Embed Size (px)
Citation preview

Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111
www.springerlink.com/content/1738-494x DOI 10.1007/s12206-013-1186-4
A review of metallic radiation recuperators for thermal exhaust heat recovery†
Harshdeep Sharma1,*, Anoop Kumar2, Varun2 and Sourabh Khurana3 1Department of Mechanical Engineering, SCME, Galgotias University, Greater Noida (UP), India
2Department of Mechanical Engineering, NIT-Hamirpur (HP), India 3Department of Mechanical Engineering, Chandigarh University Gharuan-Mohali (Punjab), India
(Manuscript Received February 16, 2013; Revised July 15, 2013; Accepted September 11, 2013)
----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Abstract Radiation recuperator is a class of indirect contact heat exchanger widely used for waste heat recovery in high temperature industrial
applications. At higher temperatures heat loss is higher and as the cost of energy continues to rise, it becomes imperative to save energy and improve overall energy efficiency. In this light, a radiation recuperator becomes a key component in an energy recovery system with great potential for energy saving. Improving recuperator performance, durability, and its design and material considerations has been an ongoing concern. Recent progress in furnace design and micro turbine applications together with use of recuperators has resulted in re-duced fuel consumption, increased cost effectiveness and short pay-back time periods. Due to its high commercial value and confidential nature of the industry, little information is available in the open literature as compared to convection recuperators where results are well documented. This review paper intends to bridge the gap in literature and provides valuable information on experimental and theoretical investigations in radiation recuperator development along with identification of some unresolved issues.
Keywords: Double shell; Heat recovery; Heat transfer; Thermal radiation ---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- 1. Introduction
In industry the main source of heat is the fossil fuel of one kind or the other. The world consumption of fossil fuels is continuously increasing with the development of power and technology. On one side, development of power conversion methods such as gas turbines involves considerations of more efficient fuel consumption through high thermal efficiency of the equipment utilizing higher initial temperatures of the gases, and on the other side, due to the increasing cost of fossil fuels, there is a heightened interest towards fuel savings in fiber glass, glass, steel, aluminum and other metal melting indus-tries [1]. There are three routes of making energy savings in order to have better thermal efficiency in high temperature furnaces: (1) Some form of waste heat recovery can be prac-ticed to recover heat from flue gases, (2) the performance of existing equipment can be improved by operating in a way which would reduce heat losses, and (3) by modifying or re-placing the existing furnace [2, 3].
In high temperature furnaces, between 40% and 70% of the available heat is wastefully discharged in the flue gases [4]. This can be lowered by transferring heat to the load, the com-bustion air, or both. Load preheating has long been practiced
as a means of reducing fuel consumption. It occurs when the flue gases are used to heat up the incoming load. This is gen-erally achieved by passing these gases in counterflow direc-tion over the incoming stock in an elongated furnace. The practicability of load preheating is largely a function of the space available and the ease of the mechanical handling of the material [5]. It is more commonly found on a large, continu-ously operating plant where the load is consistent in size, tex-ture and heat requirement. Examples include walking beam steel reheating furnaces, cement or lime kilns and continuous brick-pottery kilns. In contrast to load preheating, the incen-tive for preheating combustion air was originally to give suffi-ciently high flame temperatures to make a process work rather than save energy [6]. Currently, more emphasis is placed on efficient energy use. Two approaches have been common: recuperation and regeneration.
1.1 Recuperators and regenerators
Both recuperators and regenerators are indirect-contact type heat exchangers [7]. In regenerators, a thermally dense matrix is used to absorb heat from the flue gases prior to giving it up to the combustion air [2]. Regenerators are deployed when the amount of flue gas is relatively higher [8]. The initial cost and maintenance costs are also high; however, they can preheat the air to a larger temperature [9]. These are furthermore not
*Corresponding author. Tel.: +91 8800804820 E-mail address: [email protected]
† Recommended by Associate Editor Tong Seop Kim © KSME & Springer 2014

1100 H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111
air tight, which means that pressure differentials between flue gas and air must he kept low to avoid leakage of gases on either side. On the other hand, the metallic recuperators pos-sess relatively simpler geometries, lower capital cost, require less area, all welded gas tight construction, repairs and re-placements are cheap and can be easily carried out, fast ther-mal response, high efficiency under turn down conditions and less complexity in operation [2, 7, 10].
1.2 Classification of recuperators
Recuperators can be classified according to the recuperator material, i.e., metallic or ceramic; dominant mode of heat transfer .i.e., convection, radiation, number and dimensions of tubes etc. Fig. 1 shows the classification of commercially available recuperators [6].
1.2.1 Convection recuperators
Convection recuperators are generally deployed with flue gases having temperatures 700-1100°C [11]. The air-tube type recuperators consist of a tube bundle with several hundred tubes outside which flue gas passes guided by the baffle-plates. In gas-tube type, the diameter of the heating tubes is consid-erably larger than the air-tube type [12]. The air-tube type recuperators easily get affected by dust. Air-tube as compared to the gas-tube are more leak proof, but they are less compact and their tubes are sensible to abrasive wear by the solid sus-pended particles [13].
1.2.2 Radiation recuperators
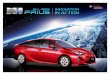
The design of radiation recuperators is based on the thermal radiation of non-luminous gases contained in the products of combustion. A double-shell radiation recuperator [2, 7, 10] consists of two concentric metallic shells connected at each end by way of air inlet and outlet headers (Fig. 2). The hot flue gas (900-1400°C) passes through the inner-shell, usually 0.5 to 3.0 m in diameter. During its passage (3-20 m) it gives up heat by radiation, but also to some extent by convection. The air passes through the narrow annular space (0.02-0.1 m) be-tween the inner and outer cylinder at high velocity and there-fore usually gives a very high surface conductance compared to the flue gas side, which in turn helps in keeping the surface temperature of the inner-shell relatively low [14, 15].
For larger capacities and high pressures the tubular or cage type radiation recuperators are used (Fig. 3). For this type of recuperator, the heating surface is made up of numerous tubes arranged on the larger diameter circle. The entire tube bundle (cage) is inserted into an internally insulated shell and can be removed [16].
1.2.3 Combined recuperators
When the flue gas temperature gets below 600-650°C the emission from the gas becomes so weak that the heating sur-face is not used economically. One consequent solution is to introduce convection sections after the radiation recuperator [1].
1.2.4 Ceramic recuperators
Above 1100°C, ceramic material is the better technological solution for durable heat exchangers but is prone to fouling [11]. GRI, Chicago developed an integral, ceramic heat ex-changer that could operate with flue gas temperatures of 1300°C [17]. Later on, heat exchangers were developed with heat exchanger core/matrix made of composite materials of metal with ceramics brazed/coated for high performance [18, 19]. The main drawback of these recuperators is the leakage of air through the tube joints caused by high thermal stresses. This can lead to air deficiency and stopping of the furnace for rebuild [20].
Fig. 1. Classification of recuperators.
Fig. 2. A double shell radiation recuperator.
Fig. 3. Cross-section of a tubular or cage type recuperator.

H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111 1101
1.2.5 Recuperative burners Recuperative burners have been developed which in a
unique compact unit combine the functions of a burner and recuperator. They overcome, therefore, the disadvantages of large size and the need to duct hot gases which occur with conventional recuperators [21, 22]. Energy savings can be as high as 30%, sometimes energy conversions and increases in output have also been made possible [23].
2. Industrial applications of radiation recuperators
Glass, fiberglass, metal melting and heat treatment industry are highly energy intensive, and therefore offer opportunities for waste heat utilization. Radiation recuperators due to their low maintenance and short pay-back periods have become a preferred heat recovery device [24].
