,8
Ti-n-propoxid Propanol 398 11,0
Ti-isopropoxid Isopropanol 437 11,4
Ti-ethoxid Ethanol 434 10,9
Ti-methoxid Isopropanol 392 16,3
Tab. 3-5: Porenkennwerte von TiO2-NF-Membranen
in Abhängigkeit Säure- und Wassermodul.
Ausgangs-
verbindung
Lösungs-
mittel
Säure-
modul
Wasser-
modul
BET-Obfl.
[m2/g]
Poren-d50 (HK)
[Å]
0,036 438 15,7 2,0
470 9,0
3,0 471 9,0
4,0 409 9,0
5,0 425 15,8
Ti-isopropoxid Isopropanol 0,02
6,0 472 16,4
Da bei diesen Untersuchungen keine wesentlichen Unterschiede zwischen der Poren-
charakteristik der entstehenden Membran in Abhängigkeit der verwendeten Ausgangs-
verbindung festzustellen waren, wurde die Optimierung des Beschichtungssols mit Ti-
isopropoxid als kostengünstigste Variante durchgeführt. Dabei sind insbesondere der
Wasser- und Säureanteil (molares Verhältnis H+ bzw. H2O zu Metallalkoholat wird als
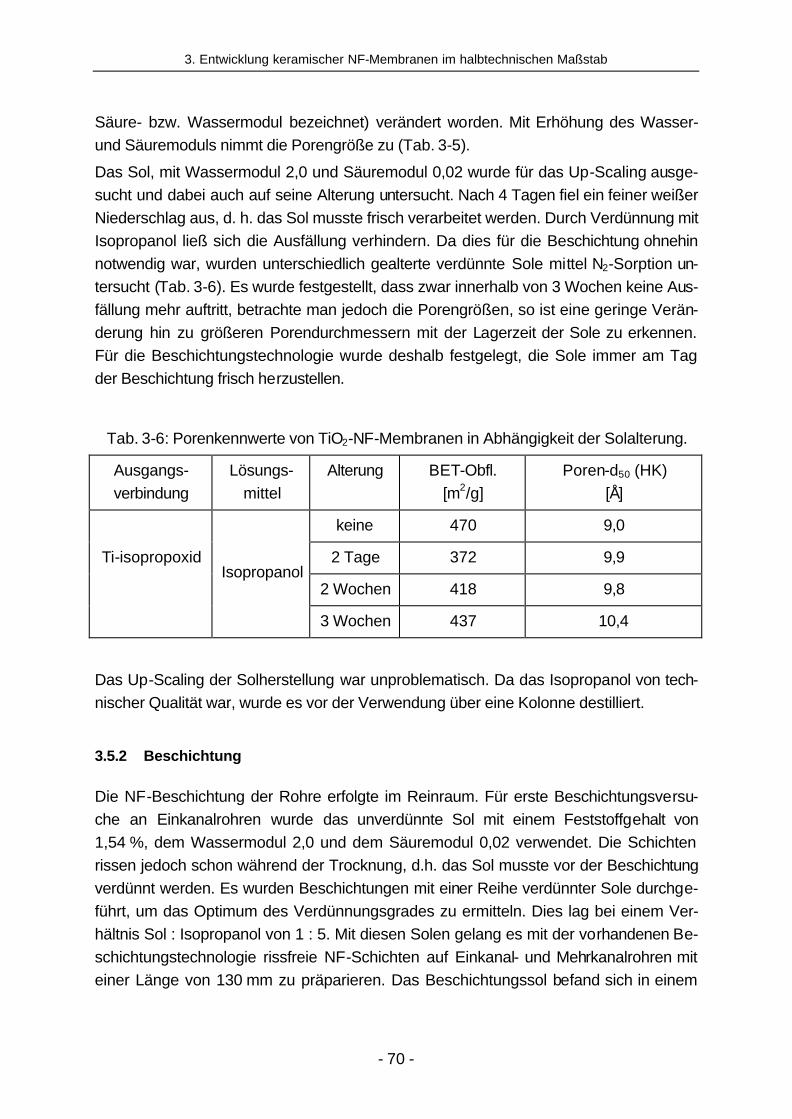
3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 70 -
Säure- bzw. Wassermodul bezeichnet) verändert worden. Mit Erhöhung des Wasser-
und Säuremoduls nimmt die Porengröße zu (Tab. 3-5).
Das Sol, mit Wassermodul 2,0 und Säuremodul 0,02 wurde für das Up-Scaling ausge-
sucht und dabei auch auf seine Alterung untersucht. Nach 4 Tagen fiel ein feiner weißer
Niederschlag aus, d. h. das Sol musste frisch verarbeitet werden. Durch Verdünnung mit
Isopropanol ließ sich die Ausfällung verhindern. Da dies für die Beschichtung ohnehin
notwendig war, wurden unterschiedlich gealterte verdünnte Sole mittel N2-Sorption un-
tersucht (Tab. 3-6). Es wurde festgestellt, dass zwar innerhalb von 3 Wochen keine Aus-
fällung mehr auftritt, betrachte man jedoch die Porengrößen, so ist eine geringe Verän-
derung hin zu größeren Porendurchmessern mit der Lagerzeit der Sole zu erkennen.
Für die Beschichtungstechnologie wurde deshalb festgelegt, die Sole immer am Tag
der Beschichtung frisch herzustellen.
Tab. 3-6: Porenkennwerte von TiO2-NF-Membranen in Abhängigkeit der Solalterung.
Ausgangs-
verbindung
Lösungs-
mittel
Alterung BET-Obfl.
[m2/g]
Poren-d50 (HK)
[Å]
keine 470 9,0
2 Tage 372 9,9
2 Wochen 418 9,8
Ti-isopropoxid
Isopropanol
3 Wochen 437 10,4
Das Up-Scaling der Solherstellung war unproblematisch. Da das Isopropanol von tech-
nischer Qualität war, wurde es vor der Verwendung über eine Kolonne destilliert.
3.5.2 Beschichtung
Die NF-Beschichtung der Rohre erfolgte im Reinraum. Für erste Beschichtungsversu-
che an Einkanalrohren wurde das unverdünnte Sol mit einem Feststoffgehalt von
1,54 %, dem Wassermodul 2,0 und dem Säuremodul 0,02 verwendet. Die Schichten
rissen jedoch schon während der Trocknung, d.h. das Sol musste vor der Beschichtung
verdünnt werden. Es wurden Beschichtungen mit einer Reihe verdünnter Sole durchge-
führt, um das Optimum des Verdünnungsgrades zu ermitteln. Dies lag bei einem Ver-
hältnis Sol : Isopropanol von 1 : 5. Mit diesen Solen gelang es mit der vorhandenen Be-
schichtungstechnologie rissfreie NF-Schichten auf Einkanal- und Mehrkanalrohren mit
einer Länge von 130 mm zu präparieren. Das Beschichtungssol befand sich in einem

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 71 -
Vorratsgefäß und wurde über ein Luftpolster, das komprimiert wird, in die Rohrkanäle
von unten nach oben gedrückt. Da das Befüllen kurzer Rohre sehr schnell geht und die
Verweilzeit des Sols im Rohr während der Beschichtung nur 10 s betrug, gab es dies-
bezüglich Bedenken beim Up-scaling auf Mehrkanalrohre bis 1,20 m-Länge. Durch Er-
höhung des Druckes gelang eine ausreichend schnelle Befüllung langer Rohre, so dass
die Beschichtungszeit nicht verändert werden musste. Anschließend wurde das Sol
wieder abgelassen. Zum Trocknen wurden die Rohre hängend gelagert und anschlie-
ßend gesintert.
Die Membranen wurden rasterelektronenmikroskopisch untersucht, allerdings ließen
sich die NF-Membranen mit dem im HITK vorhandenen analytischen Möglichkeiten,
nicht separat auflösen. Wasserflussmessungen und Trenngrenzenuntersuchungen (Abb.
3-22) zeigten, dass es nach einer einmaligen Beschichtung noch Fehlstellen in den NF-
Membranen gab.
100 1000 10000
Molmasse [g/mol]
0
1020
30
4050
60
7080
90
100
Rüc
khal
teve
rmög
en R
[%]
Abb. 3-22: PEG-Rückhalt einer einfach beschichteten TiO2-NF-Membran,
gemessen bei 3 bar, 2 m/s, Probenahme nach 30 min.
Erst durch eine zweite Beschichtung konnte eine qualitativ einwandfreie TiO2-NF-
Membran mit folgenden Kennwerten hergestellt werden:
- Porengröße: 0,9 nm (Abb. 3-23),
- Schichtdicke : 50 nm (Abb. 3-24),
- Wasserfluss: 25 l/(m2· h· bar) (Abb. 3-25),
- PEG-Rückhalt: 450 g/mol (Abb. 3-26).

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 72 -
0
1
2
3
4
5
0,60 0,80 1,00 1,20 1,40 1,60
Porendurchmesser [nm]
dV/d
D [
cm3/(
g·nm
)]
350°C 450°C 550°C
Abb. 3-23: Porenverteilung der TiO2-NF-Membran nach unterschiedlicher
thermischer Behandlung (Horvath Kawazoe, Zylinderporenmodell).
Abb. 3-24: TEM-Aufnahme der TiO2-NF-Membran.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 73 -
0
5
10
15
20
25
30
35
40
45
50
0 10 20 30 40 50 60 70 80 90 100 110 120
Zeit [min]
Per
mea
tflus
s [l/
(m²·h
·bar
)]
Abb. 3-25: Wasserfluss der TiO2-NF-Membran in Abhängigkeit der Zeit
gemessen mit Reinstwasser (18 MΩ/cm), 2 m/s, 2 bar, 25 °C.
10 100 1000 10000Molmasse [g/mol]
PE
G-K
onze
ntra
tion
[will
kürli
che
Ein
heite
n]
0
10
20
30
40
50
60
70
80
90
100
Rüc
khal
teve
rmög
en R
[%
]
Permeat
Feed
Trenngrenze
Abb. 3-26: PEG-Rückhalt der TiO2-NF-Membran.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 74 -
Im Unterschied zu den Untersuchungen am IKW führte die Präparation nach der weiter-
entwickelten Methode im HITK zu amorphen Schichten (Abb. 3-27, Abb. 3-28).
0 10 20 30 40 50 60 70
2 theta
Inte
nsitä
t
350 °C
550 °C
450 °C
Anatas, ASTM 21-1272
Abb. 3-27: Röntgenographische Untersuchung getemperter TiO2-Gele.
Abb. 3-28: Elektronenbeugung an der TiO2-NF-Membran.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 75 -
Bei erhöhter Temperatur findet eine Kristallisation zum Anatas statt. Mit dieser Kristalli-
sation ist ein dramatischer Verlust an offener Porosität verbunden (Abb. 3-23). Durch
geeignete Reaktionsführung gelang es, die Kristallisationstemperabis auf 450 °C zu
erhöhen und damit die Temeraturstabilität der Membran bis 350 °C zu garantieren.
3.5.3 Trocknung und thermische Behandlung
Die Trocknung der beschichteten Rohre erfolgte hängend im Reinraum. Dabei traten
immer wieder Rissbildungen auf. Da mit einem Unterschuss an Wasser im polymeren
NF-Sol gearbeitet wurde, kam es durch den Wasseranteil in der Luft zu einer fortschrei-
tenden Hydrolyse in der Schicht und damit zu Veränderungen der Struktur, die zu Rissen
führte. Die Untersuchungen zeigten, dass die Trocknung der Rohre bei relativ niedriger,
definierter Luftfeuchte erfolgen muss. Nach mehrstündiger Trocknung wurden die
Schichten bei 400 °C (1. Schicht) und bei 380 °C (2. Schicht) gesintert.
3.5.4 Stirnseitenabdichtung
Für die Anwendung von beschichteten Rohren in der Filtration ist es notwendig, die
Rohrwandung an den Stirnseiten dicht zu verschließen. Die dafür verwendeten Materia-
lien sollte chemisch und thermisch stabil sein.
Es wurden verschiedene Gläser und organische Polymere getestet. Erfahrungsgemäß
ist es günstig, die Rohre nach der letzten Beschichtung auf die geforderte Länge zu
schneiden. Da die letzte NF-Schicht bei 380°C eingebrannt wurde, sollte auch das Ab-
dichtmaterial unterhalb dieser Temperatur verschmelzen bzw. vernetzen. Um die
Schmelztemperatur von Gläsern zu erniedrigen sind Dotierungen notwendig, die wie-
derum die chemische Beständigkeit, insbesondere die pH-Stabilität, deutlich herabset-
zen. Versuche höherschmelzende Gläser einzusetzen und die UF- und NF-Beschichtung
nach der Stirnseitenabdichtung durchzuführen, schlugen fehl. Es kam immer zu Rissbil-
dungen an den Übergangsstellen Glas und Keramik. Da es Ziel des Projektes war, eine
Filtrationskeramik zur Reinigung heißer, farbstoffbelasteter Abwässer aus der Textilin-
dustrie zu entwickeln, sollte einen thermische Beständigkeit der Materialien von 100 °C
ausreichen. Die meisten organischen Polymere, wie Silikonharze, Phenolharze und E-
poxidharze erfüllen diese Forderung, allerdings gibt es Abstriche bei der chemischen
Beständigkeit. Im Ergebnis der Untersuchungen wurde ein Epoxidharz gefundent, wel-
ches eine relativ gute pH-Stabilität aufwies und bis 120°C temperaturstabil war. Das
Material ließ sich durch eine einfache Tauchbeschichtung auf den Stirnseiten aufbrin-
gen, die Vernetzung erfolgte bei 120 °C im Trockenschrank.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 76 -
3.6 Charakterisierung
3.6.1 Aufbau der Laborfiltrationsanlage
Mit der umfassenden Charakterisierung der neu entwickelten keramischen Nanofiltrati-
onsmembran hinsichtlich Reinstwasserfluss, Trenngrenze usw. befasste sich die upt (Kap. 6).
Für Testfiltrationen mit Farbabwasser im kleinen Maßstab wurde im HITK eine Labor-
filtrationsanlage aufgebaut (Abb. 3-29). Die Funktionselemente wie Pumpen, Behälter,
Rohrleitungen und Steuerschrank wurden in einem Edelstahlgestell untergebracht. Der
Vorrats- und der Reinigungsbehälter sowie diverse Rohrleitungen im Niederdruckbe-
reich wurden aus dem Kunststoff PVC C mit einer Temperaturstabilität bis 80°C gefer-
tigt. Für die Rohrleitungen im Hochdruckbereich wurde Edelstahl verwendet.
Abb. 3-29: Laborfiltrationsanlage im HITK.
Mit Hilfe dieser Anlage konnten Abwässer verschiedener Arten nach dem Cross-flow-
Prinzip filtriert werden, d.h. es erfolgt während der Filtration eine Überströmung der
Membran. Im folgenden wirdl die Funktionsweise der Anlage kurz erläutert (Abb. 3-30).

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 77 -
Membranmodul
Druckluft
Rückspüleinheit
Permeat FI
Vordruckpumpe Hochdruckpumpe
Vorlage (260 Liter)
Reinigungsbehälter (70 Liter)
Kühlung
Heizung
PI FI PI TI
MV 1
MV 2
Kerzenfilter
Abb. 3-30: Funktionsschema der Laborfiltrationsanlage.
Das zu filtrierende Medium gelangte vom Vorratsbehälter (Vmax = 260 Liter) zu einer
Kreiselpumpe, die einen Druck von 3 bar als Vordruck für die Verdrängerpumpe er-
zeugte. Diese wurde als frequenzgesteuerte Triplex-Plunger-Pumpe ausgeführt und för-
derte das Medium mit einem maximalen Feeddruck von 40 bar (druckseitig durch ein
Sicherheitsventil begrenzt) und einem maximalen Volumenstrom von 50 l/min über den
Membranmodul zurück in den Vorratsbehälter. Unter Verwendung von einem Neunzehn-
kanalrohr als Filterelement ergab sich damit eine maximale Überströmgeschwindigkeit
von etwa 4,5 m/s. Zwischen der Kreiselpumpe und der Hochdruckpumpe wurde das
Wasser mittels eines Kerzenfilters (2 µm) von groben Verunreinigungen befreit, um eine
Beschädigung der Keramikplunger der Hochdruckpumpe zu vermeiden. Retentatseitig
wurde das Wasser mittels eines Nadelventils entspannt, so dass es drucklos in den Be-
hälter gelangte. Feedseitig konnten Druck und Temperatur sowie retentatseitig Druck
und Volumenstrom des Mediums abgelesen werden. Der Permeatvolumenstrom wurde
an einem Schwebekörperdurchflussmesser ermittelt. Das Permeat gelangte ebenfalls
zurück in den Behälter oder konnte bei Bedarf (z.B. bei einem Aufkonzentrierungsver-
such) ausgekreist werden. Um realitätsnahe Bedingungen wie im Textilveredelungsbe-
trieb zu gewährleisten, konnte das Wasser im Vorratsbehälter auf bis zu 80°C tempe-
riert werden. Höhere Temperaturen waren wegen der begrenzten Temperaturbestän-
digkeit des Kunststoffes nicht möglich. Da die Hochdruckpumpe auf Grund ihrer Leis-

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 78 -
tung sehr viel Energie in Form von Wärme an das zu filtrierende Medium abgab, wurde
im Vorratsbehälter außerdem ein Wärmetauscher zur Kühlung eingebaut.
Die Anlage verfügte über eine Rückspüleinheit, mit deren Hilfe es möglich war, in ein-
stellbaren Zeitintervallen die Membran permeatseitig mit einem maximalen Druck von
40 bar zurückzuspülen. Hierzu wurde während der Filtration das Permeat in den Behäl-
ter eines Druckübersetzers (0,4 l) geleitet, bis dieser gefüllt war. Unmittelbar vor der
Rückspülung wurde das Magnetventil MV1 in der Permeatleitung zum Vorratsbehälter
geschlossen und das Magnetventil MV2 in der Druckluftleitung geöffnet. Die Druckluft
bewegte einen Kolben in dem Behälter, der das Permeat zurück zum Modul und durch
die Membran drückte. Der Druck wurde über ein Ventil geregelt, so dass dadurch auch
der gewünschte Rückspüldruck eingestellt wurde. Das Druckübersetzungsverhältnis
betrug 1 : 6,7, d.h. dass bei einem Luftdruck von 6 bar ein Permeatrückspüldruck von
40 bar erreicht werden konnte. Danach wurde der Kolben zurückbewegt, MV2 ge-
schlossen, MV1 geöffnet und die Filtration fortgesetzt.
Des weiteren verfügte die Anlage über einen Reinigungsbehälter (Vmax = 70 Liter). In
diesen konnte ein Membranreiniger eingefüllt werden. Nach Beendigung der Abwasser-
filtration wurde der Reinigungsbehälter statt dem Vorratsbehälter durch entsprechende
Betätigung der Ventile in den Kreislauf geschaltet. Dieser Behälter war allerdings nicht
temperierbar.
Die Anlage war aufgrund ihrer Größe für Reinwasserflussmessungen nicht geeignet, da
nicht soviel Reinwasser zur Verfügung stand, um den Behälter ausreichend zu füllen
(Vmin = 15 l).
Für die Versuche wurden Rohrmodule verwendet, die die Fa. Junghans in Frankenberg
nach Vorgaben des HITK fertigte. Es kamen dabei Module für Neunzehnkanalrohre mit
den Längen 200 mm und 500 mm zur Anwendung, in die jeweils nur ein Rohr einge-
spannt werden konnte. Alle Module wurden ausschließlich in Edelstahl gefertigt und die
Abdichtung des Permeatraumes zum Flansch erfolgte durch O-Ringe (Material Viton
bzw. EPDM).
Mit den gewonnenen Erkenntnissen hinsichtlich der optimalen Verfahrensparameter
(Kap. 4) zur Filtration dieser Farbabwässer konnte Junghans eine Pilotanlage für die
Filtration vor Ort im Textilbetrieb auslegen und bauen.
3.6.2 Integritätstest der beschichteten Filterrohre
Die geforderten Trenneigenschaften eines NF-Filterrohres lassen sich nur erreichen,
wenn die eigentliche Membranschicht weitestgehend defektfrei ist. Idealerweise sollen
auf der ganzen Membranfläche von 0,2 m2 eines 19-Kanal-Filterrohres keine Fehlstellen
in Form von Löchern, Abplatzungen, Rissen, fehlender Beschichtung u.ä. vorkommen.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 79 -
Die vorliegenden Erfahrungen bei der Beschichtung poröser Keramiksupporte zeigten,
dass einmal aufgetretene Defekte durch nachfolgende Beschichtungen in der Regel
nicht überdeckt und damit unwirksam gemacht werden können. Ein Fehler irgendwo auf
der Oberfläche der 19 Feedkanäle kann sich durch alle nachfolgenden Beschichtungen
bis zur NF-Membran fortpflanzen. Im gleichen Sinne wirken sich Defekte auf jeder der
Zwischenschichten aus, so dass eine Qualitätskontrolle aller Keramikschichten notwen-
dig ist.
a) Integritätstest der Zwischenschichten aus Schlickerbeschichtung
Die Zwischenschichten mit 1,0 µm, 0,2 µm und 0,06 µm für den mittleren Porendurch-
messer können nach dem Bubble-point-Prinzip auf ihre Defektfreiheit bzw. Defekthäu-
figkeit getestet werden. Dabei wird der Prüfling mit einer Benetzungsflüssigkeit impräg-
niert, und anschließend werden die Feedkanäle einem konstanten Gasdruck ausge-
setzt. Ist dieser Gasdruck größer als der Kapillardruck, mit dem die Benetzungsflüssig-
keit in den Poren festgehalten wird, erfolgt ein Freiblasen der entsprechend großen Po-
ren und es setzt ein konstanter Gasfluss durch die so freigeblasenen Poren ein. Den
Zusammenhang zwischen dem Porendurchmesser d und dem Gasdruck p, der diese
Pore gerade noch freiblasen kann, gibt die Washburn-Gleichung wieder:
d
cos4p
Θ⋅σ⋅=
Dabei ist σ die Oberflächenspannung der Benetzungsflüssigkeit, θ der Kontaktwinkel
der Benetzungsflüssigkeit mit der Keramik. Ist die Benetzungsflüssigkeit entionisiertes
Wasser und wird θ=0° angenommen, werden durch einen Gasdruck von 1 bar alle Po-
renkanäle freigeblasen, deren engste Stelle ≥ 2,9 µm ist. Unter den gleichen Annahmen
werden bei Benetzung mit Ethanol (96 %ig) alle Poren ≥ 0,92 µm freigeblasen.
Durch geeignete Wahl der Benetzungsflüssigkeit und des Prüfdruckes lässt sich jede
der drei Beschichtungen einzeln auf das Ausmaß der Defekte in der getesteten Zwi-
schenschicht prüfen.
Dies soll am Beispiel des Integritätstests der 0,06 µm-Zwischenschicht näher erläutert
werden. Das Filterrohr mit den Beschichtungen 1,0 µm/0,2 µm/0,06 µm wurde mit Etha-
nol getränkt, so dass alle Poren ohne Ausnahme mit der Benetzungsflüssigkeit gefüllt
waren. Der Prüfdruck des Gases von 4 bar ist nicht in der Lage, die 0,06 µm-Poren frei
zu blasen, so dass bei einem defektfreien Prüfling kein Gas pereieren kann. Für den
Gastrom wird der Wert Null gemessen. An allen Defektstellen der 0,06 µm-
Zwischenschicht drückt das Gas auf die Poren der darunterliegenden 0,2 µm Zwischen-

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 80 -
schicht und kann alle Poren ≥ 0,23 µm freiblasen. Diese Poren sind mit ausreichender
Häufigkeit in der 0,2 µm-Zwischenschicht vorhanden, so dass auch bei sehr kleinen De-
fektstellen (> 1 µm2) ein messbarer Gasstrom entsteht. Die Größe des gemessenen
Gasflusses ist im Verhältnis zum vorher ermittelten Gasfluss durch den mit Ethanol ge-
tränkten Prüfling mit den Zwischenschichten 1,0/0,2 µm ein direktes Maß für die Größe
alle effektiv wirkenden Defekte der 0,06 µm-Beschichtung. Dieser Quotient sollte < 0,01
sein.
Die nachfolgende Tabelle zeigt die nach diesen Kriterien ermittelten Prüfbedingungen
für die einzelnen MF-Zwischenschichten der 19-Kanal-Filterrohre (L=1200 mm):
Zwischenschichten
[µm]
Benetzungs-
flüssigkeit
Prüfdruck
[bar]
zulässiger Gasfluss
[ml/min]
1,0 Wasser 1 60
1,0/0,2 Wasser 3 150
1,0/0,2/0,06 Ethanol 4 200
Das Tränken der Filterrohre erfolgte in einer speziellen Vorrichtung bei einem Dampf-
druck über der Benetzungsflüssigkeit von ca. 30 mbar, wobei sich die Filterrohre zur
ungehinderten Entgasung in vertikaler Lage befanden.
Um für die Integritätstests eine zerstörungsfreie Prüfung der Filterrohre zu ermöglichen,
wurde eine spezielle Einspannvorrichtung konstruiert und gebaut, über die den 19
Feedkanälen das Prüfgas der Filterrohre leckagefrei zugeführt werden kann, ohne dass
die Prüflinge zuvor mit einer Stirnflächenabdichtung versehen werden müssen.
Durch den Verzicht auf ein Filterrohr-Modul als Einspannung für den Integritätstest ist es
möglich, den Prüfling während des Tests in ein Bad aus der Benetzungsflüssigkeit zu
legen und jede Defektstelle als Gasblasenkette in der Badflüssigkeit sichtbar zu ma-
chen. Wird der Prüfdruck ausreichend langsam auf seinen Endwert erhöht, so lässt sich
der Druckwert registrieren, bei dem die erste Gasblasenkette austritt. Dieser Druckwert
für die größte „Pore“ ist der Bubble-point.
Die gewählte Prüflingseinspannung ohne definierte Permeataustrittsöffnung erforderte
die Messung des Gasfluss-Massestroms vor dem Prüfling, wofür das Filtertestgerät
SARTOCHECK II der Fa. Sartorius eingesetzt wurde. Um mit dem SARTOCHECK II
die relativ großen Gasflüsse, die gemäß obiger Tabelle noch zulässig sind, zuverlässig
messen zu können, wurde ein Druckbehälter von ca. 2,5 l als Gasreservoir in die Prüf-
gasleitung montiert.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 81 -
Der Integritätstest dieser Zwischenschichten erfolgte als Stichprobenprüfung. Die Er-
gebnisse dieser Tests erlaubten eine zuverlässige Qualitätskontrolle und die rechtzeiti-
ge Identifizierung technologischer Fehler, die bei den Arbeitsschritten von der Schlicke-
raufbereitung bis zum Sintern der Zwischenschicht auftreten konnten.
b) Integritätstest der Sol-Gel-Beschichtungen
Ein Integritätstest der Sol-Gel-Beschichtung nach dem Bubble-point-Prinzip, bei dem
die 0,06 µm-Poren der letzten Schlickerbeschichtung freigeblasen werden müssen, ist
mit dem SARTOCHECK II wegen des notwendigen Prüfdruckes von 15 bar nicht reali-
sierbar.
Da bei diesem Gasdruck selbst kleinste Defekte in der Sol-Gel-Schicht große Gasflüs-
se ergeben, führten entsprechende Versuche, bei denen verschiedene Gasflussmesser
erprobt wurden, zu keinen auswertbaren Ergebnissen für die Festlegung sinnvoller Qua-
litätskriterien.
Die Integrität der Sol-Gel-Schichten lässt sich zur Zeit nur durch die Messung des Was-
serflusses und der Trenngrenze mit Testmolekülen bestimmen. Dabei liefert der Zah-
lenwert der Trenngrenze (90 % der Moleküle mit dem Molgewicht des TG-Wertes wer-
den zurückgehalten) eine Aussage zur Porengröße und zur Häufigkeit von Mikrodefek-
ten. Aus dem Maximalwert der Trennfunktion kann auf die Größe und/oder Häufigkeit
von Makrodefekten (z.B. durchgehende Defekte durch mehrere Zwischenschichten) ge-
schlossen werden.
Werden beispielsweise die größten Testmoleküle der eingesetzten Molekülmischung
zu 100 % zurückgehalten, der 90 %-Wert ist jedoch zu hoch, dann liegen die Defekte in
der getesteten Sol-Gel-Schicht selbst. Werden jedoch auch die größten Testmoleküle
beispielsweise nur zu 90 % zurückgehalten, so liegen Makrodefekte vor, die die Memb-
ranwirkung unzulässig beeinträchtigen.
Die Trenngrenzenbestimmungen sind wegen des großen Arbeits- und Analysenaufwan-
des für die laufende Qualitätskontrolle ungeeignet. Es ist darum vorgesehen, die Mess-
ergebnisse aus Wasserflussmessungen und Trenngrenzenbestimmungen mit Gas-
flussmessungen trockener Filterrohre bei niedrigen Prüfdrücken (z.B. 0,5 bar) zu korre-
lieren und aus den so gemessenen Werten des Gasmasseflusses Qualitätskriterien für
die Sol-Gel-Schichten abzuleiten. Wegen der großen Masseflüsse von (50-200) l/min
stehen für diese Gasflussmessungen nur Schwebekörper-Gasflussmesser zur Verfü-
gung. Es bleibt weiteren Untersuchungen vorbehalten, ob deren Genauigkeit ausreicht,
um damit eine aus-reichend zuverlässige Qualitätsbeurteilung der Sol-Gel-Schichten
vornehmen zu können.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 82 -
3.7 Zusammenfassung
In der Zusammenarbeit von Rauschert und HITK gelang die Übertragung der Grundla-
genuntersuchungen am IKW auf den halbtechnischen Maßstab. Im einzelnen wurden
folgende Ergebnisse erreicht:
1) Die Herstellung defektfreier, sehr dünner NF-Membranschichten stellte hohe Anfor-
derungen an die Oberflächengüte der Trägerkeramik. Diese höheren Qualitäts-
anforderung konnte bei Einkanalrohrsupporte durch eine verbesserte Rohstoffaufbe-
reitung und Versatzoptimierung erfüllt werden. Diese Einkanalrohrsupporte mit Zwi-
schenschichten wurden auch dem IKW für Versuche zur Verfügung gestellt.
Bei der Übertragung der Membransynthese auf das 19-Kanalrohr kam es zu einem
deutliche Qualitätsrückgang. Als Ursache stellte sich eine schlechtere Supportquali-
tät gegenüber dem Einkanalrohr heraus, die durch Verdichtungsinhomogenitäten
beim Extrudieren herrührte. Durch eine neue Werkzeugkonstruktion konnten diese
Qualitätsmängel behoben werden.
2) Umfangreiche Versuche wurden durchgeführt, um den Mehrschichtaufbau, beste-
hend aus 4 Schichten vor der eigentlichen NF-Beschichtung zu vereinfachen. Es
gelang, eine der Zwischenschichten einzusparen. Jedoch zeigte sich im späteren
Projektverlauf, dass damit Schwankungen in der Membranqualität verursacht wer-
den. Aus diesem Grund wurde der Mehrschichtaufbau mit 4 Schichten beibehalten.
3) Die vierte der Zwischenschichten wurde über eine kolloidale Sol-Gel-Technik
hergestellt. Diese Schicht wurde vom Material, der Schichtdicke und Porengröße auf
die NF-Beschichtung abgestimmt. Es wurde TiO2 ausgewählt, um Materialgleich-
heit zur NF-Schicht zu gewährleisten. Als optimale Eigenschaften erwiesen sich eine
Schichtdicke von 250 nm und eine Porengröße von 5 nm.
4) Bei der Maßstabsvergrößerung der NF-Membranbeschichtung zeigte sich,
dass es bei Verwendung komplexbildender Zusätze zum Sol nicht gelingt, diese
während der thermischen Behandlung vollständig auszutreiben. Die atmosphäri-
schen Bedingungen im Mehrkanalrohr und im größeren Ofen führten immer zur Bil-
dung von Restkohlenstoff, der die Poren verstopfte. Aus diesem Grunde wurde auf
Komplexbildner verzichtet. Es gelang nur beim TiO2, die Hydrolyse und Kondensati-
on bei der Bildung der polymeren Sole ohne Komplexbilder zu kontrollieren, so dass
sich beim weiteren Membran-Up-scaling auf TiO2 konzentriert wurde.
5) Durch Weiterentwicklung der Sol-Gel-Chemie des TiO2 wurden geeignete Re-
zepturen entwickelt, die eine defektfreie Beschichtung der 1,20 m langen 19-
Kanalrohrsubstrate ermöglichte. Es wurde amorphe Membranen mit einer Poren-
größe von 0,9 nm, einer offenen Porosität von 30 % als 50 nm-dicke Schicht herge-
stellt. Die Untersuchung des Rückhaltevermögens ergab in Bestätigung der Unter-

