Embed Size (px)
Citation preview

KR0000240
KAERI/AR-561/2000
Degradation of fastener in reactor internal of PWR
3.1/40

Please be aware that all of the Missing Pages in this document wereoriginally blank pages

1 9 9 9 ^
2000. 3. 15.

J9L
II.
17]
in.
. Baffle/Formerlr^S-
—^l lx l^ i 7&, control rod guide tube split pin-S: Alloy X-750, core support
sys tem^^ A286 *§•*]
^ 71 Til ^ - ^
IV. *-8-7j|3 g
7V1-71 ?Vol lOldal ^71
7]
- ii -

SUMMARY
I. Title : Degradation of fastener in reactor internal of PWR
II. Objectives
Main component degraded in reactor internal structure of PWR is fastener
such as bolts, stud, capscrew, and pins. The failure of these components may
damage nuclear fuel and limits the operation of nuclear reactor. In foreign
reactors operated more than 10 years, an increasing number of incidents of
degraded thread fasteners have been reported. The degradation of these
components impair the integrity of reactor internal structure and limit the life
extension of nuclear power plant. To solve the problem of fastener failure, the
incidents of failure and main mechanisms should be investigated. The purpose
of this stat-of-the-art report is to investigate the failure incidents and
mechanisms of fastener in foreign and domestic PWR and make a guide to
select a proper materials.
III. Scope
There is no intent to describe each event in detail in this report. Thisreport covers the failures of fastener and damage mechanisms reported by thelicensees of operating nuclear power plants and the applicants of plantsconstructed after 1964. This information is derived from pertinent licenseeevent reports, reportable occurrence reports, operating reactor eventmemoranda, failure analysis reports, and other relevant documents.
- in -

CONTENTS
Chapter 1. Introduction 1
Chapter 2. ASME Code for reactor internal fastener 2
Chapter 3. Structure of reactor internal and fastener 2
Section 1. Barrel/Former 2
Section 2. Control rod guide tube 4
Section 3. Thermal shield 4
Chapter 4. Accidents of fastener failure 5
Chapter 5. Suggestion for preventing fastener degradation 6
Chapter 7. References 7
Chapter 7. Properties of fastener materials 38Section 1. Type 316 stainless steelSection 2. X-750Section 3. A286
Appendix : ASME specification for fastener materials 53
- iv -

TJI^D •
ouniniciry m
sj. ^jc^i 2
Barrel/Former 2
Control rod guide tube 4
Thermal shield 4
5
^ • ^ • ^ l ^ ^ T-fl-^ 6
n
S.AA _ ?8
316 iBfl^si i^ 7j-
X-750
A286
tfltb ASME Tf^ 53
- v -

ii,
fetfl °]1- ^1^8r zp-sL irS., stud, capscrews, ^ ^
sat)-. o]l- < £ ; £ ^ f1^^ barrel/former^^-
control rod guide tubei && split pin^ ^ ^ « ]
oil- 1 : ^ 4 split pin^ol ^&S\T& ^717] ti
1982\1 IE Bulletin No. 82-025.^
Atomic Industrial Forum^ Materials Properties Council°1
. 5E*1- NRC^l^ Cracking of reactor vessel internals baffle former
bolts in foreign plants°H tfl«V Information Notice 98-11-i- ^asVfe -§- ir 41 :rp-
2:1-Si
- 1 -

-g*H ^ ASME Boiler and
Pressure Vessel Code^l W %•&
Code 5
1. ASME Boiler & Pressure Vessel Code, Section VIII, Division 1
2. ASME Boiler & Pressure Vessel Code, Section HI, Division 1,
Subsection NC
3. ASME Boiler & Pressure Vessel Code, Section HI, Division 1,
Subsection ND
4. ASME Boiler & Pressure Vessel Code, Section XI
5. ASME Boiler & Pressure Vessel Code, Section III, Division 1,
Subsection NF 6. 1983 ASME Boiler & Pressure Vessel Code,
Section HI, Division 1, Subsection NB, Class 1 components
Ife NP-5769-&
1 ^ Barrel/Former
^ 316, 304, 347
zj- ^ - ^ 4 i ^ 7007fl(Point BeachH*] 110071]
(Farley)^5.^1-4. ^ ^ 4 ^ ^ ^ f ^ A } ^ 6]«D^
5X1020 n/cm2oa "fl 30-35%^
^ S f l^ preload7l- #«H-1-711 s|
Vcf. 1-^^r Barrel/Former assembly-2] RCCA guide tube,
Upper support column, Fuel pin, Lower support column
- 2 -

4.
- Fuel degradation from baffle jetting
- Increased core bypass flow
- Potential failures of remaining bolts
- Impact of baffle plates on fuel assemblies
Westinghouse Owners Grouper * 1 ^ %v*l4io]H
Point beech 2, Farley 1, Ginna «fl tfl*H
Farleyl (1088711 ^ j * | 10867H
* m 2777fl # E . - § - S^ l§}^4 . Point Beach 2°iHfe 55/fl ^ - E .
head-to-shank^^^l^ ^ r ^ ^ ^ J L 728711 ^ M 97^7} -Efl7>
^ 6397H1- ^
1. ^
2tfl
2.
baffle plate-
o j ^ t downflowSJfSl upflowS.
^-^S) ^^-s] 900 MWe
316 ^Bll<?lslli 7 ^ ^ ^-^sf^cf. Fressenhim 2 <*IHfe 9607H f efl/cj 29
9607H ^ ^ A - ] 547HlAi M ° l ^ 3 s > ^ 4 . ^ ^ H Tihange 1A>^ ^ 4 1991\i°ll^ 2l7fl7> ;£•§-§• 7
o]]^ 377117]- ^ ^ - # 7}x)5L 5ial 537B7]-
316 ^31?
l 3164 y]
WWER 440^]
- 3 -

Control rod guide tube
X-750°]
^ ^^l^-i upper core plated ^ ^ 4 control rod guide tube ^ ^-£-£ <£
^ K r ^^1 split pin ?1B|1 o]^ol 1978V! 1: ^ 4 0 . ^ ? 1 4 ^ P ^ S 2)-^^ i J l
s)3i 514. Guide tube1? 27fl5l ^o] ^^tf l q- ^^^61) 45}A^ 58-12471)^
spit pin°l $14- B&W7}- 1984^ ^ i i S spit pin^ 51^1- Verginia Power£]
Surry 1«H^ ^ 1 ^ « } ^ 4 .
Westinghouse^r X-750^] split pi
1093 °C^1^ 1*1 #, AlSi^elfe 704TC^^ 20*] ?> ^ ^ « > ^
-§-«fl, ^ ^ ° J ? l l i M 2 3C 6W!-g: ^ # * M 4 . Split pin^ ^ ^ # ^°}
4^-2}- ^r°l -S31* ^ ^ s f ^ c f : ci s ^ o . s x | ^ u|E6)] peening,
shoulder ^§^§-
shank-shoulder ^ i r €<ill*1 parabolic I S ^ ^ 2 . U | E . ^ torque^
SI-^4. 2L*V cf^-4 7Ev^ A}%)-s-4 7fl^S}^4.
- Decreased prong deflection
- Tolerances tightened
- Sensitive area polished
- Machining after final heat treatment
- Finer threads and larger shank diameter
- Obtaining shoulder by hot forging
- Use of water cooling after annealing
- Cold rolling of IGSCC sensitive areas
x _ 7 5 0 rfl lofl ^^>7}-^^ 316 i
Thermal shield
- 4 -

^ ^°1M thermal shield^ 31*113 Si lEfl^- barreH] thermal shield
7} ^ Q z}4*l n ^ # ZL$ 5*11 4 4 ^ &4. 2 )2^ thermal shield 1:^1 tfl
*V £ ^ 1981 *d B&W Duke Powers Oconee l ^ ^ H lower internal
structured l-^&fe thermal shield* H^^}3L &•£ A286AS. all 2 3 1-^$
4.
long handled pole^l^f 7}% S 4 ^ ° 1 ^ 4 . lOVi^H
-ffe thermal shield I r ^ ^ ^ i ^ ^ f^^^> 5fl^^ 1000- ^sflA^ # ^ A ^ 40 ftol'* ^ ^ 45 MR/hrS
a 34 ^cV. ^ J f ^ H t ^-^ ^r^7], ^ ^ preload, ^ 3 * ^=.3]. 7EV^ 37}-;*] ^ ^ « V ^616|| ^jflX^ 4 ^ 0 ] l £ ^ $ t f . ojs- ^ ^
37flsi ^ ^ 7 1 ^ ^ * H ^ «i-i4 OIAOT-O] 7 i ^ 7 | . ^ - a s H ^ 3§1-711 s i 4
1.
y\. Borated-water leakage
4 . Wet or humid environment
4 . High preload
^\. Use of lubricant containing molybdenum disulfidePK Improper heat treatment of materials
2. 5z)^£] «M83lS!
7\. Flow-induced vibration
4 . Improper preload
3. Borated-water corrosion and erosion-corrosion- ]
- 5 -

Borated-water leakage
4. Other threaded-fastener £)
7\. Improper heat treatment of materialsuf. Improper preload
^K Wrong material
5.
1. -
7}. Control rod guide tube support fastener (split pin)
*4. Baffle/former bolts
^K Core barrel and lower grid assembly bolts
7h Core barrel/thermal shield (2CE plants)
!-K Reactor instrumentation
qjoi- cfl*H
Bulletin No. 8
fet-l] 6 ] ^ ^ - reactor coolant pressure boundary closured
sealant compound^]- lubricant^ ^ ^ - t - «9^*1 ^l l^^V^^ Q
2. ^ 1 ^ - 1 : ^ ^ 7 l M - ^7^f7 l ^*> x]-^*!- ^ * H 4 closure seal system
3. Manway closure assembly^ stud^f -M-H-f- ^ ± * ] - J I ^-^r^^l-i- T * ! ^
°> *>JL closure seal^l ^ H ] *}/-fM-& ^*flAi # ^ 1 ^ ] ^ ^ "fl magnetic
particle° 1M- dye penetrant (nonmagnetic material) 33 *}••!• ^r^^f0^0!1 tb
Lawrence Livemore Nation Laboratory°?l^i <^ei 7\T] ^-#ofl tflsflAi Kiscc
- 6 -

M 7 —

", KAERl/TR-434/94
2. EUR 17694EN, "Effect of irradiation on water reactors internals", 1997.
3. Gary T. URQUHART, "Reactor internals repairs the simple approach
prevails", Proceedings of the international meeting on Nuclear Power Plant
Maintanence, Salt Lake City, Utah, March 23-27, 1986, 16.
4. NUREG-0943, "Threaded-fastener experience in Nuclear Power Plants",
1983.
- 8 -

UPPER THERMAL SHIELD(60) 1 3/4 in.(4.4 cnODIA.
SURVEILLANCE HOLDERTUBE (12 per tube)3/4 in. (1.9 cm) DIA.
LOWER THERHAL SHIELD(96) 1 in.(2.5 cm) DIA.
FLOW DISTRIBUTOR(96) 1 in.(2.5 cm) DIA.
UPPER CORE BARRELJOINT (120)13/4 in. (4.4 cm) DIA.
LOWER CORE BARRELJOINT (108)13/4 In. (4.4 cm) DIA.
Fig. 1. B&W internal bolting
- 9

Formers
Fig. 2. Bafle plates and formers of a pressurised water reactor.
- 10 -

Table 1. Specified chemical composition of austenitic stainless steels employed
as bolts and fastener in internal structures of European PWR.
Z6CND17-12Cold Worked316
FranceZ2CND17-12Cold WorkedN controlled316FranceZ2CND17-12Cold Worked316
France316Cold Worked(SA 479)
UKX6CrNiMoTi17-12-2Cold Worked(1.4571)
Germany
C
0.03
0.08
0,035
0.030
0.040
0.080
0.060
Mn
2.0
2.0
2.0
2.0
2.0
Si
1.0
1.0
KO
1.0
1.0
s
0.03
0.03
0.03
0.03
0.02
P
0.035
0.035
0.040
0.045
0.035
Ni
10.0-14.0
11.5-12.5
10.0
14.0
10.0
14.0
10.5-13.5
Cr
16.0-18.0
17.0-18.2
16,0
19.0
16.0
*18.0
16.5-18.5
Mo
2.25-3.00
2.25-2.75
2.25-2.75
2.0
3.0
2.0
2.5
Nb
-
-
-
-
-
Ti
-
-
-
-
0.7
Co
0.20
0.20
0.20
0^25
0.20
Cu
1.0
1.0
To
-
N
-
0.08
0.08
0.10
-
B
-
-
-
-
-
Material Code
08Khl8N10T
KhN35VT(VD)
KhN77TJuR
14Khl7N2
10KhllN20T3R
N P 2
C
<
0.08
<
0.12
<
0.06
0.11
0.17
<
0.10
Mn
1.0
2.0
1.0
2.0
<0.6
<
0.8
<1.0
Si
<0.6
<0.6
<0.8
<1.0
s
<0.02
<o.o;<0.01
<0.007
<0.025
<0.02
P
<0.035
<0.03<
0.025
<0.015
<0.025
<0.020
Ni
9.0-11.0
34 -38
34-36
base
1.5•
2.518.0
-21.0
-100
Cr
17.0-19.0
14.0-16.0
19.0-22.0
16.0
18.0
10.0-12.5
Ti
>5C<0.6
1.1 -1.5
2.3-2.7
2.6-3.2
Al
0.55
0.95
W
2.8
3.5
Ce<
0.02
B
<0.01
0.008-
0.020
Fe
base
base
<4.0
base
base
Standards
GOST5632
GOST5632
GOST23304
GOST5632
GOST5949
GOST5632
GOST492
11

Table 2. Specified mechanical properties of internal steels employed in the
internal structures of European PWR.
Materials
Z3CN 18-10N controlled304L(M3310)France304UK (SA182)304UK (SA240)X6CrNiNbl8-10Germany (1.4550}Z6CNDI7-12Cold Worked316 (M 3308)FranceZ2CND17-12Cold WorkedN controlled316 (M 3308)FranceZ2CND17-12Cold Worked316 (M 3308)France316Cold Worked(SA 479)UKX6CrNiMoTi17-12-2Cold Worked(1.4571)Germany
Product size
mm
F<30
30< F < 50
F<30
3CK F < 50
F<30
30< F < 50
F<50
F>50
Vield strength20°C (MPa)
>210
>205
>205
450 - 620
450 - 620
450 - 620
450 - 620
450 - 620
450 - 620
450 - 620
415 - 620
Tensilestrength
20°C (MPa)
>520
> 515
> 515
>655
>590
>655
>590
>655
>59O
>585
>586
Elongation20°C (%)
> 4 0
>30
S 4 0
> 3 0
> 3 0
S 3 0
30-67
>30
Reductionofarea20°C
(%)
> 5 0
> 6 0
> 6 0
> 6 0
ImpactCharpy U
(J/cm2)
> 12
> 12
> 12
> 12
Material Code
08Khl8N10T
KhN35VT(VD)
KhN77TJuR
14Khl7N2
10KhllN20T3R
N P 2
Rp02. MPa
> 196
£395
>490
<0.01
>835
>590
MPa
>490
>735
>835
> 1226
> 1080
>885
Standards
GOST 5632
GOST 5632
GOST 23304
GOST 5632
GOST 5949
GOST 5632
GOST 492
- 12 -

Control rod drive- helical springs -
Hold down assembly- disc springs -
Upper alignment pins
Fuel- guide pins, springsCore internals- screws -
Lower alignment pins
Fig. 3. Inconel X-750 parts in PWR.
- 13 -

Upper'support plate
Control rod'guide tube
Guide tubebottom plate
Upper coreplate
L , • . , J
Nut
Failure
Guide tubebottom plate
Variablethickness13/4-4 in.
portion
-Shoulder
Upper core plate
9-0443
9-0442
Fig. 4. Westinghouse control rod guide tube assembly and split pin. A typical
failure location in a split pin is also shown.
- 14

UPPER CORE BARREL
LOWER CORE BARREL
SURVEILLANCE SPECIMENHOLDER TUBES
FLOW DISTRIBUTOR
-THERMAL SHIELD
Fig. 5. B&W thermal shield.
- 15 -

THERMAL SHIELD LOWER SUPPORT
THERMALSHIELD
I 3/4
LOWER GRIDRINGFORGING
96-0.8" BOLTS(A286 SST)
ORIFICE FLOWHOLES
BARREL
0.030 TO 0.060INTERFERENCEFIT
U^—108 - 1.6" BOLTS
LOCKINGCLIPS
(ALL OTHER MATERIALS 304 SST)
Hg. 5. Continued.
- 16 -

