Embed Size (px)
Citation preview
8/11/2019 726-733 Heat Treating of Tool Steels.pdf
http://slidepdf.com/reader/full/726-733-heat-treating-of-tool-steelspdf 1/8
Processes and Furnace q uipm en t foHeat Treat ing of Tool SteelsBruce A . Becherer Teledyne Vasco
T H E H E AT T R E AT M E N T o f t oo ls t e e l s i s a s i m p o r t a n t t o t h e i r s u c c e s s a st h e s e l e c t i o n o f t h e g r a d e i t s e lf . M a c h i n et o o l s o r p r o d u c t i o n d i e s m a d e f r o m t o o ls t e e l s s h o u l d n e v e r h a v e t h e i r r ig i d m e t a l -l u r gi c al r e q u i r e m e n t s c o m p r o m i s e d o r o u t -w e i g h e d b y c o s t c o n s i d e r at i o n s • A t t e m p t -
i n g t o re d u c e p r o d u c t i o n c o s t s b yb y p a s s i n g s t e p s i n t h e h e a t t r e a t p r o c e s s -i n g o f to o l s t e e l s w i l l y i e ld a n e n d p r o d u c tt h a t f a i ls t o m e e t t o o l l i fe e x p e c t a t i o n s a n dd o e s n o t j u s t i f y i t s h i g h i n i t i al e x p e n s e .T h e s e m e t a l l u r g i c a l r e q u i r e m e n t s i n v o l v et h e c o n t r o l o f th e s u r f a c e c o n d i t i o n a n dc h e m i s t r y , a c c u r a t e c o n t r o l o f t h e t e m p e r -a t u r e s o f t e n u p t o 1 3 1 5 ° C ( 2 4 0 0 ° F ) , t h et i m e a t a g i v e n t e m p e r a t u r e , a n d t h e c o n -t r o l o f th e h e a t i n g a n d c o o l i n g r a t e s . S p e -c i a l a t t e n t i o n m u s t b e p a i d t o t h e s e r e -q u i r e m e n t s i n t h e d e s i g n , c o n s t r u c t i o n ,a n d o p e r a t i o n o f t h e fu r n a c e s u s e d t o h e a tt r e a t t o o l s t e e l s , e s p e c i a l l y th o s e u s e d f o rh a r d e n i n g , w h e r e t h e m e t a l l u r g i c a l f a c t o r si n v o l v e d b e c o m e a l l - i m p o r t a n t .
To o l s t e e l s a r e t y p i c a l l y h e a t t r e a t e d i nc e r a m i c - l i n e d s a l t b a t h f u r n a c e s , i n v a c u u mf u r n a c e s , i n c o n t r o l l e d a t m o s p h e r e f u r n a c-e s , a n d i n f l u i d i z e d - b e d f u r n a c e s •
S a l t a t h F u r n a c e s
M o l t e n s a l ts o f v a r i o u s c o m p o s i t i o n s a r ew e l l a d a p t e d t o a l l o p e r a t i o n s i n t h e h e a t
t r e a t m e n t o f t o o l s t e el s . F o r t o o l s t h a t c a n -n o t b e g r o u n d a f t e r h a r d e n i n g o r f o r t o o l st h a t r e q u i r e a n e x c e l l e n t s u r f a c e c o n d i t i o na n d t h e m a i n t e n a n c e o f s h a r p e d g e s , s a ltb a t h h e a t i n g p r o v i d e s e x c e l l e n t r e s u l t s . Ta -b l e 1 l i s ts v a r i o u s s a l t b a t h c o m p o s i t i o n sa n d p r o c e s s i n g t e m p e r a t u r e s f o r t h e h e a t
t r e a t i n g o f to o l s t e e l s . T h e s a l t b a t h m e t h o do f h a r d e n i n g i s p r e d o m i n a n t w i t h h i g h -s p e e d s t e e l t o o l s . Wi t h c o r r e c t o p e r a t i n gc o n d i t i o n s , t o o l s c a n b e h e a t t r e a t e d w i t h -o u t c a r b u r i z a t i o n , d e c a r b u r i z a t i o n , a n dsca l i ng • Th e su r f ace w i l l be fu l l y ha rd w i th am i n i m u m o f d i s to r t i o n . T h r e e t y p e s o f s a ltb a t h s a r e g e n e r a l l y u s e d :
• P r e h e a t i n g b a t h s• H i g h - t e m p e r a t u r e b a t h s• Q u e n c h i n g b a t h s
P r e h e a t i n g s e r v e s t o m i n i m i z e t h e r m a ls h o c k , e q u a l i z e t e m p e r a t u r e , a n d m i n i m i z et h e a m o u n t o f ti m e r e q u i r e d a t t h e h i g h -t e m p e r a t u r e s t a g e • T h e h i g h - t e m p e r a t u r es a l t b a t h s e r v e s a s t h e a u s t e n i t i z i n g s t e p .T h e f u n c t i o n o f th e q u e n c h i n g b a t h i s t oe q u a l i z e t h e t e m p e r a t u r e a s w e l l a s t o e n -s u r e a c l e a n s u r f a c e a f t e r h e a t t r e a t m e n t .
M o s t t o o l s h e a t t r e a t e d i n s a l t b a t h s a r ef u l l y h a r d f r o m s u r f a c e t o c o r e r e g a r d l e s s o ft h e s e c t i o n t h i c k n e s s • B e c a u s e s a l t b a t h sp r o v i d e t e m p e r a t u r e u n i f o r m i t y i n p r e h e a t -i n g , i n h i g h - t e m p e r a t u r e h e a t i n g , a n d i n
q u e n c h i n g , d i s t o r t i o n a n d r e s i d u a l s tm i n i m i z e d .
To o l s t h a t a r e h e a t t r e a t e d i n m o l tb a t h s a r e h e a t e d b y c o n d u c t i o n w i t h tt e n s a l t p r o v i d i n g a r e a d y s o u r c e o f r e q u i r e d . A l t h o u g h s t e e l s c o m e i n w i th hea t t h rough the t oo l su r f aces , t
o f a t o o l r i s e s in t e m p e r a t u r e a t a p p r oly the s am e r a t e a s i t s su r f ace . H ea t i sd raw n to t he co re f rom the su r f ace • Sap rov ide hea t a t a r a t e equa l t o t he hs o r p t i o n r a te o f t h e t o t a l to o l . C o n v e cr a d i a t io n h e a t i n g m e t h o d s a r e u n a b l e tt a i n t h e r a t e o f h e a t i n g n e c e s s a r y t oe q u i l ib r i u m w i t h t h e r a t e o f h e a t a b sT h e a b i l it y o f a m o l t e n s a l t b a t h t oh e a t a t a r a p i d r a t e e n h a n c e s t h e u n i f op r o p e r t i e s a n d r e s u l t a n t h i g h q u a l i t y hea t t r ea t ed i n s a l t ba th s • Hea t - t r ea t i na re a l so sho r t ened ; fo r example , a 25i n . ) d i a m b a r c a n b e h e a t e d t o t e m pequ i l i b r ium in 4 min i n a s a l t ba th , wh3 0 m i n w o u l d b e r e q u i r e d t o o b t a i n t hp r o p e r t i e s i n c o n v e c t i o n o r r a d i a t i o nes .