2.1 Glass industry radiation recuperators
The majority of metallic recuperators supplied for the glass industry are of the radiation type, either the double-shell, or cage design, or a combination of both [16]. Practically, each type of glass requires specific alloys and design temperatures for the recuperators. In general, the group of glasses repre-sented by hollow ware, soda lime, and flint presents no prob-lem with metallic radiation recuperator.
In the glass industry, radiation recuperators are significantly smaller, diameters of 1.3 m and heights of 10 m rarely being exceeded [25]. A typical arrangement of direct fired recupera-tive glass furnace is shown in Fig. 4 [24].
2.2 Fiberglass industry radiation recuperators
Fiberglass is melted at lower temperatures compared to glass. The flue gas with a high content of boric acid enters the recuperator at 1200°C due to which dust gets deposited on recuperator wall. Therefore, the flue gas between furnace and the recuperator must be insulated as heavily as possible. Me-
tallic recuperators have operated relatively with great success in E-glass fiber production as the flue gas is less corrosive [5]. Mostly the furnaces for fiber glass production were designed as end port furnaces. Teisen [26] reported applications of some side-fired furnaces (Fig. 5).
2.3 Radiation recuperators for metal melting and heat
treatment industry
In aluminum and steel industries, advanced processes and improved furnace technology ensure falling exhaust gas tem-peratures [27]. Combustion air preheat temperatures up to 370°C were achieved. The fuel consumption was reduced by 28% compared to the base case without heat recuperator. The heating time was reduced by 8% and scale formation on the outside of the billets was reduced by one third. The steel in-dustry recuperators have generally large dimensions with di-ameter as large as 3 m and height exceeding 16 m [15].
2.4 Recuperators in steel forging industry
The energy saving potential of radiation recuperators in the steel forging industry was identified [6] when Reed Rock Bit Company, Texas, modified the furnace by installing a recu-perator package on one of the rotary forge furnaces. The mod-ification yielded an annual fuel saving of 22.5 × 109 Btu. The total retrofit had an estimated after-tax payback of 1.9 years, with a total installed cost of $103000.
3. Material considerations in radiation recuperators
High temperature heat exchangers operate at temperature up to 1700°C [28] and this limit is imposed by the thermal behav-ior of their materials. In moderate temperatures, up to 600°C, ordinary steel constructions may be used [29]. At higher tem-peratures refractory steels and special alloys of nickel, cobalt and chromium are introduced. Snyder and Petrak [30] investi-gated the material properties critical for the reliable design and
Fig. 4. A direct fired recuperative furnace.
Fig. 5. A fiber glass recuperative furnace.

1102 H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111
operation of ceramic heat exchangers. Thermal shock resis-tance of an assembled heat exchanger was reported to be a function of geometry, size, and thermal conditions. Dapkunas [31] reported that silicon carbide and silicon nitride have nine and ten times, respectively, the thermal shock resistance in comparison to alumina. Dvoryashin et al. [32] designed and developed a ceramic heat exchanger with capability of deliv-ering preheated air to a 982°C when used in a steel mill soak-ing pit. Experimentation on acid corrosion and analysis of corrosion mechanism stressed the importance of local concen-tration on corrosion of the surfaces [33]. A nickel base brazing filler alloy thin coating was tested for protection against corro-sion and proved to be cost effective [34].
In view of good resistance to high temperature corrosion, erosion and wear, high-velocity oxy-fuel (HVOF) thermal sprayed Cr3C2-NiCr coatings are considered as protective coatings for heat exchanger pipes and fluidized bed combus-tors [35]. Alloys have been identified which can have very good properties for high temperature recuperators, including alloy 625, HR120 and the new Al20-25+Nb [36].
4. Advances in radiation recuperator performance
Radiation recuperators have undergone evolutionary chang-es in their designs after they were introduced in the early twentieth century. The advances have generally been funded directly by the industry. The following section investigates the various development phases, experimental work and field testing done over the years for the improvement in the per-formance of these recuperators.
4.1 Earlier developments
Jacobs [37] proposed a design in which the heat transfer agents before inlet to annular passage were made to pass through a channel consisting of vanes, so as to impart twisting motion to increase the heat transfer rate. Earlier recuperators were less efficient when operated at load less than their rated load. Schack [38] proposed a simple construction to overcome the drawback without any danger of breakdown and without sacrificing the efficiency of operation. Radiation recuperators due to their large passageways were difficult to manufacture as a single unit. Seehausen [39] proposed a new efficient model having more strength at high temperatures and was easier to assemble. Recuperator surfaces suffer considerable deformation and degradation due to excessive operating tem-peratures. White [40] proposed an additional annular air pas-sage to lower the excessive recuperator surface temperatures. Kuchin [41] reported the use of radiation slit recuperators made from heat-resistant steel in direct-heat furnaces. With air preheating to 620°C saved up to 38% of the fuel and boosted output by 10%. Jacobs [42] proposed a new recuperator de-sign with a series of ribs to avoid buckling and bulging of the inner tube material.
Moscow Evening Machine-Building Institute developed re-
cuperators having a corrugated heat exchange wall and longi-tudinally slit tubes. A saving in fuel consumption of 30-35% was reported [43]. Azad and Aliahmad [44] investigated the performance of a heat pipe recuperator to replace a conven-tional heat recovery system in a steam power plant at Tehran. The results recommended the replacement of the conventional system. A good agreement of the theoretical and calculated results of Barklage [45] revealed that preheating of raw mate-rials with the flue gases leaving the recuperator available at air preheater height could be a powerful tool to save energy and increase the pull rate of a glass melting furnace. Sukharchak and Yudkin [46] reported a 2-3% savings in coke with a recu-perator fitted in the cupola stack and blast preheated to 300-350°C. Chan and Kumar [47] provided an analytical formula-tion for single-ended radiant tube recuperator with or without fin inserts. A good correlation between the theoretical predic-tions of flue gas, air and natural gas temperatures and the ex-perimental data was reported. Tomik [48] contributed towards elimination of glass fiber waste and in the process attained thermal efficiencies higher than 35%. A reduction in corrosive action on the recuperator tubes was also observed. Anon [49] investigated the high performance design of a radial plate recuperator. This recuperator design resulted in improved energy efficiency along with other benefits, e.g., improved temperature uniformity and allowed up to 30% fuel savings. Anon [49] investigated the performance of high temperature recuperative burner operating near 1400°C that offered fuel savings up to 40% with comparable fuel savings even at lower temperatures. Teisen [50] compared the recuperator and re-generator designs and found that if side-fired recuperative furnaces instead of regenerative ones in container glass were used, it was not only the costs which decreased by 30%, but also produced less emission. Anderson [51] emphasized that recuperation of a portion of the waste heat by the combustion air provided one of the most significant methods of reducing the fuel input requirement.
The high temperature potential of fuels can be applied to ex-tract work using the high temperature thermionic conversion process. The analytical study performed by Veltkamp et al. [52] showed that using collector cooling air led to a partial increase in system performance, whereas using a recuperator the performance increases significantly. Veltkamp and Keme-nade [53] also worked out the dimensions of the parts of a typical thermionic domestic heating system.
Oxy-fuel firing is currently being used in glass furnaces be-cause it meets the stringent requirements of environmental regulations and increased pull rate [1]. Tang and Cooper [54] observed that the use of pure oxygen instead of air in fuel combustion produces a decrease in the content of the nitric oxide in the furnace (waste gases) down to 3-7% from 16-20%. Aydin and Akinci [55] reported a full scale trial to inves-tigate the effects of oxy-fuel firing on fiber production, glass quality, pull rate, waste gas conditions etc. The results showed that oxy-fuel technology could be either partially or fully ap-plied without affecting the production while improving fur-

H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111 1103
nace and recuperator life, glass quality, fuel consumption and pull rate of the furnace. Matveev et al. [56] reported that the melting of glass with fuel burning in oxygen is less efficient than ordinary melting in a regenerative furnace, but is more effective than melting in a recuperative furnace. Oxy fuel combustion technology may change the heat flow pattern which is observed in air firing [57].
