Embed Size (px)
Citation preview

A COMPARISON OF AN INTEGRALLY STIFFENED BEADED PANEL MADE FROM STRETCH BROKEN CARBON FIBER AND A HONEYCOMB CORE SANDWICH
PANEL
By
ADAM IAN NADEL
A THESIS PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT
OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF SCIENCE
UNIVERSITY OF FLORIDA
2009
1

© 2009 Adam Ian Nadel
2

To my Grandfather who inspired me to be an Engineer and started my love of aircraft
3

ACKNOWLEDGMENTS
I would like to acknowledge the support of the Naval Air Warfare Center (NAVAIR)
and Dr. Raymond Meilunas. This research was completed under contract N00421-08-
C-0017. I would like to acknowledge my employer, Aurora Flight Science, of Manassas
Virginia for giving me the opportunity to conduct this study. I would also like to
acknowledge the contract prime, Hexcel Corporation, and particularly Principal
Investigator, Dr. Günther Jacobsen. I would also like to acknowledge Dr. Gregory Dillon
and Mr. Don H. Stiver both of Penn State Applied Research Laboratories and Mr. David
Cox of Aurora Flight Sciences for their collaborative contributions to this effort.
I would like to thank my advisor Dr. Bhavani Sankar for his continued support of
me. His patience and guidance has always been appreciated. Finally I would like to
thank my parents, sister and girlfriend. Without their love and backing none of this
would have been possible.
4

TABLE OF CONTENTS Page
ACKNOWLEDGMENTS .................................................................................................. 4
LIST OF TABLES ............................................................................................................ 7
LIST OF FIGURES .......................................................................................................... 8
LIST OF ABBREVIATIONS ........................................................................................... 10
ABSTRACT ................................................................................................................... 11
CHAPTER
1 INTRODUCTION .................................................................................................... 13
Honeycomb Sandwich Panels ................................................................................ 13 Integrally Stiffened Beaded Panels ......................................................................... 16 Bead Pattern Selection ........................................................................................... 20
2 MANUFACTURING PROCESS SUMMARY ........................................................... 24
Honeycomb Sandwich Panels ................................................................................ 24 Integrally Stiffened Beaded Panels ......................................................................... 24
3 STRUCTURAL ANALYSIS ..................................................................................... 28
Material Properties .................................................................................................. 28 General Model Set-Up ............................................................................................ 29
Boundary Conditions – Loads .......................................................................... 31 Boundary Conditions – Constraints .................................................................. 35 Honeycomb Sandwich Panel Lay-ups .............................................................. 37 SBCF ISBP Lay-up ........................................................................................... 39
4 RESULTS ............................................................................................................... 42
Deflections .............................................................................................................. 42 Honeycomb Sandwich Panels .......................................................................... 42 Integrally Stiffened Beaded Panel .................................................................... 44
Ply Failure ............................................................................................................... 45 Honeycomb Sandwich Panels .......................................................................... 46 Integrally Stiffened Beaded Panel .................................................................... 47
Discussion .............................................................................................................. 48
5 CONCLUSIONS ..................................................................................................... 50
APPENDIX A: MECHANICAL PROPERTIES ............................................................... 52
5

LIST OF REFERENCES ............................................................................................... 57
BIOGRAPHICAL SKETCH ............................................................................................ 59
6

LIST OF TABLES
Table page 3-1 Mechanical properties of IM7/8552 ..................................................................... 29
3-2 Material properties of HRH-36-.125-4.5 Honeycomb Core ................................. 29
3-3 8 Ply Lay-up Sequence for Honeycomb Face Sheets ........................................ 37
3-4 16 Ply Lay-up Sequence for Honeycomb Face Sheets ...................................... 38
3-5 8 Ply lay-up sequence for the beads .................................................................. 39
3-6 8 Ply lay-up sequence under beads ................................................................... 39
3-7 16 Ply lay-up sequence of areas between beads ............................................... 40
3-8 16 Ply lay-up sequence of areas surrounding beads .......................................... 40
4-1 Weight of Panels ................................................................................................ 42
4-2 Summary of panel deflections ............................................................................ 42
4-3 Summary of maximum ply failure index .............................................................. 45
7

LIST OF FIGURES
Figure page 1-1 Structural benefits of honeycomb sandwich panel .............................................. 13
1-2 Corrosion of an Aluminum honeycomb sandwich panel from an HH60J ............ 15
1-3 Impact damaged honeycomb panel .................................................................... 16
1-4 Graphical representation of SBCF ...................................................................... 17
1-5 Original SBCF Machine ...................................................................................... 19
1-6 Panel made of SBCF with 11 beads ................................................................... 20
1-7 Geometry of ISBP ............................................................................................... 22
1-8 Alternate bead configurations ............................................................................. 23
2-1 Manufacturing Process ....................................................................................... 25
2-2 Bead geometry shown with broken fibers ........................................................... 26
2-3 ISBP mold tool .................................................................................................... 26
2-4 Result of an 8 ply forming trial at Penn State ARL showing ............................... 27
3-1 Pictures of Finite Element Models ...................................................................... 30
3-2 Honeycomb Sandwich Panel Applied Loading ................................................... 33
3-3 ISBP Applied Loading ......................................................................................... 34
3-4 Honeycomb Sandwich Panel Constraints ........................................................... 36
3-5 ISBP Constraints ................................................................................................ 37
3-6 Lay-up Regions of Honeycomb Core Panel ....................................................... 38
3-7 Lay-up regions of the SBCF ISBP. ..................................................................... 41
4-1 Honeycomb Panel Deflection for Load Case 1 – Outward Pressure .................. 43
4-2 Honeycomb Panel Deflection for Load Case 2 – Inward Pressure ..................... 43
4-3 Honeycomb Panel Deflection for Load Case 3 – Shear ..................................... 44
8

