Embed Size (px)
Citation preview
8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007
PREDICCION Y VALIDACION EXPERIMENTAL DE INYECCION Y SOLIDIFICACION DE POLIMEROS NO NEWTONIANOS EN MOLDES
Moraga Benavides N., Salazar Godoy C.
Departamento de Ingeniería Mecánica, Universidad de Santiago de Chile, Av. O¨Higgins 3363, Santiago, CHILE
e-mail: [email protected]
RESUMEN El proceso de inyección de polímeros, Polystrol 143E y 495F, en cavidades de moldes metálicos usados para fabricar partes de refrigeradores se predice empleando simulación computacional. El estudio permite predecir la fabricación de un balcón superior y de un soporte de puerta de evaporador para refrigeradores domésticos. La simulación computacional emplea el programa comercial Moldflow para describir la mecánica de fluidos y la transferencia de calor durante los procesos de inyección y cristalinización. Los resultados obtenidos describen los efectos del tipo de modelo: de fluido no-newtoniano, de Cross-WLF y con la viscosidad variando con la temperatura; geométrico, tri-dimensional y Hele Shaw; y de la ubicación de la inyección, en la evolución en el tiempo de las distribuciones de velocidad, presión y temperatura durante el proceso de llenado y compactación de los polímeros. Experimentos físicos de inyección parcial, con fracciones del material, permiten establecer la precisión del método de volumen de fluido en el cálculo de la evolución en el tiempo del frente de llenado. La validación de la predicción de la mecánica de fluidos se realiza empleando un polímero transparente, Polystrol 143E, para fabricar el balcón y determinar las líneas de uniones de flujos mediante un polariscopio. PALABRAS CLAVE: Inyección y moldeo. Polímeros. Fluidos no newtoniano. Simulación computacional. Métodos numéricos. 1594

INTRODUCCION La fabricación de componentes plásticos mediante el proceso de inyección y moldeo, ha permitido reducir los costos en industrias muy variadas como la de automóviles y de equipos electrodomésticos. Entre las buenas prácticas en esta industria ha surgido en los últimos diez años el uso de herramientas de ingeniería asistida por computador. La utilización de programas comerciales, como C-Mold, Moldflow y ProCAST, es una buena práctica de que permite describir aspectos fundamentales de mecánica de fluidos y de transferencia de calor, para mejorar la calidad y reducir los costos en las industrias de plásticos y de metalurgia [1]. Una de las dificultades para la simulación se relaciona con el seguimiento del frente móvil del polímero durante su inyección en la cavidad del molde. El uso del método de volumen de fluido, VOF, permite describir con precisión el seguimiento de la superficie libre durante la inyección. La solución de las ecuaciones de mecánica de fluidos y de transferencia de calor se ha efectuado empleando el modelo de Hele-Shaw, método de VOF, con el método de volúmenes finitos, [2]. Estudios de optimización del sistema de enfriamiento de moldes para inyección de polímeros: ABS y HDPE, han determinado que la distancia adecuada entre los canales de refrigeración y e borde de la cavidad es igual a la separación entre canales e igual al doble del diámetro de los ductos. Una aproximación basada en el método de flujo entre donante y receptor, DAFA, ha sido empleada con éxito para describir el proceso de llenado y solidificación en moldes, [3]. El objetivo de este trabajo es presentar resultados de simulaciones numéricas con un programa comercial, Moldflow, para predecir el proceso de inyección de polímeros para la fabricación de la tapa de un freezer y el balcón de la puerta de un refrigerador doméstico monopuerta. El estudio incluye la descripción de la variación de presión, temperatura, velocidad y avance del frente móvil para cada pieza, junto con la verificación experimental de la posición instantánea del frente de llenado y de las líneas de unión entre flujos de polímeros en el balcón de la puerta. SITUACION FISICA Y MODELO MATEMATICO La figura 1 ilustra el soporte de la tapa de la puerta del freezer, a la izquierda y a la derecha el balcón de la puerta de un refrigerador monopuerta. Las funciones de las componentes investigadas son actuar como soporte de la puerta y sostener alimentos, respectivamente. El proceso de fabricación de la tapa de puerta, se realiza ingresando Polystrol 495F, Basf, mediante dos puntos de inyección a 210ºC, en un molde de acero que se encuentra a 40ºC. La segunda pieza, balcón de puerta, se fabrica de poliestireno cristal, Polystrol 143E, Basf, que se inyecta por una boquilla a 245ºC, en un molde de acero a 40ºC.
