Upload
david-esteban-soler-camargo
View
221
Download
0
Embed Size (px)
Citation preview
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
1/18
I n d . Eng. C h e m . R e s . 1995,34, 1003-1020 1003
REVIEWSA Review on Minimum Energy Calculations for Ideal and NonidealDistillations?
Juergen Koehler*Hoechst AG , Prozesstechnik TEP ) , 65926 Fran kfur t , Germ anyPeter Poellmann and Eckhart BlassDepar t men t o f C hemica l E ng i neer ing , T echn ica l Uni ver s it y o f Muni ch , 80290 M uni ch , Germa nyThe minimum energy requirement of a distillation sets a lower, thermodynamically definedoperating limit, which is increasingly important in practice due to growing interes t in savingenergy. During the conceptual design phase this energy information can also be used t o quicklycompare distillation configurations. This paper gives a summary of the most important methodspublished t o date for the calculation of the minimum energy requirement. Firstly, the occurrenceof so-called pinch zones will be systematically described. These are sections of the column inwhich at minimum reflux an infinite number of separation stages would be necessary. Thenexact and approximating solutions of the problems both for ideal an d for nonideal mixtures willbe discussed. For ideal mixtures a rapid calculation is possible using t he well-known Underwoodequations, which can also be applied t o complex columns (e.g., several feeds and side products,side stream str ippers and enrichers). However, strongly nonideal multicomponent mixturesstill require time-consuming simulations of columns having large numbers of plates. In suchcases serious convergence problems must often be reckoned with. Recent developments aim atavoiding column simulations and at calculating pinch points directly.
1. IntroductionDistillation is a proven, versatile and intensivelyinvestigated unit operation and plays a major role inmany chemical processes. This situation is unlikely t ochange even in the long term, because alternative unit
operations are often neither technically feasible norcommercially competitive. The development and con-tinuous refinement of distillation trains are thus im-portant tasks in process design, having a considerableinfluence on the commercial successof whole productionprocesses. Increases in the costs of primary energy andnew government regulations will exert pressure onus-now and in the future-to organize the overall useof energy efficiently and t o continually reduce itsconsumption.Figure 1 shows schematically the relation betweenreflux ratio r ) nd number of plates (n)or four differentdegrees of separation. The pressure drop in the columnhas been ignored. For a constant separation specifica-tion the result is a hyperbolic curve. In the limiting caseof minimum reflux ratio rmtn)he number of separationstages and the investment cost approach infinity. If thereflux is slightly increased, the required number ofstages falls rapidly. Operation at total reflux r- 1defines the minimum number of stages nmin). Inpractice the optimum operating point for the column,in terms of the overall costs, is usually between 1.1 and1.5 times the minimum reflux ratio. The approach tothe lower, thermodynamically defined operating limit' This paper is a n updated and extended English version ofa previous publication in the German language by the sameauthors which was published in Chem.-Ing.-Tech. 1993, 5 ,143-156) [ 1 1 6 ] .* Author to whom all correspondence should be addressed.
0888-5885/95/2634-1003 09.00/0
min(2) reflux ratio rFigure 1. Number of stages and reflux ratio B ,bottoms product;D, distillate; F, feed; nmin, minimum number of stages; rmin,minimum reflux ratio).by adding more column stages is confined by the degreeof maneuver required for process control in order tohandle fluctuations, and also by uncertainties in thephysical properties and in the underlying models VI.Methodical chemical process design consists in gen-995 American Chemical Society
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
2/18
1004 Ind. Eng.Chem. Res., Vol. 34, No. 4, 1995acetone
chloroform benzeneFigure2. Distillation with minimum energy consumption in a triangular diagram.era1 of the interplay between ideas, which increase thenumber of possible solutions, and consequent analyseswhich evaluate the ideas and lead to the early rejectionof bad options [2]. During the evaluation steps theminimum energy requirement can also serve as anindicator of the investment costs, since column dimen-sions such as diameter and heat transfer areas aredependent on the energy input . If we consider furtherthat difficult separations require not only a high con-sumption of energy but a t the same time a large numberof separat ion stages, then it will become clear how theminimum energy requirement of distillation units canbe used in an overall feasibility comparison of thevarious distillation options during the front end engi-neering [3].
We must not overlook the fact that the minimumflows inside the column are also very usefbl numericalvalues for the initialization of rigorous simulationcalculations, especially when our goal is t o optimizecolumns with respect t o given product specifications.
The rapid and reliable calculation of the minimumenergy requirement for a specified sharpness of separa-tion is thu s an important task a t several stages of thedevelopment of a chemical process. However, in spiteof a considerable amount of research effort his problemhas not been satisfactorily solved for the general caseof nonideal multicomponent mixtures. Usually time-consuming calculations using process simulation pro-grams must be tolerated, or alternatively simplifjringassumptions must be made. Null [4] puts it in anutshell: ...there is no corresponding effort to developreliable and accurate shortcut blocks which give areasonable approximation of complex columns and ofsystems which exhibit highly nonideal behavior . Thispaper offers a systematic analysis of the problem and acritical summary of the approaches available for calcu-lating the minimum energy requirement.2. Physical and Mathematical Basis
2.1. Occurrence of Pinch Zones. During distilla-tion at minimum reflux ratio zones of constant (station-ary) phase composition-so-called pinch zones-wouldoccur in the separation profile. In these column regionsvapor and liquid are in equilibrium. Because of the lackof driving forces, in such zones infinitesimal concentra-tion changes require a large number of separation
plates, in the extreme case an infinite number. Figure2 shows qualitatively in a triangular coordinate systemthe liquid phase separation profile of a minimum refluxsituation in the acetone/chloroform/benzene mixture.Both pinch zones can be recognized by the points whichfollow each other closely both in the feed region in thestripping section and also in the middle of the rectifyingsection.If we consider a distillation in a simple column, whereall the components of the feed are present in bothproducts, then at minimum reflux only one pinch willoccur, namely in the region of the feed tray [5-71. Inthe special case of a potentially reversible split [8],hepinch composition is the same as the feed composition.This very special type of split is named preferredseparation by Stichlmair [51] nd transitional splitby Levy et al. [911 nd Fidkowski et al. [1181.With theexception of the tangent pinch case (cf. section 4.5 alltwo-component distillations belong to this class ofseparations, in which the minimum reflux can bedetermined simply from the feed composition.Figure 3 shows on a McCabe-Thiele diagram theoperating lines for the rectifying and stripping sectionsfor several reflux ratios r in the separation of an ideal,partly vaporized binary mixture. The operating linesfor both sections meet on a line which depends on thedegree of feed vaporization q = and on the massbalance around the feed tray. At the smallest value ofthe reflux r= rmin he operating lines of both sectionsof the column just meet on the equilibrium line. In thepinch area between the operating line corresponding t ominimum reflux and the equilibrium line an infinitenumber of steps can be drawn in as a staircase on bothsides.Most multicomponent separations ar e in general lesssloppy. Apart from exceptions with strongly nonidealmixtures, which will be mentioned later, every mini-mum reflux separation then exhibits a pinch in eachhalf of the column. As soon as one of the column productstreams does not contain one or more of the componentsof the feed, the pinch in the corresponding half of thecolumn no longer coincides with the feed tray, but movesto somewhere between feed and product outlet. In thepart of the column between feed point and pinch theconcentrations of the components o be removed fall t ozero. In Figure 2 this is shown by the almost straigh tportion of the concentration profile between the feed
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
3/18
Ind. Eng. Chem. Res., Vol. 34,No. 4, 1995 1005section of a ternary distillation for one bottoms productcomposition and for several reboiler loads. The termi-nation points of the separation profiles (Pi) ie on a chaindotted line starting from the bottoms product. Thiscurve is known as the pinch point curve of the bottomsproduct. In the example shown the pinch point curvefor the distillate P,.j)runs along the side of the triangle.
The termination points of distillation and the pinchpoint curves can be quickly found using a system ofequations which has roughly the same order of difficultyas a flash calculation: Figure 6 gives the control volumefor modeling a pinch point in the rectifymg section. Thesystem of equations corresponds t o the calculation of areversible distillation and is as follows:mater ial balances:
vyi = Lxi DxD,i i = 1, ..,c 1)0 xB feed D 1
liquid mole fraction xFigure 3. Binary distillation in the McCabe-Thiele plot.point and the acetone/chloroform side of the triangle,where the concentration of benzene is reduced t o zero.The displacement of the pinch zones from the feed isthus dependent on the key components and the difficultyof separation. Key components are defined by King 191as components which appear t o a significant extent inboth products of the column, whereas the componentsboiling lower than the light key or higher than the heavykey are relegated almost exclusivelyt o one product orthe other.A separation with more than three components canbe represented as a profile of mole fractions of one phasealong the separation stages. In Figure 4 the molefractions of the liquid phase are shown for the distilla-tion of an ideal five-component system. The separationtakes place between the key components butane andisopentane. The pinch zones can easily be identified asplateaus in the mole fraction profile. In the areabetween feed point and the pinch under considerationthe components boiling lower o r higher than the key inquestion disappear. The enrichment of the productcomponents takes place after this in the zone betweenpinch and product outlet.2.2. Pinch Points as Termination Points ofDistillation and How To Model Them. A columndesign method recently used by Levy et al. [IO] nd byKnight and Doherty [ I l l (see also section 4.3) ornonideal multicomponent mixtures is well suited forillustra ting the occurrence of and the search for pinchpoints with the help of real concentration profiles incolumns: The distillation column is divided into strip-ping section and rectifying section. Both halves of thecolumn are calculated in small differential steps startingfrom the end of the column. This is done usingpredetermined product compositions and heat duties.The calculation in each section is carried out by theaddition of differential steps until the concentrationchanges fall below a predetermined minimum value.The point reached is a pinch, where the vapor and liquidstreams passing each other are in equilibrium. Hausen[I21 evaluated such termination points of distillationas long ago as 1935 using the nitrogedargodoxygensystem as an example.Figure 5 shows the separation profiles in the stripping
concentration summations: i x i = 1, i1 (2)equilibrium condition: y i= i = 1, ..,C) 3)energy balance: Vhv - LhL-Dhh = Qc (4)
i = l i = l
pressure constancy: p = p D 5 )
Ki K,(Z,y,T,p) t = 1,... C) 6 )physical properties:hL= hL ? ,T ,p) , hV= hV ? ,T ,p) 7)
The system consists of material and energy balances,summations of mole fractions, and physical propertyrelationships. The additional condition, which charac-terizes the pinch, is the equilibrium of the vapor andliquid phases flowing across the cross section of thecolumn. An analogous set of equations can be writtenfor the pinch in the stripping section. Assumptionsconcerning the number of components or the boiling o renthalpy behavior-for example constant relative vola-tility and constant molal overflow-are not required.