S a l t b a t h s a r e a n e f f i c i e n t m e t h o d t r e a t i n g t o o l s t e e l s ; a b o u t 9 3 t o 9 7 %e l e c t r i c p o w e r c o n s u m e d i n a s ao p e r a t i o n g o e s d i r e c t l y i n t o h e a t in gs t e e l s t h a t a r e h e a t t r e a t e d i n m o l t et y p i c a l l y a r e p r o c e s s e d i n c e r a m i c - l i nn a c e s w i t h s u b m e r g e d o r i m m e r s e dt r o d e s c o n t a i n i n g c h l o r i d e - b a s e s a l t s
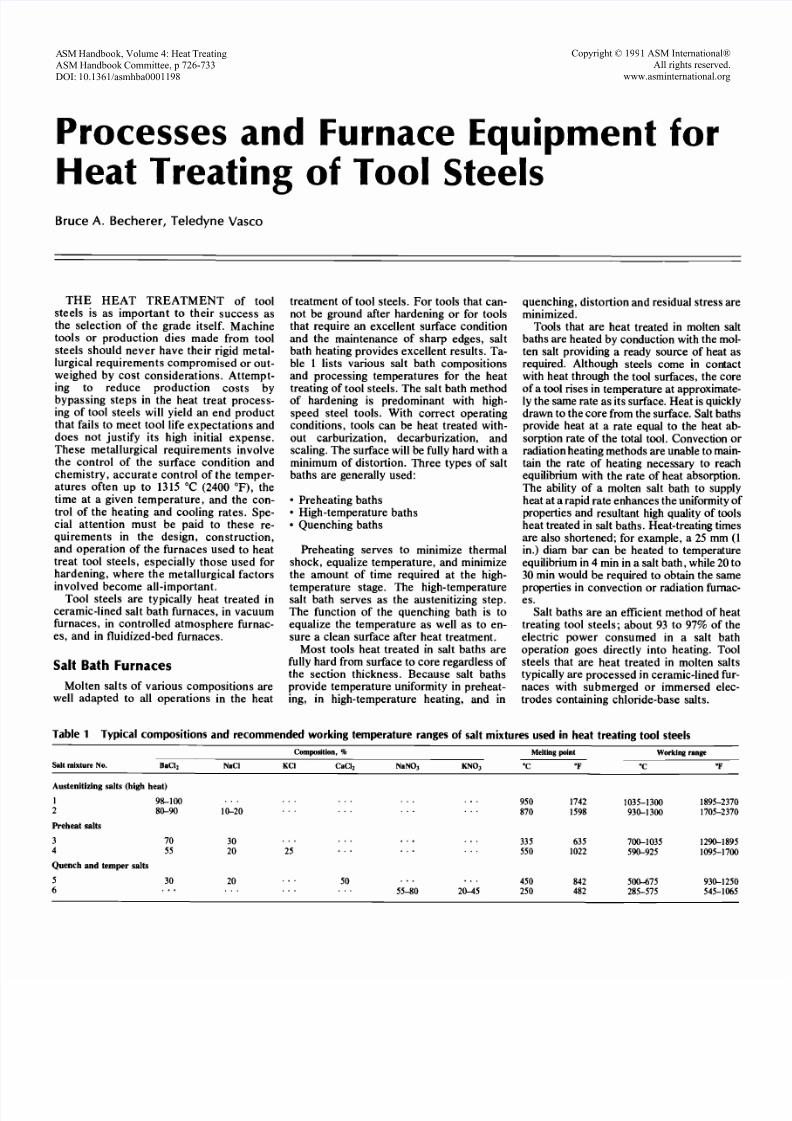
Table Typical composit ions and recomme nded w orking temperature ranges of sal t mixtures used in hea t t reat ing toolComposition,% Melting point Working range
Sa l t mix tu re No . BaCI2 NaCI KCI CaCI z NaN O 3 KNO 3 *C *F 12 *F
A u s t e n l t i z i n g s a l t s h i g h h e a t )
1 98-1 00 - • •2 80-90 10-20
P r e h e a t salts
3 70 304 55 20
Q u e n c h a n d t e m p e r s a l t s
5 30 206 . . . . . .
25
50 • - •
• - • 55- 80 20--45
950 1742 1035-1300 1895-2870 1598 930-1300 1705-2
335 635 700-1035 1290-1550 1022 590-925 1095-1
4 5 0 8 4 2 5 00 . 67 5 9 3 0 1 2 5 0
2 5 0 4 8 2 2 8 5 5 7 5 5 4 5 1 0 6 5
A SM Handboo k , Volume 4: H eat TreatingASM Handbook Committee , p 726-733
DOI: 10.1361/asmhba000 11 98
Copyright © 19 9 1 ASM InternationalAll rights reserve
www.asminternational.o

8/11/2019 726-733 Heat Treating of Tool Steels.pdf
http://slidepdf.com/reader/full/726-733-heat-treating-of-tool-steelspdf 2/8
Salt bath furnace used for neutral beatingFig 1 a p p l i c a t i o n s F u r n a c e f e a t u r e s a c e r a m i c p o tand over-the-top immersed) electrodes.
Processes and Furnac e Equipme nt for H eat Tre at ing of Tool St
t
i
Immersed Elect rode Sal t Bath FurnacesC e r a m i c - l i n e d f u r n a c e s w i t h i m m e r s e d
( o v e r - t h e - s i d e ) e l e c t r o d e s h a v e g r e a t l y e x -t e n d e d t h e u s e fu l r a n g e a n d c a p a c i t y o fm o l t e n s a lt e q u i p m e n t w h e n c o m p a r e d w i t he x t e r n a l l y h e a t e d p o t f u r n a c e s ( s e e F i g 1 ) .D e t a i l e d i n f o r m a t i o n i s a v a i l a b l e i n th e a r t i -c l e " S a l t B a th E q u i p m e n t " i n t h i s Vo l u m e .
Submerged Elect rode Sal t BathFurnaces
S u b m e r g e d - e l e c t r o d e f u rn a c e s h a v e t h ee l e c t r o d e s p l ac e d b e n e a t h t h e w o r k i n gd e p t h f o r b o t t o m h e a t i n g . F i g u r e 2 i s ac u t a w a y s h o w i n g t y p i c a l c o n s t r u c ti o n o f as u b m e r g e d - e l e c t r o d e f u r n a ce . D e t a i l e d i n -f o r m a t i o n i s a v a i l a b l e i n t h e a r t i c l e " S a l tB a t h E q u i p m e n t " i n t h i s Vo l u m e .
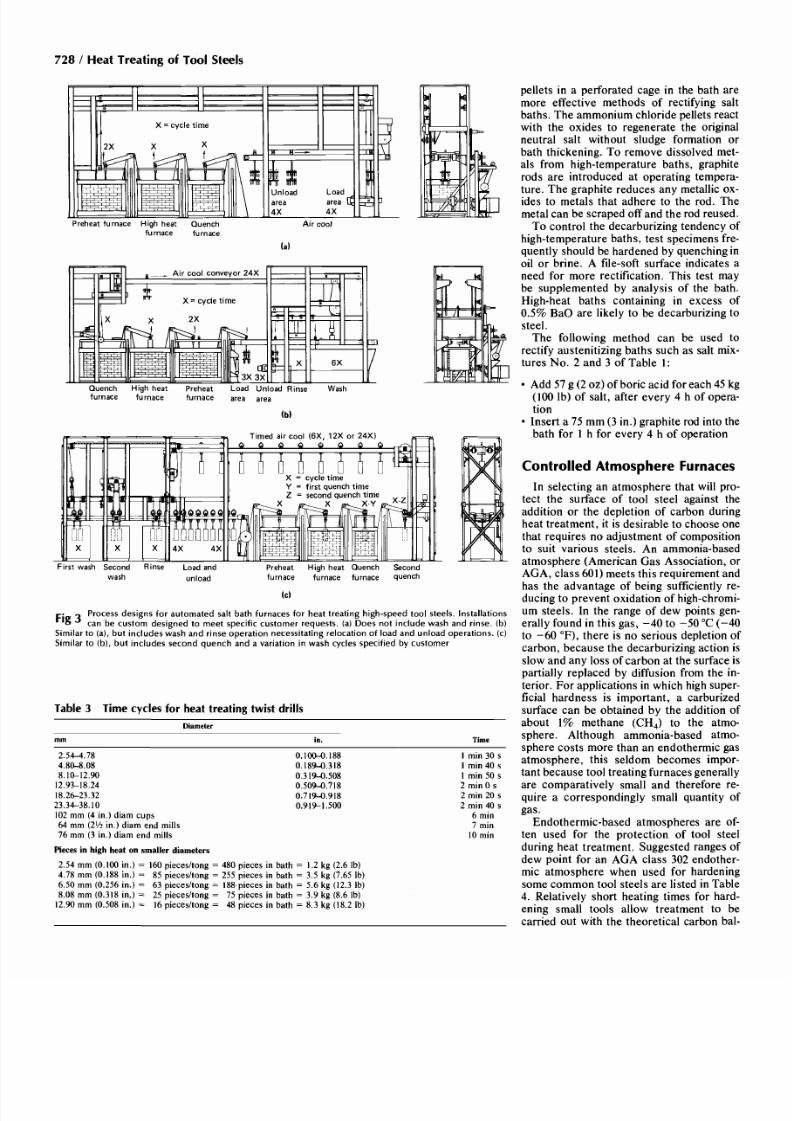
Autom at i c H ea t Trea t ing o f Too l S tee lsF i g u r e 3 i l l u s t r a t e s t h r e e d i f f e r e n t h e a t
t r e a t i n g a r r a n g e m e n t s f o r t h e p r o d u c t i o nh e a t t r e a t m e n t o f t o o l s t e e l s . Ta b l e 2 g i v e sr e l a t iv e p r o c e s s t i m e s a n d t e m p e r a t u r e s f o rh e a t t r e a t i n g , a n d Ta b l e 3 g i v e s p r o c e s st i m e s f o r t w i s t d r i l l s . T h e s y s t e m s a r ee q u i p p e d f o r c y c l e s r a n g i n g f r o m l e s s t h a n 1m i n t o 1 0 m i n . T h e p a r t s a r e s u s p e n d e d o nt o n g - t y p e f i x tu r e s a n d a r e c a r r i e d t h r o u g ht h e p r o c e s s b y a c h a i n c o n v e y o r o n c a r d e rb a r s . To f a c i l i t a t e r a p i d t r a n s f e r o f th e t o o ls t e e l s , r o t a r y t r a n s f e r a r m s a r e p l a c e d b e -t w e e n t h e p r e h e a t a n d t h e h i g h h e a t u n i t sa n d b e t w e e n t h e h i g h h e a t a n d t h e q u e n c hu n i t s . T r a n s f e r - a r m p l a c e m e n t i s c h i e f l yg o v e r n e d b y t h e p r o d u c t i o n r a t e ; h o w e v e r ,t r a n s f e r a rm s a r e a l w a y s r e q u i r e d b e t w e e nt h e h i g h h e a t a n d t h e q u e n c h u n i t s t o s a t i s fym e t a l l u rg i c a l c o n d i t i o n s . T h e l i n e s a ls oh a v e a r e a s a b o v e t h e f u r n a c e s to a c c o m m o -d a t e a i r c o o l i n g o f t h e t o o l s . I n s p e c i a lc a s e s , l i n e s w i l l b e m a d e w i t h a s t a t i o n f o r
ig Typical submerged-electrode salt bath furnace
a n i s o t h e r m a l n i t r a t e q u e n c h a f t e r t h e n e u -t r a l s a l t q u e n c h . T h i s a d d i t i o n a l s t a g e a l -l o w s r a p i d r e d u c t io n o f th e t e m p e r a t u r e o ft h e t o o l s a n d r e d u c e s t h e a i r c o o l i n g ti m ef r o m 2 4 t i m e s t o 6 t i m e s t h e t i m e a t t h e h i g h -h e a t t e m p e r a t u r e .Caution: I f as little as 600ppm of nitrate salts are allowed to enter thehigh heat furnace extreme surface damagecan be done to the tool being heat treated.
