Embed Size (px)
Citation preview

8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 1/11
3. Technical condition assessment
of the welds of various types,using modern automatic devices
for ultrasonic control
Vladimir F. Chaburkin, Doctor of Science

8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 2/11
AUTOMATED NON-DESTRUCTIVE ULTRASONIC CONTROL
Service Description Characteristics of Objects PresentedDocumentation
Automated ultrasonictesting of welded joints of equipment and pipelines
made of perlite andaustenitic steels.
Test reports.Classification of the welded
joint flaws.
Examination of defectiveequipment parts andpipelines and establishing
actual defect parameters.
Experts’ findings on the type,location, size, and position of the defect.
Evaluation of dander levelin defective equipmentcomponents andassessment of the
equipment and pipelinework-life resource.
Experts’ findings on theadmissibility of the currentloads (based on the StrengthReports).
Monitoring of theequipment and pipeline'stechnical conditions.
The material thickness: inexcess of 5 mm.
Pipeline diameters: 100 mmand more – up to the flatness.Types of welded joints:circular, longitudinal.
Experts’ findings on how thedefect parameters change inthe process of operation.

8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 3/11
THE ALGORITHM FOR CONTROL AND EVALUATION OFWELD JOINT CONDITIONS
Regular ultrasonic control at ahigher sensitivity level(+6 ÷ 12db)
Manual or Automatedcontrol control
Unfit accordingto the current
standards
Unfit accordingto the current
standards
Expert data analysis
Expert control of
defective zones Strength analysis andresource evaluation
Periodicmonitoring
Fit during acertain time
period Unfit
TTTOOO BBBEEE R R R EEEPPP A A AIIIR R R EEEDDD
TTTOOO OOOPPPEEER R R A A ATTTIIIOOONNN

8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 4/11
THE RESOLUTION OF THE HOLOGRAPHIC ANDTRADITIONAL CONTROL
Thickness of the metal, mm
R e s o l u t i o n , m m Holographic control
Traditional control
8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 5/11
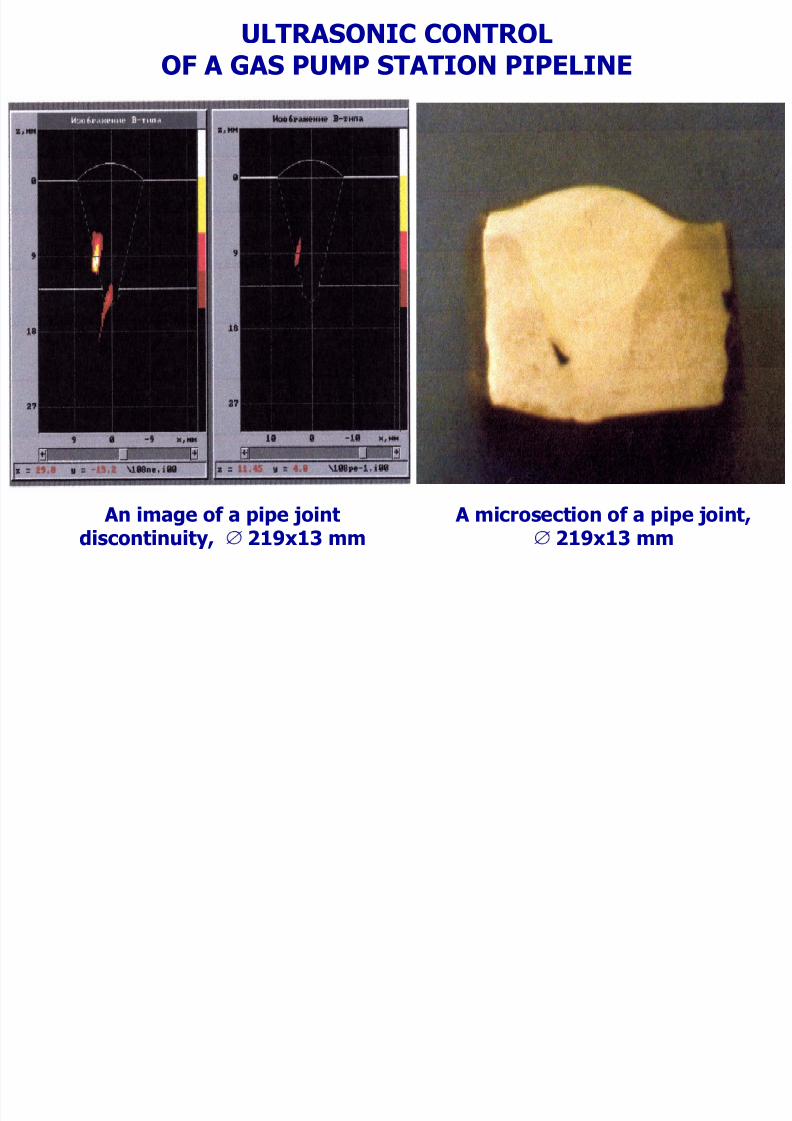
ULTRASONIC CONTROLOF A GAS PUMP STATION PIPELINE
An image of a pipe jointdiscontinuity, ∅ 219 х13 mm
A microsection of a pipe joint,∅ 219 х13 mm

