Embed Size (px)
Citation preview
Design for Six Sigma ed applicazioni Minitab in FIMEElica Motors
Milano – 17 Maggio 2017
Leonardo Vitaletti – R&D Manager Fans & Motors

2
Elica Corporation
Today N#1 Player
Worldwide in Hoods
2016 Turnover
439.3 € M
3,600 Employees

3
19 MlnHoods + Motors
Cooking Net Sales:Own Brand 44%
Client Brand 56 %2’ & 3’ Player produce
respectively 30% & 60% less than Elica

4Elica Corporation Industrial Sites: 8
Unique world wide player

5
Refrigeration: BLDC Motors Heating: Gas Blowers
Appliances: Induction Fans
and MotorsVentilation: Induction Fans
and Motors
FIME Motor Business
6
Esempio di applicazione dell’approccio Six Sigma su un progetto

7
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
ANALISI DEL VALORE
DOE
R&R
PPAP
CONTROL PLAN
ANALISI DI PROCESSO
CONFRONTO TECNOLOGIE DI STAMPAGGIO
OBIETTIVI DA PROJECT CHARTER
CONFRONTO TECNOLOGIE DI STAMPAGGIO
Approccio progettuale
8
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
Project Charter: Obiettivi, Business Case e Specifica

10
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
Tecnologia e specifiche tecniche
Squilibrio statico max
Diametro mozzo
Oscillazione

11
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
Casi in esame
12
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
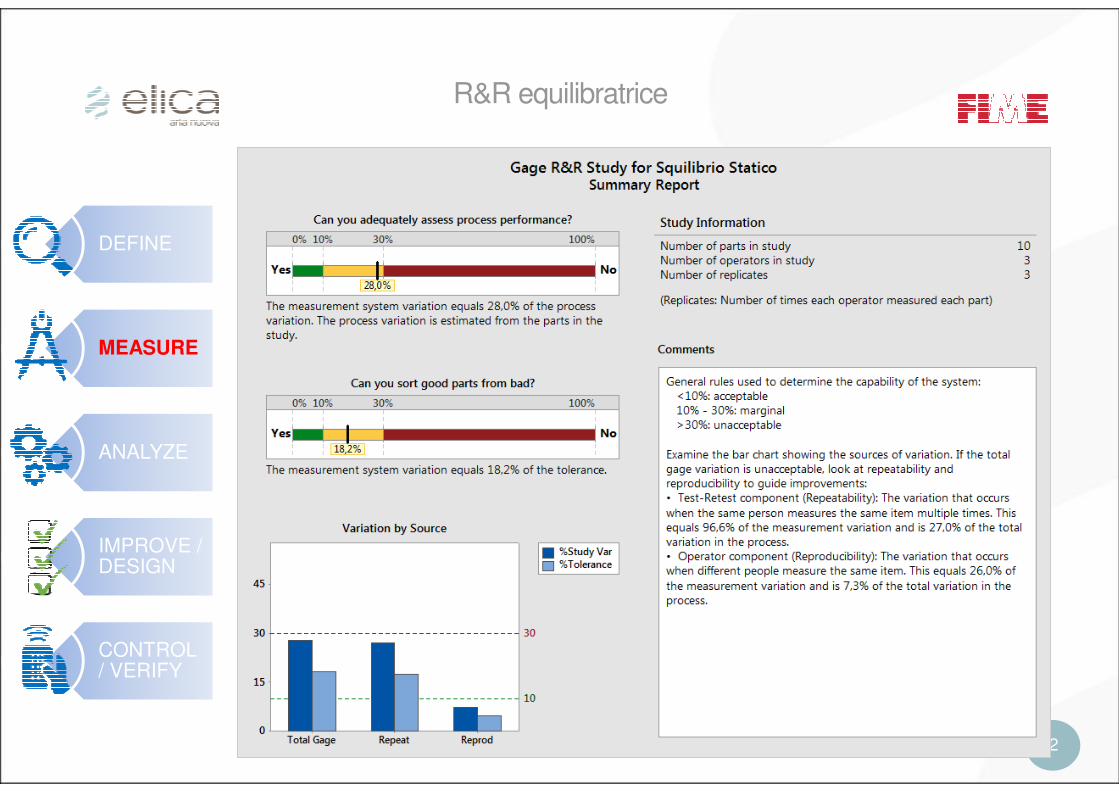
R&R equilibratrice

13
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
Analisi di del processo si stampaggioConfronto tra le tecnologie (1)
S.G. S.G.
H.I. H.I.