R e c t i f i c a t i o n o f S a l t B a t h s
N e u t r a l s a l t s u s e d f o r a u s t e n i t i z i n g s t e e lb e c o m e c o n t a m i n a t e d w i t h s o l u b l e o x i d e sa n d d i s s o l v e d m e t a l s d u r i n g u s e , r e s u l t i n gf r o m a r e a c t i o n b e t w e e n t h e o x i d e l a y e r sp r e s e n t o n f i x t u r es a n d w o r k p i e c e s a n d t h ec h l o r i d e s a l t s . B e c a u s e t h e b u i l d u p o f r e -s u l t i n g o x i d e s a n d d i s s o l v e d m e t a l s r e n d e r st h e b a t h o x i d i z in g a n d d e c a r b u r i z i n g t o w a r ds t e e l , th e b a t h m u s t b e r e c t i f i e d p e r i o d i c a l -l y.
B a t h s o f s al t s su c h a s s a l t m i x t u r e s N o . 1a n d 2 i n Ta b l e 1 c a n b e r e c t i f i e d w i th s i l ic a ,
m e t h y l c h l o r i d e , o r a m m o n i u m c hT h e h i g h e r t h e t e m p e r a t u r e o f o p et h e m o r e f r e q u e n t t h e n e e d f o r r e c t i fB a t h s i n w h i c h t h e e l e c t r o d e s pa b o v e t h e s u r f a c e r e q u i r e d a i l y r e c t iw i t h e i t h e r f e r r o s i l i c o n o r s i l i c o n cB a t h s o p e r a t e d a b o v e 1 0 8 0 ° C ( 1 9r e q u i r e r e c t i f i c a t i o n a m i n i m u m o f o n c e a d a y, w i t h m o r e f r e q u e n t r e c t ic e r t a in l y r e c o m m e n d e d . D u r i n g r et i o n o f a b a t h , t h e s i l i c a c o m b i n e s wd i s s o l v e d m e t a l l i c o x i d e s t o f o r m s iA l t h o u g h t h e s e s i l i c a t e s s e t t l e o u t ac o u s s l u d g e t h a t c a n b e r e m o v e d , s us o l u b l e s i l i c a t e s c a n r e m a i n t o c a ub a t h t o b e c o m e d e c a r b u r i z i n g . I f t h en o t r e c t i fi e d , i t b e c o m e s m o r e v i s c ow a t e r. A n y s l u d g e o r s a l t s o b t a i n eb y - p r o d u c t o f t h e h e a t t r e a t m e n t md i s p o s e d o f in a c c o r d a n c e w i t h fs t a t e , a n d l o c a l r e g u l a t i o n s .
M e t h y l c h l o r i d e b u b b l e d t h r o u g h to r t h e s u b m e r g i n g o f a m m o n i u m c
Table 2 Relative process t imes and temperatures for automated h eat treating steels
Operating temperature Total tProcess stage *C *F furnac
First preh eat 650-870 1200-1600 Second preheat 760-1040 1400-1900 Hig h hea t 1010-1290 1850-2350 Isothermal quench 540-705 1000-1300 Air cool Room temperature Room temperature 6XWash hot water 80-95 180-200 6Rin se, hot wa ter 80-95 180-20~) (a) See Table 3 for dr ill sizes and times in the high heat indicated by an X in this table.
8/11/2019 726-733 Heat Treating of Tool Steels.pdf
http://slidepdf.com/reader/full/726-733-heat-treating-of-tool-steelspdf 3/8
7 2 8 / H e a t T r e a t i n g o f To o l S t e e ls
LX = cyc le t ime
2X X X
Preheat furnace High heat Quenchfurnace fu rnace
H
Unloa d Load ,~ =a r e a a r e a ~ =4 X 4 X
A i r c o o l
a)
j j I 1 i A i r c o o l c o n v e y o r 2 4 X
~= ~ X = cycle t ime
X X 2 X
- ' ~ II 1 \ f l / l l l h ~ d l l l l ~ ' ]
Quench High heatfu rnace fu rnace
T U
= i { ~ 1
_
6 X
Preheat Load Unloa d Rinse Washfurnace a rea a r e a
b)
_ ;1 - el . .
- = ;
[ ]LJ
4 X 4 X
First wash Second Rinse Load andwash unload
Timed a i r coo l ax , 12X or 24X)
= cyc le t imeY = f i r s t quench t imeZ = second quench t ime . ,
Preheat High heat Quench Secondfurnace furnace furnace quench
c)
N X 3 / /
/ / ,
A
P r o c e s s d e s i g n s f o r a u t o m a t e d s a l t b a t h f u r n a c e s f o r h e a t t r e a t i n g h i g h - s p e e d t o o l s t e e l s . I n s t a l la t i o n sFig 3 c a n b e c u s t o m d e s i g n e d t o m e e t s p e c i f i c c u s t o m e r r e q u e s t s . a ) D o e s n o t i n c l u d e w a s h a n d r i n s e . b )S i m i l a r t o a ) , b u t i n c l u d e s w a s h a n d r i n s e o p e r a t i o n n e c e s s i t a t i n g r e l o c a t i o n o f l o a d a n d u n l o a d o p e r a t i o n s . c )S i m i l a r to b ) , b u t i n c l u d e s s e c o n d q u e n c h a n d a v a r i a t i o n i n w a s h c y c l e s s p e c i f i e d b y c u s t o m e r
Tab le 3 Tim e cyc le s fo r hea t t r ea t ing tw i s t d r i l lsD i a m e t e r
m m i n T i m e
2 . 5 4 - - 4 . 7 8 0 . 1 0 0 - 0 . 1 8 84 . 8 0 - 8 . 0 8 0 . 1 8 9 - - 0 . 3 1 8
8 . 1 0 - 1 2 . 9 0 0 . 3 1 9 - 0 . 5 0 81 2 . 9 3 - 1 8 . 2 4 0 . 5 0 9 - 0 . 7 1 81 8 . 2 6 - 2 3 . 3 2 0 . 7 1 9 - 0 . 9 1 82 3 . 3 4 - 3 8 . 1 0 0 . 9 1 9 - 1 . 5 0 01 0 2 m m ( 4 i n . ) d i a m c u p s6 4 m m ( 2 1 / - i n . ) d i e m e n d m i l l s7 6 m m ( 3 in . ) d i e m e n d m i l l s
i e c e s in h i g h h e a t o n s m a l l e r d i a m e t e r s
2 . 5 4 m m ( 0 . 1 0 0 i n . ) = 1 6 0 p i e c e s / t o n g = 4 8 0 p i e c e s i n b a t h = 1 . 2 k g ( 2 .6 lb )4 . 7 8 m m ( 0 . 1 8 8 in . ) = 8 5 p i e c e s / t o n g = 2 5 5 p i e c e s i n b a t h = 3 . 5 k g ( 7 . 6 5 l b )6 . 5 0 m m ( 0 . 2 5 6 i n . ) = 6 3 p i e c e s / t o n g = 1 8 8, p i e c e s i n b a t h = 5 . 6 k g ( 1 2 . 3 Ib )8 . 0 8 m m ( 0 . 3 1 8 i n . ) = 2 5 p i e c e s / t o n g = 7 5 p i e c e s i n b a t h = 3 . 9 k g ( 8 . 6 l b )
1 2 . 9 0 m m ( 0 . 5 0 8 i n . ) ~ 1 6 p i e c e s / t o n g = 4 8 p i e c e s i n b a t h = 8 . 3 k g ( 1 8 . 2 I b )
I min 30 sI m i n 4 0 s
1 m i n 5 0 s2 min 0 s2 m i n 2 0 s2 m i n 4 0 s
6 m i n7 r a in
10 r a in
p e l l e t s i n a p e r f o r a t e d c a g e i n t h e bm o r e e f f e c t i v e m e t h o d s o f r e c t i f y i nb a t h s . T h e a m m o n i u m c h l o r i d e p e ll ew i t h t h e o x i d e s t o r e g e n e r a t e t h e on e u t r a l s a l t w i t h o u t s l u d g e f o r m a tb a t h t h i c k e n i n g . To r e m o v e d i s s o l v ea l s f r o m h i g h - t e m p e r a t u r e b a t h s , gr o d s a r e i n t r o d u c e d a t o p e r a t i n g t e
t u r e . T h e g r a p h i t e r e d u c e s a n y m e t ai d e s t o m e t a l s t h a t a d h e r e t o t h e r om e t a l c a n b e s c r a p e d o f f a n d t h e r o d
To c o n t r o l t h e d e c a r b u r i z i n g t e n d eh i g h - t e m p e r a t u r e b a t h s , t e s t s p e c i m eq u e n t l y s h o u l d b e h a r d e n e d b y q u e n co i l o r b r ine . A f i l e - so f t su r f ace i nd in e e d f o r m o r e r e c t i f i c a t i o n . T h i s t eb e s u p p l e m e n t e d b y a n a l y s i s o f t h eH i g h - h e a t b a t h s c o n t a i n i n g i n e x c0 . 5 % B a O a r e l i k e l y t o b e d e c a r b u r is t ee l .