4-4 SBCF ISBP Deflection for Load Case 1 – Outward Pressure ............................. 44
4-5 SBCF ISBP Deflection for Load Case 2 – Inward Pressure ............................... 45
4-6 SBCF ISBP Deflection for Load Case 3 – Shear ................................................ 45
4-7 Honeycomb Panel Max Failure Index for Load Case 1 – Outward Pressure ...... 46
4-8 Honeycomb Panel Max Failure Index for Load Case 2 – Inward Pressure ........ 46
4-9 Honeycomb Panel Max Failure Index for Load Case 3 – Shear ......................... 47
4-10 SBCF ISBP Max Failure Index for Load Case 1 – Outward Pressure ................ 47
4-11 SBCF ISBP Max Failure Index for Load Case 2 – Inward Pressure ................... 48
4-12 SBCF ISBP Max Failure Index for Load Case 3 – Shear ................................... 48
5-1 Scaled up test piece shown the cross pattern multiplied .................................... 51
9

LIST OF ABBREVIATIONS
SBCF Stretch Broken Carbon Fiber
ARL Pennsylvania State University - Applied Research Laboratory
ISBP Integrally Stiffened Beaded Panel
OML Outer Mold Loft/Line/Layer
IML Inner Mold Loft/Line/Layer
SBS Short Beam Shear
NIAR Wichita State University - National Institute of Aviation Research
FEA Finite Element Analysis
FEM Finite Element Model
SPC Single Point Constraint
GPa Giga-Pascal
MPa Mega-Pascal
msi Million pounds/square inch
ksi Thousand pounds/square inch
ν Poisson Ratio
E Elastics Modulus
G Shear Modulus
F1t/c Tension or compression strength of a material in the “1” direction
F2t/c Tension or compression strength of a material in the “2” direction
F12 Shear strength of a material
RTD Room Temperature Dry
DOF Degree of Freedom
° Measure of Angle in degrees relative to a defined Coordinate System
10

Abstract of Thesis Presented to the Graduate School of the University of Florida in Partial Fulfillment of the Requirements for the Degree of Master of Science
A COMPARISON OF AN INTEGRALLY STIFFENED BEADED PANEL MADE FROM
STRETCH BROKEN CARBON FIBER AND A HONEYCOMB CORE SANDWICH PANEL
By
Adam Ian Nadel
December 2009
Chair: Bhavani Sankar Major: Aerospace Engineering
Honeycomb core sandwich panels are commonly used in aircraft construction.
They provide a buckling-resistant, lighter-weight alternative to the classic skin and
stringer aircraft construction. However, corrosion and durability issues plague
honeycomb sandwich panel construction. An alternative to both is a carbon composite
beaded panel. The beads provide a geometric advantage to resist buckling and
increased strength capability over flat panels of similar material thickness. Making
carbon composite beaded panels has its own challenges associated with manufacture
and laminate quality of such panels.
Stretch Broken Carbon Fiber (SBCF) provides an opportunity for composite
designs to use higher modulus material and more complex geometries with high
laminate quality and stiffness, without the common manufacturing concerns often
associated with continuous unidirectional carbon fiber. The formability of the material
allows it to stretch and form complex geometries. SBCF is one of several types of
materials commonly referred to as a discontinuous aligned fiber material.
11

12
SBCF is capable of being quickly formed into beaded panels. The unique forming
process removes the need to locally cut and overlap splice plies to conform to the
geometry thereby reducing touch labor costs per unit, improving the laminate quality
due to reduced ply bridging and removing the environmental concerns associated with
honeycomb. Stretch Broken IM7 carbon fiber in an 8552 epoxy resin matrix has similar
mechanical properties to the continuous IM7/8552. The ultimate purpose of this
research was to show that an Integrally Stiffened Beaded Panel (ISBP) made of SBCF
could replace a traditional honeycomb sandwich panel made with continuous IM7/8552
uni-directional carbon composite face sheets and HRH-36-.125-4.5 Kevlar Core. This
construction was chosen as the baseline because it is being used on a Navy helicopter
program currently in development.

CHAPTER 1 INTRODUCTION
1 Chapter 1 Honeycomb Sandwich Panels
Sandwich panel construction uses thin, load-bearing skins or face sheets bonded
to a light weight honeycomb core or foam. The face sheets can be made from metal or
a carbon fiber/epoxy resin material system. This type of construction has excellent
stiffness and a high strength to weight ratio, and therefore has been used in many
airframe applications for fixed and rotary wing aircraft. Figure 1-1 shows a comparison
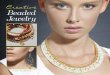
and benefits of a honeycomb sandwich panel over a solid sheet of a given thickness [1].
Figure 1-1. Structural benefits of honeycomb sandwich panel. Source: Hexcel Composites “HexWeb Honeycomb Sandwich Design Technology” © 2000.
Generally the honeycomb core carries the out-of-plane or transverse shear forces
on the panel. The in-plane and bending loads are carried through membrane loads in
13

the face sheets. The honeycomb sandwich panel can be modeled as two dimensional if
the shear deflection is negligible. Modeling the honeycomb core with three dimensional
elements is also possible. The honeycomb core should be given an effectively zero in-
plane modulus. FEA requires that some value be given for the elastic modulus. The
shear modulus are given based on the ribbon and warp directions of the core. Those
directions are defined by the way core is manufactured [1].
Honeycomb sandwich structures have proven costly to maintain due to limited
durability. Perhaps the largest single limitation has been corrosion. The Navy and
Coast Guard operate their aircraft on the open seas in one of the harshest aircraft
environments known. In addition to direct salt spray exposure, the maritime carrier
aircraft environment features exposure to sustained high levels of humidity. Although
improvements in aluminum core have been made, aluminum honeycomb does not
withstand the naval aviation environment and has been all but eliminated from new
designs due to high recurring maintenance costs to repair corroded and damaged
panels. Figure 1-2 shows a picture of a corroded aluminum honeycomb core sandwich
panel from a Coast Guard HH60J helicopter [2].
14