1,27
0,83
14
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
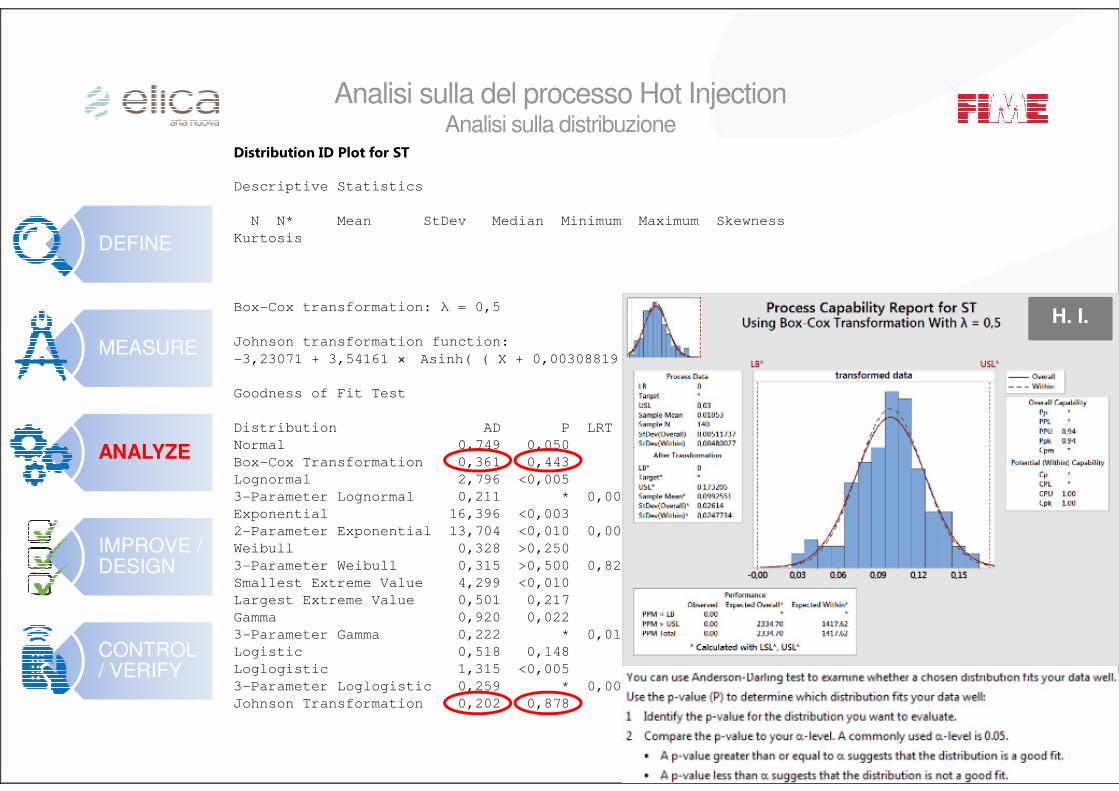
Distribution ID Plot for ST
Descriptive Statistics
N N* Mean StDev Median Minimum Maximum Skewness
Kurtosis
Box-Cox transformation: λ = 0,5
Johnson transformation function:
-3,23071 + 3,54161 × Asinh( ( X + 0,00308819 ) / 0,0123969 )
Goodness of Fit Test
Distribution AD P LRT P
Normal 0,749 0,050
Box-Cox Transformation 0,361 0,443
Lognormal 2,796 <0,005
3-Parameter Lognormal 0,211 * 0,000
Exponential 16,396 <0,003
2-Parameter Exponential 13,704 <0,010 0,000
Weibull 0,328 >0,250
3-Parameter Weibull 0,315 >0,500 0,822
Smallest Extreme Value 4,299 <0,010
Largest Extreme Value 0,501 0,217
Gamma 0,920 0,022
3-Parameter Gamma 0,222 * 0,010
Logistic 0,518 0,148
Loglogistic 1,315 <0,005
3-Parameter Loglogistic 0,259 * 0,000
Johnson Transformation 0,202 0,878
H. I.
Analisi sulla del processo Hot InjectionAnalisi sulla distribuzione

15
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
7654321
N Lotto
Interval Plot of ST vs N Lotto95% CI for the Mean
standard deviations are used to calculate the intervals.