T h e f o l l o w i n g m e t h o d c a n b e ur e c t i f y a u s t e n i t i z i n g b a t h s s u c h a s s at u r e s N o . 2 a n d 3 o f Ta b l e 1 :
• A d d 5 7 g (2 o z ) o f b o r i c a c i d f o r e a c( 1 00 I b ) o f s a l t , a f t e r e v e r y 4 h o f t i o n
• I n se r t a 75 mm (3 i n . ) g r ap h i t e rod ib a t h f o r i h f o r e v e r y 4 h o f o p e r a
C o n t r o l l e d A t m o s p h e r e F u r n
I n s e l e c t i n g a n a t m o s p h e r e t h a t wt e c t t h e s u r f a c e o f t o o l s t e e l a g a i na d d i t i o n o r t h e d e p l e t i o n o f c a r b o n h e a t t r e a t m e n t , i t i s d e s i r a b l e t o c h o ot h a t r e q u i r e s n o a d j u s t m e n t o f c o m pt o s u i t v a r i o u s s t e e l s . A n a m m o n i aa t m o s p h e r e ( A m e r i c a n G a s A s s o c i aA G A , c l a s s 6 0 1) m e e t s t h i s r e q u i r e mh a s t h e a d v a n t a g e o f b e i n g s u f f i c ied u c i n g t o p r e v e n t o x i d a t i o n o f h i g h -u m s t e e l s . I n t h e r a n g e o f d e w p o i ne r a l ly f o u n d i n th i s g a s , - 4 0 t o - 5 0 °t o - 6 0 ° F ) , t h e r e i s n o s e r i o u s d e p l ec a r b o n , b e c a u s e t h e d e c a r b u r i z i n g as l o w a n d a n y l o s s o f c a r b o n a t t h e s up a r t i a l l y r e p l a c e d b y d i f f u s i o n f r o m t e r i o r. F o r a p p l i c a t i o n s i n w h i c h h i g hf i ci a l h a r d n e s s i s i m p o r t a n t , a c a r bs u r f a c e c a n b e o b t a i n e d b y t h e a d d ia b o u t 1 % m e t h a n e (CH4) t o t h e as p h e r e . A l t h o u g h a m m o n i a - b a s e d s p h e r e c o s t s m o r e t h a n a n e n d o t h e r ma t m o s p h e r e , t h is s e l d o m b e c o m e s t a n t b e c a u s e t o o l t r e a t i n g fu r n a c e s g ea r e c o m p a r a t i v e l y s m a l l a n d t h e r e f oq u i r e a c o r r e s p o n d i n g l y s m a l l q u a ngas .
E n d o t h e r m i c - b a s e d a t m o s p h e r e s at e n u s e d f o r t h e p r o t e c t i o n o f t o od u r i n g h e a t t r e a t m e n t . S u g g e s t e d r ad e w p o i n t f o r an A G A c l a s s 30 2 e nm i c a t m o s p h e r e w h e n u s e d f o r h a rs o m e c o m m o n t o o l s t e e l s a r e l i s t e d i4 . R e l a t i v e l y s h o r t h e a t i n g t i m e s f oe n i n g s m a l l t o o l s a l l o w t r e a t m e n t c a r r i e d o u t w i t h t h e t h e o r e t i c a l c a r b

8/11/2019 726-733 Heat Treating of Tool Steels.pdf
http://slidepdf.com/reader/full/726-733-heat-treating-of-tool-steelspdf 4/8
Processes and Furnace Equipment fo r H ea t Treat ing o f Tool St
Table 4 Rangesof end othermic atmosphere dew point forhardening tool steelsD a t a c o m p i l e d f o r s h o r t t im e s a t t e m p e r a t u r e ; f u r n a c e d e w p o i n t ; A G A c l as s 3 0 2a t m o s p h e r e
Fur na ce t e mpe ra tu r e a ) Dew po in t r ange
S te e l *C *F °C *F
W2, W3 800 1475 7 toSI 925 1700 4 to
$2 870 1600 4 toOl 800 1475 7 to02 775 1425 7 to07 855 1575 - 4 toD2, I34 995 1825 - 7 toD3, D6 955 1750 - 7 toHI I, HI2 , HI3 1010 1850 2 toT1 1290 2350 - 18 toM 1 1205 2200 - 15 toF2, F3 830 1525 -5 to
(a) Approximate midrange of austenitizing temperatures for the specific types of tool steels
13 45 to 557 40 to 45
16 40 to 6012 45 to 5512 45 to 552 25 to 36- 1 20 to 30-1 20 to 307 35 to 45-12 0to 10-1 2 5 to 101 23 to 34
a n c e o f t h e a t m o s p h e r e v a r y i n g o v e r a r a t h e rw i d e r a n g e . H o w e v e r , f o r t h e h a r d e n i n g o fl a rg e d i e s e c ti o n s , t h e p a r t i c u l a r c o m p o s i t i o no f t he d i e s t ee l be ing t r ea t ed r equ i r e s ca r e fu l
c o n t r o l o f t h e a t m o s p h e r e i f c a r b u r i z a t io n o rd e c a r b u r i z a t i o n i s t o b e a v o i d e d d u r i n g t h ere l a t i ve ly l ong hea t - t r ea t i ng cyc l e .
Va c u u m F u r n a c e s
O n e o f t h e m o s t i m p o r t a n t c o n s i d e r a t i o n st h a t m u s t b e m e t w h e n h e a t t r e a t in g t o o ls t e e l s i s t h a t t h e t r e a t m e n t m u s t b e a c c o m -p l i s h e d w i t h m i n i m a l c h a n g e o f t h e s u r f a c eo f t h e w o r k p i e c e . M i n i m i z i n g t h e e x p o s u r et o a i r d u r i n g h e a t t r e a t m e n t b y m i n i m i z i n go r r e d u c i n g t h e q u a n t i t y o f a i r i n a v e s s e l a sw i t h c r e a t i n g a p a r t i a l v a c u u m i s a n e x c e l -l e n t m e t h o d f o r r e t ai n i n g w o r k p i e c e s u r f a c ei n t e g r it y. Va c u u m f u r n a c e s w i t h p r e s s u r e so f 26 Pa t o 1 .3 mP (200 to 0 .01 Ixm Hg) a r ep o s s i b l e w i th t h e s o p h i s t i c a t e d p u m p i n ge q u i p m e n t i n te g r a l t o v a c u u m f u r n a c e s .
Va c u u m f u r n a c e s h a v e h i s t o r ic a l l y b e e np o p u l a r w i t h h e a t - t r e a t i n g p r o c e s s e s s u c ha s b r a z i n g , s i n t e r i n g , a n d o u t g a s s i n g . M o r e
irection of
ad
He~ra
r e c e n t l y, v a c u u m f u r n a c e s h a v e b e c o m ep r e d o m i n a n t f o r h a r d e n i n g o f s e l e c t e d t o o ls t e e ls . O n e r e a s o n f o r t h e w i d e s p r e a d u s e o fv a c u u m f u r n a c e s i s t h e f r e e d o m f r o m e n v i -
r o n m e n t a l p r o b l e m s t h e y a f f o r d t h e u s e r. I nc o n t r a s t t o s a l t b a t h h e a t t r e a t i n g , d i s p o s a lp r o b l e m s a r e e l i m i n a t e d w i t h t h e u s e o fv a c u u m f u r n a c e h e a t t r e a t i n g . A n o t h e r r e a -s o n f o r t h e w i d e s p r e a d u s e o f v a c u u m f u r -n a c e s i s t h e i r f l ex i b i l i t y. Va c u u m f u r n a c e sc a n b e d e s i g n e d f o r o p e r a t i n g t e m p e r a t u r e sin exces s o f 2760 °C (5000 °F ) and can b ep r o g r a m m e d t o r u n a n a l m o s t l i m i t l e s s v a -r i e t y o f s t r e s s r e l ie v i n g , p r e h e a t i n g , h a r d e n -i n g , a n d q u e n c h i n g c y c l e s . D e s i g n o f c o m -p u t e r h a r d w a r e a n d s o f t w a r e w i l l a l l o wt h e s e s t e p s t o b e p r o g r a m m e d i n d i v i d u a l l yo r s e q u e n t i a l l y t o e n h a n c e p r o d u c t i v i t y.
