Embed Size (px)
Citation preview

HPCL/O&D
Page 1 of 15
Preamble
India’s energy security would remain vulnerable until alternative fuels to substitute/supplement
petro-based fuels are developed based on indigenously produced renewable feedstock’s. In
biofuels, the country has a ray of hope in providing energy security. Biofuels are environment
friendly fuels and their utilization would address global concerns about containment of carbon
emissions. Use of biofuels have, therefore, become compelling in view of the tightening
automotive vehicle emission standards to curb air pollution.
About Bio Diesel
Biodiesel refers to a non-petroleum-based diesel fuel consisting of short chain alkyl (methyl or
ethyl) esters, made by Transesterification of vegetable oil or animal fat (tallow), which can be
used (alone, or blended with conventional petrodiesel) in unmodified diesel-engine vehicles.
Biodiesel is distinguished from the straight vegetable oil (SVO) (sometimes referred to as
"waste vegetable oil", "WVO", "used vegetable oil", "UVO", "pure plant oil", "PPO") used
(alone, or blended) as fuels in some converted diesel vehicles. "Biodiesel" is standardized as
mono-alkyl ester.
Biodiesel is a biofuel produced from various feedstock’s including vegetable oils (such as
oilseed, rapeseed and soya bean), animal fats or algae. Biodiesel can be blended with diesel
for use in diesel engine vehicles. Biofuel – The term biofuel applies to any solid, liquid, or
gaseous fuel produced from organic (once-living) matter. The word biofuel covers a wide
range of products, some of which are commercially available today, and some of which are
still in research and development. Biodiesel is a fuel made from plant oils that can be used in
a conventional diesel engine.
Biodiesel is an environmentally safe, low polluting fuel for most diesel internal combustion and
turbine engines. Can be mixed with petroleum diesel fuel and stored anywhere petroleum is. It
is made from fresh or waste vegetable oils (triglycerides) that are a renewable energy source.
Bio-diesel Properties
1. Bio-diesel, or Fatty Acid Methyl Ester (FAME), is a renewable chemical and fuel commonly
produced from vegetable oil or animal fat and can be mixed with High Speed Diesel
(HSD).
2. This non-petroleum product can be used as Diesel Fuel, Textile Lubricant & Industrial
heating oil Fuel.
3. Bio-diesel is derived from vegetable oils such as Soyabean Oil, Jatropha Oil, Corn Oil,
Sunflower Oil, Cotton Seed Oil, Rice Bran Oil, Rubber seed Oil etc. Of these
JatrophaCurcas has been found most suitable for the purpose.
4. Bio-diesel is an environmentally friendly fuel, which has almost no sulphur, no aromatics
and has about 10% built-in oxygen & bio-degradable in nature.
5. Bio-diesel having higher Cetane Number improves the combustion. Bio-diesel besides
helping in reducing the air pollution, improves lubricity of low sulphur diesel fuels required
for meeting Euro II & Euro IV emission norms.
6. Bio-diesel is safe to handle and the flash points of Bio-diesel are higher than the
conventional Diesel.

HPCL/O&D
Page 2 of 15
7. Blending of Bio-diesel with Diesel would result in the reduction of un-burnt Hydrocarbons,
Carbon Monoxide and Particulate matter in auto emissions, and will be in line with the
objectives of the Auto Fuel Policy of the Government.
8. Bio-diesel in its original form is known as Bio-diesel (B 100) and when 5% Bio-diesel (B
100) blended with HSD, the blended fuel is known as Bio-diesel (B 5).
Specification
1. The Bureau of Indian Standard (BIS) specification IS-1460 (fifthrevision) included the
incorporation of 5% (v/v) Bio-diesel in the High Speed Diesel (HSD) known as Bio-diesel
(B 5).
2. The Bureau of Indian Standard (BIS) has evolved a standard (IS-15607) for Bio-
diesel (B 100) which is the Indian adaptation of the American Standard ASTM D-
6751 and European Standard EN-14214.
