Embed Size (px)
Citation preview

A Simulation of the Kalgoorlie Nickel Smelter FlowsheetUsing METSIM
A G HUNT1, E J GRIMSEy2 AND N B GRAy3
ABSTRACT
A steady state heat and mass balance simulatioo of the Western MiningKalgoorlie Nickel Smelter (KNS) flowsheet was developed within theframeworlc of the commercial software MEfSIM. The KNS simulationcan achieve all plant setpoints through the adjustment of cootrolledprocess inputs, and provides a useful tool for the evaluation of the currentflowsheet and potential flowsheet developments The simulation modeland a number of applications are discussed in this paper.
INTRODUCTION
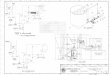
Nickel smelting at the Western Mining Kalgoorlie Nickel Smelter(KNS) involves the removal of iron and sulphur, by selectiveoxidation, from nickel sulphide concentrates. The process iscarried out in two stages, namely, smelting in an integrated flashfurnace to produce a low grade matte containing 45 per centnickel, followed by converting to high grade matte, containing 72per cent nickel in Peirce-Smith converters. A detailed outline ofthe current operations at KNS is available in a recent paper(Slater 1990). The flowsheet is shown in Figure 1.
Various plant models are currently used at KNS but theobjective of this work was to develop a comprehensive flowsheetsimulation to obtain a global appreciation of the material andenergy flows within the process, and to assess the sensitivity tochanges in process inputs and process parameters. Thecommercial software package METSIM (Bartlet, 1990) waschosen to provide the framework. It is powerful, yet relativelysimple to use, and is especially suitable for the simulation offlowsheets incorporating pyrometallurgical operations such as anickel smelter, since it can handle multiphase, high temperaturesystems that are undergoing chemical reaction. METSIM isdesigned for mM PCtx:r/AT{386 compatible computers runningunderOOS.
The model development was carried out in conjunction withthe 1990/91 KNS Vacation Student Program and involved inputfrom ten third year Metallurgy and Chemical Engineeringstudents from Sydney, Murdoch, Curtin and MelbourneUniversities. The KNS Vacation Student Program is run annuallyand aims to introduce third year students to pyrometallurgicaloperations and to develop their professional skills throughparticipation in challenging projects.
PROCESS FLOWSHEETING WITH METSIM
The development of a plant simulation or model requires thesystematic analysis of the process, namely, the break down of theprocess into modules, the definition of inputs and outputs foreach module, the specification of the connection betweenmodules, the definition of the processes within each module andfinally the superimposition of the process design criteria on theflowsheet A model developed in this systematic way not onlyprovides an important tool for the analysis of plant problems, butalso provides important insights into the various plant processesand process flows.
1. Senior Metallurgist, Western Mining Kalgoorlie Nickel Smelter.
2. Senior Lecturer, Murdoch University.
3. Senior Lecturer, The University of Melbourne.
The approach used by METSIM for the solution of theflowsheet specification is the sequential modular approach, whereeach module or so~alled unit operation, is balanced in itsnumbered sequence during the calculation process. Each unitmay be capable of up to five fundamental operations, namely,mass balances, phase changes, chemical reactions, heatdistributions and splitting the mass amongst specified phases.
All unit operations are linked by streams which transfer matterand energy and which are numbered sequentially to identify theirsource and destination. All streams must be represented asmixtures of discrete chemical species or components. Eachcomponent carries with it an absolute reference number foridentification, a descriptive name, a chemical formula, a heat offormation at 25°C, a heat content above 25°C and finally a phasetype which may be SI (solid inorganic), SO (solid organic), U(liquid inorganic), Ml (liquid metal), M2 (liquid matte), M3(liquid slag) or GC (gas). If the same chemical compound ispresent in more than one phase, it needs to be identified as twodiscrete components.
