Upload
virgilmaro
View
220
Download
0
Embed Size (px)
Citation preview
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
1/143
3rdClass Old Part B Review
1. Consider a large modern (15000-kpa) steam generator firing plveri!ed "oal. #$plain in
detail %ow t%e %ot gases give p t%eir %eat in passing from t%e fire&all in t%e frna"e to t%e
sta"k e$it. 'ndi"ate in or e$planation t%e varios parts of t%e nit "onta"ted & t%e gases
in t%eir "orre"t se*en"e. (15 marks)
+,#R/
. ist 5 "%ara"teristi"s of fel oil t%at mst &e "onsidered w%en sele"ting a power plant fel.
#$plain %ow t%ese impa"t on t%e operation of t%e plant. ( 15 marks)
+,#R
+. 2# P#C'4'C R+6'27
- enables the engineer to determine if the oil is light or heavy- generally the higher the specific gravity , the lower the hydrogen content and the harder it
is to ignite the fuel- light fuel oil avoids the cost of keeping an oil tank warmed- heavy fuel oils are the cheapest to purchase but it becomes critical to know the water
content of the heavy fuel oil. Some heavy fuel oils require to be heated to as high as 135degrees at the burner supply before they will burn completely
B. 2# #+2', 6+8#
- is required to be known- enables the engineer to calculate boiler efficiency when the boiler is running steady with
a minimum of interference- boiler efficiency is the heat supplied to the steam per hour divided by the heat available
from the fuel per hour C. 2# 4+ PO',2
- enables engineer to !udge if fuel is safe to store near a building
- the higher the flash point, the safer the product will tend to be to handle and store - normally fuel oils with a flash point of less than "" degrees would not be stored - all fuel oils normally have a flash point of around #$- #5 degrees
- fuel oils are safer to handle than kerosene or gasoline which have a much lower flashpoint
4las% point/ t%e temperatre w%ere a prod"t gives off enog% vapor to &e ignited &t not sstain
a flame
9. CO,#+', OR PO8R PO',2
- enables the engineer to know at what temperature the oil will refuse to flow- tracer steam lines would need to be installed on all fuel lines in areas that e%perience
sub-&ero temperatures- to know the pour point would indicate when the tracer steam lines should be brought
back into service in the fall
#. 6'CO'27
- is a measure of the resistance to flow- it is e%pressed in time in seconds that the oil at a certain temperature will take to flow
through a standard si&ed hole by gravity- the higher the viscosity the more trouble one can e%pect when burning the fuel
1
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
2/143
3rdClass Old Part B Review- if the viscosity is too high, atomi&ation is poor and e%cessive carbon deposits will result
on the furnace floor and in the boiler heating areasthe flame pattern will be poor with incomplete combustion and a lower heat release. 'perating costs as aresult will be higher
3. +s a s%ift engineer in "%arge of a large %ig% pressre (15000 kpa) mlti &rner gas fired
&oiler e*ipped wit% a sper%eater e"onomi!er for"ed draft fans and atomati"
"om&stion "ontrols. 9es"ri&e t%e possi&le "ases of and t%e a"tions t%at o wold take in
t%e following "ir"mstan"es. 2%e &oiler is on stead load.
a. ( low drum water level condition. )* marks++,#R
+. BO'#R 4##9 +2#R #6# CO,2RO 6+6#
-"ase/ isolation valve closed on inlet or outlet- remed/ open valve
- "ase/ failed- remed/ open by-pass around controller
B. BO'#R 4##9 +2#R P8:P
- "ase/ failed- remed/start back up pump
-"ase/ isolation valve closed- remed/ open valve
- "ase/ cavitation- remed/ drain and bleed pump to rid it of the air lock then restart pump
C. ',2R8:#,2+2'O,; #
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
3/143
3rdClass Old Part B Review
b. ( flame failure. ) marks+2+,#R
- "ase/ fuel supply pressure drops- remed/ shut down main burners. (ll alarms must be reset and all
parameters met before reigniting burners.- "ase/ low water fuel cut off has actuated
- remed/find cause of low water level and address that issue before attempting to re-establish flame
- "ase/if boiler is normally run at slightly negative pressure and it goes to positivepressureboiler will shut down
- remed/louvers on induced fans have opened too rapidly causingsudden pressure change from negative to positive.'perator reset alarm, then close the louvers slightly to re-establish negative pressure within the furnace.
- "ase/burner malfunction- remed/isolate that burner and replace it when the unit is shut down for
maintainance to allow continued operation- "ase/ tube failure
- remed/ catastrophic tube failure water has e%tinguished flames at theburners. 'perator shut down entire unit immediately. 4nsureinduced fans are running to purge the furnace of combustible gasesor pockets of gases. ater tubes will need to be replaced and unitwill need to be inspected by a qualified boiler inspector before unitis brought back into service.
- "ase/ fire eyes not functioning properly- remed/clean fire eyes according to procedure
=. + watert&e &oiler %as >st &een taken off line and is in t%e pro"ess of "ooling down.
9es"ri&e t%e proper pro"edre for preparing t%e &oiler for inspe"tion and t%e safet
pre"ations to &e taken dring t%e inspe"tion. (10 marks)
+,#R =
1. 6educe load on boiler.0. (t about 5$7 load, operate the soot blowers to clean the fireside surfaces as much as possible.3. hen the fires are out, allow the boiler to cool to a pressure of 35- $ 8pa and then open the
drum vents.9. solate the boiler by closing the steam stop valves feed water stop valves fuel valves air
dampers on :; fans steam to soot blower valves chemical feed valves steam to fan or feedpump turbines atomi&ing steam valves continuous blow down valves and by opening circuitbreakers of feed pump motors, fan motors, chemical feed pump motors, retractable soot blowermotors, rotary air heater drives or any valve or circuit breaker which may allow any gas, liquidor solid to enter the boiler or could cause motion of equipment within the boiler. /ag all valveswith brightly colored
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
4/143
3rdClass Old Part B Review5. hen boiler water has cooled to about #$ degrees , open the blow down valves and drain
boiler.". f it was for maintenance, the boiler would now be flushed out with a high pressure water hose.
/he inspector will want to inspect sludge scale buildup etc so avoid this step until approval bythe inspector is received.
. hen the boiler has drained, close and tag the blow down valve.*. 'pen fire side access door.#. f e%tension lights are to be used, a transformer must be provided which changes power to 10? to
eliminate the danger of electrocution to personnel in the boiler.1$. >rovide protective clothing, goggles, face shield and gloves where necessary.
+4#27 PR#C+82'O,/
1. >roper personal protective equipment coveralls, glasses@ goggles, gloves, steel toed work boots,face shield, radio, flash light, personal air monitor.
0. /rained personnel are the only persons allowed to enter vessel '=:=4; S>(4.3. >replanning meeting to plan all aspects of the confined space entry all involved departments or
personnel should be in attendance at all related meetings. /his includes the emergency personnelas well.
9. Safe work plans or procedures must be authori&ed prior to any entry or work being done.5. Aeeting !ust prior to entry to go over all aspects of entry.". (ll permits are in order and approved.. 'n going air quality testing. ;epending on vessel may be every si% hours or continual. f
continual all personnel entering vessel must wear SB( gear. t is recommended that allpersonnel wear some kind of personal air monitor such as the
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
5/143
3rdClass Old Part B Review
b. 9es"ri&e t%e &est pro"edre for verifing t%e proper operation of a water "olmn and gageglass on an operating &oiler. (? marks)
+,#R
1. lose the gage steam valve and the gage water valve in order to isolate the gage before checkingthe column connections
0. lose column water valve and open column drain valve thus blowing through the steamconnection and the column and proving them clear
3. lose column steam valve and open column water valve thus blowing through the waterconnection and proving it clear
9. lose column drain valve and open column steam valve putting column back in operatingcondition
5. 'pen gage drain valve and gage steam valve thus blowing through the steam connection and thegage glass and proving them clear
". lose gage steam valve and open gage water valve thus blowing through the water connectionand proving it clear
. 'pen gage steam valve and close gage drain valve putting gage back in operating condition
='/4 all connections to both column and gage have now been blown through separately to provethem clear.
". 9es"ri&e t%e "orre"t pro"edre for repla"ing a &roken t&lar gage glass on an operating
&oiler. (? marks)
+,#R
1. Shut off the steam and water valves on the gage0. 'pen the gage drain valve3. 6emove broken gage glass. 4ach end of the glass is held in place in the gage fitting by means of
a nut and a washer. By unscrewing the nuts, the washers and glass may be removed9. 'pen gage valves to blow out small fragments of glass and then close again5. ut new glass to correct length using a glass tube cutter
". >lace nuts and new washers on the glass and install in the gage fittings. Some powdered graphitemay be used as a lubricant between washers and nuts. =uts should be hand tightened only
. Feat up the glass slowly by cracking open gage steam valve. /hen close gage drain valve andcrack open gage water valve. hen water level in glass stabili&es, open the gage steam and watervalves fully
='/4 operators should wear proper >>4 to protect eyes, face, hands etc in case new glass bursts whenput into service. Ese e%treme caution when pressuri&ing the gage glass
?. 9es"ri&e t%e prin"iple of operation and t%e met%od of testing of ea"% of t%e following safet
devi"es fond on a pa"kaged &oiler.
a. Figh limit pressure control. )5 marks++,#R
ig% imit Control (ig% team Pressre 4el Ct-Off)
/he Boiler ode requires that automatically fired steam heating boilers not under constant supervisionmust be equipped with a high limit pressure control that shuts off the fuel supply at a boiler pressure notto e%ceed 1$3 k>a )15 psi+.