The comparative study report for the HSD and Biodiesel (PME-Palm Oil Methyl Ester- more
saturated)
Sr.No. Parameter HSD Diesel PME
Biodiesel
1 Cetane No 45 58 - 62
2 Carbon Residue % mass 0.35 <0.05
3 Flash Point 0C 60 60 >145
4 Sulphur Content% mass 0.25 <0.0002
5 Viscosity@400C cSt 1.8 - 5.0 4.5 - 4.8
6 Calorific Value Kcal/kg 10700 9600
7 Density@150C kg/m3 883 874
8 Boiling Point 0C 215 - 376 >290
9 Melting Point 0C N.A. 12
10 Pour Point Jun-18 16

HPCL/O&D
Page 3 of 15
Chronology and Initiatives by Government and PSU Oil Marketing
Companies on Bio-diesel Implementation in the country
i. In 2002 Indian Oil& Indian Railway took a joint initiative on plantation of Jatropha on
wasteland along the Railway tracks. A pilot project of Jatropha plantation on 500 hectares of
Railway land was conceived.
ii. Indian Oil also associated closely with Bio-diesel (B 100) supplies for trials on Railway
locomotives by RDSO of Indian Railways in 2005.
iii. For ensuring quality of Bio-diesel and its safe operations a manual on Operations, Quality &
Safety for Bio-diesel (B 100) & Bio-diesel (B 5) for the Oil Industry was released. With this
Oil Companies were prepared for implementation of Bio-diesel in 2005.
iv. Bio-diesel purchase policy of MoPNG was released in October 2005. The salient features of
the policy are as below:
1. Under this scheme Oil Marketing Companies (OMCs) are required to purchase
BIS specified Bio-diesel (B 100) at a uniform declared price for blending with
High Speed Diesel (HSD) to the extent of 5% at identified 20 purchase centers
across the country.
2. As per the policy, Bio-diesel manufacturers interested in supplying to OMCs are
required to approach State Level Coordinator and get themselves registered for
supply of Bio-diesel at the designated location of Oil Marketing Company.
3. The suppliers were to be registered after assessment of the production capacity
& credibility by joint evaluation/certification by the Industry team & testing of
samples for the prescribed BIS specifications.
v. However, as none of the Bio-diesel producers were ready to supply Bio-diesel B 100 at
designated procurement price of Oil Industry, which was decided in consultation with the
MoPNG, the Bio-diesel programme could not take off, so far.

HPCL/O&D
Page 4 of 15
vi. Joint Venture Companies were incorporated by OMCs in 2008-09 for Production,
Procurement, Cultivation, Plantation of Horticulture Crops such as Jatropha, Pongamia,
Trading, Research & Development and management of all crops and plantations including
Biofuels.
1. IOCL – Indian Oil CREDA Biofuels Ltd.
2. IOCL – Indian Oil Ruchi Biofuel LLP
3. BPCL – Bharat Renewable Energy Ltd.
4. HPCL - CREDA HPC Biofuel Ltd.
However none of the above JVs have been able to provide Bio-diesel on commercial basis
due to unviable costs.
vii. National Policy on Bio-fuels & its implementation was approved by the Union Cabinet on
24.12.2009. The salient features of the policy on Bio-fuels are as under:
a. Bio-diesel production will be taken up from non-edible oil seeds in waste
/degraded / marginal lands.
b. The responsibility of Storage, Distribution, and Marketing of Bio-fuels would rest
with OMCs. This shall be carried out through their existing Storage & Distribution
infrastructure and marketing network, which may be suitably modified or
upgraded to meet the requirement for Bio-fuels.
c. In the determination of Bio-diesel purchase price, the entire value chain
comprising production of oil seeds, extraction of bio-oil, its processing, blending,
distribution and marketing will have to be taken into account.
d. The Minimum Purchase Price (MPP) for Bio-diesel by the OMCs will be linked to
the prevailing Diesel price. The MPP, both for Bio-diesel and Bio-ethanol will be
determined by the Bio-fuel Steering Committee and decided by the National
Biofuel Coordination Committee. In the event of Diesel or Petrol price falling
below the MPP for Bio-diesel and Bio-ethanol, OMCs will be duly compensated by
the Government.
viii. The Bio-diesel programme of Govt. of India got a renewed thrust when Hon’able Minister for
Railways, Govt. of India in his budget speech in July 2014, announced usage of Bio-diesel
upto 5% of total fuel consumption.
ix. During interactions with Oil Industries Railways were advised for need of suitable
amendments in some of the Policies regulations namely Bio-diesel purchase policy 2005,
MS & HSD Control order 2005 and National Policy on Bio-fuels 2009.
x. Simultaneously Railways also continued background work on implementation of Bio-diesel
and Oil Marketing Companies have been in regular touch with the Zonal Railways, Railway
Board, IROAF (Indian Railway Organization for Alternate Fuels – Nodal agency in Railway
for implementation of Bio-diesel).

