Embed Size (px)
Citation preview
7/27/2019 Abrasive wear resistance of the iron- and WC-based hardfaced coatings evaluated with scratch test method
http://slidepdf.com/reader/full/abrasive-wear-resistance-of-the-iron-and-wc-based-hardfaced-coatings-evaluated 1/5
123
Vol.35,No.2(2013)123‐127
TribologyinIndustry
www.tribology.fink.rs
AbrasiveWearResistanceof theIron‐and
WC‐basedHardfacedCoatingsEvaluatedwith
ScratchTest MethodA.Vencla,B.Gligorijevićb,B.Katavićb,B.Nedićc,D.DžunićcaUniversity of Belgrade,Faculty of Mechanical Engineering,Belgrade,Serbia ,
bInstituteGoša,Belgrade,Serbia ,
cFaculty of Engineering,University of Kragujevac,Kragujevac,Serbia.
Keywords:
Abrasivewear
Scratchtest
Hhardfacing
Iron‐based and WC ‐based materials
SEM ‐EDS
ABSTRACT
Abrasivewear is one of themost common types of wear,whichmakes
abrasive wear resistance very important in many industries. Thehardfacing is considered as useful and economical way to improve the
performanceof componentssubmitted tosevereabrasivewear conditions,
withwide
range
of
applicable
filler
materials.
The
abrasive
wear
resistanceof the threedifferent hardfaced coatings (two iron‐based and
one WC ‐based), which were intended to be used for reparation of the
impact plates of the ventilation mill, was investigated and compared.
Abrasivewear testswerecarried ‐out by usingthescratchtester under the
dry conditions.Threenormal loadsof 10,50and 100N and theconstant
slidingspeed of 4mm/swereused.Scratchtest waschosenasarelatively
easy and quick test method.Wear mechanismanalysisshowed significant
infl uenceof thehardfaced coatingsstructure,which,alongwithhardness,hasdetermined coatingsabrasivewear resistance.
©2013PublishedbyFacultyofEngineering
Correspondingauthor:
A.Vencl
Tribology Laboratory,University of
Belgrade,Faculty of Mechanical
Engineering,KraljiceMarije16,11120Belgrade35,Serbia
E ‐mail:[email protected]
1. INTRODUCTION
More than 50 % of all wear‐related failures ofindustrial equipment are caused by abrasivewear [1]. The estimated costs of abrasive wearare between 1 and 4 % of the gross nationalproductofanindustrializednation[2].Forthesereasons,theabrasivewearresistanceisasubjectofgreatimportanceinmanyindustries,suchasagriculture,mining,mineralprocessingetc.
Hardfacing could be defined as “coatingdeposition process in which a wear resistant,
usually harder, material is deposited on thesurfaceofa componentbysomeof the weldingtechniques”.Inmostcases,hardfacingisusedforcontrolling abrasive and erosive wear, like inmining, crushing and grinding, and agricultureindustries(buckets,bucketteeth,millhammers,ball mills, digging tools, conveyer screws, etc.[3,4]). Hardfacing is also used to controlcombinations of wear and corrosion, asencounteredbymudseals,plows,knivesinthe
food processing industry, pumps handlingcorrosiveliquids,orslurries[5].Thehardfacingisconsideredaseconomicalwaytoimprovethe
R
E S E A R C H

7/27/2019 Abrasive wear resistance of the iron- and WC-based hardfaced coatings evaluated with scratch test method
http://slidepdf.com/reader/full/abrasive-wear-resistance-of-the-iron-and-wc-based-hardfaced-coatings-evaluated 2/5
A.Vencl at al.,Tribology inIndustry Vol.35,No. 2(2013)123‐127
124
performanceofcomponentssubmittedtoseverewear conditions, with wide range of applicablefillermaterials[6,7].Theiron‐basedfillermaterialshavedrawnmuch