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 83 -
suchungen der upt eine Trenngrenze von 450 g/mol und einen Wasserfluss von
25 l/(m2· h· bar).
6) Die verhältnismäßig niedrige Einbrenntemperatur der Membran erforderte die Ent-wicklung einer geeigneten Stirnseitenabdichtung. Hierzu wurden verschiedene
niedrigeschmelzende Gläser getestet, die grundsätzlich eine Abdichtung nach der
NF-Beschichtung ermöglichen, jedoch im Test eine unzureichend pH-Stabilität erga-
ben. Deshalb wurde zunächst eine Abdichtung mit einem pH-stabilen Epoxidharz
entwickelt.
Perspektivisch sollen höherschmelzende Gläser verwendet werden, die vor der NF-
Beschichtung eingebrannt werden. Hierzu muss die Membranbeschichtung wurde so
eingestellt werden, dass ein defektfreier Übergang zwischen Membran und Abdich-
tung erreicht wird.
7) Im Projekt war der Bau eines Integritätstestprüfvorrichtung auf der Basis eines
Gasdruckhaltetestes vorgesehen. Auf diese wurde zu Gunsten eines aufwendigeren
NF-Prüfstandes verzichtet. Für den Integritätstest wurde Bupple-point-Messungen,
Wasserfluss- und Trenngrenzenmessungen herangezogen.

3. Entwicklung keramischer NF-Membranen im halbtechnischen Maßstab
- 84 -

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 85 -
4 Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
A. Junghans, J. Rost, K. Schreitmüller, W. Voigt, M. Schleifenheimer2,St. Wöhner2 1 Andreas Junghans-Spezialfabrik für Edelstahlbearbeitung und Sonderanfertigungen, Frankenberg 2 Hermsdorfer Institut für Technische Keramik e.V., Hermsdorf
4.1 Einleitung
Da es sich bei der keramischen NF-Membran um eine neuartige Membran handelte,
konnte nicht auf publizierte Betriebserfahrungen zurückgegriffen werden. Deshalb wur-
den in einem ersten Schritt der Verfahrensentwicklung Versuche mit einer Laborfiltrati-
onsanlage durchgeführt und die Bereiche für die Verfahrensparameter Transmembran-
druck und Überströmgeschwindigkeit ermittelt. Darüber hinaus sollte die Wirkung der
Rückspülung getestet und Möglichkeiten einer effektiven chemischen Reinigung erprobt
werden. Im Anschluss an diese Laborphase stand die Auslegung und der Bau der Pilot-
anlage.
Zum besseren Verständnis der technischen Abläufe in der Textilveredelung werden im
folgenden Kap. Farbstoffe und Färbeprozesse kurz erläutert.
4.1.1 Farbstoffe in der Textilveredelung
Den wichtigste Farbstofftyp in der Textilfärberei bilden die Azofarbstoffe. Diese enthal-
ten die Azogruppe als charakteristisches Chromophor. Da die Diazokomponente und
die Kupplungskomponente mannigfaltig variiert werden können, existiert eine Fülle von
Kombinationsmöglichkeiten. Farbstoffe jeglicher Nuance, für jeden Verwendungszweck
und mit unterschiedlichen Echtheiten werden kommerziell angeboten. Fast die Hälfte
der gegenwärtig verwendeten Farbstoffe sind Azofarbstoffe.
Die Farbe einiger Azofarbstoffe ist vom pH-Wert abhängig, d.h. sie sind Indikatoren
(z.B. Methylorange). Die größte Bedeutung haben die sauren Azofarbstoffe erlangt, z.B.
Flavazin (Echtlichtgelb) und Naphtolblauschwarz. Basische Azofarbstoffe sind von ge-
ringerer Bedeutung.
Azofarbstoffe, die keine SO3H-Gruppen enthalten, haben als Dispersionsfarbstoffe für
Acetatseide, Polyesterfasern und Polyamidfasern Bedeutung erlangt.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 86 -
Nach den chemischen Reaktionen bzw. Adsorptionsvorgängen, auf denen die Färbe-
verfahren beruhen, unterscheidet man sieben Farbstoffklassen.
Säurefarbstoffe (saure Farbstoffe): Sie enthalten eine oder mehrere SO3H-Gruppen,
seltener COOH-Gruppen und färben Wolle, Seide und Polyamidfasern an. In Lösung
liegen sie als Anionen vor. Im weiteren Sinne werden auch Farbstoffe mit phenolischen
OH-Gruppen zu den Säurefarbstoffen gezählt.
Basische Farbstoffe: Sie enthalten Amino- oder Alkylaminogruppen. Auch ihre Salze
mit Säuren gehören dazu (kationische Farbstoffe). Sie sind zum Färben von Wolle, Sei-
de, tanningebeizter Baumwolle und Polyacrylnitrilfasern geeignet.
Substantivfarbstoffe ziehen direkt auf ungebeizte Baumwolle. Die Bindung erfolgt haupt-
sächlich über Wasserstoffbrücken.
Entwicklungsfarbstoffe werden auf der Faser hergestellt. Das Textilgut wird beispiels-
weise mit einer alkalischen Lösung einer Kupplungskomponenten getränkt und danach
in die eiskalte Lösung eines Diazoniumsalzes gegeben. Auf diese Weise kann man
Wolle und Seide nicht färben, da sie gegen Laugen nicht beständig sind. Der Farbstoff
Anilinschwarz wird beispielsweise auf Baumwolle durch Oxidation von Anilin mit Kali-
umdichromat und verdünnter Schwefelsäure erzeugt.
Beizenfarbstoffe: Beizen sind Bindemittel, die sich einerseits an die Faser binden und
andererseits in der Lage sind Farbstoffe zu binden. Beizenfarbstoffe ziehen aus der
Lösung oder Dispersion auf metallgebeizte Wolle, Seide oder Baumwolle auf, indem
sie farbige unlösliche Metallkomplexe, sogenannte Farblacke, bilden.
Küpenfarbstoffe sind unlösliche Farbstoffe. Durch Einwirkung von Reduktionsmitteln und
Alkalien gehen sie in lösliche Salze, sogenannte Leukoverbindungen über. Die Farb-
stoffe werden verküpt, die Lösung der Leukoverbindung heißt Küpe. Die Fasern werden
mit Küpe getränkt, und in einem Oxidationsbad oder an der Luft erfolgt anschließend
die Rückoxidation zum Farbstoff. So lassen sich vor allem Fasern pflanzlicher Herkunft
färben.
Reaktivfarbstoffe reagieren chemisch mit bestimmten funktionellen Gruppen der Mak-
romoleküle. Beispielsweise wurden Farbstoffe entwickelt, die nucleophil substituierbare
Chloratome enthalten. Sie ziehen auf Baumwolle, indem sie mit den Hydroxylgruppen
der Cellulosemoleküle unter Esterbildung reagieren [8].
4.1.2 Verfahren zum Färben von Textilien
Farbstoffe und Färbeverfahren müssen der chemischen Natur der zu färbenden Faser
angepasst sein. Man unterscheidet 4 Haupttypen von Textilfasern.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 87 -
Bei Fasern tierischer Herkunft (Wolle und Seide) handelt es sich um Proteide. Sie sind
amphoter und quellfähig. Sowohl Farbstoffe mit sauren Gruppen (Säurefarbstoffe) als
auch Farbstoffe mit basischen Gruppen (basische Farbstoffe) werden infolge Salzbil-
dung durch elektrostatische Kräfte gebunden.
Fasern pflanzlicher Herkunft (Baumwolle, Leinen, Viskosefasern) bestehen aus nativer
oder regenerierter Cellulose, sie sind neutral und quellfähig. Die Farbstoffe werden le-
diglich adsorbiert, die Bindung erfolgt durch VAN-DER-WAALS-Kräfte und durch Wasser-
stoffbrücken-Bindungen. Nach Aufbringen eines sauren Bindemittels (z.B. Beizen mit
Tannin) werden basische Farbstoffe durch elektrostatische Kräfte gebunden.
Halbsynthetische Fasern (Acetatseide) stehen chemisch den Polyesterfasern nahe und
ihre Quellfähigkeit ist gering.
Die Quellfähigkeit von Chemiefasern (Synthesefasern, Synthetics) ist ebenfalls gering.
Polyamidfasern enthalten endständige Aminogruppen. Sie werden daher durch Säure-
farbstoffe angefärbt. Polyesterfasern sind neutral und können daher wie Acetatseide mit
neutralen Farbstoffen gefärbt werden. Die Bindung erfolgt vorwiegend durch VAN-DER-
WAALS-Kräfte. Polyacrylnitrilfasern enthalten endständige O-SO3H-Gruppen und können
somit durch basische Farbstoffe angefärbt werden.
Nach der technologischen Ausführung unterscheidet man verschiedene Färbeverfahren.
Ausziehfärberei: Die diskontinuierliche Ausziehfärberei aus wässriger Lösung ist das
klassische Färbeverfahren. Der Farbstoff oder eine Leukoverbindung befindet sich zu-
sammen mit Hilfsmitteln, wie Essigsäure, Natronlauge oder Salzen, in einem Färbebad,
einer sogenannten Flotte. Das Textilgut wird in die Flotte gegeben und der Behälter auf
60 °C bis 100°C erhitzt. Je nach Fasertyp, Vorbehandlung der Faser mit Bindemitteln
(Beizen) und Farbstofftyp kommt eine Bindung zwischen Faser und Farbstoff oder Bei-
ze und Farbstoff zustande. Die Faser zieht den Farbstoff aus der Flotte heraus, man
sagt auch, der Farbstoff zieht auf die Faser. Dabei ist erwünscht, dass er möglichst weit
in die Faser eindringt und auch im Inneren der Faser gebunden wird. Die Intensität der
Färbung steuert man durch die eingesetzte Farbstoffmenge. Schließlich wird das Textil-
gut aus der Flotte herausgenommen, gewaschen und getrocknet.
Anstelle von Wasser können auch organische Lösungsmittel zur Zubereitung einer Flotte
verwendet werden, wobei sich neben Alkoholen vor allem Tetrachlorethen bewährt hat.
Farbstoffe, die in Wasser oder organischen Lösungsmitteln unlöslich sind, werden sehr
fein vermahlen und in Wasser suspendiert. Die Flotte ist dann eine Dispersion (Disper-
sionsfarbstoffe). Vor allem Polyesterfasern und Acetatseide werden auf diese Weise
gefärbt.
Aus Gründen der Kostensenkung gewinnen zunehmend kontinuierliche Verfahren an
Bedeutung. Dabei wird das Textilgut über ein Rollensystem durch Flotte, Spülbäder und

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 88 -
Trockenkammern gezogen. Als besonders interessante Variante sei hier das Thermo-
solverfahren aufgeführt. Es hat vor allem zum Färben von Chemiefasern Bedeutung
erlangt. Das Material läuft zuerst ziemlich schnell durch eine konzentrierte Lösung oder
Dispersion des Farbstoffes, eine sogenannte Klotzflotte, wobei es lediglich damit ge-
tränkt (geklotzt) wird. Ein Walzensystem presst überschüssige Flotte ab. Danach ge-
langt das Textilgut über eine Trockenkammer in eine Heißluftkammer. Dort erfolgt in-
nerhalb von ein bis zwei Minuten bei 200°C das Aufziehen des Farbstoffes, wobei er
weder absublimieren noch sich zersetzen darf. Schließlich wird gespült und getrocknet.
Textildruck: Das Gewebe wird entsprechend dem gewünschten Muster mit einer Paste
bedruckt, die entweder die Leukoverbindung eines Küpenfarbstoffes, eine Komponente
eines Entwicklungsfarbstoffs, einen Reaktivfarbstoff oder eine Mischung aus einem Bei-
zenfarbstoff und einer Beize enthält. Im letzten Fall wird der Farbstoff durch Dämpfen
fixiert.
Spinnfärbung (Massefärbung): Vor dem Verspinnen wird der Lösung oder Schmelze
eines Polymers (der Spinnmasse) ein sehr fein gemahlener Farbstoff zugesetzt. Nach
dem Verspinnen ist er in der Faser suspendiert. Derart unlösliche Farbstoffe, die ge-
wöhnlich nicht auf fertige Fasern ziehen, werden Pigmentfarbstoffe genannt. Sie finden
weiterhin zur Herstellung von Lacken und Anstrichfarben Verwendung.
4.2 Untersuchung des Abwassers bei Riedel + Tietz
Im Vorfeld zu den Laborversuchen zur Abwasserreinigung wurden die einzelnen Verfah-
rensschritte der Textilveredelung aufgeschlüsselt und ein Anlagenschema hinsichtlich
der anfallenden Abwassermengen und -belastungen erstellt (Abb. 4-1).
Das Frischwasser wird aus werkseigenen Brunnen gefördert und zunächst einer Entei-
senung zugeführt. Danach wird es enthärtet und als Prozesswasser den Veredelungs-
maschinen bzw. der Farbküche zur Verfügung gestellt. Zur Dampferzeugung für Heiz-
zwecke und für die Bügelmaschinen wird das enthärtete Wasser entsalzt und dient dann
zusammen mit den Kondensaten als Kesselspeisewasser.
In der Farbküche werden die einzelnen Farbmischungen für die KKV- Färbung und die
sieben Färbemaschinen hergestellt und über Rohrleitungen den jeweiligen Maschinen
zugeführt. Die Spülwässer zur Reinigung der Behälter und Rohrleitungen in der Farbkü-
che gelangen ebenfalls in die jeweiligen Färbemaschinen.
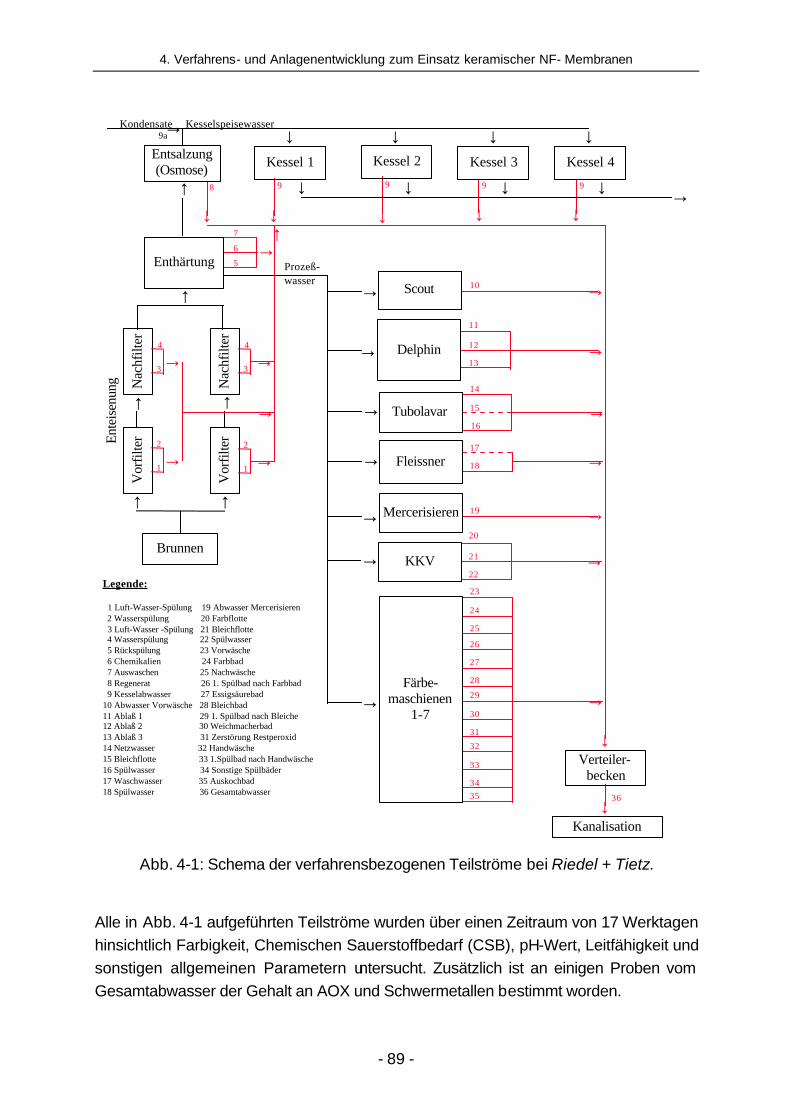
4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 89 -
→
→
→→
→→N
achf
ilter
Nac
hfilt
er
Brunnen
Vor
filte
r
Vor
filte
r
→
→ →→ →
→
→→ →
Kessel 2
→ → → →
Kessel 1Entsalzung(Osmose)
Kessel 3 Kessel 4
→ →
→
→
→
1 1
22
3 3→4 4
Enthärtung 5
6
7
8
→9
→
999→
→
Verteiler-becken
Kanalisation
36
Prozeß-wasser
Kesselspeisewasser→KondensateE
ntei
senu
ng
11
→→ 12
13Delphin
→→14
15
16
Tubolavar
→→17
18Fleissner
→→ 19Mercerisieren
→→
23
24
25
26
27
28
29
30
31
32
33
34
35
Färbe-maschienen
1-7
→Scout 10→
→ KKV →20
21
22Legende:
1 Luft-Wasser-Spülung 19 Abwasser Mercerisieren 2 Wasserspülung 20 Farbflotte 3 Luft-Wasser -Spülung 21 Bleichflotte 4 Wasserspülung 22 Spülwasser 5 Rückspülung 23 Vorwäsche 6 Chemikalien 24 Farbbad 7 Auswaschen 25 Nachwäsche 8 Regenerat 26 1. Spülbad nach Farbbad 9 Kesselabwasser 27 Essigsäurebad10 Abwasser Vorwäsche 28 Bleichbad11 Ablaß 1 29 1. Spülbad nach Bleiche12 Ablaß 2 30 Weichmacherbad13 Ablaß 3 31 Zerstörung Restperoxid14 Netzwasser 32 Handwäsche15 Bleichflotte 33 1.Spülbad nach Handwäsche16 Spülwasser 34 Sonstige Spülbäder17 Waschwasser 35 Auskochbad18 Spülwasser 36 Gesamtabwasser
9a
Abb. 4-1: Schema der verfahrensbezogenen Teilströme bei Riedel + Tietz.
Alle in Abb. 4-1 aufgeführten Teilströme wurden über einen Zeitraum von 17 Werktagen
hinsichtlich Farbigkeit, Chemischen Sauerstoffbedarf (CSB), pH-Wert, Leitfähigkeit und
sonstigen allgemeinen Parametern untersucht. Zusätzlich ist an einigen Proben vom
Gesamtabwasser der Gehalt an AOX und Schwermetallen bestimmt worden.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 90 -
Nachfolgend sollen zusammenfassend die Ergebnisse dieser Teilstromanalyse, ohne
die Wasservorbehandlung, aufgeführt werden, um daraus die geeigneten Stellen für den
späteren Einsatz der Pilotanlage abzuleiten.
4.2.1 Gesamtabwasser
Die Proben für das Gesamtabwasser wurden täglich um 12:00 Uhr am Ablauf zur Klär-
anlage entnommen.
Tab. 4-1: Ergebnisse der Analyse des Gesamtabwassers.
Gesamtabwasser
CSB [mg/l] 800...3800...13400
pH-Wert 9,5...10,8...11,6
Leitwert [mS/cm] 0,18...3,2...13,8
Temperatur [°C] 27,5...32,1...47,1
AOX [mg/l] 122...586...1410
TOC [mg/l] 288...887...1245
Chrom [mg/l] 0,0010...0,0013...0,0023
Kupfer [mg/l] 0...0,088...0,156
Phosphor [mg/l] 4,9...16,5...22,9
Zink [mg/l] 0...0,066...0,115
Nickel [mg/l] 0...0,15...1,25
absetzbare Stoffe [ml/l] 0...2,1...8,75
DFZ [m-1] 436nm
525nm
620nm
5,89...26,0...163,5
4,2...29,4...229,6
3,4...29,0...255,5
4.2.2 Waschmaschine Scout
Die Waschmaschine Scout dient nur der Vorwäsche von dunklen KKV-Färbungen und
mercerisierter Ware. Sie läuft nur in Verbindung mit der Waschmaschine Delphin. Die
Arbeitsweise ist kontinuierlich.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 91 -
Tab. 4-2: Analysenergebnisse der Abwässer der Scout-Waschmaschine.
Scout-Vorwäsche
CSB [mg/l] 530...841...1440
pH-Wert 10,4...11,8...12,3
Leitwert [mS/cm] 2,2...6,9...10,9
Temperatur [°C] 20...21,5...25
DFZ [m-1] 436nm
525nm
620nm
34,8...95,4...322,6
27,9...170,4...334,8
39,5...138,8...323,7
Abwassermenge: siehe Teilstromauswertung Delphin
4.2.3 Waschmaschine Delphin
Mit der Waschmaschine Delphin werden ölverschmutzte Polyesterstoffe und gefärbte
bzw. gebleichte Baumwollstoffe behandelt. Die Maschine arbeitet kontinuierlich und in
allen 3 Schichten.
Tab. 4-3: Analysenergebnisse der Abwässer der Waschmaschine Delphin.
Delphin
CSB [mg/l] 110...1816...6100
pH-Wert 4,7...9,8...11,9
Leitwert [mS/cm] 0,4...2,3...8,4
Temperatur [°C] 37...47...62
DFZ [m-1] 436nm
525nm
620nm
0...24,2...240,6
0...35,3...323,3
0...31,8...318,9
Abwassermenge: Delphin + Scout: ca. (100-200) m3/d
Das Waschwasser kann variabel zu den einzelnen Kammern geführt werden (Gegen-
strom) und man kann es an 3 Stellen ablassen (3 Teilströme). Die Probennahme erfolg-
te am Gesamtabwasser dieser 3 Ströme sowie einmalig aus allen 12 Kammern.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 92 -
4.2.4 Bleichmaschine Tubolovar
Mit der Bleichmaschine Tubolovar wird hauptsächlich Baumwolle gebleicht. Die Ware
durchläuft zunächst eine Netzung, danach die Bleiche und zum Schluss erfolgt die Spü-
lung. Das Bleichbad wird nur abgelassen, wenn es verbraucht ist.
Netzwasser und Spülwasser gehen kontinuierlich ab. Die Proben wurden aus Kammer
2 (Netzwasser), Kammer 4 (Bleichwasser) und Kammer 6 (Spülwasser) entnommen.
Die Messwerte der Bleichflotte unterliegen gewissen Schwankungen, je nach Zustand
der Bleiche.
Tab. 4-4: Analysenergebnisse der Abwässer der Bleichmaschine Tubolavar.
Tubolavar
Netzwasser Bleichflotte Spülwasser
CSB [mg/l] 9340...17600...32600 8900...2670...36850 8140...16415...25500
pH-Wert 6,3...6,4...6,6 11,5...11,6...11,7 11,3...11,4...11,5
Leitwert [mS/cm] 1,3...6,2...9,9 2,2...13,8...39 2,0...5,3...8,4
Temperatur [°C] 55...57...59 56...71...78 77,0...78,3...79,0
Abwassermenge: ca. 130 m3/Tag
4.2.5 Waschmaschine Fleissner
Die Waschmaschine Fleissner dient der Reinigung von Stoffen aus Polyester bzw. Po-
lyamiden und Stoffgemischen. Die Maschine läuft unregelmäßig, das heißt, sie arbeitet
nicht ständig, sondern nur wenn es der Prozess erfordert. Das Waschwasser in der Do-
sierstation wird nicht ständig abgelassen, sondern niveaureguliert.
Tab. 4-5: Analysenergebnisse der Abwässer der Waschmaschine Fleissner.
Fleissner
Waschwasser Spülwasser

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 93 -
CSB [mg/l] 523...1400...2320 1070...3570...5650
pH-Wert 7,2...8,1...8,6 7,2...7,8...8,1
Leitwert [mS/cm] 0,5...0,67...0,82 0,57...0,86...1,2
Temperatur [°C] 62...75...85 81...84...85
Abwassermenge: ca. 45 m3/Tag (Waschwasser von Dosierstation wird im Kreislauf
geführt)
4.2.6 Mercerisieranlage
Mit Hilfe dieser Anlage wird die Baumwollfaser durch Natronlauge zum quellen ge-
bracht. Die Mercerisieranlage arbeitet nur in einer Schicht und hat einen Wasser-
verbrauch von 7 m³/h.
Tab. 4-6: Analysenergebnisse der Abwässer der Mercerisieranlage.
Mercerisieranlage
CSB [mg/l] 6,11...700...876
pH-Wert 13,1...13,4...13,6
Leitwert [mS/cm] 8,6...31,4...73
Temperatur [°C] 35...35,4...36,8
Abwassermenge: ca. 50 m3/Tag
4.2.7 KKV-Färbung
Die KKV-Anlage dient dem Färben und Bleichen von Baumwolle. Dabei wird die Ware
durch die Flotte gezogen und danach abgequetscht. Die Farbflotte gelangt direkt aus
der Farbküche in die Maschine und wenn der Prozess beendet ist, werden der Behälter,
die Rohrleitungen und die Maschine von der Farbküche aus bzw. von Hand gespült. Die
KKV-Anlage ist in allen 3 Schichten in Betrieb.
Tab. 4-7: Analysenergebnisse der Abwässer der KKV-Färbeanlage.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 94 -
KKV-Färbung
Farbflotte Bleichflotte Spülwasser
CSB [mg/l] 1920...21650...112600 39200...46200...53200 1450...1865...2280
pH-Wert 11,4...12,2...14,2 10,8...10,95...11,1 10,1...10,95...11,8
Leitwert [mS/cm] 6,9...18,7...43,7 28 0,15...0,51...0,87
Temperatur [°C] 22 22 22
DFZ [m-1] 436nm
525nm
620nm
208,45...366,5...n.m.
18,93...315,5...n.m.
0...270,7...n.m.
26,88...102...177,04
84,06...212,2...340,4
202,2...285...367,1
n.m. : nicht messbar
Abwassermenge: ca. 2,3 m3/d (ca. 30 l Flotte und 250 l Spülwasser je Ansatz)
4.2.8 Färbemaschinen 1-7
An den Färbemaschinen werden hauptsächlich Polyester bzw. Stoffgemische verarbei-
tet. Die Maschinen unterscheiden sich in der Größe, aber nicht in den auf ihnen verar-
beiteten Stoffen bzw. Farben. Die Färberei arbeitet dreischichtig. Nach Beendigung der
Prozesse werden die einzelnen Bäder, die sowohl farbig als auch farblos sind, über
einen Ablauf abgelassen. Die Probennahme erfolgte durch die Beschäftigten.
Tab. 4-8: Analysenergebnisse der Abwässer der Färbemaschinen.
Färbemaschinen
Vorwäsche Farbflotte Nachwäsche

