Embed Size (px)
Citation preview
www.elsevier.com/locate/ijminpro
Int. J. Miner. Process. 71 (2003) 73–93
A review of computer simulation of tumbling
mills by the discrete element method:
Part I—contact mechanics
B.K. Mishra
Department of Materials and Metallurgical Engineering, Indian Institute of Technology, Kanpur, India
Received 22 October 2001; received in revised form 6 March 2003; accepted 7 March 2003
Abstract
In recent years, there has been a rapid advancement in the understanding of tumbling mills
through computer simulation using the discrete element method (DEM). It has thus far been able to
qualitatively capture the behavior of the charge in ball, semi-autogenous, planetary, and many other
types of tumbling mills. Quantitatively, it also allows accurate predictions of individual particle
trajectories, distribution of contact forces and energies between collisions, wear, and most
importantly, power draw. This review critically evaluates the understanding of the three important
areas of the simulation aspect: the inter-particle force laws, significance and choice of contact
parameters, and finally implementation of the numerical scheme. With the correct material properties
and operating parameters, it is now possible to make useful predictions as to how tumbling mills
perform.
D 2003 Elsevier Science B.V. All rights reserved.
Keywords: ball mill; SAG mill; comminution; discrete element method; power draw
1. Introduction
Tumbling mills of any kind (ball, rod, AG, SAG, planetary, vibratory, nutating mill,
etc.) are used in the mineral industry for size reduction. The process of size reduction in
itself is highly energy intensive. For example, a typical 5-m diameter ball mill and a 10-m
diameter SAG mill consume around 3–4 MW and 7–8 MW power, respectively. For this
reason, much of today’s comminution research is aimed at understanding the grinding
0301-7516/03/$ - see front matter D 2003 Elsevier Science B.V. All rights reserved.
doi:10.1016/S0301-7516(03)00032-2
E-mail address: [email protected] (B.K. Mishra).
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9374
mechanisms, estimated power draft, and modeling milling circuits. In all these research
areas, the discrete element method (DEM) has made a significant contribution in our
overall understanding of the process-engineering problems relating to tumbling mills. For
example, DEM allows modeling of the individual collisions, which when applied to the
entire charge mass over a period of time, results in the en masse charge motion. This in
itself holds tremendous potential for improved plant operation.
First of all, consider a SAG mill in operation. Industrial SAG mills process material
that enters and exits the mill on a continuous basis. During the short time period the
material spends inside the mill, it experiences a ‘‘grinding field’’ or field of breakage that
is a result of the grinding media in constant motion inside the mill. When the material
exits the mill, its size is reduced. To maintain an optimal level of grinding, keeping the
capacity at its peak, it is imperative that the so-called grinding field must be maintained at
its best. This necessitates a good understanding of the charge behavior. Deciding the
charge profile of the mill, a priori subject to various operating and design constraints is
not a trivial task. One can always look for sensors, but the grinding environment inside
the mill is so severe that none of the on-line sensors would withstand the impact of the
large steel balls falling from a 10-m height inside the mill. Since direct observation by
means of on-line sensors is impractical, the next best option is numerical simulation.
Here, as will be clear later, DEM provides the best solution as a tool for charge motion
analysis in tumbling mills. It is quite reliable because the underlying principles originate
from the fundamental laws of physics.
Secondly, consider the problem of milling efficiency. It is known that tumbling mills
are not particularly energy efficient. In fact, it is believed that only 20% of the energy is
utilized in comminution and the remaining is wasted (Flavel and Rimmer, 1981).
Obviously, then, there is a potential for significant energy savings by properly under-
standing the mode and mechanisms of energy utilization in the mill. DEM analysis of the
tumbling mill not only provides an insight into the charge motion, it simultaneously gives
a host of other information, such as distribution of impact energy, force transmission paths
inside the ball load, stresses on the wall, etc. This opens various avenues of research
encompassing but not limited to energy utilization, material flow, lifter design, scale-up,
etc. For example, the distributions and time histories of forces on the liner and lifters
allows calculation of wear and it is also true of the ball charge. It is therefore possible to
make reasonable estimation of the media contents of tumbling mills.
In this paper, we review, consolidate, and draw conclusions from the research work in
the DEM area that has direct relevance to comminution research. In passing, we mention
that while the numerical methodology has been available since the pioneering work of
Cundall and Strack (1979), it was only around 1990 that Mishra and Rajamani adapted
the scheme to solve tumbling mill problems. Since then, simulations of mineral
engineering processes and in particular tumbling mills by using DEM have proliferated.
In the discussion hereafter, we first look in some depth at the simulation theory that is
essential for simulating tumbling mills. At the same time, we focus on some of the
issues pertaining to the numerical algorithm, interparticle contact laws, boxing, and
contact detection methodologies. Finally, in the second part of the paper, we discuss
some of the successful implementations of the DEM in solving various tumbling mill
problems.

B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 75
2. The discrete element method
The DEM refers to a numerical scheme that allows finite rotations and displacements
of discrete bodies which interact with their nearest neighbor through local contact laws,
where loss of contacts and formation of new contacts between bodies take place as the
calculation cycle progresses. Cundall and Strack (1979) originated the DEM concept and
applied it to model the behavior of soil particles under dynamic loading conditions.
Subsequently, this technique has been adapted as an alternative to the continuum
mechanics approach in modeling a variety of physical systems (see Campbell, 1990;
Barker, 1994; Walton, 1994). DEM enjoys a wide range of application; indeed, recently,
Powder Technology devoted a special issue to this topic (volume 109, 2000). There are
quite a few articles in the special issue that dealt with tumbling mill problems in relation
to a wide range of applications. In the case of tumbling mills, the physical system
consists of a shell, which is a complex polygonal assembly of rectangular plates rotating
at high velocities, enclosing a large number of bodies that have different physical
properties. The problem is to track the motion of the colliding bodies subject to changing
mill speed, loading, shell geometry, etc. DEM as a numerical tool ideally suits this type
of application.
An overview of the numerical method used to date for the analysis of tumbling mills
is as follows. To track the position of balls/rocks (referred henceforth as particles
without making any distinction), the interactions between individual entities are
modeled as a dynamic process where contacts are formed and broken. A ‘‘soft contact’’
method is used; while making contacts, particles are allowed to ‘‘overlap’’. The amount
and the rate of overlap give rise to an incremental contact force. Each cycle of
calculations that takes the system from time t to t +Dt involves the application of
incremental force–displacement interaction laws at each contact, resulting in new
interparticle forces that are resolved to obtain new out-of-balance forces and moments
for each particle. Numerical integration of Newton’s second law of motion yields the
linear and rotational velocities of each particle. A second integration yields the
incremental particle displacements, and using the new particle positions and velocities,
both linear and rotational, the calculation cycle is repeated in the next time step. The
time step Dt used is a fraction of the critical time step Dtcr determined from the
Rayleigh wave speed for the solid particles. A variety of numerical methods can be used
to solve the force–displacement relationship under different boundary conditions (see
Chang and Acheeampong, 1993).
2.1. Boxing and contact search
The computation of the net unbalanced force on a particle requires the evaluation of the
forces exerted on the particle at all its contacts. Therefore, it becomes essential to keep
track of all the elements that are in contact with a given particle at every time step. This
procedure is referred to as contact search. Regardless of the shape of elements involved,
simulation of N interacting particles by DEM involves an N(N� 1)/2-pair of contacts
search problem. This task alone may rapidly consume a large fraction of the calculation
time. However, the time spent on searching can be reduced by dividing the entire working
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9376
area into squares or cubes depending on the type of implementation (2D or 3D). In the
DEM literature, this task is referred to as boxing, where the dimension of a cell or box is
the maximum particle diameter. A particle is regarded as a member in all those boxes
where the corners of its circumscribing square have an entry. In the case of a line element,
all the boxes through which the line passes are identified and used for contact detection.
