Embed Size (px)
Citation preview
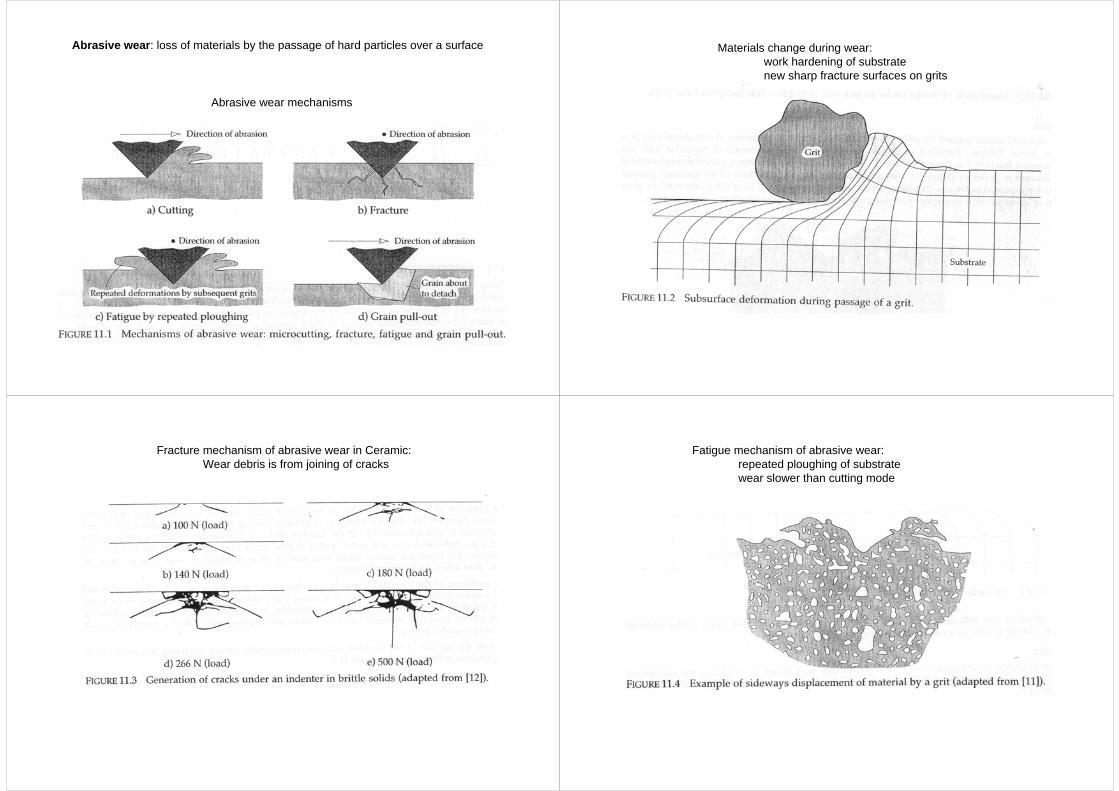
Abrasive wear mechanisms
Abrasive wear: loss of materials by the passage of hard particles over a surface Materials change during wear:work hardening of substratenew sharp fracture surfaces on grits
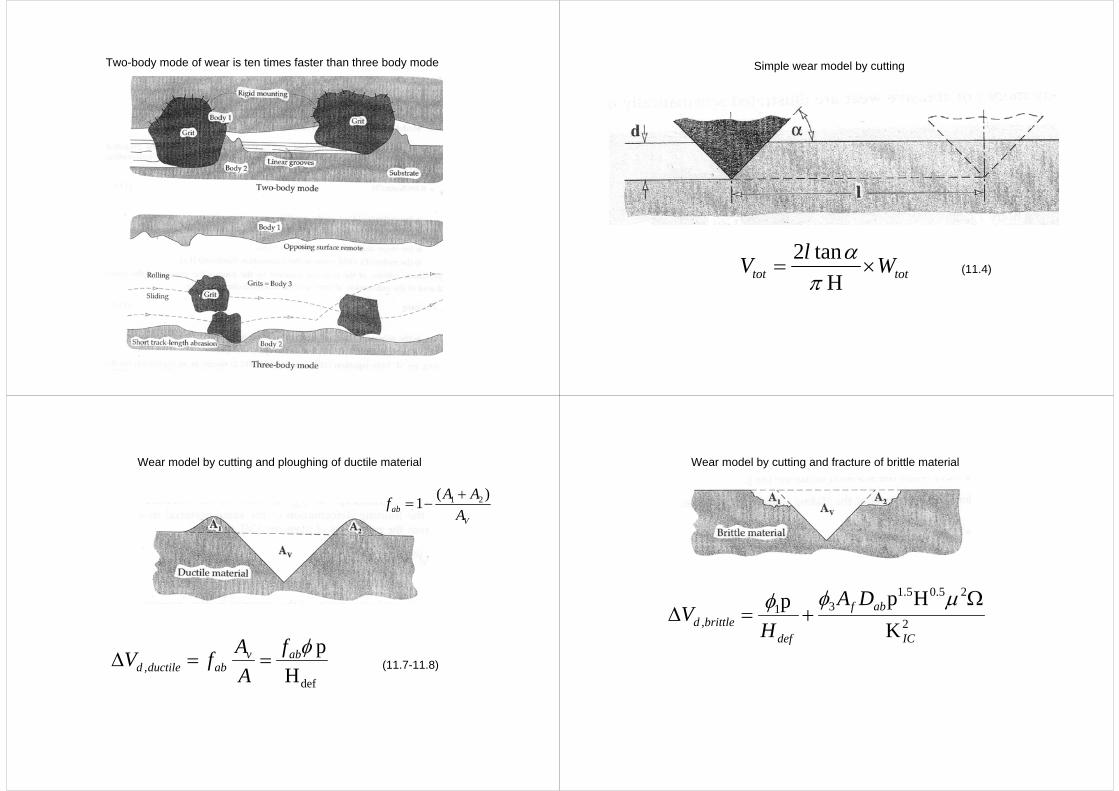
Fracture mechanism of abrasive wear in Ceramic:Wear debris is from joining of cracks
Fatigue mechanism of abrasive wear:repeated ploughing of substratewear slower than cutting mode
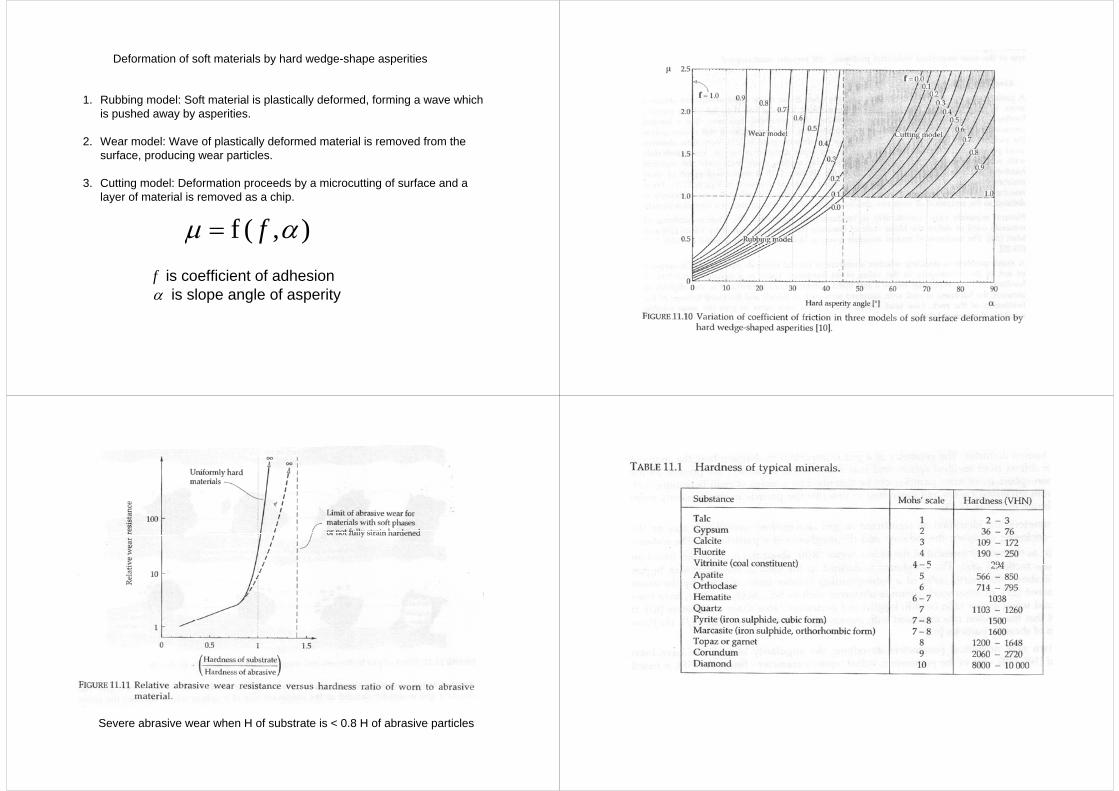
Two-body mode of wear is ten times faster than three body mode
tottot WlV H
tan2
(11.4)
Simple wear model by cutting
def, H
pabvabductiled
fAAfV (11.7-11.8)
Wear model by cutting and ploughing of ductile material
Vab A
AAf )(1 21
Wear model by cutting and fracture of brittle material
2
20.51.531
, KHpp
IC
abf
defbrittled
DAH
V