Table 3. PWR bolt failures - in reactor.
i
Component
Control Rod Guide Tube
FA screw for holddownspring clamp
Bolt Type(Material)
Support PinInconel X-750
Clamp Holddown Screws(Head separated from screw)Inconel 600
Failure Type, Causeand Corrective Action
IGSCCInadequate Heat Treatment
Plant
Beaver Vailey 1
Cook 2
Farley 1
North Anna 1
Point Beach 1
Point Beach 1
Point Beach 1
Salem 1
Surry 1
Trojan
4+ French Plants
Date
7/83
1/85
2/84
5/82
1/84
2/84
4/85
3/84
10/84
5/84
'82 and on
IGSCC
4+ Japanese p lan ts 82' and on
Surry 1+ 2 others
6/84
Core barre l screws Inconel X-750 IGSCC Bibl is 81

Table 3. Continued.
i
CO
Component
Reactor Core ThermalShield
Bolt Type(Material)
Bol ts , A-286(SA 453 GR 660)
Core barrel to supportshield
Failure Type, Causeand Corrective Action
IGSCC, excess stress,large grain size dueto manufacturing tech-niqueReplaced with X750
Plant
Oconee 1
Date
10/81
studs and nuts.
Replaced with re-designedA-286
replaced wisame materi
th new designal
Oconee 2
Davis-Besse
Oconee 3
Davis-Besse
Crystal River 3
Rancho Seco
.ANO 1
Davis Besse
Rancho Seco
Rancho Seco
Crystal River 3
Rancho Seco
1/82
4/82
6/82
9/86
4/83
6/83
4/83
8/83
3/85
3/83
4/83
6/83

Table 4. PWR bolt failure - ex reactor.
Component
Reactor Coolant Pump
Steam Generator
Pressurizer
Spent Fuel Pool Coolingpump discharge val ve
RTD* bypass loopisolation valve
Bolt Type(Material)
Pump headflange studs
Closure studs(SA-193 GRB7, AISI 4140)
Manway ClosureStuds (SA540 GRB24)
Manway Closure Studs
Manway Closure Studs
Manway Retaining Studs
Manway Cover studs (Alloysteel)
Studs(A-193 GRB6)(Type 416SS)
Body-to-bonnet studs(Carbon Steel)
Body-to-bonnet studs(A193 GRB7)
Body-to-bonnet studs
Failure Type, Causeand Corrective Action
Boric acid induced corrosion(actual or suspected)
IGSCC
Alloy steel
Plant
Calvert Cliff 1
Ft. Calhoun
Maine Yankee
Oconee 3
ANO 1
St. Lucie 1
St. Lucie 1
Date
11/80
5/80
3/82
82
82
4/77
1/78
Replaced with unspecified Maine Yankee 2/82material
North. Anna 1 4/83
Point Beach 1 11/82
Point Beach 2 11/82
* Resistance Temperature Detector

Table 4. Continued.
Component
Reactor Coolant Pump
Service water pump
SW Pump packing glandhousing
Diesel generator blowerdischarge
Recirc. spray pumpsuction valve
Pressure d i f fe rent ia ltransmitter
Bol t Type(Material)
Diffuser to casing adaptercap screws
Diffuser adapter cap screws
Bolts
Hinge studs
Studs (Carbon steel)
Flange bolts
Valve operator supportStand bolts
Steel cadium plated Bolts
Pressurizer spray valve Body-to-bonnet studs
Expansion compensatingring in reactor vessel
Pressurizer PORV
Polar crane ra i l
Bolts
Gland retainer bolts
Hold-down cl ip bol ts
Failure Type, Causeand Corrective Action
High stress levelCl induced SCC, out ofspec, (cold worked vs.annealed)
Plant
Robinson 2
transmitter
Excess stress due todifferential thermalexpansion by mixing carbonsteel and ss
Main Yankee
Date
4/82
Unknown - replaced with ahigh strength material
N/A
Excess torque
Corrosion, replaced withSS
Unknown
Insufficient strengthreplaced with stronger bolts
Oxidation
North Anna 1
Rancho Seco
Rancho Seco
Surry 2
Calvert Cliff 1
Surry 2
Palisades
8/82
3/85
7/84
11/82
10/81
10/83
5/71
3/79
Excess stress
Uneven torque
high cycle fatigue
Palisades
McGuire 2
Rancho Seco
5/72
4/83
7/82

Table 5. BWR bolt failures - ex reactor.
ComponentBolt Type(Material)
Cold leg safety in ject ion Body-to~bonnet studscheck valve
Cold leg safety in ject ion Body-to-bonnet studscheck valve
Pressurizer spray valve
Pressurizer motoroperated valve
Letdown Heat Exchange
Reactor Vessel Head
(carbon steel)
Body-to-bonnet studs
Body-to-bonnet studs
Flange studs
Studs (Parken'zed Coating)
Failure Type, Causeand Corrective Action
Boric acid induced corrosion(Actual or suspected)
i 1
Plant
Kewaunee
North Anna 1
Kewaunee
Yankee Rowe
Pal isades
Pal isades
Date
4/82
9/82
4/82
4/83
11/80
11/71

Fig. 5. Continued.
CO
to
Component
Spring Can Hanger
Vacuum Breaker
Diesel Generator
Bol t Type(Material)
"Red Head"Concrete Expansion Bolts
Flathead mounting bolts
Manifold Bolt (Type 304SS)
Failure Type, Causeand Corrective Action
Degradation ofconcrete expansion bolts
Cyclic Shearing (SAE Grade8) Replaced with strongerAllen bolts
Possible Misapplication ofbolt Material replaced withType 316SS, unt i l Type 410obtained.
RCP
Fuel
Upper Guide
Assembly
Stud
Channel fastener toupper nozzle, InconelX750
Channel fastener to lowernozzle, Inconel X-750
N/A
IGSCC
IGSCC
Plant
Duane Arnold
Dresden 3
Grand Gul f
Date
3/82
8/84
8/83
Browns
Several
Several
Ferry 3 8/79
70 ies& 80 i
'83 -
es
'84

Table 6. Incidents of stress corrosion of threaded fasteners.
Plants
LaCrosse (BWR)
Ginna
Haddam Neck
Surry 1
Surry 2
San Onofre 1
Midland 1
Year
reported
1970
1970
1973
1975
1975
1977
1979
Componentsand parts
Reactor vesselclosure studs(3.5-in. diameter)
Steam generatorsupport anchorstuds (1-3/8-in.diameter)
Steam generatorsupport anchorbolts (2-in.diameter)
Steam generatorsupport bolts
Steam generatorsupport bolts
Steam generatormanway studs
Reactor vesselskirt flange imbedanchor studs(2-1/2 in.diameter)
Materialsof parts
12% Cr marten-sitic stainlesssteel (ASTM-A-437-B4B)
Low alloy steel(AISI-4140)
Low alloy steel
Maraging steel(Vascomav n)
Maraging .(Vascomax 250)
Low alloy steel(AISI 4140)(A193-B7)
Low alloy steel(AISI-4140,4145)
Contributingfactors
(1)
(2)
(3)
(4)
(1)(2)
(1)(2)
(1)
(2)
Aqueous environmentduring outageImproper heat
treatment ofmaterialGalvanic actionresulting fromsilver platingbreakdownPretension
160 ksi pretensionHumid/wet borateciwater
PretensionWater leakage
Improper heattreatment ofmaterialExcessive preloadof 87-92 ksi
Correctiveaction
(1) Replaced with studs made fromA-540-B23, Class 4 material
(2) Augmented inservice inspec-tion ultrasonic testsurveillance
(1) Replaced with studs made fromA-490 material
(2) No pretension
(1) 24 of 256 bolts replaced(2) Pretension reduced on
replaced bolts(3) Microswitch installed on all
bolts for monitoring
Replaced with Cd-platedVascomax 250 bolts
Replaced with Cd-platedVascomax 250 bolts
8 studs replaced
(1) Remaining studs detensiontdto 6 ksi
(Z) Upper lateral supportinstalled on vessel

Table 6. Continued.
PlantsYearreported
Componentsand parts
MateriaIsof parts
Contributingfactors
Correctiveaction
to
1
Arkansas 1 1978 Steam generatormanway closurestuds
1980 Steam generatormanway closurestuds
Oconee 3 1980 Steam generatormanway closurestuds (2-in.diameter)
Prairie 1980 Steam generatorIsland 1 • column support
bolts (1-1/2 in.dijmeter)
Prairie 1980 Steam generatorIsland 2 column support
bolts (1-1/2-in.diameter)
Rancho Seco 1980 Valve studs
O.C. Cook 1 1981 Main steamisolation valveinternals - studs
Low jlloy steel(AISI 1340)
Low alloy steel(AISI 4310)
Low alloy steel(SA-320, GradeL-13)(AISI-4340)
Maraging steel(Vascomax 250)(A538 grade B)
Maraging steel(Vascomax 250)(A538 grade B)
Stainless steelType 416(A-193-B6)
Low alloy steel(AISI 4340)
(1) Use of thread lub-ricant containingmolybdenum disul-fide
(2) Preload
(1) Use of thread lub-ricant containingmolybdenum disul-fide
(2) Trapped moisture
Excessive preload(1,400 "ft-lb torque)
Excessive preload(1,400 ft-lb torque)
Improper heat treatmentof material
(1) Primary steam(2) Possible use of
thread lubricantcontaining molyb-denum disulfide
(3) Possible over-torque
2 cracked studs replaced
3 cracked studs replaced
All studs replaced (threadlubricant containing molybdenumdisulfide was applied)
(1) Replaced with studs made fromsame material
(2) Pretension reduced
(1) Replaced with studs made fromsame material
(2) Pretension reduced

Table 6. Continued.
PlantsYearreported
Componentsand parts
Materialsof parts
Contributingfactors
Correctiveaction
Oconee 1
Oconee 2
Palo Verde
Maine Yankee
1981 Reactor vesselinternals -thermal shieldbolts
1981 Reactor vesselinternals -thermal shieldbolts
1981 Piping restraintimbedded anchorbolts (1-1/2-in.diameter)
1982 Steam generatormanway clnsurestuds (l-i/2 in.diameter)
6-in. gate valvebonnet-to-bodystuds (5/8-in.diameter)
A-286 stainlesssteel
A-286 stainlesssteel
Low alloy steel(AISI 4140)(A-354 Grade BD)
Low alloy steel(SA540-B24)
Stainless steel
(1) Borated waterenvironment
(2) Preload of 32 ksiand 32 ksi bending
(1) Borated-waterenvironment
(21 Preload of 32 ksiand 32 ksi bending
Improper heat treatmentof material
(1) Gasket leakage ofborated water
(2) Use of Furmaniteseal ing compound ,
(3) Use of thread lub-ricant containingmolybdenumdisulfide
(4) Preload of 900 -1,100 ft-lb
Valve body-to-bonnetgasket leakage ofborated water
(1) Lower thermal shieldredesigned
(2) Use of Inconel X-750 studsand nuts
(1) Lower thermal shieldredesigned
(2) Use of Inconel X-750 studsand nuts
10 failed studs replaced withstuds of the same stock
(1) Proposed short-term actionreplace with AISI 4140 (A-196-B7) studs
(2) Proposed long-term action -use 17-4 PH studf.

Table 7. Incidents of fatigue of threaded fasteners.
PlantsYearreported
Componentsjnd parts
MoteriaIsof parts
Contributingfactors
Correctiveaction
Big Rock Point 1064(BWR)
Yankee Rowe 1968
Palisades 1972
Reactor vesselinternals -thermal shieldbolts
Reactor vesselinternals -thermal shieldbol ts
vesselinternals - hold-down bolts forring shim (1/Z-in.diameter)
Typt> 31& stain-less steel(ASTM A-276)
flow-induced vibration Support and flow pattern modified
Type 316 stain- Flow-induced vibrationless steel
Type 301 stain-less steel
Improper torque
Clamp added to each thermalshield joint
(1) Broken bolts replaced(2) Proper torque and clearance

Table 8. Incidents of borated-water corrosion of threaded fasteners.
Plants
St. Lucie
CalvertCliffs 1
Fort Calhoun
Arkansas 1
CalvertCliffs 2
Yearreported
1977
1978
1980
1980
1980
1981
1981
1981
1981
Componentsand parts
Steam generatormanway closurestuds (1-1/2-in.diameter)
Pressurizer man-way closure studs
Reactor coolantpump closure studs
Steam generatormanway studs
Reactor coolantpump closure studs(3-1/2-in.diameter)
Reactor coolantpump closure studs(3-1/2-in.diameter)
Steam generatormanway closurestuds
Reactor coolantpump closure studs
Pressurizer manwaystuds
Materialsof parts
Low carbon lowalloy steel(SA-540-B24)
Low carbon lowalloy steel(SA-540-BZ4)
Low alloy steel
Low alloy steel
Low alloy steel(A1S1 4140)(SA-193-B7)
Low alloy steel(AISI 4140)(SA-193-67)
Low alloy steel
Low alloy steel
Low alloy steel
Contributingfactors
Manway gasket leakageof borated water
Manway leakage ofborated water
Possible gasket leak-age of borated water
Gasket leakage ofborated water
Flexitallic flangegasket leakage
Closure gasket leak-age of borated water
Possible gasket leak-age of borated water
Seal leakage of bor-ated water
Correctiveaction
(1) 3 studs replaced(2) Gasket replaced
5 corroded studs replaced
27 studs replaced
11 studs replaced
9 studs replaced
Corroded studs replaced
Corroded studs replaced
12 studs replaced
2 studs replaced

Table 8. Continued.
PlantsYearreported
Componentsand parts
Materialsof parts
Contributingfactors
Correctiveaction
D.C. Cook. 2 1981 Check valve bonnetbolts
Kewaunee 1981 8-in. motor-operated valvebody-to-bonnetstuds
Oconee 2 1981 Reactor coolantpump closure studs
Oconee 3 1981 Reactor coolantpump closure studs
Low alloy steel(AIS1 4110)(A-193-87)
Low alloy steel
Low alloy steel
Low alloy steel
Valve body-to-bonnetgasket leakage ofborated water
Valve body-to-bonnetgasket leakage of con-centrated (12%) boratedwater
Closure gasket leakageof borated water
Closure gasket leakageof borated water
All 12 studs replaced
Corroded studs replaced
1 stud replaced
1 stud replaced
Table 9. Incidents of erosion-corrosion of threaded fasteners.
PlantYearreported
Componentsand parts
Materialsof parts
Contributingfactors
Correctiveaction
Zion 1 1979 Chemical andvolume controlsystem valve bolts
Low alloy steel(AISI 4140)(A193-B7)
Valve gasket leakageof borated water
(1) Degraded bolts replaced(2) Valve bonnet, reassembled

Table 10. Incidents of other types of degradation of threaded fasteners.
Plants
Sequoyah 1
Sequoyah 2
Arkansas 1
Pilgrim 1(SWR)
Surry 2
Vermont Yankee
Waterford
Yearreported
1977
1977
1980
1981
1981
1981
1981
Componentsand parts
Steam generatorsupport bolts(1-1/2-in.diameter)
Steam generatorsupport bolts(1-1/2-in.diameter)
Emergency feed-water turbinesteam inlet bolts
Valve limit-torqueoperator motorholddown bolts
Service water pumpimpeller capscrew
Valve limit-torqueoperator motormounting bolts
Reactor coolantpump support bolts
Materialsof parts
Carbon steel(C-1117)
Carbon steel
A-490 alloysteel
Contributingfactors
Quench cracks
Quench cracks
(1) Wrong material(2) Waterhammer
(1) Improper torque(2) Some bolts too
short
Correctiveaction
Bolts replaced
Bolts replaced
All bolts replaced with lowalloy steel (A1SI 4140) bolts
Bolts replaced
(1) Broken capscrew replaced(2) All impeller capscrews to be
replaced with stainless steelcapscrews
4 mounting bolts replaced
(1) Failed bolts and short boltsreplaced
(2) Bolts retorqued with cali-brated torque equipment
(3) Quality assurance plan forbolting improved

Table 11. Failure of X-750.
Plant Date
Japanese plants: Mihama 3, Takahama 2,Ikatal.Ohi
French plants: Gravelines 1, Fessenheim 1,Bugey 2, Bugey 4, Tricastin 4
North Anna 1
Beaver Valley 1
Pt. Beach 1
Farley 1
Pt. Beach 1
Salem 1
Trojan
Surry 1
D. C. Cook 2
Pt. Beach 1
1978 and later
1982 and later
May, 1982
July, 1983
Jan., 1984
Feb., 1984
Feb., 1984
Mar., 1984
May, 1984
Oct., 1984
Jan., 1985
Apr., 1985
- 30 -