attention due to their low cost and goodresistance to abrasion in the hardfacedcondition. However, their use is limited inapplications where high impact loading ispresent,i.e.high‐stressorgougingabrasion[8].Forthisreason,effortsarebeingmadetowardsthe improvement of their impact and otherproperties[9].Theprogressisachievedmostlyby modifying the hardfaced coating’s structure.Taking into account their low price andimprovedproperties,theresistancetoabrasivewear of the iron‐based hardfaced coatings is
normallytestedagainsttheresistanceofproven,butmoreexpensivematerials,suchasWC‐basedhardfacedcoatings.Abrasive wear has been defined as “wear bydisplacement of material from surfaces inrelativemotioncaused bythe presenceof hardparticles either between the surfaces orembeddedinoneofthem,orbythepresenceofhard protuberances on one or both of thesurfaces”[10].Thesecondpartofthisdefinition
corresponds to puretwo‐body abrasion,wheretested material slides against harder androugher counter face material, while the firstpart corresponds to the three‐ and two‐bodyabrasion, respectively. Another interestingexample of two‐body abrasion is the abrasiveerosion, which is the special case of erosivewear. Abrasive erosion has been defined as“erosivewearinwhichthelossofmaterialfromasolidsurfaceisduetorelativemotionofsolidparticleswhichareentrainedinafluid,moving
nearly parallel to a solid surface” [10]. Scratchtest offers a possibility for comparison ofdifferent materials relatively easy and in shortperiodoftime,withgoodreproducibility[11].Insingle‐pass scratch test a stylus (which tip ismade of hard material) slide over the testsampleproducingasinglescratch,whichseemsto be appropriate simulation of the two‐bodyabrasion.Inthisstudy,theabrasivewearresistanceofthethree different hardfaced coatings (two iron‐basedandoneWC‐based)wasinvestigatedandcompared.
2. EXPERIMENTALDETAILS
2.1 Materials
The filler materials (coating materials) weremanufacturedbyCastolinEutecticCo.Ltd,Vienna.Their nominal chemical composition is shown inTable 1. The iron‐based filler materials (basiccoveredelectrodes) were depositedbyusing theshieldedmetalarcwelding(SMAW)process.TheWC‐basedfillermaterialwasdepositedbyoxy‐fuelgas welding (OFW) process. The substratematerialwasthehot‐rolledS355J2G3steel.Table1.Coatingscomposition,processandhardness.
CoatingNominalchemical
compositionHardfacing
processHardness
HV5
4541 Fe‐Cr‐C‐Si SMAW 7395006 Fe‐Cr‐C‐Si SMAW 781
7888T WC‐Ni‐Cr‐Si‐B OFW 677
All coatings were deposited by hardfacing in asingle pass (one layer). The substratepreparation and hardfacing procedures(deposition parameters) are describedelsewhere [9,12]. The measurements of near‐surface hardness are performed on the cross‐section of hardfaced samples by Vickers
indenter(HV5),andpresentedin(Table1).The samples for structure characterization areobtained by cutting the hardfaced materialsperpendicular to coatings surface. The obtainedcross‐sectionsaregroundwithSiCabrasivepapersdown to P1200 and polished with aluminasuspensions downto1μm.The polishedsurfacesare analyzed by using the scanning electronmicroscope(SEM)equippedwithenergydispersivesystem (EDS). The SEM‐EDS analysis wasperformed at University of Belgrade, Faculty of
MiningandGeologybyusingtheJEOLJSM–6610LVSEM connected with the INCA350 energydispersion X‐ray analysis unit. The electronacceleration voltage of 20 kV and the tungstenfilament were used. Before SEM‐EDSanalysis wasperformed, polished surfaces were 20 nm goldcoated in a vacuum chamber by use of a sputtercoaterdevice.TheFig.1ashowsthenear‐surfacestructureofthe4541 iron‐based hardfaced coating. The primaryaustenite phase occupies more than a half ofvolume (50.7vol.%) andthe restis the lamellareutectic mixture ofausteniteandCr‐carbides [9].