Higher service temperatures in recuperators increase the risk of thermal fatigue failures. Bhat [58] carried out a study involv-ing thermal fatigue analysis of a recuperator. The results indi-cated that increasing the operating temperature from 593 to 677°C, may reduce thermal fatigue life by as much as 63%. Intercooled–recuperative (ICR) designs for marine gas turbines applications have resulted in increased power, higher thermal efficiency and less fuel consumption [59]. Tilliette et al. [60] investigated a recuperated Brayton cycle and demonstrated an improvement in gas turbine plant efficiency. McDonald [61] and Mackay [62] highlighted the potential use of heat exchang-ers for a wide range of gas turbine applications, including in-dustrial prime-movers, electrical power generation, marine service and air craft propulsion systems. Uhlig et al. [63] and Kiang and Bowen [64] investigated a recuperative marine gas turbine and reported encouraging results. At part load operation the fuel efficiency of gas turbines decreases sharply. Kar-stensen and Wiggins [65] discussed successful use of variable power turbine nozzles in several applications in engines devel-oped for vehicular, industrial and marine use. Mackay and Noe [66] reported gas turbine efficiency of 30% with a recuperator developed by NoMac Energy Systems Inc U. S. The recupera-tor was used with recuperated gas turbine driven generator sets rated between 3 and 30 kW. Jen [67] and Ward and Holman [68] proposed primary surface recuperators (PSR) for gas tur-bines. PSR incorporates design features that give reliable op-eration in high cyclic environments. The high heat transfer surface density in PSR gives high performance, low weight and volume, reduced noise emissions and was low cost.
Merchant [69] reported the use of various devices such as single-ended recuperator (SER), flame retardants which can be employed to affect economy in the heat treatment furnace in-dustry. The flame retardants also help in reducing the noise level. Kroeger and Schnabel [70] investigated a ladle heating system equipped with recuperator. It was observed that fuel savings of the order of 30% could be achieved. Brissen and Swift [71] reported several methods of a typical recuperator for use in a dual superfluid Stirling refrigerator. Smith [72] pro-posed a high temperature heat exchanger of shell and tube ar-rangement that can raise the steam to high temperatures well in excess of 1000°C. Budin and Mihelic [73] reported that energy savings in synthetic fiber industry could be realized by using an autoclave reactor condensate and boiler flue gas heat recovery. Savings of 6.25% have been reported with a combustion air pre-heater. In case of cement plants, flue gases carry a substan-tial dust load. Chawla [74] proposed a heat exchanger design for cement plants. The design consisted of a large number of channels and vortices generated within heat exchanger forced
the dust to walls of the heat exchanger, thus keeping center of channels dust free, where heat transfer tubes were located.
4.2 Recent developments
Weber et al. [75] tested a high temperature shell and tube type heat exchanger on a pulverized coal-fired furnace system. The hot combustion gases after leaving the combustor at a temperature of 1450-1500°C raised the pressurized process air temperature up to 980°C. Chernov and Aksenov [76] reported that the coatings with high blackness applied to the hot-front wall surface of recuperators make it possible to increase the temperature of heated air and to reduce the organic fuel rate in a furnace equipped with the appropriate recuperator. Junhong et al. [77] proposed a recuperator that utilizes the truck ex-haust gas to heat the bitumen used in road maintenance by means of heat transfer oil as working fluid when en route to road maintenance destination. The efficiency of this waste heat recovery apparatus was 34.1%. Krivopuskov [78] pro-posed a compact jacketed tube exchanger for cooling the high temperature of kerosene combustion products formed in air from 1700 to 857 K. Namba et al. [79] proposed a design of high temperature air heater. A clearance was provided be-tween the heat transfer pipe and the refractory protective pipe. The clearance made it possible to accommodate the differ-ences in thermal expansion between the heat transfer pipe and the refractory protective pipe to prevent damage of the refrac-tory protective pipe, thus extending the service life of the high temperature air heater. Chaikin et al. [80] reported the devel-opment of state-of-the-art furnaces for drying and high tem-perature heating of steel ladles in the range of 800-1200oC. The recuperator resulted in decreased fuel consumption and demonstrated an efficiency of 40%. Khoshmanesh et al. [81] studied the three independent solutions to reduce the fuel con-sumption in industrial glass melting furnace. A reduction in the fuel consumption by 9.5%, 17% and 34%, respectively, was observed by air preheating, raw material preheating, and improving the insulation of combustion space refractory. Mo-rimoto et al. [82] proposed a new design concept for compact recuperators to obtain a general strategy for heat transfer en-hancement in laminar flows. Tsai and Wang [83] investigated the design and analysis of a Swiss-Roll recuperator. Test re-sults showed that a micro turbine with recuperator used at least 1.5 times less fuel than an engine without a recuperator. Shih and Huang [84] proposed and investigated a primary surface type Swiss-roll recuperator. The effectiveness of the recuperator was estimated as 0.60. Aschenbruck et al. [85] developed a new design in form of exhaust gas device that can reduce the abrupt temperature changes in the inner shell. The inner tube was surrounded by a sound absorption ring which was joined to the inner shell and filled with bulk material.
5. Thermal design and heat transfer
The main task of thermal design for a heat recovery device /

1104 H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111
heat exchanger is the necessity of determining its heated sur-face area. If the area is known a priori, heat transfer rates, temperature of the fluids and the general thermal behavior need to be predicted. The above mentioned design problems may be categorized as sizing and rating problems [86]. In a sizing problem, the physical size is to be determined to meet the specified heat transfer and pressure drop. Rating problem refers to the determination of heat transfer and pressure drop of either an existing exchanger or an already sized heat ex-changer.
5.1 Thermal Design
Thermal design for a heat exchanger consists of a simulta-neous solution of: heat balance equations /energy conservation equations and heat transfer equation. For an ideal heat ex-changer, the two conservation energy equations [12] for an exchanger with parallel or counter flow arrangement are
g g g a a aQ m Cp dT m Cp dTD = ± = (1)
where ΔQ is the heat transferred, (+), (-) signs are used for counter flow and parallel flow conditions, respectively.
The heat transfer equation on a local basis is
.Q U dA dTD = ´ ´ (2) Heat transfer surface area necessary to transfer a given
amount of heat can be found from the above equation. In high temperature heat exchangers, combined convective and radia-tive heat transfer is observed [5]. Thus the general expression for the coefficient of heat transfer is
conv radh h h= + (3)
where hconv and hrad are the convective and radiative heat trans-fer coefficients, respectively.
Convective heat transfer coefficient depends on a number of factors and variables. It is a function of the size, shape and temperature of the surface, fluid dynamics, fluid flow regime, temperature and physical properties of the fluid etc. In engi-neering practice, the Nusselt number for flow in conduits (Eq. (4)) is usually evaluated from empirical relations [11].
( ).m n
u e rN AR P f d / L= (4) In a high temperature heat exchanger, flue gas as well as air
temperature and consequently their physical properties change along the length of the exchanger distorting the velocity pro-file (Eq. (5)).
