Embed Size (px)
Citation preview

Babcock Borsig Steinmüller GmbH
A Modern Firing System and
Retrofit of a T-Type Steam
Generator Dr. Christian Storm, Dr. Bernhard Pinkert, Dr. Stefan Hamel
Babcock Borsig Steinmüller GmbH (BBS)
1. Introduction
The paper presents a modernization project of a T-type steam generator into a state of the art
firing system including a lifetime extension. The total capacity of the Power Plant, which
consists of 3 units, is 675 MW. Raw lignite from different mines in the surrounding area is used
as fuel.
The majority of the components of the original power plant equipment were supplied by
Russian manufacturers.
To fulfill the European environmental standards the units are to be modernized under
consideration of the plant economic life by further 120,000 operating hours. The recent state of
the boiler is characterized by a low boiler efficiency of below 82 % and a high NOx-emission
of above 600 mg/Nm³.
2. Objectives of the modernization
The main focus of the modernisation is the reduction of the CO and NOx emissions. This is
achieved by primary measures. Simultaneously, it is necessary to replace some significant
components of the pressure parts. As an additional result an increase of plant availability is
achieved.

Babcock Borsig Steinmüller GmbH
With the modernization, the following aims are to be realized:
� Reduction of emissions according to EC Directive 2001/80/EC
� Increase of the pressure part’s operating life to further 120,000 operating hours
� Increase of the boiler efficiency
� Realization of boiler operation with n-1 mills at nominal capacity
� Increase of availability
The modernization works mainly include the following:
� Installation of new pulverized coal burners, pulverized coal ducts, and classifiers
� Installation of a burnout air system (2 OFA levels)
� Modification and new construction of hot air ducts including the required measuring
devices
� Installation of a grate (tip grate)
� Modernization of the regenerative air preheater
Figure 1: Overview about the modernization works

Babcock Borsig Steinmüller GmbH
The following performance data have to be met:
NOx emission ≤ 200 mg/Nm³ at 6% O2 in dry flue gas
CO emission ≤ 200 mg/Nm³ at 6% O2 in dry flue gas
Life steam temperature 545° C in the load range 70 to 100%
Reheat steam temperature 545° C in the load range 70 to 100%
Boiler efficiency > 86.5 % at 100% load and design coal
Availability > 95 %
The emission values are daily mean values on the basis of validated hourly mean values.
Table 1: Mean Parameters at Nominal Capacity
The most important challenge to reduce the NOx-emission is the high content of nitrogen in the
fuel. Lignites in Germany and other countries in Middle Europe contain usually only between
0.6 and 1.0 % of nitrogen (dry and ash free matter). The lignites in this particular project
contain up to 1.7 % of nitrogen.
Description Unit Value Carbon C Ma% 22.55
Hydrogen H Ma% 1.93
Sulphur S Ma% 0.52
Nitrogen N Ma% 0.42
Oxygen O Ma% 8.83
Moisture W Ma% 52.25
Ash A Ma% 13.5
Lower Heating Value Hu kJ/kg 7,308 Table 2: Properties of the lignite fuel

Babcock Borsig Steinmüller GmbH
3. Description of the technical solution
3.1. Short description of the boiler
The T-type steam generators are solid-refractory forced-circulation steam generators in the
Russian two-pass construction method (T-form with a double 2nd pass). The unit is equipped
with a steam turbine K-210-130 of the LMZ machine factory in St. Petersburg. The nominal
capacity is 225 MW.
The feed water supplied to the boiler flows at first through the economizer which is arranged in
the 2nd pass as the last heat-transfer surface on the flue gas side. Subsequently, the feed water
reaches the evaporator wall of the combustion chamber (lower radiation part) through
connecting lines. The combustion chamber has an octagonal cross-section. The combustion
chamber wall, including hopper, is designed as an evaporator coil. The coil is designed as a
bank winding. Water or a water-steam mixture is led from the lower radiation part to the
convection evaporator (transition section) which is located in the 2nd pass above the
economizer.
The superheater consists of the wall superheaters (middle and upper radiation part), the
radiative superheater and a convective superheater. The reheater consists only of 1 convective
tube bank. To reduce the water injection at the reheater part a BIFLUX-heat-exchanger is
installed to heat up the steam from the cold reheater line.
The steam generator is equipped with 2 regnerative air heaters. The combustion air is pre-
heated before the air heater by means of a steam air heater to about 60° C.
The firing system consists of 6 fan-assisted mills of the N220.50 type (manufacturer Minel,
EVT license). A box classifier with louver dampers is available for the classification of the
pulverized coal. The pulverized coal of each mill is conveyed to 4 pulverized coal burners
which are arranged on 2 levels.