H. I.
H. I.
Analisi sulla del processo Hot InjectionANOVA
16
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
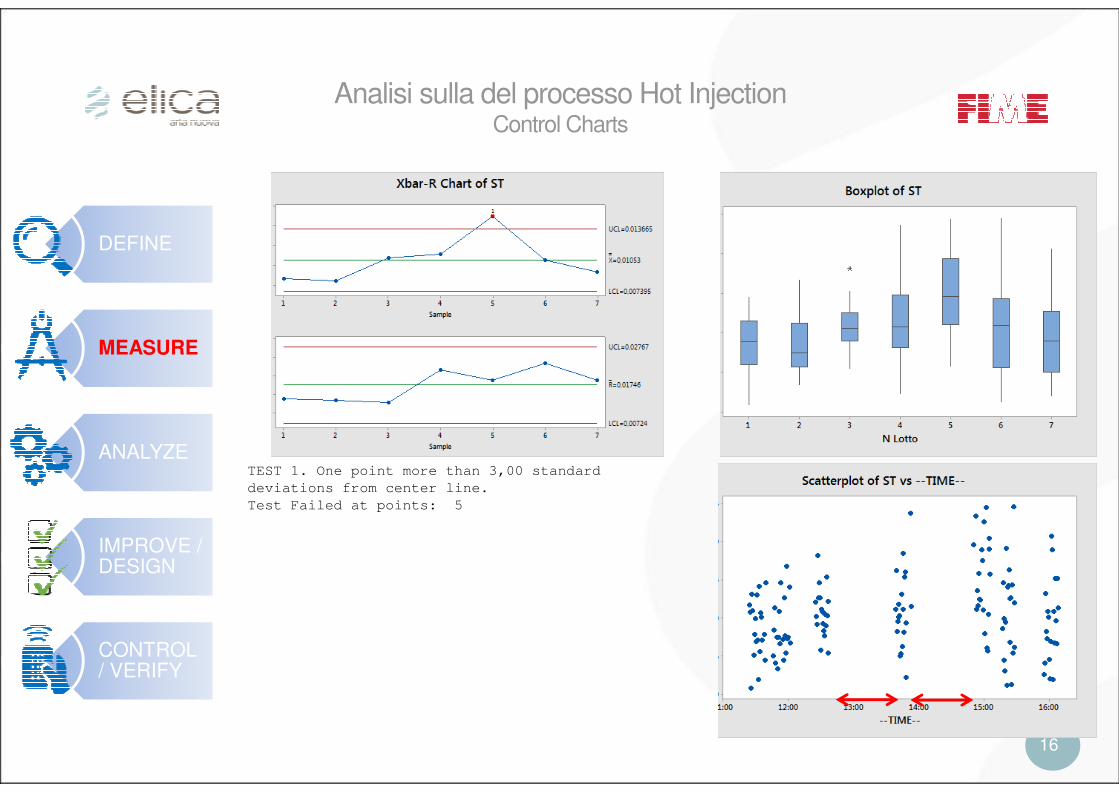
Analisi sulla del processo Hot InjectionControl Charts
TEST 1. One point more than 3,00 standard
deviations from center line.
Test Failed at points: 5

17
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
Analisi sulla del processo Hot InjectionIpotesi sulla variabilità tra lotti
Flu
idit
à(p
rop
orz
ion
ale
a 1
/vis
cosi
tà;
mis
ura
ta in
mm
di s
corr
ime
nto
de
l m
ate
ria
le s
u u
na
spir
ale
)Umidità relativa [%]
Fluidità vs Umidità relativa
18
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
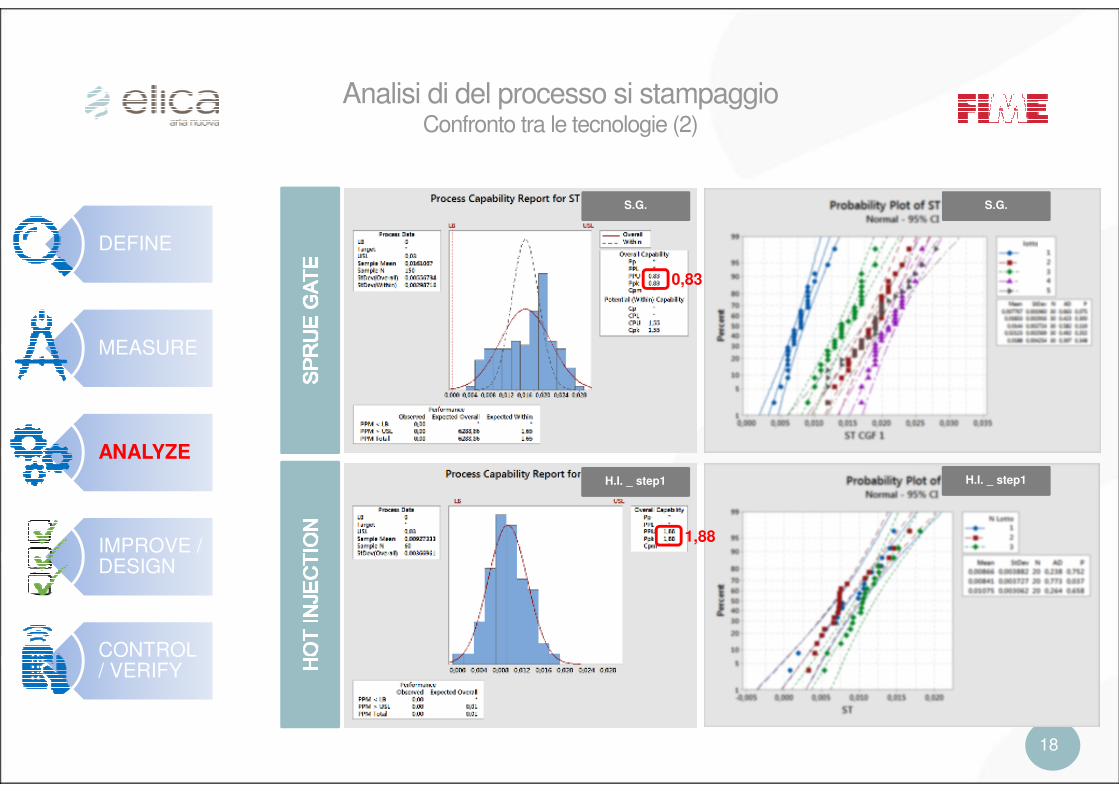
Analisi di del processo si stampaggioConfronto tra le tecnologie (2)
S.G. S.G.