Once the box list (the list of all elements in a given box) is generated, only those elements
that have entries into boxes associated with a given particle are assumed to be in potential
contact with it. Actual particle-to-particle contact is calculated by knowing the coordinates
of the particle centers. Once the contact is ascertained, then the amount of overlap is found
which in turn is used in the contact model to compute the contact force. After the force
calculation and integration of the equation of motion, the positions of the particles are
updated, and accordingly, the neighbor list is updated. Maintaining the neighbor list
reduces the searching effort.
Complications in contact detection may arise for nonspherical elements. Ting (1992)
has very effectively analyzed the contact detection problem for elliptical solids. Cundall
(1988) and later Ghaboussi and Barbosa (1990) have efficiently tackled the contact-
detection problem for polygonal solids. Rajamani and Mishra (1996) have successfully
implemented these contact-detection ideas in a computer code that simulates semi-
autogenous grinding mill where both spherical and elliptical bodies were included. As
far as the contact-search is concerned, several algorithms are available, but the most
efficient ones take Nlog N contact-search attempts involving N objects (see Mujinza et al.,
1993). More recently, Williams et al. (1996) claim to have developed an algorithm which
scales as O(N). Contact detection is the most important component of DEM, which still
requires a lot of research for taking the simulation tool to the next stage where no
approximation will be made with respect to the shape of the particles. Williams and
O’Connor (1995) give a good review of various contact-detection schemes that can be
used in DEM.
2.2. Inter-particle contact models
Various types of contact relations are available to describe the interaction between
particles. These models include contact between smooth, spherical, non-spherical,
cylindrical, and non-cylindrical elastic particles with friction and surface adhesion.
The simplest contact model is the linear contact law in which the spring stiffness is a
constant. An improvement over the linear law can be made by considering the Hertz
theory to obtain the force deformation relation. This approach has been extended to the
cases where colliding bodies tend to deform. Numerical models of the interaction at the
contact involve force–deformation equation with a damping term to reflect dissipation
in the contact area. Thus, the contact area is effectively modeled as a spring and
dashpot system. Here, the discussion is limited only to interaction between spherical
particles.
2.2.1. Linear-spring dashpot model
We start with an interaction relationship between two particles that is assumed to be
linear elastic. For this type of interaction, the relative displacement of two particles and the

B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 77
contact force can be expressed in a general incremental relationship. The value of the
contact force at time t +Dt is calculated from its value at time t as
Fnðt þ DtÞ ¼ FnðtÞ � vnknDt ð1Þ
where Fn(t) is the normal force at the end of the previous time step. Here kn is the
normal stiffness which assumes a constant value and vn is the normal component of the
relative velocity of the particles. Contact damping can be introduced by modifying Eq.
(1) as
Fnðt þ DtÞ ¼ FnðtÞ � vnknDt þ Cnvn ð2Þ
where Cn is the normal damping coefficient. Ting and Corkum (1992) have shown that
the damping coefficient can be related to the coefficient of restitution as
Cn ¼ �2lnðeÞ
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiknm
ln2eþ p2
s !ð3Þ
where kn is the normal contact stiffness, m the normalized mass, and e is the coefficient
of restitution.
This type of contact model has been used extensively by many investigators to analyze
tumbling mill problems (Mishra, 1991; Inoue and Okaya, 1996; Hoyer, 1999; Cleary,
1998a,b). In order to determine the contact stiffness, it is quite common to limit the
maximum anticipated interparticle penetration to a small fraction of the particle diameter d
and define the contact stiffness as
kn ¼ fmv0=d2 ð4Þ
where v0 is an estimated maximum velocity of any particle in the system and f is the
penetration factor which is a fraction of the particle diameter (Misra and Cheung, 1999;
Zhang et al., 1993).
2.2.2. Nonlinear-spring dashpot model
Here, the Hertz theory is employed to obtain the force deformation relation for the
contact. For two contacting smooth spheres of radii Ri and elastic properties Ei (elastic
moduli) and vi (Poisson’s ratio), the Hertzian pressure distribution (see Johnson, 1985)
over the contact area of radius a is
pðrÞ ¼ p0 1� r
a
� �2� �1=2ð5Þ

Fig. 1. Two elastic surfaces in contact (a) exaggerated geometry of the contacting surfaces (b) pressure
distribution over the contact area.
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9378
Fig. 1 shows the geometry of the local deformation and the Hertzian pressure distribution
acting over a small contact area of diameter 2a subjected to an applied normal force. The
normal displacement over the contact area is expressed as
uiðrÞ ¼pp0ð1� v2i Þ
4Eiað2a2 � r2Þ i ¼ 1; 2 ð6Þ
subject to the boundary condition
u1ðrÞ þ u2ðrÞ ¼ a � r2
2R*ð7Þ
where
1
R*¼ 1
R1
þ 1
R2
ð8Þ
and a is the relative approach of the centroids of the two spheres in contact. Substituting
Eq. (6) in Eq. (7) for i = 1 and 2 leads to a relationship from which the radius of contact
area (at r = a) and the relative approach of the centroids (at r = 0) is determined. Thus,
a ¼ pp0R*2E*
ð9Þ
and
a ¼ pp0a2E*
ð10Þ
where
1
E*¼ 1� v21
E1
þ 1� v22E2
ð11Þ

B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 79
The contact normal force Fn is obtained by defining
Fn ¼Z a
0
pðrÞ2prdr ¼ 2
3p0pa
2 ð12Þ
Using (Eqs. (9), (10), and (12) the force–displacement relationship is obtained as
Fn ¼4
3E*R*1=2a3=2 ð13Þ
Recognizing that a=(R*a)1/2, the normal stiffness can be defined as
kn ¼dF
da¼ 2E*a ð14Þ
Unlike the linear contact model, according to the Hertzian contact law the normal stiffness
kn varies with the amount of overlap. Here again one can assume a very small amount of
overlap to evaluate the stiffness from the Hertzian model and use the value as a constant in
DEM models. Misra and Cheung (1999) limited the contact overlap to 0.5% of the ball
diameter and calculated the stiffness as 0.094ER which they kept constant during the
simulation. For spheroidal surfaces, Hertz theory is used to obtain the force deformation
relation needed to calculate the duration of impact and the maximum indentation. This
approach has been extended to the cases where constrained plastic deformation occurs.
Here, the force-deformation equation is augmented with a damping term to reflect
dissipation in the contact area.
2.2.3. The elastic perfectly plastic contact model
The major difficulty in implementing an approach based on a contact force model is
identifying parameters such as C for the viscous damping term in the force–displacement
relationship as stated in Eq. (2). One possible solution is to relate these unknown
parameters to the coefficient of restitution as done in Eq. (3). However, coefficient
restitution is not a constant; it is known to vary with relative impact velocity of colliding
bodies. At higher impact velocities, the coefficient of restitution is lower, meaning that
more energy is dissipated when the colliding bodies are moving faster. Faced with these
problems, Mishra and Thornton (2002) have eliminated the viscous dissipation term in the
force–displacement relationship with plastic dissipation, which is easy to determine from
the materials’ stress–strain curve.
