Embed Size (px)
Citation preview

1

A flagship Company of The RAMCO group which divested in different sectors like Cement, Software, Fiber Cement, Textiles, Surgical, Bio-Tech,.
5th Largest Cement Producer in India with total installed capacity of 16.05 MTPA located at 11 places throughout in India
RAMCO - Ariyalur Plant is Ultra modern Plant with two Production Lines Of 4200 TPD & 5000 TPD capacity & Thermal Power plant of 66 MW Capacity
The Products manufactured are OPC as per BIS & SLS standards, PPC as per BIS.
Bulk Solid analyzers for quality control at the raw materials stage itself & Modern X-ray - XRD & XRF for analyzing elementary and chemical composition.
State of the art grinding Technology with 950 TPH Packing Plant having auto Packer truck loader arrangement

IS 18001
Occupational Health &
Safety Management
System
ISO 14001Environment
Management System
ISO 9001Quality Management
System
IS/ISO
50001:2011
Energy Management
System
“5S” Certified CompanyCertified Green
product by CII

RCL – Govindapuram, Ariyalur 4

No. of Projects Completed
48 Nos
Cost savings achieved
Rs.1069.43 Lakhs
Electrical energy saved
104.99Lakh Kwh
Thermal Energy saved
199.94 MT of coal
Projects with NIL investment 31 Nos.
Projects with Investment
RS 354.78Lakhs5

S.NO TITLE OF PROJECT
SAVINGS
(Rs in
Millions)
1Alternate Vortex plate Removal in Cement mill-
I Separator1.24
2Optimization of CF silo-2 aeration blowers by
stopping 1 excess blower.0.39
3Main Bag house Purging Modification in
Cementmill-10.31
4Compressor optimization by stopping 160CP01
in cementmill-10.31
5Optimization of CF silo-2 before and after
Rotoscale bin airslide aeration blowers.0.20
6 Line-2 coal mill water spray pump optimization 0.17
7Cement silo top 6 Nos of unit bag filters
compressed air optimization0.10

S.NO TITLE OF PROJECTSAVINGS (Rs
in Millions)
8 Interlock in Crusher Section - if crusher Stops, the
Compressor and Unit Bagfilter will trip with 5 mins
Delay to avoid idle run hours.
0.09
9 In Coal mill-1, Unit bagfilter 151FN05 will Trip After
surge bin feeding belt 151BC03 with the time Delay
of 10 mins to avoid idle run hours.
0.01
10 Idle run hours of 2 No’s unit bagfilter in top of
Flyash silos are avoided by interlocking with flyash
mechanical and pneumatic feeding systems with
time delay.
0.02
11 Idle run hours of 2 No’s unit bagfilter in bottom of
Flyash silos are avoided by interlocking with
respective flyash solid flowmeter with time delay.
0.02
12 Workshop and auto equipments individual switch
control for lighting0.04

S.NO TITLE OF PROJECT
SAVINGS
(Rs in
Millions)
1Crushed material to be brought to LSR 1 & 2 by
passing of LSR 3 & 4.9.09
2Line-2 raw mill inlet duct modification for reducing
pressure drop in hot gas duct.8.36
32 nos. of Boiler feed water pump 6.6 kV, 550 kW
Siemens make VFDs with off load isolators installed.6.02
4Switching over from diesel to electricity for
dewatering and tower lights.4.59
5Compressor air optimization - linking compressor air
from common source1.15
6Rotoscale bin aeration blower-240BL05 derating
from 1400 to 1000 rpm by changing pulley.0.56
7Providing fuel catalyzer for Ripper Dozer - to reduce
the Diesel/hr consumption0.52

S.NO TITLE OF PROJECT
SAVINGS
(Rs in
Millions)
8 Power savings in Line-I CF Silo Top Unit bag filter fan
motor derating from 1500 to 1000 rpm0.45
9 Power savings in Line-2 CF Silo Top Unit bag filter fan
motor derating from 1500 to 1000 rpm0.38
10 Power savings in Line-I Cooler discharge Unit Bagfilter
fan motor derating from 1500 to 1000 rpm0.34
11 Avoiding of under loading of 225BC16&17 by
installation VFD0.12
12 Raw material Conveyor idle run hours minimization
by installing belt weighers and 15 min time delay
tripping (adjusted based on belt empty time)
0.14
13Elimination of Cooler ESP-2 Drag chain by providing
Chute to DPC0.02

650
660
670
680
690
700
710
720
2013-14 2014-15 2015-16 2016-17
710714
688 684.56
Kcal
/ K
g C
linker