7/27/2019 Abrasive wear resistance of the iron- and WC-based hardfaced coatings evaluated with scratch test method
http://slidepdf.com/reader/full/abrasive-wear-resistance-of-the-iron-and-wc-based-hardfaced-coatings-evaluated 3/5
A.Vencl at al.,Tribology inIndustry Vol.35,No. 2(2013)123‐127
125
Fig.1.Thestructures(SEM)of:(a)4541,(b)5006and(c)7888Thardfacedcoating;back‐scatteredelectronimages.The5006materialduringsolidificationachievesnear‐eutectic structure (Fig. 1b). A smallsphericalprimaryCr‐carbidesareobserved(9.1vol.%)intheeutecticmatrix.Basedonelectronmicroprobeanalysis(EMPA),bothcoatings4541and 5006 contain (Cr,Fe)7C3 primary andeutecticcarbides. The Figure 1cshowsa largerWCgrains(60vol.%),whichareembeddedintheNi‐Crbasedmatrix.2.2 Scratchabrasiontesting
Abrasive wear tests are carried out on thescratch tester under the dry conditions, inambient air at room temperature (≈ 25 °C). AschematicdiagramofscratchtestingispresentedinFigure 2.Stylus (indenter) was pressed with
selectednormalload(10,50and100N)againstsurface of the test sample and moved withconstantspeed(4mm/s),producingthescratchofcertainwidthandlength(10mm)onthetestsample. Indenter had Rockwell shape and theconewasdiamondwithradiusof0.2mm.
Fig.2.Schematicdiagramofscratchtesting.Onsurfaceofeachmaterialunderinvestigationat least three scratches are made with a gapbetweenscratchesof atleast1 mm.Before andafter testing, both the indenter and the testsamples are degreased and cleaned withbenzene.ThewearscarwidthsonthesurfaceofthetestsamplesaremeasuredfromSEMimagesattheendoftesting.Thewearscarwidthsandthe known indenter geometry are used to
calculate the volume loss. After testing, themorphologyofthetestsampleswornsurfacesisexaminedwithSEM.3. RESULTS ANDDISCUSSION
The results of the wear tests are presented inFigures3,4and5.Takingintoaccountsignificantdifferences in structure homogeneity of thehardfaced coatings (Fig. 1), the repeatability ofthe results, in terms of standard deviations, issatisfactory (within 16 %). Wear rate of thetestedmaterials(volumelossdividedbyscratchlength) increases with normal loading, asexpected.Thehighestwearexhibitscoating7888T. Nevertheless, wear rates for all coatings are