/his control must be connected to the boiler without any shut-off valves and it shall be protected by asyphon or a similar means of maintaining a water seal to prevent steam from entering the control.
5
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
6/143
=t%"110 Pressre Control
3rdClass Old Part B Review/he purpose of the high limit control is to shut off the firing equipment should the operating limitpressure control fail to shut off the burner when it reaches its cut-out point and pressure continues torise.
/he high limit control thus acts as a safeguard to prevent e%cessive boiler pressure and will prevent thepressure from rising to the point at which the safety valves would open up and release the steam toatmosphere.
n design and operation the high limit control is quite similar to the on-off pressure control but it is notequipped with a differential spring so that the cut-out and cut-in points of the control are very closetogether. (lso, the control after having shut off the burner on reaching its cut-out point, locks out anddoes not automatically start the burner up again when the pressure drops. nstead, it has to be manuallyreset by a reset lever or button on the outside of the control before the boiler can be started again. /hereason for this arrangement is to indicate to the boiler operator that the operating control ismalfunctioning. /he operating control must be repaired or replaced immediately.
t is generally recommended to set the cut-out pressure of the high limit control sufficiently above thecut-out pressure of the operating limit control to avoid unnecessary lock-outs should the operatingcontrol be slightly out of calibration. deally the cut-out pressure of the high limit control should note%ceed ninety percent of the safety valve setting.
2#2
/he pressure and temperature high limit controls cannot be testedduring normal boiler operation since they only operate above the cut-out point of the operating control. /o test the high limit control,disconnect the power to the boiler controls and place a test leadacross the terminals of the operating control. heck the setting of thehigh limit control. 6estore power to the controls and start the boiler.(llow the boiler to fire until the steam pressure or water temperaturereaches the setting of the high limit control. /he control shouldoperate at this point and shut down the firing equipment. f the test is'.8., disconnect the power and remove the test lead. 6eset the highlimit control and put the boiler back into operation.
/he high limit control of a low-pressure steam heating boiler should open at a pressure higher than thecut-out pressure of the operating control, but lower than 1$3 k>a )15 psi+, the popping pressure of thesafety valve. 'n low-pressure hot water boilers the cut-out temperature of the high limit control shouldbe set above the cut-out setting of the operating control but never higher that 101G )05$G:+, thema%imum allowable water temperature for the boiler.
Henerally, the maintenance on operating and limiting controls only requires visual inspection of thedevice for evidence of wear, corrosion, etc. f the switch is a mercury bulb type, it should also bechecked.
"
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
7/143
=
t%
"110 4ig ?
=t%"110 4ig @
3rdClass Old Part B Reviewow +ir Pressre 4el Ct-Off wit"%
/his device is used to prevent burner operation when the amount of combustion air supplied to thefurnace is insufficient to provide safe combustion of the fuel. ( basic sketch of this device is shown in:ig. ". /he device consists of a sealed housing divided in two by a fle%ible diaphragm which is
connected to a switch controlling the power supply to the fuel valve. 'ne
side of the housing is open to atmosphere, the other side is connected tothe discharge side of the forced draft fan. hen the fan is not in operationor when it develops insufficient air pressure, the spring acting on thediaphragm will keep the switch open and power supply to the fuel valve isnot possible.
hen the fan is started and comes up to speed, sufficient air should beforced into the furnace to build up enough pressure for the air entering thecontrol to move the diaphragm against the force of the spring and to closethe switch. /his will allow the fuel valve to be energi&ed and the burner tobe lit. f during operation the amount of combustion air supplied woulddrop off below the safe minimum required due to a malfunction of the fan,the pressure of the air will drop as well. /he cut-off switch will open, de-energi&ing the fuel valve, and the burner will cease firing.
2#2 /he testing of the low air pressure cut-off is more complicated. t is necessary to take manualcontrol of the programmer, if possible. ( test light with power source should be attached to the terminalsof the control. ith the fan in operation and the burner damper in wide open position for ma%imum airflow and minimum pressure, the contacts of the cut-off should be closed and the light burning. Byrestricting the air intake to the fan, the cut-off point of the control can be found.
ow as Pressre 4el Ct-Off wit"%
/his safety control device works on the sameprinciple as the low air pressure cut-off. f, for anyreason, the pressure of the gas supplied to the burnerdrops below a minimum value, which indicatesinsufficient gas for safe combustion, the switch opensup, and the fuel supply is cut off. /he switch in :ig. consists of a diaphragm or bellows with pressurefrom the fuel acting on its lower side and theopposing force of the spring acting on its upper side.f the pressure of the fuel drops below a safe level, theleaf spring will drop, opening the switch to thesolenoid operating the gas valve. /he valve thencloses, shutting down the burner, preventing ane%plosive condition in the boiler due to an unstableflame.
2#2 /he low gas pressure cut-off can be testedduring the operation of the boiler by slowly closingthe main gas cock. 'bserve the pressure gage on the
gas line. hen the pressure in the line drops to the cut-off point, the burner valve should shutautomatically
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
8/143
3rdClass Old Part B Review
PR',C'P#/cuts off fuel supply when the pressure is at or above the set pressure. f the operatingrange was between 5.5 and * and the pressure of the fuel was rising an alarm would be sent when gaspressure reached *.05. f the pressure continued to rise, the fuel would be shut off when pressure reached*.5. (ll these measurements are in psig.2#2/
b. Cow gas pressure cut off. )5 marks+PR',C'P#/ a pressure operated switch which prevents the burner from operating when the gaspressure in the supply line drops below the pressure necessary to maintain a stable flame at the burner.orks the same as the high pressure control but sends first an alarm and then shuts fuel off as pressure isdropping. (s with the above numbers an alarm would be sent when pressure drops to 5.05 and fuel isshut off at 5.$. (gain, the measurements are in psig.2#2/
c. Cow air pressure cut off. )5 marks++,#R
PR',C'P#/ -works in same principle as the low gas pressure fuel cut off. f the amount of airsupplied to the burner drops below the minimum required for safe combustion, the supply pressure inthe duct to the burner drops off accordingly, then the switch opens up and the fuel supply is cut off.2#2/
@. ist t%e ne"essar "ontrols for an atomati"all "ontrolled low pressre steam %eating
&oiler and des"ri&e t%e prpose and met%od of operation of ea"% "ontrol. (10 marks)
+,#R/ =t%"lass "@=
+4#27 9#6'C# +,9 ',2#ROCA
nterlocks may be defined as a number of electrical switches connected in series, whose purpose is toprotect a piece of equipment, or system, from being operated in an unsafe condition. f all conditions ormeasurements relevant to safe operation of the equipment, such as a boiler, are satisfied, it will keepoperating. f one or more unsafe conditions, such as low drum level, etc., should occur, the respectiverelay or electrical switch will open, and the process or equipment will shut down. Some of the electricalrelays or automatically operated switches used on boilers are described below. n each case, the switch islocated in the electrical circuit supplying power to an electrically operated valve in the main )or pilot+fuel gas line. f any of these switches opens the valve will close, thus putting the boiler into a safe, non-operating condition.
ow +ir Pressre 4el Ctoff wit"%
/he low air pressure switch is a safety device mounted on boilers with forced draft fans or blowers. t isused to shut down the boiler fuel supply when the supply of combustion air is insufficient to provide astable flame. :ig. 1 is a basic illustration of the device.
/he switch consists of a sealed housing divided into two sections by a diaphragm which is connected toa switch controlling the power supply to the fuel valve. 'ne side of the housing, containing the spring, isopen to the atmosphere. /he other side is connected to the discharge of the forced draft fan. f the fan isnot in operation, or when it develops insufficient discharge pressure, the spring acting on the left side ofthe diaphragm will keep the switch open to the fuel valve power supply.
*
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
9/143
3rdClass Old Part B Reviewhen the fan is started, and the force due to the air pressure e%ceeds the spring force, the diaphragmwill move to the left and close the switch. /his will permit the fuel valve to be energi&ed and the burnerto be lit if the other interlocks are closed. Should the air supply drop below a safe minimum due tomalfunction of a fan during boiler operation, the pressure of the air will drop and the spring will openthe electrical circuit to the fuel valve causing the burner to be shut down.
ow as Pressre 4el Ctoff wit"%
/his safety control device operates on the same principle as the low air pressure fuel cutoff switch. f thefuel gas pressure drops below the value required to maintain a stable flame, the switch will open theelectrical circuit to the fuel gas valve. ( similar low oil pressure switch can be used on oil-fired boilers.
4lame 4ailre 9ete"tor
f, for any reason, the burner flame should go out during the operation of an oil- or gas-fired boiler, it isnecessary to shut off the fuel valve immediately. /his will prevent unburned fuel from collecting in thefurnace and causing an e%plosion. ( flame failure detector serves the purpose.