11
74
75
76
77
78
79
80
81
82
83
2013-14 2014-15 2015-16 2016-17
82.61
77.8477.46 77.15
Kw
h /
MT
of
Cem
ent

12
Reference: National Benchmark: Energy Bench Marking For Cement Industry May 2015 Version 2 International Benchmark : Indian cement and construction industries-global competitiveness-NCB-CMA special
publication presented in 8th NCB International Seminar

13
Parameters
2014-2015 2015-2016 2016-2017 Waste Fuel
as % of
total
energy
used
Quantity of
waste Fuel
used (MT
per year)
TSR
Quantity of
waste Fuel
used (MT
per year)
TSR
Quantity of
waste Fuel
used (MT per
year)
TSR
Power plant Ash 0 0 18535.05 0.67 5320 0.5 2.09
Tyre Oil 65.55755 1 77.9204 1 60.72695 1 0.127
Total
Consumption0.127

14

INN
OV
AT
IVE
PR
OJE
CT
S
EXTRA SEAL ARRANGEMENT IN VRM CLASSIFIER FOR MAINTAINING RESIDUE IN 90 micron
RAWMILL-2 VRM INLET DUCT MODIFICATION TO REDUCE THE TURBULANCE IN DUCT
40 MW STG EXTRACTION SET POINT REVISION FOR IMPROVING TURBINE EFFICIENCY
Out of our innovative projects done so far , We are happy to
present some of our Projects in detail as listed bellow

➢ In VRM classifier, internal and external seals are present to
avoid the bypass of ground material through the Rotor.
➢ The inner seal efficiency is decided based on the height of the
seal. If we increase the vertical it will further reduce the rotor
classifying area.
➢ In outer seal we maintain a minimum horizontal gap which is
based on the wobbling of the rotor.
➢ Wear in inlet and outer seal is also a big issue when mill
continuous running is needed.
➢ Hence we decided to reduce the bypass of ground material
without wear in classifier components.
➢ A new seal is proposed and it will reduce the 80% approx
airflow which is bypassing the classifier.
➢ Due to this wear in outer seal has been reduced significantly.
➢ The residue in R90 has been decreased from 2.5 to 1.5%.
PROJECT DESCRIPTION:

We have studied the duct from Preheater to Raw mill to
decrease the same and we found out the following.
➢ The pressure drop across the duct is relatively high
➢ By increasing the diameter, we can increase the flow rate.
➢ The pressure drop across the preheater fan outlet to Raw mill
inlet is high.
➢ After modification the Pressure Drop Across the junction box
has been reduced from 80mmwg to 20mmwg.
PROJECT DESCRIPTION:
Description Value UOM
Savings Achieved 3.3 Kwh/T of Clinker
Investment cost 20 Rs Million
Cost Savings 18 Rs Million per year
Payback period 3 month

PREVIOUS SET POINT REVISED SET POINT CONDITION
70 TPH (TURBINE
INLET)
50 TPH LP Heater Enable
90 TPH (TURBINE
INLET)
50 TPH and LP Heater
outlet Temp @ 70
Deg.C
De-aerator Enable
70 TPH (TURBINE
INLET)
50 TPH & De-aerator
QCNRV open feed back
HP Heater Enable
65 TPH 45 TPH LP Heater Disable
87 TPH 45 TPH De-aerator Disable
65 TPH 45 TPH HP Heater Disable
➢Thermal savings :80 kcals/KWh
➢Cost savings :Rs 9.7 million per year
➢Investment made :0