Koehler et al. [81 deduce that the degree of freedomof the system of equations for a completely specifieddistillate is 1. We can therefore, theoretically, solve thesystem of equations after fixing one more variable (e.g.,temperature, quantity of energy exchanged, one molefraction). This is, however, an extremely difficultundertaking, since we are dealing with a nonlinearsystem of equations and in practice solution methodsonly converge if reliable star ting values-close to thetrue values-are available for the remaining variablesand in particular for the mole fractions. The remainingdegree of freedom also prevents us from solving theminimum energy problem using the system of equa-tions: in the general case it is not known, a priori, whereon the two pinch point curves the pinch points lie atminimum reflux. It should be mentioned here that theUnderwood method implies the solution of the systemof pinch equations-explained in section 3-given certainsimplifying assumptions.
The pinch point curve will be obtained when thesystem of equations is solved repeatedly star ting a t theproduct and by increasing the reboiler or condenser loado r by varying one of the mole fractions. Therefore thecalculation of pinch points does not require the compu-
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
4/18
1006 Ind. Eng. Chem. Res.,Vol. 34,No.4, 995
1 20 40 60(top) number of theoretical plates
Figure 4. Five-component distillation under minimum reflux.
pentane
100bottoms)
.-..pinch P
section).
Tstrippingsection
pinch point curveof bottoms product
heptanein stripping section
Figure5. Concentration profiles and pinch curves (L, liquid;V, apor; P, pinch point; QB,eboiler duty; r, rectifying section;s, strippingtation of numerous multistage adiabatic separationprofiles. This statement applies also t o nonideal sys-tems.
If we consider a complete column instead of half acolumn, then the solutions of the systems of pinchequations for the rectifying section and the strippingsection are not independent of each other. They arelinked via the energy balance over the column becauseeach condenser load corresponds o a given reboiler load:
Provided th at no multiple solutions of the system ofpinch equations occur (see also section 4.5), everysolution in the rectifying section determines exactly onesolution in the stripping section, as is indicated inFigure 5 , in which corresponding pinch points have the
c1
same index numbers. Each estimated reflux ratio andrespectively each estimated energy quantity give asolution of the system of pinch equations in both halvesof the column. In principle the problem now consistsin identifying which of the infinite number of pinchpoint pairs gives the minimum energy requirement forthe given separation.3. Ideal Mixtures
3.1. Basis of the Underwood Method. The mostimportant shortcut in t he calculation of the minimumreflux ratio for a simple distillation originated in apublication by Underwood in the year 1932 I31 andseveral in the years 1945-1948 [14-171. The principlesof the calculation method widely used today are con-tained in the last three of these papers on which the
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
5/18
Ind. Eng. Chem. Res.,Vol. 34, No. 4, 1995 1007
withdrawalQ
D,i
- pinch cross sectionFigure 6. Control volume to model pinch points in the rectifyingsection.following summary of Underwoods key ideas is alsobased. Underwood gave a completely general solutiont o the problem of minimum energy requirement formixtures, subject t o the assumptions of constant relativevolatility and constant molal overflow. These assump-tions are also made in the next paragraphs. The resultsare often qualitatively valid for real mixtures.The components are numbered in order of boilingpoints. The separation factors of the vapor-liquidequilibrium should be referred to the highest-boilingcomponent C:
With the equations
(9)
(10)
11)
Underwood defines for formal reasons the parametersof the rectifying section and J of the stripping section.The physical interpretation of parameter v, can beobtained from material balance and equilibrium at apinch point in the rectifying section (eqs1and 31, whichgiveiXD,i = r + UY,,~a,- L/(VKc) (12)
when they are combined. When this expression issummed for all components, the result is eq 10. Theparameter v, = L/ VKc) ontains the ratio of the flow ofthe phases and the equilibrium and is commonlyk n o w nas the stripping factor.
b ,2 E,,Figure 7. Geometric interpretation of the Underwood method forseparating the heavy component c from the mixture abc b, lightkey; c, heavy key).
Each of the eqs 10 and 11 has-for a given productcomposition and a given reflux ratio-as many solutionsas there are components in the mixture. The solutionparameters fit into the order of relative volatilities a sfollows:
Equation 12 contains, in the form given, the vapormole fraction at the pinch point, and there is also ananalogous equation for the str ipping section. Becauseof these equations pinch compositions can be calculatedfor each parameter, i.e., for every value of productcomposition and reflux flow. Some concentrations caneven assume a negative value, and the correspondingpinches then have merely a theoretical meaning. Thepolyhedron obtained from the stra ight lines joining thecompositions of the pinches is called the distillationspace. In the case of three-component mixtures theexpression distillation triangle is used.Figure 7gives an example from Underwood [151: froma mixture having components a, b, and c and composi-tion F the high boiler c is to be almost completelyseparated. The light key is component b, the heavy keyis c. For the chosen product compositions B and D(mass balance line shown dashed) and the reflux ratio,the distillation triangle for the rectifying section is fixedby the pinch points Pr,l , Pr,2, and Pr,3, and that of thestripping section by Ps ,l,Ps,2, and Ps,3. The edges of thetwo distillation triangles appear in a slightly differentcontext,as distillation separatrices [18-21, 241. (Notto be confounded with the product region boundaries of
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
6/18
1008 Ind. Eng. Chem. Res., Vol. 34, No. 4, 1995section 4.6. The chain dotted line shows the liquidphase concentration profile in the column a t minimumreflux, which coincides with a separatrix.Underwoods great achievement is t o have provideda method which determines, from the great number ofpinch points, the ones which follow from the givenseparation under minimum energy consumption. Heproved that , at minimum reflux, these two parametersv) and y from the rectifying section and from thestripping section coincide, which lie between the relativevolatilities of the key components; he proved tha t q72 =q in the example. It is this identity which makespossible the geometric interpretation of a minimumenergy rectificatior shown in Figure 7 . Because of thecommon parameters the pinch points P,1and Pr,3 of therectifying section lie together with the pinch points Ps,2and Ps,3of the stripping section on a straight line, i.e.,they are colinear. Levy et al. [IO] write that thiscolinearity is an assumption by Underwood. We believeit would be more precise to say tha t the colinearity is aconsequence of the minimum energy condition. Toillustra te the problem several authors (e.g., ref 25) showfor one specified separation distillation triangles witha smaller and with a larger reflux than the minimum.In the one case the triangles do not reach each other;in the other case they penetrate each other and thedistillation triangle corners of the rectifying and strip-ping sections are no longer colinear.Geometric relationships of this kind, in part general-ized t o four-component mixtures, and illustrated byconcentration tetrahedra, are t o be found in the excel-lent interpretation of Underwoods papers by Franklin[22-251. The four pinches in each column section thenform two unsymmetrical tetrahedra, which, accordingto the separation being considered and at minimumreflux, have points, edges, side surfaces, or parts oftetrahedra in common. Vogelpohl 1261 gives the rela-tionships necessary for calculating the distillationspaces for arbitrary numbers of components of idealmixtures. White has written a series of papers [27-351, in which he tr eats very clearly the calculation andinterpretation of concentration profiles for ternary andquaternary distillations of ideal mixtures. He also dealsseveral times with the case of minimum reflux and thelocation of pinch points.The common roots of the systems of pinch eq,uationsof the rectifying and of the stripping sections allow ust o combine eq 10 with the aid of the material balancearound the whole column (xF, = X D , ~ DX B , ~ B ) :
(15)
where q is the liquid fraction of the feed and 0 ne ofthe common roots.To calculate the minimum reflux ratio, Underwoodproposes evaluating all the common roots of the lastequation and putting each into eq 10. This gives alinear system of equations for the minimum reflux ratioor for the minimum boilup ratio). It also gives theproduct concentrations of all components lying betweenthe key components. The number of equations is thesame as the number of common roots 0.Shiras [5] remarked that it can be difficult t opredict-in the case of narrow-boilingmixtures-how thecomponents are distributed in the products. If, however,during the solution of the system of equations we
assume incorrectly that a certain component is distrib-uted in the products, then the result will be that thequantity of the component in the distillate is greaterthan the quantity in the feed stream if in actual fact itis a lighter component. On the other hand, if it is reallya heavier component than assumed, then the result willbe a negative mole fraction in the distillate. Thisindicates how we should improve the product specifica-tion for further iterations. The well-known methods forestimating the distribution of the components in theproduct for ideal mixtures [36-391 can also be helpfulhere: these are given in detail in the textbook by King191 and in the paper by Wagner [401.Finally it should be mentioned that Vogelpohl [261and Norden et al. [411 have in other ways derivedequations which correspond to Underwoods. Acrivosand Amundson [42-471 devote a series of papers to thecalculation of ideal distillations of continuous mixtures,Le., of mixtures which are described not as discretecomponents, but rather as a distribution of properties.They also report a method equivalent t o Underwoodsfor calculating the minimum reflux. Cerda and Wester-berg [481 also develop a simple method for the deter-mination of the minimum energy requirement. Thismethod can be extended t o columns having side streamstrippers and side stream rectifiers. The derivations,however, make further assumptions besides those ofUnderwood, e.g., for sharp multicomponent separations,that the pinch points in both column halves alwaysoccur exactly two stages above and below the feed tray.Although the authors present several satisfactory re-sults of comparative calculations with the Underwoodmethod, the simplification probably causes unnecessaryinaccuracies. Lestak et al. [491demonstrate this usinga statistical analysis of comparative calculations andmention further that several of Cerdas equationscontain mistakes. Glinos and Malone [501 give ap-proximations t o the Underwood equations for ternarydistillations and propose the formation of pseudocom-ponents for use with multicomponent mixtures. Theidea of substituting the very fast and establishedUnderwood method by procedures with additional sim-plifications must however be critically examined. Forseveral special cases of ideal three-component distilla-tions (complete removal of the light boiler o r of theheavy boiler) Stichlmair [511 gives the analytical solu-tions of the Underwood equations.Figure 8 shows a short summary of the most impor-tant offspring of the Underwood method, of which someare touched upon below. In practice, the relatively easymodifications for so-called complex columns are signifi-cant (sections3.2 and 3.3). Some publications deal withextentions of the Underwood procedures to enablecalculations of nonideal mixtures with a higher ac-curacy. Particularly interesting is the proposed intro-duction of enthalpy fractions by Hausen [52] o dealwith the influence of the differing heats of evaporationof the components. The enthalpy share of a compo-nent in a mixture is defined by
j = l
using the enthalpies of vaporization of the components.King [91 also proposes using the Underwood methodwith these transformed mole fractions. In two consider-
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
7/18
Ind. Eng. Chem. Res., Vol. 34,No. 4, 1995 1009
- -A
Underwoods method:simple columnsconstant molar overflow
B
several feedsnd/or side streamsside stripping and/orside rectifying columnsIPetlyuk-configurationbinary azeotrop ic mixturesenthalpy fractions
Figure 8. Underwoods method and its offspring.