Figure 1-2. Corrosion of an aluminum honeycomb sandwich panel from an HH60J. Source: Ted Wiesner “HH-60J Seahawk Helicopter Corrosion Issues” Army Corrosion Summit © 2003 http://www.armycorrosion.com/past_summits/summit2003/download1.cfm?fname=wiesner.pdf (Accessed 10/2009)
Non-metallic core such as HRH-10 Nomex or HRH-36 Kevlar/Korex do not
corrode directly, however they remain susceptible to other failure modes. The very
weight saving benefit (thin, highly loaded, structurally efficient skins) offered by
sandwich construction also has some weakness. These thin skins are more susceptible
to impact and puncture damage. This can lead to moisture and fluid intrusion, which
can then degrade the adhesive bond line and/or the honeycomb core. Navy rotary wing
aircraft sandwich structures are particularly susceptible to this damage, because many
sandwich panels feature very thin, minimum gage skins. The operating limitations of
carrier based and forward based Marine Corps aircraft results in a higher probability of
impact to the skins of the aircraft.
15

A B
Figure 1-3. Impact damaged honeycomb panel A) Whole honeycomb sandwich panel B) Close up of impact indentation
Corrosion, impact damage, manufacturing complications and other issues can
lead to a debond between a face sheet and the honeycomb core. The debonding of the
face sheet can cause the panel to buckle under compressive, compression due to
bending, and shear loads. Sankar and Narayanan investigated the buckling of a
honeycomb sandwich panel with debonded face sheets under compressive loads using
Finite Element Analysis (FEA) and experimentation. They characterized the failure of
the core and face sheets [3].
The geometries that can be constructed using honeycomb sandwich panels are
also limited. Honeycomb sandwich panels can not have high curvature even with fairly
constant thickness face sheets. The very thickness of the honeycomb that provides the
stiffness and strength benefit hinder construction of a curved panel. Processes have
been developed to form honeycomb core into higher curvature parts; however they are
extremely expensive and time consuming.
Integrally Stiffened Beaded Panels
Bead-stiffened panels are frequently used in metallic construction, and have been
used in the past for light to moderately loaded composite structures. However, bead
16

stiffened fabrication using conventional composite manufacturing methods poses
significant challenges. Typically, bead geometries feature compound curvature with
tight radii. These features are difficult, if not impossible, to form using conventional uni-
directional tape or fabric prepreg without unacceptable wrinkles. In many cases, the
pre-impregnated carbon fiber material is locally cut or overlap spliced to provide forming
compliance, which requires additional overlapping and patches to restore the necessary
laminate strength. This adds weight as well as labor cost. With conventional ply-by-ply
manual lay-up methods, every ply must be laboriously and skillfully laid up into multiple
compound curvature bead cavities.
The formability of SBCF material in the pre-impregnated carbon fiber state
significantly simplifies the manufacture of parts like ribs, skins and bulkheads with
integral stiffening beads. The process not only requires less hand labor than ply-by-ply
manual lay-up into a mold, but also ultimately facilitates automation, since the flat ply
lay-up can readily be performed using automated tape lay-up. SBCF is made from
standard continuous carbon fiber. A graphical representation of SBCF is shown below
in Figure 1-4.
Figure 1-4. Graphical representation of SBCF
17

The filaments of tow are stretched and broken between two revolving wheels
spinning at different speeds. Each filament stretches and breaks between the pinch
points of the two rollers at its weakest point. The average break length is determined by
the distance between the pinch points. The load is transferred between adjacent
filaments by shear at the break points. The process by which the material is made is
detailed for the original AS4/M73 material system in Reference 4. The original machine
which produced the AS4/M73 material is shown below in Figure 1-5. The machine was
originally used by the textile industry to stretch materials such as cotton before being
made into clothes or other products. The IM7/8552 material is produced on a newer
machine.
18

Two pinch point locations between small rollers
Wheels spinning at progressively faster speeds
Figure 1-5. Original SBCF Machine. Source: Abdallah, M.G., Hansen, N. W. and Jacobsen G. “Development of Stretch Broken Carbon Fiber Materials.” Proceedings of the 50th International SAMPE Symposium and Exhibition, Long Beach, California, May 1-5, 2005Jacobsen, G. “Mechanical Performance Characterization Of Stretch Broken Carbon Fiber Material.”, Proceedings from the 54th SAMPE Technical Conference, Baltimore, Maryland, May 18 – 21, 2009.
While the ability to make single surface bead-stiffened parts like ribs, spars and
bulkheads is useful, typical stressed skin airframe structure requires internal stiffened
skins, in which the exterior side of the skin panel is smooth and continuous. The bead
stiffened panel concept is structurally efficient, impact resistant and lightweight.
Pennsylvania State University Applied Research Lab (ARL) has developed a concept
for manufacturing an integrally bead-stiffened panel which consists of a smooth,
continuous outer skin, as required on an aircraft outer mold line (OML), and a beaded
inner skin. This method relies upon the formability of SBCF pre-impregnated carbon
19

fiber material, and a vacuum forming process to form the beaded inner panel. The cured
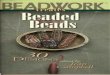
inner panel is then bonded to a cured outer skin using film adhesive. Figure 1-6 below
shows a panel made of SBCF with 11 beads [5]. The panel was made as a
demonstration for a helicopter; each bead is approximately 26.7 cm (10.5 in) and 6.4 cm
(5.25”) across.
Figure 1-6. Panel made of SBCF with 11 beads. Source: Dillon, G. and Stiver, D.H. III. “Development Of Enabling Automated Forming Technology For Stretch Broken Carbon Fiber (SBCF) Materials”, Proceedings from the 54th SAMPE Technical Conference, Baltimore, Maryland, May 18 – 21, 2009
Bead Pattern Selection
Rotary wing aircraft and fixed wing aircraft designers and fabricators recognize the
potential offered by an integrally stiffened unitized structure. The basic intent was to
design an effective “unit cell” of reinforced structure that might ultimately be extended as
a series of repeat units to stiffen a large area or replace a group of panels with one
more efficient piece. This is consistent with the building block approach to the process
development that has been successfully applied in prior phases of this work. The
20

selected bead pattern would act similar to a traditional honeycomb sandwich panel by
providing stiffness and strength in multiple directions.
The design geometry was also chosen to showcase and evaluate the material’s
ability to form. This ISBP design selected produced an inner skin with a complex 25.4
mm (1.0 in) deep bead geometry designed to carry a load similar to a 25.4 mm (1.0 in)
thick honeycomb panel. This panel has bead stiffeners in the 0°, 90°, +45°, and -45°
directions to compliment the selected quasi-isotropic lay up and give it the universal
load capacity of the traditional honeycomb panel. See Figure 1-7 for the geometry of
the replacement beaded panel.
21