8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 6/11
GENERAL VIEW OF THE ULTRASONIC CONTROL SYSTEM
8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 7/11
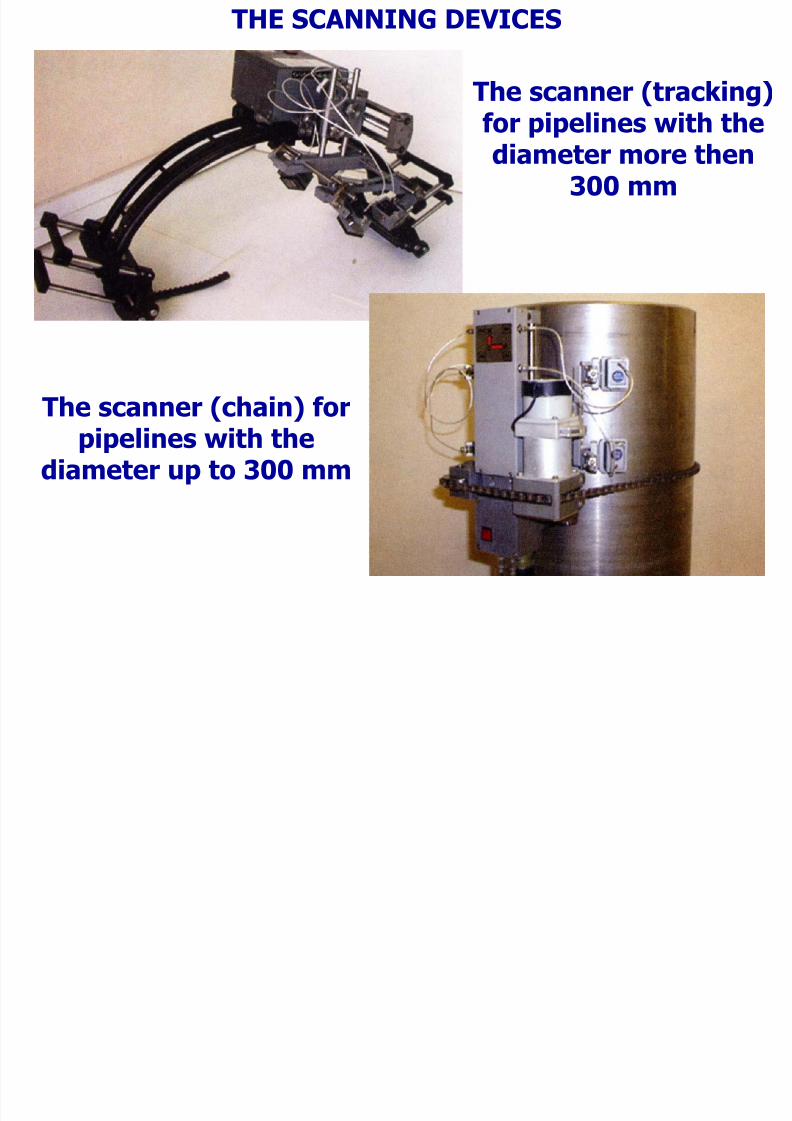
THE SCANNING DEVICES
The scanner (tracking)for pipelines with thediameter more then
300 mm
The scanner (chain) forpipelines with the
diameter up to 300 mm
O O C C CO O O O S