Hot Wall Furnaces. U n t i l r e c e n t l y, v a c u -u m f u r n a c e s w e r e i n h i b i t e d b y t e c h n i c a lc o n s i d e r a t i o n s i n t h e i r u s e f o r h a r d e n i n g o ft o o l s t e e l s . Tw o f a c t o r s l i m i t e d t h e i r u s e o fv a c u u m f u r n a c e s i n e a r l y h o t w a l l d e s i g n s .F i r s t , t h e r e t o r t i n w h i c h t h e v a c u u m w a sd e v e l o p e d l o s t c o n s i d e r a b l e s t r e n g th w h e ni t w a s h e a t e d a n d w o u l d t e n d t o c o l l a p s e .
Gas di ffuser Wa ter jacketed~re vessel
earthipportpier
learthpier
eramicfiber
ld gascula tor
Fig 4
H e a t e x c h a n g e r
S c h e m a t i c o f a s i n g l e - c h a m b e r b a t c h - t y p e p r e s s u r e - q u e n c h v a c u u m f u r n a c e . S o u r c e : C . I . H a y e s , I n c .
S e c o n d l y, a r e t o r t w a s l i m i t e d in t h ec o o l i n g o r q u e n c h i n g t e c h n i q u e s w hr e q u i r e d b y t o o l s t e e l s .
C o l d Wa l l F u r n a c e s . Va c u u m f un o w i n c o r p o r a t e a h e a t i n g u n i t i nv a c u u m c h a m b e r t h a t i s o f d o u b l e - ws t r u c ti o n . B e t w e e n t h e t w o w a l l s, wc o o l a n t i s c i r c u l a t e d f o r e f f e c t i v e c o
t h e v a c u u m c h a m b e r , t h e r e f o r e eh i g h - t e m p e r a t u r e o p e r a t i o n . T h e sw a l l v a c u u m f u r n a c e s h a v e b e e n db y v a r i o u s m a n u f a c t u r e r s a n d o f f erl e s s v a r i a t i o n s i n s i z e , p u m p i n g c ah e a t i n g c a p a c i t i e s , q u e n c h i n g ms p e e d , c o m p u t e r i z a t i o n , a n d s o o n .
I n c o l d w a l l f u r n a c e s , t h e e l e c t r i c e l e m e n t s a r e l o c a t e d i n s i d e t h e r e t oh e a t i n g e l e m e n t s c a n b e m a d e o f a rr y m e t a l ( m o l y b d e n u m ) o r f r o m gr o d s o r c l o t h . T h e h e a t i n g e l e m es u r r o u n d e d b y r e f r a c t o r y m e t a l b a fp r o v i d e i n s u l a t i o n a n d d i r e c t r a d i a n tt i o n . C e n t e r e d o r p o s i t i o n e d w i t h i n n a c e i s a r e f r a c t o r y ( m e t a l ) h e a r t h o n
a f i x t u r e d o r b a s k e t e d w o r k l o a d p o s i t i o n e d .
Single Chamber Vacuum Furnaces.A p l e v a c u u m f u r n a c e ( F i g 4 ) c o n s i s t sc h a m b e r i n w h i c h t h e w o r k p i e c e h e a t e d a n d c o o l e d . C o o l i n g o r q u e n ca c c o m p l i s h e d b y b a c k f il li n g o r bi n e r t g a s a c r o s s t h e w o r k p i e c e s . I n oq u e n c h r a p i d l y e n o u g h t o o b t a i n t h em i c r o s t r u c t u r e o f t o o l s t e e l , i t i s n e ct o i n c r e a s e t h e p r e s s u r e o f t h e q u e n( u s u a l l y n i t r o g e n ) . T h i s i s a c c o m p l ih i g h - v e l o c i ty, h i g h - p r e s s u r e b l o w e r sh a v e r e p o r t e d c o o l i n g g a s p r e s s u r e s 6 0 k P a ( 6 b a r ) .
T h e c o o l i n g r a t e r e q u i r e d w i l l v ap e n d i n g o n t h e t y p e o f s t e e l u s e d as i ze a n d s h a p e o f t h e w o r k p i e c e . O na l so c o n s i d e r f lo w p a t t e r n s a n d f u r n aw h e n e v a l u a t i n g v a c u u m h e a t tr e a t mv a r i e t y o f v a c u u m f u r n a c e d e s i g nb e e n d e v e l o p e d t h a t p r o d u c e a w i do f c o o l in g r a t e s b y v a r y i n g g a s p r eg a s v e l o c i t i e s , a n d g a s fl o w p a t t es o m e c a s e s , g a s q u e n c h i n g m a y a d e q u a t e t o a c h i e v e t h e n e c e s s a r y r a t e f o r a c o m p o n e n t , a n d o t h e r q u em e t h o d s m a y n e e d t o b e c o n s i d e r e d s a l t b a t h , f l u i d i z e d b e d , o r o i l q u e( see Tab le 1 ) .
Mul t ip le chamber vacuum fu rnacesot e g r a t e d q u e n c h f u r n a c e s h a v e b es i g n e d t o i m p r o v e t h r o u g h p u t o r eq u e n c h r a t e . Va c u u m f u r n a c e s t yh a v e t h e r m o c o u p l e s a v a i l a b le a t s e vc a t i o n s i n t h e f u r n a c e a s w e l l a s s u r f a c e o f th e l o a d o r w i t h i n t h e c o nthe l oad i t s e l f .
M u l t i p l e - c h a m b e r f u r n a c e s ( s e e a l l o w n e a r l y c o n t i n u o u s h a r d e n i n g p o n e n t s . I n s u c h s y s t e m s t h r e e c h a mm o d u l e s e x i s t :
• A p u rg e ( l o a d i n g c h a m b e r )

8/11/2019 726-733 Heat Treating of Tool Steels.pdf
http://slidepdf.com/reader/full/726-733-heat-treating-of-tool-steelspdf 5/8
7 3 0 / H e a t T r e a t i n g o f To o l S t e el s
L _ F _
Loading chamber Zone 1 Zo ne Zo ne Pressurequenchchamber
N i l eatingcham~r
F i g 5 Schem atic of a typical in-line multiple-chamber vacuum furnace. Source: C.l. Hayes, Inc.
• A m u l t i p l e - zo n e h e a t i n g c h a m b e r• A q u e n c h c h a m b e r
A l o a d e d t r a y a u t o m a t i c a l l y m o v e s i n t o t h ep u r g e c h a m b e r w h e r e d e c o m p r e s s i o n b e -g i n s . O n c e t h e v a c u u m l e v e l is s i m i l a r t o t h el e v e l i n t h e h e a t i n g c h a m b e r , t h e t r a y o rb a s k e t i s m o v e d t h r o u g h a n i n s u l a t e d d o o rf o r h e a t i n g . H e a t i n g i s a c c o m p l i s h e d b yt r a n s f e r t h r o u g h m u l t i p l e p r e h e a t i n g z o n e sa n d o n e f i n a l h i g h - h e a t z o n e . M e a n w h i l e ,a n o t h e r t r a y h a s m o v e d i n t o t h e p u r g e
c h a m b e r . O n c e t h e p r e p r o g r a m m e d t i m ei n t e r v a l h a s e l a p s e d i n t h e h i g h - h e a t z o n e ,t h e b a s k e t i s t r a n s f e r r e d t o t h e f i n al q u e n c hc h a m b e r f o r i m m e r s i o n . U l t i m a t e l y, t h eb a s k e t i s t r a n s p o r t e d f r o m t h e q u e n c hc h a m b e r t h r o u g h a d o o r t o a n u n l o a d i n gt r a y.
A d d i t i o n a l i n f o r m a t i o n i s a v a i l a b l e i n t h ea r t ic l e " H e a t T r e a t i n g in Va c u u m F u r n a c e sa n d A u x i l i a r y E q u i p m e n t " i n t h i s Vo l u m e .
F u r n a c e K i n e t i c s T h e s u i t a b i l it y o f a v a c -u u m f u r n a c e t o h a r d e n a p a r t i c u l a r c o m p o -n e n t i s g o v e r n e d b y m a n y f a c t o r s , n o t t h el e a s t o f w h i c h i s t h e q u e n c h i n g c a p a b i l i t y.Wi t h g a s q u e n c h i n g , t h e e f f e c ts o f g a s v a r -i a b l e s s u c h a s p r e s s u r e , v e l o c i t y, a n d f l o wp a t t e r n s a r e s i g n i fi c a n t .