A
B Figure 1-7. Geometry of ISBP. A) Dimensioned drawing of ISBP B) Isometric view of
ISBP
22

The selected geometry and lay-ups chosen in this research have not been
optimized. The selection of bead patterns and ply lay-ups can be tailored to the loading
of specific components thereby reducing weight further. Figure 1-8 shows two panels
which are designed to carry load in a specific direction: A) load in one direction along
the beads B) shear only load.
A B
Figure 1-8. Alternate bead configurations A) Loading in one direction B) Loading primarily in shear
23

CHAPTER 2 MANUFACTURING PROCESS SUMMARY
2 Chapter 2 Honeycomb Sandwich Panels
A common way of manufacturing honeycomb sandwich panels is to lay-up the
under core face sheet on a tool matching the OML of the aircraft. The core is then
placed on the under core laminate and then the over core lay-up is put down. Vacuum
is drawn at several steps during this process to compact the laminate. This process is
normally done by hand in a process called hand lay-up. The locations of ply drop-offs
under and over the core need to be coordinated to assure that the core does not bridge
over the change in face sheet thickness and that the core can conform to the geometry.
Several processes including heat forming the honeycomb core before placement and
machining the honeycomb core are possible; however both are expensive and can lead
to a higher scrap rate of the honeycomb core detail. The part is then cured.
Honeycomb core is also susceptible to crushing during an autoclave cure process.
Integrally Stiffened Beaded Panels
The following is a summary of the manufacturing process developed at Penn State
ARL by which an ISBP can be made [5]. The entire inner skin laminate is laid up on a
flat tool. The lay-up is then transferred onto a pre-heated tool shaped to the inner mold
line (IML) of the final part. Vacuum is drawn on the lay-up forcing the laminate into the
female mold of the tool. Vacuum holes in the tools assist the forming. The heat from
the tool causes the resin in the laminate to becoming less viscous allowing each of the
SBCFs to elongate along its axis by enlarging the gaps between the filament segments,
allowing the fibers to conform to the mold. A graphic description of this process is given
in Figure 2-1. A separate tool that is shaped to the OML of the part is used to form the
24

outer skin. The outer skin is generally a smooth shape for aerodynamic purposes. It
can be made from SBCF or continuous uni-directional carbon fiber. The two skins are
then bonded together in a second cure to form the final part.
B
A
C
Figure 2-1. Manufacturing Process. A) Inner Skin Laminate Lay-up Flat B) IML Tool C) Laminate drawn into tool forming IML Surface of Part
Figure 2-2 below shows the geometry of the bead shape. There is also a notional
stretch broken fiber shown. As the bead is wider than 5.1 cm (2.0 in) there are at least
25

two breaks of the fiber across the bead. The tool used to create the panel is shown in
Figure 2-3.
One break Second break
76.20 mm [3.00 in]
R 31.75 mm
Individual fiber
R 9.525 mm [R 0.375 in]
Figure 2-2. Bead geometry shown with broken fibers
Figure 2-3. ISBP mold tool
Forming trials began with 4 plies [0/90/+45/-45] of SB IM7/8552 uni-directional
prepreg tape. It only took three iterations to make the needed modifications to the cure
tool and to select ply orientation before moving to the quasi isotropic 8-ply skin. Three
additional 8-ply iterations were done with positive results. The part shown in Figure 3-2
26

was created via the process developed by Penn State ARL [5].
A
B
Figure 2-4. Result of an 8 ply forming trial at Penn State ARL showing A) Tool side surface B) Bag side surface
27

CHAPTER 3 STRUCTURAL ANALYSIS
3 Chapter 3 To compare the honeycomb sandwich panels and the Integrally Stiffened Beaded
Panels finite element models of both were made. FEMAP v9.31 was used as the pre
and post processor. NEi Nastran v9.2 was used as the solver.
Material Properties
Testing on cured IM7/8552 panels made from SBCF has shown that the SBCF
material has statistically equivalent modulus and strength to the continuous fiber
materials in almost all categories. The details about this SBCF fiber and prepreg are
found in Reference 6. This testing was completed at NIAR under contract to Hexcel.
The material properties for the IM7/8552 are shown below in Table 3-1 [7 & 8]. The
only property not tested and documented in Reference 7 is the 90° compressive
strength. That property was taken from the 8552 Resin Data Sheet [8]. The properties
are taken from the SBCF properties and used for both the continuous and stretch broke
material. This was done because the differences are statistically insignificant and only
one sample for the continuous material was tested. The density for the carbon
fiber/epoxy resin system is 2.06 kg/m3 (0.057 lbs/in3). The material properties of the
HRH-36-.125-4.5 Kevlar honeycomb core with 3.2 mm (0.125 in) cell size weighing 72
kg/m3 (4.5 lbs/ft3) are shown below in Table 3-2. The baseline material properties [9]
provided by the manufacturer are for 12.7 mm (0.5 in) thick core. The core used is 25.4
mm (1.0 in) thick which requires a reduction of 12% based on the of the core thickness
[10]. The values include the knockdown. All properties are room temperature dry
(RTD).
28