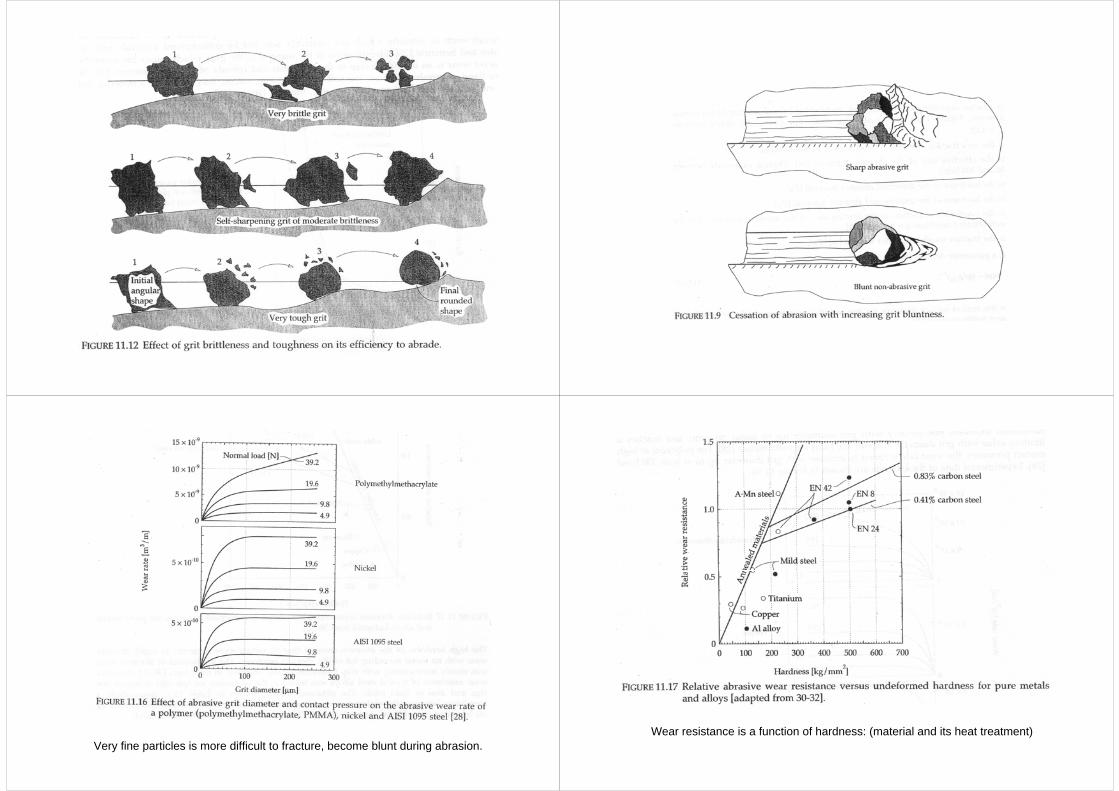
Deformation of soft materials by hard wedge-shape asperities
1. Rubbing model: Soft material is plastically deformed, forming a wave which is pushed away by asperities.
2. Wear model: Wave of plastically deformed material is removed from the surface, producing wear particles.
3. Cutting model: Deformation proceeds by a microcutting of surface and a layer of material is removed as a chip.
),(f f
f is coefficient of adhesion is slope angle of asperity
Severe abrasive wear when H of substrate is < 0.8 H of abrasive particles
Very fine particles is more difficult to fracture, become blunt during abrasion.Wear resistance is a function of hardness: (material and its heat treatment)

Wear resistance of ferrous alloys Wear resistance of ferrous alloys
Requirement: combination of hardness and toughness
Usually, austenite and bainite phase are better than martensite, by fatigue mechanism
Low alloy steels:Hypo-eutectoid: Bainite > Tempered martensite > ferrite/pealiteHyper-eutectoid: Annealed with presence of carbides is best.
Effect of Iron carbide:Increase hardness of materials by Hall-Petch effectStand-out effect by blockage of abrasion groove, when is grit size is
smaller than size of carbide.
Stand-out effect is significant at >10vol%, and small size abrasive particles
High alloy steels: usually Cr, Mn, Ni, MoHadfield steel: 12%Mn, 2%C: austenitic steel.1% Chromium steel: 0.55-0.65%C, 0.8-1.5%Cr.NiHard steel: 0.5%Si, 3-4%C, 2-4%Ni, 1-2%Cr.
Effect of carbides in high alloys steelsHard carbides: Chromium carbide: 1300 VHN
Molybdenum carbide: 1500 VHNSoft carbides: Nikel carbide.
Manganese carbide.
Carbide should be less than 30vol%, otherwise material will be too brittle.