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 95 -
CSB [mg/l] 240...5160...13820 570...6645...12100 1450...1865...2280
pH-Wert 8,6...10,2...11,8 4,0...5,3...8,1 10,1...10,95...11,8
Leitwert [mS/cm] 0,11...1,5...3,5 0,15...1,6...9,13 0,15...0,51...0,87
Temperatur [°C] 55...68...ca.70 ca. 70 22
DFZ [m-1] 436nm
525nm
620nm
5,27...138...330,4
3,7...94,2...304,1
2,14...70...270,9
0...122,5...247,8
0...56,2...107,8
0...28,8...51
Färbemaschinen
Spülbad nach Farb-
bad
Essigsäurebad Bleichbad
CSB [mg/l] 61...1720...5120 416...996...1900 350...2870...5300
pH-Wert 6,1...7,2...8,3 3,8...4,9...9,1 8,6...10,1...11,4
Leitwert [mS/cm] 0,09...0,4...0,7 0,13...0,75...2,1 0,17...1,3...3,9
Temperatur [°C] ca. 70 ca. 70 ca. 70
DFZ [m-1] 436nm
525nm
620nm
0...53,5...236,9
0...29,1...132,7
0...14,1...64,7
0...8,7...42,1
0...4,5...16,3
0...3,3...8,3
Färbemaschinen
Spülbad nach Bleiche Weichmacherbad Zerstörung Restpero-
xid
CSB [mg/l] 312...631...950 1200 316
pH-Wert 8,1...8,2...8,3 4,3 4,5
Leitwert [mS/cm] 0,11...0,27...0,42 0,13 0,63
Temperatur [°C] 30...70 ca. 70 ca. 70
Färbemaschinen
Handwäsche Spülbad nach Hand-
wäsche
sonstige Spülbäder

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 96 -
CSB [mg/l] 310...5437...15600 167
pH-Wert 8,2...10,0...12,5 8,6 7,3
Leitwert [mS/cm] 0,55...2,25...5,6 0,5 0,4
Temperatur [°C] ca. 70 ca. 70 ca. 70
Färbemaschinen
Auskochbad
CSB [mg/l] 10...2137...3900
pH-Wert 9,2...11,3...12,4
Leitwert [mS/cm] 0,6...3,8...7,2
Temperatur [°C] ca. 70
Abwassermenge: ca. 3500 m3/Monat = 140 m3/d
Die Farbflotte der Färbemaschinen wird je nach Kundenwunsch aus mehreren Farbsor-
ten gemischt und mit den verschiedensten Hilfsmitteln wie z.B. Essigsäure oder Natron-
lauge versetzt. Vorher wird die Ware mit waschaktiven Substanzen in den Färbema-
schinen vorgewaschen. Danach erfolgt die eigentliche Färbung und hinterher wird die
Ware mehrmals gespült und gewaschen. Diese Nachbehandlung kann auch jedes Mal
mit anderen Hilfsmitteln und mit mehr oder weniger Spülbädern erfolgen.
4.2.9 Schlussfolgerungen für den Einsatz der Pilotanlage
Die Analyse der Abwassersituation bei Riedel + Tietz zeigte, dass die Abwässer z.T.
extreme basische und auch saure pH-Werte aufweisen und mit relativ hohen Tempera-
turen aus den Maschinen abgelassen werden. Spätestens an dieser Stelle wird ersicht-
lich, dass die Bedingungen für die Filtration dieser Farbabwässer keramische Memb-
ranen erfordern, da nur diese gegen die wechselnden chemischen, thermischen und
mechanischen Einflüsse beständig sind.
Nur ein Teil der in der Textilveredelungsabteilung anfallenden Abwasserströme sind tat-
sächlich farbig, so z.B. die Abwässer der Waschmaschinen und die Farb- und Spülbä-
der der Färbemaschinen. Eine getrennte Führung der farbigen und farbstofffreien Ab-
wässer erfolgt derzeit nicht, d.h. die Teilströme werden letztendlich zu einem Abwasser-

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 97 -
strom vereinigt. Für Filtrationsversuche an der Pilotanlage sind allerdings nur farbige
Teilströme interessant. Hierfür müssen die entsprechenden Abwasserteilströme an den
Maschinen abgezweigt und getrennt von den farbstofffreien Abwässern geführt werden.
Folgende Abwasserteilströme der Veredelungsmaschinen kommen für Filtrationsversu-
che in Betracht (Abb. 4-1):
- Abwasser der Waschmaschine Scout (10)
- Abwasser der Waschmaschine Delphin (11 – 13)
- Farbflotte und Spülwasser der KKV-Färbeanlage (20, 21)
- Farbflotte der Färbemaschinen (24)
- Spülbad nach dem Farbbad (26)
- Abwasser der Nachwäsche (25)
An der KKV-Färbeanlage fällt nur eine sehr kleine Menge Farbflotte (ca. 30 Liter je
Farbrezept) aber mit hoher Farbintensität an. Diese Menge allein ist für Versuche an
der Pilotanlage zu gering, so dass die Farbflotte vor der Filtration mit dem nachfolgen-
dem Spülwasser verdünnt, bzw. getrennt entsorgt werden sollte.
Die Abwässer der Färbemaschinen werden innerhalb kürzester Zeit abgelassen (ca.
(1-2) min). Ein entsprechend dimensionierter Behälter muss daher Bestandteil der Pi-
lotanlage sein, um eine Charge Abwasser aufnehmen zu können. Vor der eigentlichen
Nanofiltration sollten die Abwässer einer Grobfiltration unterzogen werden, um eventuell
vorhandene Stofffasern abzutrennen und somit die Standzeit der Membran zu erhöhen.
4.3 Ermittlung der Verfahrensparameter für die Nanofiltration der Farbabwässer
Bei den Versuchen zur Filtration der Farbabwässer kamen ausschließlich keramische
TiO2-Nanofiltrationsmembranen auf 19-Kanal-Rohrsubstraten zur Anwendung. Diese
Rohre besaßen eine Außendurchmesser von DA = 25 mm, einen Kanaldurchmesser
von DI = 3,5 mm und eine Länge von L = 500 mm. Dadurch erreichte man eine fast
zehnfach größere Membranfläche gegenüber einem 1-Kanal-Rohr (DA = 10 mm, DI = 7
mm) gleicher Länge. Die Membran befand sich jeweils auf den Innenseiten der Kanäle.
4.3.1 Untersuchungen zur Druckabhängigkeit des Permeatflusses
Zur Untersuchung der Druckabhängigkeit des Permeatflusses wurden insgesamt acht
Messreihen an drei verschiedenen Arten von Abwässern aufgenommen. Es handelte
sich dabei um Wasserproben vom Gesamtabwasser (Teilstrom 36), Farbflotten einer

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 98 -
Färbemaschine (Teilstrom 24) und Abwasser der Waschmaschine Delphin (Teilströme
11-13).
Das Gesamtabwasser wurde vom Verteilerbecken nach der Neutralisation am Ablauf
zur kommunalen Kläranlage entnommen. An dieser Stelle fließen alle Abwässer der
Textilveredelungsmaschinen und der Wasservorbehandlung zusammen, wodurch die
Farbintensität und die Temperatur der Abwässer niedriger ist, als bei farbstoffbelaste-
ten Teilströmen der Maschinen. Die Abwasserproben der Färbemaschinen und der
Waschmaschine wurden direkt an den Maschinen unmittelbar am Ablauf entnommen.
0
5
10
15
20
25
30
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140Zeit [min]
Sta
ndar
dper
mea
tflus
s [l/
(m²·h
·bar
)]
10 bar
12 bar
15 bar
20 bar
25 bar
8 bar
Abb. 4-2: Druckabhängigkeit des Permeatflusses (4 m/s, 40°C).
Vor den Nanofiltrationsversuchen erfolgte eine Grobfiltration der Abwasserproben (Po-
rendurchmesser 3 µm), um eventuell enthaltene Stoffreste, Flusen oder Ausflockungen
zu entfernen und die Verstopfung einzelner Kanäle des Filterrohres zu vermeiden.
Die Filtration der Abwasserproben zeigte, dass mit Erhöhung des Druckes von 8 bar
auf 10 bar bzw. 12 bar der Permeatfluss größer wird und mit weiterer Druckerhöhung
bei sonst gleichen Bedingungen wieder sinkt (Abb. 4-2). Offensichtlich führte der erhöh-
te Stofftransport durch die Poren bei Druckerhöhung zu Polarisationseffekten oder so-
gar teilweise zur Ausbildung einer Deckschicht, die die proportionale Flusssteigerung
verhindert.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 99 -
4.3.2 Abhängigkeit des Permeatflusses von der Überströmgeschwindigkeit
Die Versuche wurden mit Überströmgeschwindigkeiten von 2 m/s, 3 m/s und 4 m/s
durchgeführt. In Abb. 4-3 ist der Permeatfluss bei der Nanofiltration eines Gesamtab-
wassers mit zwei verschiedenen Drücken und zwei verschiedenen Überströmge-
schwindigkeiten dargestellt. Man erkennt deutlich, dass der Permeatfluss mit der Über-
strömgeschwindigkeit steigt. Mit zunehmendem Druck wird dieser Einfluss geringer. Bei
30 bar ist nach einer Filtrationszeit von zwei Stunden kein Unterschied mehr erkennbar.
0
5
10
15
20
25
30
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
Zeit [min]
Per
mea
tflus
s [l/
(m²·h
·bar
)]
15 bar, 3 m/s
15 bar, 4 m/s
30 bar, 4 m/s
30 bar, 3 m/s
Abb. 4-3: Permeatfluss in Abhängigkeit von der Überströmgeschwindigkeit.
4.3.3 Untersuchungen zur Auswirkung von Membranrückspülungen
Die Rückspüleinheit der Laborfiltrationsanlage erlaubte Rückspüldrücke bis zu 40 bar,
und die Rückspülintervalle konnten zwischen einer halben Minute und mehreren Stunden
stufenlos variiert werden. Bei den ersten Messreihen wurde im zeitlichen Abstand von
10 min rückgespült. Dieses Rückspülintervall erschien aber für einen Dauerbetrieb als
zu kurz und wurde deshalb auf 30 min angehoben. An einem Abwasser wurde der Ein-
fluss der unterschiedlichen Rückspülintervalle bei sonst gleichen Bedingungen unter-
sucht (Abb. 4-4).

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 100 -
Die Messungen zeigten deutlich, dass der Permeatfluss durch die Rückspülungen nur
gering beeinflusst wurde und sich bei beiden Rückspülintervallen letztendlich der glei-
che Fluss einstellte. Die Polarisations- und Deckschichteffekte bauten sich nach den
Rückspülungen relativ schnell wieder auf, so dass kaum eine Wirkung verzeichnet wer-
den konnte.
0
2
4
6
8
10
12
14
16
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140
Zeit [min]
Per
mea
tflus
s [l/
(m²·
h·ba
r)]
15 bar
20 bar
Abb. 4-4: Einfluss der Membranrückspülungen auf den Permeatfluss.
Rückspülung bedeutet, dass das Permeat entgegen der Filtrationsrichtung durch die
Poren der Nanofiltrationsschicht (Porenweite 0,9 nm) gedrückt werden muss. Von der
Permeatseite aus gesehen befindet sich vor der eigentlichen Membran der Support und
diverse Zwischenschichten, wodurch ein gewisser Druckverlust auftritt, so dass der Vo-
lumenstrom durch die Poren klein wird, bzw. der Druck nicht ausreicht, die Poren freizu-
spülen. Außerdem ist es fraglich, ob die Deckschicht der inneren Kanäle des Filterroh-
res abgelöst werden kann, da diese aufgrund ihrer Anordnung im Rohr vom zurückge-
drückten Permeat schlecht erreicht werden können. Somit wird nur ein Teil der Memb-
ran gereinigt, und der Permeatfluss kann nach einer Rückspülung nicht die Werte errei-
chen, wie bei einer neuen unbedeckten Membran. Abb. 4-4 zeigt den Einfluss des Be-
triebsdruckes während der Filtration auf die Wirkung der Rückspülungen. Bei 15 bar
Transmembrandruck reichte die Differenz zwischen System- und Rückspüldruck offen-
bar noch aus, die Poren freizuspülen. Bei einem Betriebsdruck von 20 bar dagegen ist

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 101 -
unter sonst gleichen Bedingungen keine Wirkung der Rückspülung mehr erkennbar, weil
die Druckdifferenz nicht mehr ausreichte, die Poren freizuspülen oder die Deckschicht
sich so schnell wieder aufbaute, dass eine Wirkung der Rückspülungen durch die fünf-
minütigen Messungen des Permeatflusses nicht nachgewiesen werden konnte.
Die Art der Beläge spielt für die Wirkung der Rückspülungen auch eine Rolle. So ist es
denkbar, dass sich zähe und klebrige Beläge schlechter von der Membran lösen lassen,
als feste sprödere Beläge, wie z.B. Salzverkrustungen. Die Rückspülungen bei der Na-
nofiltration des Waschmaschinenabwassers mit einem hohen Salzgehalt zeigten bei-
spielsweise eine bessere Wirkung, als bei der Filtration des Gesamtabwassers. Wahr-
scheinlich lagerten sich durch den hohen Salzgehalt Kristalle auf der Membran ab, die
Verkrustungen bildeten und sich aber besser lösen (absprengen) ließen als andere Be-
läge.
Zusammenfassend kann man sagen, dass die permeatseitigen Rückspülungen nicht
den gewünschten Erfolg brachten. Nur bei niedrigen Systemdrücken und sehr hohen
Rückspüldrücken war eine geringfügige Wirkung zu verzeichnen.
4.3.4 Untersuchungen zur chemischen Reinigung der Membran
Nach jeder Messung wurden die Membranen einer Reinigung unterzogen, um danach
für das gleiche Abwasser wieder eingesetzt zu werden. Aus Gründen der Verfügbarkeit
der Neunzehnkanalrohre war es nicht möglich, für jede Messung eine neue Membran
einzusetzen. Statt dessen wurde erst dann eine neue Membran verwendet, wenn eine
neue Messreihe mit anderem Abwasser begonnen wurde.
Der Reinigungszyklus umfasste zunächst eine Behandlung mit einem enzymatischen
Reiniger im alkalischen pH-Bereich (P3 / 053 Ultraperm) und danach folgte eine Reini-
gung mit saurem Reiniger bei pH 1-2 (P3 / 075 Ultraperm). Die Konzentration der Rei-
nigerlösungen betrug 1% und die Reinigungsdauer nahm eine Zeit von je einer Stunde
in Anspruch. Bei einer Temperatur von 50 °C bis 60 °C wurde die Flüssigkeit mit einer
Überströmgeschwindigkeit von w = 4 m/s durch das Filterrohr gefördert. Anschließend
erfolgte eine kurze Spülung mit klarem Wasser, bevor eine neue Messung zur Abwas-
serfiltration begonnen wurde.
Die Erfahrungen mit dieser Vorgehensweise zeigten, dass die Kombination von sauren
und basischen Reiniger zu einer guten Reinigung der Membranen führte und anhaftende
Deckschichten vollständig entfernt werden konnten (Abb. 4-5).

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 102 -
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35 40 45 50 55 60
Zeit [min]
Per
mea
tflus
s [l/
(m²·h
·bar
)]
ohne Reinigung
neue Membran
nachReinigung
Abb. 4-5: Einfluss der Membranreinigung auf den Permeatfluss.
Die Betriebsbedingungen orientierten sich hierbei an Empfehlungen des Herstellers der
Reinigungsmittel. Der alleinige Einsatz des basischen Reinigers mit enzymatischer
Wirkung brachte nicht den gewünschten Erfolg. Erst durch eine nachfolgende Behand-
lung mit dem sauren Reiniger wurden die Erwartungen erfüllt, so dass nach jeder Mes-
sung die Membranen in dieser Weise gereinigt wurden.
4.3.5 Schlussfolgerungen für die Auslegung der Pilotanlage
Folgende Eckdaten für die Anlagenparameter wurden festgelegt:
- Druck: (5-20) bar
- Überströmgeschwindigkeit: (3-5) m/s
- Vorfiltration: Grobfiltration (5 µm)
- Spülung der Membranen: durch feedseitige Druckabsenkung
- Reinigung der Membranen: chemische Reinigung unter Verwendung saurer
und enzymatischer Reiniger nach folgendem Regime:
1. Reinigung der Membranen mit Wasser oder Permeat (etwa temperaturgleich
dem Prozesswasser der Anlage) zur Ausspülung des im System befindlichen
Farbwassers mit ca.10- fachem Systeminhalt

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 103 -
2. Reinigung mit 1 %-iger enzymatischer Reinigerlösung (P3 / 053 Ultraperm),
Temperatur ca. 50 °C, Zeitdauer wählbar von ca. (15-20) min, mit hoher Über-
strömgeschwindigkeit und geringem Druck, im Kreislauf
3. Reinigung mit Wasser oder Permeat, Temperatur ca. 50 °C, mit ca. 10-fachem
Systeminhalt zur Ausspülung der Reinigungslösung
4. Bestimmung des Wasserflusswertes, ist dieser kleiner als der Vorgabewert,
dann Reinigung wiederholen
5. Nach mehreren enzymatischen Reinigungen, Behandlung mit saurem Reiniger
(P3 / 075 Ultraperm), Lösung 1 %, Zeitdauer einstellbar (15-120) min
6. Vor und nach der Reinigung wurde jeweils mit Wasser gespült
Wie die Ergebnisse der Untersuchungen zeigten, führten die Rückspülungen nicht im-
mer zum gewünschten Erfolg. Dagegen konnte ein teilweiser Deckschichtabtrag durch
plötzliche Druckabsenkung und hoher Überströmgeschwindigkeit erreicht werden. Die-
ser Effekt könnte wahrscheinlich durch eine gleichzeitige Flussrichtungsumkehr verstärkt
werden. Deshalb soll die Spülung der Membranen während des Prozesses über eine
Flussrichtungsumkehr (Eingang-Ausgang; Ausgang-Eingang) unter Absenkung des
Systemdruckes geschehen. Die Umsteuerung wird über die SPS festgelegt, wobei dies
bei vollem oder verminderten Druck möglich ist. Ob dadurch der erwartete Reinigungs-
erfolg eintritt, müssen die Versuche zeigen, ggf. muss die Anlage mit einer Rückspül-
einheit, vergleichbar mit der der Laborfiltrationsanlage, nachgerüstet werden.
4.4 Entwicklung und Bau einer Pilotanlage
4.4.1 Anlagenauslegung
Ausgehend von den Festlegungen zum Verfahren und den Erfahrungen der Versuchs-
durchführung mit der Laborfiltrationsanlage sowie den Bedingungen für den Einsatz am
Erprobungsort wurde eine Versuchsanlage entwickelt und gebaut, die für kontinuierli-
chen und diskontinuierlichen Betrieb einsetzbar und in den Abmessungen möglichst
klein und gut transportabel zum Einsatz an unterschiedlichen Standorten geeignet war
(Abb. 4-6). Die wesentlichen Bauteile und -gruppen, auf die die Vorgaben zum Verfah-
ren besonderen Einfluss haben, werden nachfolgend dargestellt.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 104 -
T
Prozess-wasser-behälter
P
V
PV Reiniger
Spül-wasser
M
M
Konzentrat
Zulauf
Permeat
P1
P2
Abb. 4-6: Schema des Prozessablaufs der NF-Pilotanlage.
4.4.2 Vorfiltration
Ausgehend von der Notwendigkeit der Abtrennung von Faserresten wurde ein Filter
entwickelt, der die gesamte Fläche des Sammelbehälters bogenförmig überspannte
(Abb. 4-7). Als Filtermaterial wurde 0,23 mm dicke Siebdrucktafeln mit einer offenen
Fläche von ca. 21 % und einem Lochdurchmesser < 0,3 mm ausgewählt. Der Filter wur-
de in Form einer Haube, die auf dem Prozesswasserbehälter aufgesetzt wurde, ausge-
führt. Die Zuführung des Farbabwassers erfolgte durch ein über den Filter gelegtes
Rohr, das unten mit einem durchgehenden Wasseraustritt in Form eines Schlitzes ver-
sehen wurde. Damit konnte die gesamte Anströmfläche des Filters gleichmäßig mit
Abwasser beaufschlagt und eine geringe Fließgeschwindigkeit erzielt werden. Durch
die sehr glatte Oberfläche des Materials und die Bogenform wurde erreicht, dass sich
die Textilfasern nicht festhaken konnten und durch den Wasserstrom nach unten abge-
spült wurden.
Im gesamten Zeitraum der Versuchsdurchführung war keine Filtereinigung erforderlich,
da die abgesetzten Fasern, Flusen, etc. abgespült wurden.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 105 -
Sieb
Überlauf
Abwasserzulauf
Prozesswasser-behälter 3 m³
zur Pumpe P 1
Faserreste
Abb. 4-7: Schematische Darstellung der Abwasservorfiltration.
4.4.3 Sammelbehälter
Für die Durchführung der Versuche im kontinuierlichen und diskontinuierlichen Verfah-
ren war ein Behälter notwendig, der die Menge an Farbabwasser aufnehmen musste,
die für einen Versuch notwendig war. Der Behälter wurde zur Aufnahme einer Abwas-
sermenge von 3,2 m³ mit den Abmessungen 2000 mm x 1100 mm x 2050 mm ausge-
legt, um auch eine Aufstellung am Produktionsstandort vornehmen zu können. Der Bo-
denbereich war kegelförmig aufgebaut, um einen gleichmäßigen Zulauf aller Bereiche
zur Entnahme zu erreichen. Die Stützfüße waren Hohlprofile, die u.a. die Aufgabe hat-
ten, mögliche Überfüllungen aufzunehmen und durch spezielle Sammelrohre in den Ab-
wasserkanal zu leiten. Weiterhin war der Behälter mit einer innenliegenden Ringwasser-
leitung mit Austrittsbohrungen ausgestattet, die die Aufgabe hatten, das Reinigungs-
wasser bei Produktwechsel in den Behälter zu leiten und an den Wänden anliegendes
altes Farbwasser abzuwaschen. Über ein 3/2- Wegeventil wurde die Zuführung zur
Pumpe 1 der Anlage oder der Ablauf in den Abwasserkanal gesteuert. In die Zufüh-
rungsleitung zur Anlage war zur Sicherheit noch ein schnellwechselbarer Rohrfilter ein-
gebaut. Ebenso wurde die Möglichkeit der Durchmischung des Behälterinhaltes mittels
Lufteintrag für den Fall vorgesehen, dass das enthaltene Farbwasser aus unterschiedli-
chen Gründen längere Zeit ohne Entnahme stehen sollte. Dem Behälter aufgesetzt war
der Vorfilter und über diesen wurde eine Haube gelegt, damit möglichst keine Dämpfe

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 106 -
des heißen Farbwassers in den Raum abgegeben werden. In den Behälter eingebaut
war ein Füllstandssensor.
Zum Transport mit Hubwagen oder Stapler wurden entsprechende Bauteile angebracht.
4.4.4 Filtrationsmodule
Die Module zur Aufnahme von je 7 Membranen wurden als Rohrmodule ausgelegt. Es
wurden zwei unterschiedliche Spannarten zur Abdichtung der Membranen vom Feedbe-
reich zum Permeatbereich mit O- Ringabdichtung in den Modulen zum Einsatz gebracht.
Für 2 Module wurde eine Schraubvariante entwickelt, bei der durch eine mit Gewinde
versehene Kappe der O-Ring an den Abdichtkonus durch einschrauben der Kappe an-
gepresst wird. Um ein Verdrehen des O- Ringes zu vermeiden und eine gleichmäßige
Druckbeaufschlagung zu erreichen, wurde ein Stützring eingefügt.
Diese Art der Abdichtung ermöglichte ein gleichmäßiges Anziehen aller Abdichtstellen,
da alle Kappen mit gleicher Kraft angezogen werden können, vorliegende Toleranzen
wurden ausgeglichen. Der Einbau der Membranen war relativ leicht auszuführen, das
Wechseln einer Membran war bei eingebauten Modul möglich.
Ein Modul wurde mit Spannplatten, die alle O- Ringdichtstellen gleichzeitig andrücken,
versehen. Um eine gleiche Andruckkraft zu erreichen, sollten die Membranen an den
Dichtstellen nur geringe Maßtoleranzen aufweisen. Der Einbau der Membranen in den
Modul war nicht ohne Hilfsmittel auszuführen, das Wechseln einer Membran konnte nur
bei ausgebautem Modul erfolgen.
Der Fertigungsaufwand für die Schraubvariante war jedoch erheblich größer, außerdem
war der Materialeinsatz bedingt durch die größeren Durchmesser des Rohrmoduls und
des Flansches höher, was sich auf die Kosten auswirkte.
Die Module wurden mit jeweils zwei Permeatableitungen versehen, die in der Nähe der
Flansche angebracht wurden, um eine möglichst vollständige Füllung des Permeatrau-
mes bzw. auch eine Entleerung zu erreichen.
4.4.5 Pumpen
Um den Forderungen zur Durchführung der Untersuchungen gerecht zu werden, wurden
zwei drehzahlgeregelte, druckbeständige, vertikale Kreiselpumpen in Edelstahlausfüh-
rung ausgewählt.
Ausschlaggebend für die Leistungsauswahl der zwei Pumpen waren die unterschiedli-
chen Einsatzstellen und Aufgaben im System.
Pumpe 1 sollte die Nachspeisung der Farbabwassermenge, die als Permeat und Kon-
zentrat aus dem System ausgetragen wurde, vornehmen. Dabei sollte der vorgegebene

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 107 -
Druck im System entsprechend der vorgegebenen Größe einstellbar sein und gehalten
werden. Ausgewählt wurde eine Pumpe, die einen Druck bis 22 bar und einen mittleren
Volumenstrom von 2 m³/h erzeugen konnte.
Pumpe 2 hatte die Aufgabe, die zu erprobenden Überströmgeschwindigkeiten durch
den jeweils eingestellten Volumenstrom konstant zu erzeugen und zur Durchführung der
Reinigung einen möglichst großen Volumenstrom bei geringem Druck zu bringen. Aus-
gewählt wurde eine Pumpe, die einen Volumenstrom bis 30 m³/h bei einem Druck von
ca. 2,5 bar erzeugen konnte.
4.4.6 Permeatsammel- und Reinigungsmittelbehälter
Zur Durchführung der Reinigung der Membranen einschließlich des Leitungssystems
der Anlage waren entsprechende Sammelbehälter notwendig, damit das Reinigungs-
wasser oder Permeat und die Reinigungslösung zum Vorgang bereitstehen. Für die
Versuchsanlage wurde ein Behälter mit zwei Kammern (150 l, 700 l) für beide Bevorra-
tungen gebaut. Der Behälter mit den Abmessungen 1300 mm x 700 mm x 1500 mm
wurde mit blockierbaren Rädern zum Verschieben versehen. Die Entnahme der Flüs-
sigkeiten erfolgte im Bodenbereich über ein gesteuertes 3/2- Wegeventil, die Rückfüh-
rung der Reinigungsflüssigkeit und des Permeates wurde ebenfalls über ein 3/2- We-
geventil, welches oberhalb des Behälters angebaut war, gesteuert. Beide Kammern
sind mit Füllstandssensoren bestückt.
Am Permeatsammelbehälter wurde ein Überlauf zur Abführung angebracht. Beide
Kammern wurden mit verschließbaren Deckeln versehen.
4.4.7 Steuerung
Bei der Versuchsdurchführung sollten die gewählten Betriebszustände, der Prozessab-
lauf, der Druck- und Volumenstrom, der Konzentrationsgrad, die Füllstände, die zeitliche
Folge und das Umsteuern oder Abschalten beim Erreichen bestimmter Parameter oder
Zustände überwacht werden. Damit die zu erprobenden Aufgaben ohne größeren Auf-
wand und unter jeweils gleichen betriebsseitigen Bedingungen ablaufen konnten, waren
dafür entsprechende Voraussetzungen zu schaffen. Dies wurde nur durch Einbau der
freiprogrammmierbare Steuerung S 7- 300 möglich.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 108 -
Abb. 4-8: Gesamtansicht der Filtrationsanlage.
4.5 Zusammenfassung
Die Verfahrens- und Anlagenentwicklung zum Einsatz der keramischen NF-Membran
erfolgte durch Junghans mit Unterstützung durch das HITK. Dabei wurden folgende Er-
gebnisse erreicht:
1) Über einen Zeitraum von 4 Wochen wurde die Verfahrensschritte in der Textilver-
edelung bei Riedel+ Tietz bezüglich des anfallenden Abwassers untersucht. Es
wurden 35 verschiedenen Prozesse gefunden, die potentiell als Teilabwasserstrom
geführt werden können. Von diesen 35 Teilströmen waren 10 gefärbt. Aus dieser
Analyse wurden geeignete Stellen für die Erprobung der Pilotanlage ausgewählt.
2) Mit Hilfe von Filtrationsversuchen an einer Laborfiltrationsanlage unter Verwendung
von farbigem Abwasser wurden die Verfahrensparameter Transmembrandruck im
Bereich (5-20) bar und Überströmgeschwindigkeit im Bereich von (3-5) m/s ermit-
telt.
3) Darüber hinaus wurden chemische Reiniger zur zyklichen Reinigung der Membran
und der Anlage getestet. Sehr gute Reinigungsergebnisse wurden mit einer kombi-
nierten enzymatischen (Ultraperm P3/053, von Henkel) und saueren Reinigung
(Ultraperm P3/075, von Henkel) erzielt.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 109 -
4) An der Laborfiltrationsanlage wurde die Wirkung einer Impulsrückspülung erprobt.
Bei Transmembrandrücken von 15 bar wurde ein geringer Flussanstieg beobachtet.
Bei höheren Transmembrandrücken zeigte die Rückspülung keine Wirkung.
5) Es wurde eine Pilotanlage mit einer Membranfläche von 5,1 m2 gebaut, die an die
örtlichen Gegebenheiten in der Textilveredelung angepasst war und den prozessin-
tegrierten Einsatz der Nanofiltration ermöglichte (Abb. 4-8).
6) Da bei der Textilveredelung Faserreste und Flusen in das Abwasser gelangen, war
eine Vorreinigung notwendig, um eine Verstopfung der Filtrationskanäle zu vermei-
den. Zu diesem Zweck wurde eine Bogensieb entwickelt, dass den Pufferbehälter
überspannte. Die Löcher des Siebes durften dabei keine Grade enthalten, an denen
sich Fasern verhaken können.
7) Zum Einspannen der Filterelemente in den Modul wurde eine Schraubvariante ent-
wickelt, die das Einzelverspannen der Filterelemente ermöglichte. Dies ist insbe-
sondere für Testmodule interessant, wo ein häufiges Wechseln der Filterelemente
vorgenommen wird.
8) In der Anlage wurde für eine effektive Reinigung eine programmierbare Strömungs-
umkehr mit Hilfe eines 4/2-Wege-Ventils eingebaut. Dies ermöglichte die Anströ-
mung der drei in Reihe geschalteten Module wechselseitig von beiden Seiten.