. . ... .... .... . .
peration inewitholitside streamsside streams
0 B xF 1liquid mole fraction x
Figure 9. Pinch situation for binary distillations with side product withdrawals.ably more recent papers investigations of the minimumenergy requirement have been undertaken which, inprinciple, result in the same proposal [53,541.3.2. The Underwood Method for Columns withSeveral Feeds and Side Draws. A s long ago as 1932Underwood 1131 investigated the calculation of multi-component distillations with side draws, in which hetook his equations for binary mixtures and used the keycomponents as the two components. Later the methodsdescribed in section 3.1 for multicomponent mixtureswere extended several times t o columns having multiplefeeds and/or side draws. Also graphical solution meth-ods and solutions of special separation cases wereproposed. References 59-69 cover some of this workbut probably not all of it. Of these sources Chou andYaws E671 quote a series of further publications on thecalculation-sometimes graphical-of the minimum re-flux ratio for ideal binary systems.The core of every procedure for dealing with sidedraws is the following consideration: if side streams arewithdrawn from a column, then, as a rule, t he draw willbe made from the liquid phase in the rectifylng sectionand from the vapor phase in t he stripping section, soas to guarantee the highest possible purity. For thebinary case Figure 9 illustrates tha t for side draws thelowest reflux ratio (definition: r = L / D +BJ lways
lies in the feed region (balance line is chain dotted).Thus, also for this type of column both pinch points havethe same composition as the feed. If we form apseudoproduct(D)rom all the products of the rectifyingsection and the same for the stripping section(B),henthe minimum reflux ratio can be calculated again bysolving the system of pinch equations for the feedcomposition. Sugie and Benjamin [601had the sameidea for multicomponent distillations and prove thathere the controlling pinch points in both halves of thecolumn must lie between the feed point and the firstside draw. We can thus use the simple Underwoodrelations for multicomponent columns with side draws,provided that we also form pseudoproducts.However, the approaches mentioned are only suitablefor carrying out performance and rating calculations onexisting columns, since several figures of interest forcomplex columns-the flow quantities and the composi-tions of the side draws-cannot be determined a prioriand must be estimated for the summationto pseudoprod-ucts [1171.Particularnotice must be taken here, sincethere are maximum values for the mole fractions of theintermediate boilers in side draw products. The exactdata for the side draw products will not be known untilsimulation calculations with a concrete number of stagesand a reflux ratio above the minimum have been carried
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
8/18
1010 Ind. Eng. Chem. Res., Vol. 34, No. 4,1995control volume_ . - . - . - .- . - . - . - .- . _ . _ . - . _ . _ . _ . _ . _ . _
correspondingpinches for feed 1
f e e d 3 ] I1
I- - -
_ . _ . - . _ . - . - . - . - . - . - . - . - . - - . - ._control volume 1 1Figure 10. A column with multiple feeds and side products.out. That is why iteration is necessary for the computer-based column design.
The calculation of the minimum energy requirementfor columns with several feeds and side draws proceedsin an analogous way (Figure 10). In principle any feedstream can determine the minimum energy require-ment, and the two pinch zones are once again to befound between the feed point in question and the firstside draw. The question to be answered is which of thefeeds is the controlling one? In other words, we arelooking for the feed whose pinch points occur first whenwe continuously reduce the reflux, starting with a highinitial value. Hence, the minimum energy values mustbe evaluated for all feeds, and the highest value is thegoverning one. The control volume in Figure 10 (drawnchain dotted for the pinch combination of feed 1)shouldillustrate that, when making a component balanceduring pinch calculations, we must take into accounttha t several feed and product streams enter and leavethe respective control volume. Nikolaides and Malone[66]also use the method just described without furtherexplanation and derive the relations for the columndesign. They also give approximation criteria for esti-mating the side stream compositions.
3.3. The Underwood Method for Side StreamColumns and for the Petlyuk Configuration. Inaddition to the two clear and instructive publicationsof Carlberg and Westerberg [701, references 71-74 arealso devoted to side stream columns and t o the Petlyukconfiguration.In the calculation of the minimum reflux ratio forcolumns having side stream rectifiers and strippers,thermodynamically equivalent column arrangementsare considered (Figure 11). A net product stream can
/side s tripper and equivalent arrangement
side rectifier and equivalent arrangementFigure 11. Side stream stripper and side stream enricher.then be allotted t o the first column of the equivalentsequence. This stream consists of the difference be-tween the s treams entering and leaving the end of thecolumn under consideration (e.g., D = V - L). Thenthe minimum energy requirement can be calculatedusing the Underwood equations. The key idea of thisapproach via equivalent column arrangements is thatthe Underwood relations are derived from materialbalances. Product compositions do not have t o be givenexplicitly. In the Underwood equations there is also noassumption that the reflux or vapor return) must begenerated by a heat exchanger installed at the ap-propriate column end. One is free t o use external refluxo r vapor as in the equivalent schemes.The second columns of the equivalent arrangementscan be calculated using the same Underwood relations,if the appropriate value of q for the vapor fraction ofthe net feed is used in eq 15:
Lq=L+Vwhere streams entering the column have positive signs.One can easily convince oneself that , in the equivalentsequence for a side stream rectifier, the q value is largerthan 1 and in the case of a side stream stripper it isless than 0. In the one case the feed can be regardedas subcooled liquid and in the other as superheatedvapor.Extensions of this approach to sequences with severalside stream columns and t o the so-called thermallycoupled Petlyuk scheme (Figure 12) have also beendiscussed [70]. In this latter case the first column
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
9/18
Ind. Eng. Chem. Res.,Vol. 34, No. 4,1995 10114.2. Rigorous Column Simulations. If we dealwith nonideal multicomponent mixtures and approxi-mation methods for the calculation of the minimumenergy requirement are to be rejected because of pooraccuracy, then exact column simulation programs mustbe used. Unfortunately this is laborious, since t o datethese programs are intended for carrying out perfor-mance and rating calculations of existing columns. Itis not possible to exploit a priori the pinch characteristicthat vapor and liquid at certain points in the column
are in equilibrium with each other. It is necessary toallow for repeated time-consuming calculations of col-umns having large numbers of stages. One possibility,for example, is to star t with a column having a smallnumber of stages and, by gradually reducing the energyinput, t o build the column up in small steps-the resultsof one calculation being used as the initial values forthe next one. Another strategy is t o choose a very largenumber of stages to start with and t o vary the refluxratio. Then each value of the reflux ratio produces apinch point pair and the reflux ratio corresponds t o theminimum value for the combination of distillate andbottoms product which the calculation produces. Fur-thermore, product concentrations, product flows, o ryields could be specified directly, together with the largenumber of stages, and the reflux could be minimizedusing an optimization routine. In the authors experi-ence this numerically difficult approach leads to successonly if a realistic estimate of the columns vapor andliquid profiles for the chosen specification is alreadyavailable.Since the methods just mentioned for the evaluationof the minimum energy consumption are very time-consuming and therefore cost-intensive, several tailor-made calculation algorithms have been proposed [5,6,76-82, 1231. They all have one factor in common,however, in that a complete tray-to-tray simulation ofthe column o r a t least of column sections (columnpartitioning methods) is necessary. As an example the
calculation model of Tavana and Hanson [811 will beconsidered, since it explicitly allows the input of productflows of the key components. Only that part of thecolumn between the pinch points including the feed trayis modeled stagewise, and the common material andenergy balance equations are used. The pinch trayswhich lie at the top and at the bottom of this part ofthe column are described by special equations whichexpress the pinch condition, i.e., that the compositionsof the phases do not change from tray to tray. Thesolution of the system of equations is carried out usingan adaptation of the Newton-Raphson method. Theportions of the column between the pinch zones and theproduct exits do not have t o be calculated. The ap-proach to the minimum energy requirement will beachieved here as in most other cases by gradualincreases in the number of stages between the pinchzones. Unfortunately, example calculations with thesecolumn partitioning methods are scarce and are givenmostly for ideal mixtures; such examples are of limitedworth in evaluating the methods.Another calculation procedure is presented by Nan-dakumar and h d r e s [531, who investigated the dy-namic behavior of distillation columns. They model thecolumns using a nonsteady system of partial differentialequations. Since the authors specify column sectionswith large numbers of stages, they are virtually describ-ing columns at minimum reflux. The high computationeffort for this deviation via the dynamic model means
iFigure 12. Thermally coupled Petlyuk scheme.carries out only a prefractionation. This column has noheat exchangers of its own; its reflux and also its vaporcome from the columns downstream. In the equationsgiven by Petlyuk [75], here is th e important restrictionthat they apply only for the special case of the lightestpossible cut in the first column, i.e., for the potentiallyreversible cut for which the pinch points lie exactly atthe feed stage (cf. section 2.1).4. Nonideal Mixtures
4.1. BinaryNonideal Mixtures. Featherstone [551and Vogelpohl[561 have introduced approaches t o treatbinary azeotropic mixtures. While Featherstone obtainsrelatively inaccurate results, Vogelpohl reports goodagreement between rigorous and shortcut results. Inorder to apply the equations of Underwood, he performsa coordinate transformation for the mole fractions bydividing the system into two subsystems, each of whichcontains the azeotrope as one pseudocomponent and oneof the two pure compounds as the other component.Seen graphically, the McCabe-Thiele diagram for theazeotropic mixture is split a t the azeotropic compositioninto two diagrams for ideal mixtures. In both sub-systems the transformed relative volatilities are as-sumed t o be constant again. This coordinate transfor-mation can also be performed for multicomponentsystems. Anderson and Doherty [571 make use of thesame model and also report good results. Of course,solutions can. as well be obtained purely graphically viathe McCabe-Thiele plot or, if the assumption of con-st an t molal overflow is not justified, via the Ponchon-Savarit diagram [1201.Basically, however, there is no need t o use ap-proximation methods to calculate the minimum energyrequirement of nonideal and azeotropic binary distilla-tions. The reversible rectification model (cf. section 4.4)represents an absolutely exact and almost equally fastcalculation method, which furthermore gives the opti-mum energy profile along a distillation columnEt?]. hereversible distillation model also applies t o complexcolumn schemes with multiple feeds and products o rwith side stream columns, and it also covers the specialcase of a tangent pinch; see section 4.5.
