Embed Size (px)
DESCRIPTION
Apuntes de metrología para la fabricación aeroespacial.
Citation preview

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 1/54
Fabricación Aeroespacial UPV
Fabricación Aeroespacial
Metrología Dimensional y Técnicas de Medición

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 2/54
Fabricación Aeroespacial UPV
Metrología Dimensional
y Técnicas de Medición
1. Introducción.2. Normalización.3. Acotado geométrico.4. Instrumentos y técnicas de medición.5. Incertidumbre de medida.6. Selección de instrumentos de medida.

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 3/54
Fabricación Aeroespacial UPV
1. Introducción
¿Qué es la METROLOGÍA?
Es la ciencia encargada de las unidades de medida y de las técnicas demedición.
Àrea Metrología DIMENSIONAL
Objetivo Medida + Incertidumbre
¿Qué es medir?Determinar numéricamente una magnitud comparándola con otra desu misma especie.
La imposibilidad de las máquinas para realizar piezas exactas hace
necesario establecer:Márgenes de variación: TOLERANCIAS
VERIFICAR una pieza = Medir + “Comprobar” Tolerancia
Área de Ingeniería de los Procesos de Fabricación

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 4/54
Fabricación Aeroespacial UPV
Unidades de Medida. Patrones.
Unidades: Magnitudes de referencia de esa misma especie y de valor
constante.Su materialización son los PATRONES
La XI C.I.P.M. definió en 1960 el Sistema Internacional de Unidades,España se adhirió en 1967.
Área de Ingeniería de los Procesos de Fabricación. UPV
Sistema Internacional metro
Sistema Anglosajón yarda
Múltiplos Nombres Símbolos Múltiplos Nombres Símbolos1012 tera T 10-2 centi c
109 giga G 10-3 mili m
106 mega M 10-6 micro m
103 kilo k 10-9 nano n
102 hecto h 10-12 pico p
10 deca da 10-15 femto f
10-1 deci d 10-18 atto a
Unidad de longitud
En medición mecánica se emplea el milímetro, para la medida de tolerancias seemplea el micrómetro.Para la medida de ángulos el ángulo recto (grados, minutos y segundos).

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 5/54Fabricación Aeroespacial UPV
En planos Medidas siempre a 20ºC
Corrección: L t = L20 (1 + ( t - 20) )
donde : coeficiente de dilatación térmica del material
Área de Ingeniería de los Procesos de Fabricación. UPV
Producción artesanal Producción en serie
Es necesario asegurar la intercambiabilidad
La calidad requiere:- Normalización para homogeneizar diseños- Uso de tolerancias.- Verificación de máquinas y piezas
Influencia de la temperatura
Precisión en la industria

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 6/54Fabricación Aeroespacial UPV
Introduction
Dimensiones
Macrogeometría
Formas
Longitudes
Ángulos
Cilindridad
Redondez
Planitud
Simetría
Angularidad
Perpendicularidad
Paralelismo
Rectitud
Concentricidad
Acabado superficialMicrogeometría
Ámbito de la metrología dimensional

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 7/54
Fabricación Aeroespacial UPV
2. Normalización
Necesidad del uso de tolerancias• Imposibilidad de fabricar piezas con medida exacta
• Intercambiabilidad (Fabricación en serie y sustitución)
Concepto de tolerancia
Zona donde la dimensión real de la pieza puede variar sin afectar a suintercambiabilidad.
Conveniencia de la normalización Discretizar los valores de las tolerancias, para reducir los costes
asociados a la fabricación y la inspección (menos herramientas, menosutillajes, menos patrones…)
Área de Ingeniería de los Procesos de Fabricación. UPV

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 8/54
Fabricación Aeroespacial UPV
Sistema ISO de tolerancias
• Tolerancia (t,T): Diferencia entre la máxima medida admisible yla mínima.
• Diferencia de referencia superior (ds, Ds): distancia entre lamáxima medida admisible y la medida nominal.
• Diferencia de referencia inferior (di, Di): distancia entre lamínima medida admisible y la medida nominal.
Área de Ingeniería de los Procesos de Fabricación. UPV
EJE AGUJERO