H.I. H.I.
1,27
0,83
1,88
H.I. _ step1 H.I. _ step1
19
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
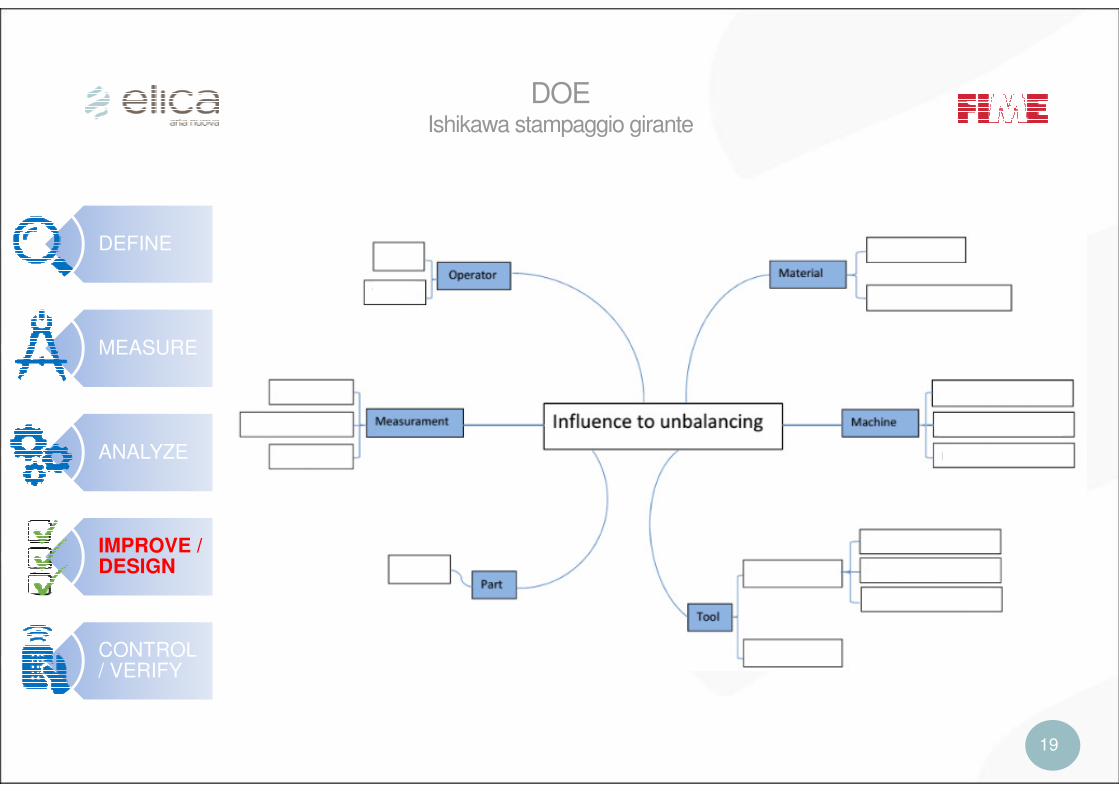
DOEIshikawa stampaggio girante

20
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
DOE Schema funzionale stampaggio girante
T Pc Pm
Parametri di controllo (input e noise)
x1 x2 xn
Parametri intermedi di funzionamento
X1 X2 Xn
Prestazione finale da ottimizzare
Y1 Y2 Yn
t
t_Tmax
Pmax
Squilibrio ST Peso
H. I. P
RO
CE
SS
Oscillazione
Tmax
T_Pmax
T_amb: costante
Materia Prima: singolo batchTempo di essiccamento
v
FULL FACTORIAL PLAN – 5 factors
MEAN & VARIABILITY ANALYSIS – 5 trials per factor

21
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
DOEAnalisi Correlazione parametri intermedi di funzionamento
Correlation: Stat; Oscill.; Weight; Tm; t_Tm; Pm; t_Pm
Stat Oscill. Weight Tmax t_Tmax Pmax
Oscill. 0,128
0,125
Weight -0,769 -0,125
0,000 0,133
Tmax -0,064 -0,289 0,243
0,424 0,000 0,002
t_Tmax -0,349 0,070 0,396 -0,070
0,000 0,400 0,000 0,380
Pmax -0,742 -0,400 0,859 0,299 0,297
0,000 0,000 0,000 0,000 0,000
T_Pmax 0,191 0,093 -0,178 -0,170 0,733 -0,178
0,016 0,264 0,024 0,032 0,000 0,024