HPCL/O&D
Page 5 of 15
Bio-diesel Manufactures
1. Readiness by Bio-diesel manufactures for ensuring their raw material for producing Bi-
diesel (B 100) on a sustained basis at OMC’s locations.
2. Quality Control systems should be standardized for ensuring smooth & sustained Bio-
diesel (B 100) supplies.
B. An integrated Jatropha Biodiesel Project has three stages:
1. The first stage of the production process of bio-diesel from the seeds of Jatropha is the plantation stage.
2. Extraction stage of bio-diesel production
3. The final stage of bio-diesel production is the transesterification stage in which raw oil is transesterified to bio-diesel.
Customers
1. Locations needs to be made aware of quality monitoring systems required for receipt /
storage / blending of Bio-diesel.

HPCL/O&D
Page 6 of 15
HPCL- Bio Diesel Operations
Following are some of the issues identified for handling Bio Diesel at POL Locations
o Non uniform Dosing Process
o Non Availability of adequate dedicated tankages
Hence, in case Bio Diesel needs to be handled at all locations, there will be two categories of
Diesel at the locations. It is suggested that Bio Diesel is stored in the U/G tanks (70 KL say)
and Bio Diesel is dosed in TT at the time of loading. To streamline the method of doping
across India it is now proposed to implement a uniform method of dosing of Bio Diesel in TT
at the time of loading at all locations.
The system will consist of a U/G or A/G tank of capacity varying from 70 to 100 KL depending
on the thruput of the location, system for metered input of Bio diesel and Mineral Diesel to TT
gantry (Both to be operated by common BCU), if it is in line doing through pipeline with
pumping arrangement and connected to Diesel loading arm.
Depending on the product code (B 100 or Mineral Diesel), TAS will control the dosing at the
TT gantry.
HPCL/O&D
Page 7 of 15
Doping of HSD B100 in Mineral HSD
At Depot / Installation / Terminal
It is necessary that adequate care be taken to ensure the correct dosage in online doping of
HSD B100 with mineral HSD. HSD B100 can be doped in mineral HSD up to the concentration
of 5% v/v max. End product from Marketing after doping 5% v/v max HSD B100 into mineral
HSD remains within specification IS 1460.
On-line Doping
On-line doping is where the HSD B100 is added to a stream of mineral HSD as it travels
through a pipe or hose in such a way that the HSD B100 and mineral HSD become thoroughly
mixed by the turbulent movement through the pipe or by the mixing that occurs once the fuel
is loaded into its receiving vessel. The HSD B100 is added slowly and continuously into the
moving stream of mineral HSD via a smaller line inserted or ‘Y’ in a larger pipe, or the HSD
B100 can be added in small slug or pulsed quantities spread evenly throughout the time the
mineral HSD is being loaded. This is similar to the way most additives are blended into
mineral HSD today and is most commonly used at terminals. The quantity of HSD B100 to be
doped into the mineral HSD is worked out for each compartment of the tank truck on the basis
of 5% vol. max. of HSD B100 in mineral HSD. Doping shall be carried out by synchronising with
the total delivery of desired 5% vol. max. of HSD B100 with mineral HSD in that compartment.
Notwithstanding the method adopted, to ensure uniform doping of HSD B100 with mineral HSD,
it shall be carried out through a closed system, with proper interlocks, while maintaining
efficacy of mixing HSD B100 in the right proportion of 5% v/v max as per specification.
A top, middle, and bottom sample of the tank can be taken and analyzed for the percent HSD
B100 by measuring the density. This can be done with any of the conventional means of
measuring density that are readily available (i.e. digital density meter, hydrometer). If the
values do not vary by more than 3.0 kg/m3 at 15°C from top to bottom, the mixture is
adequate.