F u n d a m e n t a l l y, i n t h e c o o l in g o f a n ys t e e l , t h e p r o c e s s i s l im i t e d b y :
• G a s p a r a m e t e r s w h i c h c o n t r o l t h e r a t e o fh e a t f r o m t h e s u r f a c e o f th e c o m p o n e n t
( s u r f a c e t h e r m a l r e s i s t a n c e )• C o m p o n e n t p a r a m e t e r s w h i c h c o n tr o l t h e
r a t e o f h e a t t r a n s f e r w i t h i n t h e c o m p o -n e n t f r o m t h e c e n t e r t o t h e s u r f a c e ( c o m -p o n e n t t h e r m a l r e s i s t a n c e e f f e c t ) o f t h ew o r k p i e c e
I n g e n e r a l , t h e g a s p a r a m e t e r s p r e d o m i n a t ei n d e t e r m i n i n g t h e c o o l i n g r a t e i n l a rg ed i a m e t e r c o m p o n e n t s ( g r e a t e r t h a n 2 5 0 m m ,
o r 1 0 i n . , d i a m e t e r ) . B o t h t y p e s o f pt e r s m u s t b e t a k e n i n t o c o n s i d e r a t i o
G a s P a r a m e t e r s T h e g a s p a r a m e t e rs t i t u e n t o f h e a t r e m o v a l i s d e s c r i b e df o l l o w i n g e q u a t i o n :
Q=hA • AT ( E
w h e r e Q i s t h e h e a t r e m o v a l r a t e , h
h e a t t r a n s f e r c o e f f i c i e n t , A i s t h e sa r e a o f c o m p o n e n t , a n d AT is t h e t et u r e d i f fe r e n c e b e tw e e n t h e c o m p o n ethe gas .
D u r i n g t h e i n i ti a l c o o l i n g p e r i o d , t e m p e r a t u r e h a s o n l y a m i n o r e f f e c tw o r k p i e c e . H o w e v e r , a f t e r t h i s i n it ii n g p e r i o d , t h e c o m p o n e n t c o o l in g rc o m e s i n c r e a s i n g l y s e n s i t i v e t o c h ag a s t e m p e r a t u r e w i t h t h e c o o l i n g rc r e a s i n g a s t h e g a s t e m p e r a t u r e i n c r
Tw o i m p o r t a n t f e a t u r e s o f f u r n a c et h a t a f f e c t g a s t e m p e r a t u r e a r e :
• H e a t e x c h a n g e r t y p e , l o c a t i o n , a nb e c a u s e t h e s e f a c t o r s c o n t r o l t h e bt e m p e r a t u r e i n t o t h e f u r n a ce
• F l o w d i s t r i b u t i o n , w h i c h c o n t r o l s c a l g a s t e m p e r a t u r e a r o u n d t h e w o
H i g h g a s t e m p e r a t u r e s u s u a l l y o c ci n t h e i n i t ia l c o o l i n g p e r i o d o f a w o rw h e n t h e e f f e c t o f g a s t e m p e r a t u r e , c u s s e d p r e v i o u s l y, i s m i n i m a l .
T h e e f f e c t o f h e a t t r a n s f e r c o e f f i ct h e c o o l i n g r at e o f a 25 m m ( i n .) d is l u g is s h o w n i n F i g 6 .
I I I I I . 19o . oo \
- - G as t em p er at ur e 5 0 °C-- -- Gas temperature 100 °C
1000 1830 1000 1830
800 800 1470
? °u- ~ ~ V= 2.1 m3/s' ~ X Increasing ~ ' ~ X ~
600 heat trans fer 1110 ~ ~ 600 1110 ~~. X coefficient ~. ~. ~
E,~,, E E
' ~ / X ~ 50w/m2 K 750 ' ' 400 V=3 gm3/s \ ~ ~ 750 '4 ~ ~
~ - - ~ ~ h = 100 W /m2.K390
Increasing gastemperature h = 100 W/m2 • K
o I 1 L I 3 0 o o
0 2 4 6 8 10 12 14 16 0 2 4 6 8 10 12 14 16Time, min
200 200 390
Time, rain
Plot of temperatu re versus time showing the effect o f gas temperature and ig 7 Plot of temperature versus tim e show ing the effect of local gas veloF i g 6 heat transfer coefficient, h, on the coo ling of2S mm (1 in.) diam steel slugs, on the coo ling of 25 mm (1 in.) diam steel slugs. Slu gs are coo leSource: Ref 1 kPa (15 psig) N2 quench gas. Load size is 836.4 kg (1844 Ib). Source: Ref 1

8/11/2019 726-733 Heat Treating of Tool Steels.pdf
http://slidepdf.com/reader/full/726-733-heat-treating-of-tool-steelspdf 6/8

8/11/2019 726-733 Heat Treating of Tool Steels.pdf
http://slidepdf.com/reader/full/726-733-heat-treating-of-tool-steelspdf 7/8
7 3 2 H e a t Tr e a t i n g o f To o l S t e e ls
H e a t t r a n s f e r c o e f f i c i e n t ( h ), B t u / f t 2 • h • °F
0 18 35 53 70 88 106 123 1411 0
0.9 ~ ~ ~ ~
~ mm
o
1 5 0 m m
.~ 0 .4 ~ ,
0 .3
5 0 m m
1 0 0 m m
2 5 0 m m
0.20
Fig 11
158
100 200 300 400 500 600 7 00 800 900
H e a t t r a n s f e r c o e f f i c i e n t ( h ) , W / m 2• K
P l o t o f surface to center t e m p e r a t u r e r a t io v e r s u s th e h e a t tr a n s f e r c o e f f ic i e n t t o s h o w t h e e f f e c t o fv a r y i n g t o o l s t e e l s l u g d i a m e t e r s r a n g i n g f r o m 2 5 t o 2 5 0 m m (1 t o 10 i n . ). S o u r c e : R e f 1
• H i g h h e a t t r a n s f e r c o e f f i c i e n ts c a n c a u s el a rg e v a r i a t i o n s i n t e m p e r a t u r e b e t w e e nt h e c e n t e r a n d s u r f a c e o f c o m p o n e n t s( p a r t i c u l a r l y a s t h e d i a m e t e r i n c r e a s e s )t h a t m a y r e s u l t in c r a c k i n g a n d / o r d i s t o r -t i o n
• E v e n h i g h h e a t t r a n s f e r c o e f f i c i e n t s m a yn o t b e a b l e t o c o o l t h e c e n t e r o f l a rg ed i a m e t e r c o m p o n e n t s f a s t e n o u g h t oh a r d e n t h e m a d e q u a t e l y
Flu id ized Bed Furnaces
F l u i d i z e d - b e d f u r n a c e s o f f e r a n o t h e rm e t h o d o f h e a t t r e a t i n g to o l s t e e l s ( s ee a l s ot h e a rt i cl e " F l u i d i z e d - B e d E q u i p m e n t " i nt h i s Vo l u m e ) . T h i s m e t h o d u s e s a s o l i dr a t h e r t h a n a l i q u id o r g a s f o r th e h e a tt r a n s f e r m e d i u m . I n g e n e r a l , t h e f u r n a c e i sc o m p o s e d o f a l a y e r o f s m a l l m o b i l e p a r t i -c l e s o f a n i n e r t r e f r a c t o r y ( f o r e x a m p l e ,a l u m i n u m o x i d e o r s i l i c a s a n d ) in a c o n t a i n -e r w h i c h i s h e a t e d a n d f l u i d i z e d b y a f l o w i n gs t r e a m o f g a s . O b j e c t s t o b e h e a t t r e a t e d a r ei m m e r s e d d i r e c t l y in t o t h e b e d o f p a r t i c l e s .
A f l u i d b e d r e s u l t s w h e n a g a s i s p a s s e du p w a r d t h r o u g h a b e d o f s m a l l s o l i d p a r ti -c l e s a t a r a t e f a s t enou gh to l i f t t he se pa r t i -c l e s a n d t o c r e a t e t u r b u l e n c e . T h i s m o t i o no f pa r t i c l e s , s imi l a r t o t ha t o f a f l u id , i s
n e n t . A s t h e h e a t t r a n s f e r c o e f f i c i e n t i si n c r e a s ed , t h e c o m p o n e n t p a r a m e t e r s b e g i nt o r e s t ri c t th e c o o l i n g r a t e o f t h e c o m p o n e n ta n d l a rg e d i f f e r e n c e s b e g i n t o d e v e l o p b e -t w e e n t h e t e m p e r a t u r e a t t h e s u r f a c e a n dt h e t e m p e r a t u r e a t t h e c e n t e r o f t h e c o m p o -n e n t . T h e s e t e m p e r a t u r e d i f f e r e n c e s c a nc a u s e d i s t o r t i o n a n d c r a c k i n g i n l a rg e d i a m -e t e r c o m p o n e n t s .