8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 8/11
EXAMINATION OF TECHNICAL CONDITION OF OIL PIPELINES
Classification of flaws detected by complexultrasonic testing of oil pipeline circular welds.
Distribution of dimensions of flaws detected bycomplex ultrasonic testing of oil pipeline
circular welds.
66 %Length < 25mmHeight < 2 mm
17 %Length > 25mmHeight < 2 mm
8 %Length < 25mmHeight > 2 mm
9 %Length > 25mmHeight > 2 mm
73 %Lack of penetration
10 %Defect typeunidentified
3 %Point
defects
0,7 %Three-
dimensionaltype
6 %Two-
dimensionaltype
8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 9/11
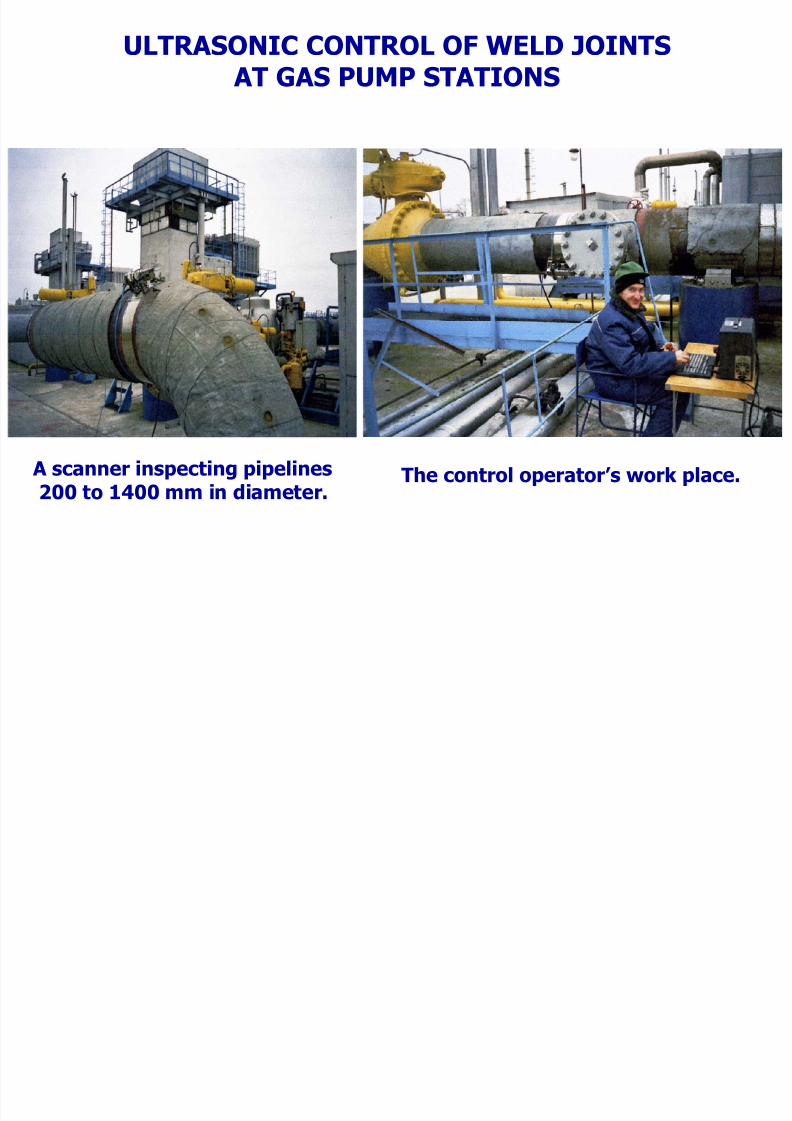
ULTRASONIC CONTROL OF WELD JOINTS AT GAS PUMP STATIONS
A scanner inspecting pipelines200 to 1400 mm in diameter.
The control operator’s work place.
8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 10/11
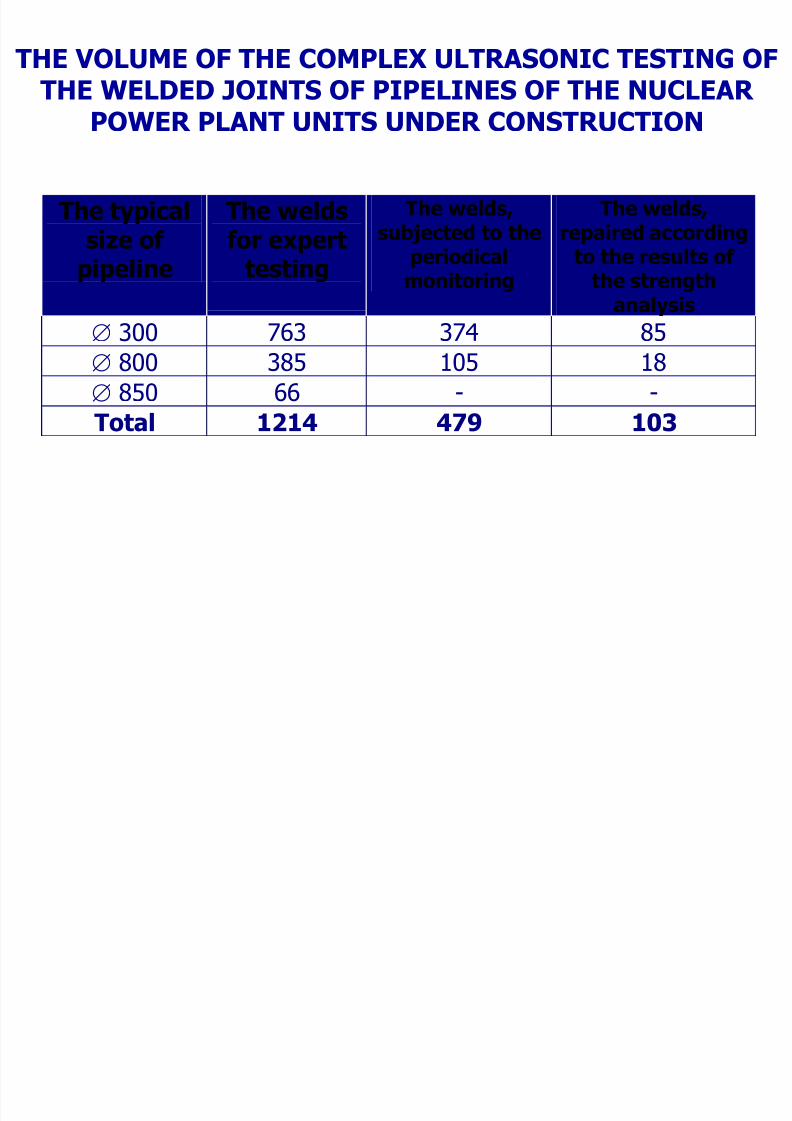
THE VOLUME OF THE COMPLEX ULTRASONIC TESTING OFTHE WELDED JOINTS OF PIPELINES OF THE NUCLEAR
POWER PLANT UNITS UNDER CONSTRUCTION
The typicalsize of
pipeline
The weldsfor expert
testing
The welds,subjected to the
periodicalmonitoring
The welds,repaired according
to the results of the strength
analysis ∅ 300 763 374 85
∅ 800 385 105 18
∅ 850 66 - -
Total 1214 479 103