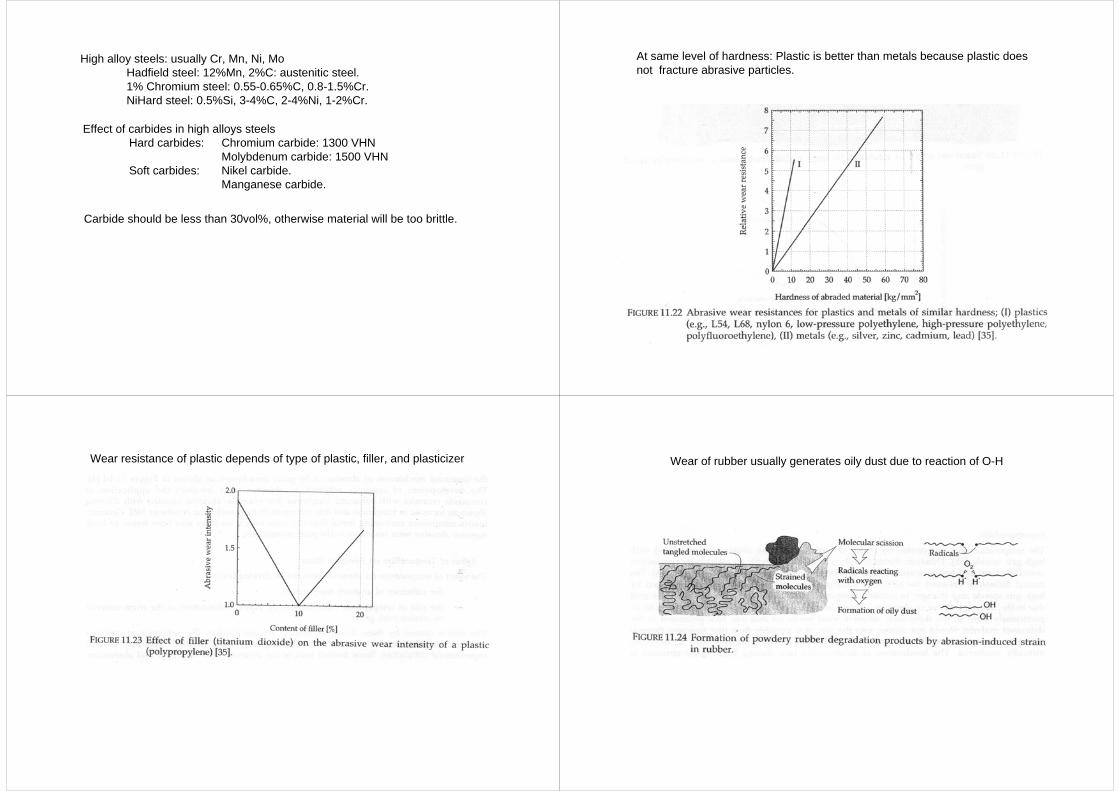
At same level of hardness: Plastic is better than metals because plastic does not fracture abrasive particles.
Wear resistance of plastic depends of type of plastic, filler, and plasticizer Wear of rubber usually generates oily dust due to reaction of O-H
Wear of ceramicCeramic has good wear resistance due to very high hardnessWear resistance is limited by its toughness:
fracture and grain pull out mechanismCMC: Ceramic Matrix Composite, reinforce with metal fibersZrO2: toughening by internal stress induced by phase transformation
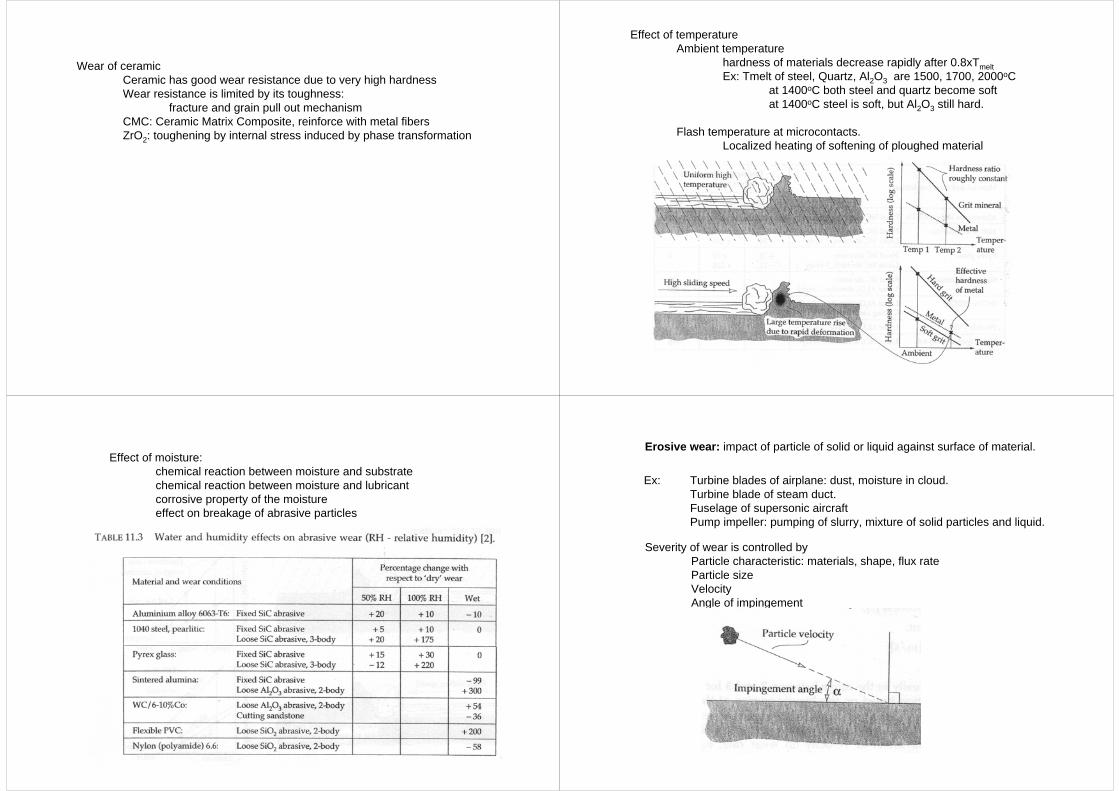
Effect of temperatureAmbient temperature
hardness of materials decrease rapidly after 0.8xTmeltEx: Tmelt of steel, Quartz, Al2O3 are 1500, 1700, 2000oC
at 1400oC both steel and quartz become softat 1400oC steel is soft, but Al2O3 still hard.