4. Verfahrens- und Anlagenentwicklung zum Einsatz keramischer NF- Membranen
- 110 -

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 111 -
5 Erprobung der keramischen NF- Membranen unter produktionsintegrier-ten Bedingungen
A. Junghans1, J. Rost1, M. Schleifenheimer2, St. Wöhner2
1 Andreas Junghans-Spezialfabrik für Edelstahlbearbeitung und Sonderanfertigungen, Frankenberg 2 Hermsdorfer Institut für Technische Keramik e.V., Hermsdorf
Die Erprobung der Anlage erfolgte über einen Zeitraum von 5 Monaten bei Riedel +
Tietz in Limbach – Oberfrohna (Abb. 5-1).
Abb. 5-1a,b: Filtrationsanlage im Einsatz in der Textilveredelung.
5.1 Versuchsprogramm
Ausgehend von den durchgeführten Voruntersuchungen und dem Probebetrieb der An-
lage wurde folgendes Versuchsprogramm erstellt, um aussagefähige Ergebnisse zum
Einsatz von NF- Membranen zur Entfärbung von Farbabwässern zu erhalten.

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 112 -
- Einstellungen: • Druck: 6 bar, 15 bar, 25 bar bei 4,5 m/s
• Überströmung: 2,5 m/s; 3,5 m/s; 4,5 m/s bei 15 bar
• Aufkonzentrierung: CF 5 und CF 20
- Messwerte: • Volumenstrom Permeat
• Temperatur im Feed und Permeat
• Energieverbrauch der Pumpen
- Analysen: • Extinktionen bei 436 nm, 525 nm, 620 nm
• CSB
• pH-Wert
• Leitfähigkeit
• absetzbare Stoffe (Prozesswasser)
Entsprechend dem Versuchsprogramm mit fünf Betriebseinstellungen bei einer jeweili-
gen Filtrationsdauer von einer Stunde war es möglich, eine Messreihe mit einem Ab-
wasser pro Tag aufzunehmen und eine Reinigung der Anlage durchzuführen. Es kamen
dabei Abwässer einer Waschmaschine, die mit Reaktivfarbstoffen gefärbte Baumwolle
wäscht, sowie Farbflotten verschiedener Färbemaschinen für Polyester und andere
Stoffe zum Einsatz.
Die Anlage wurde, wie bereits erwähnt, mit einem Reinigungs- und Spülwasserbehälter
ausgestattet. Durch pneumatisches Umstellen der entsprechenden Ventile konnte die-
ser in den Filtrationskreislauf geschaltet werden. Dies diente dazu, die Membranen
nach jedem Filtrationsversuch zu reinigen und beim nächsten Versuch von nahezu iden-
tischen Ausgangsbedingungen zu starten. Die Reinigung erfolgte in zwei Schritten mit
einem enzymatischen und einem sauren Reiniger. Mit dieser Kombination konnten
durchweg gute Reinigungsergebnisse erzielt werden, was durch regelmäßige Fluss-
messungen mit Leitungswasser kontrolliert wurde.
Zur Aufzeichnung der Messwerte wurde das nachfolgende Datenblatt verwendet
(Tab. 5-1).
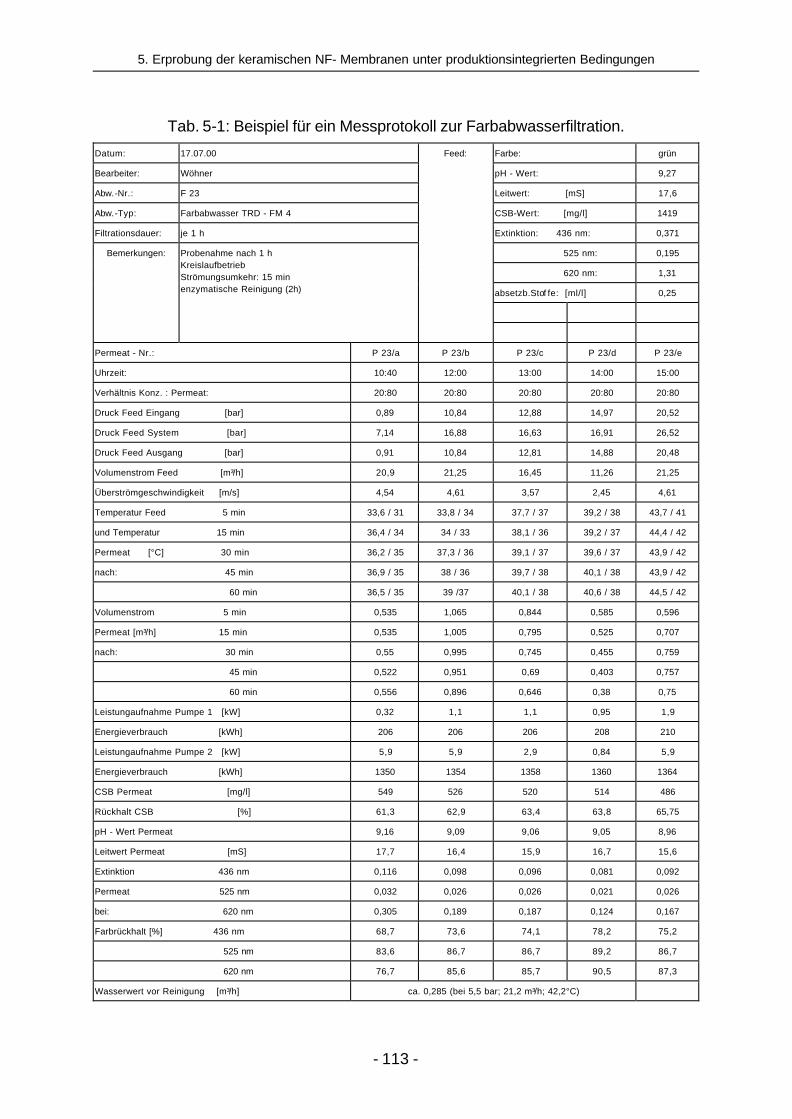
5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 113 -
Tab. 5-1: Beispiel für ein Messprotokoll zur Farbabwasserfiltration.
Datum: 17.07.00 Farbe: grün
Bearbeiter: Wöhner pH - Wert: 9,27
Abw.-Nr.: F 23 Leitwert: [mS] 17,6
Abw.-Typ: Farbabwasser TRD - FM 4 CSB-Wert: [mg/l] 1419
Filtrationsdauer: je 1 h Extinktion: 436 nm: 0,371
525 nm: 0,195
620 nm: 1,31
absetzb.Stof fe: [ml/l] 0,25
Bemerkungen: Probenahme nach 1 h Kreislaufbetrieb Strömungsumkehr: 15 min enzymatische Reinigung (2h)
Feed:
Permeat - Nr.: P 23/a P 23/b P 23/c P 23/d P 23/e
Uhrzeit: 10:40 12:00 13:00 14:00 15:00
Verhältnis Konz. : Permeat: 20:80 20:80 20:80 20:80 20:80
Druck Feed Eingang [bar] 0,89 10,84 12,88 14,97 20,52
Druck Feed System [bar] 7,14 16,88 16,63 16,91 26,52
Druck Feed Ausgang [bar] 0,91 10,84 12,81 14,88 20,48
Volumenstrom Feed [m³/h] 20,9 21,25 16,45 11,26 21,25
Überströmgeschwindigkeit [m/s] 4,54 4,61 3,57 2,45 4,61
Temperatur Feed 5 min 33,6 / 31 33,8 / 34 37,7 / 37 39,2 / 38 43,7 / 41
und Temperatur 15 min 36,4 / 34 34 / 33 38,1 / 36 39,2 / 37 44,4 / 42
Permeat [°C] 30 min 36,2 / 35 37,3 / 36 39,1 / 37 39,6 / 37 43,9 / 42
nach: 45 min 36,9 / 35 38 / 36 39,7 / 38 40,1 / 38 43,9 / 42
60 min 36,5 / 35 39 /37 40,1 / 38 40,6 / 38 44,5 / 42
Volumenstrom 5 min 0,535 1,065 0,844 0,585 0,596
Permeat [m³/h] 15 min 0,535 1,005 0,795 0,525 0,707
nach: 30 min 0,55 0,995 0,745 0,455 0,759
45 min 0,522 0,951 0,69 0,403 0,757
60 min 0,556 0,896 0,646 0,38 0,75
Leistungaufnahme Pumpe 1 [kW] 0,32 1,1 1,1 0,95 1,9
Energieverbrauch [kWh] 206 206 206 208 210
Leistungaufnahme Pumpe 2 [kW] 5,9 5,9 2,9 0,84 5,9
Energieverbrauch [kWh] 1350 1354 1358 1360 1364
CSB Permeat [mg/l] 549 526 520 514 486
Rückhalt CSB [%] 61,3 62,9 63,4 63,8 65,75
pH - Wert Permeat 9,16 9,09 9,06 9,05 8,96
Leitwert Permeat [mS] 17,7 16,4 15,9 16,7 15,6
Extinktion 436 nm 0,116 0,098 0,096 0,081 0,092
Permeat 525 nm 0,032 0,026 0,026 0,021 0,026
bei: 620 nm 0,305 0,189 0,187 0,124 0,167
Farbrückhalt [%] 436 nm 68,7 73,6 74,1 78,2 75,2
525 nm 83,6 86,7 86,7 89,2 86,7
620 nm 76,7 85,6 85,7 90,5 87,3
Wasserwert vor Reinigung [m³/h] ca. 0,285 (bei 5,5 bar; 21,2 m³/h; 42,2°C)

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 114 -
Wasserwert nach Reinigung [m³/h] ca. 0,398 (bei 5,13 bar; 20,8 m³/h; 49,9°C)
5.2 Versuchsdurchführung
Vor Beginn der Versuchsdurchführung zur Filtration wurde der Sammelbehälter mit dem
zu erprobenden Farbabwasser gefüllt. Um eine gleichmäßige Konsistenz im Sammel-
behälter zu erhalten, wurde nach der Befüllung eine Durchmischung mittels Lufteintrag
am Behälterboden durchgeführt. Danach wurden Proben zur Bestimmung des pH-
Wertes, des Leitwertes, der Extinktionswerte, des CSB-Wertes und der absetzbaren
Stoffe entnommen.
Um auszuschließen, dass die bevorratete Menge nicht für die Versuchsdurchführung
reicht, wurde die Anlage so eingestellt, dass das ausgetragene Permeat und Konzentrat
wieder in den Sammelbehälter zurückgeführt wurde.
Nach dem Start der Anlage und dem Einstellen der Vorgabewerte für Überströmung
und Druck sind die an den Messgeräten angezeigten Werte in das unter Tab. 5-1 dar-
gestellte Protokoll eingetragen worden. Nach 5 min Betriebszeit wurden die ersten Wer-
te des Versuchsabschnittes für den erreichten Permeataustrag und der Temperatur von
Feed und Permeat aufgezeichnet. In den weiteren Zeitabschnitten 15 min, 30 min,
45 min und 60 min wurden ebenfalls die angezeigten Werte aufgenommen. Nach je-
weils der halben Versuchszeit je Versuchsabschnitt, nach 60 min, ist eine Probe vom
Permeat zur Bestimmung von Extinktion, pH- und CSB- Wert genommen worden.
Gleichzeitig wurde auch die tatsächliche Leistungsaufnahme der Pumpen (kW) und die
Fortschreibung der bis dahin verbrauchten Energie (kWh) vorgenommen, um zu erken-
nen, welche kostenseitigen Beziehungen zum erreichten Permeataustrag bestehen.
Nach Absolvierung des kompletten Versuchsprogramms je untersuchtem Abwasser
wurde die Anlage wie beschrieben gereinigt und die Wasserflusswerte vor und nach der
Reinigung bestimmt. Nach jeweils 5 Versuchsdurchführungen (eine Woche) wurde eine
Reinigung vorgenommen.
5.3 Darstellung der Ergebnisse
5.3.1 Filtrationsergebnisse
Die Untersuchung an mehr als 50 Teilströmen zeigte, dass die TiO2-NF-Membran in der
Lage ist, die gelösten Farbstoffe nahezu vollständig abzutrennen. In der Mehrzahl der
Versuche wurden farblose Permeate erhalten. Die quantitative Auswertung durch Ex-
tinktionsmessungen bei drei verschiedenen Wellenlängen ergab Rückhalte von (70-
100) % (Tab. 5-2). Neben der Entfärbung führte die Membranbehandlung zu einer
Absenkung des CSB um (45-80) % und zu einer Verringerung der Salzfracht um (15-

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 115 -
senkung des CSB um (45-80) % und zu einer Verringerung der Salzfracht um (15-
80) %.
Tab. 5-2: Filtrationsergebnisse verschiedener Abwässer.
Rückhalt [%] Farbeindruck [°C] pH
436nm 525nm 620nm CSB Salz
Blau 55 10,2 79 84 88 67 59
Rot 65 9,2 73 82 96 61 11
Grün 72 9,4 91 94 94 67 29
Schwarz 70 9,4 75 82 90 60 22 Was
chen
Violett 50 10,3 88 87 90 48 77
Braun 50 4,2 96 97 98 55 15
Rosa 65 4,2 96 98 100 62 16
Grau 70 8,5 99 100 100 77 24
Schwarz 74 6,2 96 96 96 78 28
Grün 78 9,3 74 87 86 63 7
Fär
ben
Blau 63 4,4 96 94 100 67 17
5.3.2 Permeatfluss unter verschiedenen Betriebsbedingungen
Zur besseren Anschaulichkeit wurden in den folgenden graphischen Darstellungen die
Kurvenschar als graue Fläche dargestellt und die Maximal- und Minimalwerte hervorge-
hoben. Die Untersuchung des Einflusses des Transmembrandruckes bei konstanter
Überströmgeschwindigkeit von 4,5 m/s zeigte, dass bei Druckerhöhung von 6 bar auf
15 bar der Permeatfluss von (0,29...0,48) m3/h auf (0,48...1,03) m3/h anstieg (Abb. 5-2).
Bei weiterer Druckerhöhung auf 25 bar blieb der Permeatfluss nahezu unverändert. Of-
fensichtlich führten höhere Drücke zur Ausbildung einer Deckschicht die einer weiteren
Erhöhung der Permeatmenge mit steigendem Druck entgegenwirkte.
Bei einer Erhöhung der Überströmgeschwindigkeit von 2,5 m/s auf 4,5 m/s bei gleich-
zeitig konstantem Transmembrandruck von 15 bar stieg der Permeatfluss im Durch-
schnitt linear an (Abb. 5-3). Die erreichten Permeatflüsse lagen zwischen
(0,38..0,67) m3/h und (0,48...1,03) m3/h. Drückt man diese Werte spezifisch zur Memb-

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 116 -
ranfläche und dem Transmembrandruck aus, so wurden Werte zwischen 5,0 l/(m2⋅h⋅bar)
und 13,5 l/(m2⋅h⋅bar) erreicht.
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0 5 10 15 20 25 30
Transmembrandruck [bar]
Per
mea
tflus
s [m
3 /h]
Abb. 5-2: Permeatfluss als Funktion des Transmembrandruckes
bei einer Überströmung von 4,5 m/s.
0,0
0,2
0,4
0,6
0,8
1,0
1,2
2 3 4 5
Überströmgeschwindigkeit [m/s]
Per
mea
tflus
s [m
3/h
]
Abb. 5-3: Permeatfluss als Funktion der Überströmgeschwindigkeit
bei einem Transmembrandruck von 15 bar.

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 117 -
5.3.3 Energiekosten
Eine Erhöhung des Transmembrandruckes und der Überströmgeschwindigkeit wirkt
sich in der Regel nachteilig auf die Betriebskosten aus, da der Energieverbrauch der
Pumpen stark ansteigt. Berechnet man die Energiekosten unter Zugrundelegung eines
Energiepreises von 0,17 DM/kWh spezifisch zur Permeatmenge, so zeigte sich bei
Steigerung des Transmembrandruckes unter Konstanthaltung der Überströmgeschwin-
digkeit (4,5 m/s) ein Minimum im Energieverbrauch von (0,80...1,80) DM/m3 bei 15 bar
(Abb. 5-4). Eine Erhöhung der Überströmgeschwindigkeit bei konstantem Trans-
membrandruck von 15 bar ergab eine exponentielle Erhöhung der Energiekosten von
(0,50...0,70) DM/m3 auf (0,80...1,80) DM/m3 (Abb. 5-5).
0
1
2
3
0 5 10 15 20 25 30Transmembrandruck [bar]
Ene
rgie
kost
en [
DM
/m³]
Abb. 5-4: Energiekosten als Funktion des Transmembrandruckes
bei einer Überströmung von 4,5 m/s und einem Energiepreis von 0,17 DM/kWh.
Das erhaltene Permeat konnte als Prozesswasser für Wasch- und Spülprozesse erneut
eingesetzt werden. Dies ist besonders für Auskochprozesse an den Färbemaschinen
bei Farbwechsel interessant, weil das Permeat mit einer hohen Temperatur anfällt und
damit erheblich Energie eingespart werden kann. Für einen neuen Farbflottenansatz
konnte das Permeat nicht wiederverwendet werden, da aufgrund des schwankenden
Restgehaltes an Salzen und anderen Inhaltsstoffen das Farbrezept neu berechnet wer-
den müsste. Dafür wäre jedes mal eine chemische Untersuchung des Permeates not-
wendig, um dementsprechend das Farbrezept zu gestalten.

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 118 -
0
1
2
3
2 3 4 5Überströmgeschwindigkeit [m/s]
Ene
rgie
kost
en [D
M/m
³]
Abb. 5-5: Energiekosten als Funktion der Überströmgeschwindigkeit bei einem Trans-
membrandruck von 15 bar und einem Energiepreis von 0,17 DM/kWh.
5.3 Schlussfolgerungen für eine Produktionsanlage
Der Einsatz der Anlage über mehrere Monate bestätigte das Anlagenkonzept.
Der Einsatz elektronisch geregelter Pumpen hatte sich bewährt und erst ermöglicht, die
unterschiedlichen Versuche mit weitestgehend gleichen Bedingungen durchzuführen.
Ob der Einsatz in prozessintegrierten Anlagen notwendig ist, sollte bei der Betrachtung
des jeweiligen Einsatzfalles entschieden werden. Treten wechselnde Belastungen und
Fahrweisen der Anlage auf, dann sollte man elektronisch geregelte Pumpen einsetzen,
denn damit wird die Anlage flexibel. Die Mehrkosten amortisieren sich in relativ kurzer
Zeit.
Zur Erzielung eines durchgängigen und kontinuierlichen Einsatzes von Filtrationsanla-
gen sollte ein entsprechend dimensionierter Puffer, der eine zeitlich anfallende Menge
zu filterndes Abwasser der vorgeschalteten Anlage aufnehmen kann (z.B. Waschma-
schine), vorgesehen werden. Damit können Zeiten der Umrüstung überbrückt werden,
gleichzeitig wird die Filtrationsanlage durchgängig betrieben.
Bei der Auslegung von Filtrationsanlagen, wie sie zur Aufbereitung der anfallenden
Farbabwassermengen im Produktionsprozess benötigt werden, sollte man auf Doppel-
oder Mehrfachanlagen, die im Parallelbetrieb arbeiten, orientieren. Die anfallenden
notwendigen Reinigungsintervalle der Anlage und eigene Wartungszeiten können damit
5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 119 -
auf unterschiedliche Zeiten verteilt werden. Mögliche Störungen wirken sich nur in be-
stimmter Größe aus.
Die Dimensionierung der Pumpen, Rohrleitungen und Armaturen bleibt in einer hand-
habbaren Auslegung. Notwendige Zusatzeinrichtungen wie Reinigungsmittel- und Spül-
wasserbehälter müssen nur für die Größe einer Filtrationseinheit ausgelegt, können
aber für alle Einheiten der Filtrationsanlage zu unterschiedlichen Zeitabschnitten genutzt
werden. Der Flächenbedarf würde damit geringer und die Aufstellung der Komplettan-
lage flexibler möglich sein.
5.4 Abschätzung der Betriebskosen
Für die folgende Abschätzung wurde eine Permeatmenge von 30.000 m3/Jahr zu Grun-
de gelegt. Die Anlage ist 5.940 h/a im Einsatz (45 Wochen/Jahr, 6 Tage/Woche,
22 Stunden/Tag; 2 Stunden Reinigungszeit je Tag wurden abgezogen). Damit ergibt
sich eine notwendige Permeatleistung von 5 m3/h. Bei einer mittleren Permeatleistung
der NF-Membran von 0,18 m3/(m2· h) erhält man eine notwendige Membranfläche in
der Anlage von 28 m2. Dies entspricht 112 Stk. 19-Kanal-Filterelementen einer Länge
von 1,2 m. Vorgeschlagen wird eine Anlage, die zwei parallele Stränge mit jeweils drei
in Reihe geschalteten Modulen mit jeweils 19 Filterelementen enthält. Dies ergibt 114
Filterelemente.
Zur Anlage gehört ein Reinigungsmittelbehälter und ein Spülwasserbehälter, die für
beide Filtrationseinheiten genutzt werden. Die Filtrationseinheiten haben jeweils eine
elektronisch geregelte Vordruck- und eine ungeregelte Pumpe zur Erzeugung des not-
wendigen Volumenstromes. Beide werden über eine SPS gesteuert. Unberücksichtigt
ist der Farbwasserpuffer.
Unter Berücksichtigung dieser Parameter ergeben sich folgende spezifische Betriebs-
kosten:
Anlagenkosten: ca. 250.000 DM
Abschreibung/a (= 10 %) 25.000 DM 0,83 DM/m³
Energiekosten/a (18 kW/h x 0,17 DM) 18.176 DM 0,61 DM/m³
geschätzte Personalkosten / a ca. 5.000 DM 0,17 DM/m³
Membranerneuerungskosten nach 5 Jahren 40.000 DM 0,27 DM/m³
(Einsatzzeit der Membranen > 5 Jahre)
Reinigungsmittelkosten / a 9.500 DM 0,32 DM / m³
(Ultraperm 053 = 8.550 DM; 075 = 950 DM)
Kosten 2,20 DM / m3

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 120 -
Abschreibung
Energie
Personal
Membranen
Reiniger
Abb. 5-6: Zusammensetzung der spez. Betriebskosten.
5.4 Zusammenfassung
Die durchgeführten Untersuchungen an mehr als 50 Teilströmen haben gezeigt, dass es
mit Hilfe der neuen TiO2-NF-Membranen möglich ist, Teilströme in der Textilveredelung
produktionsintegriert zu reinigen. Dabei wurden folgende Ergebnisse erreicht:
1) Die TiO2-NF-Membran ist in der Lage, die gelösten Farbstoffe nahezu vollständig
abzutrennen. In der Mehrzahl der Versuche wurden farblose Permeate erhalten. Die
Farbrückhaltung lag zwischen 70 % und 100 %. Neben der Entfärbung führte die
Membranbehandlung zu einer Absenkung des CSB um (45-80) % und zu einer Ver-
ringerung der Salzfracht um (15-80) %.
2) Als optimale Betriebsparameter wurde ein Transmembrandruck von 15 bar bei einer
Überströmgeschwindigkeit von 3,5 m/s ermittelt.
3) Unter den optimalen Betriebsparametern lag der Permeatfluss bei
(0,08-0,2) m3/(m2⋅h). Normiert man diesen Wert auf 1 bar, so erhält man
(5,3-13,3) l/(m2⋅h⋅bar). In der Textilfärberei wird in der Regel batchweise mit Volumi-
na von (1-3) m3 bei durchschnittlich 3 Ansätzen pro Tag gefärbt. Somit können mit
der verwendeten Anlage die Abwässer von zwei Färbemaschinen behandelt wer-
den.

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 121 -
4) Die Abschätzung der permeatspezifischen Betriebskosten ergab 2,20 DM/m3. Dies
liegt niedriger als der Preis, der für die Entsorgung des farbigen Abwassers bezahlt
werden muss.
5) Bei den bisherigen Untersuchungen wurde die Frage unberücksichtigt gelassen,
was mit dem Konzentrat geschieht. Aufgrund der geringen Mengen Konzentrat nach
der Filtration wäre hier eine reduktive Entfärbung durch Fe(II)/Ca(OH)2 oder Dithionit,
eine oxidative Entfärbung durch Ozon oder Wasserstoffperoxid oder auch eine Ein-
dampfung denkbar. Vertiefende Untersuchungen sind geplant.