Proposed system:
This proposed system is to add up to 5% v/v of Bio Diesel in each compartment of
Diesel delivered through automation process to eliminate the manual process. We
should device a system consisting of tank, pump, dosing line, metering system which
shall be seamless integrated with existing TAS system and shall auto dose Bio Diesel
in Mineral Diesel as per the required volume. The system should have the provision &
flexibility to dose Bio Diesel in mineral as per the requirement at site. The system
should allow the user to change the volume settings.
Strainer on BD line should be of 80 mesh

HPCL/O&D
Page 8 of 15
Reports pertaining to Bio Diesel system:
i. Bio Diesel: Cumulative quantity cumulative loaded in day or through defined period in
number of days, quantity loaded in each truck, bay wise with time and date stamping.
ii. Exception report with detail as truck number, date , time, loading point number, B 100
quantity under dose or over dose
iii. In case truck is over dosed or under dosed and the truck is allowed to leave depot
premises, report showing user id of person authorized to release such loads along with
date and time stamping. In case truck is under dosed or overdosed with B 100 quantity,
the Batch controller shall stop the loading at that particular point displaying B 100
under dose or Overdose at loading point level and at control room TAS software. Alarm
also to be generated in software with truck no and loading point nos. stating B 100
under dose or overdose. The truck shall be resumed to fill with balance quantity if
supervisiorcard is shown at gantry or if TAS user allows through software to resume
loading. Facility to resumeloading along with password protection to be provided in
software. Software shall log in card detailsand user id with date and time stamping for
such event.
iv. Pump fail to start report
v. Pump trip report
vi. B 100 meter factor report. The same should be generated after reading meter factor
stored in batch controller.
vii. B100 meter factor change report. This report shall indicate previous meter factor for all
points and current meter factor for all points, changed by (user id of user), date and
time stamping when factors were changed.
viii. Volume change report: The report shall indicate the old volume of the B 100 which
was doped in main product and the revised volume after change. The report shall also
show the user id along with date and time stamping, which has changed the volume of
B 100 in software
Bio Diesel Operations
Bio-Diesel (HSD B100) is a renewable fuel manufactured from vegetable oils as well as animal
fats. It is energy efficient and is being used by doping with High Speed Diesel Oil thus
replaces petroleum derived diesel fuel.
Bureau of Indian Standards for automotive diesel fuel specification IS: 1460 permits Oxygen
content percent by mass, max, 0.6 both for Bharat stage II and Bharat Stage III. Accordingly
this limits the doping of Bio-Diesel (HSD B100) in mineral Diesel up to 5% v/v. However this
limit may vary as and when the different blending percent of Bio-Diesel is permitted.
HSD B05max that is 5% max., Bio-Diesel (HSD B100) doped in mineral Diesel is suitable for
Diesel equipment with no modification. It helps in reducing the global warming gas emissions.
This also helps in reducing the tail pipe emissions and air toxicity
HSD B100 is slightly heavier than mineral HSD. Accordingly splash blending on top of mineral
HSD by HSD B100 is operationally preferred so that the blended product is homogeneous.

HPCL/O&D
Page 9 of 15
Typically Bio-Diesel does not contain Nitrogen or Aromatics. Its density ranges between 860
and 900 kg/m3; it is slightly higher than mineral HSD. It contains Sulphur less than 50 ppm.
The oxygen content is around 11% by wt., which accounts for it’s slightly lower calorific value.
It is characteristically low in CO, particulate matter, soot and hydrocarbon emissions. Bio-
Diesel and its blends can be used in CI Engines where Diesel is typically used.
Bio-Diesel should be clear although it may come in a variety of colours. A milky layer of
material on the bottom of fuel container on frozen/ chilled condition could mean the presence
of saturated FAME with high cloud points. If the material returns to a clear form after heating
to about 40°C it is probably composed of Bio-Diesel saturates. If the material remains milky or
jelly like at 40 °C then it may be assumed that the material is not properly processed and is
contaminated with water or other contaminants.
Significance of Characteristics – HSD B100:
Flash point – It is typically high. Alkyl Esters are not volatile. The fall in flash point signifies
that the manufacturer has not removed excess alcohol used in the manufacturing process.
Accordingly the residual alcohol in the fuel is a safety issue because very small amounts of
alcohol reduce the flash point. Alcohol can also affect fuel pumps, seals, elastomers, and can
result in poor combustion properties.