I t is u s u a l l y t h e c o o l i n g r a t e a t t h e c e n t e ro f t h e c o m p o n e n t t h a t i s o f m o s t i n t e r e s t .T h e v a r i a t i o n i n c e n t e r c o o l i n g r a t e i n M 2t o o l s t e e l o v e r t h e t e m p e r a t u r e r a n g e 1 2 0 0to 600 °C (2190 to I 110 °F ) , i s p lo t t ed fo r ar a n g e o f h e a t t r a n s f e r c o e f f i c i e n t s i n F i g 1 2 .
F o r t h e l a rg e 2 5 0 m m ( 1 0 i n . ) d i a m e t e rc o m p o n e n t , t h e c e n t e r c o o l i n g r a t e in -c r e a s e s o n l y m a rg i n a l l y w i t h l a rg e i n c r e a s e si n t h e h e a t t r a n s f e r c o e f f i c i e n t w h e n c o m -p a r e d t o i n c r e a s e s i n t h e c e n t e r c o o l i n g r a teg a i n e d in a s m a l l c o m p o n e n t . F o r s u c h l a rg ed i a m e t e r c o m p o n e n t s , e v e n f a s t o il o r s a ltq u e n c h i n g ( h i s a p p r o x i m a t e l y 1 0 0 0 t o 5 0 0 0W/m 2 - K , o r 200 to 900 B tu / f t 2 • h • °F ) ma yn o t p r o v i d e t h e c e n t e r c o o l i n g r a t e r e q u i r e dt o d e v e l o p t h e d e s i r e d s t e e l h a r d n e s s p r o p -e r t i e s .
Tw o i m p o r t a n t c o n c l u s i o n s d r a w n f r o mt h is d i s c u s si o n o f h o w c o m p o n e n t p a r a m e -t e r s a f f e c t c o o l i n g r a t e s a r e :
H e a t t r a n s f e r c o e f f i c i e n t ( h ) , B t u / f t 2 • h • °
1 .8 18 180 1800 1 .8 x 104
1080 m dla ~ 400 720
~ 200 ~ d i a n ~ l 360
0 010 100 103 104 105
H e a t t r a n s f e r c o e f f i c i e n t ( h ) , W / m 2 • K
P l o t o f c o o l i n g r a t e a t t h e c e n t e r o f t hi g 1 2 v e r s u s t h e h e a t t r a n s f e r c o e f f i c i e n t
t o o l s t e e l t o s h o w e f f e c t o f v a r y i n g d i a m e t e rs otem per a tu re range o f 1200 to 600 °C (2190 to 11S o u r c e : R e f 1
G a s o u t ]
N. - : ; - . :
G a s in
(a )
VL
3_
Par t i c lesa r ef lu id ized
t' ; : ' : : : ' - : ' : ' i• :.r....,.z:.-..r," . . : . ~ - ' - ~ ) . : ~
: . : - : '-; ;-; .;
- . . . .:o . - . . . . . . ,N\\\\\\\\\\\N~
as inIb)
Ruid izei s e x p a n
d i s t an
S c h e m a t i c s h o w i n g p r i n c i p l e o f t h eF i g 3 i z e d - b e d f u r n a c e . ( a) I n i t i a l l y, t h e g au p w a r d t h r o u g h t h e p e r m e a b l e b a s e t o ag i tap a r t i c l e s a s t h e p r e s s u r e i s g r a d u a l l y i n c r e a s eE v e n t u a l l y, t h e g a s f l o w i s s u f f i c i e n t t o l i f t t hp a r t i c l e s o f r e f r a c t o r y m a t e r i a l s a n d t o t r a n s f op a r t ic l e m o v e m e n t i n t o a v i o l e n t t u r b u l e n t mA l t h o u g h t h e p a r t i c l e s a r e a c t u a l l y s o l i d , t h e f lb e d s i m u l a t e s t h e m o t i o n o f a l i q u i d , S o u r c e :
s h o w n i n F i g 1 3. W h e n g a s i s f o r c e d ut h r o u g h s m a l l h o l e s i n a s u p p o r t i n gt w o f o r c e s m e e t t o r a i s e t h e p a r t i c lb u o y a n c y o f t h e g a s a n d t h e r e t a r d i nk n o w n a s a e r o d y n a m i c d r a g .
M o s t f l u i d i z e d - b e d f u r n a c e s a r e ut empera tu re s be low 1095 °C (2000 °t h o u g h s o m e m a n u f a c t u r e r s h a v e f uc a p a b l e o f t r e a ti n g c o m p o n e n t s t o t etu r e s t h rough 1205 °C (2200 °F ) . Thp e r a t u r e / i m i t a t i o n i s r e l a t e d t o t h es u r e d a m a g e o r w e a r a n d t e a r o n t h em a t e r i a l s . F l u i d i z e d b e d s h a v e b e es i g n e d t o p e r f o r m a w i d e v a r i e t y ot r e a t i n g t a s k s i n c l u d i n g s t r e s s r e l i e v i nh e a t i n g , h a r d e n i n g , q u e n c h i n g , a n na n d t e m p e r i n g a s w e l l a s a v a r i e t y o f t r e a t m e n t s s u c h a s c a r b u r i z i n g , n i ta n d s t e a m t e m p e r i n g . T h i s d i s c u s s i od e a l p r i m a r i l y w i t h a s p e c t s o f n e u t rae n i n g o f t o o l s t e e l s .
H e a t t r a n s f e r w i t h f l u i d i z e d - b e d f ui s p a r t i c u l a r l y g o o d a n d o f f e r s c h a r at i c s a p p r o a c h i n g t h a t o f m o l t e n s a lf u r n a c e s . H e a t i n g p r o p e r t i e s o f t h e flc a n b e a d j u s t e d t h r o u g h a w i d e r a n

8/11/2019 726-733 Heat Treating of Tool Steels.pdf
http://slidepdf.com/reader/full/726-733-heat-treating-of-tool-steelspdf 8/8
Proces ses and Fu rnace Equ ipmen t fo r Hea t Trea t i ng o f Too l S te
l hma×
E¢ a . ~ y~.__.
"i- o<-- Static @ Ruidize d I
b e d [ b e d I
vm Vo.L o c a l g a s v e l o c i t y, V , -
H e a t t r a n s f e r c o e f f i c i e n t r i s e s w i t h t h e i n -F i g 1 4 c r e a s e i n v e l o c i t y o f t h e f l u i d i z e d b e d u n t i l ap e a k v a l u e ,hm~x s r e a c h e d a t t h e o p t i m u m v e l o c i t yVo p . S o u r c e : R e f 3
c a u s e t h e r e a r e m a n y p a r a m e t e r s t h a t c a nb e v a r i e d . S o m e o f th e m a j o r v a r i a b l e p a -r a m e t e r s a r e :
• P a r t i c l e p r o p e r t i e s ( s i z e , s h a p e , b u l k d e n -s i t y, a n d a b s o l u t e d e n s i t y )
• P r o p e r t i e s o f t h e g a s u s e d t o f l u i d iz e t h eb e d ( d e n s i t y, v i s c o s i t y, h e a t c a p a c i t y,a n d t h e r m a l c o n d u c t i v i t y )
• S y s t e m p r o p e r t i e s ( f lo w o f g a s t h r o u g h t h eb e d , t o t a l w e i g h t o f t h e p a r t i c l e s i n ag i v e n b e d , c r o s s s e c t i o n a n d s h a p e o f t h er e t o r t o r b e d c o n t a i n e r , a n d t y p e o f p e r -m e a b l e p l a t e u s e d t o s u p p o r t t h e p a r t i -c l e s )
O n e o f th e m a j o r a t t r i b u t e s o f th e f l u i d -i z e d b e d i s t h e h i g h r a t e a t w h i c h h e a t c a nb e t r a n s f e r r e d f r o m t h e b e d o f p a r t i c l e s t oa n i m m e r s e d o b j e c t . C o e f f i c i e n t s o f h e a tt r a n s f e r o n t h e o r d e r o f 4 0 0 t o 7 4 0 W / m 2 . K(70 to 130 B tu / f t 2 • h • °F ) a r e pos s ib l e . Th i sh e a t f l o w r a t e i s t w o t o t e n t i m e s h i g h e r t h a nt h a t p r o v i d e d b y n o r m a l c o n v e c t i o n o r r a -d i a t i o n . I n a d d i t i o n , t h e r a t e o f h e a t t r a n s f e ri n t h e f u ll b e d i s r e l a t i v e l y i n d e p e n d e n t o ft h e e m i s s i v i t y o f t h e o b j e c t w h i c h i s i m -m e r s e d a n d t h e t e m p e r a t u r e l e v e l . T h e t u r -b u l e n c e o f t h e f lu i d i z e d b e d i s i m p o r t a n t i nm i x i n g a n d c a n e f f e c t i v e l y m i n i m i z e t h e r -m a l g r a d i e n t s w i t h i n t h e b e d .