'ne type of flame failure device, illustrated in :ig. 0 uses a lead sulphide cell which is sensitive to theinfrared rays radiating from the flame. ts resistance to current flow decreases as the intensity of infraredradiation increases. f the flame should go out then the cell will no longer sense the radiation causing itsresistance to current flow to increase and the fuel valve to close. /he lead sulphide cell, commonlycalled a IscannerI must be mounted on the furnace front in such a way that it has a clear view of theflame through a restricted orifice. /he tube or restriction will reduce the effects of radiation from the hotrefractory to which this detector is also sensitive.
/he ultraviolet sensor or scanner is sensitive to ultraviolet radiation from the flameJs primarycombustion &one. f the flame goes out the power supply to the fuel valve will be opened and the valve
will close.Aost packaged boilers use a scanner to sight both the pilot flame as well as the main burner flame. (basic diagram of this arrangement is shown in :ig. 3.
ow-ater 4el Ctoff
'verheating of the boiler heating surfaces due to a low water condition is a common cause of metalfailure in boilers. =ormally, the water level in a boiler covering these surfaces keeps the temperature ofthe boiler metal below the danger point. 'verheating due to a low water level could weaken the metal tothe point that rupture could occur. hatever the cause of the low water condition may be, some
provision must be made to shut the fuel valve before the level in the boiler reaches such a dangerouslylow level.
S( Standard B51 states that every boiler not under continuous attendance by a certified operator shallbe equipped with a low-water fuel cutoff device which serves no other purpose. /his device shall beinstalled so that it cannot be made inoperative and the installation shall be such that it can be testedunder operational conditions. (lso, every automatically-fired hot water heating boiler, when installed ina forced circulation system and not under continuous supervision by a certified operator, shall beequipped with a low-water fuel cutoff. /he (SA4 ode, Section ?, >aragraph FH-"$5 states that thecutoff shall operate when the water level falls to the lowest visible part of the gage glass.
#
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
10/143
3rdClass Old Part B Review/he S( also requires that when a boiler is equipped with a low-water fuel cutoff device that is alsoused to control the feedwater supply to the boiler, the boiler shall be equipped with a second, andseparate, low-water cutoff device installed in such a way that it has a separate water connection to theboiler and cannot be rendered inoperative by any means.
:ig. 9 illustrates the operating principle of one type of low-water cutoff which uses a float and magnet.(t normal water levels, shown in :ig. 9)a+, the permanent magnet attached to the pivoted mercuryswitch is drawn toward the magnetic plunger and the mercury switch is tilted so that the electrical circuitto the fuel solenoid valve is closed.
(s the level drops, the float and plunger are lowered until at the cutoff point, the plunger is entirelyoutside the magnetic field of the permanent magnet. (t this point, the spring tension pulls the permanentmagnet away and the mercury switch is tilted to another position that opens the burner circuit to shut offthe fuel supply and close an alarm circuit.
/he low-water fuel cutoff shown in :ig. 5 is basically a float-operated electrical switch. /he floatchamber is connected to the steam and water spaces of the boiler so the water level in the chamber willbe the same as that in the boiler. /he float, which follows the changes in water level, is connected to arod which pivots in the upper part of the chamber. /he movement of the short end of the rod at the otherside of the pivot point is transmitted through the bellows assembly which forms a fle%ible steam andwater tight seal between the housing and the !unction bo%, to a lever system which in turn operates themercury switch.
hen the water level in the boiler is above the lowest permissible water level, the three wire switch isclosed allowing electrical power to pass through to the fuel valve. hen the water drops below thislevel, the float will tilt the glass bulb, cause the mercury to flow to the opposite end of the bulb, andopen the electrical circuit to the fuel valve thus shutting down the burner. By using a three wire mercuryswitch instead of a two wire switch, an alarm system can be energi&ed to warn the operator when theboiler shuts down due to a low water condition. f the cutoff is working properly, the fuel valve shouldbe closed when the level is appro%imately 05 mm above the bottom of the gage glass.
/he two wire switch is used to energi&e the boiler feedwater pump. hen the boiler water level drops,the float will lower, and by means of a rod will close the two wire switch as shown in :ig. ")a+ whichwill energi&e the boiler feedwater pump circuit. f the pump should not start and the water levelcontinues to drop, the 3-wire switch will tilt and open the burner circuit. hen the water level rises to apredetermined level in the drum, the float will open the two wire switch :ig. ")b+ and shut down thepump. /his control of water level is often called on-off and the level in the drum fluctuates continuouslybetween minimum and ma%imum limits.
ig% imit team Pressre %tdown
/he (SA4 ode states that each automatically fired steam boiler shall have a high limit pressure-actuated combustion switch that will shut off the fuel supply when the steam pressure e%ceeds thenormal operating pressure. f, for any reason, the operating control for normal boiler operation shouldfail to shut down the firing equipment when the cutoff point is reached, the high limit switch will operateand shut off the burner circuit slightly above the normal cutoff point and well below the ma%imumallowable working pressure.
1$
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
11/143
3rdClass Old Part B ReviewBO'#R +2#R #6# CO,2RO 72#:
#le"tri"al On-Off Control
/he operation of the on-off electrical control was described when :igs. 5 and " were considered. =otethat in this type of control, water is supplied intermittently to the boiler, either by fully opening or fully
closing a valve in the feedwater line, or by starting and stopping the feedwater pump.
:odlating ingle #lement Control
n contrast to on-off control, modulating control uses control elements )level sensors, transmittersetc.+ which position a control valve somewhere between fully open and closed. /he feedwater flowrate to the boiler depends on the actual level, the level setpoint, and the control valve position. Someimportant types of modulating systems are as follows
BO'#R CO:B82'O, CO,2RO
/he flow of fuel to the furnace can be regulated by shutting down and starting up the burner as the boilerpressure rises and falls. /his is called on-off control and is used frequently with small packaged boilers./hese boilers usually have a programmed sequence for boiler start up and shut down.
(nother method of regulating fuel flow is to leave the burner or burners on continuously, but vary theamount of fuel flowing through the burners. f the boiler pressure increases, the combustion controlsystem will reduce the fuel flow and the air flow but still maintain sufficient e%cess air to maintain safeand efficient combustion. /he opposite will occur when the load decreases.
On-Off Control
6eferring to :ig. 11 the pressure control device consists essentially of a glass tube mercury switch whichis tilted by the action of the bellows. ncreasing boiler pressure will cause the bellows to e%pand and tiltthe glass tube against the opposing force of the pressure ad!ustment spring.
hen the desired cutoff pressure is reached, the glass tube is tilted sufficiently to cause all the mercuryto flow to the opposite end of the tube. /he electrical circuit for the combustion system is opened andthe solenoid operated fuel shutoff valve is closed. /he boiler pressure will then begin to drop and thebellows will contract, allowing the glass tube to tilt towards its original position. hen the pressure hasdropped to a preset valve or cut-in point, the glass will tilt enough for the mercury to flow back andclose the circuit to start the light up sequence for the boiler.
=ote that this on-off pressure control has two springs. 'ne spring is used to ad!ust the cut-in pressure ofthe boiler and the second spring ad!usts the differential between the cut-in and cutout points.
ith on-off control, the fuel valve is either fully opened or closed. /he burner air dampers arepermanently ad!usted so the proper fuel-air ratio is maintained during combustion.
11
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
12/143
3rdClass Old Part B Review:odlating Com&stion Control
(s mentioned previously, with this type of combustion control, the burner remains in operationcontinuously but the amount of fuel and air flowing to the burner is varied as the boiler steam pressurechanges.
/he simplest form of modulating is illustrated in :ig. 10. f the steam pressure drops, the steam pressurecontroller will respond by increasing the fuel and air flow to the boiler to bring the pressure back to thedesired value. Cikewise, if the steam pressure increases, the controller output will change to reduce thefuel and air flow a proportional amount.
+,#R
Feating Boiler ontrols>ressure ontrol
on off control of boilermaintains boiler steam pressure between cut in and cut out set points
:lame :ailure ontrol;uring flame failure shuts off fuel flow to furnace
- de-energi&es electrically operated fuel valveater Cevel ontrol
ontrols feedwater flow into boiler to maintain operating levelCow-water :uel ut-off )C:+
>revents damage to boiler from overheating due to low water level- de-energi&es electrically operated fuel valve
Cow Has >ressure ut-off>ressure operated switch used to prevent unstable combustion
- de-energi&es electrically operated fuel valveCow (ir >ressure ut-off
Esed in con!unction with a forced draft blower or fanombustion air drops below adequate pressure
- de-energi&es electrically operated fuel valve/ests
>ressure ontrol'bserve pressures the pressure control starts and stops main burner.>ressures should be same as controller is set at
:lame :ailure ontrol6emove flame scanner and record time it takes before main burner stops'nce removed the electrically operated fuel valve should be de-energi&ed
C: )Cow water fuel cut-off+Shut in feedwater supply to boilerBegin to drain water from boilerCevel reaches 05 mm above bottom of gage glass
- burner should shut downCow Has >ressure ut-off
lose main gas cock- 'bserve gas pressure
'bserve gas pressure- electrically operated fuel valve is de-energi&ed- should be at set point
ater Cevel ontrol
10
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
13/143
# l e " t r i " a l
R e s i s t a n " e C o n d " t a n " e
3rdClass Old Part B Review'bserve operation of boiler level(d!ust level controller
increase levellevel controller should cause more water to be fed into boiler
decrease levellevel controller should stop water from being fed into boiler
. a. 9es"ri&e a met%od sed to determine t%e total dissolved solids in &oiler water and
e$plain t%e prin"iple on w%i"% t%e test is &ased. (5 marks)
+,#R
CO,98C2'6#27 2est
/he specific conductance of water is a measure of its ability to conduct an electrical current. /heconductivity test is a direct measure of the total dissolved )ioni&able+ solids in water. /he conductivitytest provides a simple control for boiler water solids.