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
10/18
1012 Ind. Eng. Chem. Res., Vol. 34, No. 4, 1995acetone
chloroform s g > s p > ,energy interpretation according to Doherty et al.igure 13. Minimum
that their method must be rejected for all practicalpurposes. It is nevertheless very interesting th at withthis method the movement of the pinch points awayfrom the feed tray with increasing reflux can be directlyfollowed, since fewer components are distributed in bothproducts as the reflux increases.Some Soviet 183-871 and some Japanese papers[112-114] have a certain similarity of topic. In thesepapers the change of the product compositions and thelocationof the pinch points is investigated for azeotropicternary systems under varying reflux conditions incolumns having an infinite number of stages.4.3. The Approaches of Doherty and Co-work-ers. Mainly in the middle of the 19809,Doherty andhis co-workers published several papers on the modelingof distillation processes and on approximation calcula-tions of the minimum energy requirements, in particu-la r for nonideal and azeotropic mixtures. All of theirmodels assume steady-state operation, theoretical trays,and constant column pressure. They always require themultiple calculation of concentration, temperature, andpossibly flow profiles in parts of the column, with thegoal of attaining a correct material balance over thewhole column. The separation profiles can be calculatedeither using a tray-to-tray process (favored recently bythe group 1901)or using a differential equation, whichis discussed briefly below.For constant molal overflow in simple columns, themethod is described first in ref 88 and is derived indetail in ref 89. It approximates the difference of theliquid mole fractions between two neighboring trays,which is obtained from a material balance around oneend of the column, via the first differential of animaginary, continuous profile of the liquid mole fractionover the trays. The result for the stripping section is
i = 1, ..,C - 1) (18)and the equation for the rectifying section is similar.
The less the concentrations change along the columntrays, the more accurate will be the resulting differentialapproximation of the discrete balance. At minimumreflux the composition changes a t pinch points and thedifferential quotient disappear completely h i , , I dn =0). The result can be interpreted as a system ofequations for calculating pinch points cf. section 2.2).The procedure for the approximation calculation ofthe minimum energy requirement according to Dohertywill now be described with the help of the separation ofthe low boiler acetone from the azeotropic acetone1chlorofordbenzene mixture. Star ting with specifiedproducts (given a correct mass balance) and with anestimate for the reflux ratio, the separation profiles ofthe rectifying and stripping sections are calculated.Because the differentials appear explicitly in the bal-ances (eq 181, they can be integrated by single-step ormultiple-step procedures for ordinary differential equa-tions. The separation is achieved with minimum energyconsumption if the pinch at the end of the strippingprofile lies exactly on the concentration profile of therectifjmg section. If the profiles miss each other, thenthe separation is not possible with the estimated refluxratio. If one profile penetrates the other, then the refluxis higher than the minimum. This interplay can easilybe followed graphically.In Figure 13 the dashed curve starting a t D2 showsthe concentration profile in the rectifying section of acolumn. This profile, which ends on the acetone/benzene side of the triangle, is virtually insensitive tosmall variations in the reflux ratio and therefore in theenergy throughput. The three concentration profiles inthe stripping section starting a t bottoms product B showthe situation a t varying vapor rates s = V,lB (reboilerloads). The vapor flow s1 is not sufficient for therequired separation, since the separation profile of thestripping section (bold) ends before it reaches therectifying section profile. If the reboiler load is s2(dashed line), then the stripping profile just reaches therectifying profile and at s3 (chain dotted line) it pen-etrates it. With this sharpness of separation the distil-
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
11/18
Ind. Eng. Chem. Res., Vol. 34,No. 4, 1995 1013ity criterion to coplanarity of the feed composition andappropriate pinch points for quaternary mixtures, andgiven us a glimpse of mixtures with even more compo-nents [941.However, t o our knowledge, Doherty andco-workers have not yet relaxed their assumption of afeed pinch and are thus still only addressing the specialtypes of splits mentioned in the preceding paragraph.
The authors have programmed and thoroughly ana-lyzed the column model of Doherty and co-workers inits most general form, leaving the assumption of con-stan t molal overflow behind [951: differential energybalance has been added to the differential mass balanceof a column section. The results can be roughly sum-marized as follows:
1. The calculation of the separation profile via thedifferential approximation produces no saving of time,but it certainly produces a loss of accuracy comparedwith a direct solution of the discrete, exact balanceequations. The differential equations were integratedwith two of the usual procedures, the Runge-Kutta-Fehlberg single-step procedure and the Adams-Bash-forth-Moulton multiple-step procedure, both being ofthe fourth order with step-size control. These proce-dures frequently posed the additional problem of havingt o correct negative mole fractions which occurred in thecalculation of intermediate values in the numericalprocedures.
2. The repeated separation profile calculation-withiteration of the reflux ratio and visual and numericaljudgment of the separation profiles in the triangulardiagram-is, for ternary mixtures, an effective andaccurate method of calculating the minimum energyrequirement and is not least a valuable instructionalaid, when one is trying t o get a feel for the behaviorof strongly nonideal and azeotropic distillations. Forquaternary mixtures, however, the quasi-graphicalmethod requires a considerable ability to think in threedimensions, and for higher numbers of components itis no longer practicable.3. The method should in principle be classed withthe tray-to-tray methods, and consequently also suffersfrom the well-known shortcomingsof such methods. Theextreme sensitivity of separation profiles to changes inthe product compositions-the star ting values of thenumerical integration-should be regarded as the mostserious. This problem can mostly be observed at theedges of the triangular diagram and in the neighborhoodof product region boundaries. One advantage of thetray-to-tray method is, however, that each tray cascadecalculated alone gives correct mass and energy balances,even though the combination of two such cascades doesnot necessarily result in a correct column.4.4. The Significance of Pinch Point Curves. A
new approximation method developed by the authorsfor the evaluation of the minimum energy requirementfor ideal, nonideal, and azeotropic distillations manageswithout simulating columns or parts of columns. Thebasis of the method is the previously mentioned pinchpoint curves in both halves of the column (section 2.21,which are linked via the energy balance and which arecalculated in the first step. A one-dimensional searchalgorithm then identifies the specific pinch point pairwhich determines the minimum energy requirementfrom the multiplicity of solutions via a novel geometriccriterion. The criterion is exactly valid for ideal three-component separations and states that the angle be-tween the two vectors which point from the feed to thetwo pinch points must be a minimum.
late contains all three components in noticeable quan-tities, and thus only one pinch occurs a t the feed point.If we sharpen the separation by reducing the molefraction of benzene in the distillate (DI, bold profile inthe rectifying section), then the second pinch appearsin the column-in the middle of the rectifying section.In the figure it is found at the now abrupt change ofdirection in the rectifying section concentration profileon the acetonelchloroform side. Doherty denotes thisas a saddle pinch and has recognized that this pinch,
together with the feed (assumed a s boiling liquid) andthe end pinch of the stripping section (feed pinch), mustlie on an approximately straight line (thin line in Figure13). Doherty uses this as the basis of his algebraicmethod t o calculate the minimum energy require-ment: now, the specific reflux ratio is to be found, whichleads t o the colinearity ust mentioned. Note that, sinceonly pinch points and the feed composition are involvedin fulfilling the minimum reflux criterion, columnsimulations are not required but only a pinch pointsearch, cf. section 2.2.) This criterion applies only toternary mixtures. Here, a close relationship to theUnderwood method becomes clear, which looks for thatreflux ratio for which the feed pinch lies in between thesaddle pinch and the end pinch in the other section ofthe column cf. section 3.1). Because of the curvatureof the separation profiles which occurs in real systems,Dohertys criterion gives more accurate results , since itrequires colinearity in a narrower range of mole frac-tions. The tangent criterion further developed byDoherty is less suitable for a rapid evaluation of theminimum energy requirement because, to use it, thetangent t o a concentration profile must be calculatedand therefore at least column section simulations arenecessary.As indicated, the bold curve in Figure 13 correspondsto a lower minimum energy throughput but to a bettersharpness of separation tha n the dashed curve. Howcan this apparent contradiction be explained? In thecase of the low separation sharpness (dashed line) onlyone pinch occurs, viz. at the feed point in the strippingsection. Thus separation stages can be added t o therectifying section-at constant energy input-to improvethe separation until a pinch appears there (saddle pinch,bold line).