Cell Contents: Pearson correlation
P-Value
22
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
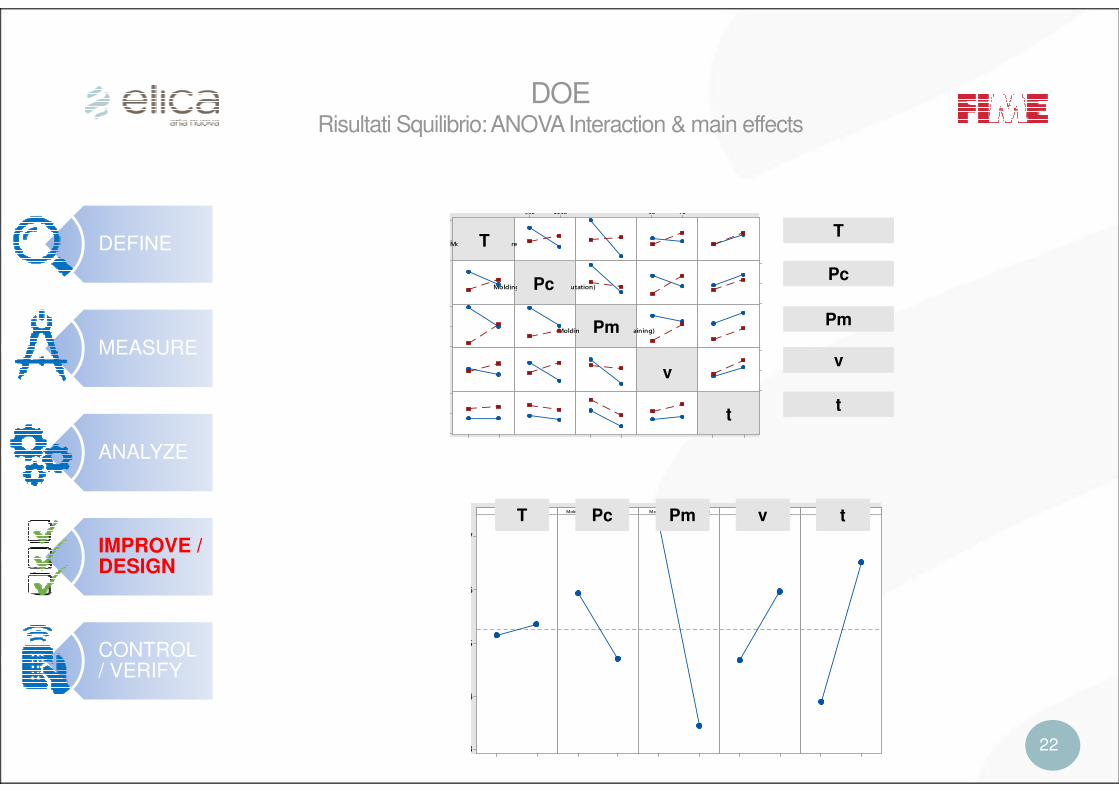
DOERisultati Squilibrio: ANOVA Interaction & main effects
3010
1150950 7030
300270 1050500
Molding Temperature
Molding pressure (commutation)
Molding pressure (maintaining)
Injction speed
Cooling time
7
6
5
4
3
Molding Temperature Molding pressure (commutation) Molding pressure (maintaining) Injction speed Cooling time
T
Pc
Pm
t
v
T Pc Pm tv
T
Pc
Pm
t
v

23
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
DOEFactorial Design Analisi
DOE STAT - 5 TERM
Model Summary
S R-sq R-sq(adj) R-sq(pred)
0,0052046 54,88% 49,24% 40,91%
DOE OSCILL - 5 TERM
Model Summary
S R-sq R-sq(adj) R-sq(pred)
0,0312392 89,54% 87,95% 86,00%
DOE WEIGHT - 5 TERM
Model Summary
S R-sq R-sq(adj) R-sq(pred)
0,166853 97,97% 97,64% 97,26%
Term
ABCD
ABDE
ABCDE
AD
ACDE
BDE
AB
E
ACE
BD
ABC
D
BC
C
AC
76543210
A Molding Temperature
B Molding pressure (commutation)
C Molding pressure (maintaining)
D Injction speed
E Cooling time
Factor Name
Standardized Effect
1,448
Pareto Chart of the Standardized Effects(response is Stat; α = 0,15)