An understanding of how yield occurs in contacts is needed to develop the appropriate
expression for the force indentation relation and to predict any damage due to plastic
deformation. If the relative impact velocity V between two colliding particles is just large
enough to initiate yield then using Eq. (13), we may write
1
2m*V 2
y ¼Z ay
0
Fnda ¼8E*a5y
15R*2ð15Þ

B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9380
where Vy, which is defined as the yield velocity, is the relative impact velocity below
which the interaction behavior is assumed to be elastic, ay is the contact radius when yield
occurs, and m* is the effective mass given by
1
m*¼ 1
m1
þ 1
m2
ð16Þ
We now define a ‘limiting contact pressure’ py, which according to Eqs. (5) and (9) is
py ¼2E*ay
pR*ð17Þ
Combining Eqs. (15) and (17), we obtain
Vy ¼ 3:194p5yR*
3
E*4m*
!1=2
ð18Þ
In the case of a spherical ball of density q impacting with a plane surface, R* =R, and
m*=m, Eq. (14) reduces to
Vy ¼ 1:56p5y
E*4q
!1=2
ð19Þ
which relates the yield velocity of impact based on material properties.
In order to model the ‘post-yield’ behaviour, we adopt the approach taken by Thornton
and Ning (1998) who originally used the elastic perfectly plastic model to study the stick/
bounce behaviour of adhesive spheres. They argued that the normal force at yielding is
Fn ¼ Fe � 2pZ ap
o
½pðrÞ � py�rdr ð20Þ
where Fe is the equivalent elastic force required to produce the same total contact area
given by Eq. (13) and ap is the radius of the contact area over which a uniform pressure, pyis assumed. The normal traction distribution under this condition is shown in Fig. 2a.
Integrating Eq. (20), we obtain
Fn ¼ pa2ppy þ Fe 1� ap
a
� �2� �3=2ð21Þ
Furthermore, it can be shown that
a2 ¼ a2p þ a2y ð22Þ
Combining Eqs. (21) and (22) and recognizing that a=(R*a)1/2, gives the force–displace-
ment relationship during plastic loading as
Fn ¼ Fy þ ppyR*ða � ayÞ ð23Þwhich is linear, as shown in Fig. 2b.
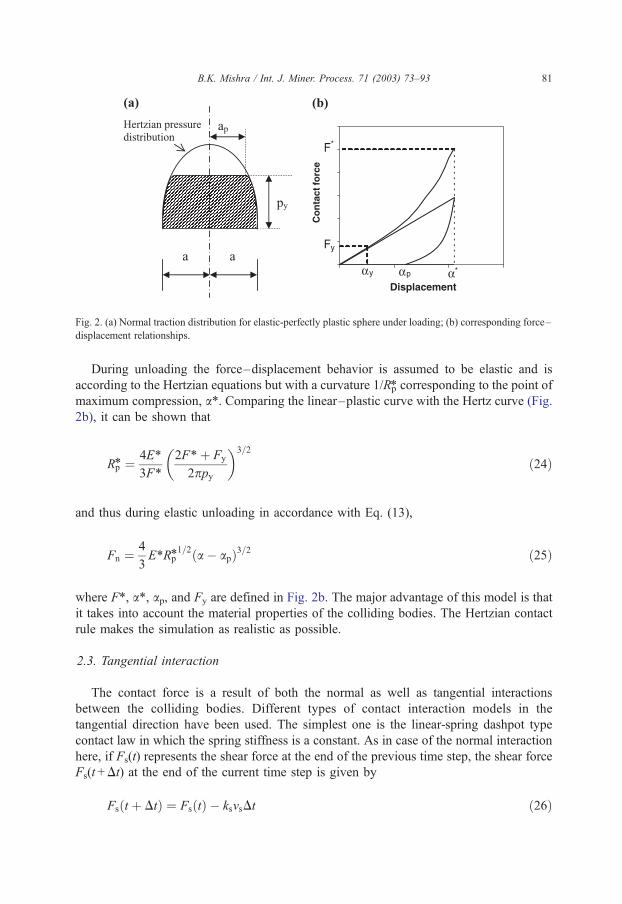
Fig. 2. (a) Normal traction distribution for elastic-perfectly plastic sphere under loading; (b) corresponding force–
displacement relationships.
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 81
During unloading the force–displacement behavior is assumed to be elastic and is
according to the Hertzian equations but with a curvature 1/Rp* corresponding to the point of
maximum compression, a*. Comparing the linear–plastic curve with the Hertz curve (Fig.
2b), it can be shown that
Rp* ¼ 4E*
3F*
2F*þ Fy
2ppy
�3=2
ð24Þ
and thus during elastic unloading in accordance with Eq. (13),
Fn ¼4
3E*Rp*
1=2ða � apÞ3=2 ð25Þ
where F*, a*, ap, and Fy are defined in Fig. 2b. The major advantage of this model is that
it takes into account the material properties of the colliding bodies. The Hertzian contact
rule makes the simulation as realistic as possible.
2.3. Tangential interaction
The contact force is a result of both the normal as well as tangential interactions
between the colliding bodies. Different types of contact interaction models in the
tangential direction have been used. The simplest one is the linear-spring dashpot type
contact law in which the spring stiffness is a constant. As in case of the normal interaction
here, if Fs(t) represents the shear force at the end of the previous time step, the shear force
Fs(t +Dt) at the end of the current time step is given by
Fsðt þ DtÞ ¼ FsðtÞ � ksvsDt ð26Þ
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9382
where ks is the tangential stiffness which assumes a constant value and vn is the tangential
component of the relative velocity of the particles. The value of the stiffness ks according
to Hertz–Mindlin contact theory may be taken to be 0.67 to 1. In the presence of friction,
slip occurs when the magnitude of the computed shear force exceeds the maximum
frictional resistance, and in that case the shear force assumes the limiting value lFn where
l is the friction coefficient. This type of contact law was incorporated in the earlier
Cundall and Strak’s (1979) model and it is still widely used.
The linear contact law can be improved by considering the model proposed by Mindlin
and Deresiewicz (1953). This model is for the elastic frictional contact between two
identical spheres in the tangential direction, subjected to varying normal, and tangential
forces. Thornton and Randall (1988) analyzed the loading case considered by Mindlin and
Deresiewicz and provided an incremental force–displacement relationship for the tangen-
tial direction. Walton and Braun (1986) proposed a simplified model based on the theory
of Mindlin and Deresiewicz. Details of these types of tangential interactions are reviewed
by Thornton (1999).
2.4. Numerical integration scheme
After deciding on a contact type, one can follow the dynamic equilibrium equation for a
particle in contact with several other particles. These equations can be written for each
coordinate axis, and both the translational and rotational equilibrium can be considered.
We discuss the numerical integration scheme by considering the following translational
equation of motion,
mxi þ Cxi þ Kx ¼ Fi ð27Þ
where Fi is the external force acting in the direction i and the parameters K and C are the
spring and dashpot constants. The form of the equation in Eq. (27) is linear, representing
the simple spring-dashpot contact model. Explicit numerical schemes are typically used in
the discrete element method to solve Eq. (27). A variety of explicit time integration
schemes are available. We have been quite successful with the leap frog type integration
scheme where the velocity of a particle is estimated at time step, say, n + 1/2, by knowing
the acceleration at the nth time step.