Sulfated ash – The test ensures the removal of all the manufacturing catalysts. High levels of
manufacturing catalysts in the fuel can result in injector deposits or filter plugging.
Acid Number – Acid number will become elevated if the fuel ages, or if it was not properly
manufactured. Higher Acid numbers is associated with fuel system deposits, and reduces the
life of fuel pumps and filters.
Free and total glycerine – The numbers measure the complete conversion of the fats and
oils into Alkyl Esters. If these numbers are too high, the manufacturing process is inadequate
and engine fouling can occur. Fuel that exceeds the free and total glycerine limit should not be
used.
Oxidative Stability - High acid numbers coupled with high viscosity numbers indicate a
degraded fuel.
Sulphur – Bio-Diesel generally contains less than 50-ppm sulphur & the test for low Sulphur
fuel (ASTM D 5453) should be used for accurate results instead of D 2622.
Cetane Number – Bio-Diesel requires the Cetane Number test because the Cetane Index test
methods provide inaccurate results.
Aromatics – Aromatics test for diesel fuel will provide inaccurate results for bio diesel. Bio-
Diesel does not contain any aromatics.
Appearance - Bio-Diesel should be clear, although it may come in a variety of colours. Bio-
Diesel colour does not predict fuel quality. A milky layer of material on the bottom of a fuel
container can have several meanings. If the fuel was frozen or chilled, the layer may contain
the saturated Alkyl Esters with high cloud points. If the material returns to a clear form after
heating to 40 °C, it is probably composed of Bio-Diesel saturates. If the material remains milky

HPCL/O&D
Page 10 of 15
or jelly-like at 40 °C, it may be poorly processed and is contaminated with the fuel residues,
water, or other contaminants.
Currently, fuel quality of Bio-Diesel can be tested before it is blended, but not after it is
blended with diesel fuel. Once Bio-Diesel is blended, it is very difficult to determine if it was a
good quality fuel to begin with. Therefore, it is essential that organisation actually doping the
Bio-Diesel into the Diesel fuel ensures that the Bio-Diesel meets requirement.
Receipt of Bio-Diesel B100:
Type Approval:
1. Supplier should obtain a Type approval of HSD B100 from the Oil Company as a part of
procurement process based on the statement on Raw material, process, quality
monitoring, storage & handling facilities and procedures available with him.
2. Supplier will submit samples in duplicate i.e. 2 sets of 2X1 litre samples for each type of
product variant.
3. The sample will be subjected to full specification test on characteristics mentioned in table
1 of section 4. Based on the test report, the characteristic requirement will be firmed up to
draw the Type Approval. A format for Type Approval is enclosed as Annexure-1.
4. The locations will rely on the Type Approvals while comparing the batch test results at the
time of receipt of HSD B100.
5. The permissible variance for density will be +/- 2.0 kg/m3 @ 15 °C and for the rest of the
parameters it will be the reproducibility of the subject test method but within the limit of the
IS specification.
6. The Type Approval will have the validity for one year. In case of change in raw material or
process the supplier should obtain fresh type approval and accordingly the quality will be
firmed up.
Transportation Hoses and seals should be compatible with HSD B100. It is preferred that HSD B100 should be
transported in warm condition (around 27°C) for immediate delivery/decantation and doping.
Receipt at Terminal/ Depot 1. HSD B100 shall be received at Terminal /Depots from the approved suppliers in tank trucks.
All care shall be taken to prevent ingress of water into the compartments during
transportation. Trucks which had carried HSD /HSD B05max / SKO load in the previous trip
should only be used for carrying HSD B100. Tanks in Tank Trucks should be made of
Aluminium, Mild Steel or Stainless Steel. Vehicles with Epoxy Coating should not be used
for transportation of HSD B100. The tank trucks having any other inner coating must be
compatible with HSD B100.
2. The consignment of HSD B100 must carry Type Approval Quality Certificate. The supplier
should also provide the details such as the Batch number etc. in the invoice document

HPCL/O&D
Page 11 of 15
3. On arrival, one litre top and bottom sample from each compartment of the tank truck shall
be drawn after the line content is drained off
4. Care should be taken to draw out the pipeline quantity (20 ltr. approx.) after opening the
master valves before drawing the sample for sending to the laboratory.