Table 11. Continued.COMPONENT
FUEL ASSEMBLY HOLDDOWNSPRING (B&W)
CONDITION
FUEL ASSEMBLY HOLDDOWNSPRING (COMBUSTION ENGI-NEERING)
FUEL ASSEMBLY HOLDDOWNSPRING (CINLRAL ELECTRIC)
CRDM SPRINGS:BUFFERSEGMENT ARM
BELLEVILLE
HOT-ROLLED, ANNEALED AT 2100F,(1149C) COLD-DRAWN, ANNEALED AT2100F (1149C), COLD-DRAWN,COLD-COILED, AGED AT 1350F(732C) FOR 16 HOURS (AMS 5698)
SOLUTION-ANNEALED AT 2100F,(1149C) COLD-DRAWN, COILEDAND AGED (AMS 5699)
NO, 1 TEMPER OR SPRING TEMPERWIRE
NO. 1 TEMPER WIRE (AMS 5698)
COLD-ROLLED, SOLUTION-ANNEALED ATJ800F (982C), AGb.U AT 135OF (X32C)FOR 8 HOURS <• 1150F (621C) FOR ATOTAL AGING MMt OF 18 HOURS(AMS
ENVIRONMENT
COMPRESSED BETWEEN STAIN-LESS STEEL PLATES, EXPOSEDTO PWR COOLANT FLOW AT^15 fps, 600F (316C), 2200PS1, MEDIUM TO LOW NEUTRONFLUX
COMPRESSED BETWEEN STAIN-LESS STEEL PLATES, EXPOSEDTO PWR COOLANT FLOW
BWR COOLANT
NON-FLOWING PWR COOLANT400F (204C), MEDIUM TO LOWNEUTRON FLUX
REMARKS
\3500 IRRADIATED, MAXIMUMEXPOSURE 8 YEARS, 63 KSIT0RS10NAL STRESS/ 34 FATIGUE-INITIATED FAILURES, SIX DIF-FERENT PLANTS
FOUR SPRINGS PER ASSEMBLY,OVER 10,000 MADE, A FEWFAILURES IN E^RLY SEVENTIES,CAUSE UNKNOWNJ
iNO REPORTED FAILURES IN 15YEARS OF EXPERIENCE
STRESSES NORMALLYBECOME HIGH DURINGTRIP, NO REPOIIN OVER 10 YEARS
ARE LOW BUTA REACTOR
>!TED FAILURESEXPERIENCE
CONTROL COMPONENTRETAINER SPRING
CONTROL COMPONENTPillNGER
SPRING TtMPER AMS 5699B
NO, 1 TEMPER, AMS 5698C
NON-FLOWING PWR COOLANT•-600F (316C), 2200 PS I,MEDIUM TO LOW NEUTRON FLUX
NON-FLOWING PWR COOLANT AT•••600F (316C), 2200 PSI,MEDIUM TO LOW NCUTROtl FLUX
v-1000 IRRADIAMAXIMUM EXPOSl•<-5J KSI TORS I (REPORTED FAIL!
ED SINCE 1978,RE 4 YEARS,'NAL STRESS, NO•RES
^2000 IRRADIAJED *l KSITORSIONAL STRESS, NO REPORTEDFAILURES I

CO
to
Table 11. Continued.
COMPONENT
POWER OPERATED RELIEFVALVE DISC SPRING
SECONDARY SIDE VALVESPRING
BAFFLE-TO-FORMER BOLT
REACTOR VESSEL UPPERCORE BARREL BOLT (B&W)
REACTOR VESSEL LOWERTHERMAL SHIELD BOLT(B&W)
REACTOR VESSEL UPPER COREBARREL BOLT (FOREIGN)
CONDITION
AS SUPPLIED
AS SUPPLIED
ANNEALED AT 1700F (927C),MACHINED HEAD, ROLLED THREAD,AGED AT 1345F (729C) FOR 8 HOURS+ 1150F (621C) FOR 8 HOURS
ASTM A637, GRADE 688, TYPE 2
HTH
UNAVAILABLE
FUEL ASSEMBLY BOLT(FOREIGN)
UNAVAILABLE
ENVIRONMENT
PWR PRIMARY STEAM AT(338C), ALTERNATE WETTINGAND DRYING
PWR SECONDARY SIDE COOLANTAT 300 TO 400F (149-2CMC)
PWR PRIMARY COOLANT, 650F(343C)
PWR PRIMARY COOLANT, 550 TO600F (288-316C), MODERATENEUTRON FLUX
PWR PRIMARY COOLANT, 550 TO600F (288-316C), MODERATENEUTRON FLUX
PWR COOLANT, 670F (354C)
BWR COOLANT
REMARKS
STRESS NOT DE-FAILURES, SOMREPORTED ^8 Y
STRESS NOT DEREPORTED FAILYEARS OF SERV
HIGHLY STRESS!KSI BENDING A;RATE (IGSCC)BIBLIS-TYPE RYEARS OF SERV
STRESSED 7
FAILURES INSERVICE
ERMINED, NOPITTING
ARS OF SERVICE
ERM1NED, NOIRES IN OVER 10CE
!D, 100 TO 200iOUT 10% FAILUREN SEVERAL:ACTORS (KWUJ, i\CE
OF THE MATERIALYIELD STRENGTH, NO REPORTED
YEARS OF
NO REPORTED FAILURE IN 3YEARS OF SERV
STRESS LEVELSMODERATE, NO FAILURES INENEL/TRINO (ICHOOZ (FRANCE
CE
BELIEVED TO BE
CORE BARREL BQLTS WITHYEARS SERVICE!
ALY) AND SENA/OF 160 TOTAL
12
USED SINCE 1977 IN ASEA-ATOMBWR FUEL ASSEMBLIES, FOURPER ASSEMBLY, HIGH STATICSERVICE STRESS, 7 FAILURESDUE TO IGSCC SjINCE 1982

Table 11. Continued.
COMPONENT CONDITION
CONTROL ROD DRIVE GUIDETUBE SUPPORT PINS(FOREIGN AND DOMESTIC)
JET PUMP BEAM
VARIOUS TREATMENTS 1625 TO 2100F(885-11490 FOR 1/2 TO 2k HOURS+ 1150F (621-843C) FOR 8 TO 20HOURS
AH
ENVIRONMENT
PWR PRIMARY COOLANT, ^570TO 620F (299-327C), NEUTRONDENSITY LOW TO MODERATE
BWR COOLANT
RFMAR
100 PER PLANTiSTRESSEDSINCE 1978USA
IGSdC
HIGHLY STRESSBENDING), IG5SINCE 1979BOTH FOREIGN
HIGHLYFAILURESJAPAN, FRANCE,
ED Cv-90 KSICC FAILURES3 REACTORS,
AND DOMESTIC
i

Table 12. Failure of A286.
COMPONENT
REACTOR VESSEL INTERNALSBOLTING (B&W)
REACTOR VESSEL EXTERNALBOLTING
GUIDE BAR BOLT COVERBEAMS
TIE ROD
FUEL ROD LOWER SPRING
CRDMMOTOR TUBE BOLTNUT CLOSURESCREWBEARING PLATE
CONDITION
CONDITION A AND B
CONDITION A AND B
SOLUTION-ANNEALED AT 1688F(920C) FOR 1 HOUR + AGED 1328F(720C) FOR 16 HOURS ( ASTMA-H53 GRADE 660, CONDITION A)
SOLUTION-ANNEALED AT 1688F(920C) FOR 1 HOUR + AGED 1328F(720C) FOR 16 HOURS ( ASTMA-453 GRADE 660, CONDITION A)
ASTM A-638, GRADE 660, TYPE 1
CONDITION A AND CONDITION B
ENVIRONMENT
PWR PRIMARY COOLANT, MODERAT-ELY HIGH NEUTRON FLUX
AIR
BWR COOLANT
BWR COOLANT
HELIUM ATMOSPHERE INSIDE OFFUEL ROD, HIGH NEUTRON FLUX,TEMPERATURE •>- 600F (316C)
NOT EXPOSED TO PWR PRIMARYCOOLANT TEMPERATURE >(2400, LOW TO MODERATENEUTRON FLUX
REMARKS
HIGH STRESS,! FAILURES 0.5 TO> 50% DEPENDING ON THE APPLI-CATION, EXTEjNSIVE USE, 10YEARS SERVICE EXPERIENCE
HIGH STRESS,] NO FAILURES IN^ 10 YEARS (JF SERVICE
IGSCC FAILURES HAVE OCCURREDIN ASEA-ATOf1982, VERY hCOVER BEAMS
PLANTS SINCEIGH STRESSES, 4AND 30% OF THE
GUIDE BAR BOLTS HAVE EXPER-IENCED CRACKING IN 4 PLANTS
LOADED TO *• |30S OF THEMATERIAL YIEJLD STRENGTH, NOFAILURES IN k 13 YEARS OFSERVICE :
LOW STRESSES (18 KSI TOR-SIONAL), 700,000 USED TODATE, NO FAILURES REPORTED
NO REPORTED JFAILURES IN 10YEARS OF SEFJV1CE, BOLTSSTRESSED TO J2/3 OF MATERIALYIELD STRENGTH, VERY LOWSTRESSES ON |NUT CLOSURE, ANDBEARING PLATiE

Table 12. Continued.
OJCJl
COMPONENT
VENT VALVE JACK SCREW
PRIMARY COOLANT PUMPSHAFTS
CONDITION
CONDITION A
CONDITION A
PRIMARY COOLANT PUMPIMPELLER BOLTS ANDDRIVE PINS
CONDITION A
ENVIRONMENT REM/JRKS
FLOWING PWR PRIMARY COOLANT> 600F (316C), LOW TO MOD-ERATE NEUTRON FLUX
PWR WATER AT VARIOUS TEMPERA-TURES, NO NEUTRON FLUX
NON-FLOWING PWR WATER AT-*• 550°F (290*C), NO NEUTRONFLUX
STRESSES COMPRESSIVE NOREPORTED FAILURES IN OVER10 YEARS OFJSERVI.CE
|LOW BENDING [AND TORSIONALSTRESSES, liFAILURE, 3SHAFTS CRACKED AT ONE PLANT,HIGH CYCLE fjATIGUE
LOW STRESSES', SEVERAL BOLTSAND PINS CRACKED OR FAILED,INVESTIGATION ONGOING

:§TO
100
90
80
70
60
50
40
30
20
10
0
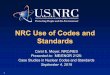
Bolted Joints Containing No Failures (24 Joints)Bolted Joints Containing Failures (13 Joints)
%Failure=Wof Bolts with U/T Indications
#of Bolts per Joint U/T Inspected
(Failure Threshold Region)
xlOO'
A
0 20 40 60 80 100 120 1400 (140) (280) (420) (560) (690) (840) (980)
160 180 200(1120) (1260) (1400)
Bolt Fillet Peak Stress (Nominal Stress x KT), KSl(MPa)
Fig. 6. Incidents of bolt failures

1 H 316
1.2.
3.
8, 9, 10
H ^ 11.
*\\ 2 m X-750
1. 7]2:-i-^ : n ^ 12
2. 71 Til3 ^ : =L% 13, 14
3 m A286
1.2.
15
, 17
- 37 -

YOUNG'S MODULUS, 1O6 psi
SPECIFIC HEAT, tO'z Biu/IIWCF)
SPECIFIC HEAT, 10z J/(kg)(*K)
2 ) CD
58
T 1
yy
yy
i
E >I i3 u>
i i i
y,Ay
1 i i i
-
-
-
-
-
YOUNG'S MODULUS, 104 MPo
THERMAL EXPANSION, 10 in./(in.)('F)Co
b bpb
8
\
1 1
k\ s
\
1
\
1
—1•*<
•oit
. '*. 6
>. V . \\ \ \
Scost
Typ
e 310
Is
---
THERMAL EXPANSION, 10"6 cm /(cm)CK)

200
Temperature (° F }
600 1000 1400
Expected :2 see lor reannealedmater i Ol. ptate/pipe products(ORNLdata on 20 heals )
—•-Expected 12 see lor mill-annealed: 'inn maierial.tube /pipe/plate• ^ r products {U.S,Japanese.and
UK dota.)
Nudear sysiems materials
B
400
3S0
I 300
Temperature | ' F !
200 600 1000 1400
40 i
- — Expected ; 2 see lor mtll-onneoled materialTube pipe plate products (US.*Japanese, and U K data )
Nuclear systems mcrterialshandbook minimum.
oa.
JZ
sire
nle
n
E
5
/uu
600
5 0 0
400
300
2 0 0
100
0
/ ^ ^ ^ ^ ^/ ^
/Nuclear systemsmote riots handbookminimum.
(b)
i \ -
V
0
100
90
80
70
60
50
40
30
20
10
0
uu
90
B0
70
6 0
SO
3 0
2 0
10
Elongalgauge
- \
" \ ^ \
ion in 254 and 50.8mmlength
^ > / - ' •
^ ^ ^
tc) , , i
100 400 600Temperature (CC}
100
90
80
70
60
Elongation in 25.£ and SO.6mmgouge length.
?00 £00 600 BOOTemperature ( c C)
Fig. 8. Tensile properties of austenitic stainless steel.
- 39 -

10" '
MPa20
VTri40 60 60 100
10-
O | Z
o
Ocn
jc
O
o
10"
Type 316stainless steelsolution,annealed
Unaged
Aged5000hr.at593°C
°« Zero hold- timeA* 6 Sec holdo» 60 Sec hold
10"
10"
MPa VrrT20 40 60 80 100
10"
u
10'o
10"
10"
1 1 1 1Type 316 stainlesssteel 20'/.work.
Unaged60 sechold
/
60 sec/"hold / y
wJP
Zero yS
cold
/Aged/5000hr.
/at 593°C
/ /
//Unaged/ zero
hold-time
- 10o
E
10"
10 20 40 SO ftO 100
Stress intensity factor range,(AK) , ksi T
10 20 40 60 60 100
Stress intensity factor range(AK), ksi
10E-5
1a•C5
10E-7
10E-7
2o 10E-8
10E-9
" R = 0.7
= 0.2
0SKhl8N10TJ I I t
10E-9
Unalloyed carbon steel (•, R=0.2),Buttering weld metal of EA-395/9 (X, R=0.1)Stainless steel weld EA-400/10U (A) at 350°CButtering high nickel weld metal of EA-395/9 (O,R=0.2) at270°C in water.
10010 20 40
AKMpa.ml/2
Curves 1 & 2: in airCurves 3 & 4: in reactor water(T = 300°C; 1 % H3BO3; pH = 8; O, =O.lmg/kg). Loading factor R = 0.2 &0.7.Points depict data of autoclave tests
Fig. 9. Fatigue properties of austenitic stainless steel.
- 40 -

CREEP RATE, %/h0.00001 0.0001
Rupture time— - Creep rate
CREEP RATE, %/h0.00001 0.0001
(000 10,000RUPTURE TIME, h
- " —
^ ^ \
-' Ruptureo Creep r(
1200°F(648|
°C)
1350oF(734°C)-
1500°F(815°C)I" i i i i i "18OO°F(981°C).timt e .
1I1
500°
Rnn°o
F~
F
lype 3 l t
689.5
275.8
69
27.6
6.9
2.8
689.5
275.8
Rupture tfmeCreep rate
1 1
~—nn f
rCreep rate
r III
r—
—^
-»•
• ^
• ™
• * •
* -
^ —<
, — •
1"ype 321"
ll
689.5
275.8
69
27.6
6.9
2.8
100 1000 10,000 100,000RUPTURE TIME.h
Fig. 10. Creep properties of austenitic stainless steel.
- 41 -

H«l «n« W«M« at 15CC
'• y
OUT WO (LTy
*^ Unitt
• UN. fTl) t>w
« UK fTU tto>• El fTU WW• I t HU Uw
• J I K tn-i n* IC CTIJ fcr
« t i fTU kr
* a»O [T(.| in
* <w ^Tl *»
Fig. 11. Effect of irradiation on mechanical properties of austenitic stainless
steel.
- 42 -

100 -
60 •
8 6°8CO
o
DO
32
0.0?
Tro« 3CXSS
•
oo
0?C.iC«
ooa
0o
20
0
O.Zwxn
•
ft nu
Neutton Fluence (n/m1, E> 1 MeV)
CPXM-A.MJ1 __,_ CP304-B, fto Kudy# HP3O4-A. W« M J *H A HP>M-CO(VJ,T),*l.»A<y ^p
ca
10"10E20 10E21
Nwtroci Flu*nc» (R/cmE2, E>1
100
80
8 «»en
20
Tp«« 3CMSS«
a
oA
ooo
Qo «
a
io» ~io»~ io" io"Neutron Ftuence (nAn2. E>1MeV)
Fig. 11. Continued.
- 43 -