Specific conductance )mho+ is inverselyproportional to electrical resistance )ohm+
>ure water has a low specific conductance )highlyresistant to electrical current+ hen the water containsions its specific conductance increases ) better conductor ofelectric current+
hen the sodium chloride and sodium sulphatedissociate into positive and negative ions , the amount ofelectric current they conduct is proportion to the number ofions present. /hus the conductivity test or /otal ;issolved Solid )/;S+ test is a measure of the totalionic concentration in the boiler water.
/he basic unit of electrical resistance is the ohm because electrical conductivity is the reciprocal) 1 @ ohm + of resistance, the tem
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
14/143
3rdClass Old Part B ReviewP8RPO# O4 29D 2#2
Figh concentration of dissolved solids may create foaming in top of boiler drum- :oaming is the formation of bubbles on surface of boiler drum water
henolphthalein indicator- Stir rod - onductivity =eutralising >owder- /hermometer $ - Hallic (cid
- Small dipper ) .0 g +- onductivity meter
PROC#98R#/
1.Por 1$$ ml of sample into beaker0. +dd 9 drops of >henolphthalein
- sample remains colorless- go directly to step 9
- sample turns pinkish-red- hydro%ide alkalinity present 'F-1
3. +dddippers =eutralising >owder or
or Hallic (cid to sample L stir- pink color remains- add =eutralising >owder L stiruntil sample remains colorless
9. 2akesample temp L set meter temp to it5. 'nsertconductivity cell into 1$$ ml sample
- shake up L down to ensure equilibrium". :easreconductivity
- switch multiplier to highest range- outer scale
- rotate conductance dial until both
6ed L Hreen light come on
. Re"ordconductivity ) Aicromohs @ cm +- read directly as ppm
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
15/143
3rdClass Old Part B Review
&. %ere s%old t%e "ontinos &low down "olle"tor pipe &e lo"ated in t%e &oiler. (1 mark)
+,#R
Continos Blowdown Pipe
/he continuous blowdown, or blowoff, is locatedseveral centimetres below the normal water level inthe steam drum. /his is where the water having thegreatest concentration of dissolved solids is thoughtto be found. (s the name implies, it continuouslyremoves a controlled amount of concentrated waterfrom the drum. /he amount of blowdown iscontrolled by means of a special regulating ormetering valve equipped with an indicator whichshows how much the valve is opened. /he amountthe valve is opened depends on the results ofperiodic boiler water tests.
". ket"% a tpi"al "ontinos &low down sstem as wold &e fond on a large power &oiler
operating at 15000 Apa. (@ marks)
+,#R
15
. a t e r e v e l
B o i l e r 9 r m
4 l a s %
2 a n k
e a t
# $ " % a n g e r
B o i l e r B l o w 9 o w n
2 o
B l o w 9 o w n 2 a n k
4 e e d . a t e r
e a t e r
C o n d e n s a t e
R e t r n
9 # +
P
t e a m
L I C
L I C
B 4 .
B o i le r 4 e e d w a t e r
t e a m 9 r m
4 l a s %
t e a m
C o n d " t i v e t (
: e a s r i n g
C e l l
a m p l e
O t l e t a m p l e
C o o l i n g . a t e r
B l o w d o w n
C o n t r o l le r
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
16/143
3rdClass Old Part B ReviewF. a. it% t%e aid of a sket"% e$plain t%e prin"iple operation of a "entrifgal volte pmp. (5
marks)
+,#R F+
/he volute centrifugal pump consists of- volute stationary spiral casing
o gradually increasing cross-sectional area casing decreases velocity and increases pressure
- rotating impeller inside the volute casingo made up of a number of vanes
/he fluid is drawn into the center or eye of the impeller./he impeller vanes pick up the liquid
- increases the velocity of the liquid by transfers the kinetic energy of the driver to the liquidby accelerating the liquid and lowering its pressure
o as the velocity is increased pressure is reduced reduced pressure in the impeller eye causes more liquid to be drawn in
resulting in a constant flow through pump?olute casing converts high velocity, low pressure liquid into higher pressure or potential energy.
- (s liquid e%pands in volute casing its pressure increases and velocity decreases
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
17/143
3rdClass Old Part B Review begins to convert high velocity liquid into high pressure low velocity liquid
o gradually increasing cross-sectional area casing decreases velocity and increases pressure
- Stationary diffuser ringo Aade up of diverging vanes
ncreasing cross sectional area
;ecreases liquid velocity and increases liquids pressureo ;ischarges in to
oncentric casing =o further conversion of kinetic energy into pressure of potential
energy ?olute casing
?elocity further converted into pressureo ;ecreases liquid velocity and increases liquids pressure
- classified as a radial flow centrifugal pumpflow of the liquid is away from the center or eye of the pump
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
18/143
3rdClass Old Part B Review thrust of one half counterbalances thrust created by other half
9. Balancing ;rum5. Balancing ;isc
Centrifgal Pmps
( centrifugal pump may be defined as a pump which uses centrifugal force to develop velocity in theliquid being handled. /he velocity is then converted to pressure when the liquid velocity decreases. (skinetic energy is decreased, pressure is increased. entrifugal pumps can be subdivided into thefollowing types volute, diffuser, a%ial flow, mi%ed flow, and regenerative. (lthough the regenerativepump is not truly a centrifugal pump, it will be considered in this classification.
/he general construction of the volute centrifugal pump is shown in :ig. 9. /he liquid being pumped isdrawn into the centre or eye of the impeller and is discharged from the impeller periphery into the volutecasing. /he volute casing has an increasing cross-sectional area as it approaches the pump discharge. nthis area, the velocity of the liquid discharged from the impeller is lowered and converted to pressure. /omake the conversion from velocity to pressure more effective, stationary diffuser vanes can be installed
around the rim of the impeller. /his construction gives rise to the term diffuser centrifugal pump asshown in :ig. 5.
10. a. %at is meant & t%e term welding flas%. %at are t%e "ases. #ffe"ts. +nd treatment.
(10 )
+,#R 10 +
#9', 4+
-humans or animals can have their eyeballs burned from the ultraviolet rays emitted by electric arcwelding. /his is called welding flash.#44#C2/
-feels like
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
19/143
3 m= 4ig 3?
2emperatres for a Coal 4ired team enerator
3rdClass Old Part B Reviewicking up heat from theflue gases downstream of theprimary superheater, the water isheated to 0*$G. /he water fromthe economi&er is piped to thesteam drum. /he temperature ofthe steam and water mi%ture in thesteam drum is 30$G.
/he water temperature of theeconomi&er e%it is always below
that of the steam drum to preventsteaming in the economi&er. /hisresults in lower temperature waterin the boiler downcomers. /hecooler water in the downcomers isdenser than the water in the risers,assisting circulation.
/he water and water@steam mi%turein the steam generation tubes is at
1#
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
20/143
3 m= 4ig 35
ater and Steam /emp through a >ower >lant ycle
3rdClass Old Part B Reviewsaturation temperature, in this case 30$G. /he steam temperature of the saturated steam going to theprimary superheater is also 30$G. /he temperature of the steam is raised in the superheater sections to53*G. n this case the steam is heated in a convection superheater and then a radiant secondarysuperheater.
/he reheater increases the temperature of the steam from the F.>. turbine back up to 53*G. /he steame%it the reheater is then piped back to the intermediate pressure turbine. Fere it e%pands through the .>.turbine blades, and the C.>. turbine blades before entering the surface condenser. /he condensate fromthe surface condenser is pumped through a series of feedwater heaters before going back to theeconomi&er and steam drum ):ig. 35+.
as 2emperatre Profile
/he gas temperatures throughthe coal fired steam generatorare illustrated in :ig. 3". /he:.;. fan takes ambient air at0*G and delivers it to the airpreheater where it is heatedto 0*$G. Some of thepreheated air is thendelivered through ducting toburners. /he remainder of theair goes to the coalpulveri&ers where it willcarry pulveri&ed coal to thefurnace. /he temperature ofthe furnace in a coal-firedboiler depends on the design
of the furnace and upon thetype and quality of the coalbeing fired. :or this e%amplewe have used 1"5$G in thefurnace. /he radiantsuperheater and reheater aree%posed to radiant heat at thetop of the furnace. /hetemperature of the flue gasesdownstream of the primarysuperheater is 11$$G. Aore
heat is transferred to thereheater. /he flue gastemperature e%it the reheateris *93G.
/he flue gas then enters the economi&er, where more heat is transferred to the incoming boiler feedwater. /he flue gas temperature e%it the economi&er is 3*$G. /he flue gas then enters the air preheater,where it heats the incoming combustion air. /he temperature e%it the air heater is 1$G. /he flue gaspasses through the electrostatic precipitators before going to the stack.