Here, the position and velocities are updated as follows:
ðxiÞNþ1 ¼ ðxiÞN þ ðxiÞNþ1=2 � Dt ð28Þ
ðxiÞNþ1=2 ¼ ðxiÞN�1=2 þ ðxiÞN � Dt ð29Þ
This means that each integration cycle involves three steps: calculation of (i) (xi)N�Dt
based on (xi)N, (ii) (xi)N + 1/2 and (iii) (xi)N + 1. The instantaneous velocity at the nth time
step is then calculated as
ðxiÞN ¼ðxiÞNþ1=2 þ ðxiÞN�1=2
2ð30Þ
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 83
The above explicit integration scheme is second-order accurate, and it is also regarded
as the best overall for accuracy, stability, and efficiency. Cundall and Strack (1979)
proposed a central difference scheme when the force balance equations on a particle
include global damping in addition to contact damping. The equation at that stage is mixed
with both the velocity and acceleration, and therefore the proposed modification to the
integration procedure is justified.
The time step for numerical integration should be set smaller than a certain critical
value to make the calculation stable. Based on the characteristic natural frequency of a
spring-mass oscillation system, the oscillation period can be calculated as
Dt ¼ 2pffiffiffiffiffiffiffiffiffiffim=K
pð31Þ
where m is the mass and K is the stiffness of the spring-mass system. In real systems, the
time step is calculated using the smallest mass and highest stiffness. A reduced time step is
typically considered to account for multi-particle collision situation, by dividing the
critical time step with a suitable number between 5 and 20.
3. Model parameters
The contact models that are used in DEM include parameters such as contact stiffness,
coefficient of restitution, and friction. One would like to develop models based on material
properties, but unfortunately, that is not the case for several reasons. For numerical
convenience and lack of reliable experimental data, often, compromise is made with
respect to choosing the correct parameters as will be shown in the following discussion.
Nevertheless, we discuss how best the parameters can be selected giving due importance
to the desired accuracy of the results and computational requirements.
3.1. Coefficient of restitution
In the light of elementary theory of impact, two limiting cases of impact can be
considered: perfectly elastic and perfectly inelastic. The former case implies that the
kinetic energy of the system is conserved. The latter case assumes that the two bodies
coalesce, to move as a single mass, after impact. The velocity of the combined mass
can then be predicted using only the conservation of momentum. However, most
impacts are neither fully elastic nor fully inelastic. This partial loss of the initial kinetic
energy is expressed in terms coefficient of restitution e. In many DEM simulations, the
coefficient of restitution is used as a constant parameter and accordingly, the energy
dissipation due to viscous damping has been made proportional to the coefficient of
restitution. But it is well known that the coefficient of restitution is not an intrinsic
material property; it depends on the materials of the bodies, their surface geometry and
the impact velocity (Johnson, 1985). An attempt is made here to deduce an expression
that would allow for the variation in the coefficient of restitution as a function of impact
velocity.
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9384
For a spherical ball impacting at a velocity Vi>Vy, the coefficient of restitution can be
directly calculated by considering the area under the force–displacement curve during
loading and unloading. Using Eq. (25), it can be shown that
1
2m*V 2
r ¼Z a*
ap
4
3E*R*1=2p ða � apÞ3=2da ð32Þ
where Vr is the rebound velocity, which with further manipulation, can be expressed as
V 2r ¼ 4
5
F*
m*ða*� apÞ ¼
6F*2
10E*m*a*ð33Þ
Thus, the coefficient of restitution can be obtained from
e2 ¼ 3F*2
5E*a*m*V 2i
ð34Þ
If the impact velocity is Vi =Vy, then no plastic deformation occurs, and ignoring energy
losses due to elastic wave motion in the colliding bodies, the coefficient of restitution
e = 1.0.
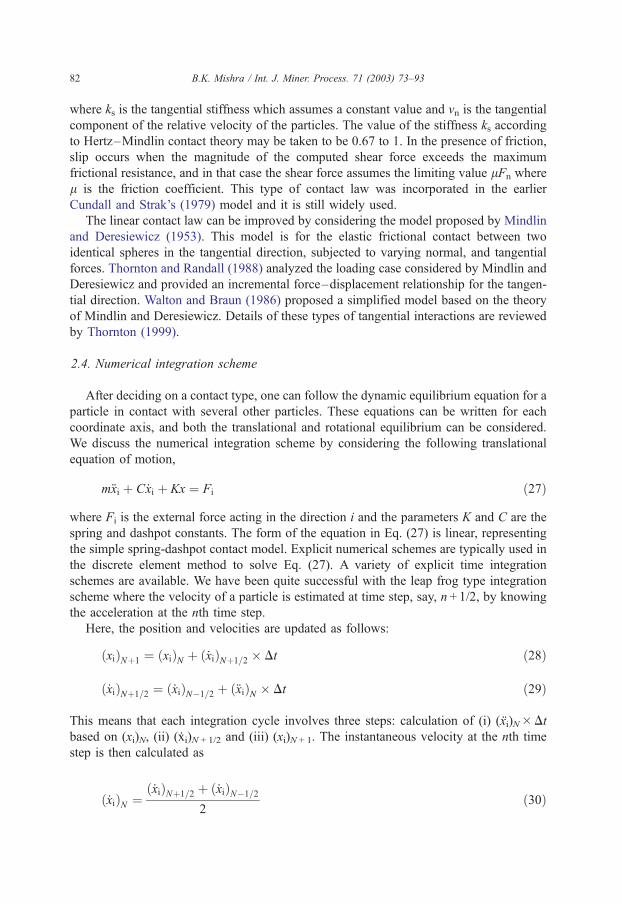
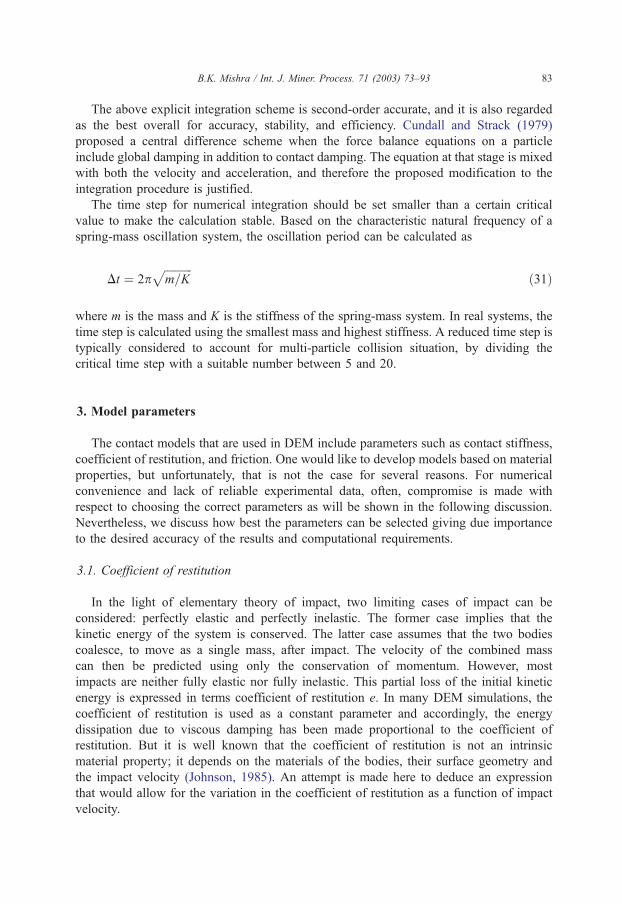
Numerical simulations of ball–ball collisions have been performed using the elastic
perfectly plastic contact model. In this simulation, a pair of steel balls of 4-cm and 5.4-cm
diameter was used where the smaller ball is allowed to normally impact the larger ball that
is at rest. Fig. 3 shows the effect of relative impact on the normal contact–force
displacement response. It is observed that for impact velocities greater than the yield
velocity, the unloading stiffness increases with increase in impact velocity. Consequently,
Fig. 3. Ball–ball impact test: effect of impact velocity on the normal contact force–displacement response.