Phase changes and chemical reactions are treated in a strictlysequential manner. If a chemical reaction involves a liquid slagspecies such as FeO (M3) which is not present as an input, thenthe species has to be created prior to the reaction by a phasechange such as FeO (SI) -> FeO (M3). Further, if a speciesdisappears as a result of a phase change or a chemical reaction, itcannot take part in any subsequent reaction. However, phasechanges and chemical reactions can be incomplete. For example,the extent of a reaction must be specified, usually as a decimalfraction between zero and one, where the specification refers tothe first component. If the generic reaction A + B -> C is givenan extent of one, the reaction will proceed until all of A isconsumed, provided all of B is not consumed first.
Careful consideration must be given to the sequence and extentof all phase changes and chemical reactions when attempting tosimulate a relatively complex chemical reactor such as a nickelsmelter. In practice, many reactions occur simultaneously and itis not possible, or necessary, to create a reaction sequence whichis intemally realistic. The sequence only needs to simulate theoutput chemistry of the process as closely as possible. Laterversions of METSIM will incorporate an equilibrium solvercapable of handling simultaneous reactions, but the successfulapplication of this approach will require additional expertknowledge such as "activity models" to describe componentinteractions for complex melts such as mattes and slags.
Once the input species are converted to output species by phasechanges and chemical reactions, the mass of each phase can besplit amongst the various output streams. For example, aparticular output stream may be assigned the respective massfractions of 1.0 of M3 and 0.05 of M2, which means that it willcarry 100 per cent of all slag components and five per cent of allmatte components. The latter would simulate an entrainment ofmatte in the slag phase.
The heat balance within each unit operation is calculated byadding the heat available above 25°C in all input streams, theenthalpy chancf.e of all phase transformations and chemicalreactions at 25 C and any extra energy addition such as electricalenergy. Unit heat loss is subtracted from this total and theremaining available energy used to heat the output streams, eitherto the same temperature, or to different temperatures, if one or
EXTRACTIVE METALLURGY CONFERENCE Perth 2·4 October 1991 251

A G HUNT, E ] GRIMSEY and N B GRAY
KALGOORLIE NICKEL SMELTER
a=r;:::),
~.~
I··..··~tIIW..,D•••• I
11lu.•nul
"
FIG 1 - The current Western Mining Kalgoorlie nickel smelter flowsheet.1. oxygen plant, 2. airprehea1eT. 3. product handling, 4. flash furnace, 5. converter,6. offgas handling, 7. power station and 8. slag disposal.
more output streams are assigned preset temperatures.Alternatively, the temperature of all output streams can benominated, and the heat balance allowed to calculate the resultantheat loss (or gain) for the unit operation. No account is taken ofheats of solution, and it is therefore important to selectappropriate melt species which minimise any potential error. Forexample. FezSi04 is a more appropriate species for a slag thanFeO and Si02 separately. since in the latter case, the heat offormation of iron silicate would contribute to a heat of solution.
Once the flowsheet is described in terms of the unit operations,connecting streams, stream components and temperatures,chemistry and heat flows. a control strategy must be developed sothat the material and energy flows will obey critical processconstraints or setpoints. The control strategy in effect makes thesimulation behave as a realistic model. METSIM provides threetypes of controllers, namely, flow rate controllers, feedforwardcontrollers and feedback controllers. Flow rate controllers fix astream flow at a nominated setpoint, feedforward controllers fixthe flow rates of nominated input streams to a set ratio, whilefeedback controllers monitor downstream conditions such asmatte grade, and provide for the adjustment of preceding streamflows to attain a desired setpoint These controllers normallysimulate actual plant controllers. It has been necessary also tointroduce artificial or so-called "thermodynamic" controllerswithin the KNS flowsheet. These controllers vary the extent ofspecific chemical reactions to reproduce known processchemistry setpoints. for example. to control the per cent nickelreporting to slag for a given matte grade, regardless of the relativemasses of matte and slag. Such artificial controllers will not benecessary when an equilibrium solver is made available in theMETSIM program.