Page 19
APC Measures
• ILC Preheater with Low Nox
Calciner in Pyro section.
• Duo flex Burner for kiln firing
which consumes less primary
air which reduces the Nox
formation in the kiln.
• PTFE member woven fibre glass
bags.
• The Electro Static Precipitator
(ESPs) are controlled by Micro
controller based automatic
controller – this regulates,
monitors & optimizes the input
electric power to ESP to reduce
and maintain minimum stack
output.
Auto Truck Loading Machine Dust Suppression System
Dry Fog System Rehabilitation of Refilling
Area
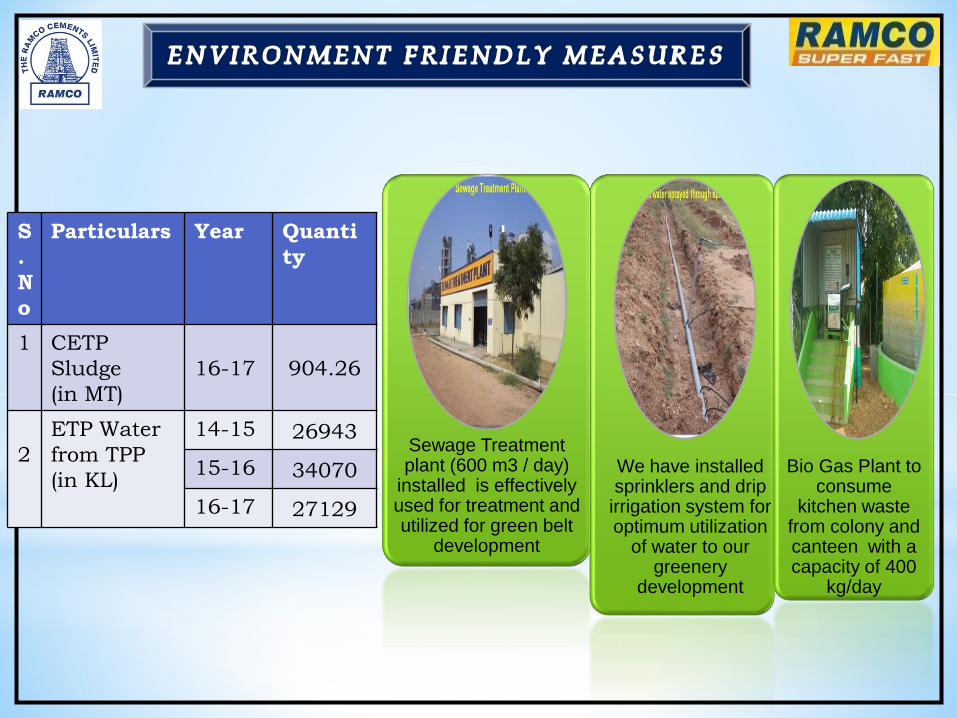
We have installed sprinklers and drip
irrigation system for optimum utilization
of water to our greenery
development
Sewage Treatment plant (600 m3 / day)
installed is effectively used for treatment and utilized for green belt
development
S
.
N
o
Particulars Year Quanti
ty
1 CETP
Sludge
(in MT)
16-17 904.26
2
ETP Water
from TPP
(in KL)
14-15 26943
15-16 34070
16-17 27129
Bio Gas Plant to consume
kitchen waste from colony and canteen with a capacity of 400
kg/day

2014-15 2015-16 2016-17
75620
79511
77620
Year No. of
Trees
Area
in hectares
2007-08 450 0.405
Total no of
trees are
79511 i.e.
covering
35.08 %
with 90%
survival
rate
2008-09 3000 4.047
2009-10 2000 2.834
2010-11 1100 1.416
2011-12 2900 4.047
2012-13 17670 14.164
2013-14 46000 18.625
2014-15 2500 2.834
2015-16 2000 2.42
2016-17 1891 2.42

• 10 Cross functional ENCON Teams has actively participated in Implementing Energy Conservation activities & Executed 25 Nos Projects successfully.
ENCON
• Through EnMS we are following the Monitoring Reports IER , DEPTS, EMAP Regularly & discussed in monthly Review meeting
Monitoring& Reporting
• As a small step for reducing carbon Emission, We encourage usage of Bicycle by restriction of Automobiles monthly once
Use bicycle
• By implementing Suggestion scheme with rewards & recognition, Shop involvement floor workmen's was improved.
Suggestion scheme
• We are Certified 5S Practicing Organization. We achieved by Total Employee Involvement from all verticals
5S
• We are I SO 9001, IS 18001 & ISO 14000&ISO 50001 Certified Company.
Management System


24
Standard Non Conformities Corrective & Preventive Actions
IS 18001
Waste oil shed at LSR-1 to be
erected. Oil cotton waste to be
disposed properly
The waste oil storage shed
construction was in progress
ISO
14001
Bio-Medical waste / Disposal –
Records not available
TNPCB approved collection agent
identified and Mou signed for
disposal
ISO 9001
Performance evaluation system
to be evolved for reviewing the
AMC contract every year.
(Extent of Control)
Review meeting has been
organized at year end while
renewing the contract & the
performance of the AMC was
discussed
IS/ISO
50001:20
11
Energy-critical parameters of
Compressor not included in Key
M & M Parameters; consider
pressure settings (Cut-In cut
off)
Energy-critical parameters of
Compressor included in Key M & M
Parameters






