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 85
the ratio of energy dissipated during loading to that during unloading depends on the
magnitude of the impact velocity and therefore the coefficient of restitution is velocity
dependent.
The coefficient of restitution can be experimentally determined for a much idealized
impact situation. However, in actual practice, it is easy to visualize that when a ball
impacts another ball inside the mill, the collision results in the movement of several other
balls, resulting in a multi-body impact situation. Under this situation, the coefficient of
restitution is difficult to estimate. However, it can be calculated on theoretical grounds, as
discussed earlier. The important issue here is that the coefficient of friction cannot be
treated as a constant.
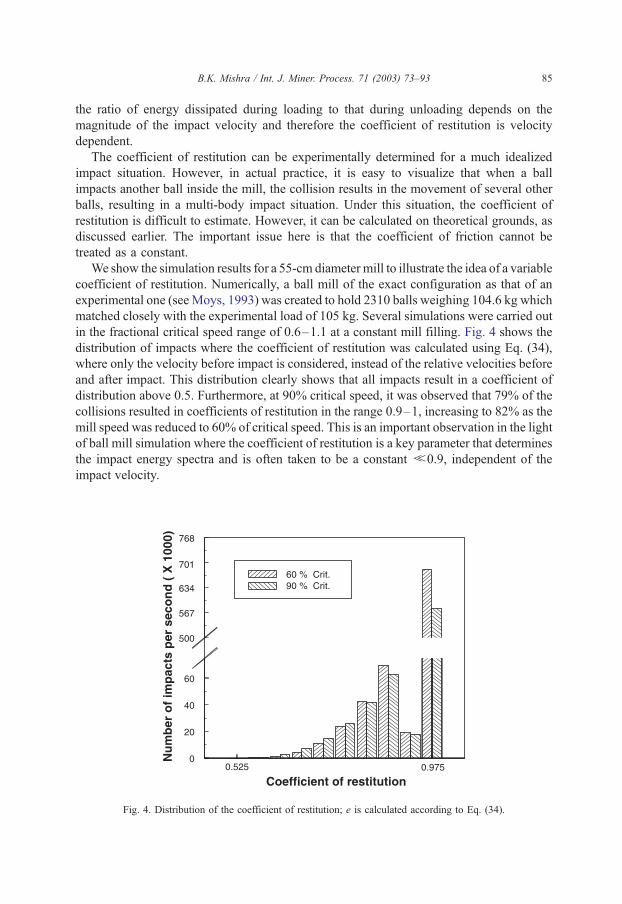
We show the simulation results for a 55-cm diameter mill to illustrate the idea of a variable
coefficient of restitution. Numerically, a ball mill of the exact configuration as that of an
experimental one (see Moys, 1993) was created to hold 2310 balls weighing 104.6 kg which
matched closely with the experimental load of 105 kg. Several simulations were carried out
in the fractional critical speed range of 0.6–1.1 at a constant mill filling. Fig. 4 shows the
distribution of impacts where the coefficient of restitution was calculated using Eq. (34),
where only the velocity before impact is considered, instead of the relative velocities before
and after impact. This distribution clearly shows that all impacts result in a coefficient of
distribution above 0.5. Furthermore, at 90% critical speed, it was observed that 79% of the
collisions resulted in coefficients of restitution in the range 0.9–1, increasing to 82% as the
mill speed was reduced to 60% of critical speed. This is an important observation in the light
of ball mill simulation where the coefficient of restitution is a key parameter that determines
the impact energy spectra and is often taken to be a constant b0.9, independent of the
impact velocity.
Fig. 4. Distribution of the coefficient of restitution; e is calculated according to Eq. (34).
3.2. Contact stiffness and damping
Contact stiffness is a key parameter that determines the overall dynamic behavior of the
particles. As mentioned earlier, the value of stiffness k is chosen in such a way that the
fraction of overlap in the most severe collision expected is a small fraction of the diameter
of the colliding element. This has been the practice where linear contact models are used.
However, in order to determine a more accurate estimate of the contact stiffness, Mishra
and Murty (2001) suggest an approximate method taking into account the actual material
response to collision. In their approach, the actual force–displacement relationship is
analyzed. These data can be obtained by using the ultrafast load cell (UFLC) that is used
extensively for generating single-particle breakage data. The force–displacement data is
fitted to a nonlinear differential equation that includes all the parameters of the contact
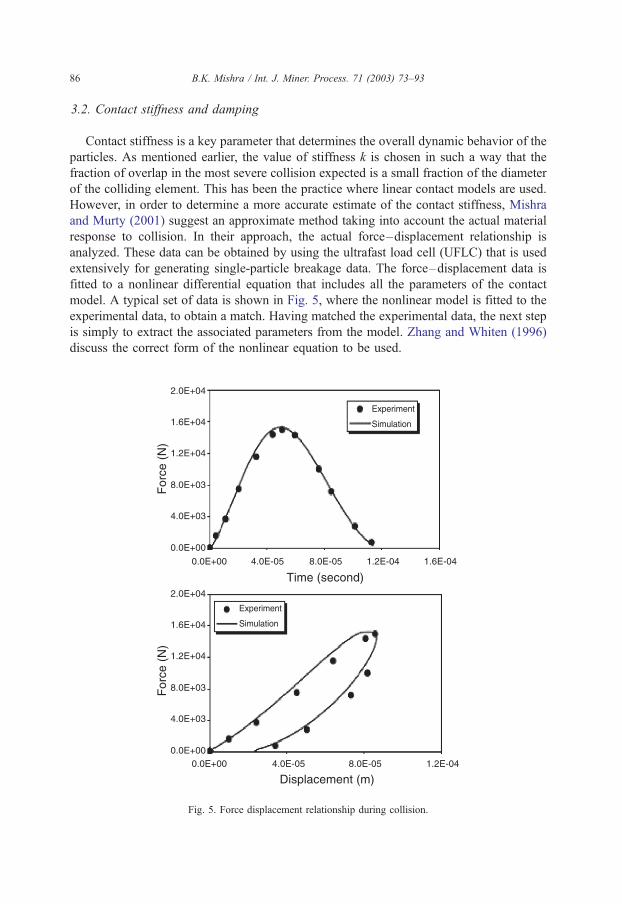
model. A typical set of data is shown in Fig. 5, where the nonlinear model is fitted to the
experimental data, to obtain a match. Having matched the experimental data, the next step
is simply to extract the associated parameters from the model. Zhang and Whiten (1996)
discuss the correct form of the nonlinear equation to be used.
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9386
Fig. 5. Force displacement relationship during collision.
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 87
Mishra and Murty (2001) went further and analyzed the numerical values of the
parameters. It was realized that these parameter (damping and contact) values were very
large that limit the critical time step, which when used as parameters in the DEM model
make the simulation too slow. For example, the stiffness for the set of data shown in Fig. 5
turns out to be of the order of 1010, which leads to a time step of the order of 10� 6 s. This
disadvantage can be overcome by using the equivalent linearization technique to transform
the nonlinear contact model to an analogous linear model. Not only did the linearized
parameters allow a larger time step, but also the use of a linear spring-dashpot model
significantly reduced the overall computational effort.