0,010,00-0,01
99,9
99
90
50
10
1
0,1
Residual
Pe
rce
nt
0,0300,0250,0200,0150,010
0,010
0,005
0,000
-0,005
-0,010
Fitted Value
Re
sid
ua
l
0,0080,0040,000-0,004-0,008-0,012
20
15
10
5
0
Residual
Fre
qu
en
cy
160
150
140
130
120
110
1009080706050403020101
0,010
0,005
0,000
-0,005
-0,010
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Stat
A: T
B: Pc
C: Pm
E: t
D: v
24
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
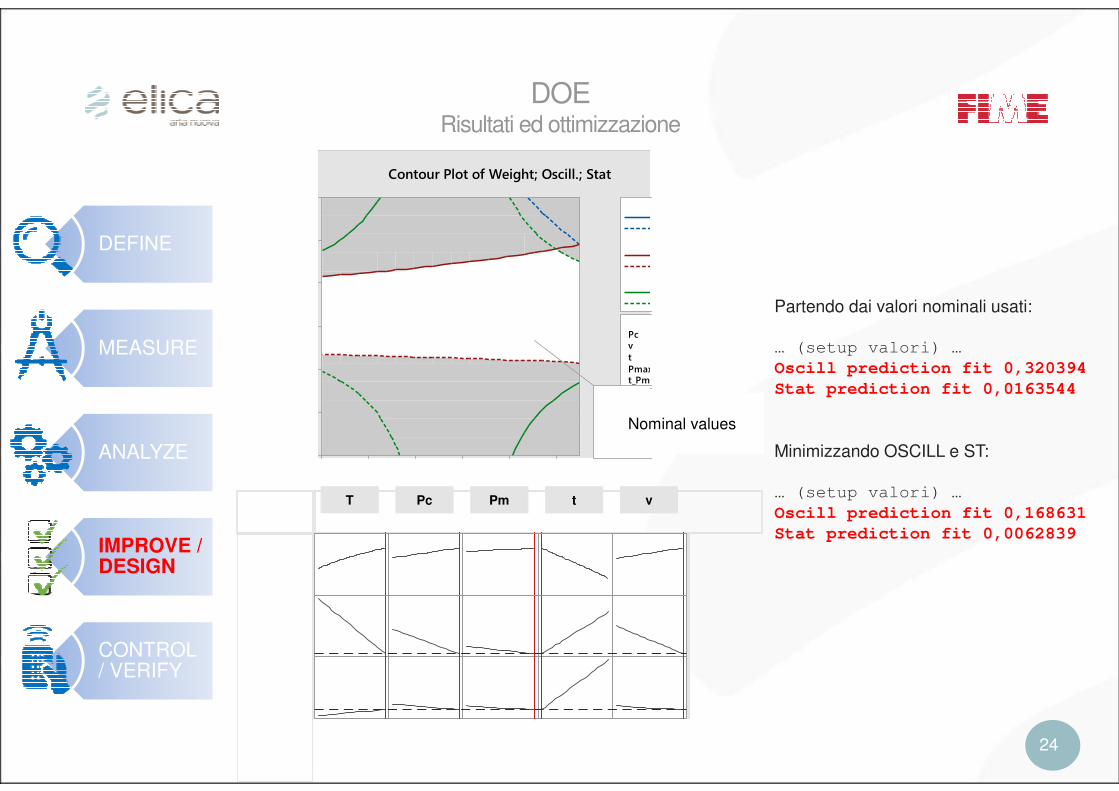
DOERisultati ed ottimizzazione
Partendo dai valori nominali usati:
… (setup valori) …
Oscill prediction fit 0,320394
Stat prediction fit 0,0163544
Minimizzando OSCILL e ST:
… (setup valori) …
Oscill prediction fit 0,168631
Stat prediction fit 0,0062839
Pcv
t
Pmaxt_Pma
1000900800700600500
Contour Plot of Weight; Oscill.; Stat
Molding
Molding
Weight =
Oscill. =
Stat = 0,
Nominal values
PRESS Max = 325,7 time PRESS Max = 3,777
T Pc Pm t v
25
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
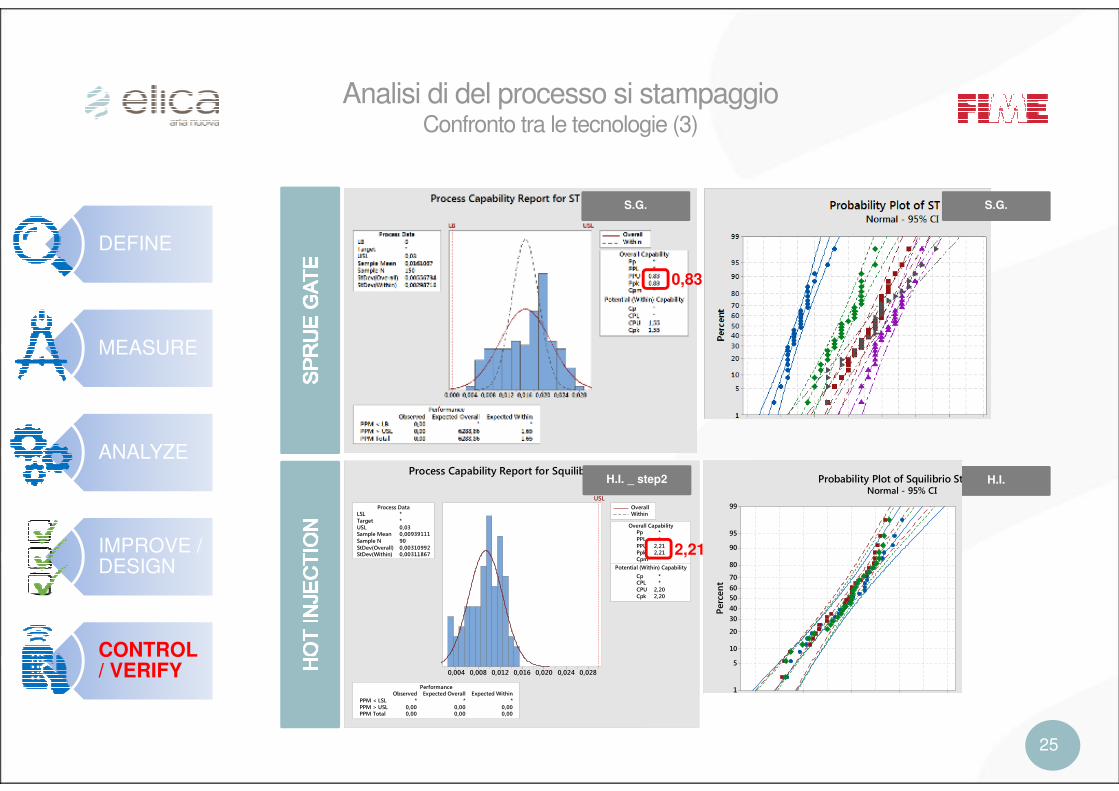
Analisi di del processo si stampaggioConfronto tra le tecnologie (3)
S.G. S.G.
H.I. H.I.
1,27
0,83
1,88
H.I. _ step1
0,0280,0240,0200,0160,0120,0080,004