The flow rates. compositions and temperatures of key inputstreams have to be defmed to complete the description of aflowsheet. METSIM prompts for all essential input stream data,and automatically selects the tear stream for any recyclecalculations. The Wegstein method is used for the convergenceof recycle streams.
THE KNS FLOWSHEET SIMULATION
The METSIM representation of the KNS plant is shown in Figure2, which illustrates the flowsheet topography and theinterconnection between sequentially numbered streams and unit
operations. All flows are assumed continuous for the purpose ofthe simulation. The Preheat Burner (Unit I), Heat Exchanger(Unit 2) and Process Air Mixer (Unit 3) precede the primarysmelter or Flash Furnace which is represented by a combinationof a Reaction Shaft/Settler (Unit 4). a Dust Recycle (Unit 5), anAppendage (Unit 7) and an Uptake Shaft (Unit 12). Thisseparation of the primary smelting furnace into discrete units isnecessary to allow for the correct representation and control ofthe process chemistry and for a convenient handling of therecycle dust load. The separation has no adverse effect on themass and heat balances of the simulation.
The Matte Tap (Unit 6) allows a portion of the ReactionShaft/Settler matte to be sent directly to the Converter (Unit 9)rather than the Appendage. Unit 8 provides for oxygenenrichment of the converter air. Unit 10 for air ingress under theconverter hood and Unit 11 for dust removal from the convertergas. Unit 13 represents the Waste Heat Boiler, Unit 14 the FlashDrum for steam generation, Unit 15 the Electrostatic Precipitator,while Unit 16 provides for a heat loss from dust before it isrecycled to the flash furnace.
The chemical components and compositions of input streamswhich initiate the process are entered by the user. For example,in order to calculate the gas, matte and slag generated by theReaction Shaft (Unit 4), the constitution of the flash furnaceconcentrate (stream I), flux (stream 2), and oil (stream 3), theprocess air (stream 4), the preheat burner coal (stream 5) and air(stream 6) as well as the oxygen plant oxygen (stream 11) and thetanked oxygen (stream 12), all have to be defmed. along withcritical initial flow rates, namely. the concentrate (stream 1) flowrate, the oxy plant oxygen (stream 11) and the tanked oxygen(stream 12) flow rates. A typical concentrate may be representedby the components FeS (46.7 per cent), NiS (16.8 per cent), FeS2(15.5 per cent), Mg2Si04 (9.4 per cent), Si02 (6.7 per cent),CuFeS2 (2.2 per cent), Ca2Si04 (1.4 per cent), Alz03 (0.8 percent) and CoS (0.5 per cent), which constitute the Solid Inorganicpart of the steam, and by H20 which constitutes the LiquidInorganic part, or moisture content of the concentrate. Typicalconcentrate flow rates range from 40 to 70 tonneslhour.