1200
I 000
toe •
-i*
11*
s .,
^-
r7%C0LD Y.ORKEDS a U T K N TREATH)
_J 1 I L.
0 10 20 30 W 50ATOM DISPLACEMENTS N/2
800
700
. M O
O 400
UJ
fe300
200
1000.1
ULTIMATE ^ i i
. 1 — • * 1
YIELD y ^ 5 r
*7/ o_/ or *
ooT
LKUV
f j lU lu>utm*.•»
t
304SS
• *» •
»4«lr'M««r'
u.ir'
Ti.*C
«s3B .Vtmmm
1 10EXPOSURE, dpa
100
800
700
£ 400
B»200
100
ULTIMATE
YIELD J
J/J o
_/? °r \
0
r
"-/„,u tinut j iILT7
Y
si ess
| 4 l H-7
U ft W*7
•
•c
c*m .m
S I
0.1 1 10EXPOSURE, dpa
100
Uniform elongationc) 304&316 S.S.
Fig. 11. Continued.
44 -

Table 13. Physical properties of X-750.
Mean Linear Expansion,
Tempera-ture, °F
from 70°F toTemperature Shown
ThermalConductivity,Btu/inVhr/
sq ft/°F
i
Specific HeatBtu/lb/°F
Diffusivity,sq ft/hr
ElectricalResistivity,
j ohm/circi mil/ft
- 2 5 0-20O- 1 0 0
70200400600800
10001200140016001800
6.56.66.7
7.07.Z7.57.88.18.48.39.39.8
677074838998
109120131143154164
0.0730.0800.0900.1030.1090.1160.1200.1250.1300.1370.1510.171
0.1500.1430.1350.1320.1330.1400.1480.1580.1690.1730.1720.164
I
731739746761771783786775761
• Material hejt-lreat«l 2100f 12 t*. A.C, + IS50Tl» hr. A.C + l300f/M hr. A.C.
Tempera-ture, °F
801
500100012001350150016001800
Static
31.028.725.023.021.018.5
-
Modulus of Elasticity, 10'
Tensioni
j!jij
i
Dynamic
31.029.126.725.524.423.222.120.0
psi
Torsion
Static
U.O10.29.08.1_
-
1 Poissofl's ratio —0.29.
Density, gm/cc j 8.25Ib/cu in. j 0.298
Melting Range, °F j 2540-2600Curie Temperature, °F {
As Hot-Rolled - 225Triple-Heat-Treated <21OO*F/2 hr, AX., + 150017 ';24 hr. A.C., +1300°F/20 hr, A.C.) ; - 193
Magnetic Permeability (70°F, 200 H)As Hot-Rolled ; 1.OO20Triple-Heat-Treated (210O°F/2 hr. A.C. + 1500°F/ '•24hr.A.C., + 130Cr>F/20hf,A.C.) j 1.0035
Emissivity (Oxidized Surface) '6O0°F j 0.895
2000°F ! 0.925
Linear Contraction during Precipitation Treatment i(1300*F/20hf),in./in. !
Hot-Rolled | 0.OOO4420% Cold-Rolled | 0.00052Annealed i 0.00026
- 45

Table 14. Tensile properties of X-750.
Heat ; j Tensile ivield Strength iEionga-Treat- jOiameter, Strengtfi.J(0.2%Offset), i tion,merit ' in. lOOOpsij 1000 psi ; %
Reductionof Area,
jHardness,: Rockwelli C
AB
AB
A6
AB
AB
AB
AB
AB
AB
AB
AB
AB
AB
A8
"fa
%
%
| 1
i 1 V , 4
| l¥i«
1%
Wi
: iv%
: ivi
; 2V«
i; 2 V?
: 215/l6
i
1
11
I
i
j
199.0 I196.0 |
194.0 ;192.5 j
193.5 ;
191.0
194.5 |197.0 |
187.5 i190.0 '•
189.5 :192.5 i
195.0 i195.5 i
190.5 I190.5 i
188.0 ;189.0 j
198.0 1196.5 |
190.5 :
190.5 :
189.5 ;189.5
184.0 :184.5
180.5 '184.0 !
146.0149.0
139.0139.0
137.5140.0
140.0146.0
130.5139.0
134.5137.5
132.5138.5
136.0136.5
132.8132.0
141.0142.0
129.5131.0
136.5140.5
135.0137.5
128.5137.0
i 25.0! 24.0; 27.0
25.0
25.0• 22.0
• 24.D
i 21.0
I 25.0i 22.0
• 24.0
; 23.0
• 25.0: 26.0
24.0; 23.0
! 27.0• 26.0
! 24.0i 25.0
' 26.0; 25.0
; 22.0; 2i.o
23.0, 22.0
! 24.0I 23.0
41.542.3
46.447.7
38.538.8
40.242.8
41.835.4
39.541.0
43.243.5
43.Q43.0
46.045.0
42.046.3
43.040.5
30.521.5
38.036.0
35.038.0
36.038.0
38.039.0
38.039.0
40.040.0
33.039.4
39.040.0
35.042.0
38.037.0
34.040.0
41.040.0
40.041.0
39.039.0
38.039.0
34.038.0
46 -

-V
1
1
M Smooth Specimen
1
* —
Notched So*
i
i i
i i
i10* 10'
Cycles toFjiluie
00
so
in
rlOOOf
** UlATt
__«——
^ ^
1 . . . ._
" '
i?oof "*"
Fig. 12. Fatigue and creep properties of X-750.
- 47 -

10 20
MPa Jm
30 40 50 60 70
r rCondition
m 3A 4T 12a 14
100
JC
£
10
#3(X-750. AH)'»(A-286)
#12(718) ~(X-750 -#1 Temper)
!
10
.1
.01
10 20 30 40 50Stress Intensity, tai /1HT
60 70
Fig. 13. Corrosion properties of X-750.
- 48 -

a:X
u
Fe-2SNi-15Cr-2Ti-1.5Mn-l. 3Mo-0.3V
(8)
THERMALCONDUCTIVITY
800 1200 1600
T E M P - F»
WD,
a iowa,2
2 9
Fe-Z5Ni-15Cr-2Ti-l.5Mn-l.JMo-,0.3V
MEANCOEF UNEARTHERMAL EXPANSION
= (8)
—m-—(34)
-XFROM RT TOTEMP INDICATED
400 800 1200 1600TEMP - F • :
1 40
36
Fc-25Ni0.3V
/
15Cr-2T
/
ELJECTK
- l .5Mn-
CALBESL
.3Mo-
STIVITY
0 400 800 1200 1600TEMP - F
Fig. 14. Physical properties of A286.
- 49 -

zoo
400 qpO 1200 1600 2000TEMP - F
•
Fe-25Ni-15Cr-2Ti-1.5Mn-1.3Mo-0.3V 7/8 IN1800F. 1HR, OQ+1325F, 16
TIECHA RPY V
BARHR
2'-400 0 400 800 1200 1600
TEMP - F
Fig. 15. Tensile and impact properties of A286.
- 50 -

Fe-25Ni-lSCr-2Ti-l.SMn-l.3Mo-C.3V80j— BAR STOCK
16S0F. 2HRS. OQ • IJZSF. 16 HRS AC
SO
MEAN STRESS - F - KSIMF
200
100"
700FJ") F « - Z S N i - 1 5 C r - 2 T i - l - 5 M n - 1 . 3 M o - 0 . 3 V
BARQ. 1800F, 1 HR, OQ _
). t 1325F. 16 HR
100 1000 10TIME - HR
,000
Fig. 16. Fatigue and creep properties of A286.
-51 -

10 J I I I
1200
9 1
<u
oi
o
oa>enca!_C1J<
0.1Material Ht.
V 7 1 8 'T 718, #1 and Special
(B A-286, #1a A-286, Special
A 316
0.01 n t,t10 20 30 .40 50 60 70
Stress Intensity K, (MPa <Jm)
Fig. 16. Continued.
- 52 -

A S M E Specification
1. 316 ^31^131^ ^ (SA-479)
2. A286 (SA-453, Grade 660)
3. X-750 (SB-637 UNS N07750 : Grade 688 )
- 53 -

SPECIFICATION FOR STAINLESS ANDHEAT-RESISTING STEEL BARS AND SHAPES FOR
USE IN BOILERS AND OTHER PRESSURE VESSELS
SA-479/SA-479M
(Identical with ASTM Specification A 479/A 479M-90 except for editorial differences in 3.1.8, 5.1.4, 5.2, and Table 2)
1. Scope
1.1 This specification covers hot- and cold-finishedbars of stainless and heat-resisting steel, includingrounds, squares, and hexagons, and hot-rolled or ex-truded shapes such as angles, tees, and channels for usein boiler and pressure vessel construction.
1.2 The values states in either inch-pound units orSI (metric) units are to be regarded separately as stan-dards; within the text and tables, the SI units are shownin [brackets]. The values stated in each system are notexact equivalents; therefore, each system must be usedindependent of the other. Combining values from thetwo systems may result in nonconformance with thespecification.
1.3 Unless the order specifies- the applicable "M"specification designation, the material shall be fur-nished to the inch-pound units.
2. Referenced Documents
2.1 ASTM Standards:A 262 Practices for Detecting Susceptibility to Inter-
granular Attack in Austenitic Stainless SteelsA 370 Test Methods and Definitions for Mechanical
Testing of Steel ProductsA 484/A 484M Specification for General Require-
ments for Stainless and Heat-Resisting Bars, Billetsand Forgings
A 751 Methods, Practices, and Definitions for Chemi-cal Analysis of Steel Products
E 112 Methods of Determining the Average Grain Size
E 527 Practice for Numbering Metals and Alloys(UNS)
2.2 Other Document-SAE JIO86 Recommended Practice for Numbering
Metals and Alloys
3. Ordering Information
3.1 Orders for material under this specification shallinclude the following:
3.1.1 Quantity (weight or number of pieces),
3.1.2 Name of material (stainless steel),
3.1.3 Condition (annealed, or others included inSection 5,
3.1.4 Finish (see Materials and Manufacture sec-tion of Specification A 484/A 484M),
3.1.5 Applicable dimensions including cross sec-tion and length,
3.1.6 Shape (rounds, hexagons, etc.),
3.1.7 Type or UNS designation, and
3.1.8 Specification designation and year of issue,
NOTE 1—A typical ordering description is as follows: 50001b stain-less steel, annealed and centcrless ground, round bar I in. [25 mm]in diameter, 10 to 12 ft [3 m to + m] Type 304, ASTM SpecifiactionA 479-XX plus any supplementary or optional requirements.
3.2 Orders for material under this specificationshould consider including the following:
- 54 -

SA-479/SA-479M 1992 SECTION II
3.2.1 Supplementary Requirements invoked forspecific services (described at the end of this standard):51 Materials for High Temperature Service52 Corrosion Test53 Product Analysis54 Material for High Cycle Fatigue Service55 Material for Optimum Resistance to Stress Corro-
sion Cracking
3.2.2 Whether bars are to be rolled as bars or cutfrom strip or plate,
3.2.3 Preparation for delivery (see Preparation forDelivery section of Specification A 484/A 484M),
3.2.4 Marking requirements (see Marking sectionof Specification A 484/A 484M).
4. General Requirements
4.1 In addition to the requirements of this specifica-tion, all requirements of the current editions of Specifi-cation A 484/A 484M shall apply.
5. Heat Treatment
5.1 Austenitic Grades:
5.1.1 Except for the.strain-hardened type (see5.1.3), and the hot-rolled grade (see 5.1.4), all austeniticgrades of stainless steels shall be furnished in the solu-tion annealed condition, with subsequent light colddrawing and straightening permitted (see Supplementa-ry Requirement S5 if annealing must be the final opera-tion). Solution annealing for all grades except H grades(see 5.1.2) and S31254 (see 5.1.5) shall consist of (/)heating the material to a temperature of 1900°F[1040°C] minimum so that grain boundary carbidesenter into solution, and cooling rapidly to prevent grainboundary carbide precipitation; or alternatively (2) (ex-cept for the columbium and titanium stabilized grades309Cb, 310Cb, 316Cb, 316Ti, 321, 347, and 348) imme-diately following hot working while the temperature isabove 175O°F [955°C] so that grain boundary carbidesare in solution, cooling rapidly to prevent grain bound-ary carbide precipitation. When Supplementary Re-quirement S2 is invoke, all austenitic grades exceptS3O815 shall pass the intergranular corrosion test re-quirement described in S2.
5.1.2 For H grades, the minimum solution anneal-ing temperatures shall be as follows:
5.1.2.1 When hot finished, 1900°F [1040°C] for
Types 304H, 3O9H, 310H, and 316H; 1925"F [1050°C]for Types 321H, 347H, and 348H,
5.1.2.2 When cold worked prior to solution an-nealing, 1900°F [1040"C] for Types 3O4H, 309H, 310H,and 316H; 2000T [1090°C] for Types 321H, and 348H.
NOTE 2—Solution annealing temperatures above 195OT {1O65°C]may impair the resistance to intergranular corrosion after subsequentexposure to sensitizing conditions in the stabilized grades, Types 321,321 H. 347 H, 348 and 348 H. When intergranular corrosion is ofconcern, the purchaser should specify the corrosion test of S2 (tobe conducted on sensitized specimens). The manufacturer may, ifnecessary, use a lower temperature resolution anneal or a stabiliza-tion anneal after a high temperature solution anneal in order to meetcorrosion test requirements. Consideration should be given to thecorrosive media before using a stabilization anneal at less than !80O°F[98CTC]. as such a treatment may not be fully effective for all media.
NOTE 3—Grain size requirements for the H grades are described inSection 7.
5.1.3 Strain Hardened Austenitic Type 316 —When Type 316 is desired with increased mechanicalproperties, the strain hardened condition may be spec-ified and is produced by solution annealing, as de-scribed in 5.1.1, followed by strain hardening sufficientto meet the required mechanical properties. Solutionannealed and strain hardened material shall be capableof meeting the intergranular corrosion test of Supple-mentary Requirement S2.
5.1.3.1 Two strain hardened conditions havebeen established for different applications: Level 1 andLevel 2 (see the Mechanical Property Requirementstable).
5.1.4 High tensile Type XM-19 shall be in thehot-rolled or strain-hardened condition and shall becapable of meeting the mechanical property require-ments of the Mechanical Property Requirements Table2 and passing the mtergranular corrosion test pre-scribed in S2. The strain hardened condition is achievedby solution annealing followed by cold working suffi-cient to develop the required mechanical properties.
5.1.5 Solution annealing of S31254 shall consist ofheating the material to a temperature of 2100°F[1I5O°C] minimum, for an appropriate tune followedby water quenching or rapidly cooling by other means.
5.2 Austenitic-Ferritic Grades — S3255O shall be fur-nished in the annealed condition with subsequentstraightening permitted. The annealing treatment ofS3255O shall consist of heating the material to a temper-ature of 1900"F [1038°C] minimum for an appropriatetime followed by water quenching or rapid cooling byother means. The annealing treatment of S32950 shallconsist of heating the material to a temperature of1825T [995"C] to 1875°F [1025°C] for an appropriate
A93
- 55 -