LSL *Target *USL 0,03Sample Mean 0,00939111Sample N 90StDev(Overall) 0,00310992StDev(Within) 0,00311867
Process Data
Pp *PPL *PPU 2,21Ppk 2,21Cpm *
Cp *CPL *CPU 2,20Cpk 2,20
Potential (Within) Capability
Overall Capability
PPM < LSL * * *PPM > USL 0,00 0,00 0,00PPM Total 0,00 0,00 0,00
Observed Expected Overall Expected WithinPerformance
USL
OverallWithin
Process Capability Report for Squilibrio Statico
0,0200,0150,0100,0050,000
99
95
90
80
70
60
50
40
30
20
10
5
1
Pe
rce
nt
Probability Plot of Squilibrio StNormal - 95% CI
2,21
H.I. _ step2

26
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
Analisi sulla Variabilità
ation) Molding pressure (maintaining) Injction speed Cooling time
1150
950
1150
950
1050
500
1050
500
1050
500
1050
500
70
30
70
30
70
30
30
70
30
70
30
70
30
30
30
3010
3010
3010
30
3010
3010
10
3010
3010
3010
30
3010
3010
0,60,50,40,30,20,10,0
P-Value 0,997
P-Value 0,859
Multiple Comparisons
Levene’s Test
ding Temperature; Molding pressure (commutation); Molding pressure (maiMultiple comparison intervals for the standard deviation, α = 0,05
If intervals do not overlap, the corresponding stdevs are significantly different.