The definition of all streams in the KNS flowsheet required 45components, for which enthalpy data was obtained from in-housedata bases, rather than verify the data from the extensiveMETSIM database. The chemistry of the flowsheet was
252 Perth 2 - 4 October 1991 EXTRACTIVE METALLURGY CONFERENCE

SIMULAnON OF TIlE KALGOORLIE NICKEL SMELTER FLOWSHEET
METSIM FLOWSHEET KNS BASE MODEL
..AIR 2.5"0
H£AT LDSSH£AT LOSS
BURNER5 cxw... 2.5'c7 1~ 02 ® CAS 111:5"0
I AIR 2.5'0870'0 H£AT •EX0W4CE
'0500'0
.....';.;1__ OXYCEN PLANT' OX'I"CEN 2:ro@PROCESS
LAI::.:R~WIl~:(ER=-J-.:.'2:.-_ TN/ICED O~ 2.5'0
13PROCESSAIR
E1£C'1'ROOE POWER
20su.c1300'0
27 28WAnt: SlAG1250'0 1300'0
14 15 11CAS MATIE SlAG
5OUST REC't'Cl£
""--~--~---1 CONS 2:ro~ .....--2 FUJX 2:ro
REAC'T1ON stWT 3 OCL 10'0
.----1:---"1:;;..--23 COKE 2:rc
.....--24 .NCRESS AIR 2.5'c
r--L.:..:...:....::.:.:.:..::...:~)--- 25 REVERTS 4CJ'c
18CAS
1380'
CAS 28
H£AT LOSS
~=~. 49 _ 17 OUST47~ 100'c
L..r---..---.JOUST200'c
OUST300'0 r,;\.....,--- 2. AIR
1~1,.,..==:::.....r:::.:..::;=,~~~:..J_-- 30 02
FIG 2 - The METSIM representation of the Kalgoorlie Nickel Smelter flowsheet
EXTRACTIVE METALLURGY CONFERENCE Perth 2 - 4 October 1991 253

A G HUNT, E J GRIMSEY and N B GRAY
SLAG
HEAT OUT
HEAT OUTHEAT IN
HEAT IN
REACTION
LGMATTE
52 48 44 40 44 48 52
Reaction Shaft Matte Grade (Ni %)
AIRPREHEAT HEAT LOSS
GASREACTION
SLAG
~ MATTE -
~120
off-gas, when the oxygen efficiency is less than one. Finally,reaction 17 has an extent of one to provide for a maximumformation of iron silicate in the slag.
A total of 32 feedback controllers and 1 feedforward controllerwere used for the KNS flowsheet simulation. Once initiated, theprogram adjusts the preheat burner air to give the desired air/coalratio for an arbitrary initial coal flow rate. The total burner gasflow then is adjusted until the initial process air flow reaches thedesired temperature through the heat exchanger. After a fixedamount of oxygen enrichment, the process air flow is adjusted togive the desired matte composition and to burn oil on the shaft ata predetermined oxygen efficiency. Once the correct process airflow is established, an appropriate readjustment is made to theburner gas flow to maintain the desired preheat temperature.
The flux is adjusted to give a target Fe/Si02 ratio in theReaction Shaft slag, the extent of reactions are controlled to give
FIG 4 - The distribution of heat in the converting of nickel matte.
FIG 3 - The distribution of heat in the flash smelting of nickel at a constantfeed rate of 72 toones/hr of concentrate.
s:: 20o........='.0'B 16Cl]
a.... 12CIS
~ 8
~O~ 4
HGMATTEU 0 '-"":-....L--:&:----I---I._L--'-...L----I---I._L-...-'-...L-...J
~ 48 44 40 44 48 ~
Reaction Shaft Matte Grade (Ni%)
modelled with 27 phase changes, namely, one for the PreheatBurner, seven for the Reaction Shaft/Settler, ten for theAppendage and nine for the Converter, as well as 39 chemicalreactions, namely, two for the Preheat Burner, 17 for the ReactionShaft/Settler, seven for the Appendage and 13 for the Converter.The importance of the chemical reaction sequence in thesimulation of the process chemistry will be illustrated using the17 reactions for the Reaction Shaft/Settler which are shownbelow:
1: Coal + 724 Oz ~ 679 COz + 208 Hz{) + 5 N2 + SOz2: 4 Oil + 1925 Oz ~ 1316 COz + 1210 Hz{) + 4 SOz
3: FeS2 + Oz ~ FeS + SOz4: 2 CuFeS2 + Oz ~ Cu2S + 2 FeS + SOz5: 3 NiS + Oz ~ NhS2 + SOz6: Cuz{) + FeS ~ Cu2S + FeO
7: CoO + FeS ~ CoS + FeO
8: 9 NiO + 7 FeS ~ 3 NiJS2 + 7 FeO + SOz9: 2Fe)04 ~ 6FeO + Ch10: 2NhS2 + 70z ~ 6NiO + 4SOz11: 2 CoS + 3 Oz ~ 2 CoO + 2 SOz
12: 2 CU2S + 3 Oz ~ 2 Cu:z{) + 2 SOz13: FeS + Oz ~ Fe + SOz14: Fe + SOz ~ FeS + Oz15: Oz + 2Fe ~ 2FeO
16:4FeO + Oz ~ 2Fez03
17: 2 FeO + SiOz ~ F~Si04
Reactions 1 through 5 have and extent of 1.0 and thus consumeall of the first component in the presence of excess oxygen.Reaction 1 burns coal added in the flux and reaction 2 burns oiladded to the shaft to adjust the heat balance. Reactions 3 and 4respectively provide for the complete decomposition of solidpyrite and chalcopyrite into the liquid matte components FeS(M2) and Cu2S (M2), while reaction 5 converts all solid NiS tothe liquid matte component NhS2 (M2).