5. Erprobung der keramischen NF- Membranen unter produktionsintegrierten Bedingungen
- 122 -
6. Vergleichende Bewertung der keramischen NF-Membranen
- 123 -
6 Vergleichende Bewertung der keramischen NF-Membranen
R. Weber, H. Chmiel, V. Mavrov
Gesellschaft für umweltkompatible Prozesstechnik mbH, Saarbrücken
6.1 Forschungsziel und Ausgangslage zur Bearbeitung des Teilprojektes
Wesentlicher Bestandteil bei der Neuentwicklung einer keramischen Nanofiltrations-
membran ist die Bewertung ihrer Leistungsfähigkeit im Vergleich zu kommerziell erhält-
lichen Konkurrenzprodukten. Eine solche kritische Bewertung der jeweiligen Evolutions-
stufen einer Membran zu ihren Konkurrenzprodukten muss schon begleitend ihrer Ent-
wicklung erfolgen.
Aufbauend auf den Charakterisierungsergebnissen, die in diesen Versuchen gewonnen
werden, sollten Versuche mit realen Medien erfolgen, um neue Applikationsfeldern für
die Membrantechnik zu erschließen.
Das Teilprojekt 4 upt lässt sich somit in zwei verschiedene Teilbereiche unterteilen:
• Durchführung vergleichender Untersuchungen an polymeren und keramischen Memb-
ranen, auf deren Basis ein Katalog bewerteter Membranen erstellt werden soll
• Versuche zur Erschließung von neuen Applikationsfeldern für die Membrantechnik
Zum Zeitpunkt der Antragstellung sollten sich die Charakterisierung kommerzieller Na-
nofiltrationsmembranen auf Polymermembranen konzentrieren. Die veränderte Marktsi-
tuation im Bereich der Keramikmembranen, in dem mittlerweile von mehreren Herstel-
lern Membranen als Nanofiltrationsmembranen vertrieben werden, führte dazu, dass
sich der Schwerpunkt der Charakterisierung in diesen Bereich verschob.
Die Charakterisierung Membranen wurde sowohl mit organischen, als auch mit anorga-
nischen Modellsubstanzen durchgeführt.
Untersuchungen zur Erschließung neuer Applikationsfelder fanden mit Laugen, Lösemit-
teln und mit Säuren statt.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 124 -
6.2 Durchführung vergleichender Untersuchungen an neu entwickelten Membranen, kommerziell erhältlichen keramischen NF-Membranen und Polymermembranen für die Nanofiltration
6.2.1 Beschreibung der Untersuchungsmethoden
6.2.1.1 Beschreibung des Membranprüfstandes
Die Versuche zur Charakterisierung von polymeren und keramischen Nanofiltrations-
membranen fanden in einem Membranprüfstand statt, der in Abb. 6-1 dargestellt ist.
Es standen Testzellen zur Charakterisierung von Flachmembranen und Rohrmembranen
im 1- und 19-Kanal-Maßstab zur Verfügung. Die Charakterisierung der Polymermemb-
ranen fand ausschließlich in Testzellen für Flachmembranen statt, während die Charak-
terisierung der Keramikmembranen überwiegend in Form von Rohrmembranen (1-
Kanal- bzw. 19-Kanal-Geometrie) erfolgte.
Feed
Pumpe
Trennzelle 2
Trennzelle 1
F I 2
F I 1
PD
WT T I 1
V 3
V 1
PIR 3PIR 5
MV 2
MV 1
Waage 1 Waage 2
PIR 4
PIR 2
V 3
V 4 V 2
PIR 1M
Abb. 6-1: Fließbild Membranprüfstand.
Technische Daten der Anlage:

6. Vergleichende Bewertung der keramischen NF-Membranen
- 125 -
Druckbereich: 0-68 bar Temperaturbereich: 0-95 °C
pH-Bereich: 1-14 Durchströmung: 0-2300 l/h
Anzahl der Trennzellen: 2 Messwerterfassung: EDV
Anzahl der parallel betreibbaren Module: 2 Werkstoffe: Edelstahl/Teflon/Viton
Durchmesser der Trennzellen für Flachmembranen: 90 mm
Ein Teil der Untersuchungen (Kap. 6.4.1, 6.4.2) fand in einer Rührzelle statt, um Versu-
che mit begrenztem Feedvolumen durchführen zu können (Abb. 6-2). Diese wurde so-
wohl für neu entwickelte keramische NF-Membranen, als auch Polymermembranen
verwendet. Versuche im Rührzellenmaßstab fanden bei einem maximalen Druck von 6
bar statt. Auf eine Temperaturregelung wurde bei diesen Versuchen verzichtet.
Abb. 6-2: Darstellung des Versuchsstandes für Rührzellenversuche.
6.2.1.2 Bestimmung der Wasserpermeabilität
Die Bestimmung der Wasserpermeabilität der keramischen und polymeren Nanofiltrati-
onsmembranen Membranen wurde mit vollentsalztem, vorfiltriertem Wasser (18 MΩ) im
Cross-flow-Betrieb durchgeführt. Der Druck lag bei 6 bar bis 15 bar, die Temperatur
wurde stets auf 293 K (20 °C) eingestellt.
Die Überströmgeschwindigkeiten wurden stets so gewählt, dass eine turbulente Strö-
mung gewährleistet war.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 126 -
6.2.1.3 Bestimmung der molekularen Trenngrenze mittels Polyethylenglykol
Die Membrancharakterisierung mit einem Gemisch aus Makromolekülen ist vor allem
aus der Charakterisierung von Ultrafiltrationsmembranen mittels Dextranen bekannt.
Das Prinzip dieser Messungen beruht darauf, ein Feedgemisch zusammenzustellen und
mit diesem bei definierten Bedingungen Rückhalteversuche durchzuführen. Die Auswer-
tung erfolgt mittels Größenausschlusschromatographie (Abb. 6-3).
0 5 1 0 1 5 2 0 2 50
2 0
4 0
6 0
8 0
1 0 0
1 2 0
1 4 0
cF e e d
cP e r m e a t
S i g n a l F e e d
S i g n a l P e r m e a t
De
tek
tors
ign
al
[mV
]
R e t e n t i o n s z e i t [ m i n ]
Abb. 6-3: Auswertung des Detektorsignals.
Dabei berechnet sich der Rückhalt aus folgender Formel:
100*1
−=
Feed
Permeat
cc
R (6-1)
Als Testlösung wurden Polyethylenglykole (PEG) gewählt, da sie wasserlöslich sind und
gegenüber anderen Makromolekülen wie Dextran den Vorteil besitzen, dass sie in rela-
tiv engen Molekulargewichtsverteilungen erhältlich sind. Zudem sind Polyethylenglykole
bereits ab einem Molekulargewicht von 200 g/mol verfügbar, während Dextranfraktionen
erst ab einem Molekulargewicht von ca. 6000 g/mol erhältlich sind.
Um Wechselwirkungen der Moleküle zu minimieren, lagen die Konzentrationen der ein-
zelnen PEG Fraktionen im Feedgemisch unter 500 mg/l. Das Feedgemisch wurde so
zusammengestellt, dass sich ein möglichst gleichmäßiger Kurvenverlauf über den ge-
samten im Versuch interessierenden Größenbereich ergab. Dafür standen folgende
Substanzen zur Verfügung: DEG (Diethylenglykol); TEG (Triethylenglykol); PEG 200;
PEG 300; PEG 400; PEG 600; PEG 1000; PEG 1500; PEG 2000; PEG 3000.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 127 -
Die Zusammensetzung wurde so gewählt, dass diese auf die Trenneigenschaften der
Membran abgestimmt war. Dabei wurde vermieden, dem Feedgemisch PEG-
Fraktionen zuzusetzen, die deutlich über der Trenngrenze der Membran lagen. Wie in
der Literatur beschrieben /6-16/, hätte dies zu einer Verfälschung der Charakterisie-
rungsergebnisse hin zu vermeintlich niedrigeren Cut-offs geführt.
Das hier verwendete Charakterisierungsverfahren orientierte sich stark an der AFNOR-
Norm NF X 45-103 /6-2/. DIN-Normen oder ASTM-Normen sind nicht verfügbar.
Der Membranrückhalt muss bei möglichst niedrigem Druck bestimmt werden. Dieser ist
so zu wählen, dass zwischen Druck und Permeatfluss gerade ein linearer Zusammen-
hang besteht. Bei keramischen Nanofiltrationsmembranen erwies sich ein Druck von (2-
4) bar als sinnvoll. Bei Polymermembranen musste ein Druck von 6 bar gewählt werden.
Wesentliche Unterschiede zur AFNOR Norm waren:
1. Das Feedgemisch wurde statt aus drei Fraktionen aus 6-10 Fraktionen zusammen-
gestellt, wodurch sich ein Feedgemisch mit einer wesentlich homogeneren Moleku-
larverteilung herstellen lies.
2. Zur Vermeidung von Deckschichtbildung und Konzentrationspolarisation war die Ge-
samtkonzentration an PEG wesentlich geringer. Während in der AFNOR-Norm bei
Charakterisierungen unterhalb von 10000 Da eine Gesamtkonzentration von
1,5 Ma% verwendet wird, lag bei den hier beschriebenen Charakterisierungen die
Gesamtkonzentration von PEG unterhalb von 0,4 Ma%.
Alle Experimente wurden bei einer Temperatur von 293 K und einer Überströmge-
schwindigkeit von (1,5-3) m/s durchgeführt.
6.2.1.4 Bestimmung des Salzrückhaltes keramischer/polymerer Membranen
Mit den polymeren und keramischen Membranen fanden Untersuchungen zur Bestim-
mung des Salzrückhaltes statt. Diese Untersuchungen wurden mit Einzelsalzen sowie
Salzgemischen in der beschriebenen Anlage durchgeführt. Es wurden Messungen mit
Natriumchlorid, Natriumsulfat, Kalziumchlorid sowie einem Gemisch aus Natriumchlorid
und Natriumsulfat durchgeführt.
Die Versuche fanden bei (6-15) bar statt. Die Salzkonzentrationen lagen bei (0,01-
0,05) mol/l. Der pH Wert bei den Versuchen variierte zwischen 2,5 und 12. Die Salzlö-
sungen wurden mit vollentsalztem, vorfiltriertem Wasser (18 MΩ) angesetzt.
6.2.1.5 Strömungspotentialmessungen
Die Messungen des Strömungspotentials erfolgten mit dem Electro Kinetic Analyzer
(EKA) der Firma Anton Paar. Dieses kommerziell erhältliche Gerät verwendet Sil-
ber/Silberchlorid Elektroden zur Messung des Strömungspotentials.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 128 -
Zur Charakterisierung von keramischen Flachmembranen wurde eine Zelle entworfen,
mit der es möglich war, Flachmembranen mit einem Durchmesser von 90 mm zu cha-
rakterisieren. Eine Charakterisierung von Rohrmembranen war mit diesem Gerät nicht
möglich.
Die Messzelle ist nachfolgend dargestellt:
Einlauf Auslauf
Elektrode Elektrode
Abdichtung
Abdichtung
StrömungskanalMembran
Teflonscheibe mitStrömungskanal
Abb. 6-4: Darstellung der Messzelle zur Bestimmung des Strömungspotentials.
In der Zelle strömt eine Elektrolytlösung tangential an der Membranoberfläche vorbei.
Aus der dabei gemessenen Potentialdifferenz zwischen den Elektroden wird dann unter
Verwendung der Helmholtz-Smoluchowski Gleichung mit Fairbrother Mastin Substitution
das Zetapotential berechnet.
6.3 Untersuchungsergebnisse
6.3.1 PEG-Rückhalt
Mit der bereits in Kap. 6.2.1.3 beschriebenen Charakterisierungsmethode wurde die
Trenngrenze der neu entwickelten Membran beschrieben. Dabei zeigten sich sowohl für
die 1-Kanal Membranen, als auch für 19-Kanal-Membranen eine Trenngrenze von ca.
450 g/mol (Abb. 6-5). Schraffiert dargestellt ist der Bereich, in dem sich die Trenngren-
zen der meisten Polymermembranen bewegten (ca. (200-600) g/mol). Die exakten
Trenngrenzen aller mit diesem Verfahren bewerteten Polymermembranen sind Kap. 6.6
zu entnehmen.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 129 -
0 1 0 0 2 0 0 3 0 0 4 0 0 5 0 0 6 0 0 7 0 0 8 0 0 9 0 0 1000
0
10
20
30
40
50
60
70
80
90
1 0 0
Trennbereich vieler kommerziellerNF-Polymermembranen
neu entwickel te (TiO2) N F - M e m b r a n
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-5: Darstellung des PEG-Rückhaltes der neu entwickelten Keramikmembran.
Singh /6-15/ bzw. Tam /6-16/ ermittelten durch Viskositätsmessungen Formeln zur Er-
rechnung des Stokes Durchmessers von PEG-Molekülen /6-13/:
0,557
o
)(MW(g/mol)0.1673)A( ⋅=radiusmolecular (Stokes-Radius nach /6-15/) (6-2)
0.3)(MW(g/mol)0.262)A( 0,5o
−⋅=radiusmolecular (Stokes-Radius nach /6-16 /) (6-3)
Wie in Abb. 6-6 dargestellt, entspricht ein Molekulargewicht von 450 g/mol einem Sto-
kes-Durchmesser von ca. 1 nm. Somit ergibt sich eine gute Übereinstimmung der durch
PEG-Rückhaltemessungen ermittelten Porengrößen mit der Porengröße, die durch N2-
Sorptionsmessungen ermittelt wurde (0,9 nm, /6-13/).

6. Vergleichende Bewertung der keramischen NF-Membranen
- 130 -
0
0,5
1
1,5
2
2,5
0 200 400 600 800 1000 1200 1400 1600 1800 2000
Molekulargewicht [Da]
Sto
kes-
Du
rch
mes
ser
PE
G [
nm]
Stokes-Durchmesser nach Singh
Stokes-Durchmesser nach Tam
Abb. 6-6: Stokes-Durchmesser PEG-Moleküle.
Zur Einordnung dieser Trenneigenschaften in die kommerziell verfügbaren keramischen
NF-Membranen sind in Abb. 6-7 bzw. Kap. 6.6 die Rückhaltekurven dieser Membranen
dargestellt.
Es zeigt sich, dass die neu entwickelte Keramikmembran als einzige Keramikmembran
eindeutig Trenneigenschaften für ungeladene Moleküle im Nanofiltrationsbereich be-
sitzt. Alle anderen getesteten Keramikmembranen verfehlen mit einer Trenngrenze von
über 2000 g/mol die von allen Herstellern angegebene Trenngrenze von 1000 g/mol
deutlich und befinden sich hinsichtlich ihrer Rückhalteeigenschaften in einem Über-
gangsbereich zur Ultrafiltration.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 131 -
0 500 1 0 0 0 1 5 0 0 2 0 0 0 2 5 0 0
0
10
20
30
40
50
60
70
80
90
100
neu entwickelte (TiO2) NF-Membran
kommerzielle NF-Keramikmembran 1
kommerzielle NF-Keramikmembran 2
kommerzielle NF-Keramikmembran 3 kommerzielle NF-Keramikmembran 4
kommerzielle NF-Keramikmembran 5
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-7: Vergleich des PEG-Rückhaltes aller bewerteten
keramischen Nanofiltrationsmembranen.
6.3.2 Wasserpermeabilität der Membranen
Die Bestimmung der Wasserpermeabilität zeigte für die neu entwickelte Keramik-
membran eine Reinwasserpermeabilität von (15-25) l/(m²· h· bar). Diese Werte wurden
sowohl von 1-Kanal Membranen, wie auch von 19-Kanal Membranen erreicht. Die
Reinwasserpermeabilität kommerzieller Keramikmembranen liegt in einem Bereich von
(3,5-23) l/(m²· h· bar), die marktüblicher Polymermembranen im Bereich von ca. (1-
8) l/(m²· h· bar) (Abb. 6-8). Die Permeabilitätsdaten aller vermessenen Polymermemb-
ranen sind in Kap. 6.6 aufgeführt.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 132 -
00:00 02:00 04:00 06:00 08:00 10:00 12:00 14:000
5
10
15
20
25
30
neu entwickelte (TiO2) NF-Membran
kommerzielle NF-Keramikmembran 1
kommerzielle NF-Keramikmembran 2
kommerzielle NF-Keramikmembran 3 kommerzielle NF-Keramikmembran 4
kommerzielle NF-Keramikmembran 5
Versuchszeit [h]
Per
mea
bilit
ät [l
/(m
²hba
r)]
Reinwasserpermeabilität
marktüblicher NF-Polymermembranen
Abb. 6-8: Wasserpermeabilität aller keramischen NF-Membranen.
Tab. 6-1: Reinwasserpermeabilitäten der untersuchten NF-Membranen.
Membran Reinwasserpermeabilität
[l/(m²· h· bar)]
Neu entwickelte Keramikmembran 15-25
Kommerzielle Keramikmembran 1 22-24
Kommerzielle Keramikmembran 2 03-04
Kommerzielle Keramikmembran 3 19-21
Kommerzielle Keramikmembran 4 12-14
Kommerzielle Keramikmembran 5 10-12

6. Vergleichende Bewertung der keramischen NF-Membranen
- 133 -
6.3.3 Ergebnisteil Salzrückhalt
Nachfolgend sollen Ergebnisse zu Untersuchungen mit folgenden Sal-
zen/Salzgemischen dargestellt werden:
• NaCl
• Na2SO4
• NaCl / Na2SO4
Bei den Untersuchungen fand eine Variation von Druck, pH-Wert und Salzkonzentration
statt.
NaCl
Bei Untersuchungen des Salzrückhaltes mit NaCl wurden für die neu entwickelte Memb-
ran maximale Rückhalte bei pH Werten von 2,5 und 11 ermittelt, während der NaCl-
Rückhalt in der Nähe des isoelektrischen Punktes (~6,5) minimale Werte annahm
(<20 %). Die führt dazu, dass in der Literatur vielfach aufgrund von Versuchen ohne pH-
Variation von minimalen Rückhalten der Keramikmembranen für dieses Salz berichtet
wird. Zudem wird deutlich, dass bei Salzrückhalteversuchen im Bereich um pH 7 bereits
geringe Variationen des pH-Wertes bereits erhebliche Unterschiede im Salzrückhalt
verursachen.
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
pH-Wert [ ]
Rüc
khal
t [%
]
Na-Rückhalt 15 barNa-Rückhalt 6 barCl-Rückhalt 15 barCl-Rückhalt 6 bar
Abb. 6-9: Darstellung NaCl-Rückhalt der neu entwickelten Keramikmembran.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 134 -
Weiterhin wurde die Abhängigkeit des Salzrückhaltes von der Salzkonzentration unter-
sucht (Abb. 6-10). Es zeigte sich, dass bereits eine Erhöhung der NaCl-Konzentration
von 0,01 mol/l auf 0,05 mol/l eine Reduktion des Cl-Rückhaltes um ca. 50 % nach sich
zieht.
0
10
20
30
40
50
60
0 0,01 0,02 0,03 0,04 0,05 0,06
NaCl Konzentration [mol/l]
Rü
ckh
alt [
%]
Cl-Rückhalt 6 bar
Cl-Rückhalt 15 bar
Abb. 6-10: NaCl-Rückhalt der neu entwickelten Keramikmembran
als Funktion der NaCl-Konzentration.
Vergleichende Untersuchungen an Polymermembranen zeigen, dass sich diese hin-
sichtlich des Salzrückhaltes für NaCl in zwei Kategorien unterteilen lassen:
1. schwache Abhängigkeit des Salzrückhaltes von pH-Wert und Salzkonzentration
(NF8)
2. starke Abhängigkeit des Salzrückhaltes von pH-Wert und Salzkonzentration (NF2)
Exemplarisch für eine Membran, die der ersten Kategorie zuzuordnen ist, ist in
Abb. 6-11 der Verlauf des NaCl-Rückhaltes bei verschiedenen pH-Werten für die
Membran NF8 dargestellt. Es zeigt sich, dass der NaCl-Rückhalt dieser Membran im
gesamten pH-Bereich von 2,5-11 über 50 % liegt.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 135 -
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
pH-Wert [ ]
Rü
ckh
alt
[%]
Cl-Rückhalt 6 bar
Cl-Rückhalt 15 bar
Na-Rückhalt 6 bar
Na-Rückhalt 15 bar
Abb. 6-11: Darstellung NaCl-Rückhalt der Polymermembran NF8
als Funktion vom pH-Wert
Abb. 6-12 zeigt die Abhängigkeit des Salzrückhaltes dieser Membran von der NaCl-
Konzentration. Es wird deutlich, dass bei dieser Membran die Konzentrationserhöhung
nur eine geringe Reduktion des Salzrückhaltes um ca. 20 % bewirkt.
0
10
20
30
40
50
60
70
80
90
100
0 0,01 0,02 0,03 0,04 0,05 0,06
NaCl-Konzentration [ mol/l]
Rü
ckh
alt
[%
]
Rückhalt Na 6 barRückhalt Na 15 barRückhalt Cl 6 barRückhalt Cl 15 bar
Abb. 6-12: NaCl-Rückhalt der Polymermembran NF8 als Funktion der Konzentration.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 136 -
Abb. 6-13 zeigt den Verlauf des NaCl-Rückhaltes bei verschiedenen pH-Werten für ei-
ne Membran, die der zweiten Kategorie zuzuordnen ist (NF2).
Anders als z.B. bei der keramischen Membran liegt jedoch der Rückhalt im gesamten
pH-Bereich bei über 40%.
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
pH-Wert [ ]
Rü
ckh
alt
[%]
Cl-Rückhalt 6 bar
Cl-Rückhalt 15 barNa-Rückhalt 6 barNa-Rückhalt 15 bar
Abb. 6-13: NaCl-Rückhalt der Polymermembran NF2 als Funktion vom pH-Wert.
Na2SO4
Auch für Na2SO4 zeigte sich für die neu entwickelte Keramikmembran eine starke Ab-
hängigkeit des Rückhaltes vom pH-Wert der Feedlösung. Anders als bei den Rückhal-
temessungen mit NaCl zeigten sich hier minimale Rückhalte für pH 2,5, während bei
pH 11 maximale Rückhalte auftraten (Abb. 6-14).
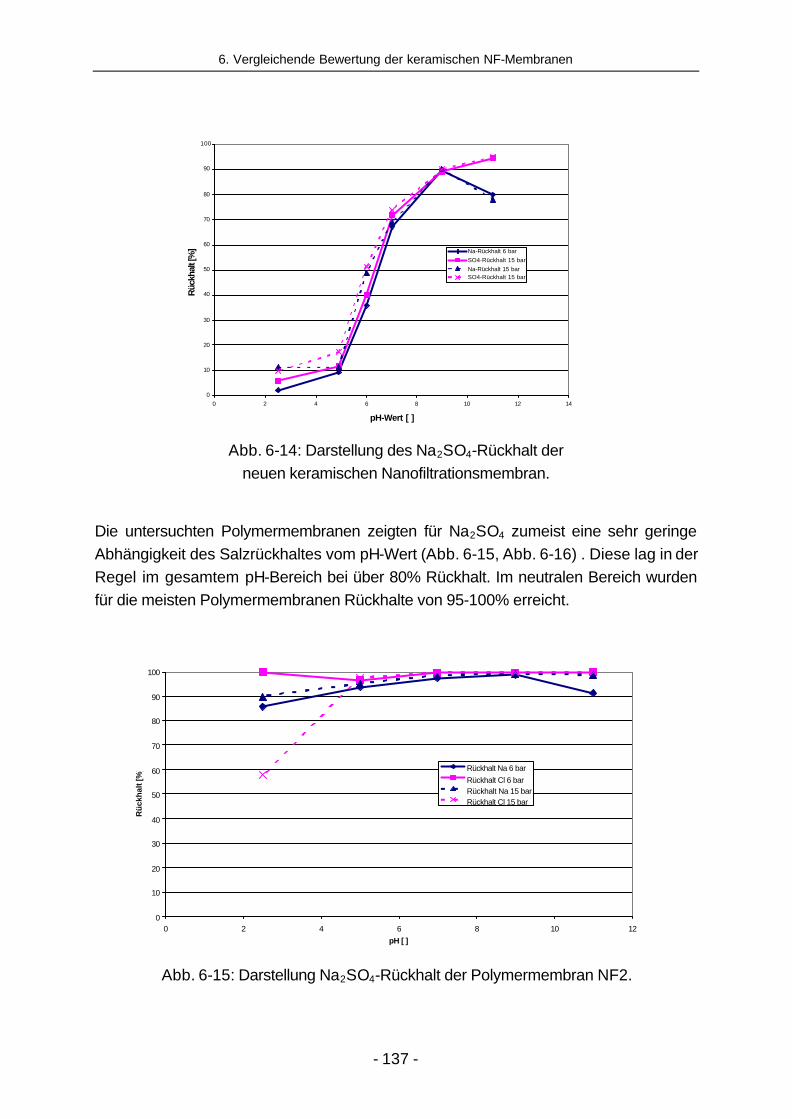
6. Vergleichende Bewertung der keramischen NF-Membranen
- 137 -
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12 14
pH-Wert [ ]
Rüc
khal
t [%
] Na-Rückhalt 6 bar
SO4-Rückhalt 15 bar
Na-Rückhalt 15 barSO4-Rückhalt 15 bar
Abb. 6-14: Darstellung des Na2SO4-Rückhalt der
neuen keramischen Nanofiltrationsmembran.
Die untersuchten Polymermembranen zeigten für Na2SO4 zumeist eine sehr geringe
Abhängigkeit des Salzrückhaltes vom pH-Wert (Abb. 6-15, Abb. 6-16) . Diese lag in der
Regel im gesamtem pH-Bereich bei über 80% Rückhalt. Im neutralen Bereich wurden
für die meisten Polymermembranen Rückhalte von 95-100% erreicht.
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
pH [ ]
Rü
ckh
alt [
%] Rückhalt Na 6 bar
Rückhalt Cl 6 barRückhalt Na 15 barRückhalt Cl 15 bar
Abb. 6-15: Darstellung Na2SO4-Rückhalt der Polymermembran NF2.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 138 -
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
pH [ ]
Rü
ckh
alt [
%]
Rückhalt Na 6 barRückhalt Cl 6 barRückhalt Na 15 barRückhalt Cl 15 bar
Abb. 6-16: Darstellung NA2SO4-Rückhalt der Polymermembran NF8.
NaCl / Na2SO4
Die für Nanofiltrationsmembranen typische Ionenselektivität für einwertige bzw.
zweiwertige Ionen wurde in Messungen mit einem Gemisch aus NaCl und Na2SO4
näher untersucht. Dazu wurde zu einer 0,05 molaren NaCl-Lösung schrittweise Na2SO4
bis auf eine Konzentration von (0,01-0,055) mol/l zugegeben.
Dabei zeigte sich bei der neu entwickelten Keramikmembran das von polymeren Nano-
filtrationsmembranen bekannte Phänomen eines sinkenden NaCl-Rückhaltes bei stei-
gender Na2SO4-Konzentration. Für einen Transmembrandruck von 6 bar traten bereits
bei einer Na2SO4-Konzentration von 0,01 mol/l negative Chloridrückhalte auf. Bei 15 bar
trat dieser negative Chloridrückhalt erst bei einer Na2SO4-Konzentration von 0,055 mol/l
auf (Abb. 6-17).
Abb. 6-18 und Abb. 6-19 zeigen die Versuchsergebnisse des oben beschriebenen
Versuches für die beiden zuvor diskutierten Polymermembranen NF2 und NF8.
Während sich bei Membran NF2 der Chloridrückhalt ab einer Sulfatkonzentration von
ca. 0,02 mol/l (6 bar) bzw. 0,04 mol/l (15 bar) ebenfalls in den Bereich negativer Chlorid-
rückhalt verschiebt (Abb. 6-18), zeigt die Membran NF8 im gesamten untersuchten
Konzentrationsbereich für Sulfat positive Chloridrückhalte (Abb. 6-19). Beide Membra-
nen zeigen im gesamten Konzentrationsbereich einen Sulfatrückhalt von nahezu 100 %.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 139 -
-20
0
20
40
60
80
100
0 0,01 0,02 0,03 0,04 0,05 0,06
Na2SO4 Konzentration [mol/l]
Rü
ckh
alt [
%]
Na+-Rückhalt 6 bar
Na+-Rückhalt 15bar
Cl- -Rückhalt 6 bar
Cl- -Rückhalt 15bar
SO42--Rückhalt 6 bar
SO42--Rückhalt 15 bar
Abb. 6-17: Salzrückhalt der neu entwickelten Keramikmembran
für Gemisch NaCl/Na2SO4.
-40
-20
0
20
40
60
80
100
0 0,01 0,02 0,03 0,04 0,05 0,06
Na2SO4 Konzentration [mol/l]
Rüc
khal
t [%
]
Na-Rückhalt 6 bar Na-Rückhalt 15 bar
Cl-Rückhalt 6 bar Cl-Rückhalt 15 bar
SO4-Rückhalt 6 bar SO4-Rückhalt 15 bar
Abb. 6-18: Salzrückhalt der Polymermembran NF2.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 140 -
0
10
20
30
40
50
60
70
80
90
100
0 0,01 0,02 0,03 0,04 0,05 0,06
Na2SO 4 Konzentration [mol/l]
Rüc
khal
t [%
]
Na-Rückhalt 6 bar Na-Rückhalt 15 bar
Cl-Rückhalt 6 bar Cl-Rückhalt 15 bar
SO4-Rückhalt 6 bar SO4-Rückhalt 15 bar
Abb. 6-19: Salzrückhalt der Polymermembran NF8.
6.3.4 Ergebnisse Zetapotentialbestimmung
Nachfolgend sind Ergebnisse der Strömungspotentialmessungen dargestellt, die an
den neu entwickelten Membranen ermittelt wurden. Testsubstanzen waren:
• NaCl, 10-3 mol/l
• KCl, 10-3 mol/l
• Na2SO4, 10-3 mol/l
Diese Messungen wurden für die neu entwickelten Keramikmembranen mit Flach-
membranen durchgeführt. Für NaCl und KCl wurden an den neuesten Membranchargen,
die unter gleichen Bedingungen hergestellt wurden, wie 1- bzw. 19-Kanal Membranen,
isoelektrische Punkte (iep) von ca. 6,5 ermittelt (Abb. 6-20, Abb. 6-21), während für
Na2SO4 im gesamten pH-Bereich negativ geladen war und somit kein iep ermittelt wer-
den konnte (Abb. 6-22).
Diese Verläufe des Zetapotentials korrelieren sehr gut mit den beschriebenen Salz-
rückhalten der neu entwickelten Membran für NaCl bzw. Na2SO4. Für beide Salze wur-
den in pH-Bereichen, in denen an der Membran ein geringes Zetapotential ermittelt
wurde minimale Salzrückhalte auf. Dagegen erreicht der Salzrückhalt maximale Werte
in Bereichen, in denen auch das Zetapotential maximale Werte annimmt.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 141 -
In Kap. 6.6 sind vergleichend die Verläufe des Zetapotentials für eine Reihe kommer-
ziell verfügbarer Polymermembranen aufgeführt.
2 4 6 8 10 12
-40
-30
-20
-10
0
10
20
30
Zetapotential [mV] KCl 10-3
mol/l
Ze
tap
ote
ntia
l OL
K [
mV
]
pH-Wert
Abb. 6-20: Zetapotential neu entwickelte Membran mit KCl, 10-3 mol/l.
2 4 6 8 10 12
-30
-20
-10
0
10
20
30
NaCl 10-3mol/l
Zet
apot
entia
l [m
V]
pH-Wert
Abb. 6-21: Zetapotential neu entwickelte Membran mit NaCl, 10-3 mol/l.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 142 -
2 4 6 8 1 0 1 2
-30
-20
-10
0
1 0
Zetapotential [mV] (pH 11-2,6)Z
eta
po
ten
tial [
mV
]
pH-Wert
Abb. 6-22: Zetapotential neu entwickelte Membran mit Na2SO4, 10-3 mol/l.
6.4 Untersuchungen zum Einsatz der neu entwickelten Membran zur Er-schließung weiterer Applikationsfelder
Keramikmembranen weisen in der Regel eine hohe
• thermische,
• chemische,
• und mechanische
Stabilität auf.
Da Keramikmembranen generell teurer sind, als kommerzielle Standard- Polymer-
membranen, konzentrierten sich die Untersuchungen zur Erschließung neuer Applikati-
onsfelder auf Einsatzbereiche, in denen erhöhte Anforderungen an die thermische bzw.
chemische Beständigkeit der Membrane gestellt werden.
Voraussetzung für die erhöhte chemische Beständigkeit von Keramikmembranen ist,
dass wie bei der neu entwickelten Membran alle Zwischenschichten und die Membran
aus Materialien bestehen, die diese Anforderungen erfüllen.
Daher sind zum Beispiel keramische Nanofiltrationsmembranen mit einer Zwischen-
schicht oder Aktivschicht aus γ-Al2O3, über die in mehreren Veröffentlichungen berichtet
wurde, auf Grund fehlender pH-Beständigkeit ungeeignet für zahlreiche Applikationsfel-
der, in denen Polymermaterialien wegen fehlender Stabilität als Membranmaterial aus-
scheiden.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 143 -
6.4.1 Untersuchungen zum Einsatz der neu entwickelten Membran zur Lösemittelaufbereitung
Aufgrund der hohen chemischen Beständigkeit der neu entwickelten Keramikmembran
wurden Untersuchungen zum Einsatz der Membran in organischen Medien durchgeführt.
Mögliche Applikationsfelder für einen solchen Einsatz der Membranen wären zum Bei-
spiel die Trennung eines Hexan/Ölgemisches, welches im Produktionsprozess für
Speiseöl anfällt oder der Einsatz der Membran direkt in einem chemischen Rektions-
prozess (z.B. Katalysatorabtrennung).
Zwar sind Kommerziell NF-Polymermembranen kommerziell verfügbar, die für den Ein-
satz in organischen Medien geeignet sind (insbesondere von Fa. Koch International),
jedoch ist insbesondere der Einsatz in Lösemittelgemischen aufgrund fehlender chemi-
scher Beständigkeit häufig nicht möglich.
Aus anlagentechnischen Gründen erfolgten diese Untersuchungen mit der in Abb. 6-2
dargestellten Rührzelle mit Flachmembranen (Durchmesser 75 mm) bei einem Be-
triebsdruck von 6 bar und einer Temperatur von 20 °C.
Zur Sicherstellung der Übertragbarkeit der Ergebnisse wurden die Membranen zu-
nächst charakterisiert. Dabei zeigten sich die gleichen Wasserpermeabilitäten von (15-
25) l/(m²· h· bar) bzw. PEG-Rückhaltevon (450-500) g/mol wie bei den Rohrmembra-
nen.
Als Testsubstanzen wurden Methanol, Aceton und Hexan gewählt. Versuche mit Dich-
lormethan wurden vom FZ Jülich durchgeführt.
Tab. 6-2: Ermittelte Permeabilitäten
Lösungsmittel Permeabilität [l/(m²· h· bar)]
Methanol 2-4
Aceton 0,7-1,8
Hexan 0-1,2
Dichlormethan 0-0,5
Tab. 6-2 gibt einen Überblick über die ermittelten Membranpermeabilitäten. Es zeigte
sich, dass die neu entwickelten Membranen eine sehr geringe Permeabilität für alle un-
tersuchten Lösemittel aufweisen. Das wurde auch durch Untersuchungen bestätigt, die
vom FZ-Jülich an den neu entwickelten Membranen mit Dichlormethan durchgeführt