5. Density at 15 °C shall be taken after cooling the sample at 15 °C.
6. 2 x one-litre composite samples of HSD B100 from the tank truck should be drawn, sealed,
labelled and jointly signed by the driver/authorised representative of the transporters and
the receiving Officer of the Oil Company. These samples shall be retained for a period of
30 days. Aluminium/stainless steel containers shall be used for storing HSD B100 samples.
7. Biodiesel tends to have a slightly greater affinity for water than does petroleum. Because of
this, tanks should be checked often for the presence of free water in the bottom of tanks.
This water can lead to microbial contamination in the form of bacterial and fungal growth,
which may lead to corrosion and filter plugging if not controlled with biocides.
8. Seasonally, it may be necessary to warm a vessel of biodiesel prior to the transfer or use of
the fuel. B100 freezes at higher temperatures than does petroleum diesel. Insulated and
heated fuel lines and tanks are necessary even in moderate climates. It is always better if
the temperature of the fuel can be maintained at least 10-15˚ F above the reported Cloud
Point of the product. The Cloud Point of a product is generally accepted to be an index of
the lowest temperature that will support operability
9. HSD B100 consignment is either to be stored in a dedicated U/G or vertical tank with
dedicated facilities. Else proportionately doped into mineral HSD tank directly on its delivery
to Tank trucks with mineral HSD on ensuring proper mixing, making the HSD B05 max
homogeneous. The storage tanks and allied facilities for HSD B100 shall be positively
segregated. The tank shall be absolutely free from water at all times.
10. Precautions to be taken in handling and storage:
Store in closed containers between 15 – 50 ° C
Keep away from oxidising agents, excessive heat and ignition sources.
Use with adequate ventilation;
Use explosion-proof electrical equipment and
Non-sparking tools.
11. The unloading operations shall be carried out through special rubber or any other
compatible hoses (Teflon, Nylon 6/6, Viton A 401 –C, Viton GFLT, Flouro-silicon).
Nitrile Rubber is not compatible with HSD B100. Utmost precaution needs to be taken
to ensure that there is no ingress of water. Both the ends of the hoses after use shall
be capped. 80 mesh strainers (mild steel/stainless steel) shall be provided before the
pump / tank inlet as the case may be. All safety precautions shall be taken as that
required for storing excluded product.
12. Unloading of BD
HPCL/O&D
Page 12 of 15
UG tank should be provided with
PV vent and silica gel
All joints should be airtight
80 mesh strainer to be provided in unloading line
Tank internal portion should not be painted with Epoxy (it will react with BD)
All Tanks & lines should be water free
Nitrogen blanketing of Tank is required, if product is dormant for longer duration
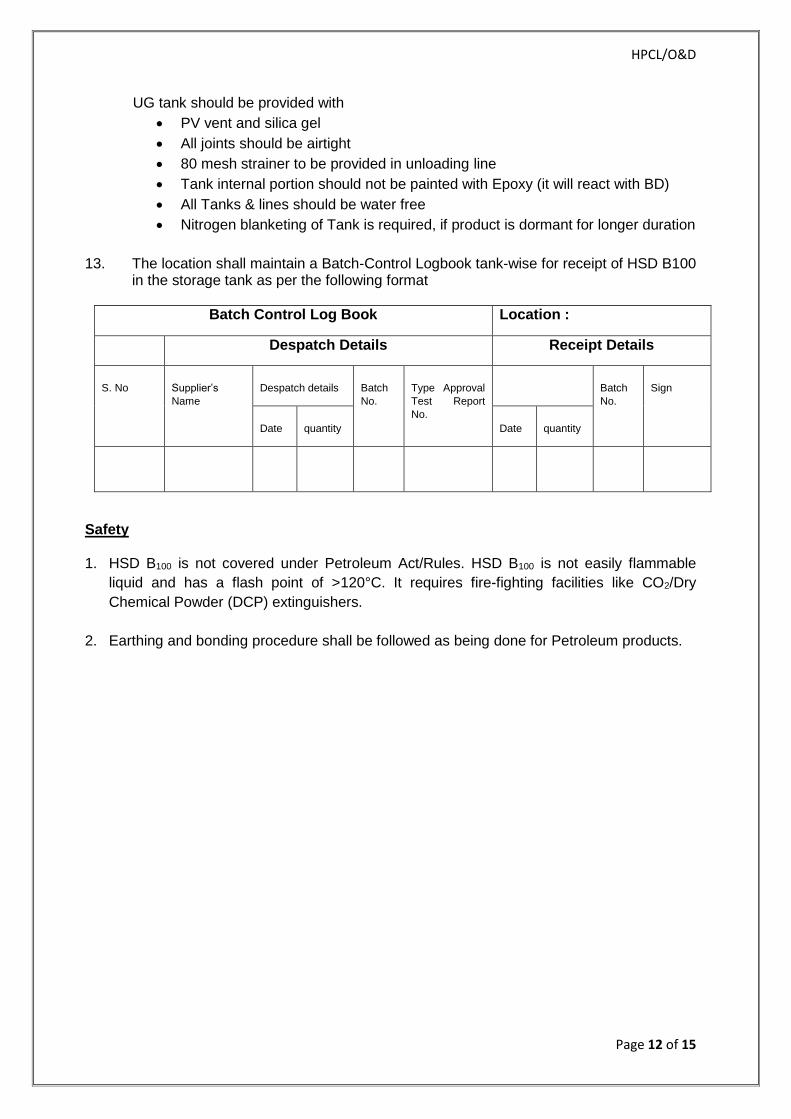
13. The location shall maintain a Batch-Control Logbook tank-wise for receipt of HSD B100 in the storage tank as per the following format
Batch Control Log Book Location :
Despatch Details Receipt Details