( )( ) ( )( )( )2/38 Re 1000 Pr 1 eNu f d L f= - ´ + (5)
where
( )2/31 12.7 8 Pr 1 .ef f= + -
For a limited range of physical properties, almost ideal solu-
tions can be obtained. However, with spread of the physical properties, the error may be ±10% or even more [87].
5.1.1 Radiation properties of flue gas
Elementary gases such as O2, N2, H2 and dry air have sym-metrical molecular structure and neither emit nor absorb radia-tion unless heated to extremely high temperatures. On the other hand, gases which have polar molecules (H2O, CO2, SO2, NH3 and hydrocarbons) with an electronic moment emit radia-tion in limited spectral ranges, called bands [88]. CO2 and water vapor are the major constituents in the products of com-bustion in natural gas / fuel oil based systems and are therefore important in thermal radiation calculations [5, 7, 89].
5.1.2 Longitudinal heat conduction effects
Heat conduction in a fluid is negligible for Pe >10 and x* ≥ 0.005, where the Peclet number Pe = Re×Pr and x* = x/(Dh×Pe). For most heat exchangers, except liquid metal heat exchangers, Pe and x* are higher. Hence, longitudinal heat conduction in fluid is negligible in most applications [12].
5.1.3 Fouling
Fouling refers to the deposition of material on a heat trans-fer surface, usually resulting in an increase in the resistance to heat transfer and subsequent loss of thermal exchange capac-ity of the heat transfer equipment [90]. Combustion gases contain a variety of gaseous species, some of which are con-densable and some of which are corrosive in nature. Therefore, knowledge of the various gaseous species as well as the dew point temperatures of these constituents is a very important consideration in characterizing combustion gases [86].
5.1.4 Pressure drop
The determination of pressure drop in a heat exchanger is essential for many applications for at least two reasons: (1) The fluid needs to be pumped in the exchanger, which means fluid pumping power is required. This pumping power is pro-portional to the exchanger pressure drop [15, 91] and (2) heat transfer rate can be significantly influenced by the saturation temperature change for a condensing or evaporating fluid for a large pressure drop. Recuperators are usually designed with very low pressure drops on flue gas side. These have more pressure drop on air side [5].
5.1.5 Heat transfer enhancement
Heat transfer enhancement is achieved by modifying a heat transfer surface to increase the heat transfer coefficient be-tween the surface and a fluid. Heat transfer can be increased by increasing turbulence, surface area and mixing with the help of fins and surface roughness (passive techniques). Heat transfer enhancement may also be achieved by surface or fluid

H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111 1105
vibration, electrostatic fields, or mechanical stirrers (active techniques) with the application of external power [92]. These effects generally result in an increase in pressure drop and fouling of the heat exchange surface along with the increase in heat transfer [93]. Tijing et al. [94] investigated the effects of star-shape fin inserts on the heat transfer and pressure drop in a concentric tube heat exchanger. Eimsa-ard et al. [95] ex-perimentally investigated the heat transfer and friction charac-teristics in a double pipe heat exchanger fitted with regularly spaced twisted tape elements.
Fig. 6 shows the cross-section of a double-shell radiation recuperator with fins attached to the outer surface of the inner shell. The fins contribute to improved heat transfer on the air side and reduce the surface temperatures of both the shells.
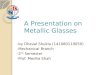
5.2 Scheme of heat transfer in radiation recuperators
Fig. 7 shows various heat transfer processes related to annu-lar radiation recuperator [96]. In flue gas control volume ra-diation heat transfer will take place from upstream surround-ings to inner surface -1 and vice versa; q(r,u→s1), upstream surroundings to flue gas zone and vice versa; q(r,u→f), flue gas zone to inner surface -1 and vice versa; q(r,f→s1), down-stream surroundings to inner surface -1 and vice versa; q(r,d→s1), and downstream surroundings to flue gas zone and vice versa; q(r,d→f). Also, the convection heat transfer will
take place from flue gas zone to inner surface -1; q(c,f→s1). In air control volume radiation heat transfer will take place
from annular surface -2 to annular surface -3 and vice versa; q(r,s2→s3). Also the convective heat transfer will be from annular surface -2 to air zone; q(c,s2→a), and from air to an-nular surface -3; q(c,s2→a).
5.3 Radiation models for engineering applications
Radiative heat transfer dominates heat transfer in large scale high temperature systems such as gas / fuel fired furnaces and boilers [97-100]. Accurate calculation of radiative heat trans-fer is then of crucial importance for the prediction of the ther-mal performance. In addition, radiation significantly affects the gas temperature field and consequently has a strong impact on the predicted formation of pollutants [101, 102].
Recently, considerable attention has been paid to the devel-opment of accurate and efficient methods for handling the spectral structure of the radiative properties of gases. The methods are of two classes. Those of class 1 treat the absorp-tion coefficient [103]. Most of the solution techniques for the differential radiative heat transfer equation (RTE) found in the literature such as spherical harmonics method [104], discrete ordinate method [105, 106], discrete transfer method [107], finite volume method [108], zonal method [88, 109] and Mon-te Carlo method [110], can then be used with only minor ad-justments [103]. Class 1 methods include the line by line (LBL) method [111, 112], the weighted sum of grey gases (WSGG) method [88, 113] among others.
The LBL model is the most accurate one to account for ra-diative properties of gases and it is useful for developing benchmark solutions to validate approximate methods [103]. The WSGG method is computationally much more efficient than LBL. It entails only moderate increase in execution time compared to SGG model. Therefore, the WSGG is a highly attractive and practical choice to be used in the modelling of gas / fuel fired combustion systems.
Methods of class 2 do not model the absorption coefficient, instead they yield the band transmittance and absorptance for given radiation paths over narrow or wide spectral ranges. These methods are appropriate to solution of the integral form of the RTE. The popular band models include the exponential wide band (EWB) model [114, 115] and the statistical narrow band (SNB) model [116, 117]. The band models are lately transformed into absorption coefficient modeling to incorpo-rate with the class 1 models [118, 119].
5.3.1 Simple grey gas (SGG) model
The simplest treatment of radiative properties of gaseous combustion products is the SGG approximation. In this model the radiative properties of a gas mixture are represented by a single parameter, the effective absorption coefficient. Lalle-mant et al. [120] gave a comprehensive discussion of the grey gas model and the effective absorption coefficient. The effec-tive absorption coefficient (kae) is given by
Fig. 6. Cross-section of double shell recuperator with fins.
Fig. 7. Scheme of heat transfer in annular recuperator.

1106 H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111
(1 / )ln[1 ( , )]ae m g m mk L T Le= - - (6)
where Tm is the average gas temperature. For the local temperature, T, kae is given by
(1 / )ln[1 ( , )].ae m g mk L T Le= - - (7) The mean beam length can be estimated by Lm = 0.9Lo = 3.6V/S (8)
where Lo = 4V/S is the limit value of Lm as kaeLm→0. A number of investigators have included total emissivity
charts with their wide band correlation data; for example, Tien et al. [121] compiled data on N2O, and Brosmer and Tein [122, 123] did the same for CH4 and C2H2. However, by far the most monumental work has been collected by Hottel and Sarofim [124]. Their data for total emissivity and absorptivity are presented in the form
( , , )a m gp L p Te e= (9)
1/2( / ) ( / , , )g s a m s g sT T p L T T p Ta e= ´ (10)
where Tg is the gas temperature and Ts is the temperature of an external blackbody (or grey) source, pa is the partial pressure of the absorbing gas and p is the total pressure. New charts, based on the integration of spectral data, had been prepared by Leckner [125], and Ludwig et al. [126] showed good agree-ment among each other.