high,evenforabrasivewear.Thereasonforthisisprimarilyduetotheexperimentalconditions.Thetestconditionswerespecific,i.e.thespeedswere very low (4 mm/s) and the contactstressesveryhigh.Attheendoftest,thenormalstresses were between 2 and 5 GPa, whichdependsonthematerial,i.e.scratchwidthandapplied normal load. With these conditions, ahigh‐stress or even gouging abrasion can beexpected. With high‐stress abrasion, the worn
surface may exhibit varying degrees ofscratching with plastic flow of sufficientlyductile phases or fracture of brittle phases. Ingouging abrasion, the stresses are higher thanthose in high‐stress abrasion, and they areaccompaniedbylargeparticlesremovalfromthesurface,leavingdeepgrovesand/orpits[8].The relation between the wear rate and thehardnessoftestedhardfacedcoatingsisshowninFigure6.Thefirstfeatureisthattheabrasivewear rate decreases as the hardness increases,i.e.thehardestmaterial(coating5006)showedthehighestabrasivewearresistance.
7/27/2019 Abrasive wear resistance of the iron- and WC-based hardfaced coatings evaluated with scratch test method
http://slidepdf.com/reader/full/abrasive-wear-resistance-of-the-iron-and-wc-based-hardfaced-coatings-evaluated 4/5
A.Vencl at al.,Tribology inIndustry Vol.35,No. 2(2013)123‐127
126
Coating 4541(v = 4 mm/s)
0.75
1.88
0.10
0.0
0.4
0.8
1.2
1.6
2.0
2.4
2.8
3.2
10 50 100Normal load, N
W e
a r r a t e , m m
3 / m
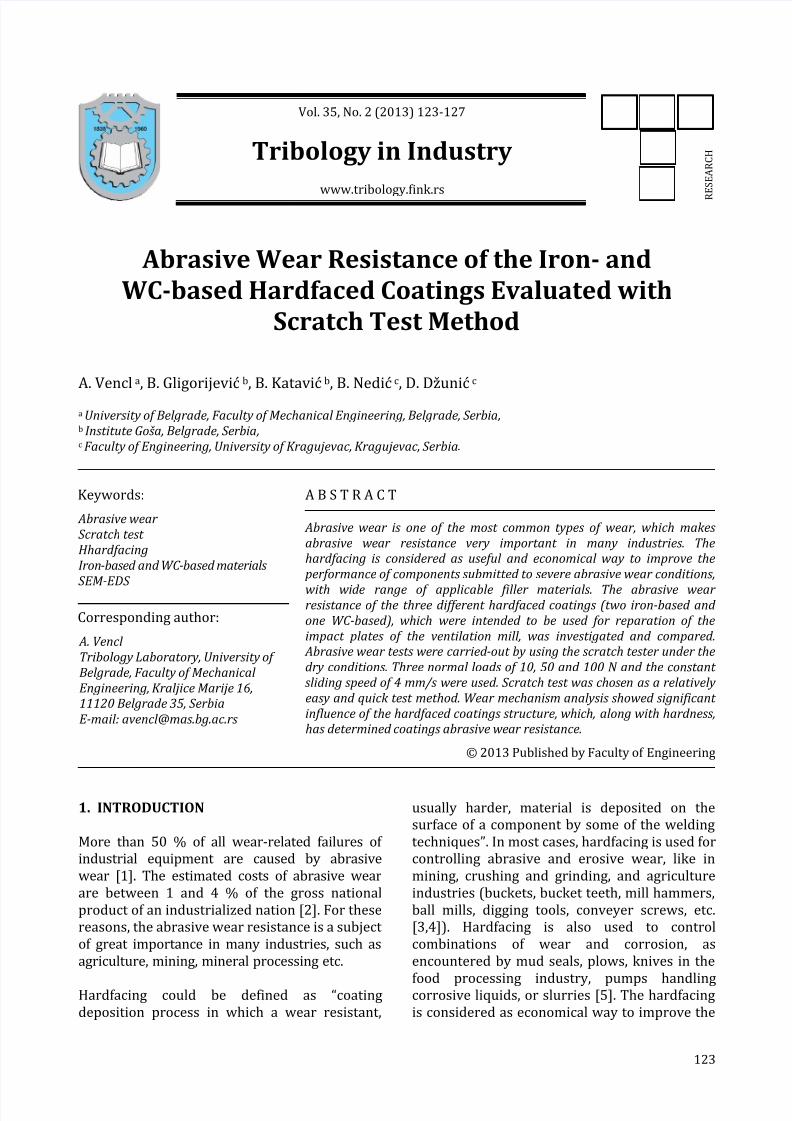
Fig. 3. Wear rates of coating 4541 for differentnormalloads.
Coating 5006(v = 4 mm/s)
1.67
0.68
0.09
0.0
0.4
0.8
1.2
1.6
2.0
2.4
2.8
3.2
10 50 100Normal load, N
W e a r r a t e , m m
3 / m
Fig. 4. Wear rates of coating 5006 for differentnormalloads.
Coating 7888 T(v = 4 mm/s)
1.24
2.88
0.21
0.0
0.4
0.8
1.2
1.6
2.0
2.4
2.8
3.2
10 50 100Normal load, N
W e a r r a t e , m m
3 / m
Fig. 5. Wear rates of coating 7888 T for differentnormalloads.
0.10 0.09
1.24
0.750.68
1.67
0.21
1.88
2.88
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
670 690 710 730 750 770 790
Hardness HV5
W
e a r r a t e , m m
3 / m
10 N
50 N
100 N
Fig.6.Wearratevs.hardnessoftestedmaterialsfordifferentnormalloads.
For all applied loads, the relation betweenhardness and wear rate is non‐linear. It is morecurvedforhigherloads(Fig.6).Thisisconnectedwith the coatings structure and exhibited wearmechanism. Coatings 4541 and 5006 exhibitmainly ploughing abrasive wear (Fig. 7a), whilecoating7888Tdominanttypeofabrasivewearisfracture(cracking)abrasivewear(Fig.7b).
Fig.7.Thewearscarappearance(SEM)of:(a)4541and(b)7888Thardfacedcoating;50Nnormalload;
back‐scatteredelectronimages.