8/8/2019 3- Automated Ultrasonic
http://slidepdf.com/reader/full/3-automated-ultrasonic 11/11
THE SCOPE OF COMPREHENSIVE (CONVENTIONAL ANDEXPERT) ULTRASONIC CONTROL OF WELD JOINTS AT
NUCLEAR POWER PLANTS UNDER CONSTRUCTION
Pipelinestandard size
Totalnumberof weld joints
Defectivewelds
detectedby USC
AdmissibleDisccontinuitywelds detected
by USC
Welds forexpert controland strength
analysis
Sent to berepaired
∅ 850 х 65 40 0 14 14 0The
firstcircuit
∅ 1200 х 75 8 5 1 8 0
∅ 630 х 25 198 17 42 80 1
∅ 530 х 75 214 2 12 14 0
∅ 426 х 28 216 73 17 94 1
∅ 325 х 19 157 28 14 42 0
∅ 273 х 16 80 20 4 24 0
The
secondcircuit∅ 219 х 13 43 12 5 17 1
Total 956 157 109 293 3




![Automated ultrasonic testing during production: Avoiding ... · 1970 to the present and projection to 2020 [1, 2]. Several NDI methods, automated or semi-automated, have been used](https://img.dokumen.tips/doc/110x75/5f70ca0c0f952403af1560e7/automated-ultrasonic-testing-during-production-avoiding-1970-to-the-present.jpg)
