Table 3-1. Mechanical properties of IM7/8552. Sources: Jacobsen, G. “Mechanical Performance Characterization of Stretch Broken Carbon Fiber Material”, Proceeding from the 54th SAMPE Technical Conference, Baltimore, Maryland, May 18-21 2009 and Hexcel Corporation, “HexPly 8552 Epoxy Matrix Product Data” © 2005
Property Value E11 163GPa (23.64 msi) E22 8.9 GPa (1.29 msi) G66 4.63 GPa (672 ksi) ν12 0.34 F1t 2681 MPa (389.9 ksi)F1c 1665 MPa (241.5 ksi)F2t 72.2 MPa (24.5 ksi) F2c 304.7 MPa (44.2 ksi) F12 92.6 MPa (13.4 ksi)
Table 3-2. Material properties of HRH-36-.125-4.5 Honeycomb Core. Sources: Hexcel
Corporation, “HexWeb HRH-36 Product Data” © 2004 and Hexcel Composites, “TSB120 Hexweb Honeycomb Attributes and Properties” © 1999
Property Value Gxz 200 MPa (29.0 ksi) Gyz 77.2 MPa (11.2 ksi)
General Model Set-Up
The composite laminates for both the honeycomb panel and the beaded panel
were modeled using CTRIA3 and CQUAD4 elements. Those elements are iso-
parametric membrane-bending plate elements with three and four nodes respectively.
The properties were applied by the use of a PCOMP card. The material properties were
assigned using a MAT8 card. The core was modeled using solid elements; CHEX8
elements for the full thickness areas of the core, CWEDGE6 elements for the core ramp
areas and CTET4 elements for the ramp corners. Those elements are iso-parametric
solid elements with eight, six, and four nodes respectively. This corresponds to the
edges of the core being machined to an angle of 20.0°. Figure 3-1 shows views of the
two Finite Element Models used for the analysis.
29

A
B
Figure 3-1. Pictures of Finite Element Models A) ISBP Panel B) Honeycomb Sandwich Panel
According to the testing completed by Hexcel the properties of continuous and
stretch broken IM7/8552 are statistically identical [7]. Therefore, the same material card
was used to model the continuous and Stretch Broken carbon fiber material forms.
Thinning is experienced by the panels during trial forming. Several measurements were
taken from the test panel and it was measured that the reduction in thickness for the
laminate was up to approximately 12% [11]. For a conservative analysis this reduction
30

was increased to 15% in ply thickness. The nominal ply thickness is 0.1524 mm [0.006
in]. The corresponding reduced ply thickness is 0.1295 mm [0.0051 in].
No shear and bending interaction is desired. Therefore, a symmetric is desired for
this application. Furthermore, it was desired to have a quasi-isotropic lay-up. This
reduces the effect of a fiber misalignment which could further reduce manufacturing
costs. An 8-ply lay-up is the minimum required number of plies to achieve a symmetric,
quasi-isometric lay-up using uni-directional fibers. This is therefore considered the
minimum gauge for both the honeycomb sandwich panel face sheets and the beaded
panel. Other criteria may be imposed which would increase the minimum thickness of
the laminate further. Those are not considered as they are assumed to apply to both
panels equally.
Tsai-Hill Failure theory was used to compute ply failure index. The equation of
Tsai-Hill Failure Index is shown below as Equation 1. When the Failure Index exceeds
1, the material has failed [12]. F1, F2, and F12, are the material strength allowables in
the specified material direction. The allowables are shown above in Table 3-1. The
tension allowable is used if the calculate stress in the ply in that direction is in tension.
For example if σ1 is positive then F1 is F1t. NEi Nastran v9.2 will calculate a failure index
of a given ply for the user. This feature was used to calculate the failure of the plies.
212
212
21
212
2
22
21
21
FFFFFI τσσσσ
+−+=
Equation 1. Tsai-Hill Failure Theory Equation [12]
Boundary Conditions – Loads
Three load cases were modeled to simulate loads an aircraft skin panel would
experience during flight. They are:
31

• Outward Pressure of 10,342 Pa [1.5 psi] • Inward Pressure of 10,342 Pa [1.5 psi] • Shear load of 609.6 N/mm [520.8 lbs/in]
The over core honeycomb side and the beaded side are considered the inner
surface (IML). The opposing flat surface is considered the outer surface or the
aerodynamic surface (OML). Load Case 1 was applied against the inner surface
outward. Load Case 2 was applied against the outer/aerodynamic surface and inward.
The shear forces were applied in-plane. The pressure loads were applied with PLOAD4
cards which are pressure loads applied to the faces of the plate elements. The shear
forces were applied at 16 locations around the perimeter. The corner locations had
shear loads for both edges applied to them. This was done to simulate the transfer of
shear loads across a skin from a piece of mating structure to another such as from
aircraft frame to aircraft frame along the length of a fuselage. The shear loads were
applied with FORCE cards which are static forces applied at a node in a specified
direction. The loads are applied around the perimeter of the panels where the OML and
IML faces come together. The loading of the Honeycomb Sandwich Panel is shown
below in Figure 3-2. The loading of the ISBP is shown below in Figure 3-3.
32

A B
C
Figure 3-2. Honeycomb Sandwich Panel Applied Loading A) Outward Pressure B) Inward Pressure C) Shear
33

A B
C
Figure 3-3. ISBP Applied Loading A) Outward Pressure B) Inward Pressure C) Shear
34

Boundary Conditions – Constraints
Single Point Constraints (SPC) were used to constrain the models. These
constraints fix the node it is applied upon in the specified degree of freedom (DOF).
The constrained DOF is represented by a number; 123 for the XY&Z translational DOFs
respectively and 456 for the rotational DOFs respectively. The coordinate axes are
shown above in Figure 3-2 and Figure 3-3 for the two panels. The locations of the
constrained nodes in the model are consistent with probable fastener locations of such
a panel. The constraints are used to properly constrain the model or remove the
singularity inherent in the finite element analysis. The constraints were chosen to match
the intended load paths for each load case.
For the pressure load cases it was assumed each fastener location will react shear
and axial loads. This is due to the fact that the pressure load would need to be carried
into the mating structure by the fasteners. Therefore, the three translational degrees of
freedom were constrained. The SPC locations for load cases 1 and 2 are identical.
For load case 3, the shear load case, the fastener locations were constrained in
the out-of-plane, or fastener axial load capability. The in-plane fastener constraints
(1&2) were not applied as the loading is applied in those directions simulating the
transfer of load from one aircraft frame to another aircraft frame. The center of the
panel was also constrained in the 1, 2, and 5 DOFs to construct a statically determinant
model. As the reaction loads at that point is zero, these constraints do not affect the
FEA solution.
The SPC locations for can be seen below as blue triangles with the constrained
degrees of freedom specified. Figure 3-4 shows the constraints for the Honeycomb
35