PART A — FERROUS MATERIAL SPECIFICATIONS SA-479/SA-479M
time followed by water quenching or rapid cooling byother means.
5.3 Ferritic Grades — Ferritic grades shall be an-nealed to meet the requirements of the MechanicalProperty Requirements table.
5.4 Martensitic Grades:
5.4.1 All grades of martensitic steels shall be sup-plied in either the annealed condition or in the tem-pered condition as specified by the purchaser (see3.1.3). Tempered material shall be normalized, or shallbe liquid quenched from 1700T [925eC], minimum,followed by tempering in accordance with 5.4.2, 5.4.3,or 5.4.4.
5.4.2 Types 403 and 410 tempered material shallbe held at tempering temperature for at least 1 h/in.(25.4 mm) of cross section as follows:
5.4.2.1 Condition 1 — 1250T [675°C] mini-mum, 1400T [760°C] maximum.
5.4.2.2 Condition 2 — 1100°F [590°C] mini-mum, 1400T [760°C] maximum.
5.4.2.3 Condition 3 — 1050T [570°C] mini-mum, 1400T [760°C] maximum.
5.4.3 Types XM-30, and 414, and 431 temperedmaterials shall be held at 1100T [59CTC], minimum,for at least 1 h/in. [25 mm] of cross section. Maximumtempering temperature shall be 1400T [76O°CJ.
5.4.4 For S41500 heat to 1750T [955°C] mini-mum, air cool to 200°F [95°C] or lower prior to anyoptional intermediate temper and prior to the final tem-per. The final temper shall be between 1050°F [565°C]and 115O°F [620°C].
5.4.5 When the purchaser elects to perform thehardening and tempering heat treatment, martensiticmaterials shall be supplied by the manufacturer in theannealed condition (see 5.4.1). In this case it shall bethe purchaser's responsibility to apply the proper heattreatment and to conduct the tests he deems necessaryto assure that the required properties are obtained.
6. Chemical Composition
6.1 Chemical composition shall be reported to thepurchaser, or his representative, and shall conform tothe requirements specified in Table 1.
6.2 When a product analysis is performed in accord-ance with the general requirements specifications, thechemical composition thus determined shall conform
to the expanded tolerances for product analysis shownin the general requirements specifications unless Sup-plementary Requirement S3 is invoked.
6.3 Methods and practices relating to chemical anal-ysis required by this specification shall be in accordancewith Methods, Practices and Definitions A 751.
7. Grain Size for Austenitic Grades
7.1 All austenitic grades shall be tested for averagegrain size by Methods E 112.
7.2 The H grades shall conform to an average grainsize as follows:
7.2.1 ASTM No. 6 or coarser for Types 304H,309H, 310H, and 316H,
7.2.2 ASTM No. 7 or coarser for Types 321H,347H. and 348H.
7.3 For S32615, the grain size as determined in ac-cordance with Methods E 112, comparison method,Plate 11, shall be No. 3 or finer.
8. Mechanical Property Requirements
8.1 The material shall conform to the mechanicalproperty requirements specified in Table 2 for thegrades ordered. At least one room-temperature testshall be performed by the manufacturer on a samplefrom at least one bar or shape from each lot of material.
8.2 The yield strength shall be determined by theoffset (0.2%) method as prescribed in Test Methodsand Definitions A 370.
8.3 Martensitic material supplied in the annealedcondition shall be capable of meeting the hardened andtempered mechanical properties when heat treated inaccordance with the requirements of 5.4. Hardnessmeasurements shall be made at a location midway be-tween the surface and the center of the cross section.
8.4 The martensitic grades shall be capable of meet-ing the minimum hardness requirements after heattreating as specified in Table 3.
9. Corrosion Testing
9.1 Austenitic stainless steels soluttion annealed bythe alternative method (see (2) in 5.1.1) shall be testedand pass the intergranular corrosion test requirementsdescribed in S2.
- 56 -

SA-479/SA-479M
10. Certification
1992 SECTION tl
10.1 The material manufacturer's certificate of com-pliance certifying that the material was manufacturedand tested in accordance with this specification, togeth-er with a report of the results required by this specifica-tion and the purchase order shall be furnished at thetime of shipment. The certification shall be positivelyrelatable to the lot of material represented.
11. Product Marking
11.1 In addition to the marking requirements ofSpecifications A 484/A 484M, materials which havebeen heat treated in accordance with 5.1, 5.2, or 5.3,5.4 or have been strain-hardened in accordance with5.1.3 shall be identified by placement of the followingsymbols after the grade designation:
11.1.1 Austenitic Grades:
11.1.1.1 All grades in the annealed condition—A.
11.1.1.2 Strain hardened Type 316, Level 1 — SI,
1L1.L3 Strain hardened Type 316, Level 2 — S2,
11.1.1.4 Hot-rolled Type XM-19 — H,
11.1.1.5 Strain hardened Type XM-19 — S,
11.1.1.6 Material meeting Supplementary Re-quirement SI — ELT (unnecessary for H grades).
11.1.2 Austenitic-Ferrilic Grades— All grades inthe annealed condition—A.
11.1.3 Ferritic Grades — All grades in the an-nealed condition—A.
11.1.4 Martensitic Grades:
11.1.4.1 All grades in the annealed condition—A
11.1.4.2 Types 403 and 410—COND 1, COND2, or COND 3 as appropriate for the tempering temper-ature employed.
11.1.4.3 Type 414, S41500, and Type XM-30tempered materials—T.
- 57 -

PART A — FERROUS MATERIAL SPECIFICATIONS
TABLE 1CHEMICAL REQUIREMENTS
SA-479/SA-479M
UNSDesigna-
tion*Type
Composition. X
Cartxxvmax
Man-ures**.
Ptros-pho-rus.max
Euerur.max
S*con.max
Chforoium Nickel Nitrogen,max"
Molyb-denum Other Elements"
Austenrtic Gr&Oas
S20161S20910
S21600S216O3S218OOS21904S240O0S30200S30400S3 0403S30409S3WS1S30453S30600S30815S30906S3O9O9S30940
S30880S31008S310O9S31040
"112541600
S316O3S31609S31635
S31640
S31651S31653S31725S31726S321OO
S32109
S32615S34700534709
S3480O
S34809
XM-19
XM-17XM-16
XM-11XK4-29302304304L304 H304N304 LN
309S309H3O9Cb
ER308 c
310S310H310Cb
316316L316H316TI
316Cb
316N316LN
321
321H
347347H
348
348H
0.150.06
0.080.030.100.040.080.150.08C
0.0300.04-0.100.080.0300.016 max0.100.080.04-0.100.08
0.080.080.04-0.100.08
0.0200.08c
0.0300.04-0.100.08
0.08
0.080.0300.030.030.08 c
0.04-0.10
0.070.08°0.04-0.10
0.08 c
0.04-0.10
4.00-6.004.00-6.00
7.50-9.007.50-9.007.00-9.008.00-10.0011.60-14.502.002.002.002.002.002.002.000.802.002.002.00
1.00-2.502.002.002.00
1.002.002.002.002.00
2.00
2.002.002.002.002.00
2.00
2.002.002.00
2.00
2 0 0
0.0400.040
0.0450.0450.0600.06000600.0450.0450.0450.0400.0450.0450.0200.0400.0450.0450.045
0.0300.0450.0450.O45
0.0300.0450.0450.0400.045
0.045
0.0450.0450.0450.0450.045
0.040
0.0450.0450.040
0.045
0.040
0.0400.030
0.0300.0300.030
o.ox0.0300.03000300.0300.0300.0300.0300.0200.0300.0300.0300.030
0.0300.0300.0300.030
00100.0300.0300.0300.030
0.030
0.0300.0300.0300.0300.030
0.030
0.0300.0300.030
0.030
0.030
300-4.001.00
1.001,003.50-».5O1.001.00t.001.001.001.001.001.003.7-4.31.4O-2.0O1.001.001.00
0.25-0.601.501.501.50
0.801.001.001.001.00
1.00
1.001.001.001.001.00
1.00
4.80-6.001.001.00
1.00
1.00
15 00-18.0020.50-23.50
17.50-22.0017.50-22.0016.00-18.0019.00-21.5017.00-18.0017.00-19.0018.00-20.001S.0O-20.O016.00-20.0018.00-20.0018.00-20.0017.0-16.5
20.00-22.0022.00-24.0022.00-24.0022.00-24.00
19.50-22.0024.00-26.0024.00-26.0024.00-26.00
19.50-20.5016.00-18.0016.00-18.0016.00-18.0016.00-18.00
16.00-16.00
16.00-16.0016.00-18.0018.00-20.0017.00-20.0017.00-19.00
17.00-19.00
16.50-19.5017.OO-19.OC17.00-19.00
17.00-19.00
17.00-19.00
4.00-6.0011.50-13.50
5.00-7.005.00-7.008.00-9.005.50-7.502.25-3.75B.00-10.00B.OO-10.5O8.00-12.008.00-10.508.00-12.008.00-12.0014.0-15.5
10.00-12.0012.00-15.0012.00-15.0012.00-16.00
9.00-11.0019.00-22.0019.00-22.0019.00-22.00
17.50-18.5010.00-14.0010.00-14.0010.00-14.0010.00-14.00
10.00-14.00
10.00-14.0010.00-14.0013.50-17.5013.50-17.509.00-12.00
9.00-12.00
19.00-22.009.00-13.009.00-1300
9.00-13.00
9.00-13.00
0.08 -0.200.20-0.40
0.25-0.5O0.25-0.500.08-0.180.15-0.400.20-0.400.100.100.10
0.10-0.160.10-0.16
0.14.-0.20
0.10
0.10
0.18-0.220.100.10
0.10
0.10
0.10-0.160.10-0.160.100.10-0.20
1.50-3.00
2.00-3.002.00-3.00
0.20
6.O0-6.502.00-3.002.O0-3.O02.00-3.002.00-3.00
2.00-3.00
2.00-3.002.00-3.004.0-5.04.0-5.0
0.30-1.50
Cb O.10-0.30:V 0.10-0.30
Ce0.03-O.08
<Cb+ Ta) 10 x Cmin: 1.10 max
(Cb+ Ta) 10 x Cmm; 1.10 max
Cu 0.50-1.00
Ti 5 x (C + N) min;0.70 max
(Cb + Ta) 10 x Cmm; 1.10 max
Cu 0.75 maxCuO.75 maxTi 5 x (C+N) min to
0.70 max*Ti 4 x (C+NJ min to
070 maxe
Cu 1.50-2.50(Cb + Ta] 10 x C. tninCb 8 x C. min to 1.00
max(Cb+ Ta) 10 x C. min;
Ta 0.01 max; Co0.20 max
Cb 8 x C. min to 1.00max; Co 0.20 max
Austenitic-Femtic Grades
S325SOS32950
0.040.03
1.502.00
0.0400.035
0.030 1.00.010
24.0-27.026.00-29.00
4.50-6.503.50-5.20
0.10-0.250.15-0.35
29-3.91 00-2.50
Cu 1.50-2.50
Ferritic Grades
S40500S43000S43035
S44400
.-4627
S44700
S44800
405430439
XM-27
0.080.120.07
0.025
0.010'
0.010
0.010
1.001.001.00
1.00
0.40
0.30
0.30
0.0400.0400.040
0.040
0.02
0.025
0.025
0.0300.0300.030
0.030
0.02
0.020
0.020
1.001.001.00
1.00
0.40
0.20
0.20
11.50-14.5016.00-18.0017.00-19.00
17.5-19.5
25.00-27.50
28.00-30.00
28 00-30.00
0.60 max
0.50 max
1.00 max
0.50 max
0.15 max
2.00-2.50
0.04
0.035
0.015 max'
0.020
0.020
1.75-2.50
0.75-1.50
3.50-4.20
3.50-4.20
Al 0.10-0.30
Ti min = 0.20 + 4 (C+ N)
(Ti + Cb) 0.20 + 4 (C
N) min to 0.80 maxCu 0.20 max;
Cb 0.05-0.20(C •+ N) 0.025 max;
Cu 0.15 max(C + N| 0.025 max;
Cu 0.15 max
- 58 -

SA-479/SA-479M 1992 SECTION II
UNSDesigna-
tion "*Type
TABLE 1 (CONT'D)Composition. %
Carbon."max
Man-ganese,
max
Phos-pho-rus,max
Sulfur,max
Silicon,max Cnromium Nickel
Nilrogen,max"
Molyb-denum Other Elements6
Martensitic G'ades
S4O300S41000S41040S41400S41500S43100
403410XM-30414c
431
0.150150.180.150 05U.20
1.001.001.001.000.5-1.01.00
0.0400 04000400.0400.0300.040
0.0300.0300.0300.0300.0300.030
0.501.001.001.000.601.00
1- 50-13.001- 50-13.501" 50-13.50r. 50-13.501i 50-14 015 00-17.00
1.25-2.503.5-5.51.25-2.50
0.5-1.0
Cb 0.05-0.30
A New designations established in accordance with Practice E 527 and SAE JiO6c polished jointly by ASTM and SAE. See ASTM DS-56C.10
B Except as required for specific aitoy type, molybdenum, litanium. nickel, cobalt. t£":a>um. nitrogen, and copper need no! be reported but shall not be present in otthan residual amounts: trie intent being to prohibit substitution of one alloy type for archer cJue to absence of control of the above named elements m certain alloys.
c See Supplementary Requirement Si .° American Welding Society designatione Nitrogen content is lo be reported.f Product analysis tolerance over the maximum limit lor cannon and mfogen to be C 002 *.G Wrought version of CA6NM.w MaKtmum unless otherwise ind*ca^ed
- 59 -

PART A — FERROUS MATERIAL SPECIFICATIONS SA-479/SA-479M
TABLE 2MECHANICAL PROPERTY REQUIREMENTS A92
UNSDesignation
S32S5OS32950
S40500S43000,
S43035S44627S44400S44700S44800
S4030O,S410O0
S41400S41S00
S4310O
S41040
Type
XM-11XM-17, XM-18S20161S21800S30600S30815S31254S31725S31726S32615XM-19XM-19:
Up to 2 in. (50.8 mm), incfOver 2 to 3 in. (50.8 to 7b.2 mm), inclOver 3 to 8 in. (76.2 to 203.2 mm), :ncl
XM-19:Up to l ' / j in. (38.1 mm), inclOver I 1 / , to 2 'A in. (38.1 to 57.2 mm),
inclXM-29302, 304, 304H, 304LN, ER3O6£, 309S,
309K, 309Cb, 310S, 310H, 310Cb, 316,316K, 316TI, 31bCb, 316LN, 321, 321H,347, 347H, 348, 348H
304L, 316L304N, 316N316
3162 in. and underOver 2 to 2Vi '«• (S0.B to 63.5 rnmi, incl.
Over 21 / , to 3 in. (63.5 to 76.2 mini, incl.
-
405430, 439
XM-27
403, 410
403, 410403, 410403, 410414
4 3 1 "
XM-30XM-30
Condition
TensileStrength, min,
ksi tMPa]
Austenilic Grades
annealedannealedannealedannealedannealedannealedannealedannealedannealedannealedannealedhot-rolled
strain-hardened
annealedannealed
annealedannealedstrain-hardened
level 1strain-hardened
level 2strain-hardened
level 2strain-hardened
level 2
90[620]90 (620)
J25[860395 £655378[540)87[600)95[655]75[515)80[550]80[550]
1O0[6903
135C93O3115[7953100[6903
145U000)120[8253
1O0[690]75£515JC
70[485380[550385 (5853
95[6553
90[6203
80[5503
YieldStrength/min, ksi(MPa3
50 £345350 (345350(345350 C345335[240345(310)44(305)30(205335(240332(220355(3803
105£725)75£515)60 (4153
125 £8603105 £7253
55 £380330 £2053
25 £170)35(240)65 £45D)C
75(5153
65(4503
55 £380)
Austenitic-Ferritic Grades
annealedannealed
Ferrilic
annealedannealed
annealedannealedannealedannealed
110[7603100[690]
Grades
60 [415370 [485]
65 [450]60[415]70C465)70 [485]
Martensitic Grades
annealed
123temperednormalized and
temperedannealedtemperedannealedquenched and
tempered
70[485]
70(485]110[760]130(900]115(795)115(795)
115(795370(4853
12518603
80 £550)70 £485)
25(170)40(275)
40(275)45(310)55(380]5513803
40(275)
40(275185(5851
100(690390(620390[6203
90 [620340£2753
100 £6903
Elongation in2 in. or 50
mm, min, %
4540403540403540402535
202530
1215
3030
303D..-30
25
30
30
1515
2020°
20^2020
20°
2 0 "15121515
1513°13
Reduction ofArea, min.
% F
60504055
5050
4055
5050SO
4045
5010
404060
40
40
40
4545°
45°45 f
4040
45°
45°45354545
4545°45
BrinellHardness, max
212255241
293
297297
207192
217217
223
223269331321293
277321235302
NOTES:* See Section 7.8 American Welding Society designation.c Tensile strength 70 ksi [485 MPa] min permitted for extruded shapes.0 Elongation in 2 in. or 50 mm of 12% min and reduction of area of 35% min permitted for cold-finished bars.c Elongation in 2 in. of 12% min and reduction of area of 35% min permitted for cold-drawn or cold-rolled bars.' Reduction of area does not apply on flat bars ' / „ in. [4.80 mm] and under in thickness as this determination is not generally made .in
this product size.c For bars greater than 2 in. [51 mm], a cross section, 60 ksi [105.MPa] min, shall be permitted."Annealed bars shall be capable of meeting the tempered condition requirements when heat treated in accordance with 5.4.3
- 60 -

SA-479/SA-479M 1992 SECTION II
TABLE 3
RESPONSE TO HEAT TREATMENT
Heat Treatment Temperature _ . . Hardness-F (-Cl.mil Quenehant H R C m | n
403 1750(955) Air 35410 1750(955) Air 35414 1750(955) Oil 42
x Samples (or testing shall be in the form of a section not exceeding % in. (9.50mm) in thicKness.
- 61 -