0$
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
21/143
3rdClass Old Part B Review
1. 9efine t%ese tpes of "oal/ (1 marks)
ant%ra"ite
&itmins
lignite
+,#R 1+
+nt%ra"ite/- hard, shiny black- #$7 carbon- heating value 3$N AO @ kg- very rare K high costs- usually obtained by pit mining- contains little or no volatile gas
- it is hard to light up but its low gas content makes it burn with a hot glowand an absence of high flames means less smoke therefore no overfire airsupply is required to prevent smoke
- often considered to be a recipatotors
b. Feating surfacesc. Bottom of furnaced. Has pass hoppers
01
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
22/143
3rdClass Old Part B Review
13. >retend you were !ust hired on as a 3rdclass engineer and your first task is to put a gas fired firetube boiler in service that was down for the summer describe the steps you would take. )15marks+
+,#R
1=. 9efine t%e following &oiler repair terms/ (15 marks)
+rrow ead Bit 4is% 2ail
Over Rolling Controlled Rolling
Rattler (6i&rator) 2&e Belling
'nsert Oster Anife
errating 2ool all Red"tion
+,#R
+rrow ead Bit- cutting bit with arrow shaped cutting edges- used for drilling straight heat e%changer tubes that are plugged or heavily
scaledOver Rolling
- e%cessive tube e%panding- hardens the tube metal- causes flaking and induces stress fatigue - shortens tube life- tends to distort ligaments of tube sheet
Rattler (6i&rator)
- mechanical vibrator used to loosen and remove e%ternal scale from firetubes
- operated by an air motor'nsert
- short length of tube designed to be inserted into an end of an air preheater inan attempt to salvage the unit without tube replacement
errating 2ool
- used to cut grooves or serration on the inside of a tube sheet
4is% 2ail (w%ips)
- fle%ible wire type e%tension between motor and cleaning accessory used tomechanically clean tube
Controlled Rolling (tor*e rolling)
- precise method of e%panding tubes with a high degree of accuracy- uses a torque sensor to stop rotation of e%pander
2&e Belling
- flaring of a tube end- performed in con!unction with e%panding or as a separate operation- sometimes refers to enlarging the tube end to a radius instead of to a
straight-sided conical shapeOster Anife
- chisel shaped impact tool- working edge is forced between a boiler tube end and the drum
00
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
23/143
:ig 3
3rdClass Old Part B Review- used to collapse the boiler tube inwardly to facilitate its removal
all Red"tion
- thinning of tube wall when e%panding the tube
15. 9raw a afte 6alve ( marks)
+,#R
03
afet 6alve
9th "$
:ig 9
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
24/143
:ig 5
3rdClass Old Part B Review#$plain t%e operation of t%e afte 6alve (3 marks)
Operation of afet 6alves
/he pop valve is provided with a lip or skirt I4Ishown in :ig. 3, which becomes filled with
steam when the valve starts to open, so that theeffective area of the disc is increased. (sillustrated in :ig. 3, the safety valve disc isslightly off its seat and steam is entering thischamber below the valve lip or skirt.
(s soon as the valve lifts, the pressure of thesteam acts on this increased area of the disc,resulting in a greater force applied against thespring, causing the valve to pop wide open.'nce open, the valve will remain open until the
pressure drops below the popping pressure.
:ig. 9 indicates that as the valve begins to lift, steam rushes into the pop chamber, acts on an increasedarea as indicated by the shaded ring and causes the valve to suddenly lift or IpopI to its full opening.
/he lifting force e%erted on the disc, by the boiler pressure, is dependent on the area of the disc e%posedto the pressure and on the freedom with which the steam can escape from under the skirt or lip.6eferring to :igs. 3 and 5, the Ihuddling chamberI or Ipop chamberI is provided with ad!ustable outletports, ports I:I, to allow steam to escape from under the skirt or lip. f the huddling chamber outlet isclosed, the pressure under the skirt or lip will be greater and the boiler pressure must drop quite lowbefore the spring can close the valve. 'n the other hand, if the huddling or pop chamber outlet is wideopen, the pressure in it and therefore under the skirt or lip, will be small and the valve will close withvery little drop of boiler pressure.
t has previously been e%plained how the effect of the skirt I4I or lip, will cause the valve to open widevery soon after starting to open. n closing this action is reversed. hen the boiler pressure dropssufficiently to allow the spring to begin closing the valve, the pressure under the skirt )lip+ drops andallows the spring to close the valve faster. Because these valves open and close quickly, they are calledIpopI valves.
#$plain %ow o wold ad>st t%e Blowdown on t%e afte 6alve ( marks)
+,#R
Reglating t%e Blowdown
/he differences between the pressure at which the valve opens and the pressure at which the valve closesis called the blowdown of the safety valve. /he blowdown, according to (SA4 Section , >H-0.1, mustbe a minimum of 19 k>a )0 psi+, and the ma%imum blowdown will allow the safety valve to close at apressure not lower than #"7 of the set pressure of the safety valve.
( threaded ad!ustable angular ring IHI may be screwed up or down to vary the amount of port openingI:I, as shown in :ig. 3.
09
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
25/143
3rdClass Old Part B Reviewf the angular ring is screwed up toward the port holes, the blowdown will be longer. /he raising of thead!usting ring decreases the area of the escape ports and therefore more steam is directed against theskirt or lip. /he resulting increase in the lifting force acting on the disc, causes the valve to stay openlonger and to close at a lower steam pressure.
onversely, if the ring is screwed downwards, the blowdown will be shorter because the ring increasesthe area of the ports causing less steam to contact the lip and the valve closes sooner.
/he ad!ustment of the blowdown ring can be made by removing the cap screw, inserting a screwdriverthat will catch in notches or ribs on the outside of the ad!usting ring, and turning the ad!usting ring in thedesired direction. hen the ad!usting ring is set in the desired position, it is locked in place by the setscrew, IFI.
/o prevent unauthori&ed persons from tampering with this ad!ustment, a cap screw is installed and heldin place by a seal which is installed by the Boiler nspector to prevent any further ad!ustments. /he capscrew and seal are visible in :ig. 5 and :ig. ", respectively. 6efer to (SA4 Section .
+d>stment of Popping Pressre
/he safety valve springs are designed for a certain opening pressure or IpoppingI pressure. /his poppingpressure may be increased or decreased by five percent )57+ by changing the compression of the spring,as per (SA4 ode Section .
% is a afte 6alve on a sper%eater set to open &efore t%e afte 6alve on t%e &oilerI ( marks)
+,#R
/o prevent the superheater from overheating by maintain steam flow through the superheater./he steam absorbs heat from the supeheater tubes thus keeping its temperature below ma%imumallowable working temperature
1?. ket"% and des"ri&e a two element &oiler feedwater "ontrol sstem (1 marks)
+,#R/
05
3 : 4ig 5
it% level "ontroler
3 : 4ig =
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
26/143
3rdClass Old Part B Review
2wo-#lement 4eedwater Control
/he two-element feedwater control system, illustrated in :ig. 9, is similar to the single element type in:ig. 3, only with a steam flow transmitter added. /he two elements in this case are drum level and steamflow. t is effective when the feedwater pressure is constant and the drum then operates like a singleelement control. ?ariation in level due to changes in feedwater pressure or boiler blowdown causes thecontroller )computing relay+ to operate the control valve in the feedwater line to return the level to itsnormal value.
/he steam flow transmitter immediately senses an increase in boiler load or steam flow. (n output signalis generated that is proportional to the steam flow. /his signal passes to the computing relay orcontroller, which functions as a proportional controller, whose output also changes to open thefeedwater valve further in anticipation of a drop in drum level.
Aeanwhile, a swell in level takes place and the level transmitter output changes and attempts tochange the relay output and reduce the feedwater flow. /he steam flow signal overrides the drumlevel signal so the control valve remains in a more open position. 'nce the steam flow stabili&esand the effects of swell no longer e%ist, the drum level transmitter signal makes ad!ustments tothe controller output and the drum level.
hen the boiler load decreases, the opposite action will take place. ( decrease in steam flowcauses a reduced output from the flow transmitter to the controller, causing its output to changeand partially close the feedwater control valve, reducing the feedwater flow. (t the same time,the boiler pressure is increasing and the boiler-firing rate is reducing. (s this causes shrinkage ora drop in drum level due to a reduced volume of steam in the boiler water, the level transmitteroutput will change to the computing relay in an attempt to open the feedwater control valve. /hesteam flow signal will override the drum level signal and admit less water to the boiler until theshrinkage is overcome.
n this control system, the computing relay acts as a proportional controller, which allows thelevel to deviate from set point as the boiler load varies )offset occurs+. /his condition may not bedesirable in some plants. /o keep the level at set point, a level recording controller )C6+, isadded, as shown in :ig. 5. (s this controller is proportional plus integral, it will bring the levelback to set point after the effects of swell or shrinkage are overcome. ( two-element controlsystem may be called a feed-forward system as it anticipates what will happen to the drum levelwith a change in load and acts accordingly to avoid large level fluctuations.
ist t%e advantages of a two element over a single element. (3 marks)
+,#R
=ote that in each case, the effect of swell and shrinkage will cause a single element feedwater controlsystem to cause an opposite response or positioning of the feedwater control valve. t will reduce thefeedwater flow to a boiler when there is swell caused by a sudden increase in load and open thefeedwater valve further when there is shrinkage due to a reduced boiler load. /he final result will cause afluctuating or unstable drum level with changing boiler loads. /o overcome the effect of swell andshrinkage, a two element feedwater control systems can be used.