Sandwich Panel. Figure 3-5 shows the constraints on the SBCF ISBP. Both figures
show the OML of the panels.
A B
Figure 3-4. Honeycomb Sandwich Panel Constraints A) Pressure load cases (#1&2) B) Shear load case (#3)
36

A B
Figure 3-5. ISBP Constraints A) Pressure load cases (#1&2) B) Shear load case (#3)
Honeycomb Sandwich Panel Lay-ups
The honeycomb panel was modeled to have 25.4 mm thick HRH36-.125-4.5
Kevlar core. The face sheets and the core shared nodes to transfer the load between
the two. The face sheets above and below the core were modeled with the minimum 8-
ply quadi-isometric lay-up. The honeycomb panel would use continuous uni-directional
carbon fiber. The nominal thickness of material was used. The lay-up sequence is
shown below in Table 3-3. The lay-up is shown as blue in Figure 3-6 below.
Table 3-3. 8 Ply Lay-up Sequence for Honeycomb Face Sheets
# of Plies Material Thickness Orientation (°)8 IM7/8552 0.1524 mm (0.006 in) [0/90/45/-45]s
The area surrounding the core was modeled with a 16 Ply lay-up. This
corresponds to the two face sheets coming together around the core. This lay-up
37

sequence is shown below in Table 3-4. The lay-up is shown below as orange in Figure
3-6. Figure 3-6 also has a cut-away of the honeycomb sandwich panel showing the
core and face sheets. The core is shown as gray.
Table 3-4. 16 Ply Lay-up Sequence for Honeycomb Face Sheets
# of Plies Material Thickness Orientation (°)16 IM7/8552 0.1524 mm (0.006 in) [0/90/45/-45]2s
A)
B)
Figure 3-6. Lay-up Regions of Honeycomb Core Panel A)Lay-up Regions of the Honeycomb Sandwich Panel B) Cut-away of honeycomb sandwich panel
Area surrounding core
Shared nodes between face sheets
Nominal thickness face sheets
Honeycomb Core
38

SBCF ISBP Lay-up
The beaded panel was modeled with 25.4 mm tall beads to match the same
geometric profile as the honeycomb panel it is intended to replace. The beads have an
approximate width of 86.5 mm. See Figure 1-7 for detailed dimensions. The beads are
assumed to be hollow. The beaded areas were modeled with the minimum 8-ply quasi-
isometric lay-up. To account for the thinning due to stretching of the fibers during the
forming process the ply thickness was reduced by 15% [11]. The lay-up is shown below
in Table 3-5. The lay-up is shown below as gray in Figure 3-7. Figure 3-7 also has a
cut-away view of a bead with the thicknesses of the laminates shown.
Table 3-5. 8 Ply lay-up sequence for the beads # of Plies Material Thickness Orientation (°)
8 IM7/8552 0.1295 mm (0.0051 in) [0/90/45/-45]s
The area under the bead is un-stretched and could be made from continuous
material. It has an 8 quasi- isometric ply lay-up, too. That lay-up sequence is shown
below in Table 3-6. The lay-up is shown below as blue in Figure 3-7.
Table 3-6. 8 Ply lay-up sequence under beads # of Plies Material Thickness Orientation (°)
8 IM7/8552 0.1524 mm (0.006 in) [0/90/45/-45]s
The triangular area between the beads is modeled with a 16-ply lay-up. This
corresponds to the combination of both the beaded sheet and the flat outer sheet. The
8 plies of the beaded side area also stretched due to the forming process. Therefore
the top 8 plies of the lay-up have their thickness reduced by 15%. The lay-up sequence
can be seen below in Table 3-7. The lay-up is shown below as green in Figure 3-7.
39

Table 3-7. 16 Ply lay-up sequence of areas between beads # of Plies Material Thickness Orientation (°)
8 IM7/8552 0.1295 mm (0.0051 in) [0/90/45/-45]s 8 IM7/8552 0.1524 mm (0.006 in) [0/90/45/-45]s
The area surrounding the beads was modeled with a 16-ply lay-up. This
corresponds to the beaded sheet and flat sheet coming together around the beads
similar to the area surrounding the honeycomb core. The forming process can pinch
the plies and prevent thinning due to elongation. Each individual ply can slip on the
tooling or the adjacent plies which may also prevent thinning due to the elongation. The
plies are therefore all at their nominal thickness. This lay-up sequence is shown below
in Table 3-8. The lay-up is shown below as orange in Figure 3-7.
Table 3-8. 16 Ply lay-up sequence of areas surrounding beads # of Plies Material Thickness (mm) Orientation (°)
16 IM7/8552 0.1524 mm (0.006 in) [0/90/45/-45]2s
40

A B
C
Figure 3-7. Lay-up regions of the SBCF ISBP A) Inner/Beaded Surface B) Outer Surface C) Cut-away of bead.
Area surrounding beads
Under Bead Nominal Thickness
Between Beads Thinned and Nominal Thickness
Bead Thinned Thickness
Shared Nodes Between Laminates
41