Reactions 6 through 8 have an extent of 1.0 and respectivelyconvert all solid copper, cobalt and nickel oxides to the liquidmatte components Cu2S (M2), CoS (M2) and Ni3S2 (M2). Thecorrect levels of nickel, cobalt and copper in the slag are then setby controlling the extents of reactions 10, 11 and 12, since thesereactions convert the liquid sulfides (M2) into liquid slagcomponents (M3).
Reaction 9 has an extent of one and converts all solidmagnetite to the liquid slag component FeO (M3). Reactions 13,14 and 15 are designed to control the matte composition.Reaction 13 has an extent of one and converts all FeS to Fe in thematte, leaving only NhS2 and Fe. The extent of reaction 14 iscontrolled to partially convert Fe back to FeS and thereby set thedesired per cent sulfur in the matte which is now based on thecomponents NhS2, FeS and Fe. Sulfur is normally set at around23 per cent for flash furnace matte.
The removal of iron from matte increases the matte grade (asper cent Ni) and oxygen starvation is used to control the extent ofthis removal through reaction IS, in order to control the mattegrade. The total Oz flow (as process air) is adjusted by afeedback control so that sufficient is available for all reactions upto 14, and also for a partial conversion of Fe to FeO through 15.The extent of reaction 15 is controlled at slightly less than one, sothat an amount of oxygen remains to partly oxidise FeO to Fe:zQ3through 16, and thus to set the appropriate magnetite level in theslag, and also to allow for free oxygen in the reaction shaft
254 Perth 2 - 4 October 1991 El0"RACTIVE METALLURGY CONFERENCE

SIMULAnON OF THE KALGOORLIE NICKEL SMELTER FLOWSHEET
+3%
-3%
68 r------------------,
Conditions set for aConcentrateFeed Rate of 62 tonnes/hr
1-----------IIII
~----------l-------IIIII Iro ~---_---J---------
I II I
40 45 50
Reaction Shaft Matte Grade (Ni %)
FIO 5 - The sensitivity of matte grade to variations in feed rate, wiIhconditions set for a concentrate flow rate of 62 tonneslhr of concentrate.
the expected Ni, Cu, Co and magnetite per centages for the slagmass generated, while the "inert" dust load is adjusted as set percent of the total flux and dust flow. An amount of matte is tappedand sent to the Converter while the remainder is passed to theAppendage along with slag, where coke reacts to transfer nickel(and iron) from slag to matte. The cleaned slag is discarded andthe matte sent to the Converter where it is blown with acontrolled amount of air to give a high grade matte containingeither five or one per cent iron.
The heat balance requires that heat losses be accounted for ineach of the unit operations. The heat losses were obtained fromunpublished plant studies, or calculated using the normaltemperatures of input and output streams. For example, the heatloss from the reaction shaft could be assigned a fixed value andthe oil adjusted to produce the required slag temperature of13000 C (along with compatible gas and matte temperatures of13800 C and 12500 C respectively), or the heat loss could becalculated at a fixed oil flow rate, and with pre-assignedtemperatures for the matte slag and gas.