A linearized approximation to the force–displacement behavior was also implemented
by Walton and Braun (1986), albeit in a different manner. They proposed a partially
latching-spring model in which the unloading (linear) spring was stiffer than the loading
(linear) spring. If the unloading stiffness is a constant, this leads to a constant coefficient of
restitution equal to the square-root of the ratio of the loading/unloading stiffness. A
variable coefficient of restitution, which decreases with increasing impact velocity, was
obtained by allowing the unloading stiffness to increase with the maximum contact force
from which unloading commenced. In this way, a linearized approximation to the force–
displacement behavior shown can be obtained.
The form of the damping term in the force balance equation requires reexamination.
Typically, in DEM models, damping force is taken proportional to the relative velocity of
the colliding bodies. Zhang and Whiten (1996) noted that for the form of the DEM
equations generally used, the contact force could become very large at the first instance of
impact. This is not correct, as experiments show that the contact force must be zero when
t = 0 (see Fig. 3). This basically requires a correction term in the overall force balance
equation. Tsuji et al. (1992) arrived at the correction term heuristically to include a factor
in terms of the amount of overlap x as x1/4. This factor is included in the damping term that
now takes into account both the overlap and rate of overlap (see Eq. (2)). This way, when
t = 0, the contact force becomes zero.
3.3. Coefficient of friction
The coefficient of friction is difficult to measure, and it may vary during grinding.
While Cleary (1998) seemed to suggest that power draw is relatively insensitive to the
choice of value for coefficient of friction, Mishra and Rajamani (1992), Mishra and
Thornton (2001), and Van Nierop et al. (2001) showed that power draw of ball mills
indeed depends on the coefficient of friction, and it is particularly sensitive at higher mill
speeds. In one of the most carefully conducted tests using a laboratory size ball mill, Van
Nierop et al. (2001) observed that at mill speeds above the critical speed, the experimental
and DEM power results did not match. They argued that the coefficient of friction was not
sufficient for centrifuging to take place. In other words, balls lose traction and fall back to
the charge. They showed that by increasing the value of the coefficient of friction from
0.142 to 0.5, a better match of power draw between experimental and simulation data was
obtained at 160% critical speed.
In another study, Mishra and Thornton (2002) analyzed the experimental torque data of
Moys (1993) to test their nonlinear contact model. Their analysis showed the same trend as
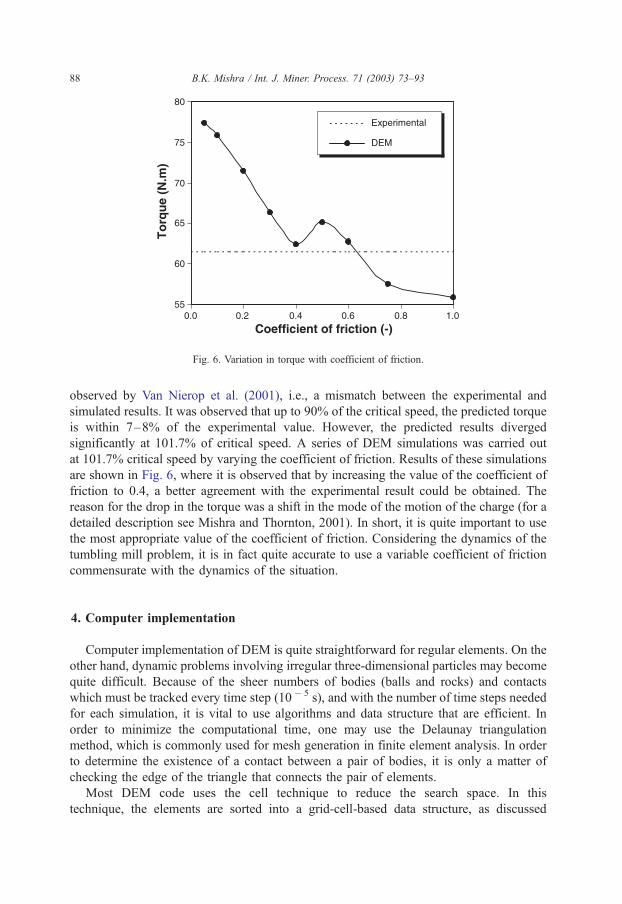
Fig. 6. Variation in torque with coefficient of friction.
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9388
observed by Van Nierop et al. (2001), i.e., a mismatch between the experimental and
simulated results. It was observed that up to 90% of the critical speed, the predicted torque
is within 7–8% of the experimental value. However, the predicted results diverged
significantly at 101.7% of critical speed. A series of DEM simulations was carried out
at 101.7% critical speed by varying the coefficient of friction. Results of these simulations
are shown in Fig. 6, where it is observed that by increasing the value of the coefficient of
friction to 0.4, a better agreement with the experimental result could be obtained. The
reason for the drop in the torque was a shift in the mode of the motion of the charge (for a
detailed description see Mishra and Thornton, 2001). In short, it is quite important to use
the most appropriate value of the coefficient of friction. Considering the dynamics of the
tumbling mill problem, it is in fact quite accurate to use a variable coefficient of friction
commensurate with the dynamics of the situation.
4. Computer implementation
Computer implementation of DEM is quite straightforward for regular elements. On the
other hand, dynamic problems involving irregular three-dimensional particles may become
quite difficult. Because of the sheer numbers of bodies (balls and rocks) and contacts
which must be tracked every time step (10 � 5 s), and with the number of time steps needed
for each simulation, it is vital to use algorithms and data structure that are efficient. In
order to minimize the computational time, one may use the Delaunay triangulation
method, which is commonly used for mesh generation in finite element analysis. In order
to determine the existence of a contact between a pair of bodies, it is only a matter of
checking the edge of the triangle that connects the pair of elements.
Most DEM code uses the cell technique to reduce the search space. In this
technique, the elements are sorted into a grid-cell-based data structure, as discussed
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 89
earlier. In general, a given disk occupies at most four cells, or a given ball occupies
eight cells in three dimensions. When the size of the cell is chosen to be greater than
the largest disk diameter, this ensures that a disk is located in a maximum of four cells.
This reduces the overall searching effort. However, there are situations where one
encounters a large gradation in the grinding media as in the case of semi-autogenous
(SAG) mills. These mills are typically 10–12 m in diameter, and the size of the media
may vary from 15 to 2 cm. Since the cell size is limited by the size of the largest
grinding media, the search effort increases drastically in proportion to the gradation in
the charge.
The integration of DEM equations requires a specific model for the contact force. These
models, as discussed earlier, range from the simplest linear model to a more realistic
Hertzian-type model. For many applications, a Hertzian-type model may not be an
accurate description of the contact behavior. For example, the geometry of the colliding
bodies may not be as simple as was assumed in developing the above relationship. It
should be realized that from a practical standpoint, it might not be important to reveal all
the minute details of the interactions at the contact as long as the overall behavior of the
system as a whole is satisfactory. This is precisely why the contact model used in DEM for
most comminution applications is that of a stiff linear spring of spring constant k. The
value of stiffness k is chosen in such a way that the fraction of overlap in the most severe
collision expected is a small fraction of the diameter of the colliding element which may
be a disk or ball.
