Embed Size (px)
Citation preview

A complete solution for
sustainable recycling of lead 11th January 2017
Jashan Bhumkar
Business OverviewSoujanya Color Pvt. Ltd. | Navi Mumbai - India

AUTOMOTIVE SECTORNumber of vehicles in India increased from 55 million (2001) to159.6 million (2012)
Automotive sector growing at about10% CAGR (2006-16)
RENEWABLE & GRID ENERGYRenewables Target: 100 GW solar, 60 GW wind by 2022 – need storage mechanisms
National Smart Grid Mission: batteries formonitoring and control of power flow
HYBRID & ELECTRIC VEHICLES National Electric Mobility MissionPlan (NEMMP): 7 million HEV’s by2020
HEV segment growing at 40% annually
BACK UP POWERDemand for large-scale back uppower for industries slated togrow 7-9% over the next 5 years
Increased Demand for Lead Acid BatteriesDriving Forces

15%Growth in Demand forLead Acid Batteries in
India
20%Speculated increase
in price of leadbetween 2016 and
2018 – favorable timesfor the commodity
(ILZDA)
50%Amount of recycled
lead in battery
97%Percentage of lead
recycled in USA
Current Market Situation
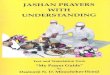
Only safe at
ZEROThere is no known level of lead exposureconsidered to be safe• WHO: Number 1 of 10 metals that are a
public health hazard• Affects brain, liver, kidneys and
accumulated over time in bones andteeth
• Brain disorders (10% of global burdenof disease as per WHO)
• Ischemic heart disease and stroke
120 millionPeople overexposed to leadglobally
99 %Of these are in developingcountries
12 %Loss of productivity, percentage ofIndia’s GDP
billionEconomic losses in India alonedue to lead poisoning
$230
>3 timesThe number of people affected by HIV/AIDS
Recycling is the ONLY OPTION
2 millionPeople in India are adverselyaffected due to improper recyclingof lead
The IRONY
Lead recycling is motivated by our desire to achieve sustainabilityYET
The current recycling processes are themselves damaging to the environment

Pyrometallurgical (Smelting) Process
Energy intensive
Capital intensive: $5 million for a10,000 tpy plant
Hazardous Emissions
Lead fuming
Excessive waste: sludge, slag, dross

Pyrometallurgical (Smelting) Process
ENERGY INEFFICIENT!
Energy density of lead-acid battery 50 Wh/kg
Energy input into smelting process 750 Wh/kg
Net energy per kg of recycling -700 Wh