In the algorithm of his algebraic method Dohertyproposes determining the relevant pinch points via thesystem of pinch equations derived from the differentialbalances (eq 18 with dxi,,ldn = 01,but he provides nomethod of doing so. Recently, the group has addressedthe problem of the direct pinch point calculation [go].In the approaches by Doherty and co-workers con-cerning the calculation of the minimum energy require-
ment (exact method: separation profile for one half ofthe column ends on the profile for the other half;approximating method: colinearity), t is very importantto recognize that the authors assume that there isalways one of the two pinch zones at the feed point.These approaches can therefore only handle those splitswhere only the most or only the least volatile componentis separated from the remaining componentsor the evenmore restricted case where both pinch points are at thefeed point [911.The methods described were first published by Levyet al. [IO] hen extended t o columns with several feeds[921, nd-still using the assumption of constant molaloverflow-to the distillation of heteroazeotropes [931.More recent publications have generalized the colinear-
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
12/18
1014 Ind. Eng. Chem. Res., Vol. 34,No. 4,1995D a
pinch point curveof the rectifyingseta d
Figure 14. Minimum angle criterion for a four-componentseparation a, light key;b, heavy key; Pr and P,, pinch points).Figure14gives a graphical explanation. The mixtureof components abcd is separated into the top product a,with a small amount of component b, and the bottom
product bcd, with traces of componenta. The two pinchpoint curves originating a t the two products are givenas chain dotted lines. Ps,2and Pr,2are the two pinchesunder minimum reflux; the indicated angle has itsminimum value. Any lower or higher reflux rate-seepinch point pairs PS,l/Pr,1 nd Ps,3/Pr,3respectively-produces a larger angle. Additionally, the slanteddashed triangle is drawn to indicate that the concentra-tions of the two pinches Ps,2and Pr,2)and the feed arelocated on a plane (coplanarity 94] see section 4.3 .Many check calculations with ideal, nonideal, andazeotropic mixtures indicate tha t this angle criterioncan be used safely o provide good approximate solutionsfor nonideal and azeotropic multicomponent distilla-tions. There is no assumption concerning its use forcertain separations only. More detailed informationcanbe found in ref 8 and in the Ph.D. work [581. Resultswhich were obtained with this method for nonidealmixtures in columns with side products and for sloppyseparations are now as well available [I171 nd extendthe range of applicability of the approach.The authors have shown [I221 hat rigorousminimumenergy prediction is possible using eigenvalue theory.Again, pinch point calculation is performed prior t o theevaluation of the minimum energy criterion itself. Asan example, Figure 15presents a split between the twointermediate boiling components of a non-azeotropicfour-component mixture abcd. The non-key componentconcentrations have been set to zero in the products (ain B and d in D). Then plate-to-plate calculationsstarting a t the products can never leave the faces of thetetraedron. The calculations approach ternary pinchpoints, which can be calculated directly as describedabove and which are situated in the figure on the pinchpoint curves given on the base and on the left face ofthe tetrahedron. If even smallest traces of non-keycomponents would be present in the products, theseparations would pass by the pinch points (here PsandPr)and leave the pinch point surroundings following thedirections indicated by thick short lines in Figure 15.The directions are the eigendirections of the Jacobianmatrixes of plate-to-plate calculation evaluated at thepinch points. The directions point into the interior ofconcentration space. Let us now initiate rigorous
C aFigure 15. Minimum energy criterion based on eigenvalue theoryb, light key; c, heavy key; Pr and P,, pinch points with eigendi-rections).concentration profile calculations close to the pinchpoints Ps and Pr on the eigendirections in the interiorof concentration space: if these two concentrationprofiles (dotted lines) intersect, the minimum refluxratio is found. In ideal mixtures it would, of course, besufficientto check the intersection of the eigendirectionsand only minor differences would occur compared torigorous predictions. In strongly nonideal mixtures,however, concentration profiles differ significantly fromeigendirected straight lines.The installation of intermediate reboilers and con-densers has no influence on the minimum energyrequirement for a given distillative separation. In thetotal of all the heat exchangers there must be so muchenergy input and output that in terms of the concentra-tion profile the pinch points, which control the minimumenergy requirement, are at least reached. If, for ex-ample, in the distillation in Figure 5, only the energyquantity Q B , ~ is supplied t o begin with, then theadiabatic separation takes place along the correspondingcomposition profile (which would end in pinch Ps,4).Ifwe were then to add the heat flowAQB= Q B , ~- Q B , ~ na second reboiler, the separation would be continuedfrom the new reboiler along the profile belongingto QB , ~ .The pinch which would be reached in a n infinitely longstripping section would be Ps,2. The extreme case iswhen the quantity QB is introduced so late that asecond pinch Ps,4)occurs in the stripping section. Inthis way intermediate reboilers and condensers cangenerate further pinch points, which, of course, mustall lie on the pinch point curves-this underlines theirimportance.
In recent papers Doherty and co-workers use pinchpoint curves, which they call fixed-pointbranches, forthe design of distillation columns. With these curvesthey evaluate the number of stages and the distributionof the components in the bottoms product and in thedistillate [ g o ] o r calculate minimum entrainer flows forextractive distillations 11241. Wahnschafft et al. [961211 also use pinch point curves for the determinationof product regions for the separation of azeotropicmixtures by simple and extractive distillation.Also recently, Stichlmair et al. [I191 eport a novelshortcut method to estimate the minimum reflux andreboil ratios for nonideal and azeotropic ternary separa-tions, provided that tangent pinches do not appear.Apart from preferred separations (cf. section 2.l),
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
13/18
Ind. Eng. Chem. Res., Vol. 34,No...-..
4, 995 1015
Figure 16.ternary distillation at minimum reflux exhibits onepinch adjacent to the feed plate in one section of thecolumn and a second pinch in the interior of the othersection. However, their method dispenses with thecalculation of the second pinch point, but rather makesuse of the fact mentioned already that in ideal mixturesthe feed pinch, feed, and second pinch points as well asthe liquid concentration profile between the feed andsecond pinch must lie on a straight line. If constantmolar overflow is valid, this profile is parallel with thevapor concentration profile. From the parallelism, inturn, the direction of the profiles can be calculated.Thus, on a straight line through the feed compositionwith direction found by the parallelism criterion, thefeed pinch can be located via the system of pinchequations: if a straight line through an estimated feedpinch composition and its equilibrium vapor compositioncontains the product of the feed pinch column section,the minimum reflux criterion is fulfilled. This approachis fast but restricted to splits with a pinch a t the feedplate. In the multicomponent case(C 3) this is ratherthe exception than the rule (see, e.g., Figure 4). Fur-thermore the method is likely t o suffer from not includ-ing the enthalpy balance if the mixture exhibits sub-stantial heat effects.
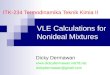
4.6. Minimum Energy Requirement with a Tan-gent Pinch. There is one important special case, inwhich the occurrence of the pinch points does not satisfythe conditions described up t o now. Figure 16 showsthe strongly nonideal acetone/water system, where theequilibrium line has a point of inflection. Besides theequilibrium line the diagram displays the operatinglines for the two column halves at minimum reflux (solidline) for the separation of a liquid feed XF at its boilingpoint. Here, a so-called tangent pinch controls theminimumenergy requirement: The operating line of therectifying section is tangent to the equilibrium curveat concentrationXT when the condenser load is Q c , ~ . heoperating lines of the stripping and rectifying sectionsdo not touch the equilibrium line where they meet. The
1 - ,XD 1
I
XT tuming pointL
0 ' I10 15 20 Q ~ , 2 25 Q ~ , 4 35condenser duty 0 kJlmol)
Figure 17. Tangent pinch point in the concentration vs energyplot.concentration profile in the stripping section is thus, inspite of the minimum reflux condition, not ended by apinch.The evaluation of tangent pinch points is connectedt o th e problem of multiple solutions of the systems ofpinch equations. In Figure 16 additional balance linesare drawn (dashed lines) in the rectifying section forthe given distillate and five different condenser loadsQc. Each point where balance line and equilibrium lineeither intersect or touch represents a solution of thesystem of pinch equations. For QCJ and Q c , ~here isonly one solution, for each of the limiting cases Q c , ~ndQ c , ~here are two, and for all the energy quantities inbetween there are three. This is explained in moredetail in Figure 17,in which the mole fraction of acetoneat the points of intersection is shown as the ordinatefor each energy value. The solution curve as a functionof the energy has two turning points. This makes itclear why algorithms using heat exchanger loads or thereflux ratio as free variables in evaluating the minimumenergy requirement must encounter greater problemswith nonideal mixtures. Whether an equation solverconverges, and what solution it reaches in the area of
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
14/18
1016 Ind. Eng. Chem. Res.,Vol. 34,No. 4, 995multiple solutions, depends on the initial values a t thestart of the search. If every solution is to be found, thenthe system of pinch equations must be solved usingvarying start values. To overcome these problems Fid-kowski et al. [I151suggested a continuation method t ofollow the path of pinch points.Hence, a tangent pinch always reveals itself by a localmaximum in the reversible energy profile [8, 1151(Figure 17, Q c , ~equired at XT . This criterion isindependent of the number of components and caneasily be evaluated with the help of a search procedure.Figure 17 also helps to understand the comment byLevy and Doherty [971, that tangent pinch pointscorrespond to jumps (discontinuities) in the profile ofthe termination points of distillation. In the kind oftray-to-tray calculation mentioned in section 2.2-inwhich the number of trays is continually increased-onlyone pinch point can be obtained in each case, since thecourse of the calculation (seen from the column end)terminates at the first point of intersection of theoperating line with the equilibrium line in a terminationpoint of distillation. For each condenser load 0 < QCQ c , ~here is, for the adiabatic separation profile startingfrom the distillate, a termination point in the rangebetween XD and XT. If a reflux slightly greater thanQ c , ~s chosen, then the mole fraction of acetone at thepinch attained changes instantaneously to the value z.The part of the curve between x and XT quasi disap-pears.4.6. Minimum Energy Requirement without aPinch: Comments on he Product Region Bound-aries. A serious problem in the development of azeo-tropic distillation sequences is the prediction of theattainable column products for a given feed mixture.This also applies particularly for the calculation of theminimum reflux ratio, because all of the approximationand some of the exact methods (among others Tavanaand Hanson [SI]) assume the knowledge of physicallycorrect column products. Toolsfor the rapid and reliablebracketing of the product limits for azeotropic separa-tions have been the subject of several publications [e.g.,96, 98-100, 118, 121, 251 and are continually beingresearched. Still, residue curves play a most importantrole in this context.An infinite reflux ratio transforms the differentialbalance (eq 18)formally into the differential equationof an open evaporator