The major disadvantage of DEM is the requirement of an enormous amount of
computational time. This is due to the explicit nature of the algorithm that requires a
very small time step of simulation to assure numerical stability and accuracy. As in
Molecular Dynamics, the computer code tracks a large number of individual entities, from
a few thousands in the 2D simplified model to hundreds of thousands in the actual 3D
model. In addition, there is no steady state and the evolution of the system is calculated for
small increments of time of the order of 10–4 s. Therefore, similar sets of calculations are
repeated billions of times for any realistic simulation. As a result realistic DEM simulation
in the comminution area has not progressed significantly past the two-dimensional stage.
However, DEM naturally renders itself for parallelization. One can develop a flexible
parallel computer code that is capable of generating external shell, internal surfaces and
multibody assemblies for carrying out simulations to track particle trajectory and even
fragmentation. Current applications of the discrete element method on parallel computers
have been gaining importance (Ghaboussi et al., 1993; Ferrez et al., 1996; Sawley and
Cleary, 1999; Hentry, 2000), and as the problem size increases, parallelization will become
even more common.
Once implemented, DEM can be applied to any comminution problem. DEM can
simulate a whole range of comminution devices such as a SAG mill, ball mill, planetary
mill, etc. It has now become possible to carry out three-dimensional DEM simulations
comprising 10,000 balls in personal computers. This has increased its popularity by leaps
and bounds. Today, there are at least a dozen companies worldwide using DEM on a
routine basis for systematic plant analysis. In the second part of the paper, we show some
of the interesting application areas relating to tumbling mills where DEM has made major
headway.
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9390
5. Analysis of a single ball impact
A vast amount of data can be obtained from a simple impact test of a ball. It is the most
fundamental and frequent event that occurs inside a ball mill, and therefore corresponding
experiments must be carried out as accurately as possible. In order to model impact events
in a simulation, several types of contact models can be considered. A linear contact model
using a pair of spring and dashpot to represent the contact interaction between colliding
balls would describe the normal contact force as
Fn ¼ knDxþ Cnvn ð35Þ
where kn is the contact stiffness, Cn is a dashpot parameter that can be related to the
coefficient of restitution, Dx is the amount of relative approach (overlap), and vn is the
relative velocity in the normal direction. In order to make the contact response more
realistic, a Hertzian nonlinear model for the contact can be assumed such that
Fn ¼4
3E*R*1=2Dx3=2 þ Cnvn ð36Þ
where E* and R* are defined according to Eqs. (8) and (11). The damping term in either
model could be a function of displacement and velocity. These models were simulta-
neously used along with the elastic perfectly plastic contact model to simulate the impact
behavior of a ball.
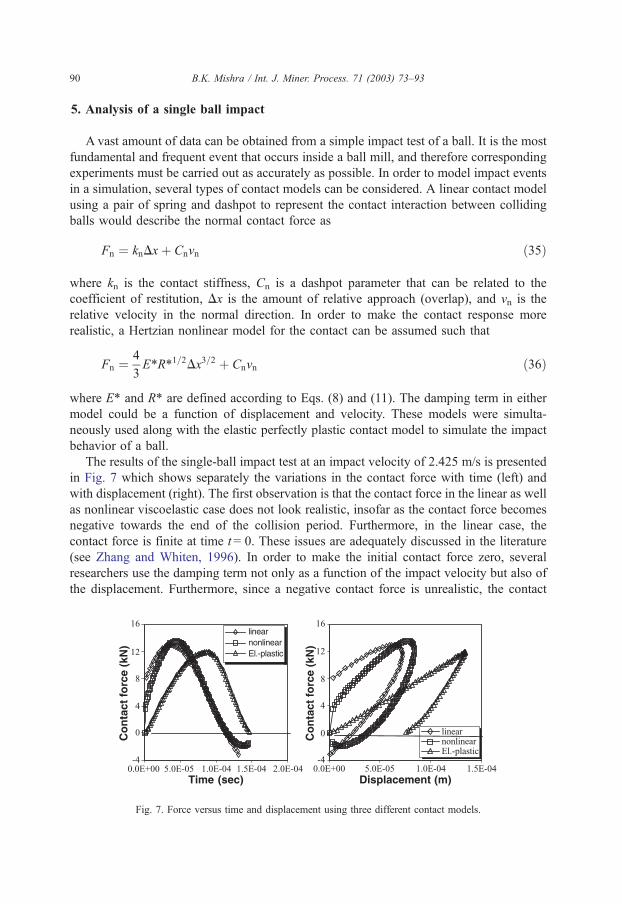
The results of the single-ball impact test at an impact velocity of 2.425 m/s is presented
in Fig. 7 which shows separately the variations in the contact force with time (left) and
with displacement (right). The first observation is that the contact force in the linear as well
as nonlinear viscoelastic case does not look realistic, insofar as the contact force becomes
negative towards the end of the collision period. Furthermore, in the linear case, the
contact force is finite at time t = 0. These issues are adequately discussed in the literature
(see Zhang and Whiten, 1996). In order to make the initial contact force zero, several
researchers use the damping term not only as a function of the impact velocity but also of
the displacement. Furthermore, since a negative contact force is unrealistic, the contact
Fig. 7. Force versus time and displacement using three different contact models.

B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 91
must break at a time when the contact force is zero. Despite these numerical adjustments,
the plastic deformation at the contact is not fully explained. Instead, using the elastic
perfectly plastic contact model, the dashpot is entirely eliminated. The result of the
simulation using the elastic perfectly plastic contact model is also shown in Fig. 7. It is
observed from the contact response corresponding to the elastic perfectly plastic contact
model that the contact force is zero at time t = 0, and it again becomes zero when the
contact is broken. The contact breaks at a time when the contact force becomes zero (tf = 0),
not when the contact overlap becomes zero (tDx = 0).
6. Conclusions
Given the increasing need to simulate the behavior of grinding media in tumbling
mills accurately and precisely, this review paper describes a popular computational
model known as the discrete element method (DEM). It enables simulation of even
the largest mills involving spherical steel balls and irregular-shaped rocks. In par-
ticular, the paper explores how interparticle force laws and the associated contact para-
meters affect the accuracy of the computational results. An important part of showing
the effectiveness of the numerical scheme in solving the tumbling mill problem is to
demonstrate its inherent adaptability. Thus, certain other issues involving computa-
tion time, memory management, and various other implementation aspects are dis-
cussed.
In order to successfully simulate the tumbling mill, a realistic contact force model
must be included into the equations of motion to analyze the charge dynamics. A variety
of contact models is available ranging from simple linear-spring dashpot type to the most
sophisticated Hertz–Mindlin contact theory. Unfortunately, there are two major difficul-
ties with most of these models. First, one has to use the proper form of the contact force
equation, and second, the equation’s parameters must be identified. Although Hertz
theory helps in this regard, many contacts that occur in practice are of the non-Hertzian
type. Therefore, beyond the yield point, the force–displacement relationship can be
determined by considering elastic plastic contact. For this analysis, the rigid perfectly
plastic material model is commonly used. This type of model automatically produces
coefficient of restitutions that are function of impact velocity and only requires material
properties as input parameters.
References
Barker, G.C., 1994. Computer simulations of granular materials. In: Mehta, A. (Ed.), Granular Matter: An
Interdisciplinary Approach. Springer-Verlag, New York, pp. 35–83.
Campbell, C.S., 1990. Rapid granular flows. Annu. Rev. Fluid Mech. 22, 57–92.