PART A — FERROUS MATERIAL SPECIFICATIONS SA-479/SA-479M
SUPPLEMENTARY REQUIREMENTS
The following may be made requirements when the purchaser specifies them tobe applicable.
SI. Materials for High-Temperature Service
Sl . l Unless an H grade has been ordered, this sup-plementary requirement shall be specified for ASMECode applications for service above 1000T [540°C].When invoked, all materials shai! meet the require-ments of the corresponding H grade including chemis-try, annealing temperature, and grain size.
S2. Corrosion Tests
S2.1 Intergranular corrosion tests shall be performedby the manufacturer on sensitized specimens of Types304L, 316L, 321, 347, and 348; and for the other aus-tenitic grades, on specimens representative of the as-shipped condition. All austenitic stainless steels shallbe capable of passing intergranular corrosion tests inthe as-shipped condition. Tests shall be performed inaccordance with Practice E of Practices A 262.
S3. Product Analysis
S3.1 An analysis shall be made by the manufactureron a sample from one bar in each lot as defined inSpecification A 484/A 484M. The analysis shall meet
the requirements of Table 1. Tn the event of failure, thelot represented shall be rejected except that, at theoption of the manufacturer, each bar in the lot maybe tested for acceptance. Product analysis toleranceprovisions do not apply.
S4. Material for High Cycle Fatigue Service
S4.1 The mechanical properties of bars furnished inlengths under 20 ft [6 m] shall be determined by testingone end of each bar. Bars furnished in Lengths of 20 ft[6 m] and over shall be tested at each end.
SS. Material for Optimum Resistance to StressCorrosion Cracking
S5.1 This supplementary requirement is to be refer-enced when austenitic stainless steels are to be pur-chased in accordance with 5.1.1 with solution-annealing as the final operation and with no subsequentcold drawing permitted. Straightening is permitted asa final operation to meet the requirements of Specifica-tion A 484 unless specifically prohibited by the pur-chaser.
- 62 -

SA-479/SA.-479M 1992 SECTION li
APPENDIX
(Nonmandatory Information)
Xl.l RATIONALE REGARDING DEFINITIONOF SOLUTION ANNEALING IN 5.1.1
Xl.l It is generally recognized that austenitic stain-less steels are solution annealed by heating to a temper-ature that dissolves (takes into solution) chromium car-bides and quenching rapidly so that the chromiumcarbides will not participate in the grain boundarieswhich could cause susceptibility to intergranular corro-sion in a critically corrosive environment. Thus, solu-tion annealing also can be accomplished for non-stabilized grades by taking advantage of hot rollingtemperatures (which always exceed solution annealingtemperature requirements), maintaining hot rollingfinishing temperatures well above minimum solutionannealing requirements, and immediately quenchingintegral with hot rolling. Stabilized grades (with colum-bium or titanium added) cannot be handled this waysince they would become destabilized due to columbi-um or titanium carbide solution, without subsequentreheating.
X1.2 For Boiler Code applications involving temper-
atures where optimum resistance to creep is desired,the larger grain size of material solution annealed byreheating is generally desired. For that reason a mini-mum grain size has been required of the H grades(created for optimum elevated temperature properties)and a mandatory grain size test and report has beenadded for the non-H grades so that the information isavailable for those desiring to reclassify a non-H gradeto H grade.
X1.3 To satisfy the concerns of inadvertent assign-ment of fine grained material to elevated temperatureapplications, special marking has been added for mate-rial which meets the requirements of SupplementaryRequirement SI.
Xl.4 A mandatory test for susceptibility to intergran-ular corrosion has been added for material solutionannealed by the alternative method [see (2) in 5.1.1] sothat a history of data can be accumulated, as has beendone in the past for material solution annealed by re-heating.
- 63 -

SPECIFICATION FOR BOLTING MATERIALS,HIGH-TEMPERATURE, 50 TO 120 KSI [345 to 827 MPa]
YIELD STRENGTH WITH EXPANSIONCOEFFICIENTS COMPARABLE TO AUSTENITIC
STEELS
SA-453/SA-453M
(Identical with ASTM Specification A 453/A 453M-90)
1. Scope
1.1 This specification covers four grades of boltingmaterials with nine classes of yield strength rangingfrom 50 to 120 ksi [345 to 827 MPa] for use in high-temperature service such as fasteners for pressure vesseland valve flanges. The material requires special pro-cessing and is not intended for general purpose applica-tions. The term "bolting material," as used in this speci-fication, covers rolled, forged, or hot-extruded bars;bolts, nuts, screws, washers, studs, and stud bolts.Headed bolts and rolled threads may be supplied.
NOTE 1—Other bolting materials are covered by SpecificationA 193/A 193M and Specification A 437/A437M.
1.2 Supplementary Requirement SI of an optionalnature is provided. This shall apply only when specifiedby the purchaser in the order.
1.3 This specification is expressed in both inch-poundunits and in SI units. However, unless the order speci-fies the applicable "M" specification designation (SIunits), the material shall be furnished to inch-poundunits.
1.4 The values stated in either inch-pound units orSI units are to be regarded separately as standard.Within the text, the SI units are shown in brackets. Thevalues stated in each system are not exact equivalents;therefore, each system must be used independently of
the other. Combining values from the two systems mayresult in nonconformance with the specification.
2. Referenced Documents
2.1 ASTM Standards:A 193/A 193M Specification for Alloy-Steel and Stain-
less Steel Bolting Materials for High-TemperatureService
A 370 Test Methods and Definitions for MechanicalTesting of Steel Products
A 437/A 437M Specification for Alloy-Steel Turbine-Type Bolting Material Specially Heat Treated forHigh-Temperature Service
E 30 Test Methods for Chemical Analysis of Steel, CastIron, Open-Hearth Iron, and Wrought Iron
E 59 Practice for Sampling Steel and Iron for Determi-nation of Chemical Composition
E 139 Practice for Conducting Creep, Creep-Rupture,and Stress-Rupture Tests of Metallic Materials
12 ANSI Standards:ANSI Bl.l Unified Screw ThreadsANSI B 18.2.1 Square and Hex Bolts and Screws In-
cluding Hex Cap Screws and Lag ScrewsANSI B 18.22 Square and Hex NutsANSI B18.3 Hexagon Socket and Spline Socket Screws
- 64 -

SA-453/SA-453M 1992 SECTION Q
3. Terminology
3.1 Description of Terms Specific to This Standard:
3.1.1 bolting material — this covers rolled, forged,or hot-extruded bars; bolts, nuts, screws, washers,studs, and stud bolts; and also includes those manufac-tured by upset heading or roll threading techniques.
3.1.2 heat-treatment charge—one heat of materialheat treated in one batch. If a continuous operation isused, the weight processed as a heat-treatment chargeshall not exceed the weights in Table 1.
3.1.3 lot — a lot shall consist of the quantitiesshown in Table 2.
4. Ordering Information
4.1 The inquiry and order shall indicate the fol-lowing:
4.1.1 Quantity (weight or number of pieces),
4.1.2 Type of material (bars, bolts, nuts, etc),
4.1.3 Grade and class,
4.1.4 Method of finishing (see 5.2),
4.1.5 Type of thread desired (see 5.2.2),
4.1.6 Alternative test method option (see 7.2.4.3),
4.1.7 Bolt shape option, if any (see 8.2),
4.1.8 Thread option, if any (see 8.3),
4.1.9 Test method for surface quality, if any (seeSection 10),
4.1.10 Test location option, if any (Section 11),
4.1.11 Rejection option, if any (see 12.1), and
4.1.12 If stress-rupture testing is not required (see7.2.1).
5.2 Finishing Process:
5.2.1 The product shall be hot finished or coldfinished (ground, rough turned or cold drawn) as speci-fied on the purchase order.
5.2J2 Threads may be formed by machining orrolling. For Type 1 bolting, threading shall be per-formed after precipitation heat treatment. For Type2 bolting, threading shall be performed after solutiontreatment but prior to precipitation heat treatment.
5.3 Heat Treatment — Each grade and class shall beheat treated as prescribed in Table 3.
6. Chemical Composition
6.1 Heat Analysis— An analysis of each heat of steelshall be made by the manufacturer to determine thepercentages of the elements specified in Table 4. Thisanalysis shall be made from a test sample taken duringthe pouring of the heat. The chemical composition thusdetermined shall be reported to the purchaser or hisrepresentative and shall conform to the requirementsspecified in Table 4.
6.1.1 Steels with added lead shall not be used.
6.2 Product Analysis:
6.2.1 A product analysis may be made by the pur-chaser from tension samples representing the boltingmaterial.
62J2 Samples for chemical analysis, except forspectro-chemical analysis, shall be taken in accordancewith Practice E 59. The chemical composition thusdetermined shall conform to the requirements for prod-uct analysis variation as specified in Table 4.
6.2.3 A product analysis shall be made by themanufacturer of bar stock made from vacuum-arc re-melted steel.
6.3 Methods of Analysis—For referee purposes, TestMethods E 30 shall be used.
5. Materials and Manufacture
5.1 Melting Process:
5.1.1 The material shall be made by one or moreof the following processes: electric-furnace, inductionfurnace, or consumable-electrode practice.
5.1.2 Vacuum, protective atmospheres, or protec-tive slags may be used during melting or pouring of theheat.
7. Mechanical Properties
7.1 Tension Test:
7.1.1 Requirements— The material shall conformto the room-temperature tensile in each heat-treatmentcharge (Section 3).
7.1.2 Number of Specimens:
7.1.2.1 Heat-Treated Bars — When not more
- 65 -

PART A — FERROUS MATERIAL SPECIFICATIONS SA.-453/SA-453M
than two sizes of bars are heat treated in the same load,one tension test shall be made from each size in eachheat of material in the heat-treatment charge (see 3.2).When more than two sizes of bare are treated in thesame charge, one tension test shall be made from onebar of each of the two largest diameters from each heatof material in the heat-treating charge.
1.122 Finished Parts — One tension test shallbe made if the lot consists of parts of the same nominaldiameter. If the lot consists of parts of more than onenominal diameter, one tension test shall be made fromeach nominal diameter of each heat involved in the lot(Section 3).
7.1.2.3 The .diameter range shall be in incre-ments of Y2 in. [12.5 mm].
7.1.2.4 Tension Tests are not required on fin-ished parts that are fabricated from heat-treated barsfurnished in accordance with the requirements of thisspecification and tested in accordance with 7.1.2.1, pro-vided they are not given a subsequent heat treatment.
7.1.3 Test Location and Orientation — Specimensshall be taken in accordance with Test Methods andDefinitions A 370, Annex Al, from the bar stock usedto make the product.
7.1.4 Test Methods:
7.1.4.1 The tension test specimen shall be ma-chined to the form and dimensions prescribed in thelatest issue of Test Methods and Definitions A 370.
7.1.4.2 The yield strength shall be determinedby the offset method as described in the latest issue ofTest Methods and Definitions A 370.
7.2 Stress-Rupture Tesf
7.2.1 Requirements — The material shall conformto the stress-rupture requirements prescribed in Table5 for design temperatures above 800°F [427°C]. Materi-al not stress-rupture tested shall be permanentlystamped NR.
12 2 The number of specimens shall be the sameas the required number of tension test specimens.
72.2 The test location and orientation shall be thesame as that required for the tension test specimens.
72A Test Method:
7.2.4.1 The rupture test shall be performed inaccordance with Practice E 139.
7.2.4.2 A combination smooth and notched testspecimen, machined to the dimensions prescribed in
Fig. 1 and Table 6, shall be tested in accordance withthe stress-rupture requirements prescribed in Table 5.The test shall be continued to rupture. The ruptureshall occur in the smooth section of the bar.
7.2.4.3 As an alternative procedure and, whenspecifically approved by the purchaser, separatesmooth and notched test specimens, machined fromadjacent sections of the same piece, with gage sectionsconforming to the respective dimensions of Table 6,may be tested under the above conditions. The notchedspecimen need not be tested to rupture but shall notrupture in less time than the companion smoothspecimen.
7.2.4.4 When the minimum specified time torupture in Table 5 has been achieved, incremental load-ing may be used to accelerate the time to rupture. Atintervals of 8 to 16 h, preferably 8 to 10 h, the stressshall be increased in increments of 5000 psi [34.5 MPa]. ]Rupture location, and elongation requirements shall beas prescribed in Table 5, 7.2.4.2, and 7.2.4.3.
7.3 Hardness Test:
7.3.1 Requirements — The material shall conformto the room temperature hardness requirements pre-scribed in Table 7.
132 Number of Tests:
132.1 Bars 2 in. [50 mm] and Over— One teston each mill-treated length.
12,22 Bars Under 2 in. [50 mm] — One testper bar on at least 10% of the bars.
7.3.3 Test Locations — The hardness test shall bemade at the center of the cross section for bars up to 1in. [25 mm] in diameter, and at the midradius on bars1 in. [25 mm] and larger in diameter.
, 7.3.4 Test Method — The test shall be performedin accordance with Test Methods and Definitions A370.
8. Dimensions and Permissible Variations
8.1 Standard permissible variations in sizes of barsshall be as set forth in Table 8 for hot-rolled bars andin Table 9 for cold-finished bars.
82 Headed bolts shall be semi-finished, hexagonal inshape, and in accordance with the dimensions of ANSIB 18.2.1. Nuts shall be hexagonal in shape, and in ac-cordance with the dimensions of ANSI B 18.2.2. Unlessotherwise specified, the ANSI Standard heavy bolt and
- 66 -

SA.-453/SA-453M 1992 SECTION It
nut series shall be used. If socket head fasteners are•equired, the dimensions shall be in accordance withANSI B18.3, as specified by the purchaser.
8.3 All bolts, stud bolts, and accompanying nuts,unless otherwise specified by the purchaser, shall bethreaded in accordance with ANSI Bl.l, Class 2A to2B fit, or British Whitworth threads when specified.
8.4 Bolts, screws, studs, and stud bolts shall bepointed. Points shall be flat and chamfered or roundedat option of the manufacturer. Length of point on studsand stud bolts shall be one to two complete threads asmeasured from the extreme end parallel to the axis.Length of studs and stud bolts shall be the threadedlength and shall be measured from first thread to firstthread.
9. Workmanship, Finish and Appearance
9.1 Finished parts shall have a workmanlike finish,maximum 63 fAin. [1.6 fxm] AA on the threads, bodyunderhead fillet, and bearing area.
10. Workmanship and Quality Level Requirements
10.1 The material shall be uniform in quality andfree of defects that would be detrimental to the intendedservice. Such defects may be determined by convention-al test methods, as specified on the purchase order.
11. Inspection
11.1 The manufacturer shall afford the purchaser'sinspector all reasonable facilities necessary to satisfyhim that the material is being furnished in accordancewith the specification. Mill inspection by the purchasershall not interfere unnecessarily with the manufactur-er's operation. All tests and inspections shall be madeat the place of manufacture, unless otherwise agreedto.
12. Rejection and Rehearing
12.1 Rejection — Unless otherwise specified, any re-jection based on tests made in accordance with thisspecification shall be reported to the manufacturerwithin 60 days from the receipt of the material by
the purchaser. Material that shows injurious defectssubsequent to its acceptance at the manufacturer'swork will be rejected and the manufacturer shall benotified.
12.2 Rehearing — Specimens tested in accordancewith this specification that represent rejected materialshall be preserved for 2 months from the date of thetest report. In case of dissatisfaction with the resultsof the test, the manufacturer may make claim for arehearing within that time.
13. Certification
13.1 The producer's certification that the materialwas manufactured and tested in accordance with thisspecification together with a report of the test resultsshall be furnished at the time of shipment. The specifi-cation designation included on test reports shall includeyear of issue and revision letter, if any.
14. Product Marking -'
14.1 Bars— Each lift, bundle, or box shall be proper-ly tagged with durable tags (metal, plastic, or equiva-lent), showing the heat number, type, condition, speci-fication designation (A 453/A 453M), and size.
14.2 Bolts, Nuts, Screws, Studs, and Steel Bolts —Grade and manufacturer's identification symbols shallbe applied to one end of studs % in. [10 mm] in diameterand larger and to the heads of bolts VA in. [6 mm] indiameter and larger. (If the available area is inadequate,the grade symbol may be marked on one end and themanufacturer's identification symbol marked on theother end.) In addition to the identification symbols(grade and class) shown in Table 2, the type designation2 shall also appear on all roll-threaded bolting materialso processed. Absence of the type designation numberindicates Type 1 processed material or machine-cutthreads.
14.3 For purposes of identification marking, themanufacturer is considered the organization that certi-fies the fastener was manufactured, sampled, tested,and inspected in accordance with the specification andthe results have been determined to meet the require-ments of this specification. The specification numbermarked on the material need not include specificationyear of issue and revision letter.
- 67 -