19)- i- i i = 1, ..., C)idnthe solution of which represents the composition changesin the residue remaining in a still during evaporation:it is known as a residue curve. Residue curves wereintroduced by Schreinemakers [I011 s long ago as 1901and often adopted in the literature [21, 98, 102-1041.Doherty and Perkins [88,105-1071, as well as Dohertyand Caldarola [1081,have supplemented and restruc-tured this fund of knowledge for ternary mixtures, andhave linked it to distillation with noninfinite reflux. Dueto azeotropic points, families of residue curves, enteredon triangular diagrams, often form several curve bundles(e.g., figures in ref 211, who are separated by boundarycurves. It is a good approximation to say that theseboundary lines must not be crossed by the concentrationprofiles of distillation columns. They are thereforerelevant as limits of the product region for flowsheetand column design and hence also for the specification
of column products in the calculation of the minimumenergy requirement.Looking back at Figure 5 , we recognize a firstinteresting connection between residue curves and pinchpoint curves. The pinch point curve leaving bottomsproduct B (chain dotted) marks the termination pointsof all possible concentration profiles in the strippingsection. The residue line-drawn dotted-and alsostar ting from the bottoms product-is the separationprofile of an adiabatic distillation a t to ta l reflux. Con-sequently all the concentration profiles starting from aproduct are bounded by the pinch point curve and theresidue curve [961. A second important connectionbetween residue curves and pinch point curves is thefact-which will not be further discussed here-that, forternary mixtures, the latter can be generated in a verysimple way from residue curve maps using a tangentconstruction [581.A special case of the determination of the minimumenergy requirement will now be explained with the helpof the acetonekhloroformhenzene system in Figure 18.The residue curve boundary has been drawn and for abottoms product B lying slightly below this curve, thepinch point curve, which runs in the direction of the
acetone corner. The residue curve through B runs tothe chloroform corner. If for product B the load on thereboiler of an adiabatic column having a strippingsection of arbitrary length is varied, then the followingobservation is made [961: for small loads the adiabaticseparation profile of the stripping section ends at thepinch points (e.g., PI, Pz) n the branch of the pinchpoint curve which leaves the bottoms product. Some ofthe concentration profiles cross the residue curve bound-ary from the convex side. This possibility has alreadybeen explained geometrically by Petlyuk [851, in whichhis separation profile construction corresponds t o thatof Kirschbaum [1091. Above a certain value of thereboiler load this is no longer possible, and the concen-tration profiles remain in the lower distillation regionand end there in stationary points (e.g.,PB, 4). At leasttwo branches of the pinch point curve must thereforeexist, and on each branch there must be not only aregion which has a physical meaning and representspinch points for the stripping section, but also a regionwhich cannot be reached. The latter is shown by adashed portion of the pinch point lines.Consequently, in a column whose feed F lies in thelower distillation area (Figure 181, the bottoms productB can only be obtained if the boilup rate is so high thatthe separation profile of the stripping section does notlead into the upper distillation area, but stays in thelower one. This minimum value can already cause theconcentration profiles of the rectificaton and stripping
sections to cross each other, without a pinch occurringin the column. The number of separation stages doesthus not become infinite-this case is shown chain-dotted. This special case of a minimumenergy through-put without a pinch will not be handled by any of thepublished approximation procedures. Exact columnsimulations are here unavoidable.Continuing a little further with this line of thought,there must be-in nonideal systems-separations inwhich the minimum reflux ratio is infinite. That is, fora feed in the lower distillation area a bottoms productis specified ju st on the residue curve boundary. Onlythe separation profile for total reevaporation of thebottoms product-the residue line-will then stay in thelower region; all concentration profiles for lower reboiler
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
15/18
Ind. Eng. Chem. Res., Vol. 34,No. 4 , 1995 1017acetone
azeotrope/b/residue CI
\chlc----- \ econd branch Denzeneof pinch pointsFigure 18. Pinch curve branches and minimum energy condition without a pinch.
Table 1. A Brief Extract of Methods for Calculating the Minimum Energy Demand Methods Ranked in Order ofIncreasing Accuracy and Increasing Computational Effort)~ ~~selectedrecommendedorder type of calculation liter ature examples comments
approximation 1methods2
3
rigorous 4problem solutions 5
6
Underwoods methodfor simple columns and... complex columnsmodified and extendedUnderwood method
pinch point criteria
tangent pinch criterioncolumn partitioning
rigorous columnsimulation with alarge number of stages
13-1 7,22-26...60,66, 70-7452-57
8.117
10,88,89,92,94
8,97,11579,81,122
76, 77, 78,82
loads lead into the upper distillation region. Henceresidue curve boundaries cannot be crossed by distilla-tion mass balance lines from the convex side. Residuecurve boundaries thus mark the limit of the productarea in one direction.5. Concluding Remarks
Stimuli for the development of fast procedures for thecalculation of minimum energy requirements arise fromthe wish to appraise the operating point for the energyrequirement of as many alternatives a s possible duringthe design and analysis of distillations. In spite ofnumerous valuable attempts, a universal procedure,which supplies the minimum energy requirement fornonideal, multicomponent distillations at the touch ofa button, has not yet been found.
well-suited for ideal multicomponent mixturesconstant molal overflow and cons tant relativevolatility); dangerous with increasing nonidealityof the mixture; also cover complex column sequencesallow to deal with certain nonideal cases e.g.,binaryazeotropes) by formation of pseudocomponentsor pseudoconcentrations; range of applicability hasto be checked for each specific casenonideal and azeotropic multicomponent mixtures;cover certain complex column sequencesdirect and indirect splitsalso multicomponent systems)
methods, because column parts have to be simulatedrigorously, but avoids entire column simulations;so far only published for simple distillation columnstime-consuming, but increased computer performancemay facilitate this total-simulation approach
fast and very) good approximation solutions forsame quality, but methods are restricted to therapid exact solution for this special casemore computational effort than the approximation
Table 1gives a brief commented selection of the mostimportant approaches in use today. Methods are rankedin order of increasing accuracy for nonideal mixturesand increasing computational effort. Algorithms for anexact calculation suffer t o some degree from consider-able convergence problems, and only very few successfulexamples are available. The manual simulation-supported calculation is, in spite of vastly improvedcomputer performance, still time-consuming and onlyjustified if the minimum energy calculation is a seldomlyrequired task. Approximation procedures on the basisof the idealizing Underwood equations can in manycases only be used successfully if great care is taken.Newer approaches for nonideal mixtures which strivefor the exact calculation of the pinch points and thepinch point curves are-in the experience of the
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
16/18
1018 Ind. Eng. Chem. Res., Vol. 34,No. ,1995authors-very promising. They must, however, firstprove themselves, and require more development work.It is most important that these approaches for calculat-ing the minimum energy requirement should coverspecial cases and complex column schemes also.Acknowledgment
The investigations into minimum energy requirementwere carried out in the course of the DFG Project B182121-1 a t TU Munich. BASF AG, Ludwigshafen, fi-nanced the birth of the project. Dip1.-Ing. P. Poellmannhad a scholarship from the Alfried-Krupp-von-Bohlen-und-Halbach Foundation, and Dip1.-Ing. M. Schimpflecollected part of the literature in the course of his workfor his degree [IIO]. We would also like to thank Dr.-Ing. P.Aguirre, CONICET, Santa Fe, Argentina, for hisencouragement and help in the research project.NomenclatureB, D , F = bottoms, distillate, and feed flow rates, kmol/sC = number of componentsH = enthalpy flow, kWh = molar enthalpy, kJ/kmolA h v = enthalpy of vaporization, kJ/kmolK , = distribution coefficient K ,= y , x,)L = liquid flow rate, kmollsn = number of stagesp = pressure, PaP = pinch pointq = degree of condensation of the feed q = L F I F )QB= reboiler energy input, kWQC condenser energy withdrawal, kWr = reflux ratio r = L I D )S = side stream flow rate, kmollsT = temperature, KV = vapor flow rate, kmol/sx y L= liquid or vapor mole fraction of component i, mollGreek L e t t e r sa, = relative volatility of component i with respect t oq , q,0 = Underwoods parametersS u b s c r i p t sB = bottomsC = component CD = distillateF = feedi = componentj = counter in summationsmin = minimum valueP = pinchr = rectifying sections = stripping sectionT = tangent pinchSuperscr i p t sL = liquid phaseV = vapor phase
mol
component C
Literature Cited1) Zeck, S. Einfluss von thermophysikalischen Stoffdaten aufdie Auslegung und den Betrieb von Destillationskolonnen. Chem.-Zng.-Tech. 1990, 2, 07-717.2) Blass, E. Die Entwicklung verfahrenstechn ischer Prozesse;Verlag Salle und Sauerlander: Frank furt, 1989.3) Harbert, W. D. Which Tower Goes Where? Pet. Refin. 1957,36, 69-174.
4) Null, H. R. Process Modeling and Analysis: MultistagedTowers. In Foundations of Computer-Aided Chemical ProcessDesign; Mah, R. S . H., Seider, W. D., Eds.; Engineering Founda-tion: New York, 1981; Vol. 11,p 273ff.5) Shiras, R. N.; Hanson, D. N.; Gibson, C. H. Calculation ofMinimum Reflux in Distillation Columns. Znd. Eng. Chem . 1950,42, 71-876.6) Bachelor, J. B. How to Figure Minimum Reflux. Pet. Refin.1957,36,61-170.7) McDonough, J. A.; Holland, C. D. Determination of theConditions at Minimum Reflux When the Keys are Most and LeastVolatile Components. Chem. Eng. Sei . 1961, 6, 143-152.8) Koehler,J.;Aguirre, P.; Blass, E. Minimum Reflux Calcula-tions for Nonideal Mixtures Using the Reversible DistillationModel. Chem. Eng. Sci . 1991,46,007-3021.9) King, C. J. Separation Processes, 2nd ed.; McGraw-Hill:New York, 1980.10) Levy,S. G.; VanDongen, D. B.; Doherty, M. F. Design andSynthesis of Homogeneous Azeotropic Distillations. 2. MinimumReflux Calculations for Nonideal and Azeotropic Columns. Znd.E ng . C hem. F undam. 1985,24,63-474.