F i g u r e 1 4 i l l u s t r a t e s t h e n a t u r e o f h e a tt r a n s f e r i n a f l u i d i z e d b e d . U n d e r c u r v e 1 ,t h e b e d i s n o n f l u i d i z e d i n a s t a t i c s ta t e w i t hl o w h e a t t r a n s f e r r a t e s t h a t i n c r e a s e o n l ys l i g h t ly w i t h v e l o c i t y. A f t e r t h e m i n i m u mf l u i d i z a t i o n v e l o c i t y Vmf) i s r e a c h e d , t h eh e a t t r a n s f e r c o e f f i c i e n t , h , i n c r e a s e s r a p i d -l y o v e r a c o m p a r a t i v e l y n a r r o w v e l o c i t yr a n g e ( c u r v e 2 ) . A t a c e r t a i n o p t i m u m v e -l o c i t y ( Vop t) , t h e h e a t t r a n s f e r c o e f f i c i e n tr e a c h e s a m a x i m u m ( h m a x ) a n d t h e n t e n d st o d i m i n i s h a s th e f l u i d i z e d b e d a t t a i n s m o r eg a s - l i k e p r o p e r t i e s ( c u r v e 3 ) . T h e a c t u a lh e a t t r a n s f e r r a t e e x p e r i e n c e d i n t h e f l u i d -i z e d b e d d e p e n d s o n t h e f l u i d i z i n g g a s v e -
8 y l I f~ M o l t e n l e a d f
6 0 0 J M o l t e n s a l t 7
o v e c t I400i o n f u rnace
\ . / I i~ . 20 0 ~ / , / z \ F l u i d i z e d b e d
I I
1 4 7 0
111 0 o-
7 5 0
E3 9 0
3O0 200 4 0 0 600 800 1000
l i m e , s
F l u i d i z e d - b e d h e a t i n g c o m p a r e d w i t h c o n -ig 15 v e n t i o n a l i m m e r s i o n ( m o l t e n s a l t a n d m o l -
t e n l e a d b a t h s ) an d c o n v e c t i o n h e a t i n g m e t h o d s f o r 1 6m m ( % i n . ) d i a m s t e e l b a r s . S o u r c e : R e f 3
l o c i t y a n d i t s t h e r m a l c o n d u c t i v i t y, t h e s i z ea n d d e n s i t y o f t h e b e d p a r t i c l e s , t h e i r t h e r -m o p h y s i c a l p r o p e r t i e s , an d o n t h e g e o m e t r ya n d s t r u c t u r a l d e s i g n f e a t u r e s o f t h e f u r -n a c e . G e n e r a l l y, t h e p r i n c i p a l p a r a m e t e r ,o t h e r t h a n v e l o c i t y, t h a t a f f e c ts t h e h e a tt r a n s f e r c o e f f i c i e n t is t h e p a r t i c l e s i z e w i t h
t h e c o e f f i c i e n t r i s in g a s t h e p a r t i c l e d i a m e -t e r i s d e c r e a s e d . T h e s e p a r a m e t e r s r e s u l t i nh e a t t r a n s f e r c o e f f i c i e n t s a s h i g h a s 5 7 0W / m z .K (100 B tu / f t z . h - °F ) , wh ic h i s up t of i v e t i m e s t h a t w h i c h c a n b e o b t a i n e d i n ac o n v e n t i o n a l o p e n - f i r e d f u r n a c e a n d i s s im -i l a r t o t h a t o b t a i n e d i n li q u i d b a t h s . T h ec o m p a r i s o n o f t h e h e a t i n g r a t e i n a f l u i d -i z e d - b e d f u r n ac e w i t h o t h e r t y p i c a l m o d e so f h e a t i n g i s s h o w n i n F i g 1 5.
F l u i d i z e d - b e d h e a t - t r e a t i n g f u r n a c e s a r em a n u f a c t u r e d b y s e v e r a l s u p p l i e r s a n d a r ea v a i l a b l e in t h r e e f u n d a m e n t a l c o n f i g u r a -t i o n s . Tw o o f t h e c o n f i g u r a t i o n s a r e f l u i d -i z ed b y t h e p r o d u c t s o f c o m b u s t i o n a n d a r ek n o w n a s i n t e r n a l l y f i r e d a n d e x t e r n a l l yf i r e d t y p e s . F o r t h e t h i r d c o n f i g u r a t i o n ,k n o w n a s t h e i n d i r e c tl y h e a te d t y p e , t h ef l u i d i z a t i o n a n d t h e h e a t i n g a r e a c c o m -p l i s h ed i n d e p e n d e n t o f o n e a n o t h e r . T h ei n d i r e c t l y h e a t e d t y p e i s m o s t o f t e n u s e d f o rn e u t r a l h a r d e n i n g a n d t h e r e f o r e i s m o r ea p p l i c a b l e t o t o o l s t e e l h e a t t r e a t in g .
B e c a u s e t h e h e a t i n g a n d f l u i d i z a t i o nm o d e s o f a n i n d i r e c tl y h e a t e d f l u i d i z e d - b e df u r n a c e a r e i n d e p e n d e n t o f o n e a n o t h e r , t h i st y p e o f f u r n a c e i s u s e d w h e r e s p e c i a l a t m o -s p h e r e s a r e r e q u i r e d b y t h e p r o d u c t . L i t e r -a l l y, a n y g a s m a y b e u s e d f o r f l u i d i z a t i o na n d t h i s t y p e o f f u r n a c e c a n a c c o m m o d a t e aw i d e r a n g e o f p r o c e s s e s s u c h a s c a r b u r i z -i n g , c a r b o n i t r i d i n g , s t e a m t r e a t i n g , a n db r i g h t a n n e a l i n g . A n e x a m p l e o f an i n d i r e c t -l y h e a t e d f l u i d i z e d - b e d f u r n a c e i s s h o w n i nF i g 1 6 . A l t h o u g h t h e f u r n a c e s h o w n i s h e a t -e d e l e c t r i c a l l y, i t s h o u l d b e e m p h a s i z e d t h a ta f lu i d i z e d - b e d f u r n a c e m a y a l s o b e f u e lf i r e d ( s i m p l y b y r e p l a c i n g t h e e l e c t r i c e l e -m e n t s o n t h e o u t s i d e w i t h a s u i t a b l e b u r n e r
S c h e m a t i c o f a n i n d i r e c t l y h e a t e d f lFig 6 b e d h e a t - t r e a t in g f u r n a c e . T h e g a st h e t u r n a c e f r o m t h e s u p p l y l i n e o n t h e b o tS o u r c e : R e f 4
s y s t e m ) o r b o t h f u e l f i r e d a n d e l e c th e a t e d . I n s p e c i a l c o n f i g u r a t i o n s , f u
m a y a l s o b e c o o l e d t o o p e r a t e a t s ue n t t e m p e r a t u r e c o n d i t i o n s .
T h e f l u i d i z e d -b e d p a r t i c l e s o f f e rs i m i l a r i t i e s t o s a l t b a t h s a n d c a n p r os u p p o r t i n g n e u t r a l e n v i r o n m e n t . T h ei z e d p a r t i c l e s d o n o t c o l l e c t o n t h es u r f a c e a n d t h e r e f o r e t h e r e i s n o d r as u b s e q u e n t c l e a n in g r e q u i r e d . T h e n u m o x i d e o r s i l i c a o x i d e p a r t i c lb e c o m e c o n t a m i n a t e d b u t a r e t y p i c ac o n s i d e r e d a n e n v i r o n m e n t a l h a z a r dl e a d a n d s a lt c o m p o u n d s u s e d i n t hh e a t t r e a t m e t h o d s . T h e w o r k p i e c er e m o v a l f r o m t h e h i g h - t e m p e r a t u rc a n , h o w e v e r , b e e x p o s e d t o s u r f a ct a m i n a t i o n s u c h a s d e c a r b u r i z a t i o n t r a n s f e r to a q u e n c h i n g m e d i a . Bm u l t i p l e f l u i d i z e d - b e d f u r n a c e s o r a n a t i o n o f f u r n a c e s a r e t y p i c a l l y uc o n j u n c t i o n w i t h e a c h o t h e r d u r i ns t e e l h e a t t r e a t m e n t , s u c h f a c t o r s mc o n s i d e r e d i n t h e o v e r a l l l a y o u t o ft r e a t d e p a r t m e n t .
REFERENCES
1. E.J . Radc l i ffe Gas Quenching in um Furnaces: A Rev iew o f Fundatals I n d . H e a t . ,Nov 1987 , p 34 -3
2 . J . D . S t a u f f e r a n d C . O . P e d e r s o n , p l e s o f t h e F l u i d B e d ,M e t . P r o g . ,A1961, p 78-82
3 . A . F e n n e l l , C o n t i n u o u s H e a t Tw i t h F l u i d i z e d B e d s ,I n d . H e a t . ,1981, p 36-38
4 . J . E . J a p k a , F l u i d i z e d - B e d F u r n a cTr e a t i n g A p p l i c a t i o n s fo r t h e D i e I n d u s t r y, Die Cas t . Eng . , M a y -1983, p 22-26





