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 9/54
Fabricación Aeroespacial UPV
Se basa en tres principios:• Distintas “clases de precisión” para una misma dimensión.
• En la misma “clase de precisión”, variaciones de dimensión implican variación de tolerancia.
• Distintas posiciones de la zona de tolerancia.
POSICION ZONA DE TOLERANCIA: Indican la posición del intervalo detolerancias respecto a la medida nominal.• Determinan si entre las piezas encajadas existe juego o apriete.
• Diferencia de referencia: distancia entre la medida nominal y el intervalo detolerancia.
• Notación: se designan con letras minúsculas para ejes y mayúsculas para
agujeros
Ejes: Φ 130 s7 Agujeros: Φ 130 K7 Ajustes: Φ 130 H8/g7
Área de Ingeniería de los Procesos de Fabricación. UPV
Sistema ISO de tolerancias

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 10/54
Fabricación Aeroespacial UPV
Según la precisión, se establecen 18 calidades (IT01, IT0, …, IT16) • IT01 a IT4 para calibres
• IT5 a IT11 para elementos de ajustes• IT11 a IT16 para piezas bastas aisladas, que no forman parte de un ajuste
Área de Ingeniería de los Procesos de Fabricación. UPV
Sistema ISO de tolerancias

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 11/54
Fabricación Aeroespacial UPV
Por debajo de la línea de referencia se encuentran los valores inferiores a la cotanominal.
Área de Ingeniería de los Procesos de Fabricación. UPV
POSICIONES PARA EJES POSICIONES PARA AGUJEROS
La medida real de una pieza siempre difiere de la nominal, no sólo por lainexactitud en la ejecución, sino para proporcionar el juego o el apriete que se
desea en el ajuste entre dos piezas.
Sistema ISO de tolerancias

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 12/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
POSICIONES PARA AGUJEROS
Valores de la Diferencia de Referencia en micras
Sistema ISO de tolerancias
7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 13/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
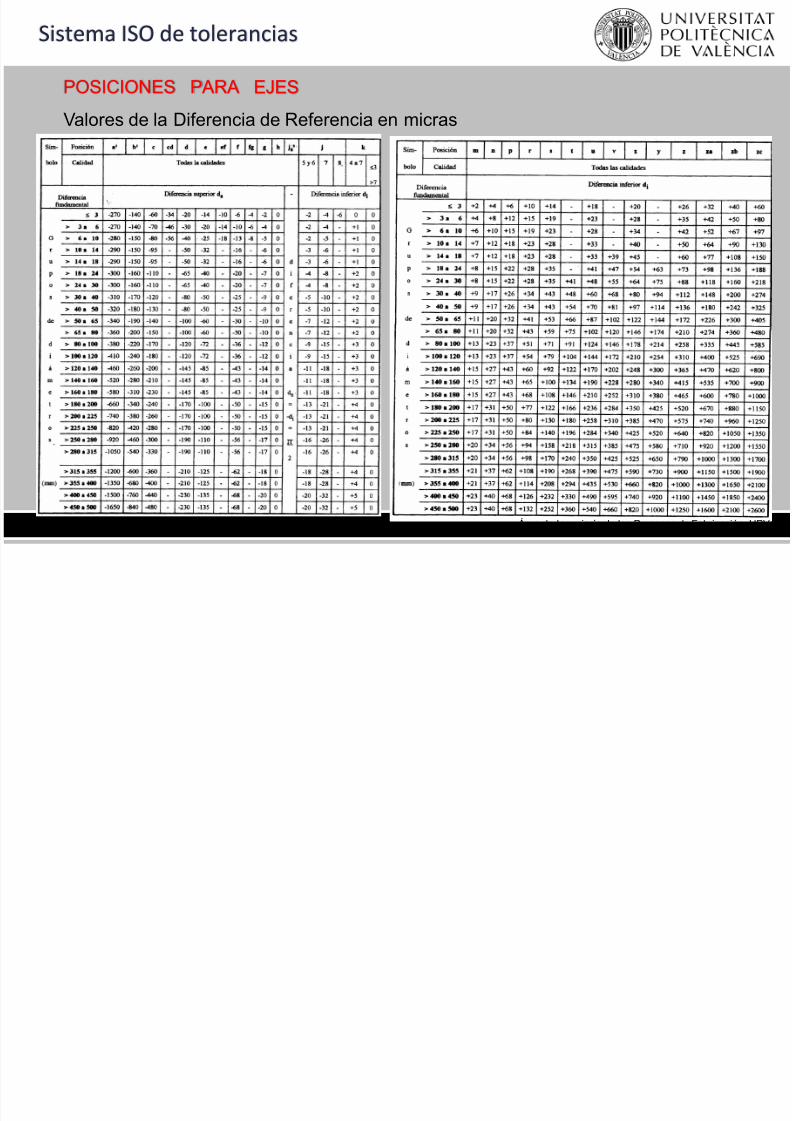
POSICIONES PARA EJES
Valores de la Diferencia de Referencia en micras
Sistema ISO de tolerancias