5.3.2 Weighted sum of grey gas (WSGG) model
In this model, the radiative properties of real gases (non-grey gas) are replaced with an equivalent finite number of grey gases. When using this model, the RTE is solved for each grey gas and the total heat flux is obtained by adding the heat flux of the grey gases after multiplication with certain weight factors [103, 127]. The WSGG model can be interpreted to express the total emissivity (εg) and absorptivity (αg) of a coni-cal column of uniform gas of length L at temperature Tg ex-changing radiation with a grey Lambert surface element ds at its apex at temperature Ts:
,1
( , ) ( )(1 exp( ))N
g g m g amm
T L a T k Lee=
= - -å (11)
,1
( , , ) ( , )(1 exp( ))N
g g s m g s amm
T T L a T T k Laa=
= - -å (12)
where aε,m(Tg) and aα,m(Tg,Ts) denote, respectively, the emis-sion and absorption weighting factors for the nth grey gas component. The coefficient for m = 1 is assigned a value of zero and effectively accounts for windows in the spectrum between regions of high absorption [128].
5.3.2.1 Zonal method
Hottel and Cohen [109] developed the zone method for an
absorbing and emitting media. In this method, the enclosure is subdivided into a finite number of isothermal volumes and surface area zones. Energy balance and other governing equa-tions are then applied to the radiative exchange between any two zones by employing pre-calculated exchange areas. Fi-nally, a set of simultaneous non-linear equations are numeri-cally solved to find unknown temperatures and heat fluxes. A detailed account of evaluation of direct exchange areas is available in literature [88, 103, 127].
5.4 Mathematical models for recuperator performance
A number of researchers have done substantial work on the problem of radiation heat transfer in furnace modeling. Jeong et al. [129] developed a computer program to calculate the strip temperature heated in the continuous annealing furnace, using the zone method for radiative heat transfer analysis with the measured gas temperature in the furnace. Coelho et al. [130] compared the results of discrete transfer, discrete ordi-nates and the finite volume method for heat transfer in two-dimensional enclosures with zone method calculations, with the total exchange areas determined by the Monte-Carlo method. Marakis et al. [131] applied P-1 approximation and the Monte Carlo method in cylindrical coal-fired furnaces. Farhadi et al. [132] observed that the flux model, applied on the furnace of a bottom-fired reformer, shows a good agree-ment with plant data. Kim [133] developed a mathematical heat transfer model for the prediction of heat flux on the slab surface. The temperature distribution in the slab was devel-oped by considering the thermal radiation in the furnace chamber and transient heat conduction governing equations in the slab, respectively. Radiative heat flux calculated from the radiative heat exchange within the furnace was modeled using the FVM.
Although there are methods to solve radiation heat transfer problems, most of the applications involved specification of the temperature or heat flux at the cylinder surface for cylin-drical geometries [134, 135]. Such a specification is not ap-propriate for the annular recuperator, where the inner wall conditions are not known and must be determined in the over-all solution. Mori et al. [136] studied the effect of radiation transfer on performances of radiative gas heat exchangers at high temperatures in a nuclear reactor. With an increase of optical thickness of radiative gas in the low temperature duct, the radiation effect between the solid walls decreased, and though very slightly, the temperature efficiency of the heat exchanger was increased. Incropera et al. [89] simulated a hybrid system, consisting of a counter flow radiation recupera-tor and a waste heat boiler. For equivalent component designs and furnace exhaust conditions, overall system effectiveness and total heat recovery rate were larger for series arrangement of the components. Mediokritskii et al. [137] developed a computer model for a radiative slot recuperator in parallel flow arrangement with unilateral heating. A discrepancy of ±7% was observed in the calculated values of temperatures

H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111 1107
obtained from developed equations when compared to ex-perimental data. Jolly et al. [138] developed a computer model for solving thermal energy exchange and pressure drop char-acteristics for EFCC energy generation process. For the radia-tion problem of the participating gases, polynomial equations were obtained using multiple linear regression technique from the water vapor emissivity charts. The analytical expression used was
20.5
1(1 exp( ( (300 / )( )) ))H O o w air wa a p L T p bpe = - - + (13)
where a0 and a1 are functions obtained by linear regression and pair and pw are the partial pressures of air and water, respec-tively. The self-broadening coefficient b for water vapour is given by:
0.55(300 / ) 0.5b T= + . (14) Kim [139] predicted the temperature distribution in annular
radiative recuperator based on Schack’s model. For radiation heat transfer, Schack’s relation for water vapor emissivity for a gas layer thickness s was used for a range of 0 < Ps < 0.36 atm-m given by
2 2 20.6(40 73 )H O H O H Of p s p s= - (15)
and emissivity of CO2 for a range of 0.003 < Ps < 0.4 atm-m given by
2 20.48.9 .CO COf p s= (16)
It was observed that the model was not suitable for waste
heat recovery when the inlet flue gas temperature was less than 600oC. Loginov [91] suggested a conical model for radia-tion slot recuperator. At large flow rates, the efficiency of the counter flow regime was approximately two times higher than that of the parallel flow regime. Sharma et al. [96] developed a simplified model for counter flow arrangement. The air outlet temperature, and hence the recuperative effectiveness, found to increase with increasing inlet gas temperature and de-creased with increasing fuel flow rate.
One major limitation with these models is that in the analy-sis, the flue gas is assumed to be generated from combustion of natural gas/fuel oil and hence is independent of particulate matter, which may scatter the radiation and hence may further complicate the analysis. Such a case may arise if these recu-perators are installed with coal-based furnaces, which still constitute 40% of the total glass melting furnaces in develop-ing countries [140].
6. Conclusions
Recent progress in furnace design and micro turbine appli-cations together with the use of recuperators have resulted in reduced fuel consumption, increased cost effectiveness and
short pay-back time periods. Improving recuperator perform-ance, durability, and its design and material considerations has been an ongoing concern. However, in spite of the widespread use of radiation recuperators for furnace waste heat recovery, the open literature is devoid of results that reveal the effect of design and operating conditions on key performance parame-ters. Though some unidimensional heat transfer studies are available for annular radiation recuperators, the scope of re-sults is limited due to the number of assumptions taken to solve the integro-differential radiation equation and insuffi-cient treatment in the evaluation of the absorption coefficients. A comprehensive theoretical and experimental analysis on these recuperators is also required for use in coal fired fur-naces which still constitute a large chunk of industrial furnaces in developing countries.
References
[1] W. Turner and S. Doty, Energy management handbook, The Fairmount Press, Inc. (2009).
[2] D. A. Reay, Heat recovery systems, Chapman and Hall, London (1979).
[3] R. K. Shah, B. Thonon and D. M. Benforado, Opportunities for heat exchanger applications in environmental systems, Applied Thermal Engineering, 20 (2000) 631-650.
[4] US DOE EIA, Annual energy review, Energy Information Administration, Washington, D.C. (2006).
[5] W. Trinks, M. H. Mawhinney and R. A. Shannon, Industrial furnaces, John Wiley and Sons, Inc. (2004).
[6] R. Goldstick, Principles of waste heat recovery, Atlanta, GA: The Fairmont Press, Inc. (1986).
[7] A. Schack, Metallic recuperators, In Waste heat recovery. London; Chapman and Hall Ltd. (1961), 107-116.
[8] J. B. Jensen, Non-uniform heat transfer in thermal regenera-tors, Ph.D. Thesis, Denmark Technical Uni. (2011).
[9] M. T. Zarrinehkafsh and S. M. Sadrameli, Simulation of fixed bed regenerative heat exchangers for flue gas heat re-covery, Applied Thermal Engineering, 24 (2004) 373-382.
[10] A. E. Sheindlin, High temperature equipment, Hemisphere Publishing Corporation, New York (1986).