6. Vergleichende Bewertung der keramischen NF-Membranen
- 144 -
wurden. Diese Untersuchungen erfolgten an 25 cm langen 1-Kanal-Membranen im
Cross-flow-Betrieb.
Es gilt PermHexan< PermAceton< PermMethanol.
Bei den Permeabilitätsmessungen mit Hexan wurde bei mehreren Membranproben
keine Permeabilität festgestellt. Nach diesen Versuchen waren die Membranen extrem
hydrophob, so dass vermutlich Hexan in den Poren adsorbiert war. Dies ließ sich auch
thermisch bei Temperaturen von 200 °C nicht desorbieren, so dass die Wasserperme-
abilität der Membranen nach den Versuchen mit Hexan irreversibel abnahm. Somit ist
insbesondere der Einsatz der Membranen in unpolaren Lösemitteln unter den gewählten
Testbedingungen nicht sinnvoll.
Die Untersuchungen zum Einsatz der Membranen in rein organischen Medien wurden
nicht fortgeführt, da sich hier aufgrund der sehr niedrigen Membranpermeabilitäten kein
Schwerpunkt für einen kommerziellen Einsatz abzeichnete.
6.4.2 Untersuchung zum Einsatz der Membran zur Aufbereitung von Beizbädern aus der metallverarbeitenden Industrie
6.4.2.1 Problemstellung
Beim Beizen werden Verunreinigungen von metallischen Werkstoffoberflächen mit Hilfe
einer Beizlösung entfernt. Die Verunreinigungen umfassen:
• oxidische Rückstände,
• Korrosionsprodukte aller Art,
• sowie anorganische und organische Rückstände,
die bei der mechanischen Bearbeitung mit und ohne Temperatureinwirkung zurückblei-
ben. Abb. 6-23 zeigt den typischen Verfahrensablauf in einem metallurgischen Ferti-
gungsprozess.
Entfettungs-bad
BeizbadSpüle
metallischesWerkstück
aus Produktionslinie
(enthält oxidische und ölige
Verunreinigungen)
metallischesWerkstück
(enthält oxidische
Verunreinigungenund Reste des
Entfettungsbades)
metallischesWerkstück
(enthält oxidische
Verunreinigungen)
Weiterverarbeitung
Spüle
metallischesWerkstück
(enthält Reste desBeizbades)
Abb. 6-23: Typischer Verfahrensablauf in metallurgischen Fertigungsprozessen.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 145 -
In der Regel durchlaufen die metallischen Werkstücke ein Entfettungsbad, in dem ölige
Verunreinigungen entfernt werden. Nach einer Spüle gelangen die Teile in ein Beizbad,
bevor sie nach einem weiteren Spülprozess der Weiterverarbeitung zugeführt werden.
Beizen sind meist Lösungen starker Säuren oder ihrer Gemische. Diese Säuren wer-
den im Betrieb durch chemische oder elektrolytische Auflösung der darin behandelten
Metallstücke verbraucht.
Die Säurekonzentration des Beizbades wird im allgemeinen regelmäßig überprüft
(Titrationsverfahren) und bei Bedarf nachgeschärft, bis schließlich der Metallsalzgehalt
so hoch angestiegen ist, dass eine weitere Verwendung aufgrund von Ausfällungen
nicht mehr möglich ist.
Zur Vermeidung von Beizsprödigkeit werden meist organische Inhibitoren zugegeben.
Für eine zusätzliche entfettende und damit beizbeschleunigende Wirkung kommen Ten-
side zum Einsatz.
Von technischer Bedeutung für das Beizen von Eisenmetallen sind vor allem folgende
Säuren:
• Salzsäure
• Schwefelsäure
• Phosphorsäure
• Flusssäure
Das Ziel bei einer Kreislaufführung des Beizbades ist die Rückgewinnung der einge-
setzten Beizsäuren. Das Beizbad muss bei einer erfolgreichen Aufbereitung von Metall-
Ionen und Verunreinigungen befreit werden.
HCl-Beizbad
Säure + Fe +Zn
Säure
Beizbad KonzentratFe + Zn
Nanofiltration
Abb. 6-24: Verfahrensschema zur einer Beizbadaufbereitung mittels Nanofiltration.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 146 -
6.4.2.2 Durchgeführte Untersuchungen
Im Rahmen des Projektes fanden Untersuchungen mit HCl- und H3PO4-Beizbädern statt.
Auf Untersuchungen mit HF-Beizen wurde aufgrund mangelnder Beständigkeit von TiO2
gegenüber dieser Säure verzichtet.
Für diese Untersuchungen wurden ein Membranprüfstand (Abb. 6-25) sowie ein Modul
für die Keramikmembran konstruiert, in dem alle medienberührenden Teile aus Kunst-
stoff waren (Abb. 6-26).
Abb. 6-25: Säurebeständiger
Membranprüfstand.
Abb. 6-26: Säurebeständiger
Kunststoffmodul für Keramikmembran.
Untersuchungen mit HCl-Beizbädern
In HCl-Beizen können Fe-Konzentrationen von über 200 g/l auftreten, da Eisenchlorid
eine sehr hohe Löslichkeit in Salzsäure besitzt und dies auch bei Konzentrationen von
200 g/l kaum negativen Einfluss auf die Beizgeschwindigkeit hat.
Nachfolgend sind die Zusammensetzungen von HCl-Beizbädern aus verschiedenen
metallverarbeitenden Unternehmen aufgeführt.
Tab. 6-3: Beizbadzusammensetzung „HCl-Beizbad1“.
pH
[25°C]
LF
[ms/cm]
TOC
[ppm]
Cl
[g/l]
SO4
[ppm]
Fe
[g/l]
Zn
[g/l]
Cr
[g/l]
< 0 (- 1,06) 128 56 240 132 163,3 2,758 0,577

6. Vergleichende Bewertung der keramischen NF-Membranen
- 147 -
Tab. 6-4: Beizbadzusammensetzung „HCl-Beizbad2“.
LF
[mS/cm] TOC [ppm]
Cl
[g/l]
PO4
[ppm]
Na
[ppm]
Fe
[g/l]
Zn
[g/l] Säuregehalt [mol/l]
445 862 231 2711 32 78 29 3,86
Während das in Tab. 6-3 ausgeführte Beizbad zum Beizen von reinen Eisenmetallen
verwendet wird und somit nur geringe Verunreinigungen durch Zn- bzw. Cr-Ionen enthält,
ist in Tab. 6-4 die Zusammensetzung eines Bades aufgeführt, welches auch durch nen-
nenswerte Zn-Konzentrationen verunreinigt ist.
Mit „HCl-Beizbad 2“ wurden Untersuchungen zum Salzrückhalt durchgeführt in dem in
Abb. 6-25 dargestellten Membranprüfstand durchgeführt. Diese Versuche fanden bei
einer Temperatur von 25 °C sowie einem Transmembrandruck von 6 bar bis 15 bar
statt.
Eine Darstellung der Untersuchungsergebnisse ist in Abb. 6-27 aufgeführt. Es zeigte
sich, dass mit der Membran zwar eine relativ stabile Permeabilität von (10-
6) l/(m²· h· bar) erreicht werden konnte. Gleichzeitig waren die Rückhalte für Fe bzw. Zn
mit (4-12) % zu niedrig für einen kommerziellen Einsatz der Membran zur Beizbadauf-
bereitung.
0
2
4
6
8
10
12
0,00 200,00 400,00 600,00 800,00 1000,00 1200,00 1400,00
Versuchszeit [min]
Per
mea
bilit
ät [
l/m²h
bar]
0
5
10
15
20
25
30
35
40
45
50
55
60
Rüc
khal
t [%
]
Permeabilität [l/m²hbar]TOC-Rückhalt
Fe-Rückhalt
Zn-Rückhalt
Abb. 6-27: Filtrationsversuch der keramischen NF-Membran mit HCl.
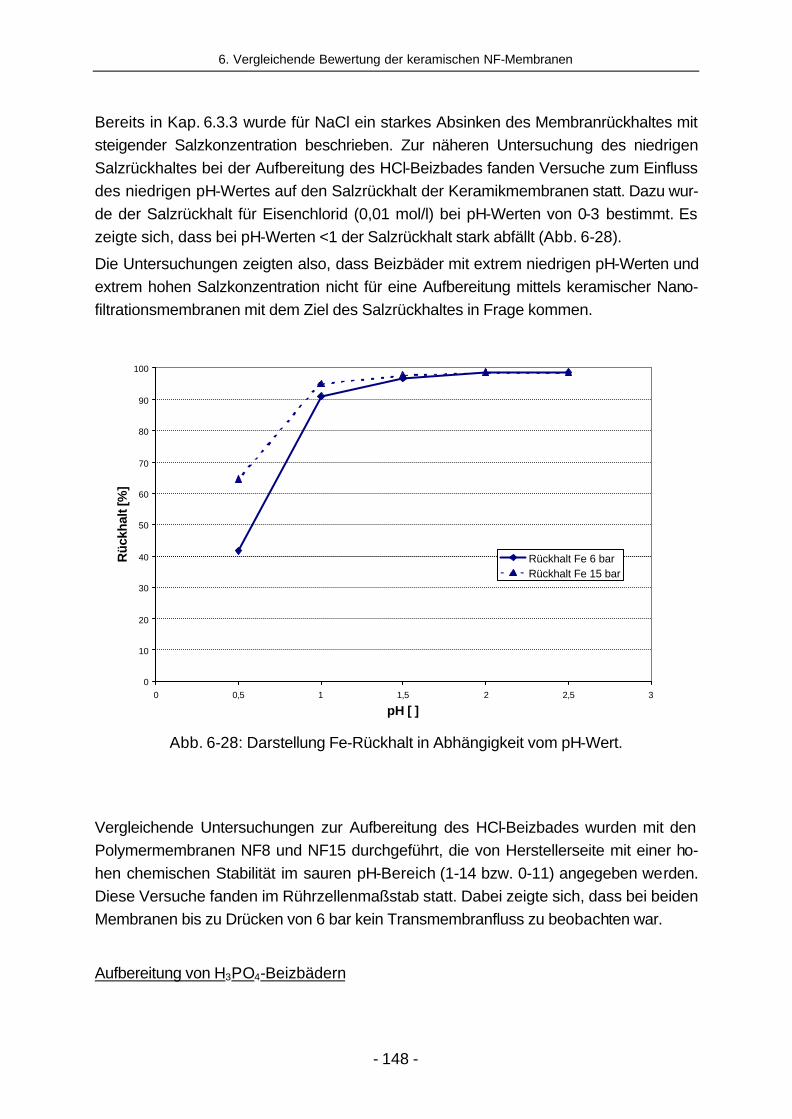
6. Vergleichende Bewertung der keramischen NF-Membranen
- 148 -
Bereits in Kap. 6.3.3 wurde für NaCl ein starkes Absinken des Membranrückhaltes mit
steigender Salzkonzentration beschrieben. Zur näheren Untersuchung des niedrigen
Salzrückhaltes bei der Aufbereitung des HCl-Beizbades fanden Versuche zum Einfluss
des niedrigen pH-Wertes auf den Salzrückhalt der Keramikmembranen statt. Dazu wur-
de der Salzrückhalt für Eisenchlorid (0,01 mol/l) bei pH-Werten von 0-3 bestimmt. Es
zeigte sich, dass bei pH-Werten <1 der Salzrückhalt stark abfällt (Abb. 6-28).
Die Untersuchungen zeigten also, dass Beizbäder mit extrem niedrigen pH-Werten und
extrem hohen Salzkonzentration nicht für eine Aufbereitung mittels keramischer Nano-
filtrationsmembranen mit dem Ziel des Salzrückhaltes in Frage kommen.
0
10
20
30
40
50
60
70
80
90
100
0 0,5 1 1,5 2 2,5 3
pH [ ]
Rüc
khal
t [%
]
Rückhalt Fe 6 barRückhalt Fe 15 bar
Abb. 6-28: Darstellung Fe-Rückhalt in Abhängigkeit vom pH-Wert.
Vergleichende Untersuchungen zur Aufbereitung des HCl-Beizbades wurden mit den
Polymermembranen NF8 und NF15 durchgeführt, die von Herstellerseite mit einer ho-
hen chemischen Stabilität im sauren pH-Bereich (1-14 bzw. 0-11) angegeben werden.
Diese Versuche fanden im Rührzellenmaßstab statt. Dabei zeigte sich, dass bei beiden
Membranen bis zu Drücken von 6 bar kein Transmembranfluss zu beobachten war.
Aufbereitung von H 3PO 4-Beizbädern

6. Vergleichende Bewertung der keramischen NF-Membranen
- 149 -
Aufgrund des negativen Einflusses von extrem niedrigen pH-Werten und hohen Salz-
konzentrationen auf das Trennverhalten von Keramikmembranen fanden Untersuchun-
gen mit Phosphorsäure-Beizbädern statt.
Diese Beizbäder weisen wesentlich geringere Fe-Konzentrationen auf als HCl-
Beizbäder, da schon bei einer Konzentration von wenigen Gramm Eisenphos-
phat-Ausfällungen auftreten. Nachfolgend ist die Zusammensetzung von einer Phos-
phorsäure-Entoxidation aufgeführt. Diese weist einen Fe-Gehalt von ca. 0,6 g sowie
einen pH-Wert von ca. 1,2 auf.
Tab. 6-5: Zusammensetzung des „H3PO4-Beizbad1“.
pH (25°C) LF [ms/cm]
Temperatur [°C]
TOC [ppm]
Cu [ppm]
Fe [ppm]
1,22 54,4 29,2 581 2,8 588
Durch eine Abtrennung von Fe- bzw. Cu-Ionen könnte eine deutliche Standzeitverlänge-
rung des Bades erreicht werden. Daher wurden mit diesem Beizbad Versuche mit den
neu entwickelten keramischen Nanofiltrationsmembranen in der in Abb. 6-25 dargestell-
ten Anlage durchgeführt. Dazu wurden 19-Kanal-Membranen verwendet.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,00 50,00 100,00 150,00 200,00 250,00 300,00 350,00
Versuchszeit [min]
Per
mea
bilit
ät [
l/m²h
bar]
Permeabilität neu entwickelteKeramikmembran
Rückhalt Fe Rückhalt Cu40-70 % 30-50 %
Abb. 6-29: Versuchsergebnisse zur Aufbereitung eines H3PO4-Beizbades.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 150 -
In den Untersuchungen zeigte sich, dass die Eisenionen zu (40-70) % bzw. die Kupferi-
onen zu (30-50) % zurückgehalten werden. Jedoch zeigten die Membranen bei dem
Untersuchten H3PO4-Beizbad eine sehr niedrige Permeabilität von nur
0,55 l/(m²· h· bar) (Abb. 6-29).
Versuche mit frisch angesetztem Beizbadansatz zeigten, dass die niedrige Permeabili-
tät eindeutig auf die im Beizbadzusatz enthaltenen Tenside bzw. Beizinhibitoren zurück-
geführt werden konnten. Ein Austausch der zugesetzten Inhibitoren und Tenside ist so-
mit die Voraussetzung für einen Einsatz der keramischen Nanofiltrationsmembranen zur
Aufbereitung des H3PO4 Beizbades.
Auch für Eisenphosphat (0,01 mol/l) wurde der Einfluss extrem niedriger pH-Werte auf
den Salzrückhalt untersucht. Auch für dieses Salz zeigte sich, dass der Rückhalt bei pH-
Werten <<2 stark abfällt.
0
10
20
30
40
50
60
70
80
90
0 0,5 1 1,5 2 2,5 3 3,5
pH [ ]
Rüc
khal
t [%
]
Fe-Rückhalt 6 bar
Fe-Rückhalt 6 bar
Abb. 6-30: Versuchsergebnisse zur Aufbereitung eines H3PO4-Beizbades.
Vergleichende Untersuchungen im Rührzellenmaßstab mit der H3PO4-Beize wurden mit
den Polymermembranen NF8 und NF15 durchgeführt. Es zeigte sich, dass die Poly-
mermembranen auch bei diesem Beizbad bei einem Transmembrandruck von 6 bar
eine Permeabilität von 0 aufweisen.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 151 -
6.4.3 Untersuchung zum Einsatz der Membran zur Aufbereitung heißer Laugen aus der Lebensmittelindustrie
Problemstellung
Mit den neu entwickelten Membranen fanden Untersuchungen zur Aufbereitung heißer
Laugen aus der Lebensmittelindustrie statt. Diese fallen in Brauereien zum Beispiel bei
der Flaschenreinigung, der cleaning-in place (CIP)-Reinigung und der Polyvinylpolypyro-
lydon (PVPP) Regeneration an und bestehen aus Natronlauge, die im Fall der Fla-
schenwaschmaschinenlauge und der CIP-Lauge mit Additiven versehen wird.
Mit den keramischen Membranen fanden Untersuchungen mit folgenden Medien statt:
• Flaschenwaschmaschinenlauge
• PVPP-Lauge
• CIP-Lauge
Typische Temperaturen und pH-Werte dieser Laugen sind in Tab. 6-6 aufgeführt.
Tab. 6-6: Typische Temperaturen und Konzentrationen von
Laugen in der Lebensmittelindustrie (Brauereien).
Medium Temperatur
[°C]
NaOH-Konzentration
[Ma%]
Flaschenwaschmaschinenlauge 60-80 2-4
PVPP-Lauge 70-80 0,5-2
cip-Lauge 20-80 1-4
Obwohl von mehreren Membranherstellern Polymermembranen vertrieben werden, die
unter diesen Bedingungen stabil sein sollen, zeigte sich in zahlreichen Untersuchungen
/6-1/, dass die Membranen unter diesen thermischen und chemischen Bedingungen
keine ausreichende Langzeitstabilität besitzen.
Die Untersuchungsergebnisse sollen nachfolgend näher erläutert werden.
6.4.3.1 Flaschenwaschmaschinenlauge
Abb. 6-31 zeigt eine vereinfachte Darstellung einer Flaschenwaschmaschine. Die Fla-
schen durchlaufen nach einer Vorreinigung eine alkalische Reinigung, bevor sie nach

6. Vergleichende Bewertung der keramischen NF-Membranen
- 152 -
einer Warmwasserspülung wieder der Produktionslinie zu Befüllung zugeführt werden
/6-1/.
Vorspülung alkalischeReinigung
Warmwasser-spülung
Additive
Natron-lauge
Flaschenabgabe
Verschleppung von verschmutzter
Reinigungslösungund Additiven
Flaschen Flaschen Flaschen
VerunreinigungenEtiketten
Frisch-wasser
Abb. 6-31: Vereinfachte Verfahrensdarstellung einer Flaschenwaschmaschine.
Flaschenwaschmaschinenlauge besteht in der Regel aus einer (2-4) % iger Natronlau-
ge, der Reinigungsadditive zugegeben werden. Infolge des Eintrags von organischen
und anorganischen Verunreinigungen durch die Flaschen in die Lauge sinkt die Qualität
der Reinigungslauge der Flaschenwaschmaschine. In die Lauge werden vor allem fol-
gende Verunreinigungen eingetragen:
• Produktreste
• Leimreste
• Schimmelpilze aus den Flaschen
Diese Verunreinigungen führten zu einem steigenden Verbrauch an Reinigungsadditi-
ven. Bei diesen Reinigungsadditiven handelt es sich um Kombinationsprodukte aus
oberflächenaktiven Substanzen, Komplexbildnern und Schauminhibitoren.
Ziel einer Aufbereitung der Reinigungslauge durch Membranverfahren ist die Entfernung
partikulärer, organischer und anorganischer Verunreinigungen zur Erhöhung der Stand-
zeit der Lauge. Gleichzeitig wird ein hoher Durchlass der Reinigungsadditive ange-
strebt.
Mit den neu entwickelten Membranen wurden Untersuchungen zur Aufbereitung von Fla-
schenwaschmaschinenlauge aus einer Brauerei durchgeführt. Tab. 6-7 zeigt exempla-
risch die Zusammensetzung der Flaschenwaschmaschinenlauge /6-1/. Die ermittelten
Werte unterliegen starken Schwankungen, da periodisch ein Austausch der Lauge er-
folgt. Zudem zieht die Reinigung von Flaschen unterschiedlicher Produkte einen unter-
schiedlichen Schmutzeintrag nach sich.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 153 -
Tab. 6-7: Zusammensetzung der aufbereiteten Flaschenwaschmaschinenlauge.
pH (25°C) LF
[ms/cm]
Temperatur
[°C]
Ca
[ppm]*
Al
[ppm]*1
CSB
[ppm]
13-13,5 60-80 ~70-80 100-200 100-200 4000-9000
Diese unterschiedlichen Verschmutzungsgrade der Lauge, die mit dem Summenpara-
meter CSB erfasst wurden, führen auch zu relativ großen Schwankungen der Membran-
permeabilität bei der Aufbereitung der Lauge. Daher sind insbesondere die im direkten
Vergleich mehrerer Membranen gewonnenen Daten von großer Bedeutung.
Bei den Untersuchungen zeigte sich, dass die neu entwickelten Membranen hinsichtlich
Membranpermeabilität und CSB-Rückhalt den untersuchten kommerziellen Membranen
deutlich überlegen waren (Abb. 6-32 - Abb. 6-34):
Tab. 6-8: Permeabilitäten und Rückhalte bei der
Aufbereitung von Flaschenwaschmaschinenlauge.
Membrantyp Membranpermeabilität
[l/(m²· h· bar)]
CSB-Rückhalt
[%]
neu entwickelte
Keramikmembran 5-20 70-90
kommerzielle
Keramikmembran 2 1-4 65-75
kommerzielle
Keramikmembran 5 2-9 55-75
Untersuchungen zeigten /6-1/, dass bestimmte Reinigungsadditive zu einer starken
Verminderung der Membranpermeabilität von Polymermembranen führen. Zu Zeiten, in
denen die Polymermembranen (UF1) aufgrund dieser Reinigungsadditive eine extrem
niedrige Permeabilität bis hin zur völligen Verblockung zeigten, war auch die Permeabi-
lität der Keramikmembranen niedriger. Es wurde jedoch deutlich, dass insbesondere
die neu entwickelte keramische Membran eine niedrigere Foulingneigung zeigten als
Polymermembranen.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 154 -
0 10 20 30 40 50 60 700
5
10
15
20
Permeabilität [l/m²hbar]
CSB-Rückhalt [%]
Pe
rme
ab
ilitä
t [l/
m²h
ba
r]
Ausbeute [%]
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
100
CS
B-R
ück
ha
lt [%
]
Abb. 6-32: Aufbereitung von Flaschenwaschmaschinenlauge
mittels neu entwickelter Keramik-NF-Membran.
0 20 40 60 80 100
0
2
4
6
8
10
12
14
16
18
20
Permeabilität neu entwickelte Membran Permeabilität kommerzielle Membran 2
CSB-Rückhalt [%] neu entwickelte Membran CSB-Rückhalt [%] kommerzielle Membran 2
Per
mea
bilit
ät [
l/m²h
bar]
Aufkonzentrierung [%]
0
5
10
1520
25
30
3540
45
50
5560
65
7075
80
85
9095
100
Rüc
khal
t [%
]
Abb. 6-33: Aufbereitung von Flaschenwaschmaschinenlauge mittels neu
entwickelter Keramik-NF-Membran und kommerzieller Keramik-NF-Membran 2.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 155 -
0 2 0 4 0 6 0 8 0 100
0
2
4
6
8
1 0
1 2
1 4
1 6
1 8
2 0 Permeabilität neu entwickelte Membran Permeabilität kommerzielle Keramikmembran 5 CSB-Rückhalt [%] neu entwickelte Membran CSB-Rückhalt [%] kommerzielle Keramikmembran 5
Pe
rme
ab
ilitä
t [l/
m²h
ba
r]
Ausbeute [%]
05
1 01 5
2 02 5
3 03 5
4 04 5
5 05 5
6 06 5
7 07 5
8 08 5
9 09 5
100
Rü
ckh
alt
[%]
Abb. 6-34: Aufbereitung von Flaschenwaschmaschinenlauge mittels neu
entwickelter Keramik-NF-Membran und kommerzieller Keramik-NF-Membran 5.
In den Untersuchungen, die sich über eine Versuchsdauer von maximal 2 Wochen er-
streckten, konnte optisch an den Membranabdichtungen aller untersuchten keramischen
Membranen ein chemischer Angriff festgestellt werden. Dies führte noch nicht zu einer
Beeinträchtigung des Membranrückhaltes. Vor einem Dauereinsatz sind jedoch Ver-
besserungen der chemischen Stabilität der Abdichtung erforderlich. Rückhaltemessun-
gen der Membranen vor und nach den Versuchen mit Flaschenwaschmaschinenlauge
zeigten, dass an den Membranen selbst kein chemischer Angriff stattfand.
6.4.3.2 PVPP-Lauge
Um bei Bier eine gute nichtbiologische Stabilität zu erhalten, hat sich in den letzten Jah-
ren die Kombination aus Entfernung der hochmolekularen Stickstoffverbindungen mittels
Kieselgur und eine teilweise Entfernung der polyphenolischen Bestandteile mittels des
Adsorbens Polyvinylpolypyrrolidon (PVPP) durchgesetzt.
Aus Kostengründen wird das PVPP regeneriert, so dass es für einen neuerlichen Filtra-
tionsvorgang zur Verfügung steht.
Die Regeneration von PVPP erfolgt durch eine alkalische Lösung, in der Brauindustrie
im allgemeinen durch technische Natronlauge. Die bei dieser Regeneration anfallende
große Menge Natronlauge ((1-3) %ig je nach Verfahren) mit einem sehr hohen CSB und
einer Temperatur von ca. 80 °C ist für einen weiteren Regenerationsschritt
(Einlaugeverfahren) nicht mehr zu verwenden und wird nach jedem Regenerationszyklus