CHAPTER 4 RESULTS
4 Chapter 4 The results for the two panels are compared below. Failure modes which would
occur in a similar fashion on either panel are not considered. These failure modes
include failure of the film adhesive, fastener bearing, and inter-laminar shear failures
among others. The weights of the panels are given below in Table 4-1. The weight of
film adhesive and other common materials is not included as it is assumed that both
panels would have a similar amount of those materials and would not influence the
weight difference.
Table 4-1. Weight of Panels Panel Weight Honeycomb Core 1.908 kg (4.207 lbs)SBCF ISBP 1.432 kg (3.158 lbs)
Deflections
The following sections summarize the deflections of the two panels. Their
deflections are summarized below in Table 4-2.
Table 4-2. Summary of panel deflections Load Case Honeycomb Panel SBCF ISBP Outward Pressure 0.655 mm (0.0258 in) 3.785 mm (0.149 in)Inward Pressure 0.638 mm (0.0251 in) 3.581 mm (0.141 in)Shear 1.834 mm (0.0722 in) 1.626 mm (0.064 in) Honeycomb Sandwich Panels
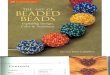
The total magnitude deflection (A) and Z deflection (B) for the three load cases are
shown below in Figure 4-1, Figure 4-2, and Figure 4-3 respectively. The deflection is
shown at 10 times the actual. All deflection values shown in the figures are in inches.
42

A B
Figure 4-1. Honeycomb Panel Deflection for Load Case 1 – Outward Pressure A) Total Translation B) Z Translation
A B
Figure 4-2. Honeycomb Panel Deflection for Load Case 2 – Inward Pressure A) Total Translation B) Z Translation
43

A B
Figure 4-3. Honeycomb Panel Deflection for Load Case 3 – Shear A) Total Translation B) Z Translation
Integrally Stiffened Beaded Panel
The total magnitude deflection (A) and Z deflection (B) for the three load cases are
shown below in Figure 4-4, Figure 4-5, and Figure 4-6 respectively. The deflection is
shown at 10 times the actual. All deflection values shown in the figures are in inches.
A B
Figure 4-4. SBCF ISBP Deflection for Load Case 1 – Outward Pressure A) Total Translation B) Z Translation
44

A B
Figure 4-5. SBCF ISBP Deflection for Load Case 2 – Inward Pressure A) Total Translation B) Z Translation
A B
Figure 4-6. SBCF ISBP Deflection for Load Case 3 – Shear A) Total Translation B) Z Translation
Ply Failure
The following sections summarize the maximum ply failure index of the two
panels. Their indices are summarized below in Table 4-3.
Table 4-3. Summary of maximum ply failure index Load Case Honeycomb Panel SBCF ISBPOutward Pressure 0.00409 0.0825 Inward Pressure 0.00488 0.0923 Shear 0.103 0.223
45

Honeycomb Sandwich Panels
The maximum ply failure index (A) IML side (B) OML side of the honeycomb
sandwich panel for the three load cases is shown below in Figure 4-7, Figure 4-8, and
Figure 4-9 respectively.
A B
Figure 4-7. Honeycomb Panel Max Failure Index for Load Case 1 – Outward Pressure A) IML side B) OML side
A B
Figure 4-8. Honeycomb Panel Max Failure Index for Load Case 2 – Inward Pressure A) IML side B) OML side
46

A B
Figure 4-9. Honeycomb Panel Max Failure Index for Load Case 3 – Shear A) IML side B) OML side
Integrally Stiffened Beaded Panel
The maximum ply failure index (A) Bead Side (B) OML Side for the SBCF ISBP
three load cases is shown below in Figure 4-10, Figure 4-11, and Figure 4-12
respectively.
A B
Figure 4-10. SBCF ISBP Max Failure Index for Load Case 1 – Outward Pressure A) Bead side B) OML side
47

A B
Figure 4-11. SBCF ISBP Max Failure Index for Load Case 2 – Inward Pressure A) Bead side B) OML side
A B
Figure 4-12. SBCF ISBP Max Failure Index for Load Case 3 – Shear A) Bead side B) OML side
Discussion
The purpose was to compare the ability of both panels to carry the applied loads
not which panel can carry a greater load. The weight of each panel is used to
determine if the ISBP can be substituted for a honeycomb sandwich panel provided the
loads can be carried. In all aircraft, especially rotary wing aircraft, reducing weight is
essential to improve performance. In this study additional capability is not considered a
48

benefit as the loads are representative and the panels are constructed from the
minimum number of plies.
The air load cases do not significantly stress either of the types of panels. The
combination of the pressure loading with the in-plane loading of the panels would not
adversely affect the ability of the panel to carry the in-plane loads. Therefore, the
results of the pressure load cases (#1 & 2) can be considered inconsequential to this
study.
Both panels are capable of carrying the loads which would need to be carried by a
rotary wing aircraft’s primary structure skin. The shear load case (#3) is most relevant
as the loads best simulate the critical loading of an aircraft skin. During that load case
the ISBP has a higher failure index than the honeycomb sandwich panel but is still a
considerable amount of margin remaining for both types of panels. The honeycomb
sandwich panel is 33% heavier than the ISBP. As the ISBP is also capable of carrying
the same load, it would appear to be a more efficient design.
It may be possible to reduce the weight of the honeycomb sandwich panel by
using a lower aerial weight uni-directional carbon fiber tape. Currently both the SBCF
and continuous fiber material have equal nominal thicknesses and densities. This
would result in a lower thickness of the honeycomb sandwich panel face sheets. This
corresponding drop in thickness would results in a high failure index bringing it in line
with or higher than the ISBP.
49