LOW CAPITAL COSTS
NO PB FUMING NO NOXIOUS GAS
EMISSIONS
PROFITABLE ENERGY EFFICIENT
MINIMISES WASTE

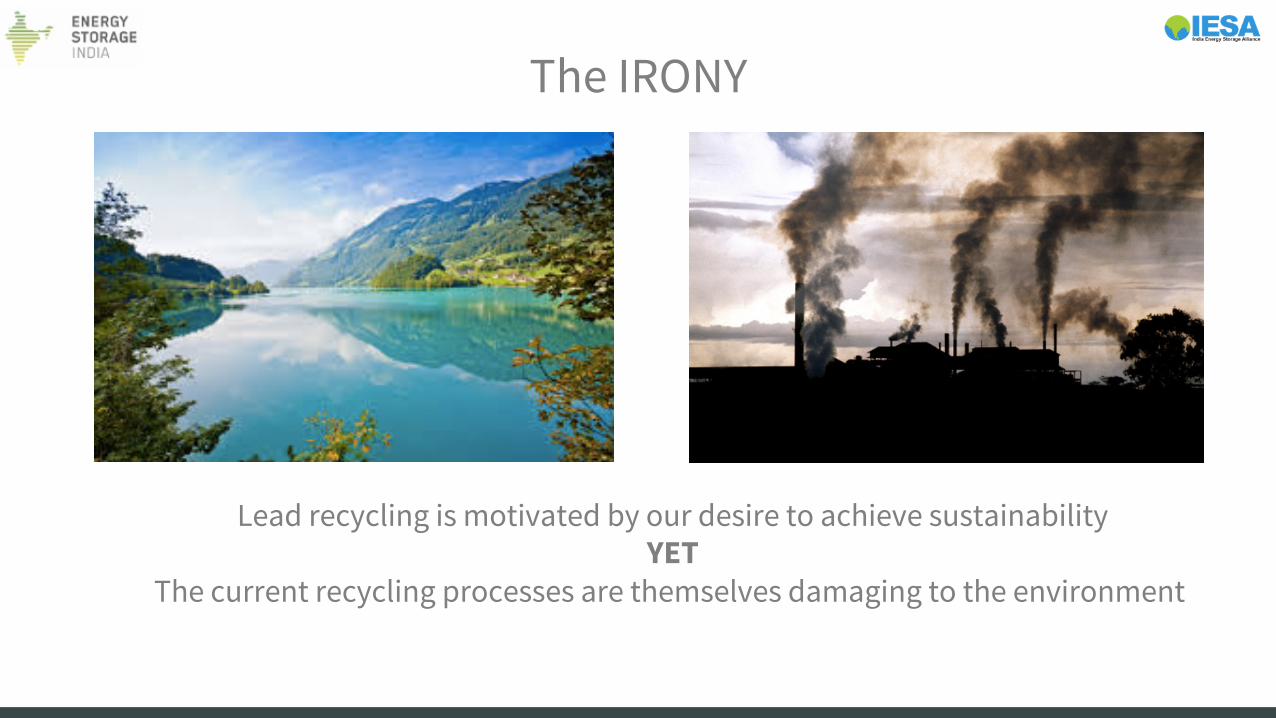
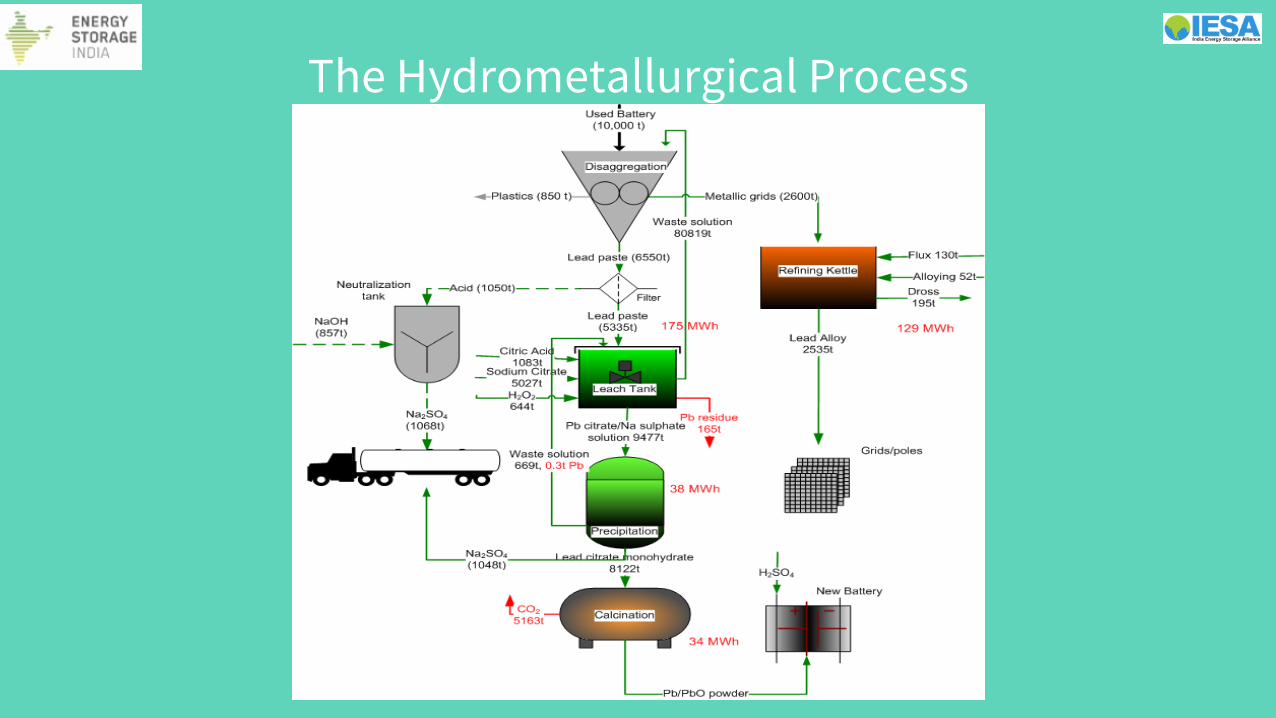
The Hydrometallurgical Process
Can fuel cells play a role in the future?A fuel cell can generate electricity silentlyand without combustion. The fuel streamis fed into a compartment separated froma second compartment into which air isfed. The two streams never mix or burn,but still electricity is pro duced at effi -ciencies that can be more than 100 percent higher than turbine-based powerplants using the same fuel. In principle,the fuel cells are similar to batteries. Thesecret material in both cases is theseparator – an electrolyte – which allowsfor silent but active communication be -tween the fuel and the air (Figure 2).
Leaching(with bio-reagents)
Wastebattery
Newpaste
Crystallinecompounds
Newbattery
Pastepre-
cursor
Usedpaste
Metalliclead
Spentlead grid
Melting andrefining kettles
Combustion-calcination
Patent:PCT/GB2007/004222;
WO2008/056125R.V. Kumar, S. Sonmez,
V. Kotzeva
Energy
Residual battery paste is dissolved in an aqueous solution of carboxylic acids derived fromplants (leaching) to produce lead organic material which is converted by combustion at hightemperatures to lead monoxide and metallic lead for new battery paste preparation. Thelead grids are refined separately using heat from the first process. The use of acids fromplants results in a very low carbon footprint. Thus it is possible for rural users to send backto battery manufacturers value-added products for re-engineering.
Fuel Air
Excess fuel andwater
Unusedgases
Anode CathodeElectrolyte
H2
H2O
O2
O2-
O2-
e-
e-e
Figure 2 A fuel cell
Leapfrogging to sustainable power
39
Figure 1 Green battery recycling process5
Residual battery paste is dissolved in an aqeous solution of plant-derived carboxylic acidsto produce alead organic material is produced as a pre-cursorwhich can be converted at moderate temperatures (350-400oC)to produceBattery-ready PbO/Pb
Lead grids are refined separately using heat from the first, exothermic process
The Hydrometallurgical Process