ation) Molding pressure (maintaining) Injction speed Cooling time
1150
950
1150
950
1050
500
1050
500
1050
500
1050
500
70
30
70
30
70
30
70
30
70
30
70
30
70
30
30
30103010
30103010
3010301030103010
30103010
30103010
303010
3010
2,01,51,00,50,0
P-Value 0,000
P-Value 0,344
Multiple Comparisons
Levene’s Test
lding Temperature; Molding pressure (commutation); Molding pressure (maMultiple comparison intervals for the standard deviation, α = 0,05
If intervals do not overlap, the corresponding stdevs are significantly different.
e
0000
0000
00000000
0000
0000
00000
0,040,030,020,010,00
P-Value 0,095
P-Value 0,820
Multiple Comparisons
Levene’s Test
commutation); Molding pressure (mainor the standard deviation, α = 0,05
ignificantly different.
Pc Pm v t
Squilibrio STOscillazione
Peso
27
DEFINE
MEASURE
ANALYZE
IMPROVE / DESIGN
CONTROL / VERIFY
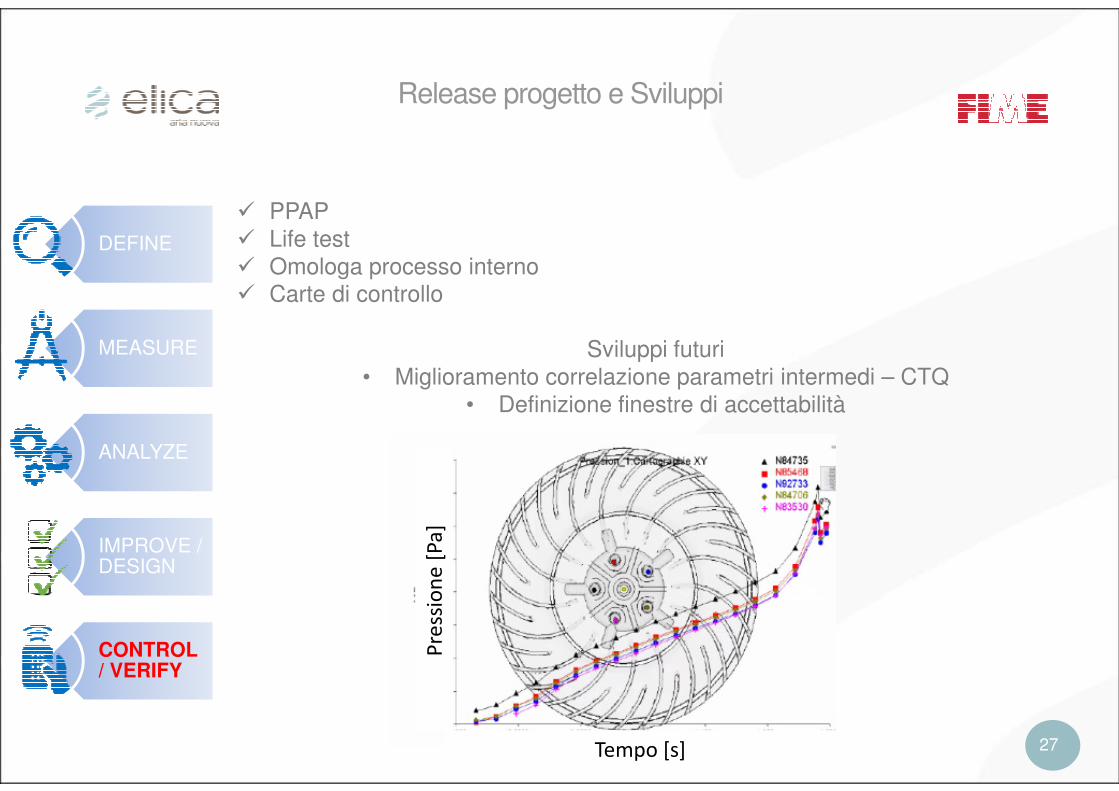
Release progetto e Sviluppi
� PPAP
� Life test
� Omologa processo interno� Carte di controllo
Sviluppi futuri
• Miglioramento correlazione parametri intermedi – CTQ
• Definizione finestre di accettabilità
Pre
ssio
ne
[P
a]
Tempo [s]
28
The future belongsto those who believe in the beauty of their dreams
Eleanor Roosevelt
Thank You
Leonardo Vitaletti – R&D Manager Fans & Motors





