CHAPTER 5 CONCLUSIONS
5 Chapter 5 The data shows that beaded panels can compete with honeycomb panels. While
the total load capability is lower the ISBP has a lower weight. Both panels were able to
carry the necessary loads with margin remaining. The bead height and laminate
thickness can be adjusted to produce any desired results given adequate design
clearance. The mechanical property data also must be developed for an elevated
temperature wet environment and evaluated.
The assumption of symmetric quasi-isotropic lay-ups for both panels should be
considered a starting point. Additional work needs to be done to compare the ISBP with
a honeycomb panel made from woven fabric carbon fiber. The analyst can assume that
woven carbon fiber has quasi-isotropic lamina properties. This would make it possible
to have a symmetric quasi-isotropic face sheet with three fabric plies. However the
fabric is often thicker, weaker and has a lower elastic modulus compared to the uni-
directional material.
The long term advantage is that the hollow beaded panels would not have the
corrosion and damage issues associated with sandwich panels. The beads could have
drain holes that allow moisture and contaminates to be flushed out of the bead cavity.
This will help eliminate some of the core related maintenance problems that currently
exist. These holes could be placed at lightly loaded locations to minimize any effects of
the hole. The possibility of reduced manufacturing costs is also attractive.
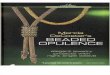
Further work is being done is to scale up the bead design. Figure 5-1 shows a
formability test specimen where the cross bead pattern has been repeated. This was
50

done to test the formability of the material over a larger mold. The geometry shown is
intended to transfer the shear and longitudinal loads from one aircraft frame to another
aircraft frame. The vertical beads have been removed indicating this panel is not
intended to carry load in that direction.
Figure 5-1. Scaled up test piece shows the cross pattern multiplied. Source: Cox, D and Nadel A.I. “Design, Analysis and Manufacturing Transition for Stretch Broken Carbon Fiber (SBCF) Materials.” Proceedings of the 54th International SAMPE Symposium and Exhibition, Baltimore, Maryland, May 18 – 21, 2009.
51

APPENDIX A MECHANICAL PROPERTIES
6 Appendix A Below in the following charts are the mechanical properties for the SBCF and the
continuous fiber material. The properties presented are: 0° Tensile Strength, 0° Tensile
Modulus, 0° Compressive Strength, In-Plane Shear Strength, In-Plane Shear Modulus,
90° Tensile Strength, 90° Tensile Modulus, and Poisson Ratio. The data is taken from
Reference 7.
52

53

54

Below is the 90° Compressive Strength. This is a primarily matrix driven property.
Therefore it is acceptable to use this property. Note the values are in Standard units.
These are from Reference 8.
55

56
Below are the properties for the HRH-36-.125-4.5 honeycomb core [9].

LIST OF REFERENCES
1) Hexcel Composites “HexWeb Honeycomb Sandwich Design Technology” © 2000.
2) Ted Wiesner “HH-60J Seahawk Helicopter Corrosion Issues” Army Corrosion Summit © 2003 http://www.armycorrosion.com/past_summits/summit2003/download1.cfm?fname=wiesner.pdf (Accessed 10/2009).
3) Sankar, B.V. and M. Narayanan "Finite Element Analysis of Debonded Sandwich Beams under Axial Compression", J. Sandwich Structures & Materials, 3(3):197-219 © 2001.
4) Abdallah, M.G., Hansen, N. W. and Jacobsen G. “Development of Stretch
Broken Carbon Fiber Materials.” Proceedings of the 50th International SAMPE Symposium and Exhibition, Long Beach, California, May 1-5, 2005Jacobsen, G. “Mechanical Performance Characterization Of Stretch Broken Carbon Fiber Material.”, Proceedings from the 54th SAMPE Technical Conference, Baltimore, Maryland, May 18 – 21, 2009.
5) Dillon, G. and Stiver, D.H. III. “Development Of Enabling Automated
Forming Technology For Stretch Broken Carbon Fiber (SBCF) Materials”, Proceedings from the 54th SAMPE Technical Conference, Baltimore, Maryland, May 18 – 21, 2009.
6) Jacobsen, G. and Schimpf, W. “Process Development and
Characterization of Stretch Broken Carbon Fiber Materials”, Proceedings from the 54th SAMPE Technical Conference, Baltimore, Maryland, May 18 – 21, 2009.
7) Jacobsen, G. “Mechanical Performance Characterization of Stretch
Broken Carbon Fiber Material”, Proceeding from the 54th SAMPE Technical Conference, Baltimore, Maryland, May 18-21 2009.
8) Hexcel Corporation, “HexPly 8552 Epoxy Matrix Product Data” © 2005.
9) Hexcel Corporation, “HexWeb HRH-36 Product Data” © 2004
10) Hexcel Composites, “TSB120 Hexweb Honeycomb Attributes and
Properties” © 1999
11) Cox, D and Nadel A.I. “Design, Analysis and Manufacturing Transition for Stretch Broken Carbon Fiber (SBCF) Materials.” Proceedings of the 54th
57

58
International SAMPE Symposium and Exhibition, Baltimore, Maryland, May 18 – 21, 2009.
12) Jones, R.M., Mechanics of Composite Materials, Taylor & Frances Inc, Philadelphia, PA © 1999.

BIOGRAPHICAL SKETCH
Adam Nadel was born in 1983 in New Hyde Park, New York. He grew up in
Franklin Square, New York attending John Street Elementary School and H. Frank
Carey High School; graduating in June 2001. Some of his activities included playing
tuba in high school bands, various varsity sports, Model UN, and skiing. He also earned
the rank of Eagle Scout in the Boy Scouts of America and the Vigil Honor in the Order of
the Arrow.
In the fall of 2001 Adam began undergraduate studies in mechanical engineering
at The George Washington University. He founded a student chapter of the American
Institute of Aeronautics and Astronautics, serving as its president for the chapter’s first
two years. He graduated magna cum laude in May 2005. Upon graduation Adam
moved to Florida to work for the Northrop Grumman Corporation. While in Florida he
became a certified SCUBA Diver and started graduate school in the Fall of 2006 at the
University of Florida in the Department of Mechanical and Aerospace Engineering
where Dr. Bhavani V. Sankar agreed to be his advisor.
In the spring of 2007 Adam moved to Virginia to work for Aurora Flight Sciences
which he continues to do currently. His primary function is the Stress Analysis Lead for
the Sikorsky CH-53K Main Rotor Pylon which is a primarily Carbon Fiber/Epoxy
structure in addition to work on other projects including SBCF. He graduated with a
Master of Science in Aerospace Engineering from the University of Florida in December
2009.
Adam is son of Frank and Alane Nadel. He has a younger sister; Erica.
59