1@. rite p a pro"edre for laing p a small %eating &oiler.
0"
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
27/143
3rdClass Old Part B Reviewa) dr lap met%od ( marks)
&) wet lap met%od (@ marks)
+,#R
Boiler ap
hen a boiler is taken out of service for an e%tended period of time, it should be cooled, drained,cleaned internally and e%ternally, and inspected. /he inspection will determine what repair work isnecessary and what mechanical and chemical cleaning should be done.
et and dry storage are two methods used to lay up a boiler. hich method is used depends upon thelength of time the boiler is laid up.
9r torage
;ry storage is preferable for boilers that are out of service for an e%tended period of time or in locationswhere free&ing temperatures, during the standby are e%pected. /he cleaned boiler should be thoroughlydried, because any moisture left on the metal surfaces will promote corrosion. /he drum, superheater,economi&er and other waterside vents are opened to drain the boiler completely. ( small flame is used toevaporate any water left in the boiler. /he vapors, at the drum vent, are analy&ed for moisture content./he analysis of these vapours is used as an indication of the boiler waterside being moisture free. /heflue gas temperature in the stack should not e%ceed 0$$o, or the temperature recommended by theboiler manufacture.
(fter drying, precautions must be taken to preclude the entry of any moisture or air. Aoisture absorbingmaterial should be placed on trays inside the drums. /his material will absorb moisture from the air. /hemanholes will then be closed and all connections on the boiler should be tightly blanked. f it is readilyavailable, a supply of an inert gas, such as nitrogen, can be connected to the drum vent to provide apositive pressure. /he nitrogen pressure should be maintained at appro%imately 35 k>a. arning signsand tags must be attached noting that the boiler is stored under nitrogen pressure. /he effectiveness ofthe materials and need of their renewal is determined through regular internal boiler inspections.
et torage
et storage is used for a boiler that is placed in a stand-by condition. et storage is used if the stand byboiler may be required for service at short notice, or if it is impractical to employ the dry storageprocedure. /his method is not generally employed for reheaters or for boilers that may be sub!ected tofree&ing temperatures.
/wo different methods of wet storage are described as follows
1. Boiler Completely Filled
/he clean empty boiler is closed and filled with deaerated feedwater that contains residual o%ygenscavenger. f at all possible, fill nondrainable superheaters with deminerali&ed water orcondensate. '%ygen scavengers are added to the water to increase the alkalinity and to absorbany o%ygen present in the feedwater. n this manner, corrosion of the tubes and plates isprevented. ater pressure, slightly above atmospheric, must be maintained within the boilerduring the storage period. ( head tank or a temporary water line could be connected to thehighest vent of the boiler to maintain a slight water pressure.
2. Boiler Partially Filled
0
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
28/143
3 m 11 fig ?
2 o . a s te
- t e a m
' n l e t
. a s %
P m p
4 i l t e r . a s %
. a t e r4 i l t e r 4 il t e r
2 r e a t e d . a t e r
O t l e t
. a s % . a t e r R e t r n
- l d g e B l o w o f f
1 'C
4 C 6
6 e n t
O v e r f l o w
3 o t 1 i m e
P r o " e s s
3rdClass Old Part B Review(nother method used for a short lay up is to fill the boiler with feed-water to the normal working level.
/he space above the water is then filled with an inert gas, such as nitrogen that is maintained atappro%imately 35 k>a. n this way, the water will not absorb o%ygen from the air and thereforecorrosion will be prevented.
1. ket"% and des"ri&e a %ot lime-soda softener s%ow all a""essories in"lding &a"kwas%
filters and "onne"tions. (15 marks)
+,#R
ot ime-oda oftening
n this type of softener, e%haust steam is usedto heat the incoming water to temperaturesabove 1$$G. hemical reactions in the hotlime-soda unit are the same as for the coldprocess, e%cept that they are almostinstantaneous and produce softer water. /hehot process lime-soda softener can be used to
combine, in one complete unit, the functionsof softening by reducing hardness to 1$ - 3$ppm, silica removal, deaeration and filtration./he hot process is most suitable for thesoftening of high hardness supplies.
:ig. " shows the arrangement of a hot processsoftener used in con!unction with pressure
filters, which are usually necessary to filter out any carryover of sludge particles from the softener. /heprocess is continuous and carried out in a single tank. ( chemical tank and pump, with an arrangementfor proportioning the chemical to the raw water flow, a sludge recirculating pump and a filter backwash
pump, complete the essential equipment.
6aw water enters the top through a series of sprays, the amountbeing controlled by the level in the softener. hemicals enter at thesame point and are thoroughly mi%ed by the sprays. 4ntering steamheats and deaerates the incoming water. /he steam pressure,maintained inside the tank, governs the temperature of the process.hemical reactions, which form calcium carbonate and magnesiumhydro%ide, occur almost instantaneously.
/hese compounds come out of solution and form sludge. (bout a
one-hour retention time is normal, the water flowing downward andunder the weir where the sludge is precipitated to the cone chamberbelow. :rom the inverted weir, an uptake carries softened water tothe outlet and then to the pressure filters. >eriodically, some of thesludge is discharged to waste, while some is continually recirculatedwhich helps to reduce the amount of chemicals needed in thetreatment. /he filters are arranged to be backwashed with water fromthe softener and this water is returned to the softener, after
backwashing.
0*
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
29/143
3 m1 fig
3rdClass Old Part B Review1F. 9es"ri&e wit% t%e aid of a sket"% t%e fn"tion of wear rings on a "entrifgal pmp.
+,#R/
earing Rings
/he rotating impeller of the centrifugalpump must be sealed in the stationarycasing with a minimum of clearance inorder to keep leakage from discharge tosuction as small as possible. /his seal isprovided by the flat !oint formed by therim around the impeller eye and a
matching flat circular surface in the casing, as shown in :ig. 00 )a+. Fowever, during operation, thecontinuous leakage of the liquid through the !oint will slowly wear away the surfaces of this !oint andpump efficiency will drop off. hen the clearance becomes too large, restoration of the originalclearance will be necessary, either by building up the worn surfaces or by replacing the casing andimpeller. /his, however, will be quite costly for all but the smallest of pumps.
/he cost of restoration can be considerably reduced by installation of wearing rings on the impeller, thecasing, or both. /he wearing rings are renewable and can be replaced at a relatively low cost.
0. %at is ment & t%e term elding 4las%I %at are t%e "asesI #ffe"tsI +nd 2reatmentI
(10 marks)
%at per"ations s%old &e taken w%en welding galvani!ed steel and "adim plated
steel and w%I (5 marks)
+,#R see *estion 10
01. hy is it important that the boiler be supported by a good foundationPa. ;escribe Supports used for large pulveri&ed fuel fired high pressure water tube boilersP
hy is this design usedPb. hy are the bars and buckstays necessary on furnace casingsc. Sketch and describe the bar and busckstay arrangement at corner of furnace.
03. 4%plain difference between radiant and convection type Superheatersa. ;iscuss load-temp characteristics of radiant convection an combination
(=S46
09. 4%plain how feed water supplied with a water tube boiler. hy this arrangementPa. 4%plain (SA4 code requirements for valves in boiler feedwater pipingb. 4%plain purpose of blowdown system on large steam boiler
c. ;escribe 9 (SA4 code required with respect to power boiler blowdown piping.
05. Cist 5 characteristics of fuel oil how do they impact on operation of plant.
?. %at is meant &/
a. Pressre e$plosion
&. 4rna"e e$plosion
0#
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
30/143
3rdClass Old Part B Review". 5 possi&le "ases of press e$plosion
+,#R
Boiler e%plosions can be listed under two general classifications
Furnace explosions, which occur when an accumulation of combustible gases ignite and explode within the
furnace, or gas passes of the boiler.
Pressure explosions, which occur when a pressure part of the boiler, such as the steam drum, fails due to
steam pressure, or a structural weakening of the metal.
Boiler or furnace e%plosions could result in in!ury to personnel, e%pensive repairs and loss ofproduction.
f an e%plosion does occur, then the person in charge of the boiler or pressure vessel must notify theproper authorities.
Cases Of 4rna"e #$plosions
/he most common causes of furnace e%plosions are as follows
Failure to purge the furnace adeuately before start!up. "here may be an accumulation of combustible gases
within the furnace of an idle boiler and, when an attempt is made to light a burner in the furnace, this gas
could explode unless the furnace has been thoroughly purged.
#dmission of fuel to main burner before pilot flame or other ignition source is established. "his will result in
a flow of raw fuel into the furnace, which could explode when ignition is pro$ided.
"he main flame in the furnace may get blown out "his could be caused by a momentary interruption of fuel
or air supply, or the burner flame may be blown out by a higher than normal air flow particularly if the
furnace is still cold. #nother cause of flame interruption could be some water in the fuel, as in the case of oil
or gas.
#ttempting to light one burner off other burners, in operation. "his causes a concentration of fuel ad%acent
to the burner, which will ignite from the other burner flames and could result in an explosion.