[11] R. K. Shah and P. S. Dušan, Fundamentals of heat ex-changer design, John Wiley and Sons (2003).
[12] E. U. Schlünder, Heat exchanger design handbook, Hemi-sphere Publishing Corporation (1997).
[13] T. Kuppan, Heat exchanger design handbook, Marcel Dek-ker Inc. (2000).
[14] N. Fricker, Effective use of gas on high temperature fur-naces, Metallurgia, 53 (12) (1986) 544-553.
[15] J. W. Seehausen, The development and operation of high temperature metallic recuperators in the fiber glass industry, AIChE, 83 (257) (1987) 272-277.
[16] A. Ashfield, High temperature high efficiency recuperators, Glass International (1988) 30-31.
[17] C. J. Dobos and D. R. Heintz, Documentation of compact ceramic recuperation benefits. In IGRC: proceedings (1987)

1108 H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111
945-948. [18] S. M. Cho, A. H. Seltzer, T. V. Narayanan, A. C. Shah and
J. K. Weddell, Design of a continuous ceramic composite heat exchanger for high temperature, high pressure applica-tions, In proceedings of IJPGC, ASME, 30 (2) (1996) 1-9.
[19] C. Luzzato, A. Morgana, S. Chaudourne, T. O. O’Doherty and G. Sorbies, A new concept composite heat exchanger to be applied in high temperature industrial processes, Applied Thermal Engineering, 17 (1997) 789-797.
[20] C. K. Gupta, Chemical metallurgy: Principles and practice, Wiley-VCH (2003).
[21] S. N. Singh, S. Yokosh and R. L. Bennett, Gas combustion studies in a recuperative radiant tube, Petroleum Division: proceedings, New York, ASME (1988) 25-29.
[22] S. S. Singh, Design of a high temperature gas fired heating system, Industrial Heating, 55 (1988) 18-20.
[23] V. I. Yarygin, V. V. Klepikov and A. V. Vizgalov, Devel-opment of recuperative burner for a thermionic converter, In 28th IECEC, Atlanta, SAE, 1 (1993) 1033-1037.
[24] J. L. Pellegrino, Energy and environmental profile of the U.S. glass industry, Energetics, Inc. (2002).
[25] M. G. Howard and G. J. Wingfield, Recent trends in metal-lic recuperators for use in the glass industry, Glass Technol-ogy International, 28 (4) (1987) 165-168.
[26] K. Teisen, Changing criteria of furnace designs for the container industry and role of side fired recuperative glass melting tank, Glass Technology, 32 (3) (1991) 75-81.
[27] M. E. Ward, D. Knowles, S. R. Davis and J. Bohn, Effect of combustion air preheat on forge furnace productivity, IGRC, Rockville, MD (1985) 763-776.
[28] N. Margolis and R. Brindle, Energy and environmental profile of the U.S. iron and steel industry, Energetics Inc., Columbia, Maryland (2000).
[29] C. J. Sismey, Recuperators in glass industry, Glass (Lon-don), 64 (4) (1987) 149-150.
[30] J. E. Snyder and D. R. Petrak, Design and material selec-tion for a high-temperature burner duct recuperator, Ameri-can Ceramics Society, 14 (1985) 59-70.
[31] S. J. Dapkunas, Ceramic heat exchangers. American Soci-ety Bulletin, 67 (2) (1988) 388-391.
[32] S. E. Dvoryashin, N. A. Mikov and I. G. Toporishchev, Increase in air heating temperature in a ceramic soaking pit, Metallurgist (1-2) (1990) 34.
[33] L. G. Clawson and W. W. Teich, Development of a corro-sion suppression approach using continuous condensing for recuperating furnaces, In ASHRAE (1986) 92: 507-516.
[34] I. Stambler, See breakthrough for high temperature metallic recuperator, IJ GTW, 17 (4) (1987) 42-47.
[35] T. S. Sidhu, S. Prakash and R. D. Agrawal, Studies on the properties of HVOF coatings for higher temperature applica-tions, Materials Science, 41 (6) (2005) 805-823.
[36] P. J. Maziasz, B. A. Pint, Y. Yamamoto and E. Lara-Curzio, Advanced alloys for compact, high-efficiency, high-temperature heat-exchangers, IJHE, 32 (2007) 3622-3630.
[37] H. Jacobs, US Patent No. 2806677 (1957).
[38] A. Schack, US Patent No. 2917285 (1959). [39] J. W. Seehausen, US Patent No. 3346042 (1967). [40] A. J. White, US Patent No. 3446279 (1969). [41] G. P. Kuchin, The use of gas-suspension heat exchangers
utilizing waste heat gases from glass furnaces, Translated from Steldo I Keramika, 5 (1969) 8-11.
[42] H. Jacobs, US Patent No. 3797558 (1974). [43] L. P. Kharitonova and A. V.Pozhorskii, Development of
steam recuperators, Soviet Forging and Sheet Metal stamp-ing Technology, 2 (1989) 78-81.
[44] E. Azad and H. Aliahmad, Thermal performance of waste heat recuperator with heat pipes for thermal power station, Heat Recovery Systems and CHP, 9 (3) (1989) 275- 280.
[45] H. Barklage, Batch preheating on glass melting furnaces, Glass Technology, 62 (4) (1989) 113-121.
[46] Y. S. Sukharchak and A. K. Yudkin, Ways of using coke more efficiently in cupolas, Soviet Castings Technology, 4 (1989) 49-51.
[47] S. H. Chan and K. Kumar, Analytical investigation of SER recuperator performance, In ASME, Petroleum Division, v 30: proceedings. New York, ASME (1990) 161-168.
[48] J. Tomik, New furnace utilizes glass fiber waste, Glass Industry, 71 (4) (1990) 23-24.
[49] Anon, High performance recuperation for 700-1100°C furnaces, Steel Times International, 219 (6) (1991) 325.
[50] K. Teisen, Metallic recuperator and regenerator designs compared, Glass International, 68 (10) (1991) 415-418.
[51] G. Anderson, Benefits of recuperation in intermittent kilns, In AUSTCERAM 90: proceedings, 53-55 (1990) 402-405.
[52] W. B. Veltkamp, E. P. Van Kemenade and W. F. J. Sam-pers, Combustion Heated thermionic systems, In proceed-ings of IECEC, SAE, (1992) 3.443-3.449.
[53] W. B. Veltkamp and E. P. Kemenade, Performance of com-bustion heated thermionic systems, In 28th IECEC v1: pro-ceedings, SAE, (1993) 1019-1024.
[54] J. Tang and A. R. Cooper, Application of pure oxygen with batch preheating to glass-melting, American Ceramic Soci-ety Bulletin, 69 (1990) 1827-1830.
[55] K. Aydin and A. Akinci, Application of oxy-fuel firing to an E-glass furnace, Glass Tech., 34 (6) (1993) 256-258.
[56] G. M. Matveev, V. V. Mironov, E. M. Raskina and K. E. Tarasevich, Power saving in glass melting, Glass and Ce-ramics, 55 (1998) 11-12.
[57] B. J. P. Buhre, L. K. Elliott, C. D. Sheng, R. P. Gupta and T. F. Wall, Oxy-fuel combustion technology for coal-fired power generation, Progress in Energy and Combustion Sci-ence, 31 (2005) 283-307.
[58] S. P. Bhat, Thermal fatigue analysis: a case study of recu-perators, In Symposium on Case studies for Fatigue Educa-tion: proceedings, Philadelphia (1994) 101-108.
[59] M. A. El-Masri, Modified high efficiency, recuperated gas turbine cycle, Journal of Engineering for Gas Turbines and Power, Transactions of ASME, 110 (2) (1987) 233-242.