Figura 1: Representación de las piezas de refrigerador en estudio: tapa de freezer y balcón de puerta. El modelo matemático incluye el cálculo de la mecánica de fluidos y de la transferencia de calor por convección forzada del polímero durante el llenado de las cavidades para formar las piezas. La ecuación bidimensional de mecánica de fluidos considera que los términos inerciales se pueden despreciar en relación con los términos viscosos. El modelo de mecánica de fluidos, de Hele-Shaw, emplea la ecuación de Laplace para la presión en el plano x-y, en la cavidad de poca profundidad z = 2δ , escrita en términos de la fluidez S del polímero, en la forma que indica la ecuación (1)
0p pS Sx x y y
⎛ ⎞∂ ∂ ∂ ∂⎛ ⎞ + =⎜ ⎟⎜ ⎟∂ ∂ ∂ ∂⎝ ⎠ ⎝ ⎠ ;
( )2
0 , ,z dzSx y z
δ
η= ∫ (1)
Tapa de Freezer Balcón de puerta

Las componentes de la velocidad u(z) y v(z) se calculan en función de la dirección z, perpendicular a la dirección de avance del polímero, mediante las relaciones en términos del gradiente de presión que define la ec. (3):
S p S pu vh x h y∂ ∂
= − = −∂ ∂
; ( ) ( ) ( ) ( )' ' ' '
' 'z z
p z dz p z dzu z v zx z y z
δ δ
η η∂ ∂
= − = −∂ ∂∫ ∫ (2)
La ecuación de energía, incorpora los cambios de energía interna, dos términos convectivos, un término de difusión y la generación de calor por la fricción del polímero en las paredes de la cavidad
22
2 ·pT T T TC u v kt x y z
ρ η γ⎛ ⎞∂ ∂ ∂ ∂
+ + = +⎜ ⎟∂ ∂ ∂ ∂⎝ ⎠& (3)
donde la velocidad de deformación γ& , se define por la expresión:
2 2u vz z
γ ∂ ∂⎛ ⎞ ⎛ ⎞= +⎜ ⎟ ⎜ ⎟∂ ∂⎝ ⎠ ⎝ ⎠& (4)
La relación entre la viscosidad y la velocidad de deformación es no lineal y varía con la temperatura, en ºC, de acuerdo a la expresión de segundo orden
( ) ( ) ( ) ( )2 2ln ln ln lnA B CT D E T FTη γ γ γ= + + + + +⎡ ⎤⎣ ⎦& & & (5)
Los valores de los coeficientes A, B, C, D, E y F se conocen para cada tipo de polímero. El seguimiento del frente móvil de la superficie del polímero en contacto con el aire durante el proceso de llenado de la cavidad se calcula mediante el método de volumen de fluido, VOF,
· 0F Fvt
∂+ ∇ =
∂r
(6)
La función F se considera igual a 1 en los sectores donde el material está presente y es igual a 0 donde no hay material. La ubicación de la superficie libre se encuentra entre F=1 y F=0, [4,5]. La condición de estabilidad numérica limita el paso de tiempo a utilizar mediante el valor del número de Courant 1/ <ΔΔ= xtUCO . METODOLOGIA DE SOLUCION El programa computacional Moldflow resuelve las ecuaciones de mecánica de fluidos empleando el método de elementos finitos, utilizando elementos triangulares y la ecuación de energía empleando el método de diferencias finitas. La