EXAMPLES OF MODEL APPLICATIONS
The METSIM model provides for a complete steady state heatand mass balance profile of the Kalgoorlie Nickel SmelterFlowsheet and is an invaluable tool for flowsheet evaluation,either for the flowsheet in its entirety, or for individual unitprocesses within the flowsheet. For example, the effect of mattegrade on the heat distribution for the flash smelting and theconverting processes has been evaluated using a concentrategrade of ten per cent nickel and a feed rate of 72 tonne/hr.
The effect of the matte. grade on the heat balance of the flashfurnace reaction shaft/settler is shown in Figure 3, which wasconstructed using calculated stream enthalpies. The left side ofthe Figure shows the available heat, which is made up ofcontributions from the air preheat, the heat of reaction, and theheat from the burning of oil. As the matte grade increases (to theleft), the heat of reaction increases and less compensating heat isrequired from the burning of oil. Practical constraints, such as
the waste gas handling capacity, limit the matte grade to under 48per cent nickel. The right side of the Figure shows thedistribution of available heat amongst the outputs, namely, theunit heat loss, the matte, slag and gas, where the latter containsthe majority of the heat As the matte grade increases (to theright), the heat content of slag and gas increase as theirrespective masses increase, whereas the heat content of the mattedecreases as its mass decreases. In practice, the gas, matte andslag represent intermediate streams which are not, in reality,accessible, since they are diluted with streams emanating fromthe appendage end of the furnace. However, it is necessary to beable to predict the reaction shaft matte grade, as this ultimatelycontrols the tapped grade and slag losses.
The nickel content of so-called low grade (LG) or flash furnacematte which is charged to the converter has an effect on the heatbalance of the converter, as shown in Figure 4. The output ortarget matte is called high grade (HO) matte. The left side of theFigure shows that the available heat from the converting reactiondecreases with increase in LG matte grade. However, the heatcarried away in the gas and slag also decreases, since therespective masses decrease with increase in LG matte grade.The process remains autogenous and the main effect of anincrease in LG matte grade is a shorter blowing time.
The model developed for the KNS flowsheet can be easilymodified to allow for investigation of a variety of processparameters. As an example of this, the sensitivity of the processto the fluctuation in concentrate feed rate and the effect on manegrade was investigated. The flash furnace module was modifiedto accommodate this problem. The feedback controllers for theprocess air, oil and flux were removed, and the respective flowsfixed at the required level for a feed rate of 62 tonne/hr ofconcentrate. The feed rate then was varied from 59 to 67tomle/hr so that the resultant effect on the matte grade could beevaluated. The results of this investigation are shown in Figure 5,where a 3 per cent change in feed rate corresponds to a significantmatte grade variation from 41 to 50 per cent nickel. Such avariation also will significantly affect the process heat balance, asindicated in Figure 2.
CONCLUSIONS
The commercial software METSIM has been used to develop acomplete steady state heat and mass balance profile of theWestern Mining Kalgoorlie Nickel Smelter (KNS) flowsheet .The simulation can be used to investigate the global interaction ofmost of the important process parameters, and easily can bealtered to extend the simulation to sensitivity analyses. Therefinement of the KNS simulation will continue and itsapplications extended.
ACKNOWLEDGEMENTS
The authors wish to thank the Board of Directors of WestemMining Corporation Limited for permission to publish this paper.A significant contribution to the development of the KNSsimulation was made by the students employed for the 1990f)1Vacation Student Program.
REFERENCES
Bartlett, J T, 1990. Metsim User's Manual, Proware (Lakewood,CO).
Slater, P, 1990. Nickel Smelting Operations at Kalgoorlie, inPYROSEM WA, (Eds, E J Otirnsey and N D Stockton), pp7-22, (Murdoch University, Perth, WA).
EXTRACTIVE METALLURGY CONFERENCE Perth 2 - 4 October 1991 255

256 Perth 2 - 4 October 1991 EXTRACTIVE METALLURGY CONFERENCE