Flash temperature at microcontacts. Localized heating of softening of ploughed material
Effect of moisture:chemical reaction between moisture and substratechemical reaction between moisture and lubricantcorrosive property of the moistureeffect on breakage of abrasive particles
Erosive wear: impact of particle of solid or liquid against surface of material.
Ex: Turbine blades of airplane: dust, moisture in cloud.Turbine blade of steam duct.Fuselage of supersonic aircraftPump impeller: pumping of slurry, mixture of solid particles and liquid.
Severity of wear is controlled byParticle characteristic: materials, shape, flux rateParticle sizeVelocityAngle of impingement
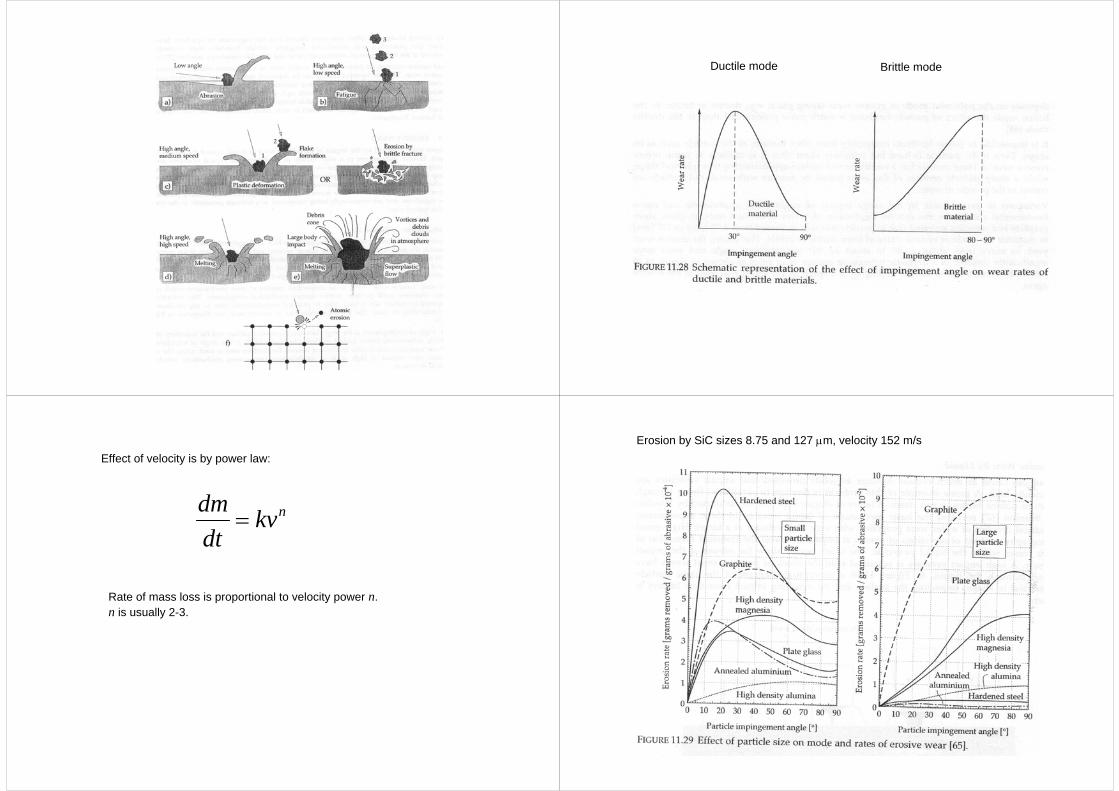
Ductile mode Brittle mode
Effect of velocity is by power law:
nkvdtdm
Rate of mass loss is proportional to velocity power n.n is usually 2-3.