determinación del avance del frente de inyección del polímero en el interior de la cavidad se efectúa mediante el método de elementos finitos, utilizando elementos hexagonales y el método de volumen de fluido. El estudio del soporte se realizó empleando tres mallas, con 145898, 179542 y 286460 elementos. Los cálculos se efectuaron utilizando dos modelos para la viscosidad del polímero: Cross-WLF y de segundo orden. Los criterios de convergencia utilizados fueron de 0.01 para el paso de tiempo, 10-4 para la temperatura y 10-5 para la presión y las componentes de la velocidad. Tres mallas de 25454, 33460 y 50294 elementos fueron utilizadas en la simulación computacional del balcón de la puerta del refrigerador. Los criterios de convergencia utilizados fueron iguales a 0.02 para cada una de las variables dependientes: velocidad, presión y temperatura. Las simulaciones se efectuaron en un computador personal Intel Pentium IV, de 2.4 GHz, con 1 GB de memoria en RAM. PRESENTACIÓN Y DISCUSIÓN DE RESULTADOS Los resultados de las simulaciones para la mecánica de fluidos en la inyección del soporte de puerta se presentan en la Figura 2. Los vectores de velocidad se predicen adecuadamente con los dos modelos de fluido no newtoniano y con las tres mallas empleadas. El análisis de la distribución de velocidad en el extremo del soporte indica que los resultados de la predicción son independientes del modelo de fluido no newtoniano empleado, a la izquierda de la fig. 2, y a la derecha, del número de elementos finitos utilizados en los cálculos. El flujo del polímero se bifurca y gira en torno a la perforación del extremo, como ilustra la figura, encontrándose las dos corrientes y originando una línea de flujo en su intersección. Esta situación genera tensiones residuales en la pieza, que falla en su montaje en el equipo. Resultados de simulaciones indican que el aumento del espesor de la pieza resuelve el problema de falla.

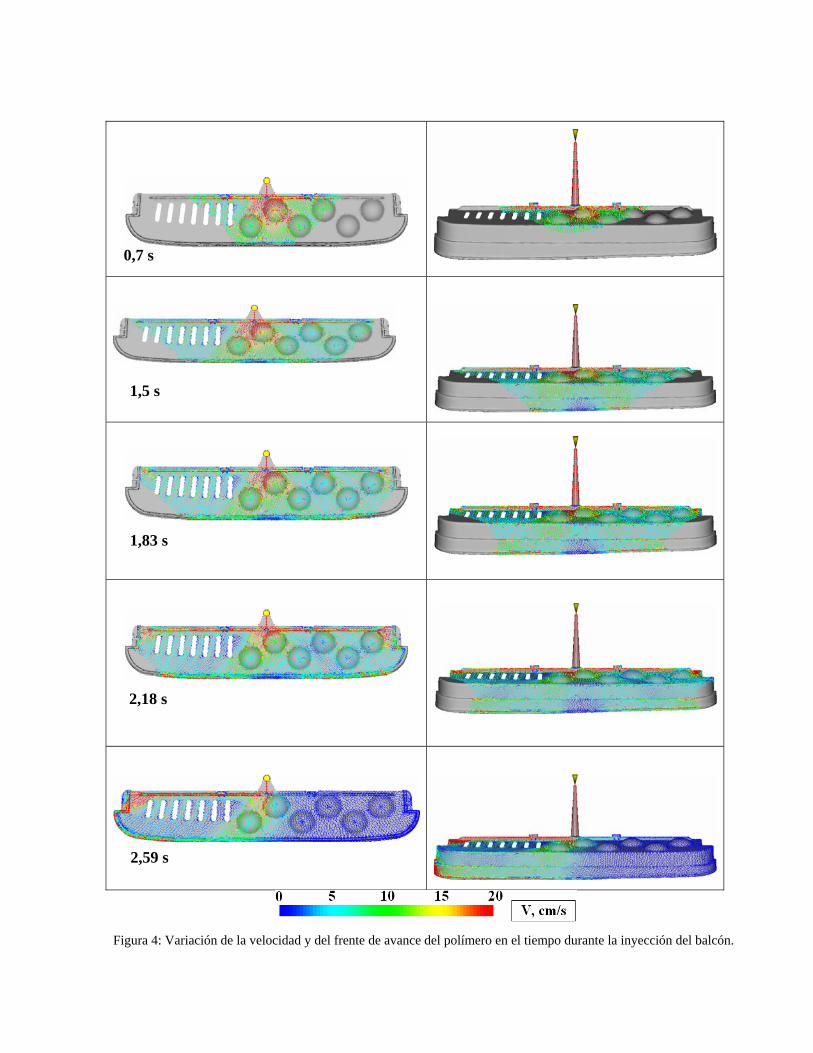
Figura 2: Vectores de velocidad en llenado de soporte de puerta de evaporador de refrigerador. La figura 3 muestra la evolución en el tiempo de la posición instantánea del frente de avance del polímero, a la izquierda, y a la derecha la distribución de presión, durante la inyección en la cavidad para formar el soporte de la puerta del freezer en cuatro instantes de tiempo. Los resultados indican que transcurridos 1,4 s los dos flujos de polímero se encuentran en el centro de la pieza y que el llenado de la pieza no es simétrico, resultando que uno de los extremos del soporte es el último en llenarse. Estas dos características, choque de flujos de polímero e