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 14/54
Fabricación Aeroespacial UPV
Ajuste: Conjunto formado por dos piezas, una exterior y otrainterior, que se acoplan (ejemplo: un eje y un agujero cilíndricos)
Formas de acoplarse:• Con ajuste móvil: pieza interna de menor dimensión que la externa.• Con ajuste fijo: pieza interna de mayor dimensión que la externa.• Con ajuste indeterminado
Ajustes

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 15/54
Fabricación Aeroespacial UPV
Di = 0 Ds=T
Dmin=Dnominal Dmax=Dnominal+T
Área de Ingeniería de los Procesos de Fabricación. UPV
ds = 0 di = - t
dmax=Dnominal Dmin=Dnominal – t
SISTEMA DE AGUJERO UNICO (posición H) SISTEMA DE EJE UNICO (posición h)
El sistema de tolerancias de Agujero base y Eje base
Ajustes

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 16/54
Fabricación Aeroespacial UPV
La gama es demasiado amplia,forzando a las industrias atener una gran cantidad deherramientas.
Acuerdo entre empresasy los organismos de
normalización. Ajustes recomendados:Reducción de costes deproducción.
AGUJERO ÚNICO EJE ÚNICO
AJUSTES MÓVILES H7 H8 H11 h6 h7 h8 h11
a) Con gran juego (Alineacióndefectuosa, longitudes muygrandes).
d9
a11
b11
c11
d11
D10
A11
B11
C11
b) Casos normales de piezasque giran o deslizan.
e8
f7
e8
f7
E9
F8
E9
F8
c) Piezas que necesitan una guíaprecisa y giran despacio.
g6 G7
AJUSTES CON APRIETO
a) Para no transmitir esfuerzonotable y que puedandesmontarse y desmontarsesin deterioro:
1. Colocación a mano h6
j6
h7 h11 H7
J7
H8 H11
2. Id. con martillo o mazo deplomo.
k6
n6
K7
N7
b) Para transmitir esfuerzos(desmontaje con deterioro):
1. Colocación con mazo. p6
r6
P7
R7
2. Id. con prensa o dilatación r6
s6
x7
u7 R7
S7
AJUSTES RECOMENDADOS
Ajustes

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 17/54
Fabricación Aeroespacial UPV
Los calibres pasa/no pasa sirven para comprobar los ejes y losagujeros, verificando si sus medidas cumplen la toleranciaestablecida.Calibres para agujeros
Para realizar la comprobación se intenta hacer pasar los dos lados del
aparato por el agujero y si el agujero cumple la tolerancia, el pequeño entrarábien, mientras que el grande no.
El calibre debe manejarse con cuidado y sin forzarlo.
Calibres para ejes
Área de Ingeniería de los Procesos de Fabricación. UPV
Ajustes

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 18/54
Fabricación Aeroespacial UPV
3. Acotado geométrico
Diseño funcional: diseñar la pieza para que cumpla su función.
El diseño funcional considera:
Las dimensiones y geometría de las piezas.
Requisitos funcionales.
Requisitos de intercambiabilidad. Requisitos de montaje.
Requisitos de fabricación.
Requisitos de inspección.
Área de Ingeniería de los Procesos de Fabricación. UPV
Es necesario definir sistemas de acotación que permitan alcanzarestas características.