S. No Supplier’s
Name
Despatch details Batch
No.
Type Approval
Test Report
No.
Batch
No.
Sign
Date quantity Date quantity
Safety 1. HSD B100 is not covered under Petroleum Act/Rules. HSD B100 is not easily flammable
liquid and has a flash point of >120°C. It requires fire-fighting facilities like CO2/Dry
Chemical Powder (DCP) extinguishers.
2. Earthing and bonding procedure shall be followed as being done for Petroleum products.

HPCL/O&D
Page 13 of 15
Annexure -I
The intent of each quality requirement in above Table is described here:
• High levels of Group I and II metals. Sodium (Na), potassium (K), calcium (Ca), and
magnesium (Mg) can cause deposits to form, catalyze undesired side reactions, and poison
emission control equipment. The Group I and II metals are limited as the combination of
metals in each category, Na+K and Ca+Mg. For each combination, the limit is 5 ppm. • Flash
point. A minimum flash point for diesel fuel is required for fire safety. B100’s flash point is
required to be at least 93ºC (200ºF) to ensure it is classified as nonhazardous under the
National Fire Protection Association (NFPA) code.
• Alcohol. It is critical to ensure that the manufacturer has removed excess methanol used in
the manufacturing process. Residual methanol in the fuel is a safety issue, because even very
small amounts reduce the flash point; can affect fuel pumps, seals, and elastomers; and can
result in poor combustion properties. The intent of the alcohol control requirement is to limit

HPCL/O&D
Page 14 of 15
methanol to less than 0.2 wt %. This can be accomplished by meeting a higher flash point
requirement of 130ºC (266ºF); or by measuring methanol content by gas chromatography.
• Water and sediment. This refers to free water droplets and sediment particles. The
allowable level for B100 is set at the same level allowed for conventional diesel fuel. Poor
drying techniques during manufacturing or contact with excessive water during transport or
storage can cause B100 to be out of specification for water content. Excess water can lead to
corrosion and provides an environment for microorganisms. Fuel oxidation can also raise
sediment levels, so this test can be used in conjunction with acid number and viscosity to
determine if fuels have oxidized too much during storage.
• Viscosity. A minimum viscosity is required for some engines because of the potential for
power loss caused by injection pump and injector leakage. This is not an issue for B100, and
the minimum is set at the same level as for petroleum diesel. The maximum viscosity is limited
by the design of engine fuel injection systems. Higher viscosity fuels can cause poor fuel
combustion that leads to deposit formation as well as higher in-cylinder penetration of the fuel
spray, which can result in elevated engine oil dilution with fuel. The maximum allowable
viscosity in ASTM D975 for No. 2 diesel is 4.1 mm2 /s at 104ºF (40ºC). ASTM D6751 allows
for slightly higher viscosity than D975, primarily because that is where the normal viscosity of
B100 lies. Biodiesel blends of 20 vol % or lower should have a viscosity within the range
allowed by D975.