1. Reduced Capital Expenditure
0
1
2
3
4
5
6
1000 TPY 10000 TPY
More than 50% reductionin capital costs
Traditional process not viable atsmall scale since costs ofregulatory compliance areprohibitive
Traditonal process
Green Process
10,000 tpy plant can be set up on 10,000 sq ft land

2. Improved Profitability
At current reagentmarket prices.For a 10,000 tons throughput ofbatteries
$ 3.5 millionadditonalprofit
In-house production of reageentbeing considered
$ 5 millionadditionalprofit
Securing lowcost supply ofthe reagent willensure maxprofitability andstability
73
3
14
8
Equipment
Waste
Energy
Reagents
19
12
78
Comparison of 10 year average yearly cost proportions between traditional and green process

New grids + Lead Oxide
Direct manufacturing of battery ready lead oxide directly; reduced processing steps
3. Improved process efficiency
Spent grids
IngotsCyclic voltametry results for nanostructured PbO. Corresponding reactions below

The final product is abattery-readynanocrystallinePbO/Pb paste.
Shown to have atleast 30% greaterenergy efficiencythan conventionalpastes.
4. Improved product efficiency
SEM image of battery-ready PbO/Pb mixture showing nanocrystalline strructure
TEM image of PbO product showinglnanocrystalline strructure

5. Improved Energy Efficiency
The greenhydrometallurgical processis a NET PRODUCER ofEnergy
Assumption: Using a variableorganic turbine system for lowtemperature energy consumption, we can generate 1250 MWhelectricity from the process. :
Net 750 MWh energyproduced per 10,000 tonsbattery recycled
-‐8000 -‐7000 -‐6000 -‐5000 -‐4000 -‐3000 -‐2000 -‐1000 0 1000 2000
Hydrometallurgy
Pyrometallurgy
Energy (MWh)
Energy (MWh) consumption and production per 10,000 tons battery recycled
E_consumed
E_produced

What about smelting?Competitive Landscape Analysis
Surplus ofenergy from
green process
Lowtemperature
combustion ofintermediate
organicprecursor
Can loweroperatingtemperatureof smeltingfurnace
Can reduceelectrity usagein electrowinningrun in parallel
Can reduceenergy input for smeltingrun in parallel
26

Battery Collection
Battery Management and Handling Rules (BMHR), 2001Battery manufacturers to collect 90% of the batteries sold throughdealers for recycling
Extended Producers’ Responsibility (EPR) framework

Battery CollectionPoor compliance with BMHR
Study conducted by OK International to evaluate compliance withBMH and gauge the extent to which regulation has encouragedproduct stewardship among lead battery companies
Regular and thorough reporting, but
Alarmingly low levels of compliance
Inadequacy of the system to ensure formalized recycling