PART A — FERROUS MATERIAL SPECIFICATIONS SA-453/SA-453M
tH
I ( Ix tF H
1 \
6
rad Detofl Slc*tch
Tr
6O«1JO*
FIG. 1COMBINATION SMOOTH-NOTCH STRESS-RUPTURE TEST SPECIMEN (SEE TABLE 5)
TABLE 1CONTINUOUS HEAT-TREATMENT CHARGE SIZESDiameter, in. |nvn|
To IV. [44]Ovar IV. |44] to 2 ' * [63)Orer 2>A (S3]
TABLE 2LOT SIZES
Oiemetar. in. (mm)
1Vfc(3«i and underO w IV* (38] to IV. (44). ndOver I K (44) to 2% [63]. ndOwer2W(63]
Weight, to [kg]
3000(140016000(2700]
12000(5400]
Maximum UX Sue. b (kg]
200(90]300(140)600(270|20 piaaes
TABLE 3HEAT TREATMENT REQUIREMENTS4
Grade CUss Solution Treatment HjrdcnnQ Traetm«nt
660
651
663
665
Aec
A
8
A
B
A
e
1650 ± 25'F (BOO ± 14*CJ. hokt 2 h. nWi, and Squid quarcft1800 * 25*F (880 ± u*c j . hokJ 1 h. min, and liquid Quench1800 ± 25*F {980 114*C]. hokJ 1 h min. and o« quench
1800 ± 25*F [980 ± 14-CJ. hokJ 2 h. tqjci quench
1950 * 25*F (1065 t WC\. hoW 2 h. io>d quercft
1800 ± 25*F (980 ± 14*C|. hold 3 h. iquid quench
2000 at 25*F [ 1095 * U*CJ. hold 3 h. h*xi quench
1325 * 2S*F (720 ± 14*C]. hold 16 h, air cool1325 ± 25»F (720 ± 14*C), hold 16 h. «r coolU25 ± 25*F (775 ± 14*C) hold 16 h. air cool1200 ± 25*F (550 4 14*C| hold 16 h. air coolhot-ookt worlwd at 12OO*F (650*C| rrtn «v<th 15 X win reductnn in crott-seewxaiare*, ttraw-ratef innejl *t 1200*F [650*C] mr. or 4 h. twihot-cok) worked at 1200*F |650*C| min wfth 15 K rrtn raduction of croet-eectionalan*. ttrMvraief ameel »t 13S0*F (730*C| min tor 4 h. irin1350 to 1400'F |730 to 76O*C1. hold 20 h. kjmaot cool to 1200 at 25*F |650 * 14*C|,hoW 20 h, ai1 COOl1350 to 1400*F (730 to 760*C). hold 20 h. tumaoe oaor to 1200 x 2S*F (650 * 14*Cj.hold 20 h. air cool1350 to 1400*f (730 to 760*C). hold 20 h. fumeoe oool to 1200 ± 25*F [650 *. 14*C|.how 20 h, air eod1350 to 14Q0*F (730 to 760*Cl. hold 20 h. iunaw ooot to 1200 ± 2S*F (650 ± 14*C].hold 20 h. air cool
* Times rater to the minimum time material Is raqurad to be at temperature.
- 68 -

SA-453/SA-453M 1992 SECTION tl
TABLE 4CHEMICAL REQUIREMENTS
C*rtx>nManganesePhosphorusSulfurSBoonNickelChromiumMolybdenumTungstenTitaniumCofumbium*AluminumVanadiumBoron
Copper
CarbonManganesePhosphorusSulfurSaconNickelChromiumMolybdenumTitaniumAluminumCopperBoron
Content. X
0.06 max2.00 max0.040 max0.030 max1.00 max24.00-27.0013.50-16.001.00-150. . .1.90-2.35
0.35 max0.10-0.500.0010-0.010
. . .
Content,*
0.08 max0.40-1.000.040 max0.030 max0.40-1.0024.00-26.0012.00-15.002.00-3.501.80-2.100-35 max050 max0.0010-0.010
Gred»660
Product AnalyM VarictkxvOver or Under. *
0.01 over0.040.005 over0.005 over0.050200.200.05. . .0.05
0.05 over0.030.0004 under to
0.001 over
Grade 662
Product Analysis. VariationOver or Under. %
0.01 over0.030.005 over0.005 over0.050.200.150.100.050.05 over0.03 over0.0004 under to
0.001 over
Contenc.%
0.28-0.350.75-1500.040 max0.030 max0.30-0.608.00-11.0018.00-21.001.00-1.751.00-1.750.10-0.35025-0.60
050 max
Content. X
0.08 max125-2.000.040 max0.030 max0.10-0.8024.00-28.0012.00-15.00125-2252.70-3.30025 max025 max0.01-0.07
Gnde651
Product Analysis Variation.Over or Under.!
0.020.040.005 over0.005 over0.050.150.150.050.050.05 over0.05. . .
0.03 ovw
Qrade665
Product Analysis Variation.Over or Under, X
0.01 over0.040.005 over0.005 over0.050200.150.100.050.05 over0.03 over0.005
1 Or coiumbum plus tantalum.
TABLE 5STRESS RUPTURE REQUIREMENTS
Grade
660651862865
O a u
A.B, andCAtndBAandBAB
TestTemperature. -
*F(*C|
1200(65011200(65011200[650l1200(650]1200(650)
Stress.
ksi
5640557570
mio
Mf>a
385275380515485
Timelo- Rupture.
mn.h*
100100100100100
55535
* The combination bar specimen shown in fig. 1 site* be ttsled continuously atthe temperature and at the minimum stress specified or at * greater stress andchal rupture in a tone not less than that specified.
- 69

PART A — FERROUS MATERIAL SPECIFICATIONS SA-4S3/SA-453M
TABLE 6TEST SPECIMEN DIMENSIONS
A9:
SpecimenType
123456Tblerance
789101112Tolerance
Mid-lengthGage Dia D andNotch-Root Ola
F
0.1250.1600.1780.2520.3570.505±0.001
3.174.064.526.409.0712.8±0.025
GageLength
G
Inches
0.50.650.751.01 32.0±0.05
Mtlimetres
12.017.020.025.040.0SO.O±1.3
ShoulderDiameter
H
0.1770.2260.2500.3750.5000.750±0.003
4.55.56.59.512.019.0±0.1
Notch-RootRadius
0.0050.0050.0050.007o.oia0.015
±0.0005
0.130.130.130.180.2S0JB±0.01
GENERAL NOTES:* Surfaces marked *, finish to 8 p.ln. [O.Z |un] rms or better.•The difference between dimensions Fand 0 shall not exceed 0.0005 In. CO.Ol mm] for specimens 1 or 2.
The difference shall not exceed 0.001 in. 10.02 mm] for specimens 3, 4, 5, or 6.c Taper the gage length 6 to the center so that the diameter 0 at the ends of the gage length exceeds the
diameter at the center of the gage length by not less than 0.0005 tn. CO.Ol. mm] nor more than 0.0015In. C0.04 mm].
" All sections shall be concentric about the specimen axis within 0.001 In. CO.OZ mm].E Thread size T shall be equal to or greater than diameter H.' Dimensions A and B are not specified.G Length of shoulder C - Y. + »/„ - 0 In. 13.2 + 0.8 mm]." Length of shoulder £ - ' / . + yM - 0 In. CIO.O + 0.8 mm].
TABLE 7MECHANICAL PROPERTY REQUIREMENTS
Grade
660651
662
665
Class
A, B, and CA
B
ABAB
Tensile Strength, min
ksi
130100
95
130125
• 170155
MPa
695690
655
895860
11701070
Yield StrengthCO.2% Offset), min
ksl
es70"60c
6 0 '50c
8580
120120
MPa
58548541541534558S550830830
Elongationfn
.. 4 x Oiam*,min, %
1518
18
15151212
Reductionof Area,min, %
1835
35
18181515
BrinellHardnessNumber
248-341217-277
212-269
255-321248-321311-388311-388
Approximate Rockwell••-•••" Hardness, B and C
rnin- •
99 HRB0-95 HRB
93 HRB
100 HRB"99 HRB32HRC32HRC
max
37HRC29HRC
28 HRC€
35 HRC35 HRC41 HRC41 HRC
•* See Fig. 6 of Test Methods and Definitions A 370.* Material sizes 3 In. [76 mmj and under In diameter. -.c Material sires over 3 In. C76 mmj In diameter. "'••••-.* Conversion numbers taken from Test Methods and Definitions A 370, Table 3D. . '* Conversion numbers taken from Specification A 193/A 193U, Table 2 Caustentticsttels); others by interpolation.
- 70 -

SA-4S3/SA.-453M 1992 SECTION H
TABLE 8PERMISSIBLE VARIATIONS IN SIZE OF HOT-ROLLED
BARS
. Specified Sire
Vi» ana* underOver V * to Vu. tadOvarV«to lft.lndOver H to 'A. tadOver »A to 1. tact
Over1to1Vfc.tadOveMVbtoiU. tadOvar1VC<to1%,lndOveritt toivi, hdOver1Vfcto2.tad
Over2to2Vk. tadOvar2%to3Vt,tadOver 3% to 4%. tadOver4Vfeto5Vk,tadOverSVfcto6Vfe.tadOvar6Vkto7%.tad
8.0 and underOver 8.0 to 11.0. tadOver 11X to 16.0. tadOver 16.0 to 22.0. aidOvw22Bto25.0.incl
Over 2S.0 to 29.0 MOver 29J0 to 32.0. hdOver 32.0 to 35A.indOver 35J) to 38.0. IndOver 38.0 to 51.0. W
OvarS1J>to«3.0.indOvw 63^) to 99.0. kidOver 89.0 to 114. hdOvar 114 to 140. tadOver 140 to 165. tadOver 165 to 191. tad
Pamvssbie Variation* bomSpecified Size
Over
Inches
0.0050.0060.0070.0080.009
0.0100.0110.0120.014Vu
Vte
v»V MV,V B
Mitrnetrw
0.130.150.1B0^0023
O^S0580.300JJ50.40
040\3.1.6^ 03 i4.0
Under
0.0050.0060.0070.0080.009
0.0100.0110.0120.014V*
000O00
0.130.150.16020023
0250280.300.350.40
00000
. 0
Out of
nouno
0X060X090X100.0120.013
0.0150.0160.0180.0210.023
0X230.0350.0460X580X700.085
0200230250.300.33
0.300.410.46
0.58
0 5 8OX91 21 51JS2 2
TABLE 9PERMISSIBLE VARIATIONS IN SIZE OF
COLD-FINISHED BARS
Pemfesfta Variation from SpecifiedSita, in. [mm]*Specified Size. ta. (mm|
Over Under
Ov*r%to1[13to25].«xd1 to1Vi[25»36l.«xd
0X02 {0X5]0X025(0X6)0.003 [0X8]
0X02 [0X5]0X025 [0X6]0X03 (CX8)
A When k It neoeesery to heat treat or heat treat and piddt after odd Menlng.btcauea of special hardness or mechanical property requirements, t* pemistfcie
• For stta tolerancas of sias over 4 ta. [100 ami the manufacturer *hc<*i be
- 71 -

PART A — FERROUS MATERIAL SPECIFICATIONS SA-453/SA-453M
SUPPLEMENTARY REQUIREMENT
The following supplementary requirement shall apply only when specified by thepurchaser in the inquiry, contract, and order.
SI. Marking
S1.1 Grade and manufacturer's identification sym-bols shall be applied to one end of studs and to theheads of bolts of all sizes. (If the available area is inade-quate, the grade symbol may be marked on one endand the manufacturer's identification symbol markedon the other end.) For bolts and studs smaller than V4
in. [6 mm] in diameter and for VA in. [6 mm] studsrequiring more than a total of three symbols, the mark-ing shall be a matter of agreement between the purchas-er and the manufacturer.
- 72 -

SPECIFICATION FOR PRECIPITATION-HARDENING NICKEL ALLOYBARS, FORGINGS, AND FORGING STOCK FOR
HIGH-TEMPERATURE SERVICE
SB-637
(Identical with ASTM Specification B 637-84a)
1. Scope
1.1 This specification covers hot-and cold-worked precipitation-hardenable nickel alloyrod, bar, forgings, and forging stock for high-temperature service (Table I).
1.2 The values stated in inch-pound unitsare to be regarded as the standard.
2. Applicable Documents2.1 ASTM Standards:E 8 Methods of Tension Testing of Metallic
MaterialsE 29 Recommended Practice for Indicating
Which Places of Figures Are to Be Consid-ered Significant in Specified LimitingValues
E 38 Methods for Chemical Analysis ofNickel-Chromium and Nickel-Chromium-Iron Alloys
E 139 Recommended Practice for ConductingCreep, Creep-Rupture, and Stress-RuptureTests of Metallic Materials
E 354 Methods for Chemical Analysis of High-Temperature, Electrical, Magnetic, andOther Similar Iron, Nickel, and CobaltAlloys
3. Descriptions of Terms Specific to This Stand-ard
3.1 bar—material of rectangular (flats), hex-agonal, octagonal, or square solid section instraight lengths.
3.2 rod—material of round solid section fur-nished in straight lengths.
4. Ordering Information
4.1 Orders for material under this specifica-tion shall include the following information:
4.1.1 Alloy (table I).4.1.2 Condition (temper) (Table 4).4.1 J Shape—Rod or bar (round, rectangle,
square, hexagon, octagon).4.1.3.1 Forging (sketch or drawing).4.1.4 Dimensions, including length.
4.1.5 Quantity (mass or number of pieces).4.1.6 Forging Stock—Specify if material is
slock for reforging.4.1.7 Finish.4.1.8 Certification—State if certification is
required (Section 15).4.1.9 Samples for Product {Check)
Analysis—Whether samples for product(check) analysis shall be furnished (9.2).
4.1.10 Purchaser Inspection—If the pur-chaser wishes to witness tests or inspection ofmaterial at the place of manufacture, the pur-chase order must so state indicating which testsor inspections are to be witnessed (Section 13).
5. Chemical Composition5.1 The material shall conform to the re-
quirements as to chemical composition pre-scribed in Table 1.
5.2 If a product (check) analysis is per-formed by the purchaser, the material shallconform to the product (check) analysis varia-tions prescribed in Table 1.
6. Mechanical Properties6.1 Tensile and Hardness Requirements—
The material shall conform to the requirementsfor tensile and hardness properties prescribedin Table 2.
6.2 Stress-Rupture Requirements—The ma-terial shall conform to the requirements forstress-rupture properties prescribed in Table 3.
7. Dimensions and Permissible Variations7.1 Diameter, Thickness, or WUUh—The per-
missible variations from the specified dimen-sions of cold-worked rod and bar shall be asprescribed in Table 5, and of hot-worked rodand bar as prescribed in Table 6.
7.1.1 Out of Round—Cold-worked and hot-worked rod, all sizes, in straight lengths, shallnot be out-of-round by more than one half.thetotal permissible variations in diameter shownin Tables 5 and 6, except for hot-worked rod Vz
- 73 -

SB-637 1992 SECTION II
in. (12.7 mm) and under, which may be out-of-round by the total permissible variations indiameter shown in Table 6.
7.1.2 Comers— Cold-worked bar shall havepractically exact angles and sharp corners.
7.1.3 Cut Lengths—A. specified length towhich all rod and bar will be cut with a per-missible variation of +to in. (3.18 mm), - 0 forsizes 8 in. (203 mm) and less in diameter or thedistance between parallel surfaces. For largersizes, the permissible variation shall be +V4 in.(6.35 mm), - 0 .
7.1.4 Straightnessfor Cold- Worked and Hot-Worked Rod and Bar—The maximum curva-ture (depth of chord) shall not exceed 0.050 in.multiplied by the length in feet (0.04 mm mul-tiplied by the length in centimeters). Materialunder Vi in. (12.7 mm) in diameter or thedistance between parallel surfaces shall be rea-sonably straight and free of sharp bends andkinks.
7.1.5 For forgings, dimensions and toler-ances shall be as specified on the order, sketch,or drawing.
7.1.6 Dimensions and tolerances for forgingstock shall be as agreed upon between thepurchaser and the manufacturer.
8. Workmanship, Finish, and Appearance8.1 The material shall be uniform in quality
and condition, smooth, commercially straightor flat, and free of injurious imperfections.
9. Sampling9.1 Lot—Definition:9.1.1 A lot for chemical analysis shall consist
of one heat.9.1.2 Mechanical Properties—A lot for ten-
sion, hardness, and stress-rupture testing shallconsist of all material from the same heat,nominal diameter or thickness, or forging size,and condition (temper).
9.1.2.1 For forging stock, a lot shall consistof one heat.
9.1.2.2 Where material cannot be identifiedby heat, a lot shall consist of not more than 500Ib (227 kg) of material in the same size andcondition (temper).
9.2 Test Material Selection:9.2.1 Chemical Analysis—Representative
samples shall be taken during pouring or sub-sequent processing.
9.2.1.1 Product (Check) Analysis shall bewholly the responsibility of the purchaser.
9.2.2 Mechanical Properties—Samples of thematerial to provide test specimens for mechan-ical properties shall be taken from such loca-tions in each lot as to be representative of thatlot
10. Number of Tests10.1 Chemical Analysis—One test per lot.10.2 Tension—One test per lot103 Hardness—One test per lot.10.4 Stress-Rupture—One test per lot
11. Specimen Preparation11.1 Rod and Bar:11.1.1 Tension test specimens shall be taken
from material in the final condition (temper)and tested in the direction of fabrication.
11.1.2 All rod and bar shall be tested in fullcross-section size when possible. When a fullcross-section size test cannot be performed, thelargest possible round specimen shown inMethods E 8 shall be used. Longitudinal stripspecimens shall be prepared in accordance withMethods E 8 for rectangular bar up to Vi in.(12.7 mm), inclusive, in thickness, which aretoo wide to be pulled full size.
11.1.3 Forging stock test specimens shall betaken from a forged-down coupon or a sampletaken directly from stock.
11.2 Forgings:11.2.1 The tension test specimen represent-
ing each lot shall be taken from a forging orfrom a test prolongation.
11.2.2 The axis of the specimen shall belocated at any point midway between the centerand the surface of solid forgings and at anypoint midway between the inner and outersurfaces of the wall of hollow forgings, andshall be parallel to the direction of greatestmetal flow.
11.2.3 The specimens, shall be the largestpossible round-type shown in Methods E 8.
11.3 Stress-rupture specimens shall be thesame as tension specimens except modified asnecessary for stress-rupture testing in accord-ance with Recommended Practice E 139.
12. Test Methods12.1 Determine the chemical composition,
mechanical and other properties of the materialas enumerated in this specification, in case ofdisagreement, in accordance with the followingmethods:
TestChemical AnalysisTensionRounding procedureStress-rupture
ASTM DesignationE 38, E 354''EgE29E139
* Methods E 38 is to be used only for elements not coveredby Methods E J54.
12.2 For purposes of determining compli-ance with the specified limits for requirementsof the properties listed in the following table,an observed value or a calculated value shallbe rounded in accordance with the roundingmethod of Recommended Practice E 29.
- 74 -