Sulfated ash test. This test measures the amount of residual alkali catalyst in the biodiesel as
well as any other ash-forming compounds that could contribute to injector deposits or fuel
system fouling.
• Sulfur. This is limited to reduce sulfate and sulfuric acid pollutant emissions and to protect
exhaust catalyst systems when they are deployed on diesel engines in the future. Sulfur
content of 15 ppm or lower is also required for proper functioning of diesel particle filters.
Biodiesel generally contains less than 15 ppm sulfur. The test for low-sulfur fuel (ASTM
D5453) should be used for accurate results instead of D2622, which will provide falsely high
results caused by the test’s interference with the oxygen in the biodiesel.
• Copper strip corrosion test. This test is used to indicate potential difficulties with copper
and bronze fuel system components. The requirements for B100 and conventional diesel are
identical, and biodiesel meeting other D6751 specifications always passes this test. Copper
and bronze may not corrode in the presence of biodiesel fuel, but prolonged contact with
these catalysts can degrade the fuel and cause sediment to form.
• Cetane number. An adequate cetane number is required for good engine performance.
Conventional diesel must have a cetane number of at least 40 in the United States. Higher
cetane numbers help ensure good cold start properties and minimize the formation of white
smoke. The ASTM limit for B100 cetane number is set at 47, because this is the level
identified for “Premium Diesel Fuel” by the National Conference of Weights and Measures.
Also, 47 has been the lowest cetane number found in U.S. biodiesel fuels. The cetane index
(ASTM D976) is not an accurate predictor of cetane number for biodiesel or biodiesel blends,
because it is based on a calculation that uses specific gravity and distillation curve, both of
which are different for biodiesel than for petroleum diesel.
• Cloud point. This is the most commonly used measure of low-temperature operability; fuels
are generally expected to operate at temperatures as low as their cloud point. The B100 cloud

HPCL/O&D
point is typically higher than the cloud point of conventional diesel. Cloud point must be reported to indicate biodiesel's effect on the final blend cloud point. Low-temperature properties and strategies for ensuring good low-temperature performance of biodiesel blends are discussed in more detail in later sections.
Carbon Residue. This measures the carbon-depositing tendency of a fuel and is an approximation of the tendency for carbon deposits to form in an engine. For conventional diesel fuel, the carbon residue is measured on the 10% distillation residue. Because BlOO boils entirely at the high end of the diesel fuel range and in a very narrow temperature range, it is difficult to leave only a 10% residual when distilling biodiesel. So, biodiesel carbon residue specifies that the entire biodiesel sample be used rather than the 10% distilled residue.
Acid Number. The acid number for biodiesel is primarily an indicator of free fatty acids (natural degradation products of fats and oils) and can be elevated if a fuel is not properly manufactured or has undergone oxidative degradation. Acid numbers higher than 0.50 have been associated with fuel system deposits and reduced life of fuel pumps and filters.
Free and total glycerin. These numbers measure the amount of unconverted or partially converted fats and by-product glycerin in the fuel. Incomplete conversion of the fats and oils into biodiesel can lead to high total glycerin. Incomplete removal of glycerin can lead to high free glycerin and total glycerin. If these numbers are too high, the storage tank, fuel system, and engine can be contaminated. Fuels that exceed these limits are highly likely to plug filters and cause other problems. One of the major shortcomings of the 06584 gas chromatograph (GC) method is its sensitivity to diesel fuel. Diesel fuel components react differently on the column used in the GC-they make the determination of free glycerin very difficult and may damage the column. Thus, many labs are unable to determine free and total glycerin by this method in samples with even small amounts of diesel fuel, such as B99.9.
Phosphorus Content. This is limited to 10 ppm maximum in biodiesel because it can damage catalytic converters; phosphorus above 10 ppm can be present in some plant oils. Biodiesel produced in the United States generally has phosphorus levels of about 1 ppm.
D Praveen Chandra DGM O&D
Page 15 of 15





