Erosion by SiC sizes 8.75 and 127 m, velocity 152 m/s
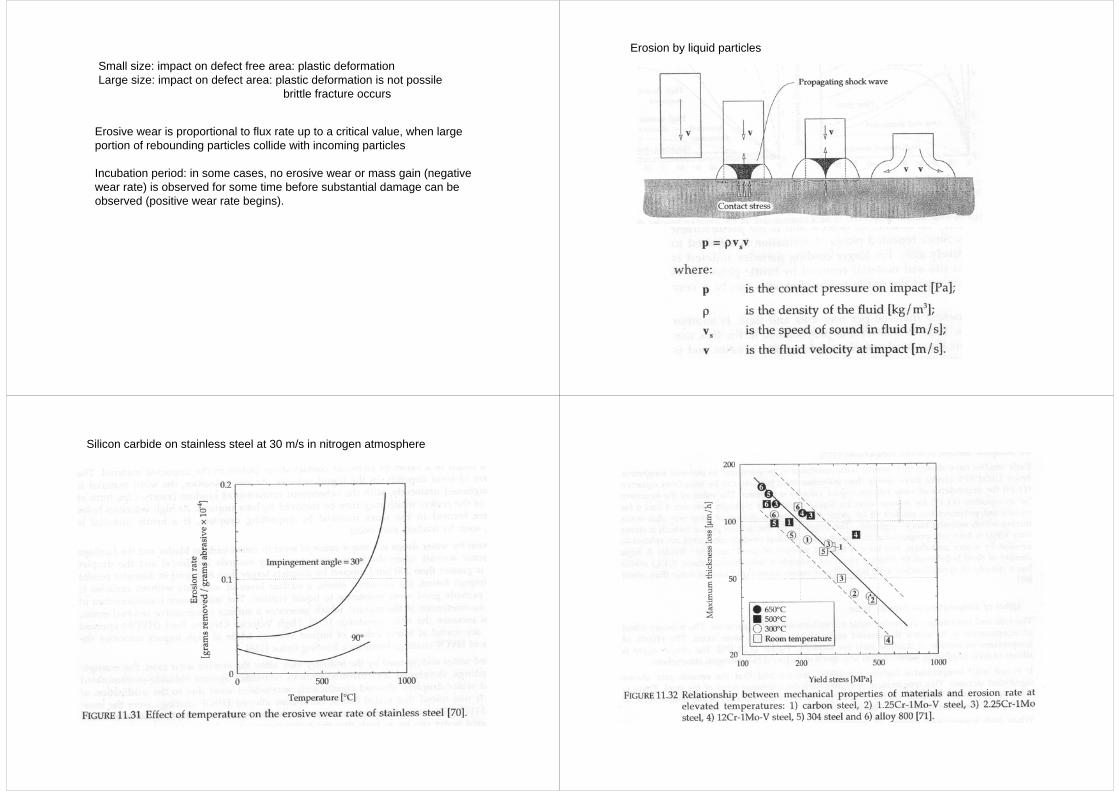
Small size: impact on defect free area: plastic deformationLarge size: impact on defect area: plastic deformation is not possile
brittle fracture occurs
Erosive wear is proportional to flux rate up to a critical value, when large portion of rebounding particles collide with incoming particles
Incubation period: in some cases, no erosive wear or mass gain (negative wear rate) is observed for some