6. Vergleichende Bewertung der keramischen NF-Membranen
- 156 -
verfahren) nicht mehr zu verwenden und wird nach jedem Regenerationszyklus verwor-
fen (Abb. 6-35).
Ziel einer erfolgreichen Aufbereitung dieses Teilstroms ist die weitgehende Entfernung
der Polyphenole, die in Konzentration von ca. (50-150) mg/l in der Regenerationslauge
enthalten sind, so dass möglichst saubere Lauge bei einem möglichst hohen Tempera-
turniveau wieder direkt in den Regenerationsprozess zurückgeführt werden kann.
NaOH
Wasser Lauge0,5 - 2,0 %
Bier
filtriertesBier
PVPP Filter
PVPP Vorlagetank
PVPP
Tank
Reinigungskreislauf
Dosagein
Bier
Abb. 6-35: Vereinfachte Verfahrensdarstellung einer PVPP-Regenerationsanlage.
Mit dieser Lauge fanden Untersuchungen mittels der neu entwickelten Keramikmemb-
ranen und der kommerziellen Keramikmembran 5 statt.
Mit Permeabilitäten von (16-12) l/(m²· h· bar) zeigten sich deutliche Vorteile der neu
entwickelten Membran gegenüber der kommerziellen Keramikmembran, die nur Per-
meabilitäten von ca. 4 l/(m²· h· bar) erreichte (Abb. 6-36). Gleichzeitig zeigte die neu
entwickelte Membran Rückhalte des Polyphenolindexes von über 93 % bis zu einer
Ausbeute von 75 %. Dagegen fiel bei dieser Ausbeute der Rückhalt der kommerziellen
Keramikmembran 5 auf unter 80 % ab.
Auch bei den Versuchen zur Aufbereitung der PVPP-Lauge zeigten sich optisch Verän-
derungen an der Membranabdichtung, während die Membranen selbst keinerlei Anzei-
chen eines chemischen Angriffes aufwiesen.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 157 -
0
2
4
6
8
10
12
14
16
18
20
0,00 10,00 20,00 30,00 40,00 50,00 60,00 70,00 80,00
Ausbeute [%]
Per
mea
bilit
ät [l
/m²h
bar]
0
10
20
30
40
50
60
70
80
90
100
Rüc
khal
t Phe
nolin
dex
[%]
Permeabilität neu entwickelte MembranPermeabilität kommerzielle Keramikmembran 1Rückhalt Phenolindex neu entwickelte MembranRückhalt Phenolindex kommerzielle Keramikmembran 1
Abb. 6-36: Permeabilität und Rückhalt Phenolindex
bei der Aufbereitung von PVPP Regenerationslauge.
6.5 Zusammenfassung der Untersuchungsergebnisse
6.5.1 Bewertung der Membraneigenschaften (Modellsubstanzen)
Die dargestellten Untersuchungsergebnisse zeigen, dass die Entwicklung einer Kera-
mikmembran gelang, deren Trenneigenschaften im Nanofiltrationsbereich liegen.
Rückhaltmessungen mit Polyethylenglykol zeigten eine Trennung im molekularen Be-
reich von unter 500 Da. Die direkte Charakterisierung der aktiven Schicht mittels
N2-sorption führte zu vergleichbaren Ergebnissen mit einer Porengröße von unter
0,9 nm. Dies liegt im Bereich des Stokes Durchmessers von PEG Molekülen.
Gleichzeitig zeigen die Untersuchungen zur Ermittlung der Trenngrenze, dass alle unter-
suchten kommerziellen Keramikmembranen eine deutlich schlechtere Trenngrenze von
>>2000 g/mol aufweisen, obwohl diese von Herstellerseite mit einem Cut-off von 1000
g/mol angegeben werden. Kommerziell verfügbare Polymermembranen weisen meist
eine Trenngrenze von (200-600) g/mol auf.
Dennoch liegt die Wasserpermeabilität der neu entwickelten Membranen mit
(15-25) l/(m²· h· bar) in einem ähnlichen Bereich, wie die der kommerziellen Keramik-

6. Vergleichende Bewertung der keramischen NF-Membranen
- 158 -
membran mit der höchsten Permeabilität. Alle anderen kommerziellen Keramikmemb-
ranen weisen teilweise deutlich geringere Permeabilitäten auf.
Die Wasserpermeabilität vergleichbarer Polymermembranen, liegt in der Regel im Be-
reich von ca. (1-8) l/(m²· h· bar). Hohe Permeabilitäten werden insbesondere von che-
misch weniger beständigen Polymermembranen erreicht.
Auch Messungen des Salzrückhaltes zeigen dass die mikroporöse Membran klar der
Nanofiltration zuzuordnen ist. Bei den Salzrückhaltemessungen wurde ein starker Ein-
fluss der Membranladung auf die Trenneigenschaften der keramischen Nanofiltrations-
membran festgestellt. Die Salzrückhalte korrelieren sehr gut mit den ermittelten Zetapo-
tentialen der Membranen. Somit hat die Ladung der Membranoberfläche einen ent-
scheidenden Einfluss auf den Ionenrückhalt der Membran. Dies führt zu einem starken
Einfluss von pH-Wert und Salzkonzentration auf den Salzrückhalt der Keramikmembra-
nen.
Für NaCl nimmt der Rückhalt einem pH-Wert von 6,5 den niedrigsten Wert an. Sowohl
für höhere, als auch für niedrigere pH-Werte steigt der Rückhalt an. Für alle untersuch-
ten Salze sank der Salzrückhalt der neu entwickelten Membran mit steigender Salzkon-
zentration im Feed stark ab.
Diese Abhängigkeit des Salzrückhaltes vom pH-Wert ist bei den meisten Polymer-
membranen weniger stark ausgeprägt.
Somit wurde gezeigt dass die Entwicklung einer chemisch, thermisch und mechanisch
stabilen keramischen Nanofiltrationsmembran gelang, die neben hohen Salzrückhalten
und einem Cut-off <500 g/mol eine hohe Wasserpermeabilität aufweist.
6.5.2 Bewertung der Untersuchungen mit realen Medien
Großes Potential der neu entwickelten Membranen zeigt ich im Bereich der Laugeauf-
bereitung. Erfolgreiche Untersuchungen fanden statt mit CIP-Lauge, Flaschenwaschma-
schinenlauge und PVPP-Lauge.
Bei diesen Versuchen zeigten die neu entwickelten keramischen NF-Membranen
erhebliche Vorteile gegenüber kommerziellen keramischen Membranen hinsichtlich
Rückhalt und Permeabilität.
Gegenüber Polymermembranen wiesen die neu entwickelten Keramikmembranen er-
hebliche Vorteile hinsichtlich Permeabilität und Foulingneigung auf . Die chemische
Stabilität der keramischen Nanofiltrationsmembran wurde durch PEG-Versuche vor und
nach der Laugeaufbereitung nachgewiesen.
Versuche zum Einsatz der Membranen zur Lösemittelaufbereitung zeigten eine extrem
niedrige Membranpermeabilität, so dass sich hier kein Einsatzschwerpunkt der Memb-

6. Vergleichende Bewertung der keramischen NF-Membranen
- 159 -
ranen abzeichnet. Dies gilt insbesondere für den Einsatz der Membranen in stark unpo-
laren Lösemitteln (z.B. Hexan), bei denen die Membranpermeabilität während der Ver-
suche irreversibel abnahm, so dass die Membranen nicht mehr für den Einsatz in wäss-
rigen Medien verwendet werden konnten.
Die Versuche mit den neu entwickelten Membranen zur Säureaufbereitung zeigten auf,
dass ein Einsatz der Membranen bei hohen Säure- bzw. Salzkonzentrationen aufgrund
niedriger Salzrückhalte nicht sinnvoll erscheint. Daher scheidet z.B. die Aufbereitung
von HCl- und H2SO4-Beizen als künftiges Einsatzfeld aus, da diese in Säurekonzentra-
tionen von meist >20 Ma % vorliegen und die Fe-Konzentrationen in diesen Beizbädern
über >100 g/l liegen. Interessant könnte der Einsatz dieser Membranen jedoch bei der
Aufbereitung von H3PO4-Beizbädern sein, da hier Säue und Salzkonzentrationen erheb-
lich niedriger sind (pH 1-2, Fe-Konzentrationen < 5 g/l). Bei dem untersuchten H3PO4-
Beizbad zeigte sich jedoch eine sehr niedrige Permeabilität, die eindeutig auf den zu-
gesetzten Beizinhibitor zurückgeführt werden konnte. Ein Austausch der zugesetzten
Beizinhibitoren und Tenside ist hier die Voraussetzung für einen Einsatz der Membra-
nen in diesem Bereich.
Bei allen untersuchten Applikationsfeldern zeigten sich an den keramischen Membranen
selbst keinerlei Anzeichen für eine Überschreitung der Grenzen der chemischen Stabili-
tät.
Dagegen war insbesondere bei der Aufbereitung heißer Laugen nach ca. 300 h ein
chemischer Angriff auf die Membranabdichtung (Harz) der kommerziellen und neu ent-
wickelten keramischen Membranen zu beobachten. Dieser Angriff führte noch nicht zu
einem Abfall der Trennleistung der Membran. Voraussetzung für einen erfolgreichen
Dauereinsatz der keramischen Nanofiltrationsmembranen in diesem Applikationsfeld,
bei dem eine Membranstandzeit von mehreren Jahren angestrebt wird, ist jedoch weite-
re Forschung zur Verbesserung der chemischen Stabilität der Abdichtung. Gleiches gilt
für den Einsatz der keramischen NF-Membranen in starken Säuren. Auch hier zeigte
sich optisch ein chemischer Angriff an der Membranabdichtung.
Für den Einsatz der Membran in Lösemitteln existiert eine Membranabdichtung des
HITK, die in organischen Medien beständig ist. Allerdings ist diese Abdichtung nicht für
den Einsatz in Säuren und Laugen geeignet.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 160 -
6.6 Erstellung eines Membrankataloges bewerteter Nanofiltrationsmembranen
Im Rahmen der Untersuchungen zur vergleichenden Bewertung der keramischen NF-
Membran fanden Untersuchungen mit den nachfolgend aufgeführten Membranen statt.
Die Angaben über Einsatzgrenzen hinsichtlich Temperatur, pH-Wert und Druck sind
Herstellerangaben. Trenngrenzen, Salzrückhalte und Membranpermeabilitäten wurden
in eigenen Untersuchungen bestimmt.
Es zeigte sich, dass der überwiegende Teil der getesteten Polymermembranen eine
Trenngrenze im Trennbereich von (200-600) g/mol aufwies. Membranpermeabilitäten
lagen meist im Bereich von (1,5-8) l/(m²· h· bar).
Es zeigte sich, dass hohe Membranpermeabilitäten gekoppelt mit einer niedrigen
Trenngrenze nur von chemisch und thermisch weniger resistenten Membranen erreicht
wurden.
Wie bereits diskutiert, wurden von den kommerziellen NF-Keramikmembranen zwar
teilweise hohe Permeabilitäten erreicht, jedoch lagen die Trenngrenzen deutlich über
2000 g/mol, so dass sich hier keine großen Vorteile hinsichtlich Wasserpermeabilität
gegenüber einer vergleichend getesteten polymeren UF-Membran ergaben, für die e-
benfalls eine Trenngrenze von 2200 g/mol ermittelt wurde.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 161 -
Keramikmembranen
Membrantyp: neu entwickelte Keramikmembran
aktive Schicht: TiO2
max. Temperatur im Dauerbetrieb: 350 °C
max. Betriebsdruck: 60 bar
pH-Bereich im Dauerbetrieb: Untersuchungen im Bereich <0-14
Wasserpermeabilität: (15-25) l/(m²· h· bar)
PEG-Rückhalt: <500 g/mol
siehe Abb. 6-37
0 100 200 300 400 500 600 700 800 900 1000
0
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-37: PEG-Rückhalt neu entwickelte Keramikmembran.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 162 -
Membrantyp: kommerzielle Keramikmembran 1
aktive Schicht: TiO2
max. Temperatur im Dauerbetrieb: k.A.
max. Betriebsdruck: 50 bar Berstdruck
pH-Bereich im Dauerbetrieb: 0-14
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: (22-24) l/(m²· h· bar)
PEG-Rückhalt: > 3000 g/mol
siehe Abb. 6-38
0 500 1000 1500 2000 2500 3000
0
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rü
ckh
alt
[%]
Molekulargewicht [Da]
Abb. 6-38: PEG-Rückhalt kommerzielle Keramikmembran 1.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 163 -
Membrantyp: kommerzielle Keramikmembran 2
aktive Schicht: ZrO2
max. Temperatur im Dauerbetrieb: 125 °C
max. Betriebsdruck: 20 bar
pH-Bereich im Dauerbetrieb: k.A.
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: (03-04) l/(m²· h· bar)
PEG-Rückhalt: > 3000 g/mol
siehe Abb. 6-39
0 500 1000 1500 2000 2500 3000
0
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rü
ckh
alt
[%]
Molekulargewicht [Da]
Abb. 6-39: PEG-Rückhalt kommerzielle Keramikmembran 2.
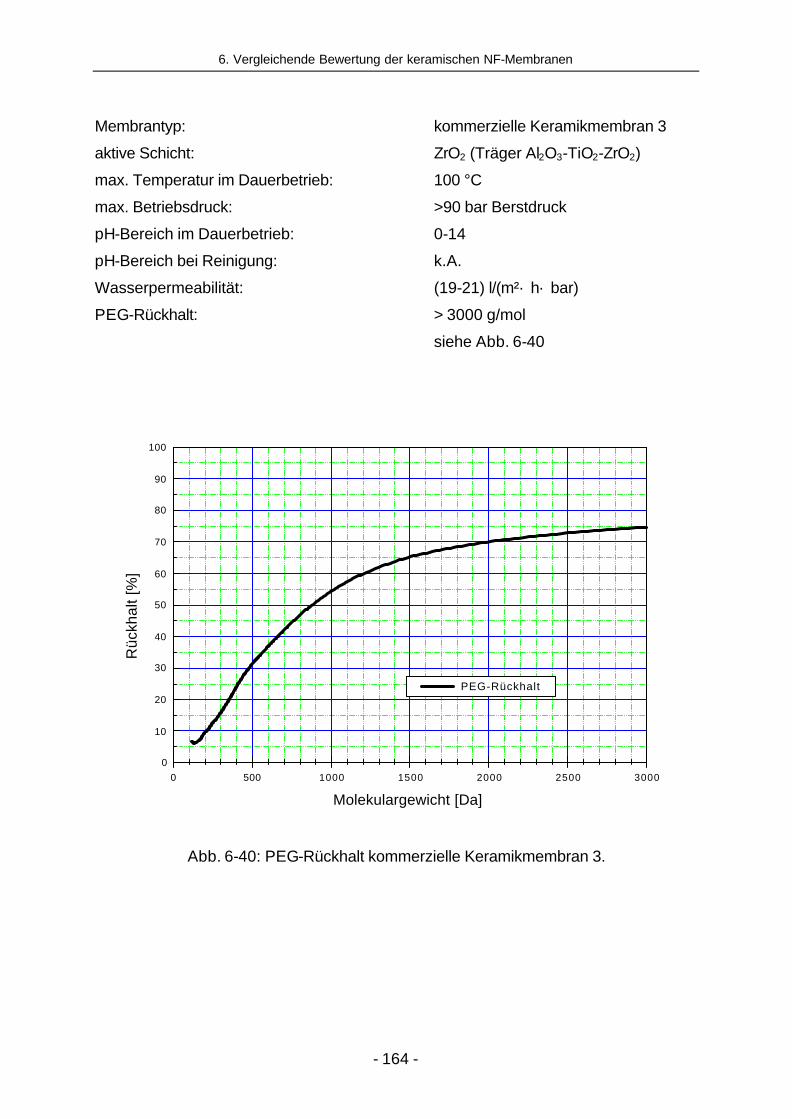
6. Vergleichende Bewertung der keramischen NF-Membranen
- 164 -
Membrantyp: kommerzielle Keramikmembran 3
aktive Schicht: ZrO2 (Träger Al2O3-TiO2-ZrO2)
max. Temperatur im Dauerbetrieb: 100 °C
max. Betriebsdruck: >90 bar Berstdruck
pH-Bereich im Dauerbetrieb: 0-14
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: (19-21) l/(m²· h· bar)
PEG-Rückhalt: > 3000 g/mol
siehe Abb. 6-40
0 500 1000 1500 2000 2500 3000
0
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rü
ckh
alt
[%]
Molekulargewicht [Da]
Abb. 6-40: PEG-Rückhalt kommerzielle Keramikmembran 3.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 165 -
Membrantyp: kommerzielle Keramikmembran 4
aktive Schicht: ZrO2
max. Temperatur im Dauerbetrieb: 125 °C
max. Betriebsdruck: 20 bar
pH-Bereich im Dauerbetrieb: 0-14
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: (12-14) l/(m²· h· bar)
PEG-Rückhalt: > 3000 g/mol
siehe Abb. 6-41
0 500 1000 1500 2000 2500 3000
0
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rü
ckh
alt
[%]
Molekulargewicht [Da]
Abb. 6-41: PEG-Rückhalt kommerzielle Keramikmembran 4.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 166 -
Membrantyp: kommerzielle Keramikmembran 5
aktive Schicht: ZrO2 (Träger Al2O3-TiO2-ZrO2)
max. Temperatur im Dauerbetrieb: 100 °C
max. Betriebsdruck: 6 bar
pH-Bereich im Dauerbetrieb: 0-14
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: (10-12) l/(m²· h· bar)
PEG-Rückhalt: ca. 2200 g/mol
siehe Abb. 6-42
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 2400
0
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [g/mol]
Abb. 6-42: PEG-Rückhalt kommerzielle Keramikmembran 5.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 167 -
Polymermembranen
Membranhersteller 1
Membrantyp: NF 1
aktive Schicht: Polypiperizinamid
max. Temperatur im Dauerbetrieb: 45 °C
max. Betriebsdruck 41 bar
pH-Bereich im Dauerbetrieb: 2-11
pH-Bereich bei Reinigung: k.A.1
Wasserpermeabilität (bei 20°C): 4,9 l/(m²· h· bar)
PEG-Rückhalt: ca. 310 g/mol
Abb. 6-43
0 100 200 300 400 500 600 700 800 900 10000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt 6 bar
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-43: PEG-Rückhalt NF1.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 168 -
Membrantyp: NF2
aktive Schicht: Polypiperizinamid
max. Temperatur im Dauerbetrieb: 45 °C
max. Betriebsdruck 41 bar
pH-Bereich im Dauerbetrieb: 2-11
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität(bei 20°C): 5,0 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 48 %
PEG-Rückhalt: ca. 250 g/mol
siehe Abb. 6-44
0 100 200 300 400 5000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-44: PEG-Rückhalt NF2.
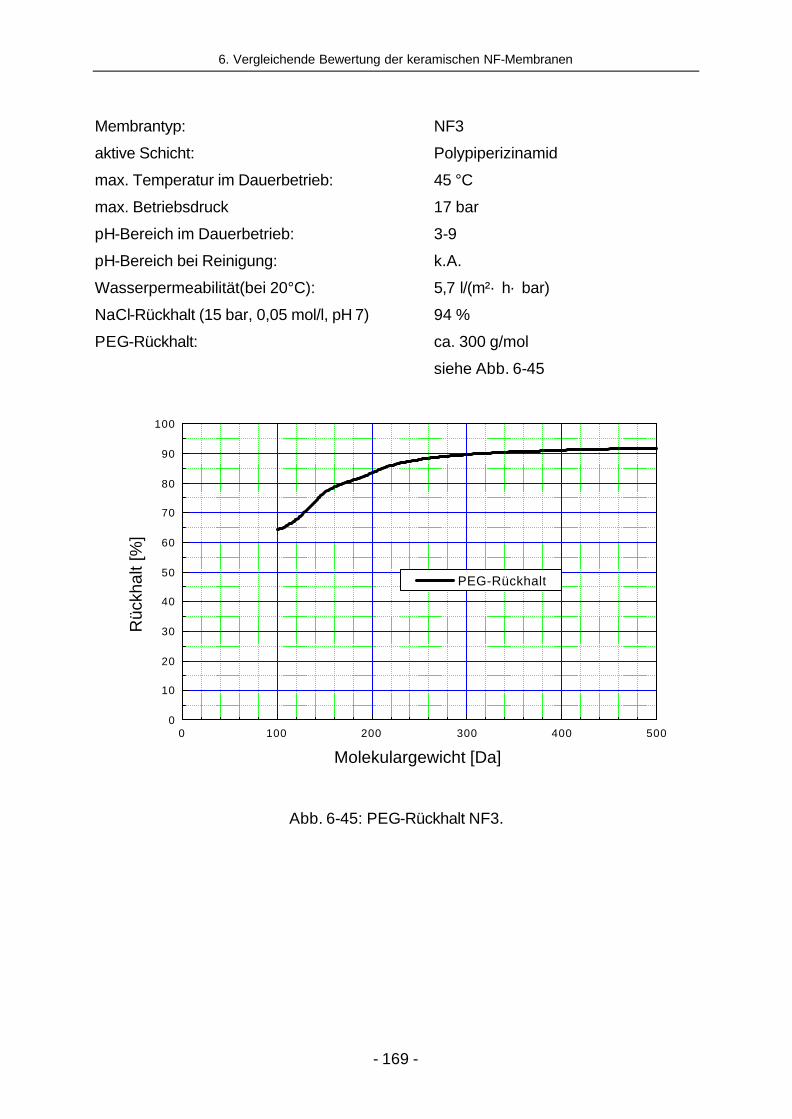
6. Vergleichende Bewertung der keramischen NF-Membranen
- 169 -
Membrantyp: NF3
aktive Schicht: Polypiperizinamid
max. Temperatur im Dauerbetrieb: 45 °C
max. Betriebsdruck 17 bar
pH-Bereich im Dauerbetrieb: 3-9
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität(bei 20°C): 5,7 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 94 %
PEG-Rückhalt: ca. 300 g/mol
siehe Abb. 6-45
0 100 200 300 400 5000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-45: PEG-Rückhalt NF3.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 170 -
2 4 6 8 10 12
-20
-10
0
Zetapotential [mV]
Ze
tap
ote
ntia
l [m
V]
pH-Wert
Abb. 6-46: Zetapotential NF3.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 171 -
Membrantyp: NF4
aktive Schicht: Polypiperizinamid
max. Temperatur im Dauerbetrieb: 45 °C
max. Betriebsdruck 17 bar
pH-Bereich im Dauerbetrieb: 3-9
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität(bei 20°C): 4,8 l/(m²· h· bar)
PEG-Rückhalt: ca. 200 g/mol
siehe Abb. 6-47
0 100 200 300 400 500 600 700 800 900 10000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-47: PEG-Rückhalt NF4.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 172 -
Membrantyp: NF5
aktive Schicht: Polypiperizinamid
max. Temperatur im Dauerbetrieb: 45 °C
max. Betriebsdruck 41 bar
pH-Bereich im Dauerbetrieb: 3-10
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität(bei 20°C): 7,8 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 55 %
PEG-Rückhalt: ca. 200 g/mol
siehe Abb. 6-48
0 100 200 300 400 500 600 700 800 900 10000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-48: PEG-Rückhalt NF5.
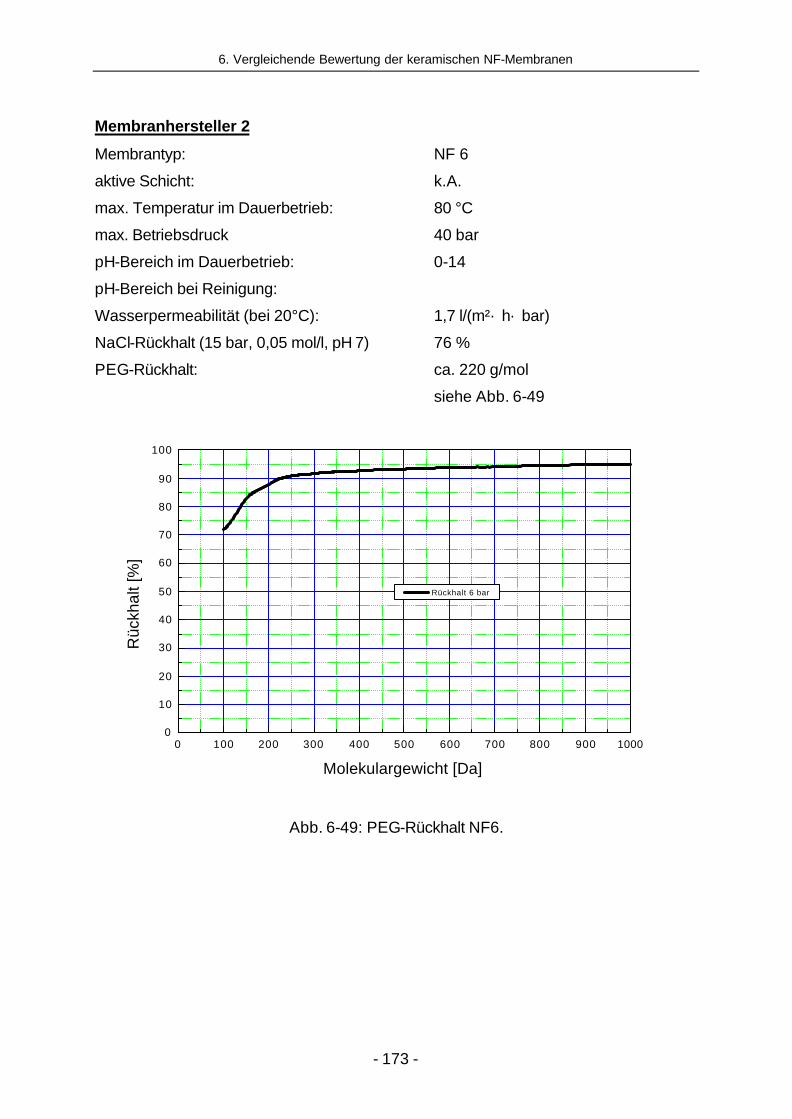
6. Vergleichende Bewertung der keramischen NF-Membranen
- 173 -
Membranhersteller 2
Membrantyp: NF 6
aktive Schicht: k.A.
max. Temperatur im Dauerbetrieb: 80 °C
max. Betriebsdruck 40 bar
pH-Bereich im Dauerbetrieb: 0-14
pH-Bereich bei Reinigung:
Wasserpermeabilität (bei 20°C): 1,7 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 76 %
PEG-Rückhalt: ca. 220 g/mol
siehe Abb. 6-49
0 100 200 300 400 500 600 700 800 900 10000
10
20
30
40
50
60
70
80
90
100
Rückhalt 6 bar
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-49: PEG-Rückhalt NF6.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 174 -
2 4 6 8 10 12
-5
0
5
10 Zetapotential [mV]
Zet
apot
entia
l [m
V]
pH-Wert
Abb. 6-50: Zetapotential NF6 mit KCl, 10-3 mol/l.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 175 -
Membrantyp: NF 7
aktive Schicht: k.A.
max. Temperatur im Dauerbetrieb: 80 °C
max. Betriebsdruck 40 bar
pH-Bereich im Dauerbetrieb: 0-14
pH-Bereich bei Reinigung:
Wasserpermeabilität (bei 20°C): 2,0 l/(m²· h· bar)
PEG-Rückhalt: >3000 g/mol
siehe Abb. 6-51
0 500 1000 1500 2000 2500 30000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rü
ckh
alt
[%]
Molekulargewicht [Da]
Abb. 6-51: PEG-Rückhalt NF7.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 176 -
Membranhersteller 3
Membrantyp: NF8
aktive Schicht: modifiziertes Polyamid
max. Temperatur im Dauerbetrieb: 80 °C
max. Betriebsdruck: 68 bar
pH-Bereich im Dauerbetrieb: 0-11
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: 5,4 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 75 %
PEG-Rückhalt: ca. 200 g/mol
siehe Abb. 6-52
0 100 200 300 400 500 600 700 800 900 10000
10
20
30
40
50
60
70
80
90
100
Rückhalt 6 bar
Rü
ckh
alt
[%]
Molekulargewicht [Da]
Abb. 6-52: PEG-Rückhalt NF8.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 177 -
2 4 6 8 10 12
-30
-25
-20
-15
-10
-5
0
5
10
15
20
Zetapotential [mV] pH
Zet
apot
entia
l [m
V]
pH-Wert
Abb. 6-53: Zetapotential NF8 mit KCl, 10-3 mol/l.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 178 -
Membrantyp: NF9
aktive Schicht: modifiziertes Polyamid
max. Temperatur im Dauerbetrieb: 80 °C
max. Betriebsdruck: 68 bar
pH-Bereich im Dauerbetrieb: 0-11
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: 5,5 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 50 %
PEG-Rückhalt: ca. 220 g/mol
siehe Abb. 6-54
0 200 400 600 800 10000
10
20
30
40
50
60
70
80
90
100
Rückhalt 6 bar
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-54: PEG-Rückhalt NF9.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 179 -
2 4 6 8 10 12
-30
-25
-20
-15
-10
-5
0
5
10
Zetapotential [mV]
Zet
apot
entia
l [m
V]
pH-Wert [ ]
Abb. 6-55: Zetapotential NF9 mit KCl, 10-3 mol/l.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 180 -
Membranhersteller 4
Membrantyp: NF10
aktive Schicht: Polypiperizin
max. Temperatur im Dauerbetrieb: 45 °C
max. Betriebsdruck: 42 bar
pH-Bereich im Dauerbetrieb: 3-8
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: 7,4 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 40 %
PEG-Rückhalt: ca.260 g/mol
siehe Abb. 6-56
0 100 200 300 400 500 600 700 800 900 10000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-56: PEG-Rückhalt NF10.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 181 -
Membranhersteller 5
Membrantyp: NF11
aktive Schicht: Polyamid
max. Temperatur im Dauerbetrieb: 60 °C
max. Betriebsdruck: 60 bar
pH-Bereich im Dauerbetrieb: 1,5-9,5
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: 2,5 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 76 %
PEG-Rückhalt: ca.200 g/mol
siehe Abb. 6-57
0 100 200 300 400 500 600 700 800 900 10000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-57: PEG-Rückhalt NF11.
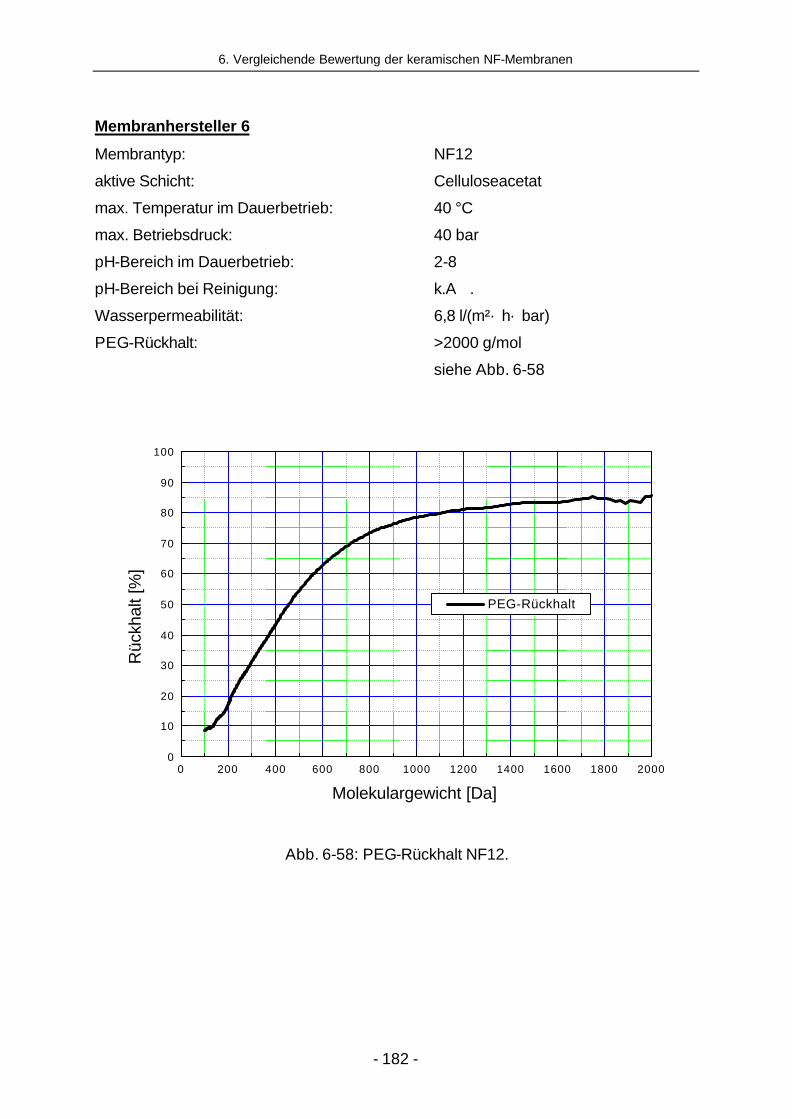
6. Vergleichende Bewertung der keramischen NF-Membranen
- 182 -
Membranhersteller 6
Membrantyp: NF12
aktive Schicht: Celluloseacetat
max. Temperatur im Dauerbetrieb: 40 °C
max. Betriebsdruck: 40 bar
pH-Bereich im Dauerbetrieb: 2-8
pH-Bereich bei Reinigung: k.A .
Wasserpermeabilität: 6,8 l/(m²· h· bar)
PEG-Rückhalt: >2000 g/mol
siehe Abb. 6-58
0 200 400 600 800 1000 1200 1400 1600 1800 20000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-58: PEG-Rückhalt NF12.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 183 -
Membrantyp: NF13
aktive Schicht: Celluloseacetat
max. Temperatur im Dauerbetrieb: 40 °C
max. Betriebsdruck: 40 bar
pH-Bereich im Dauerbetrieb: 2-8
pH-Bereich bei Reinigung: k.A .
Wasserpermeabilität: 7,0 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 27 %
PEG-Rückhalt: ca. 1400 g/mol
siehe Abb. 6-59
0 200 400 600 800 1000 1200 1400 1600 1800 20000
10
20
30
40
50
60
70
80
90
100
Abbildung 1-31: Hoechst NF CA 20 PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-59: PEG-Rückhalt NF13.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 184 -
Membrantyp: NF14
aktive Schicht: Celluloseacetat
max. Temperatur im Dauerbetrieb: 40 °C
max. Betriebsdruck: 40 bar
pH-Bereich im Dauerbetrieb: 2-8
pH-Bereich bei Reinigung: k.A .
Wasserpermeabilität: 4,7 l/(m²· h· bar)
PEG-Rückhalt: ca. 520 g/mol
siehe Abb. 6-60
0 200 400 600 800 10000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-60: PEG-Rückhalt NF14.
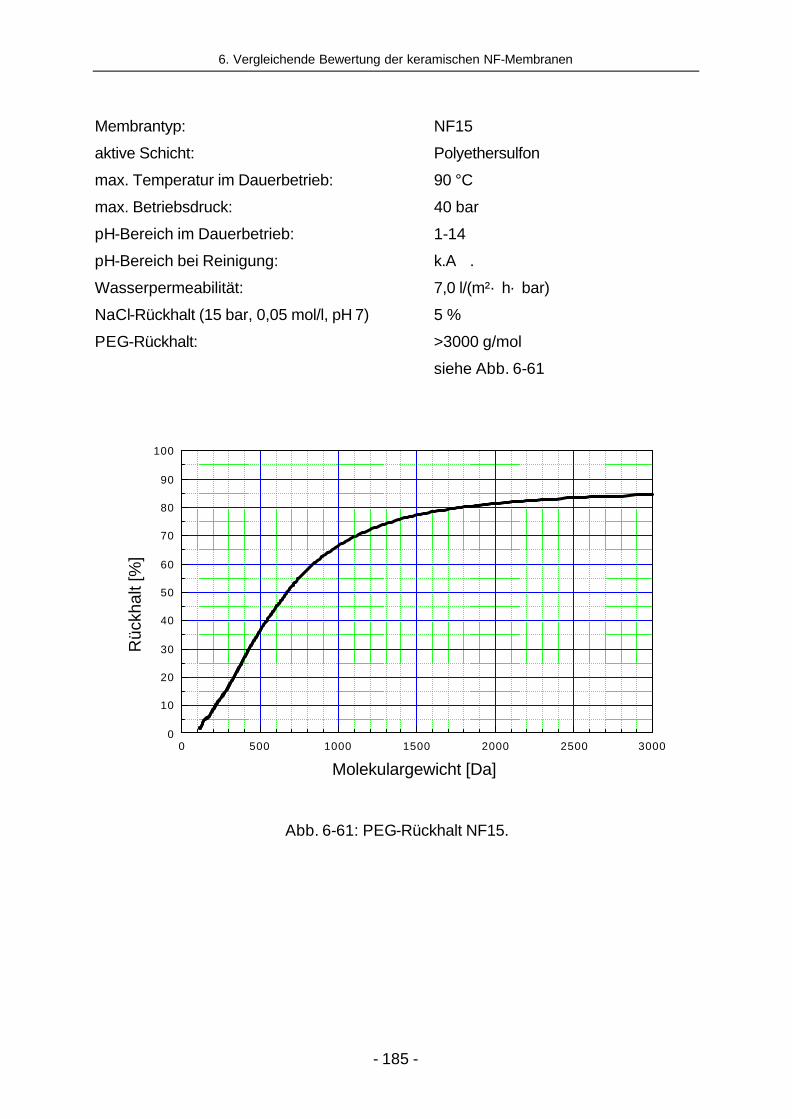
6. Vergleichende Bewertung der keramischen NF-Membranen
- 185 -
Membrantyp: NF15
aktive Schicht: Polyethersulfon
max. Temperatur im Dauerbetrieb: 90 °C
max. Betriebsdruck: 40 bar
pH-Bereich im Dauerbetrieb: 1-14
pH-Bereich bei Reinigung: k.A .
Wasserpermeabilität: 7,0 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 5 %
PEG-Rückhalt: >3000 g/mol
siehe Abb. 6-61
0 500 1000 1500 2000 2500 30000
10
20
30
40
50
60
70
80
90
100
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-61: PEG-Rückhalt NF15.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 186 -
Membrantyp: NF16
aktive Schicht: Polyethersulfon
max. Temperatur im Dauerbetrieb: 90 °C
max. Betriebsdruck: 40 bar
pH-Bereich im Dauerbetrieb: 1-14
pH-Bereich bei Reinigung: k.A .
Wasserpermeabilität: 1,0 l/(m²· h· bar)
NaCl-Rückhalt (15 bar, 0,05 mol/l, pH 7) 8 %
PEG-Rückhalt: ca. 650 g/mol
siehe Abb. 6-61
0 200 400 600 800 10000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-62: PEG-Rückhalt NF16.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 187 -
Membranhersteller 7
Membrantyp: UF1
aktive Schicht: modifiziertes Polyethersulfon
max. Temperatur im Dauerbetrieb: 80 °C
max. Betriebsdruck: 6 bar
pH-Bereich im Dauerbetrieb: 1-14
pH-Bereich bei Reinigung: k.A.
Wasserpermeabilität: 22 l/(m²· h· bar)
PEG-Rückhalt: ca. 2200 g/mol
siehe Abb. 6-63
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 30000
10
20
30
40
50
60
70
80
90
100
PEG-Rückhalt
Rüc
khal
t [%
]
Molekulargewicht [Da]
Abb. 6-63: PEG-Rückhalt UF1.