PART B — NONFERROUS MATERIAL SPECIFICATIONS SB-637
Test
Chemical compotitioa,tolerances (when ex-pressed in decimals),•ad hardness
Tensile strength tadyield strength
ElongationRupture life
Rounded Unit for Observed OrCalculated Value
nearest unit ia the last right-hand place of figures of (bespecified limit. If two choicesare possible, as when the digitsdropped are exactly i S or a 5followed only by zeros, choosethe one ending in an evendigit, with sero defined as aseven digit.
nearest 1000 psi (6.9 MP«)
nearest 1%I n
13. Inspection13.1 Inspection of the material shall be made
as agreed upon between the manufacturer andthe purchaser as part of the purchase contract.
14. Rejection and Rehearing14.1 Material that fails to conform to the
requirements of this specification may be re-jected. Rejection should be reported to theproducer or supplier promptly and in writing.
la case of dissatisfaction with the results of thetest, the producer or supplier may make claimfor a rehearing.
15. Certification
tS.t When specified in the purchase orderor contract, a producer's or supplier's certifi-cation shall be furnished to the purchaser thatthe material was manufactured, sampled,tested, and inspected in accordance with thisspecification and has been found to meet therequirements. When specified in the purchaseorder or contract, a report of the test resultsshall be furnished.
16. Product Marking
16.1 Each bundle or shipping container shallbe marked with the name of the material; con-dition (temper); this specification number; thesize; gross, tare, and net weight; consignor andconsignee address; contract or order number,or such other information as may be defined inthe contract or order.
- 75 -

SB-637 1992 SECTION II
TABLE t CfceaictlRcqaktaeats
Element
CarboeMangaaeseSilkenPhosphorusSulfurOuoQuoxnCobaltMolybdenumTitiaiomAlutntsumZirconiumBorooIronCopperNkkd
CarbccMangueseSilicoaPhosphorusSulfuiChroc&iumCobaiMolybdenumColuoiSum •*• un-
utuaTitaniwnAluminumBoroolroaCoppcNickel
CarbonMao£ueseSiliconPbospbOTUSSulphurCbroawumCobih'MolybdenumCoiumbium +
TunxlumTlunjumAluaufiumBorooIroaCopperNkke^
Compositionlimits, %
Product (Check) Analysis Varia-tions, under miu or over max, ofthe Specified limit of Element
UNS N07252 (Formerly Grade 689)
0.10-0.200.50 max0.50 max0.015 max0.015 max18.00-20.009.00-11.009.00-10.502.25-2.750.75-1.25
0.003-fl.Ol5.00 max
remainder*
0.010.03"0.030.0050.0030.250.10 under min, 0.1 S over mix0.150.070.10
0.0020.07
UNS NO75OO (Formerly Grade 684)
0.15 max0.75 max0.75 max0.015 max0.015 max15.00-20.0013.00-20.003.00-5.00
2.50-3.252.50-3.250.003-0.014.00 max0.15 maxremainder*
0.010.030.050.0050.0030. IS under min, 0.25 over max0. IS under min, 0.20 over mix0.10
0.070700.0020.070.02. . .
UNS N07718 (Formerly Grade 718)
0.08 max0.35 max0.35 max0.015 max0.015 max17.0-21.01.0 max2.80-3.304.75-530
0.65-1.150.20-0.800.006 maxremainder"4
0.30 max50.0-55.0
0.010.030.030.0050.0030750.030.05 under min, 0.10 over max0.15 under min. 0.20 over max
0.04 under min, 0.05 over max0.05 under mia, 0.10 over ttux0.002
0.030.35
Competitionlimits, %
Product (Check) Analyst Varia-tions, under min oc over max, ofthe Specified Limil of Element
UNS N07001 (Formerly Grade 6X5)
0.03-0.101.00 max0.75 max0.030 max0.030 max18.00-21.0012.00-15.003.50-5.002.75-3.251.20-1.600.02-0.120.003-0.012.00 max0.50 maxremainder^
0.010.030.050.0050.0050.250.150.100.070.100.01 under min, 0.02 over max0.0020.050.03
UNS NO775O (Formerly Grade 688)
0.0S max1.00 max0 JO max
0.01 max14.00-17.00l.OOmax"
0.70-1.20
2.25-2.750.40-1.00. . .5.00-9.000 3 0 max70.00 min c
0.010.030.03
0.0030.15 under mio, 0.25 over maji0.03
0.05
0.070.05 under min, 0.10 over max
0.100.030.45
UNS NO7O8O (Formerly Grade 80A)
0.10 max1.00 max1.00 max
0.015 max18.00-21.00-
1.80-2.70030-1.80
3.00 max
remainder*
0.010.030.05
0.0030.25
0.05 under mia. 0.07 over max0.05 under min, 0. EO over max
0.07
A Tfee elenn" If cetermined.c Ntciel + cobalt.
- 76 -

PART B — NONFERROUS MATERIAL SPECIFICATIONS SB-637
TABLE 1 TanBe nmi HaHaeu Requirements*
Alloy
N07252
N07001
N07500 (rod and bar)
N07500 (forgings)
N0775O Type 1
N0775O Type 2C
N07750Type2°
MO775OType3
NO77I8
NO7O8O
Heat Treatment
solution + precipitation harden
solution 4- stabilize 4- prccipi-talion harden
anneal + solution 4- stabilize+ precipitation harden
solution + stabilize + precipi-tation harden
solution at 2IOO°F (1I49°C)+ stabilize 4- precipiutioo
solution it I8OO°F (982°C) 4-precipitation harden
solution at 1800T (982'C) +precipitation harden
solution anneal at 2O00'F<IO93"C) + precipitationharden
solution + precipitation harden
solution + stabilize + precipita-tion harden
TensileStrength,min, pji(MPa)
160 000(1100)160 000(1100)175 000(IM5)170 000(1170)140 000(965)
170 000(1170)170 000(1170)160 000(1103), min185 000(1276), max185 000(1275)135 000(930)
YieldStrength (0.2
% offset),rain, psi(MPa)
90 000(620)110 000(760)I0S 000(725)100 000(690)
90 000(620)
115 000(790)115 000(790)100 000(689), min130 000(896), mat150 000(105)
90 000<*20)
Elonga-tion in 2in.(50mm) or
AD, min.%
20
15'
15
20
8
IS
15(10)*20
12(6)1
20
Reductionof Area.min. %
18
18"
15
18
IS
15(\2f20
15
BrinellHardness
310 min
310 min
310 min
310 min
262 min
302 to 363
302 to 363
267-363.Bm
27-40, Re
331 min
* The supplier shall demonstrate that the material will meet fatly beat-Created properties after full heat Ireatment inaccordance with Table 4.
* Forging*.p Up to 2.50 in. (63.5 mm), exclusive." 2.50 to 4.00 in. (63 J to 101.6 mm), exclusive." These values apply for tension specimens machined langentially from near the center of Urge disk forgings over 50 in.'
in cross section or radially from rings 3 in. (76.2 mm) or more in thickness.
TABLE 3 Stress-Rupture Re*tk«»enrs*
Alloy Heal TreatmentTest Tem-
perature, *FCO
Stress, psi(MPa)*
MinimumHours
Elongation in 2 in.or 50 mm (or 4 0 ) ,
min, %
N07252
N07001
N075O0 (rod and bar)
N075O0 (forgings)
N07750 Type 1
N077I8
N07080
solution + precipitation harden
solution 4- stabilize 4- precipitationharden
anneal 4- solution 4- stabilize +precipitation harden
solution 4- stabilize 4- precipitationbarden
solution at 2IO0°F (1149"C) 4- su-bilize 4- precipitation harden
solution 4- precipitation harden
solution 4- stabilize 4- precipitationharden
1500(816)1500(816)1500(816)1500(816)1350(732)1200(649)1400(760)
30 000(205)
33 000(230)
38 000(260)
38 000(260)
45 000(310)
100 000(690)
47 000(325)
100
100
too
100
100
23
23
10
5
5
S
5 (3 if hours exceed136)
5
3J
* The supplier shall demonstrate thai the material will meet fully heat-treated properties after full heat treatment inaccordance with Table 4.
' Test specimens meeting minimum requirements may be overloaded to produce rupture in a reasonable and practical timeperiod.
- 77 -

SB-637 1992 SECTION II
TABLE 4 Heat Tmbaeat*
Alloy
Recom-mended An-
nealingTreatment
Recommended Sohi-lioo Treatment
Recommended Sta-bilizing Treatment
Precipitation Harden-ing Treatment
N07252
N070O1
NO75O0
N07750 Type 1(Service above1IOO°F)(593°C)
N07750 Type 2(Service up toH00°F)(593°C)
NO7750 Type 3
N077I8
NO7O80
2150 ± 25"F(1177 ±I4°C). bold 2h. air cool
(oars only)
1950 ± 25*F (1066 ±I4*C), hold 4 b. air cool
1825 to 1900*F (996 toi036°C).hotd4h,oilorwater quench
1975 ± 25'F (1080 ±14'C). hold 4 h, air cool
2100 ± 25°F (1149 ±iVC).hold2to4h,a ircool
1800 ± 25°F (982 ±I4°C), hold Y> h min.cool at rate equivalentto air cool or faster
I975-2O5O*F(IO79-1I2I*Q, hold 1 to 2 h.air cool
1700 to I85OT (924 to10l0"C), hold 'A h min.cool at rate equivalent toair coot or faster
1950 ±25*F( 1066 ± WQ,hold 8 h. air cool
1550 ± 25'F (843 ±I4°C), hold 4 h, aircool
1550 ± 25°F (843 ±14-C). hold 24 h.air cool
1550 ± 25*F (843 ±WC). hold 24 h.air cool
1560 ± 25T (849 ±14*O, hold 24 h. sircool
1403 ± 25°F (750 ±14-C). hold 15 h, aircool or furnace cool
1400 ± 25°F (760 ±I4°C), hold 16 h, aircoot or furnace cool
1400 ± 25°F (760 ±14°C), hold 16 h. aircool or furnace cool
!30O±25°F(7O4:t 14'C)hold 20 h. air cool orfurnace coot
1350 ± 25°F (732 ±14 °C). hold 8 h. furnacecool to 1150 ± 25"F(621 ±I4°C). hold untiltoul precipitation heattreatment h u reachedIB h, air cool
l30O±25*F(7O4± \*XXhok) 20 h, + 4 - 0 h, aircool
1325 ± 2 5 T (718 ± I4"Q,hold at temperature for 8h, furnace cool to 1150 ±25T(62I ± I4*Q, hoWunlit tout precipitationheat treatment time hasreached 18 h, air cool
1290 ± 25T(699± 14'Q,hold 16 h. air cool
* The purchaser shall designate on the purchase order or inquiry any partial stage of heat treatment required on materialto be shipped.
TABLE S Permissible Vtrillions in Diameter or EHstaace Betwee* Parallel Surfaces of CoM-Worted Rods and Bars)
Permissible Variations from Specified Dimension, in.(mm)Specified Dimension, in. (mmf*
Plus Minus
Rods:K.io*i«(l.59lo4.76),excltt.to Vi (4.76 to 12.70), exelV, u> % (12.70 to 23.81), indOver '«« to l%s (23.81 to 49.2), inclOver I'Vis to 2W (49.2 to 63.5), incl
Bars:K.toK»(l.59to4.76),exdMt to 14 (4.76 to 12.7), exd
00
0.001 (0.025)0.0015 (0.038)0.002 (0.051)
00
0.002(0.fJ5l)0.003 (0.076)0.002(0.051)0.003 (0.076)0.004(0.102)
0.002(0.051)0.003 (0.076)
A Dimensions apply to the diameter of rods, to the distance between parallel surfaces of hexagonal, octagonal, and squarebar, and separately to width and thickness of rectangular bar.
TABLE « PenttSsMe Variation hi Go-tut m Dbtaacc Bettreea Paraftd Surfaces of Ho<-Worte* R o * mm* Bmn
Specified Dimension, in. (mm)'
Permissible Variations from Specified Dimension, in.(mm)
Rod and bar, bot-finisbed:I (25.4) and underOver 1 to 2 (25.4 to 50.8). mdOver 2 to 4 (50.8 to 101.6), indOver 4(101.6)
Rod, bot-fuiishod and rough-turned or ground:Under 1 (25)1 (25) and over
+
0.016(0.406)0.031 (0.787)0.047(1.19)0.125(3.18)
0.005(0.13)0.031 (0.79)
-
0.016(0.406)0.016 (0.406)0.031 (0.787)0.063(1.60)
0.0O5(O.t3)0
•* Dimensions apply to the diameter of rods, to the distance between parallel surfaces of hexagonal, octagonal, and squarebar, and separately to width and thickness of rectangular bar.
- 78 -

INIS
KAERI/AR-561/2000
(AR,TR
2000. 3.
p. 78 a O ), 21X29.7 Cm.
OO TT
.a.
3.5L£\5L
. Baffle/FormerirMS
1131^ 7ov, control rod guide tube split pin-tr Alloy X-750, core support system
^ A286 ^°1^ 7l^la| lp3 - -Ir

BIBLIOGRAPHIC INFORMATION SHEET
Performing Org.Report No.
Sponsoring Org.Report No
Standard Report No. INIS Subject Code
KAERI/AR-561/2000
Title / Subtitle Degradation of fastener in reactor internal of PWR
Project Managerand Department(or Main Author)
D. W. Kim, Nuclear Materials Technology Development Team
Researcher and
Department
W.S. Ryu, J.S. Jang, S.H. Kim. W.G. Kim,M.K. Chung, C.H. HanNuclear Materials Technology Development Team
Publication
PlaceTaejon Publisher KAERI
Publication
Date2000. 3.
Page p. 78 111. & Tab. Yes(O), No ( ) Size 21 X 29.7cm.
NoteClassified Open(O), Restricted( ),
Class DocumentReport Type State of the Art Report
Sponsoring Org. Contract No.
Abstract (15-20 Lines)
Main component degraded in reactor internal structure of PWR is fastener
such as bolts, stud, capscrew, and pins. The failure of these components may
damage nuclear fuel and limits the operation of nuclear reactor. In foreign
reactors operated more than 10 years, an increasing number of incidents of
degraded thread fasteners have been reported. The degradation of these
components impair the integrity of reactor internal structure and limit the life
extension of nuclear power plant. To solve the problem of fastener failure, the
incidents of failure and main mechanisms should be investigated. The purpose of
this stat-of-the-art report is to investigate the failure incidents and mechanisms
of fastener in foreign and domestic PWR and make a guide to select a proper
materials.
There is no intent to describe each event in detail in this report This report
covers the failures of fastener and damage mechanisms reported by the
licensees of operating nuclear power plants and the applicants of plants
constructed after 1964. This information is derived from pertinent licensee event
reports, reportable occurrence reports, operating reactor event memoranda, failure
analysis reports, and other relevant documents.
Subject Keywords(About 10 words)
Internal, Bolt, Split pin, Stud