Babcock Borsig Steinmüller GmbH
Life steam mass flow at nominal capacity t/h 700 Life steam temperature °C 545 Feed water temperature °C 252 Life steam pressure MPa 14.0
Mass flow at reheater inlet t/h 602 Steam temperature reheater inlet °C 330 Steam temperature reheater outlet °C 545 Pressure at reheater inlet MPa 2.8
Generated heat MW 540 Combustion power MW 610
Lower heating value kJ/kg 7.310 Fuel consumption t/h 302
Table 3: Mean Parameters at Nominal Capacity
3.2. Boiler pressure part
In the context of the modernization, a partly exchange of the pressure part is provided. The
exchange of the pressure part includes as follows:
� Pipe bends economizers 1 and 2
� Lower radiation part / hopper
� Lower radiation part / upper portion
� Pipe bends convection evaporator
� Central radiation part – tubular offsets for OFA 1 and OFA 2
� Pipe bends radiant superheater (SH)
� Convection superheater complete, including header and manifold
� Reheater pipe bends
The current initial pressure part design according to the Russian GOST standard does no longer
meet the present valid EC rules and standards EN12952 - Part 3. Both temperature additions
and design pressures are, as a rule, considerably lower compared to currently valid regulations.
This is why EN10952 – Part 3 was taken as the basis for the design of the pressure part
components to be newly delivered.

Babcock Borsig Steinmüller GmbH
3.3. Regenerative air preheater
The refurbishment and rehabilitation measures include the exchange of the entire heat-transfer
surfaces incl. the metal heating baskets. Every rotary air heater has 24 sections and 4 layers of
metal heating baskets.
The following is aimed at:
� Increase of heat transmission and thus a decrease of the exhaust gas temperature
� Reduction of the O2 content in the flue gas and thus improvement of the sealing between
air and flue gas flows.
The following action is planned for the realization of these measures:
� Exchange of the entire heat transmission surfaces (metal heating baskets)
� Exchange and modification of the sealing systems listed below
� Radial adjustment device on the cold and the hot side
� Jacket sealing
� Circumferential sealing
� Shoeing of the radial walls on the cold and hot side for the improvement of the sealing
effect between rotor and sectional sealing plates
3.4. Pulverized coal firing
For the reduction of the emissions of NOx and CO new coal dust burners and an over-fire air
system were installed. Because of the high content of ash and moisture in the fuel a burner
system with 2 main burners and 1 vapor burner was selected. The new combustion system is
equipped with an over-fire air system, arranged in 2 levels.
The installation of new burners required additionally the installation of new coal dust ducts.
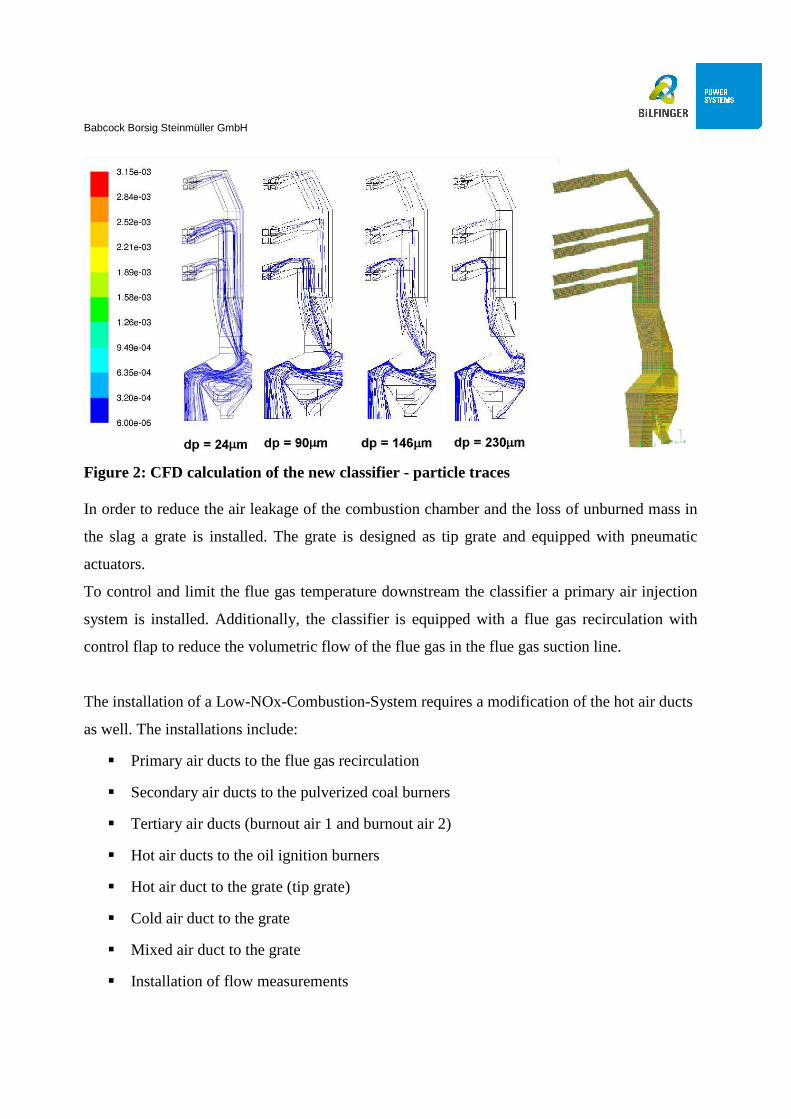
The grinding chamber of the mills was modified and the classifiers were replaced. The new
classifier is designed by means of CFD calculations according the newest BBS design.
Babcock Borsig Steinmüller GmbH
Figure 2: CFD calculation of the new classifier - particle traces In order to reduce the air leakage of the combustion chamber and the loss of unburned mass in
the slag a grate is installed. The grate is designed as tip grate and equipped with pneumatic
actuators.
To control and limit the flue gas temperature downstream the classifier a primary air injection
system is installed. Additionally, the classifier is equipped with a flue gas recirculation with
control flap to reduce the volumetric flow of the flue gas in the flue gas suction line.
The installation of a Low-NOx-Combustion-System requires a modification of the hot air ducts
as well. The installations include:
� Primary air ducts to the flue gas recirculation
� Secondary air ducts to the pulverized coal burners
� Tertiary air ducts (burnout air 1 and burnout air 2)
� Hot air ducts to the oil ignition burners
� Hot air duct to the grate (tip grate)
� Cold air duct to the grate
� Mixed air duct to the grate
� Installation of flow measurements