Chang, C.S., Acheeampong, K.B., 1993. Accuracy and stability for static analysis using dynamic formulation in
discrete element method. In: Williams, J.R., Mustoe, G.G.W. (Eds.), Proceedings of the 2nd International
Conference on the Discrete Element Method, pp. 379–389. 1st IESL Publication Edition, MA, USA.
Cleary, P.W., 1998a. Predicting charge motion, power draw, segregation, wear and particle breakage in ball mills
using discrete element methods. Miner. Eng. 11 (11), 1061–1080.
B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–9392
Cleary, P.W., 1998b. The filling of dragline buckets. Math. Eng. Ind. 7, 1–24.
Cundall, P.A., 1988. Formulation of a three dimensional distinct element model. Part I: a scheme to detect and
represent contacts in a system composed of many polyhedral blocks. Int. J. Rock Mech. 25, 107–116.
Cundall, P.A., Strack, O.D.L., 1979. A discrete numerical model for granular assemblies. Geotechnique 29,
47–65.
Ferrez, J.-A., Muller, D., Liebling, T.M., 1996. Parallel implementation of a distinct element method for granular
media simulation on the Cray T3D. EPFL Supercomput. Rev. 8, 4–7.
Flavel, M.D., Rimmer, H.W., 1981. Particle breakage study in an impact breakage environment. Reprint of paper
presented at SME-AIME Annual Meeting, Chicago, USA. SME Publications, Littleton, Ohio.
Ghaboussi, J., Barbosa, R., 1990. Three dimensional discrete element method for granular materials. Int. J.
Numer. Anal. Methods Geomech. 14, 451–472.
Ghaboussi, J., Basole, M.M., Ranjithan, S., 1993. Three dimensional discrete element analysis on massively
parallel computers. In: Williams, J.R., Mustoe, G.G.W. (Eds.), Proceedings of the 2nd International Confer-
ence on the Discrete Element Method, pp. 95–104. 1st IESL Publication Edition, MA, USA.
Hentry, D.S., 2000. Performance of hybrid message-passing and shared-memory parallelism for discrete element
modeling. Proceedings of Super Computing 2000, Dallas, USA.
Hoyer, D.I., 1999. Discrete element method for fine grinding scale-up in Hicom mills. Powder Technol. 105 (1),
250–256.
Inoue, T., Okaya, K., 1996. Grinding mechanisms of centrifugal mills—a batch ball mill simulator. Int. J. Miner.
Process. 44 (45), 425–435.
Johnson, K.L., 1985. Contact Mechanics. Cambridge Univ. Press, Cambridge, UK.
Mindlin, R.D., Deresiewicz, H., 1953. Elastic spheres in contact under varying oblique forces. J. Appl. Mech. 20,
327–344.
Mishra, B.K., 1991. Study of media mechanics in tumbling mills. PhD Thesis. Department of Metallurgical
Engineering, University of Utah.
Mishra, B.K., Murty, C.V.R., 2001. On the determination of contact parameters for realistic DEM simulations of
ball mills. Powder Technol. 115 (3), 290–297.
Mishra, B.K., Rajamani, R.K., 1990. Numerical simulation of charge motion in ball mills. Proceedings of the 7th
European Conference on Comminution, Ljubljan, 555–570.
Mishra, B.K., Rajamani, R.K., 1992. The discrete element method for the simulation of ball mills. Appl. Math.
Model 16, 598–604.
Mishra, B.K., Thornton, C., 2001. Impact breakage of particulate agglomerates. Int. J. Miner. Process. 61,
225–231.
Mishra, B.K., Thornton, C., 2002. An improved contact model for ball mill simulation by the discrete element
method. Adv. Powder Technol. 13 (1), 25–41.
Misra, A., Cheung, J., 1999. Particle motion and energy distribution in tumbling mills. Powder Technol. 105,
222–227.
Moys, M.H., 1993. A model for mill power as affected by mill speed, load volume and liner design. J.S. Afr. Inst.
Min. Metall. 6–93, 135–141.
Mujinza, A., Bicnic, N., Owen, D.R.J., 1993. BSD contact detection algorithm for discrete elements in 2D. In:
Williams, J.R., Mustoe, G.G.W. (Eds.), Proceedings of the 2nd International Conference on the Discrete
Element Method, pp. 39–52. 1st IESL Publication Edition MA, USA.
Rajamani, R.K., Mishra, B.K., 1996. Dynamics of ball and rock charge in SAG Mills. Proceedings of the SAG
Conference, Vancouver, Canada, October 7–9, 700–712.
Sawley, M.L., Cleary, P.W., 1999. A parallel discrete element method for industrial granular flow simulations.
EPFL Supercomput. Rev. 11.
Thornton, C., 1999. Interparticle relationships between forces and displacements. In: Oda, M., Iwashita, K.
(Eds.), Mechanics of Granular Materials. Balkema, Netherlands, pp. 207–217.
Thornton, C., Ning, Z., 1998. A theoretical model for the stick/bounce behavior of adhesive, elastic-plastic
spheres. Powder Technol. 99, 154–162.
Thornton, C., Randall, W., 1998. Applications of theoretical contact mechanics to solid particle system
simulation. In: Satake, M., Jenkins, J.T. (Eds.), Micromechanics of granular materials. Elsevier, Amsterdam,
pp. 133–142.

B.K. Mishra / Int. J. Miner. Process. 71 (2003) 73–93 93
Ting, J.M., 1992. A robust algorithm for ellipse based discrete element modeling of granular materials. Comput.
Geotech, 129–146.
Ting, J.M., Corkum, B.T., 1992. A computational laboratory for discrete element geomechanics. J. comput. Civ.
Eng. ASCE 6, 129–146.
Tsuji, Y., Tanaka, T., Ishida, T., 1992. Lagrangian simulation of plug flow of cohesionless particles in a horizontal
pipe. Powder Technol. 71, 239–250.
Van Nierop, M.A., Glover, G., Hinde, A.L., Moys, M.H., 2001. A discrete element method investigation of the
charge motion and power draw of an experimental two-dimensional mill. Int. J. Miner. Process. 59, 131–148.
Walton, O.R., 1994. Numerical simulation of inelastic frictional particle–particle interaction. In: Roco, M.C.
(Ed.), Particulate Two-Phase Flow, pp. 884–911. Chap. 25.
Walton, O.R., Braun, R.L., 1986. Viscosity, granular-temperature, and stress calculations for shearing assemblies
of inelastic, frictional disks. J. Rheol. 30, 949–980.
Williams, J.R., O’Connor, R., 1995. A linear complexity intersection algorithm for discrete element simulation of
arbitrary geometries. Eng. Comput. 12, 185–201.
Williams, J.R., O’Connor, R., Rege, N., 1996. Discrete element analysis and granular vortex formation. Electron.
J. Geotech. Eng. (premier issue).
Zhang, D., Whiten, W.J., 1996. The calculation of contact forces between particles using spring and damping
models. Powder Technol. 88, 59–64.
Zhang, R., Mustoe, G.G.W., Nelson, K.R., 1993. Simulation of hydraulic phenomena using the discrete element
method. In: Williams, J.R., Mustoe, G.G.W. (Eds.), Proceedings of the 2nd International Conference on the
Discrete Element Method, pp. 189–200. 1st IESL Publication Edition, MA, USA.
















![Tumbling and more_konikoff_[1]](https://img.dokumen.tips/doc/110x75/55c0f75bbb61ebda288b461b/tumbling-and-morekonikoff1.jpg)