&ncorrect amount of air supplied to the burner can resulting in incomplete combustion. "his will also result in
an accumulation of combustibles within the furnace and a possible explosion.
Prevention Of 4rna"e #$plosions
:urnace e%plosions may be prevented by
&nstructing all employees on the proper lighting procedures and the minimum stable loads.
'aintaining efficient igniters and pilots. (etting a limit on the number of ignition trials.
Purging the furnace with at least )*+ of the fan capacity, for fi$e minutes after each ignition attempt.
nsure that all combustion controls and auxiliaries ha$e been checked and are ready for ser$ice.
nsure all interlocks for the combustion control system are working properly.
-outinely $erify that all flow indicators are working properly to a$oid an accumulation of combustibles in the
furnace.
eep the fuel gas supply lines purged of water and all other contaminants.
3$
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
31/143
3rdClass Old Part B ReviewCases Of Pressre #$plosions
( failure of a pressure part of the boiler may be due to any of the following
Pressure in excess of that for which the boiler was designed. "his occurs if the safety $al$es fails to operate
and the firing rate was greater than that reuired by the boiler load.
/eakening of the material to an extent that the pressure part fails, at normal working pressure. "his may be
due to any, or all, of the following0
a+ 'verstressing of material due to too rapid heating up of the boiler during start-up.b+ 'verheating of the material due to low water level in the boiler.c+ 'verheating of the material due to build up of scale, sludge, or oil on the heating surfaces.d+ 'verheating of the material due to faulty water circulation within the boiler.e+ eakening of the material due to corrosion.
Prevention Of Pressre #$plosions
>ressure e%plosions may be prevented by
"esting of safety $al$es on a regular basis.
Follow proper boiler start!up procedures.
Be sure all operating personnel are familiar with boiler operating procedures, routine and emergency.
Be sure to follow all recommended water treatment guidelines for your particular operation.
nsure proper positioning of all soot blowers. "his should be done during the boiler commissioning stage.
>ressure 4%plosion - when a pressure part of the boiler fails, such as steam drum failure, orstructural weakening of metal
+,#R:urnace 4%plosion M occur due to an accumulation of combustible gases igniting within thefurnace or gas passes of boiler
5 possible causes of press e%plosion+,#R
- >ressure in e%cess of that for which the boiler was designed, occurs if safety valve fails open Lfiring rate is greater than that required for boiler - 'verheating due to low water level - 'verstressing of material due to rapid heating up of boiler - 'verheating due to build up of scale, sludge, oil on heating surfaces - 'verheating due to faulty water circulation - eakening due to corrosion
31
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
32/143
3rdClass Old Part B Review
@. %at is t%e prpose of reset or intergal a"tion in "ontrollers
a. %at is t%e fn"tion of rate or derivate a"tion in "ontroller
+,#R
O,-O44 CO,2RO
/he simplest type of automatic controller is the
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
33/143
m11 4ig F imple Proportional Control
m11 Pnemati" Proportional Control
3rdClass Old Part B Review
PROPOR2'O,+ CO,2RO
onsider a very simple form of level control, asshown in :ig.#, where a float operates a watersupply control valve to maintain the water levelin the tank. (ssume that the valve is closedwhen the tank is full, and fully open when thetank level falls to a minimum also assume thatthe valve opening has a linear relation with theflow )057 valve opening causes 057 flow, 5$7opening causes 5$7 flow, and so on.+f the output rate of liquid from the tank is 0$$C@min, one can ad!ust the turnbuckle on thevalve linkage until the set point is at 5$7 ofma%imum level. ith this condition, the inputand output flows would be equal. (s thedischarge rate is increased to 3$$ C@min, thelevel in the tank drops, causing the float to drop./his in turn increases the input valve opening sothat the inflow is equal to the outflow. =ow thelevel will stabili&e below the original set point.
f the discharge rate is reduced to 1$$ C@min, the level will stabili&e above the set point. ( change in thelevel )process variable+ must take place beforethe final control element )valve+ can berepositioned.
/he difference between the set point and theactual value of the process variable is knownas offset. 'ffset is an inherent characteristic ofall proportional only controllers, and may bedefined as a sustained error that cannot beeliminated by means of the proportional modeof control.
f the pivot, :, in :ig. # is moved to the left sothat the ratio of the lever arm (:@:B is decreased, a smaller change in level will cause the control valveto go from minimum to ma%imum opening the offset will be reduced. /his increases the sensitivity of
the control. (s sensitivity is increased the offset is reduced.
:ig. 1$ shows a moment balance pneumatic proportional controller. :or this controller initial discussionswill assume that
1. "he pi$ot point is ad%usted so that 41 and 42 are eual.
2. "he set point and process $ariable are both ad%usted to a minimum $alue 5assume a 2* to 1** kPa
range is used6.
33
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
34/143
m11 4ig 11 Controller Otpt vs.
Pro"ess 6aria&le
3rdClass Old Part B Review. "he force spring is ad%usted so the controller output is at the minimum $alue of 2* kPa.
hen the process variable )>?+ increases above the set point, the increase in output will bear a linearrelation with the deviation )process variable minus the set point pressure+. (s the process variableincreases to the ma%imum value of 1$$ k>a, the controller output will also increase to ma%imum):ig.11+. (n *$ k>a deviation in the process variable causes the controller output to increase by *$ k>a.ith a proportional controller, the deviation is often referred to as the offset.
PROPOR2'O,+ B+,9 +,9 +',
/he output of the controller )?+, or the valveposition is directly related to the processvariable )>?+. hen the process variable goesthrough its full range of values, the controlleroutput does likewise, and the final controlelement strokes through 1$$7 of possibleopening. /he percent of the process variable
range that causes 1$$7 change in controlleroutput is often called the proportional band.
n the above e%ample the proportional band is1$$7 because a 1$$7 change of >? will causea 1$$7 change of ?. /he ratio of change ofoutput );?+ to change of input );>?+ isreferred to as the gain )8+ of a proportionalcontroller.
hen the pivot is centered so that C0 K C1, the proportional gain of the controller is
/he proportional gain )K+ can also be calculated from
onsider what happens if the pivot point in :ig. 1$ is now ad!usted so that C0@C1 K 0, and with a 0$ k>aset point and >? pressures applied, the spring force is ad!usted so the output is 0$ k>a. )=ormally thiscalibration is not required on an actual controller but the design features are too complicated to show in
39
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
35/143
3rdClass Old Part B Reviewa simple sketch+. (fter this ad!ustment, if the >? input pressure increases above the set point, the >?signal has to increase only to "$ k>a or 5$7 before the output increases to ma%imum or 1$$7./herefore
(lso
t can be seen that the width of the proportional band or the gain determines the output from theproportional controller and the amount of valve movement for a given error for e%ample, the differencebetween the value of the process variable and set point. (s the gain is increased, or the proportional bandis made narrower or decreased, the offset of a proportional controller decreases. /his causes the processto remain closer to the set point, ):ig. 11+ with variations in process load. /he gain of the controller canbe increased only to a certain value before the controller output will start to oscillate like an on-off
controller. (ny controller with a proportional band of 07 or less may be considered to operate e%actlylike an on-off controller. n :ig. #, if the ratio (:@:B is made very small, then a disturbance on the watersurface can cause the valve to be positioned from the fully closed to the fully open position.
/he fact that the proportional band is equal to the percentage change in the process variable)7 >?+ that causes a 1$$7 change in the controller output )1$$7 ?+, suggests that the followingequation holds true
=ormally, better control of processes is achieved if the controller output is above minimum value whenthe error is &ero, as any final control element such as a valve operates better about mid opening. /oovercome this effect, a constant spring force, often called manual reset, is imposed by placing anopposing spring opposite to the negative feedback bellows.
hen the process variable is at the set point, the clockwise moments will be equal to thecounterclockwise moments, so the force in the negative feedback bellows must also be equal to thespring force. /he force of the spring can be ad!usted to get the desired output when the process variable
is at the set point as indicated in :ig. 1$.hen a proportional controller is used in a process, offset will always e%ist. (s the gain is increased, theoffset will decrease but increasing the gain beyond a certain limit, depending on the process, will causeoscillations or instability in output and in the value of the process variable which is an undesirable result.n some processes, offset cannot be tolerated, as it will result in an inferior product. /o overcome thisproblem, the constant spring force, which is manually reset, is replaced by automatic reset or integralbellows.
35
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
36/143
3rdClass Old Part B Review
PROPOR2'O,+ P8 R##2 CO,2RO
ntegral control, often called reset, responds to both the amount and time duration of the deviation. /hatis to say, that as long as the deviation from setpoint continues, the correction to the controller outputcontinues. /hus this mode of control continues to operate until it produces an e%act correction for anyprocess load change. /his is accomplished by adding a positive feedback bellows to a proportionalcontroller, as indicated in :ig. 10, which will continue to change the output until the error is eliminatedor possibly until the controller output is at either end of its range.
(ssume that a step change is introduced in a proportional plus integral controller so the process variable,>?, suddenly e%ceeds the set point )a step change is a vertical rise in >?+ in :ig. 10.