Babcock Borsig Steinmüller GmbH
Figure 3: Arrangement of the Low-NOx-Combustion-System and burner design

Babcock Borsig Steinmüller GmbH
4. Boiler efficiency
The boiler efficiency before rehabilitation measures was unsatisfactorily low. The flue gas at air
preheater exit had a temperature of above 200 °C. The reason was the low hot air ratio and the
status of the regenerative air preheater. Additionally, the content of unburned mass in the slag
was high.
Figure 4: Boiler efficiency before and after modernisation
The results in figure 4 show, that the boiler efficiency was increased from 82.4 % to about
87.1 % at nominal load and design coal. The consumption of coal is reduced from 328 to 302
t/h. Under consideration of further 15 years of operation of the plant and 7,500 operating hours
each year a total reduction of 8,8 million tons is possible.
5. Optimization of firing system by means of CFD simulations
Under consideration of the existing boundary conditions and the special properties of coal it
was required to optimize the firing system under consideration of the expected emissions of CO
and NOx. The most important questions were:
� The burner design and alignment
� The coal dust and air distribution at the different air nozzles of the burners

Babcock Borsig Steinmüller GmbH
� The arrangement of the overfire air levels
� Number of overfire air nozzles and outlet velocity
� The oxygen concentration at the furnace walls in view of the high temperature corrosion
As result from the CFD-simulation the NOx emissions were reduced from above 600 to below
190 mg/Nm³ (situation before retrofit to final retrofit solution). Simultaneously the CO
concentrations were reduced below 200 mg/Nm
0
50
100
150
200
250
Variant1 Variant2 Variant3 Variant4 Variant5
Pol
luta
nt C
once
ntra
tion
(Dry
Flu
e G
as 6
% O
2) [
mg/
m³]
NOx
CO
Figure 5: Development of the pollutant concentrations for different firing arrangements
The results of the simulations verify that the Russian P65-type-boiler is well-suited to reach the
pollutant limits. Especially the large volume of the combustion chamber and the geometrical
design allows the installation of a well operating Low-NOx combustion system.

Babcock Borsig Steinmüller GmbH
Figure 6: CFD calculation for optimization of the combustion system – situation before
and after modification
The results according figure to 6 show a very good ignition of the flame near the burner. The
combustion conditions in the core flame are understochiometric. A large proportion of carbon
monoxide can already be reduced in the first OFA-level.
6. Summary
The T-type steam generator has been modernized to fulfill the European environmental
standards.
The modernization allows the extension of the lifetime for further 15 operating years.
Additionally to the reduction of the pollutants the boiler efficiency was increased from 82 to
87 %. This reduces the fuel consumption of the power plant in the 15 operating years by 8.8
million tons of coal.

Babcock Borsig Steinmüller GmbH





