[60] Z. P. Tilliette, E. Proust and F. Carre, Four-year investiga-tion of Brayton cycle systems for future French space power

H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111 1109
applications, IJGTP, ASME, 110 (4) (1988) 641-646. [61] C. F. McDonald, Increasing role of heat exchangers in gas
turbine plants, In ASME (paper) GT 103 (1989) 10. [62] R. Mackay, Gas turbine generator set for hybrid vehicles,
SAE technical paper series: proceedings (1992) 19-24. [63] R. A. Uhlig, R. L. Kiang and J. L. Buyer, Flow distribution
in a model recuperator of an intercooled recuperative marine gas engine, ASME GT (1990) 394-398.
[64] R. L. Kiang and T. L. Bowen, Application of advanced heat exchanger in a 22 Megawatt naval propulsion gas turbine, In ASME/JSME TEJC: proceedings (1995) 347-358.
[65] K. W. Karstensen and J. C. Wiggins, Variable geometry power turbine for marine gas turbines, International Journal of Turbomachinery, 112 (2) (1990) 165-174.
[66] R. Mackay and J. C. Noe, High efficiency low cost small gas turbines, In IGTI, ASME, 6 (1991) 163-167.
[67] J. Jen, Primary surface recuperator for vehicular gas turbine, In FTTCE: proceedings, SAE (1987) 9.
[68] M. E. Ward and L. Holman, PSR for high performance prime-movers, In IECEC: proceedings, SAE (1992) 1-10.
[69] D. Merchant, Economies in heat-treatment furnace technol-ogy, Metallurgia, 55 (2) (1988) 80-82.
[70] H. Kroeger and W. Schnabel, Increasing productivity by using ladle heating, Steel International, 216 (10) (1988) 2.
[71] J. G. Brissen and G. W. Swift, Measurements and model-ling of recuperation for stirling refrigerator, International Journal of Cryogenics, 34 (12) (1994) 971-982.
[72] R. Smith, The use of high temperature heat exchangers to increase power plant thermal efficiency, In Proceedings, IEEE, 3 (1997) 1690-1695.
[73] R. Budin and A. Mihelic-Bogdani, Heat recovery in polyes-ter production: a case study, Applied Thermal Engineering, 11 (1) (1997) 661-665.
[74] J. M. Chawla, Waste heat recovery from flue gases with substantial dust load, Chemical Engineering and Processing, 38 (1999) 365-371.
[75] G. F. Weber, J. P. Hurley and D. J. Seery, Testing of a very high temperature heat exchanger in a pilot-scale slagging furnace system, In Proceedings IJPGC, July (2000) 23-26.
[76] V. V. Chernov and A. V. Aksenov, Intensification of heat exchange in recuperators using ceramic coatings, Refracto-ries and Industrial Ceramics, 42 (2001) 9-10.
[77] L. Junhong, L. Zhizhang and L. Zhiwei, Truck waste heat recovery for heating bitumen used in road maintenance, Ap-plied Thermal Engineering, 23 (2003) 409-416.
[78] D. A. Krivopuskov, A heat exchanger for cooling high temperature gases, Chemical and Petroleum Engineering, 39 (2003) 9-10.
[79] M. Namba, K. Miura, Y. Tomoyasu, H. Kiuchi, Y. Harada and N. Tezuka, US Patent No. 6675880 (2004).
[80] B. S. Chaikin, G. E. Mar’yanchik, E. M. Panov, P. T. Shaposhnikov and B. A. Makarevich, State-of-the-art plants for drying and high-temperature heating of ladles, Refracto-ries and Industrial Ceramics, 47 (5) (2006) 283-287.
[81] K. Khoshmanesh, A. Z. Kouzani, S. Nahavandi and A.
Abbassi, Reduction of fuel consumption in an industrial glass melting furnace, In TENCON, IEEE (2007) 1-4.
[82] K. Morimoto, Y. Suzuki and N. Kasagi, High performance recuperator with oblique wavy walls, ASME Journal of Heat Transfer, 130101801 (2008) 10.
[83] B. Tsai and Y. L. Wang, A novel swiss-roll recuperator for the micro-turbine engine, Applied Thermal Engineering, 29 (2009) 216-223.
[84] H. Shih and Y. Huang, Thermal design and model analysis of the Swiss-roll recuperator for an innovative micro gas tur-bine, Applied Thermal Engineering, 29 (2009) 1493-99.
[85] E. Aschenbruck, M. Beukenberg and G. Fruechtel, US Patent No. 7766731 (2010).
[86] A. Bejan and A. D. Kraus, Heat transfer handbook, John Wiley and Sons, Inc. (2003).
[87] W. M. Kays and M. E. Crawford, Convective heat and mass transfer, McGraw- Hill Book Company (1993).
[88] H. C. Hottel and A. F. Sarofim, Radiative transfer, McGraw-Hill, New York (1967).
[89] F. P. Incropera, P. J. Prescott and D. D. Voelkel, Hybrid systems for furnace waste heat recovery: Use of a radiation recuperator with a Rankine cycle, Heat Recovery Systems and CHP, 5 (4) (1985) 321-333.
[90] E. F. C. Somerscales and J. G. Knudsen, Fouling of heat transfer equipment, Hemisphere (1981).
[91] V. E. Loginov, Power expended for pumping heat-transfer agents and efficiency of the heat exchange in conical radia-tive slot Recuperators, Engineering Physics and Thermo-physics, 79 (2) (2006) 390-394.
[92] A. E. Bergles, M. K. Jensen and B. Shome, Bibliography on enhancement of convective heat and mass transfer, Jour-nal of Enhanced Heat Transfer, 4 (1995) 1-6.
[93] S. Kakaç, A. E. Bergles, F. Mayinger and H. Yuncu, Heat transfer enhancement of heat exchangers, Kluwer (1999).
[94] L. D. Tijing, B. C. Pak, B. J. Baek and D. H. Lee, A study on heat transfer enhancement using straight and twisted in-ternal fins, Int.Comm.in H.M.T., 33 (2006) 719-726.
[95] S. Eimsa-ard, C. Thianpong and P. Promvonge, Experi-mental investigation of heat transfer and flow friction in a circular tube fitted with regularly spaced twisted tape ele-ments, Int.Comm.in H.M.T., 33 (2006) 1225-1233.
[96] H. Sharma, A. Kumar and Varun, Performance model of metallic concentric tube recuperator with counter flow ar-rangement, Journal of Heat and Mass Transfer, Springer, 46 (2010) 295-304.
[97] J. G. Marakis, C. Papapavlou and E. Kakaras, A parametric study of radiative heat transfer in pulverized coal furnaces, IJ HMT, 43 (2000) 2961-2971.
[98] J. Yamada, Y. Kurosaki and T. Nagai, Radiation heat trans-fer between fluidizing particles and heat transfer surface in a fluidized bed, Transactions of ASME, 123 (2001) 458.
[99] M. Eriksson and R. G. Mohammad, Radiation heat transfer in circulating fluidized bed combustors, International Jour-nal of Thermal Sciences, 44, (2005), 399-409.
[100] F. Farhadi, B. M. Bahrami, M. M. Y. Hashemi, Radiative

1110 H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111
models for the furnace side of a bottom-red reformer, Ap-plied Thermal Engineering, 25 (2005) 2398-2411.
[101] S. L. Chang and C. Q. Zhou, Impacts of radiation heat transfer on NOx calculation in industrial furnaces, 37th IECEC (2002).
[102] G. Scribano, G. Solero and A. Coghe, Pollutant emissions reduction and performance optimization of an industrial ra-diant tube burner, Experimental Thermal and Fluid Science, 30 (2006) 605-612.