11) Knight, J. R.; Doherty, M. F. Design and Synthesis ofHomogeneous Azeotropic Distillations: 5. Columns with Nonneg-ligible Heat Effects. Znd. Eng. Chem. Fundam. 1986, 5,279-289.12) Hausen, H. Rektifikation von Dreistoffgemischen-insbesondere von Sauerstoff-Stickstoff-Luft. Forsch. Geb. Znge-nieurwes. 1935, , 9-22.13) Underwood, A. J. V. The theory and practice of testingstills. Trans . AIChE. 1932, 0 , 112-152.14) Underwood, A. J. V. Fractional Distillation of TernaryMixtures-Part I. J . Znst. Pet. 1946, 1, 11-118.15) Underwood, A. J. V. Fractional Distillation of TernaryMixtures-Part 11. J . Znst. Pet. 1946, 2, 98-613.16) Underwood, A. J. V. Fractional Distillation of Multicom-ponent Mixtures-Calculation of Minimum Reflux Ratio. J . Znst.Pet. 1946, 2, 14-626.17) Underwood, A. J. V. Fractional Distillation of Multicom-ponent Mixtures. Chem. Eng. Prog. 1948,44,03-614.(18) Hausen, H. Einfluss des Argons auf die Rektifikation derLuft. Forsch. Geb. Zngenieurwes. 1934, , 90-297.19) Hausen, H. Rektifikation idealer Dreistoffgemische. 2Angew. Phys. 1952,4,1-51.20) Vogelpohl, A. Rektifikation von Dreistoffgemischen-Teil
1: Rektifikation als Stoffaustauschvorgang und Rektifikationsli-nien idealer Gemische. Chem.-Zng.-Tech. 1964, 6, 07-915.21) Vogelpohl, A. Rektifikation von Dreistoffgemischen-Teil2: Rektifikationslinien realer Gemische und Berechnung derDreistoffrektifikation. Chem.-Zng.-Tech. 1964, 6, 1033- 1045.22) Franklin, N. L.; Forsyth, J. S. The Interpretation ofMinimum Reflux Conditions in Multicomponent Distillation.Tran s. Znst. Che m. Eng. 1953,31,63-388.23) Franklin, N. L. Counterflow Cascades: Part I. Chem. Eng.Res. Des. 1986, 4, 6-66.24) Franklin, N. L. Counterflow Cascades: Part 11.Chem. Eng.Res. Des. 1988, 6, 47-64.25) Franklin, N. L. The Theory of Multicomponent Counter-current Cascades. Chem . Eng. R es. Des. 1988, 6, 5-74.26) Vogelpohl, A. Rektifkation idealer Vielstoffgemische.Chem.-Zng.-Tech. 1970, 2, 377-1382.27) White, R. R. To Help you Design Fractionators-No. 1:Stripping and Rectifying of Ternary Mixtures-Completely Dis-tributed Components. Pet. Process. 1953, , 57-362.28) White, R. R. To Help you Design Fractionators-No. 2:Stripping and Rectifying of Ternary Mixtures-Partially Distrib-uted Components. Pet. Process. 1953, , 39-543.29) White, R. R. To Help you Design Fractionators-No. 3:Strippingof Quaternary Mixtures. Pet. Process. 1953,8,04-709.30) White, R. R. To Help you Design Fractionators-No. 4:Stripping and Rectifying of Multicomponent Systems. Pet, Process.1953,8,92-896.31) White, R. R. To Help you Design Fractionators-No. 5:Distillation of Ternary Mixtures. Pet. Process. 1953,8,026-1031.32) White, R. R. To Help you Design Fractionators-No. 6:Distillation of Ternary Mixtures. Pet. Process. 1953,8,174-1179.33) White, R. R. To Help you Design Fractionators-No. 7:Distillation of Quaternary Mixtures. Pet. Process. 1953, , 336-1339.
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
17/18
34) White, R. R. To Help you Design Fractionators-No. 8:Distillation of Quate rnary Mixtures. Pet. Process. 1953,8,533-1536.35) White, R. R. To Help you Design Fractionators-No. 9:Distillation of Quaternary Mixtures. Pet. Process. 1953,8,705-1707.36) Hengstebeck, R. J. A Simplified Method for Solving Mul-ticomponent Distillation Problems. Trans . AIChE 1946,42,309-329.37) Edmister, W. C. Absorption and Strippingfactor Functionsfor Distillation Calculation by Manual and Digital-computerMethods. A I C hE J.1957,3,65-171.38) Geddes, R. J. A General Index of Fractional DistillationPower for Hydrocarbon Mixtures. M C h E J . 1958,4, 89-392.39) Hengstebeck, R. J. An Improved Shortcut for CalculatingDifficult Multicomponent Distillations. Chem. Eng. 1969,1,15-118.40) Wagner, H. Thermodynamischer Entwurf von Mehrstoff-rektifikationen. 2. Schlusselkomponenten und Komponenten-verteilung. Chem.-Zng.-Tech. 1976, 8, 90-792.41) Norden, H. V.; Siren, M.; Westerlund, L. M. A Short-CutMethod to Calculate Multicomponent Distillation. Acta Polytech-nica Scandinavica, Chemical Technol. Metall . Ser. 1988, o. 187.42) Acrivos, A.; Amundson, N. R. On the Steady S ta te Frac-tionation of Multicomponent and Complex Mixtures in an IdealCascade. Part 1-Analytic Solution of the Equations for GeneralMixtures. Chem. Eng. Sei . 1955, , 9-38.43) Acrivos, A.; Amundson, N. R. On the Steady Sta te Frac-
tionation of Multicomponent and Complex Mixtures in an IdealCascade. Part 2-The Calculation of the Minimum Reflux Ratio.Chem. Eng. Sei . 1955,4, 8-74.44) Acrivos, A.; Amundson, N. R. On the Steady S tate Frac-tionation of Multicomponent and Complex Mixtures in an IdealCascade. Part 3-Discussion of the Numerical Method of Calcula-tion. Chem. Eng. Sci . 1955,4,41-148.45) Acrivos, A.; Amundson, N. R. On the Steady St ate Frac-tionation of Multicomponent and Complex Mixtures in an IdealCascade. Par t 4-The Calculation of the Minimum Reflux Ratio.Chem. Eng. Sci . 1955,4,159-166.46) Acrivos, A.; Amundson, N. R. On the Steady St ate Frac-tionation of Multicomponent and Complex Mixtures in an IdealCascade. Part 5-The Extension to Packed Columns. Chem. Eng.Sci . 1955, , 06-208.47) Acrivos, A.; Amundson, N. R. On the Steady St ate Frac-tionation of Multicomponent and Complex Mixtures in an IdealCascade. Part 6-The Effect of Variations of the Relative Volatili-ties, the Flow Rates and the Plate Efficiencies. Chem. Eng. Sei .48) Cerda, J.;Westerberg, A. W. Shortcut Methods for ComplexDistillation Columns. 1.Minimum Reflux.Znd. Eng. Chem . ProcessDes. Dev. 1981, 0, 46-557.49) Lestak, F.; Deak, G.; Fonyo, Z. Comparison of a GroupMethod with the Empirical Correlation based on Limiting Flowsand Stage Requirements for Distillation. Hung . J. Ind. Chem.
1989,17,81-92.(50) Glinos, K.;Malone, M. F. Minimum Reflux, ProductDistribution, and Lumping Rules for Multicomponent Distillation.Znd. Eng. Chem . Process Des. Dev. 1984, 3, 64-768.(51)Stichlmair,J. Distillation and Rectification. In UllmannsEncyclopedia of Industrial Chemistry, 5th ed.; VDI-Verlagsgesellschaft: Weinheim, 1988;Vol. B-3.52) Hausen, H. Berechnung der Rektifikation mit Hilfe kalo-rischer Mengeneinheiten. 2. VDZ-Beih. Verfahrenstech. 1952, ,17-20.53) Nandakumar, K.; Andres, R. P. Minimum Reflux Condi-tions. Par t I: Theory, Part 11: Numerical Solution.A I C hE J.1981,27,450-465.54) Rev, E. The constant heat transport model and design ofdistillation columns with one single distributing component. I nd .Eng. Chem. Res . 1990,29,935-1943.55) Featherstone, W. Azeotropic systems, a rapid method ofstill design. Br. Chem . Eng. Process Technol. 1971,16,121-1124.56) Vogelpohl, A. Die naherungsweise Berechnung der Rek-tifikation von Gemischen mit binaren Azeotropen. Chem.-Ing:Tech. 1974, 6, 95.57) Anderson, N. J.;Doherty, M. F. An Approximate Modelfor Binary Azeotropic Distillation Design. Chem. Eng. Sei . 1984,
1955,4, 49-254.
39, 1-19.