time before substantial damage can be observed (positive wear rate begins).
Erosion by liquid particles
Silicon carbide on stainless steel at 30 m/s in nitrogen atmosphere
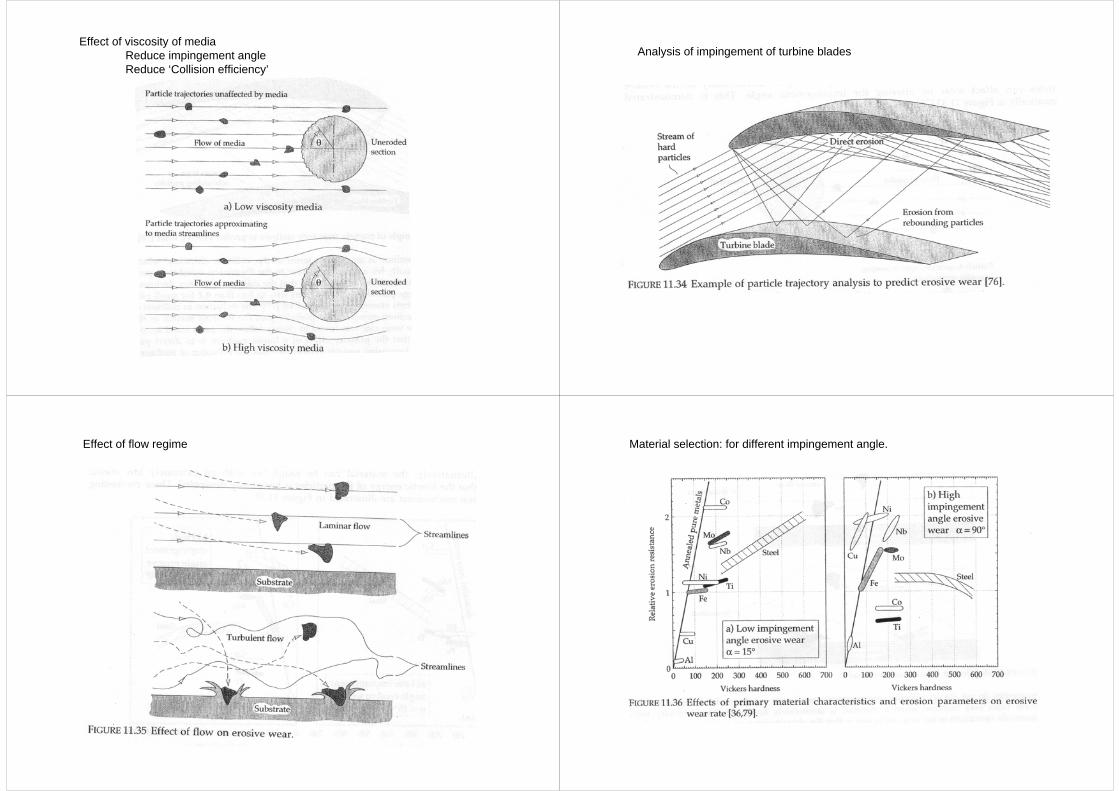
Effect of viscosity of mediaReduce impingement angleReduce ‘Collision efficiency’
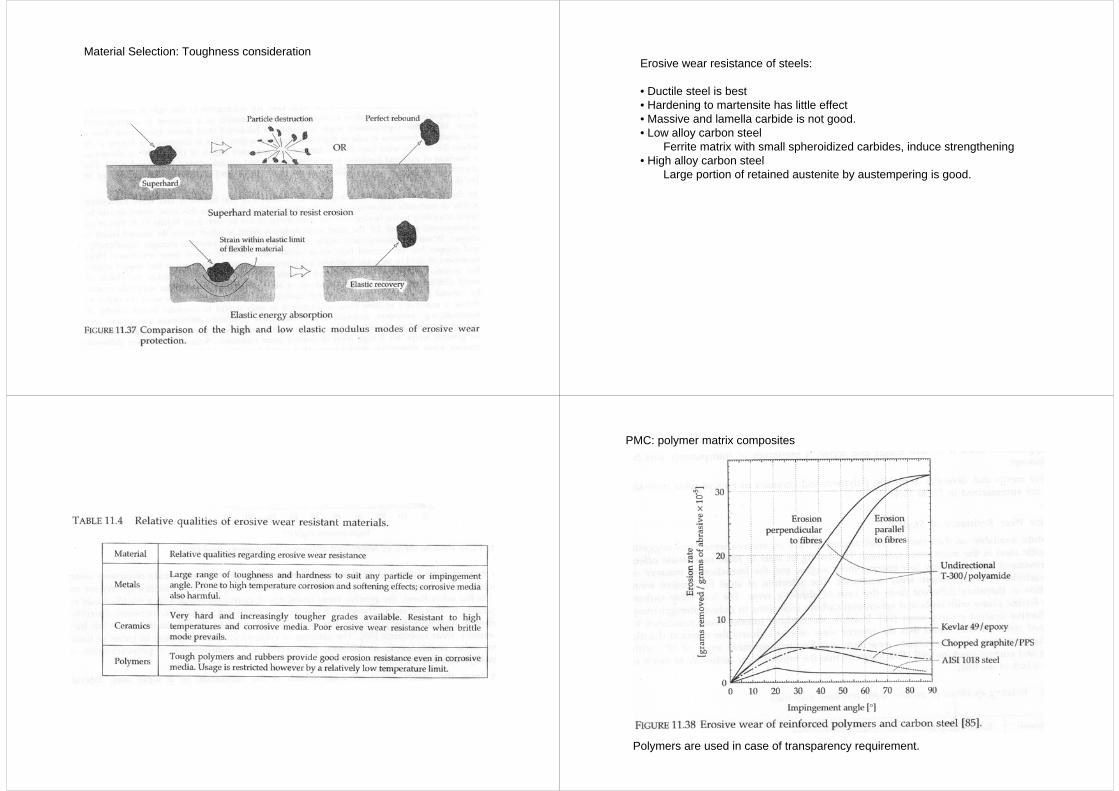
Analysis of impingement of turbine blades
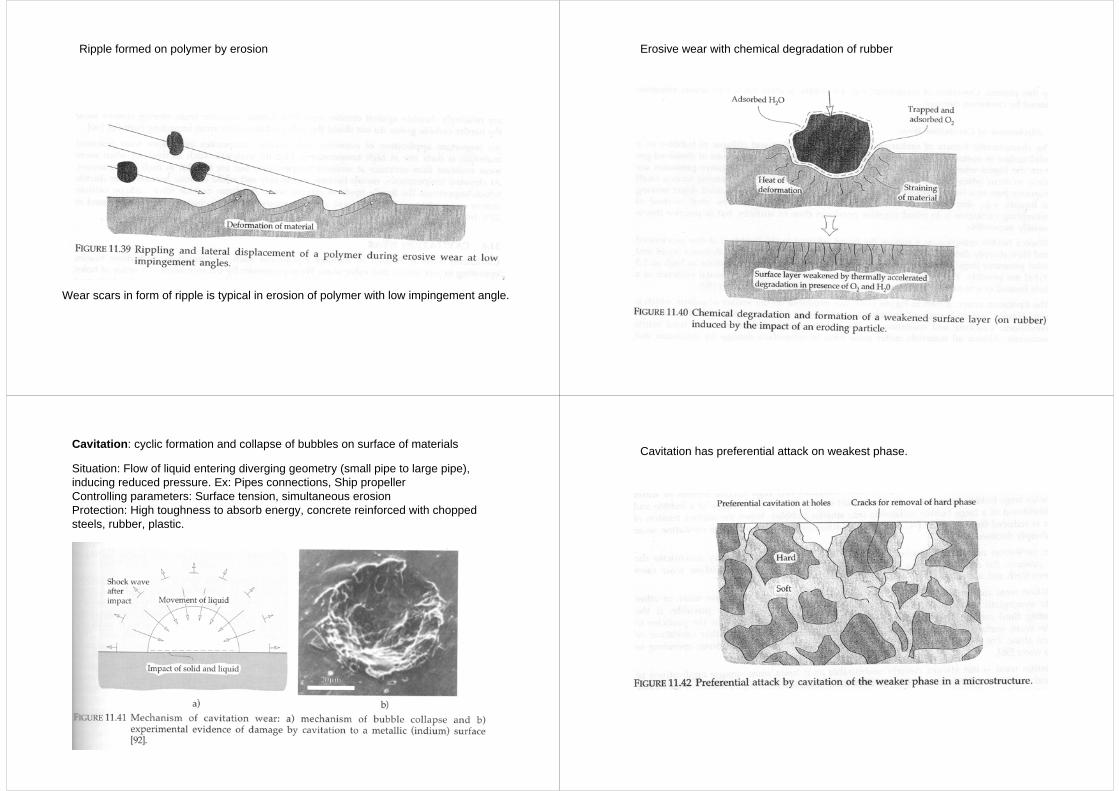
Effect of flow regime Material selection: for different impingement angle.