6. Vergleichende Bewertung der keramischen NF-Membranen
- 188 -
6.7 Literatur
/6-1/ Abschlussbericht zum Forschungsvorhaben „Produktionsintegrierter Umweltschutz in der
Lebensmitte lindustrie am Beispiel der Brauindustrie“, Förderprogramm:Produktionsintegrierter Umweltschutz (PIUS)
Förderkennzeichen:01 ZF 9501/3
/6-2/ AFNOR: NF X 45-103 Membranes poreuses Berlin (Beuth-Verlag) 1997.
/6-3/ COMBE, C.; GUIZARD, C.; AIMAR, P.; SANCHEZ , V.: Experimental determination of four characteristics used to
predict the retention of a ceramic nanofiltration membrane In: Journal of Membrane Science, Jg. 1997,
H. 129, S. 147-160.
/6-4/ COT, L.: Ceramic membranes: a new class of ceramics In: J. Chim. Phys. Phys.-Chim. Biol., Jg. 1991,
H. 88(10), S. 2083-2095.
/6-5/ DAOUDI, S.; BROCHARD, F.: Flows of flexible Polymers in solutes In: Macromolecules, Jg. 1978, H. 11,
S. 751-758.
/6-6/ GUIZARD, C.; JULBE, A.; LARBOT, A.; COT, L.: Nanostructures in sol-gel derived materials. Application to the
elaboration of nanofiltration membranes. In: key engineering materials, Jg. 1991, H. 61-62, S. 47-56.
/6-7 / GUIZARD, C.; MOUCHET, C.; VACASSY , R.; JULBE, A.; LARBOT, A.: Sol-gel processing of inorganic membranes
In: Journal of Sol-Gel Science and Technology, Jg. 1994, H. 2(1/2/3), S. 483-487.
/6-8/ HENLEY , M: Filters Ceramic membranes seek wider market Acceptance In: Ultrapure water, Jg. 1998,
S. 13-16.
/6-9/ HSIEH, F.H.; MATSUURA, T.; SOURIRAJAN , S.: Reverse Osmosis Separations of Polyethylene Glycols in Di-
lute Aqueous Solutions using Porous Cellulose Acetate Membranes In: Journal of Applied Polymer Sci-
ence, Jg. 1979, H. 23, S. 561-573.
/6-10/ KEIZER , K.; LEENARS, A.F.M.; BURGGRAAF , A.J.: Porous Alumina as a membrane material in separation
processes In: Science of Ceramics, Jg. 1984, H. 12, S. 101-106.
/6-11/ LARBOT, A.; YOUNG, D.; GUIZARD, C.; PATERSON, B.; COT, L.: Alumina nanofiltration membrane from sol-gel
process. In: key engineering materials, Jg. 1991, H. 61-62, S. 395-398.
/6-12/ LEENAARS, A.F.M.; BURGGRAAF , A.J.: The preparation and Characterization of Alumina Membranes with
ultra-Fine Pores Part 4: Ultrafiltration and Hyperfiltration Experiments In: Journal of Membrane Science,
Jg. 1985, H. 24, S. 261-270.
/6-13 / PUHLFÜRß, P.; VOIGT, I.; WEBER, R.; MORBÉ, M.: Microporous membanes with a cut-off <500 Da In: Journal of Membrane Science, Jg. 2000, H. 174, S. 123-133.
/6-14/ SARRADE, S.; RIOS, G.M.; CARLÈS, M.: dynamic characterization and transport mechanism of two inorganic
membranes for nanofiltration In: Journal of Membrane Science, Jg. 1994, H. 97, S. 155-166.
/6-15/ SINGH , S.; KHULBE, K.C.; MATSUURA, T.; RAMAMURTHY: Membrane characterization by solute transport and
atomic force microscopy In: Journal of Membrane Science, Jg. 1998, H. 142, S. 111-127.
/6-16 / TAM, C.M.; TREMBLAY, A Y.: Membrane pore characterization- comparison between single and multicom-
ponent solute probe techniques In: Journal of Membrane Science, Jg. 1991, H. 57, S. 171-287.
/6-17 / VOIGT, I.; GIRMSCHEIDT, R.; RICHTER , H.; WEBER, R.: Mikroporöse TiO2-Filtermembranen mit einer Trenn-grenze < 500 Dalton In: DKG Jahrestagung, Okt. 5-7, Freiberg, Germany, Jg. 1999, S. 69-71.

7. Zusammenfassung
- 189 -
7 Zusammenfasssung
I. Voigt Hermsdorfer Institut für Technische Keramik e.V., Hermsdorf
7.1 Projektverlauf
Das Projekt begann am 01.06.97 mit der Entwicklung der keramischen Nanofiltrations-
membran unter Einbeziehung der Partner IKW, HITK, Rauschert und upt (Tab. 7-1).
Am 18.08.98 fand in Saarbrücken die Verteidigung des ersten Meilensteins gegenüber
Vertretern des BMBF, des Projektträgers und geladenen Gästen statt. Es wurde der
Nachweis erbracht, dass keramische NF-Membranen auf kurzen Einkanalrohr-Trägern
hergestellt werden können.
Im Herbst 1998 entschloss sich Riedel + Tietz zur Rücknahme seines Förderantrages
mit der Zusage, weiter als Projektpartner mitzuarbeiten und die Kosten selbst zu tragen.
Das Up-scaling der Beschichtung von der Einkanal- auf die 19-Kanal-Substrate erwies
sich als schwieriger als erwartet. Die Ziele zum 2. Meilenstein wurden nicht zeitgerecht
erreicht. Da jedoch das Up-scaling in der Länge unproblematisch verlief, wurde die ver-
lorene Zeit bis zum dritten Meilenstein wieder eingeholt, der am 17.08.99 verteidigt
wurde.
Im Mai 1999 erfolgte die Bewilligung des Teilprojektes Junghans und wurde mit der
zweiten Projektphase, der Verfahrens- und Anlagenentwicklung sowie der Membraner-
probung begonnen. Durch Nichteinhaltung zugesagter Liefertermine für Anlagenkompo-
nenten und die Lieferung defekter Teile kam es zur Verzögerung in der Fertigstellung
der Pilotanlage. Nach viermonatigem Verzug wurde die Anlage am 18.04.00 in Betrieb
genommen. Um trotzdem die Erprobung durchführen zu können, wurde das
Verbundprojekt um drei Monate kostenneutral bis zum 31.08.00 verlängert.
Am 06.09.00 fand bei Riedel + Tietz in Limbach-Oberfrohna die Abschlusspräsentation
statt. Hierzu wurde die Funktionsfähigkeit der keramischen NF-Membran zur produkti-
onsintegrierten Entfärbung der farbigen Textilabwässer demonstriert. Zu diesem Anlass
war ein Vertreter vom Projektträger sowie zahlreiche geladene Gäste aus Industrie und
Forschung vertreten.
Tab. 7-1: Zeitlicher Projektverlauf
Datum Ereignis Ort DLR/BMBF Bemerkung

7. Zusammenfassung
- 190 -
01.06.97 Projektbeginn IKW, HITK, upt,
Rauschert
12.06.97 1. Beratung Hermsdorf
19.08.97 2. Beratung Pressig Dr. Jäger,
Bialluch
09.12.97 3. Beratung Limbach-
Oberfrohna Bialluch
27.03.98 4. Beratung Freiberg Bialluch
18.08.98 1. Meilenstein Saarbrücken Dr. Jäger,
Treidel + Gäste
06.10.98 Rücknahme Förderantrag Riedel + Tietz
05/99 Bewilligung Junghans
17.08.99 3. Meilenstein Hermsdorf Dr. Jäger
18.04.00 Inbetriebnahme Pilotanlage Limbach-
Oberfrohna Dr. Jäger
06.09.00 Abschlusspräsentation Limbach-
Oberfrohna Dr. Jäger + Gäste
7.2 Wissenschaftlich-technische Ergebnisse
Im Verlauf des Projektes gelang die Entwicklung einer keramischen Nanofiltrations-
membran bestehend aus amorphem TiO2. Die zu Projektbeginn gestellten Ziele bezüg-
lich der Membraneigenschaften konnten übertroffen werden (Tab. 7-2). Es wurde der
Nachweis erbracht, dass die Membran auf technisch relevanten Substratgrößen (19-
Kanal-Rohr, Länge 1,20 m, Fläche: 0,25 m2) hergestellt werden kann.
Die neu entwickelten Membranen wurden bezüglich der Farbrückhaltung im Labor ge-
testet. Aus den dabei gewonnenen Erkenntnissen wurde eine Pilotanlage mit einer
Membranfläche von 5,1 m2 entworfen und gebaut. Im Verlauf der fünfmonatigen Erpro-
bungsphase wurde der Nachweis erbracht, dass ein produktionsintegrierter Einsatz der
Membran zur Entfärbung der Textilabwässer technisch möglich und ökonomisch sinnvoll
ist (Tab. 7-3).
Tab. 7-2: Erreichte Membraneigenschaften im
Vergleich zu den ursprünglichen Projektzielen.

7. Zusammenfassung
- 191 -
Ziel erreicht
Porengröße [nm] ≤ 2 0,9
Trenngrenze [g/mol] ≤ 1000 450
Material TiO2 oder ZrO2 TiO2
Temperaturstabilität [°C] ≥ 350 350
Schichtdicke [nm] ≤ 200 50
Porosität [%] ≥ 30 30
Wasserfluss [l/(m2· h· bar)] 20
Tab. 7-3: Ergebnisse des produktionsintegrierten Einsatzes der neuen
keramischen NF-Membran zur Entfärbung von Textilabwässern.
Entfärbung der Textilabwässer (73-100) %
optimale Betriebsparameter 15 bar, 3,5 m/s
Permeatfluss (0,08-0,2) m3/(m2⋅h)
Energiekostenkosten (0,80-1,80) DM/m3
Betriebskosten 2,2 DM/m3
7.3 Position zum internationalen Stand
Die im Rahmen dieses Projektes entwickelte keramische NF-Membran stellt internatio-
nal eine neue Qualität dar. Die vergleichenden Untersuchungen der feinsten kerami-
schen Membranen aller kommerzieller Anbieter zeigte, dass es keine andere Membran
mit einer Trenngrenze < 1000 g/mol gibt.
Bei den Anbietern keramischer Membranen gab es im Verlauf des Projektes eine Kon-
zentrierung. So wurde Cerasiv von Schumacher übernommen, Schumacher wiederum
von US Filter und letztere schließlich von Vivendi. Die französische Firma SCT kam
auch zu US Filter und damit ebenfalls zu Vivendi. Neben dieser Konzentrierung war je-
doch auch ein Zuwachs an Anbietern zu verzeichnen. So wurde die Firma aaflow sys-
tems GmbH & Co. KG gegründet.
War man bei all diesen Firmen 1996/97 bezüglich eines Nutzens der NF-Membran eher
skeptisch und stellte die Entwicklung einer eigenen NF-Membran in Frage, so gibt es

7. Zusammenfassung
- 192 -
seit etwa zwei Jahren das offenen Bekenntnis mehrerer Firmen, Membranen mit einer
Trenngrenze kleiner 1000 g/mol entwickeln zu wollen. Drei dieser Firmen äußerten Inte-
resse daran, das Know-how vom HITK zu erwerben.
7.4 Qulifizierungsarbeiten
Die Ergebnisse des Projektes flossen in drei Qualifizierungsarbeiten ein:
H. Richter „Herstellung keramischer Nanofiltrationsmembranen aus ZrO2 und TiO2“
Dissertation zum Dr.-Ing., TU Bergakademie Freiberg, 12.03.99
St. Wöhner „Untersuchungen zum Einsatz keramischer Nanofiltrationsmembranen zur Reinigung
farbstoffbelasteter Abwässer aus der Textilindustrie“
Diplomarbeit zum Dipl.-Ing. (FH), FH Anhalt, 02.12.99
R. Weber “Charakterisierung, Stofftransport und Einsatz keramischer Nanofiltrationsverfahren“
Dissertation zum Dr.-Ing., Uni Saarbrücken, eingereicht Mai 2001
7.5 Publikationen
7.5.1 Vorträge
1) I. Voigt, G. Fischer, P. Puhlfürß, D. Seifert
"Filtrationskeramik aus Titanoxid für die Mikro-, Ultra- und Nanofiltration"
DECHEMA Jarestagungen '98, Mai 26-28, 1998, Wiesbaden,
Tagungsband 273
2) I. Voigt, G. Fischer, P. Puhlfürß, D.Seifert
"New filtration ceramics - from support to NF-membrane completely of TiO2"
5th Inter. Conf. Inorg. Membr., July 22-26, 1998, Nagoya, Japan,
Proceedings 42-45
3) H. Richter, G. Tomandl, C. Siewert, A. Piorra
„Ceramic nanofiltration membranes made of ZrO2 and TiO2“

7. Zusammenfassung
- 193 -
5thInter. Conf. Inorg. Membr., July 22-26, 1998, Nagoya, Japan,
Proceedings 30-33
4) I. Voigt, R. Girmscheidt, H. Richter, R. Weber
„Mikroporöse TiO2-Filtermembranen mit einer Trenngrenze < 500 Dalton“
Vortrag zur DKG-Jahrestagung, Okt. 5-7, 1999, Freiberg,
Tagungsband 69-71
5) I. Voigt
„Keramische Membranen für die Nanofiltration und Gastrennung“
Vortrag zum Membrankolloquium am Fraunhofer IGB, Okt. 8, 1999, Stuttgart
Tagungsband HITK 1-11
6) I. Voigt, M. Stahn, St. Wöhner, A. Junghans, J. Rost, W. Voigt
„Produktionsintegrierte Reinigung aggressiver farbstoffhaltiger Abwässer mit kera-
mischer Nanofiltration“
GVC-Jahrestagung 2000, Sep. 20-22, 2000, Karlsruhe,
7) I. Voigt, St. Wöhner, M. Stahn, A. Junghans, J. Rost
“Produktionsintegrierte Reinigung farbiger Textilabwässer mit keramischen NF-
Membranen“
8. Aachener Membrankolloquium, März 27-29, 2001, Aachen
Preprints I-259-I-269
7.5.2 Poster
1) Voigt, P. Puhlfürß, J. Töpfer
"Preparation and characterization of microporous TiO2-membranes"
5th Conf. Europ. Ceram. Soc., June 22-26, 1997, Versailles, France,
Proc Part 3
2) H. Richter, A. Piorra, G. Tomandl
„Developing of ceramic membranes for nanofiltration“
5th Conf. Europ. Ceram. Soc., June 22-26, 1997, Versailles, France,
Proc. Part 3, 1715-1718
3) H. Richter, A. Piorra, G. Tomandl
„Ceramic Membranes for Nanofilters“
Ceramic Processing `97, Sept. 7-10, 1997, Santa Bara, USA,
Ceram. Trans. 83 (1997) 367-373

7. Zusammenfassung
- 194 -
4) C. Siewert, H. Richter, G. Tomandl
„Development of ceramic nanofiltration membranes“
CIMTEC `98, June 14-19, 1998, Florence, Italy,
Proceedings Part D, 465-472
5) R. Weber, H. Chmiel, G. Fischer, I. Voigt
„Keramische TiO2-Nanofiltrationsmembranen für den Einsatz in der Abwassertech-
nik“
7. Aachener Membrankolloquium, March 9-11, 1999, Aachen,
Preprints 241-244
6) S. Benfer, C. Siewert, H. Richter, A. Piorra, H. Eichler, G. Tomandl
„Preparation and characterisation of ceramic nanofilters“
6th Conf. Europ. Ceram. Soc., June 20-24, 1999, Brigthon, UK,
Brit. Ceram. Proc. 60, 409-410
7) I. Voigt, M. Stahn, G. Mitreuter, P. Puhlfürß, G. Fischer
„Influence of Pore Size and Support Shape on the Permeability of Ceramic Mem-
branes“
EURO-Membrane 99, Sept. 19-22, 1999, Leuven, Belgien,
Book of abstracts, 435
8) S. Benfer, U. Popp, H. Richter, C. Siewert, G. Tomandl
„Development and characterization of ceramic nanofiltration membranes“
EURO-Membrane 99, Sept. 19-22, 1999, Leuven, Belgien,
Book of abstracts, 66-67
9) I. Voigt, M. Stahn, St. Wöhner, A. Junghans, J. Rost, W. Voigt
Integrated Cleaning of Coloured Waste Water by Ceramic NF-Membranes
Poster zur 6th Inter. Conf. Inorg. Membr, June 26-30, 2000, Montpellier, France, will
be published in Sep. & Pur.
7.5.3 Veröffentlichungen
1) P.Puhlfürß, I.Voigt, R.Weber, M.Morbé
„Microporous TiO2 membranes with a cut off <500Da“
J. Membr. Sci. 174 (2000) 123-133

7. Zusammenfassung
- 195 -
7.6 Verwertung der Ergebnisse
7.6.1 Wissenschaftliche Verwertung der Ergebnisse:
Die erreichte Spitzenposition auf dem Gebiet der keramischen Membranen kann nur
durch konsequente Fortsetzung der Entwicklungstätigkeit gelingen. Hierzu wurden über-
lappend bzw. im Anschluss an das Projekt Arbeiten zu folgenden Schwerpunkten be-
gonnen:
- Weiterführende Untersuchungen zur Abtrennung von Farbstoffen aus Abwässern
anderer Bereiche (Druckerei, Papierindustrie)
- Untersuchungen zur Behandlung des Farbkonzentrates um eine Gesamtlösung an-
bieten zu können
- Erschließung neuer Anwendungen für die NF-Membran anknüpfend an die Untersu-
chungen der upt
- Entwicklung von NF-Membranen mit kleinerem Cut-off für Anwendungen in der che-
mischen Verfahrenstechnik (organisches Lösungsmittel)
- Entwicklung keramischer Membranen für die Gastrennung
7.6.2 Wirtschaftliche Verwertung der Ergebnisse:
Im Projektverbund waren drei Firmen enthalten, die mit ihrer Tätigkeit im Projekt und der
finanziellen Unterstützung einzelner Instituts-Projektpartner ein wirtschaftliches Interesse
an der Nutzung der Entwicklungsergebnisse zu Ausdruck gebracht haben.
So wird die Entwicklung der keramischen NF-Membran als Produktentwicklung von
Rauschert und HITK weitergeführt, mit dem Ziel, diese Membran im technischen Maß-
stab ab Herbst 2001 zu produzieren. Der hierzu nötige Aufbau der Fertigung ist in vol-
lem Gange. Muster der Membranen wurden an interessierte Kunden in 15 Ländern
(USA, Asien und Europa) verschickt und zu Labortests und vereinzelt bereits zu Pilotie-
rungsversuchen eingesetzt.
Junghans setzt seine Aktivitäten bezüglich des Membrananlagenbaus fort. Die Erfah-
rungen bei der Erprobung der Pilotananlage flossen in neue Anlagenkonzepte ein. Die
Zusammenarbeit mit Riedel + Tietz wurde fortgesetzt. Darauf aufbauend wurde ein An-
gebot zur Behandlung der farbigen Teilströme unterbreitet. Darüber hinaus wurden Kon-
takte zur Papierindustrie geknüpft, um die Anlagentechnik auch dort zur Reinigung und
Entfärbung von Abwasserteilströmen einzusetzen.





