[103] M. F. Modest, Radiative heat transfer, McGraw-Hill, New York (1993).
[104] M. Mengiic and R. Viskanta, Radiative heat transfer in three dimensional rectangular enclosures containing inho-mogeneous, anisotropically scattering media, Quant. Spect. and Radiative Tfr., 33 (6) (1985) 533-549.
[105] W. A. Fiveland, A discrete-ordinates method for predict-ing radiative heat transfer in axisymmetric enclosures, ASME Journal of Heat transfer, 82-HT-20 (1986).
[106] J. Truelove, Three dimensional radiation in absorbing- emitting-scattering media using DOM approximation, Quant. Spect. and Radiative Tfr., 39 (1) (1988) 27-31.
[107] F. C. Lockwood and N. G. Shah, A new radiation solution method for incorporation in general combustion prediction procedures, The Combustion Institute, (1981) 1405-1414.
[108] J. C. Chai, H. S. Lee and S. V. Patankar, Finite volume method for radiation heat transfer, Thermophysics and Heat Transfer, 8 (3) (1994) 419-425.
[109] H. C. Hottel and E. S.Cohen, Radiant heat exchange in a gas filled enclosure: allowance for non-uniformity in tem-perature, AIChE Journal, 4 (1) (1958) 3.
[110] J. R. Howell and M. Perlmutter, Monte Carlo solution of thermal transfer through radiant media between gray walls, Journal of Heat Transfer, 86 (1) (1964) 116-122.
[111] J. M. Hartmann, D. Levi, R. Leon and J. Taine, Line by line and narrow band statistical model calculation for H2O, Quant. Spect. and Radiative Tfr., 32 (2) (1984) 119-127.
[112] A. Soufiani, J. M. Hartmann and J. Taine, Validity of band model calculations for CO2 and H2O applied to proper-ties and conductive radiative transfer, Quant. Spect. and Ra-diative Tfr., 32 (1984) 119-27.
[113] M. K. Denison and B. W. Webb, A spectral line based weighted sum of gray gases model for arbitrary RTE solvers, Journal of Heat Transfer, 115 (1993) 1004-1011.
[114] D. K. Edwards, Molecular gas band radiation, In Ad-vances in Heat Transfer, 12 (1976) 115-123.
[115] N. Lallemant and R. Weber, A computationally efficient procedure for calculating gas radiative properties using ex-ponential wide band model, IJHMT, 39 (1996) 3273-3286.
[116] L. Zhang, A. Soufiani and J. Taine, Spectral correlated and non correlated radiative transfer in a finite axisymmetric system containing an absorbing and emitting real gas particle mixture, IJHMT, 31 (1985) 2261-2272.
[117] T. K. Kim, J. A. Menart and H. S. Lee, Non-gray radiative gas analysis using the S-N discrete ordinates method, ASME Journal of Heat Transfer, 113 (1991) 946-952.
[118] O. J. Kim and T. H. Song, Data base of WSGGM-based spectral model for radiation properties of combustion prod-ucts, Quant. Spect. and Rad. Tfr., 64 (4) (2000) 379-394.
[119] Mohamed Naceur Borjinia, Kamel Guedrib and Rachid Saïdb, Modeling of radiative heat transfer in 3D complex boiler with non-gray sooting media, Journal of Quant. Spect. and Radiative Tfr., 105 (2) (2007) 167-179.
[120] N. Lallemant, A. Sayre and R. Weber, Evaluation of emis-sivity correlations for H2O-CO2-N2/air mixtures and cou-pling with solution methods of RTE, Progress in Energy and Combustion Science, 22 (1996) 543-574.
[121] C. L. Tien, M. F. Modest and C. R. McCreight, Infrared radiation properties of nitrous oxide, Quant. Spect. and Ra-diative Tfr., 12 (1972) 267-277.
[122] M. A. Brosmer and C. L. Tien, Infrared radiation proper-ties of methane at elevated temperatures, Quant. Spect. and Radiative Tfr., 33 (5) (1985) 521-532.
[123] M. A. Brosmer and C. L. Tien, Thermal radiation proper-ties of C2H2, ASME Heat Transfer, 107 (1985) 943-948.
[124] I. H. Farag, Non-luminous gas radiation: approximate emissivity models, 7th IHTC, Munich, 2 (1982) 487-492.
[125] B. Leckner, Spectral and total emissivity of H2O and CO2, Combustion and Flame, 19 (1972) 33-48.
[126] C. B. Ludwig, W. Malkmus, J. E. Reardon and J. A. L. Thomson, Handbook of infrared radiation from combustion gases, NASA, Technical Report SP-3080 (1973).
[127] R. Siegel and J. R. Howell, Thermal radiation heat trans-fer, Taylor and Francis, Washington, D.C. (2001).
[128] T. F. Smith, Z. F. Shen and J. N. Friedman, Evaluation of coefficients for WSGGM, ASME Journal of Heat Transfer, 104 (1982) 602-608.
[129] Sung Ho Jeong, Joon Jeong Yi, Jong Keun Kim and Man Yeong Ha, Computer modeling of the continuous annealing furnace, KSME, 5 (l) (1991) 16-21.
[130] P. J. Coelho, J. M. Goncalves and M. G. Carvalho, Mod-elling of radiative heat transfer in enclosures with obstacles, IJHMT, 41 (4-5) (1998) 745-756.
[131] J. G. Marakis, C. Papapavlou and E. Kakaras, A paramet-ric study of radiative heat transfer in pulverized coal fur-naces, IJHMT, 43 (2000) 2961-2971.
[132] F. Farhadi, M. Bahrami and M. M. Y. Motamed Hashemi, Radiative models for furnace side of a bottom-fired reformer, Applied Thermal Engineering, 25 (2005) 2398-2411.
[133] Man Young Kim, A heat transfer model for the analysis of transient heating of the slab in a direct-fired walking beam type reheating furnace, IJ HMT, 50 (2007) 3740-3748.
[134] N. Selc¨uk, R. G. Siddal and J. M. Beer, A comparison of mathematical models of the radiative behavior of a large-scale experimental furnace, 16th International Symposium on Combustion, 53 (1976).
[135] A. S. Jamaluddin and P. J. Smith, Predicting radiative transfer in axisymmetric cylindrical enclosures using DOM, Combustion Science and Technology, 62 (1988) 173.
[136] Y. Mori, Y. Yamada and K. Hijikata, Radiation effects on performances of radiative gas heat exchanger, IJHMT, 23

H. Sharma et al. / Journal of Mechanical Science and Technology 28 (3) (2014) 1099~1111 1111
(1980) 1079- 1089. [137] E. L. Mediokritskii, V. L. Gaponov and V. E. Loginov,
Study of heat transfer in computer models, Engineering Physics and Thermophysics, 70 (1) (1997) 117-122.
[138] A. J. Jolly, T. O’ Doherty and C. J. Bates, COHEX: a computer model for solving the thermal energy exchange in an ultra high temperature heat exchanger, Applied Thermal Engineering, 18 (1998) 1263-1276.
[139] W. Kim, Analysis on prediction of temperature distribu-tion in an annular radiative recuperator, International Jour-nal of Energy Research, 23 (1999) 637-647.
[140] G. Sethi and A. M. Ghosh, Towards Cleaner Technolo-
gies: a process story in Firozabad glass industry, TERI (2008).
Harshdeep Sharma is an Associate Professor in SCME, Galgotias Univer-sity, Greater Noida, India. His field of specialization is radiation heat transfer. His interests include modeling, simula-tion of heat transfer problems in high temperature applications.