/he controller output will increase immediately due to proportional action by an amount that depends onthe gain and the si&e of error. /his will create a pressure differential. (s the pressure differentialdecreases, the increase in force inside the integral bellows causes an increase in output followed by anincrease in negative feedback in order to maintain moment balance. hile this integration is occurring,the controller output is increased further than if proportional action was used alone. /he final controlelement is moved further causing the process variable to approach the set point. (s the error approaches&ero or the >? approaches the set point, the pressure differential across the integral ad!ustment valveapproaches &ero.
hen the >? is at the set point, moment balance is achieved so that the set point and >? pressures areequal. /he pressure in the negative feedback bellows is equal to the pressure in the integral bellows. fthe process variable drops below the set point, the action in the controller is reversed.
Figure 12Proportional Plus Reset Controller
/he capacity tank causes a delay in the integral action by providing a capacitance and thus providingmore stability in control. n proportional plus integral controllers the offset due to proportional action iseliminated over a period of time. /he rate of change of the corrective output by the integral mode ise%pressed in terms of the output change due to proportional action alone. :or any given deviation, thechange in proportional controller output will depend on the gain. ntegral or reset action is alwayse%pressed in terms of the time that it takes for the integral action to reproduce or repeat the output due toproportional action after a step change is introduced. /he time that it takes integral action to reproducethe proportional action is known as reset time, e%pressed in minutes. ntegral action can also bee%pressed in terms of repeats per minute, which is the number of times per minute that the initial
3"
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
37/143
m11 4ig 13Rate Contribution to Controller Output
3rdClass Old Part B Reviewproportional action is repeated by integral action.
6eset on integral time can be varied by manipulating the integral ad!ustment valve. f the valverestriction is increased )assuming >? is above the set point, S>+, the pressure in the integral bellows thatprovides positive feedback will increase more slowly and the controller output will increase at a lesserrate. f the restriction valve is open wide, the pressures in both feedback bellows will increase almostsimultaneously so the positive feedback will cancel the effects of negative feedback immediately. /hiswill result in a very short reset time and the output of the controller oscillates similar to an on-offcontroller.
PROPOR2'O,+ P8 R##2 P8 9#R'6+2'6# CO,2RO
n many processes, such as temperature control, there is considerable lag or delay from the time that achange in load takes place, to the time that the change in the process variable is sensed by the controller.;erivative or rate action, which could not possibly control the process by itself, takes into account thespeed at which the variable is deviating from the set point. :ig. 13 illustrates the response ofproportional action to a sudden )step+ change in the process variable and the controller response whenrate action is added.
6ate contribution occurs only whenthere is a change in rate of error. /hischange occurs only at time /$ becauseafter that the error is changing at aconstant rate. /he speed of rate actionis known as rate time, /;. n :ig.13
/;K /0- /1
f the process variable starts to deviatefrom the set point at a faster rate, ratecontribution to controller output willincrease also, /1- /0becomes greater.
3
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
38/143
m11 Figure 14 Proportional Plus Reset Plus
Rate Controller
3rdClass Old Part B Review
:ig. 19 illustrates a pneumatic proportional plus reset plus rate controller. f the process variable, >?,deviates from the set point, the controller output will increase. /he rate or derivative ad!ustment valvedelays the effect of negative and positive feedback. Before the pressure differential across the rate valveequali&es, the controller will momentarily act like an on-off controller causing the output to increase to ahigher value than with only proportional plus reset action. (fter rate action has taken place, thecontroller acts similar to the proportional plus reset controller.
n slow processes that undergo large loadchanges, rate action causes the process variableto stabili&e more quickly. hen controllingprocesses such as flow that respond quickly, rateaction is not recommended because it will causeinstability and the process will swing oroscillate. f the error appears quickly, the rateaction will counter it and allow the proportionaland reset action to begin earlier and work moreefficiently.
6eset or integral control is used toovercome the problem of offset. /he resetautomatically ad!usts to continually controloperation until it produces an e%act correctionie offset is eliminated or controller reacheseither end of itJs range.
&. %en wold proportional pls reset pls rate "ontroller &e sed..
+,#R
;erivative or rate action takes into account the speed at which the variable is deviating from theset point and helps to eliminate the lag or delay from the time that a load change takes place to the timethat the change in process variable is sensed by the controller.
3*
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
39/143
3rdClass Old Part B Review
. ket"% and des"ri&e temperatre "ontrol loop w%i"% is sed in a %eat e$"%anger to "ontrol
temp.
+,#R
CO#9-OOP CO,2RO (4##9B+CA)
n a closed-loop control configuration, a measurement is made of the controlled variable, and this iscompared with the desired value or set point. f a difference, or error, e%ists between the actual and thedesired value, the controller will operate to limit the deviation of the value from the setpoint. /he
controllerJs function is to provide a corrective signal to the ?-S>+ to &ero. :ig. 1# illustrates the feedback concept associatedwith a closed-loop control configuration.
/he ob!ective of a control system is to maintain a balance between supply and demand over a period oftime. Supply and demand is defined in terms of energy or material into and out of the process. /heclosed-loop control system achieves this balance by measuring process variable and regulating thesupply, in order to maintain the desired balance over time.
3#
m 11 fig 1
/ypical >rocess Supply and ;emand
m 11 fig 0
:eedback ontrol Coop
m 11 fig
Simple :eedback Coop
m 11 fig 1F
/emperature ontrol Coop
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
40/143
3 m1 4ig 1 Plnger Pmp
3 m1 4ig ? Rotar Pmp
2%ree o&
3rdClass Old Part B Review/he :ig. 1# process e%ample can be used to determine how automatic control replaces the operatoraction on a consistent basis. /here are disturbances associated with the process, such as cold-watertemperature, cold-water flow, hot water temperature, and blended water discharge flow rate. /hecontroller functions automatically to maintain the desired value by means of measuring the controlledvariable to provide feedback from the process.
( comparison of :ig. 1" with :ig 1# will show the basic difference between open-loop and closed-loopcontrol. n open-loop control, no actual process measurement is made. 'n the other hand, in thefeedback control loop shown in :ig. 1#, the temperature controller reads the blended water temperatureand compares it with the established temperature set point. Based on the temperature measurement andthe set point, an output signal would be developed to position the temperature control valve. /he/emperature ontrol valve is called the final control element and is manipulated by the output signalfrom the controller.
4eed&a"k oop #lements
(nother e%ample of closed-loop control is illustrated in :ig. 0$. /his simple control loop shows the fourma!or elements of any feedback control loop. n this e%ample the
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
41/143
4lid 6elo"it it%in a 6olte Pmp
3rdClass Old Part B Review
R#C'PROC+2',
/he basic design of the plunger type of reciprocating pump is shown in :ig. 1. hen the plunger startsmoving from right to left, the pressure in the cylinder drops below that in the suction line and the liquidis drawn into the cylinder via the suction ball check. /he high pressure in the discharge line keeps thedischarge ball check firmly on its seat. (t the end of its travel the plunger reverses direction and startsmoving from left to right. /his causes the pressure in the cylinder to rise above that in the discharge lineand the liquid is forced out via the discharge ball check, while the suction ball check is forced to close./he movement of the plunger in one direction is called the stroke of the plunger. /he distance theplunger moves in and out of the cylinder is the length of the stroke. (s can be seen in the sketch, onlyone side of the plunger takes part in the pumping action and liquid is only discharged during one out ofevery two strokes. Fence, the pump is called single acting Because of its design a plunger pump cannotbe double-acting.
RO2+R7 P8:P
/he name
8/11/2019 3rd Class Old Part B Paper 1 Review Questions and Answers
42/143
3rdClass Old Part B ReviewSince the liquid between the vanes is forced outward, an area of low pressure is created in the eye of theimpeller. Aore liquid is drawn in through the suction inlet. (s a result, the flow of liquid through thepump is constant.
/he three main types of pumps are6otary M consists of gears, lobes, vanes or screws that rotate in a casing with minimum clearance, therotating parts trap the liquid and push it around the casing from suction to discharge, flow is continous Land there is little press. :luctuation.entrifugal M uses centrifugal force impart energy to a fluid by converting high velocity into pressure,usually consisting of a volute casing with difusser vanes both of wich help to convert the velocity intopress. /hrough the use of channels that increase in area with the direction of flow.6eciprocating M in this type of pump a plunger or piston moves back and forth within a cylinder drawingliquid in through the suction valve)s+ and forcing it out through the discharge valve)s+ by direct contactwith the piston@plunger. Aay be single or double acting ie will only discharge on every secondstroke)single+, or on every stroke regardless of direction)double+. an be either direct acting)steamdirectly on piston+ or power driven which has a crankshaft





![OLD TESTAMENT SURVEY - Microsoft Azurecwaysite.azurewebsites.net/.../Old-Testament-Survey... · Old Testament Survey : 2 [3rd Edition – May 2008] Page Lesson 1 Exodus – The way](https://img.dokumen.tips/doc/110x75/5f51e402b028411bf24c6b49/old-testament-survey-microsoft-old-testament-survey-2-3rd-edition-a-may-2008.jpg)







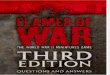









![old fashioned - 3rd issue [TeamBuilding]](https://img.dokumen.tips/doc/110x75/568c0d9d1a28ab955a8d654c/old-fashioned-3rd-issue-teambuilding.jpg)