Ind. Eng. Chem.Res.,Vol. 34,No. 4, 1995 1019(58) Kohler, J. Struktursynthese und minimaler Energiebedarfnichtidealer Rektifikationen. Ph.D. Dissertation, TU Munchen,1991.59) Short, T. E.; Erbar, J. H. Minimum Reflux for ComplexFractionators. PetrolChem Eng. 1963, 1, 180-184.60) Sugie, H.; Benjamin, C. Y. L. On the Determination ofMinimum Reflux Ratio for a Multicomponent Distillation Columnwith any Number of Side-cut Streams. Chem. Eng. Sci . 1970,25,(61)Barnes, F. J.; Hanson, D. N.; King, C. J. Calculation ofMinimum Reflux for Distillation Columns with Multiple Feeds.Ind. Eng. Chem. Process Des. Dev. 1972, 1, 136-140.62) Solari, R. B.; Carballo, M.; Gabaldon, R.; Estevez, J. Ashort-cut method to evaluate minimum reflux in complex frac-tionators. Rev. Tee. Intevep 1981, , 153-159.63) Glinos, K.; Malone, M. F.: Design of Sidestream Distilla-tion Columns. Ind . Eng. Chem . Process Des. Dev. 1985,24,22-828.64) Glinos, K.; Nikolaides, I. P.; Malone, M. F. New ComplexColumn Arrangements for Ideal Distillation. Ind. Eng. Chem.Process Des. Dev. 1986,25,94-699.65) Tsuo, F.-M.; Yaws, C. L.; Cheng, J.-S. Minimum Refluxfor Sidestream Columns. Chem. Eng. 1986, 9-53.66) Nikolaides, I. P.; Malone, M. F. Approximate Design ofMultiple-Feedsidestream Distillation Systems.Znd. Eng. Ch em.Res. 1987,26, 839-1845.67) Chou, S. M.; Yaws, C. L. Minimum Reflux for ComplexDistillation. Chem. Eng. 1988, 9-82.68) Wachter, J. A.; KO,T. K. T.; Andres, R. P. Minimum Reflux
Behavior of Complex Distillation Columns. A I C hE J.1988, 4,1164- 1184.69) Youssef, S.; Domenech, S.; Pibouleau, L. Calcul duneColonne de Rectification a Multiples Alimentations et Soutirages.Chem. Eng. J.1984,42,53-165.70) Carlberg, N. A,; Westerberg, A. W. Temperature-HeatDiagrams for Complex Columns: 2. Underwoods Method for SideStrippers and Enrichers. Ind. Eng . Chem. Res . 1989,28, 379-1397.71) Glinos, K.; Malone, M. F. Minimum Vapor Flows in aDistillation Column with a Sidestream Stripper. Znd. Eng. Chem.Process Des. Dev. 1985,24,087-1090.72) Fidkowski, Z ; Krolikowski, L. Minimum Energy Require-ments of Thermally Coupled Distillation Systems. A I C hE J. 1987,33, 43-653.73) Fidkowski, Z ; Krolikowski, L. Energy Requirements ofNonconventional Distillation Systems.A I C hE J. 1990,36,275-1278.74) Nikolaides, I. P.; Malone, M. F. Approximate Design andOptimization of a Thermally Coupled Distillation with Prefrac-tionation. Znd. Eng. Chem. Res. 1988,27,11-818.75) Petlyuk, F. B.; Platonov, V. M.; Slavinskii, D. M. Thermo-dynamically Optimal Method for Separating MulticomponentMixtures. Znt. Chem. En g. 1965, , 55-561.76) Erbar, R. C.; Maddox, R. N. Minimum Reflux Rate forMulticomponent Distillation Systems by Rigorous Pla te Calcula-tions. C an. J. Chem. Eng. 1962,2,5-30.77) McDonough,J. A,; Holland, C. D. Figure Separations thisNew Way-Part 9-How to Figure Minimum Reflux. HydrocarbonProcess. Pet. Refin. 1962, 1, 53-160.78) McDonough,J. A.; Holland, C. D. Figure Separations thisNew Way-Part 10-Minimum Reflux for Complex Columns.Hydrocarbon Process. Pet. Refin. 1962, 1, 35-140.79) Lee, E. S. Estimation of Minimum Reflux in Distillationand Multipoint Boundary Value Problems. Chem. Eng. Sei . 1974,
80) Chien, H. H. Y. A Rigorous Method for CalculatingMinimum Reflux Rates in Distillation. A I C hE J. 1978,24,06-613.(81) Tavana, M.; Hanson, D. N. The Exact Calculation ofMinimum Flows in Distillation Columns. Znd. Eng. Chem . ProcessDes. Dev. 1979, 8, 154-156.82) Holland, C. D.Fundamen tals of Multicomponent Dist il la-t ion; McGraw-Hill: New York, 1981.83) Petlyuk, F. B.; Avetyan, V. S. Fractionation of NonidealMixtures under Minimum Reflux for Regions with Three SpecialPoints. Theor. Found. Chem. Eng. 1973, ,133-138.84) Petlyuk, F. B.; Avetyan, V. S. Investigation of the Frac-tionation of Nonideal Mixtures under Minimum Reflux for Regionswith More Than Three Special Points. Theor. Found. Ch em. Eng.1973, , 77-281.
1837-1846.
29, 71-875.
7/22/2019 A Review on Minimum Energy Calculations for Ideal and Nonideal
18/18
1020 Ind. Eng. Chem. Res., Vol. 34, No. 4, 199585) Petlyuk, F. B.: Rectification of Zeotropic, Azeotropic, andContinuous Mixtures in Simple and Complex Infinite Columnswith Fini te Reflux. Theor. Found. C hem. Eng. 1978,12,671-678.86) Petlyuk, F. B.; Vinogradova, E. I. Theoretical Analysis ofMinimum Reflux Regime for Ternary Azeotropic Mixtures. Theor.Found. Chem. Eng. 1980 ,14, 413-418.87) Petlyuk, F. B.; Vinogradova, E. I.; Serafimov,L. A. PossibleCompositions of Fractionation Products from Ternary AzeotropicMixtures with Minimum Reflux. Theor. Found. Chem. Eng. 1984,88) Doherty, M. F.; Perkins, J. D. The Behaviour of Multicom-ponent Azeotropic Distillation Processes. Znst. Chem . Eng. Sy mp.Ser. 1979, 56, 4.2121-4.2148.89) VanDongen, D. B.; Doherty, M. F. Design and Synthesisof Homogeneous Azeotropic Distillations: 1. Problem Formulationfor a Single Column. Znd. Eng. C hem. Fundam. 1985, 24, 454-463.90) Julka, V.; Doherty, M. F. Geometric Nonlinear Analysisof Multicomponent Nonideal Distilla tion: A Simple Computer-Aided Design Procedure. Chem. Eng. Sci. 1993, 48, 1367-1391.91) Levy, S. G.; Doherty, M. F. A Design Procedure forDistillation Columns with Non-Sharp Splits. Presented at theAIChE Fall National Meeting, Miami Beach, FL, 1986;paper 55b.92) Levy, S. G.; Doherty, M. F. Design and Synthesis ofHomogeneous Azeotropic Distillations. 4. Minimum Reflux Cal-culations for Multiple-Feed Columns. Znd. Eng. Chem. Fundam.93) Pham, H. N.; Ryan, P. J.; Doherty, M. F. Design andMinimum Reflux for Heterogeneous Azeotropic Distillation Col-umns. AZChE J. 198 9,35, 1585-1591.94) Julka, V.; Doherty, M. F. Geometric Behavior and Mini-mum Flows for Nonideal Multicomponent Distillation. Chem. Eng.95) Pdllmann, P. Untersuchung des Trennverlaufes bei derRektifikation realer Mehrstoffgemische. Diplomarbeit,TU Miinchen,1989.96) Wahnschafi, 0 M.; Koehler, J. W.; Blass, E.; Westerberg,A. W. The Product Composition Regions of Single-Feed AzeotropicDistillation Columns. Znd. Eng. Chem . Res. 1992,31,2345-2362.97) Levy, S. G.; Doherty, M. F. A Simple Exact Method forCalculating tangent Pinch Points in Multicomponent NonidealMixtures by Bifurcation Theory. Chem. Eng. Se i . 1986,41,3155-3160.98) Petlyuk, F. B.; Avetyan,V. S. Investigation of the Recti-fication of Three-Component Mixtures with Infinite Reflux. Theor.Found. Chem. Eng. 1971 ,5, 457-463.99) VanDongen, D. B. Distillation of Azeotropic Mixtures: TheApplication of Simple-Distillation Theory to Design of ContinuousProcesses. Ph.D. Dissertation, University of Massachusetts, 1983.(100) Stichlmair, J.; Fair, J. R.; Bravo, J. L. Separation ofAzeotropic Mixtures via Enhanced Distillation. Chem. E ng. Prog.(101) Schreinemakers, F. A. H. Dampfdrucke ternarer Ge-mische. 2 hys. Chem. 1901,3 6, 257-289, 413-449.102) Zharov, V. T. Free Evaporation of Homogenous Multi-component Solutions. Russ . J . Phys. Chem. 1967,41,1539-1543.103) Zharov, V. T. Phase Transformations and Rectificationof Multicomponent Solutions. Russ . J. Appl . Ch e m. 1968, 41,104) Serafimov, L. A. Thermodynamic Topological Analysisand the Separation of Multicomponent Polyazeotropic Mixtures.Theor. Found. C hem. Eng. 1987,21,44-54.105) Doherty, M. F.; Perkins, J . D. On th e Dynamics of
Distillation Processes: I. The Simple Distillation of Multicompo-nent Non-reacting, Homogeneous Liquid Mixtures. Chem. Eng.Sei. 1978, 33, 281-301.
18, 87-94.
1986,25, 269-279.
Sei. 199 0,45, 1801-1822.
1989, 85, 63-69.
2530-2536.
106) Doherty, M. F.; Perkins, J . D. On the Dynamics ofDistillation Processes: 11. The Simple Distilla tion of Model Solu-tions. Chem. Eng. Sci. 1978, 33, 569-578.107) Doherty, M. F.; Perkins, J. D. On the Dynamics ofDistillation Processes: 111.The Topological Structu re of TernaryResidue Curve Maps. Chem. Eng. Sei. 1979,34, 1401-1414.108) Doherty, M. F.; Caldarola, G .A. Design and Synthesis ofHomogeneous Azeotropic Distillations. 3. The Sequencing ofColumns for Azeotropic and Extractive Distillations. Ind . Eng.Chem. Fundam. 1985,24,474-485.109) Kirschbaum, E. Destillier- und Rektifiziertechnik;Springer-Verlag: Berlin, 1969.110) Schimpfle, M. Ein vergleichender merblick zu Methodenfur die Berechnung des minimalen Energiebedarfs von Rektifi-zierkolonnen. Diploma Thesis, TU Miinchen, 1990.111) Bitter, R. Die Betriebslinien einer Rektifiziersaule. Ver-fahrenstechnik 1971, 5, 304-308.112) Tanaka, S.; Yamada, J . Graphical Solution of OperatingRegion in Extractive Distillation. Kagaku Kogaku Abr. Ed . i nEngl.) 1965 ,3, 40-43.113) Yorizane, M.; Yoshimura, S.; Hase, S. Study on AzeotropicDistillation. Kagaku Kogaku 196 5,3 , 206-210.114) Tanaka, S.;Yamada, J. Graphical Calculation Method forMinimum Reflux Ratio in Azeotropic Distillation. J . Chem. Eng.J p n . 1972,5,20-26.115) Fidkowski, Z. T.; Malone, M. F.; Doherty, M. F. NonidealMulticomponent Disti llation: Use of Bifurcation Theory for De-sign. AZChE J . 199 1,3 7, 1761-1779.116) Kohler, J.; Pollmann, P.; Blass, E. Berechnung desminimalen Energiebedarfs nichtidealer Rektifikationen. Chem:Zng.-Tech. 1993, 65, 143-156.117) Koehler, J.; Kuen, Th.; Blass, E. Minimum EnergyDemand for Distillations with Distributed Components andSideproduct Withdrawals. Chem. Eng. Se i . 1994,49,3325-3330.118) Fidowski, Z. T.; Doherty, M. F.; Malone, M. F. F





![Calculation of Vapor-Liquid-Liquid Equilibria for the Fischer ......the resulting hydrocarbons [3]. Obviously, this mixture should be treated as nonideal in phase-equilibrium calculations](https://img.dokumen.tips/doc/110x75/60d0bd2f5840cc112c479de8/calculation-of-vapor-liquid-liquid-equilibria-for-the-fischer-the-resulting.jpg)