Where do half our batteries land up?
0.15 μg/m3USA: Standard lead
particle concentration in air
1.4 μg/m3“Lead event”
6.2 μg/m3Pb concentrations in air around 25 unregistered smelting sites near New
Delhi
> 400 timesLegally allowable limits
Pb concentrations in exhaust gases of
unregistered smelters
Comprehensive study by University of Michigan School of Public Health
Workers in unregistered smelting facilities in India have 10 times higher bloodlead levels than healthy age-matched controls
Aurelius Technology Limited A subsidiary of AEG Holdings Ltd Page 7 of 26
source: pureearth.org - Bihar, India, is home to many of the world's most
polluting informal recycling facilities for used lead acid batteries. Lead-based battery technology will play a significant role in helping to achieve national and international energy policy. For this reason, we believe that new Government regulations globally will force smelting to become less profitable and more heavily controlled. It is only a matter of time before old technology is replaced by newer, more efficient alternatives. The demand for a new, low-capital cost process for the recycling of lead, which can lend itself to small scale and is environmentally friendly, will have a major global impact. Our novel approach, based on a process invented by researchers at Cambridge University, has the capacity to transform lead recycling into a more profitable and environmentally friendly business.

Formalized Smelting is Prohibitive at Small ScaleCosts of pollution control equipment are unviable at small scale
For a 5000 MT/year plant,Gross Margin is approx. 10%
Much lesser pollution control equipment required since no SO2 and NO2 emissions in Green Process
Gross Margin for Green Process is upwards of 60% at small scales
Government action: Subsidisation of costs for switching to Green Process

Parallel Supply Chains for Used Batteries
Retailersare paid1% moreby scrapdealersthan bycompanies
Costs ofcompliance
areforegone by
theinformal
sector

Digital TransformationCan Provide Solutions For Efficient, Foolproof and Formalized Battery Collection Systems

Data-driven collection system using “smart” bins and GPS-enabled collection route optimization
Apps for at-door pick up of batteries
Mobile-based and digital payment systems
Intelligent memory-encoded packaging
EPR: investment from battery manufacturers
With appropriate incentives from Government

s
Bridge performance gap with Lithium
batteries
E-waste recycling in Smart Cities
Formalize the informal recycling sectorLARGER IMPLICATIONS
Smart Villages – impact 200 million people. Off-grid electrification in remote locations
made possible by small scale, profitable operations
SMART VILLAGESNew thinking for off-grid communities worldwide
A single car battery has more lead than in 26,944 cell phones, 6 standard television monitors or 11 computers

Thank You
Q A&

Acknowledgements
• Prof. Vasant Kumar, University of Cambridge, UK
• Aurelius Environmental, UK

Appendix 1 – ROI calculations• 10,000 tpy plant • Equipment cost: £200k for calcination kiln, £650k for battery breaking system, £100k on gas
abatement system, £70k electric turbine generator, £150k on recovery system for lead metal = Total £1.1 million
• Assume total CapEx = Rs. 15 Cr • Straight line depreciation = Rs. 1.3 Cr• At current market price of reagent, Gross Profit = £12 million = approx. Rs. 81 Cr • Taxable profit = 81 – 1.3 = approx. Rs. 80 Cr• At 12% interest rate, NPV is highly positive• Internal Rate of Return (IRR) = 280%

Appendix 2 – Waste, Byproducts and Carbon footprint
• Plastic from spent battery wash, granulate and sell to plastic manufacturers
• Acid from spent battery drain, neutralize and sell as a sulfate salt to glass manufacturers, orconvert to gypsum for use in agriculture
• If electrolysis in parallel no slag, but need to recycle the electrolyte
• If smelting in parallel 200 tpy dross (for a 10,000 tpy plant)
• Water Fully recyclable
• Waste mother liquors Fully recyclable
• CO2 emission 5000 tpy (for a 10,000 tpy plant)Carbon footprint can be offset if reagent is derived from a renewable
source
Appendix 3 – IP Situation
• US Patent number 8323376 (claiming priority from PCT application PCT/GB2007/004222 filed on 6 Nov 2007) - granted
• China Patent number 101573461 (claiming priority from PCT application PCT/GB2007/004222 filed on 6 Nov 2007) - granted
• India Patent number 2216/KOLNP/2009 (claiming priority from PCT application PCT/GB2007/004222 filed on 6 Nov 2007) - pending