inyección asimétrica tienden a originar defectos en la pieza de plástico transparente, que se pueden visualizar a simple vista como líneas de soldadura. Los valores de distribución de presiones indican que cerca del final del proceso de llenado de las dos cavidades las partes tienen valores bastantes diferentes, lo cual ha sido el resultado de la inyección asimétrica. El avance del frente de inyección en la fabricación del balcón de refrigerador se ilustra junto con los valores de la velocidad en la figura 4. El balcón en estudio tiene siete ranuras en su mitad izquierda para mejorar el enfriamiento de alimentos al permitir el flujo de aire. En el otro lado, hay seis compartimentos para ubicar huevos, que tienen una mayor área. Como se observa en la figura 4, el proceso de inyección centralizado provoca un llenado prematuro del sector derecho de la pieza. Las velocidades más altas se encuentran en la zona central, cerca del punto de inyección durante los primeros dos segundos. Hacia el final del proceso de llenado de la cavidad la zona cercana al borde externo del lado derecho presenta los mayores valores de velocidad, del orden de 20 cm/s. La Figura 5 ilustra la variación de la presión de inyección durante el tiempo de llenado de la cavidad para la fabricación del balcón del refrigerador. Los resultados indican que inicialmente la presión aumenta linealmente con el tiempo hasta alcanzar un valor de 6 MPa a los 0.2 segundos. En ese instante, la presión se duplica instantáneamente y luego continúa aumentando linealmente hasta alcanzar 36 MPa transcurridos los 2.5 s. Finalmente, se aplica una sobre-presión de 40 MPa para llenar la última parte del extremo izquierdo de la cavidad. Los resultados de la Figura 5 indican que los cálculos obtenidos con tres mallas, entre 25,454 y 50,294 elementos triangulares, generan variaciones prácticamente coincidentes en la variación de la presión en función del tiempo durante el proceso de inyección, lo cual asegura que los resultados son independientes de la discretización empleada en los cálculos. La validación de la predicción de avance del frente de polímero para la fabricación del balcón se realizó en forma experimental realizando una serie de procesos de inyección con masas menores que las requeridas para fabricar la pieza completa. La Figura 6 muestra una comparación entre la posición final que se logra cuando se inyecta con una fracción de masa en comparación con los resultados de la simulación computacional, para tres instantes de tiempo. Los resultados experimentales permiten verificar que el proceso de inyección no es simétrico, tal como lo predice la simulación.