Material Selection: Toughness considerationErosive wear resistance of steels:
• Ductile steel is best• Hardening to martensite has little effect• Massive and lamella carbide is not good.• Low alloy carbon steel
Ferrite matrix with small spheroidized carbides, induce strengthening• High alloy carbon steel
Large portion of retained austenite by austempering is good.
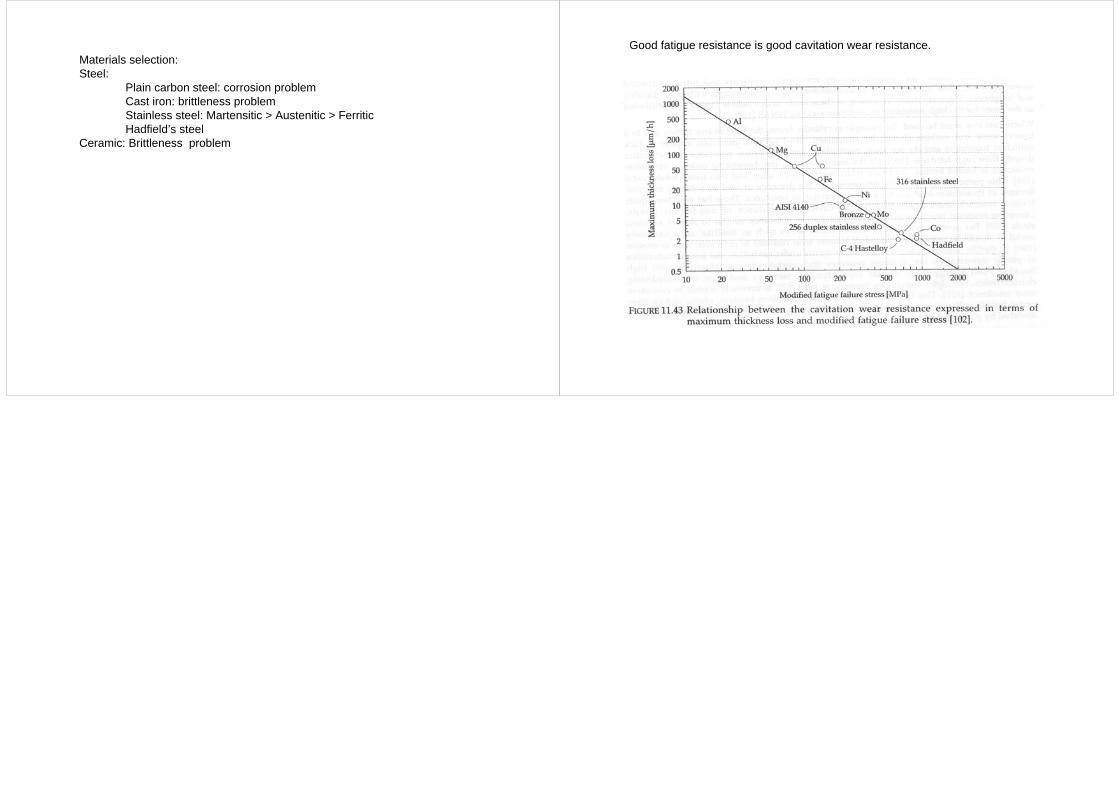
PMC: polymer matrix composites
Polymers are used in case of transparency requirement.
Ripple formed on polymer by erosion
Wear scars in form of ripple is typical in erosion of polymer with low impingement angle.
Erosive wear with chemical degradation of rubber
Cavitation: cyclic formation and collapse of bubbles on surface of materials
Situation: Flow of liquid entering diverging geometry (small pipe to large pipe), inducing reduced pressure. Ex: Pipes connections, Ship propellerControlling parameters: Surface tension, simultaneous erosionProtection: High toughness to absorb energy, concrete reinforced with chopped steels, rubber, plastic.
Cavitation has preferential attack on weakest phase.
Materials selection:Steel:
Plain carbon steel: corrosion problemCast iron: brittleness problemStainless steel: Martensitic > Austenitic > FerriticHadfield’s steel
Ceramic: Brittleness problem
Good fatigue resistance is good cavitation wear resistance.





