7/27/2019 Abrasive wear resistance of the iron- and WC-based hardfaced coatings evaluated with scratch test method
http://slidepdf.com/reader/full/abrasive-wear-resistance-of-the-iron-and-wc-based-hardfaced-coatings-evaluated 5/5
A.Vencl at al.,Tribology inIndustry Vol.35,No. 2(2013)123‐127
127
4. CONCLUSION
Scratch test offers relatively easy and quickcomparisonofdifferentmaterialsonabrasivewear.Structureoftestedcoatingsshowedinfluenceonthe dominant type of abrasive wear, whichtogether with coatings hardness determinedcoatingsabrasivewearresistance.Coatings with lower hardness showed lowerabrasive wear resistance, but the dependence(hardnessvs.wearrate)wasnon‐linear.In the case of iron‐based coatings, dominanttypeofabrasivewearwasploughingandinthecase of WC‐based coatings, it was fracture
(cracking)abrasivewear. Acknowledgement
This work has been performed as a part ofactivities within the projects TR 34028, TR35021 and TR 35034. These projects aresupportedbytheRepublicofSerbia,MinistryofEducation, Science and TechnologicalDevelopment,whosefinancialhelpisgratefullyacknowledged.REFERENCES
[1] A. Rac: Osnovi tribologije, Mašinski fakultetUniverzitetauBeogradu,Beograd,1991.
[2] R.G. Bayer: Fundamentals of wear failures, in: ASM Handbook Volume 11, Failure Analysis and Prevention, ASM International, Metals Park,pp.901‐905,2002.
[3] V. Lazić, M. Jovanović, D. Milosavljević, M.Mutavdžić, R. Čukić: Choosing of the most suitabletechnology of hard facingof mixer bladesused inasphalt bases,TribologyinIndustry,Vol.30,No.1‐2,pp.3‐10,2008.
[4] V. Lazić, M. Mutavdžić, D. Milosavljević, S.Aleksandrović, B. Nedeljković, P. Marinković, R.Čukić:Selectionof themost appropriatetechnology of reparatory hard facing of working parts on
universal construction machinery , Tribology inIndustry,Vol.33,No.1,pp.18‐27,2011.
[5] J.R. Davis, Hardfacing,weld
cladding,
and
dissimilar metal joining, in: ASM Handbook Volume6,Welding,Brazing,and Soldering,ASMInternational,MetalsPark,pp.789‐829,1993.
[6] EN 14700: Welding consumables – Welding
consumables for hard ‐ facing, EuropeanCommitteeforStandardization,Brussels,2005.
[7] M.Šolar,M.Bregant:Dodatnimaterijaliinjihova
upotreba kod reparaturnog navarivanja,Zavarivanjeizavarenekonstrukcije,Vol.51,No.2,pp.71‐76,2006.
[8] A. Vencl, N. Manić, V. Popovic, M. Mrdak:Possibility of the abrasive wear resistancedetermination with scratch tester , TribologyLetters,Vol.37,No.3,pp.591‐604,2010.
[9] B.R. Gligorijevic, A. Vencl, B.T. Katavic:Characterizationand comparisonof thecarbides
morphologies in the near surface region of the
single‐ and double layer iron‐based hardfaced
coatings, Scientific Bulletin of the "Politehnica"University of Timișoara, Transactions onMechanics,Vol.57(71),SpecialIssueS1,pp.15‐20,2012.
[10] OECD,ResearchGrouponWearofEngineeringMaterials, Glossary of Terms and Definitions in
the Field of Friction, Wear and Lubrication:
Ttribology , Organisation for Economic Co‐operationandDevelopment,Paris,1969.
[11] A. Vencl, A. Rac, B. Ivković: Investigation of abrasive wear resistance of ferrous‐based coatings with scratch tester , Tribology inIndustry,Vol.29,No.3‐4,pp.13‐16,2007.
[12] A. Alil, B. Katavić, M. Ristić, D. Jovanović, M.Prokolab, S. Budimir, M. Kočić: Structural and
mechanical
properties
of
different
hard
welded
coatings for impact plate for ventilation mill ,Welding&MaterialTesting,Vol.20,No.3,pp.7‐11,2011.





![wc EME žäC&ff DAIOU ILLUST MAP (77? wc wc wc ÞY5 260 260 ... · DAIOU ILLUST MAP (77? wc wc wc ÞY5 260 260 wc (DÎIÉ] 167 wc 9155} 7—Jb wc -k ;knlc 220km 61 km 55B R 167 45](https://img.dokumen.tips/doc/110x75/5f097c067e708231d4270c2d/wc-eme-cff-daiou-illust-map-77-wc-wc-wc-y5-260-260-daiou-illust.jpg)