145898
elementos
179542
elementos
286460
elementos
Modelo Vectores de velocidad
Cross-WLF
Segundo
orden
t = 1,92 s
t = 1,93 s
t = 1,87 s
t = 1,93 s
t = 1,94 s

t, s Vista isométrica Plano Z-Y
0,72
1,46
1,91
2,08
Figura 3: Avance del frente de inyección y variación en el tiempo de presión en inyección en puerta de freezer.
2,18 s
Figura 4: Variación de la velocidad y del frente de avance del polímero en el tiempo durante la inyección del balcón.
0,7 s
1,5 s
1,83 s
2,59 s

0
5
10
15
20
25
30
35
40
45
0 0,5 1 1,5 2 2,5 3t, s
P, M
Pa
Malla 2,5D 25454 elementos
Malla 2,5D 33460 elementos
Malla 2,5D 50294 elementos
Figura 5: Variación en el tiempo de la presión en la boquilla durante la inyección del balcón.
Resultado experimental Resultado simulación Moldflow 2,5D
Figura 6: Verificación experimental de avance del frente de inyección para el balcón.
1,5(s)
1,9(s)
2,5(s)

CONCLUSIONES Las características fundamentales del proceso de inyección de dos tipos de polímeros en cavidades ubicadas en moldes de acero para fabricar una puerta de evaporador y un balcón de un refrigerador han sido estudiadas. El modelo matemático utilizado es el de Hele-Shaw, considerando el flujo de los polímeros Polystrol 143 y 495F en base al modelo no newtoniano de Cross-WLF, el método de volumen de fluido y las ecuaciones de momento lineal, continuidad y energía, que incluye la disipación de energía viscosa. El programa de simulación empleado, Moldflow, usa un método híbrido, de elementos finitos para resolver el problema de mecánica de fluidos y de diferencias finitas para describir la transferencia de calor por convección forzada. Los resultados experimentales permiten concluir que es posible predecir con precisión el tiempo de inyección, la posición instantánea del frente de avance de los polímeros y la ubicación de las líneas de intersección de fluido. La metodología empleada permite mejorar el proceso de fabricación de partes plásticas de elevada calidad y reducir los costos de fabricación. Agradecimientos Los autores agradecen el apoyo recibido de CONICYT/Chile en el proyecto Fondecyt 1070186. REFERENCIAS 1. V.V. Bilovol, Mould Filling Simulations during Powder Injection Moulding, Ph.D. Thesis, Delft University of
Technology, Delft, 2003. 2. C.V.L. Kietzmann, J.P. Van der Walt and Y.S. Morsi, A Free-Front Tracking Algorithm for a Control-Volume
Based Hele-Shaw Method, Int. J. Numerical Methods in Engineering, vol. 41, pp. 253-269, 1998. 3. J. Mok, C.P. Hong and J. Lee, Development of a New Simulation Method of Mold Filling and Solidification
based on the SIMPLER Algorithm, ISIJ International, vol. 43, pp. 1206 - 1212, 2003 4. C.W. Hirt and B.D. Nichols, Volume of Fluid (VOF) Method for the Dynamics of Free Boundaries, Journal of
Computational Physics, vol. 39, pp. 201-225, 1981. 5. A. Couniot, L. Dheur, O. Hansen and F. Dupret, A Finite Element Method for Simulating Injection Molding of
Thermoplastics, Universitè Catholique de Louvain-la-Neuve, Lovaine, 1988. NOMENCLATURA CP calor específico del polímero (J/kg K)) F fracción de volumen h distancia entre paredes (m) k conductividad térmica del polímero (W/m K) p presión (MPa) S índice de fluidez del polímero T temperatura (ºC) t tiempo (s) u, v componentes de la velocidad (m/s) x, y, z ejes coordenados δ espesor (m) η viscosidad dinámica (Pa s) ρ densidad (kg/m3) γ& velocidad de deformación (1/s)





