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 19/54
Fabricación Aeroespacial UPV
Las siguientes piezas cumplen con las especificacionesdimensionales.
Área de Ingeniería de los Procesos de Fabricación. UPV
La acotación dimensional no define completamente la pieza.
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 20/54
Fabricación Aeroespacial UPV
Dimensional• No define con precisión la forma
geométrica de la pieza
• No define claramente la posiciónde elementos.
• No permite especificar zonas de
tolerancia circulares.
Geométrico• Tiene una sola interpretación.• Asegura la intercambiabilidad de
las piezas.
• Admite tolerancias mayores
Área de Ingeniería de los Procesos de Fabricación. UPV
Símbolo tolerancia a determinar Valor de la tolerancia
La letra/s de las referencias
0.1
0.1 A
0.1 B C A A
Rectángulo de tolerancias
A
bruto mecanizado
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 21/54
Fabricación Aeroespacial UPV
Clasificación de las tolerancias geométricas
TOLERANCIAS DE FORMA• Rectitud
• Planitud
• Redondez
• Cilindricidad
• Forma de una línea /superficie
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE ORIENTACIÓN
• Paralelismo
• Perpendicularidad• Inclinación
TOLERANCIAS DE SITUACIÓN
• Posición
• Punto
• Recta
• Plano• Concentricidad y coaxialidad
• Simetría
• Plano
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 22/54
Fabricación Aeroespacial UPV
TOLERANCIAS DE FORMA. Rectitud
Cualquier elemento longitudinal de la superficie (generatriz) debe estar entredos rectas paralelas, contenidas en el plano que pase por el eje y lageneratriz a verificar, separadas por el valor de la tolerancia.
0.003
Φ 2 5 h 6
Área de Ingeniería de los Procesos de Fabricación. UPV
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 23/54
Fabricación Aeroespacial UPV
La Superficie afectada debe estar comprendida entre dos planos paralelosdistanciados el valor de la tolerancia.
Φ200d10
Φ60H12
0.03
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE FORMA. Planitud
Acotado geométrico
0.03
Superficie

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 24/54
Fabricación Aeroespacial UPV
Cualquier perfil resultante de una sección perpendicular al eje, debe estarcontenido entre dos circunferencias cuya diferencia de radio es el valor de latolerancia.
0.003
Φ 2 5 h 6
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE FORMA. Redondez
Acotado geométrico
0.003

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 25/54
Fabricación Aeroespacial UPV
La superficie de revolución debe estar comprendida dentro de una zona detipo tubular cuyo espesor es el valor de la tolerancia.
0.003
Φ 2 5 h 6
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE FORMA. Cilindricidad
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 26/54
Fabricación Aeroespacial UPV
La superficie de la pieza debe estar comprendida entre dos superficies con laforma teórica, separadas en su dirección normal el valor de la tolerancia.
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE FORMA. Perfil superficial
Acotado geométrico
d é i

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 27/54
Fabricación Aeroespacial UPV
La Superficie debe estar contenida entre dos superficies con la forma teórica,situadas a ambos lados del perfil teórico la mitad del valor de la tolerancia.
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE FORMA. Perfil superficial con referencia
Acotado geométrico
A d é i

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 28/54
Fabricación Aeroespacial UPV
El eje del elemento debe estar contenido entre dos líneas paralelasseparadas el valor de la tolerancia y que a su vez son paralelas al eje dereferencia indicado por A.
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE ORIENTACIÓN. Paralelismo
Acotado geométrico
A t d ét i

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 29/54
Fabricación Aeroespacial UPV
El eje del elemento debe estar contenido entre dos líneas rectas paralelasseparadas el valor de la tolerancia y que son perpendiculares al plano dereferencia especificado por A.
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE ORIENTACIÓN. Perpendicularidad
Acotado geométrico
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 30/54
Fabricación Aeroespacial UPV
La superficie de la pieza debe estar contenida entre dos superficies paralelasque forman el ángulo teórico con la superficie de referencia y cuyaseparación es el valor de la tolerancia.
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE ORIENTACIÓN. Inclinación
Acotado geométrico
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 31/54
Fabricación Aeroespacial UPV
El eje o recta al que se aplica debe estar contenido dentro de un cilindro dediámetro el valor de la tolerancia y cuyo eje se encuentra en la posiciónteórica acotada en el plano respecto a las referencias.
Área de Ingeniería de los Procesos de Fabricación. UPV
A
B
15 25
10
10
0.01 A B
TOLERANCIAS DE SITUACIÓN. Posición de una recta
Acotado geométrico
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 32/54
Fabricación Aeroespacial UPV
El centro del elemento debe estar contenido dentro de una zona detolerancia circular de diámetro el valor de la tolerancia y cuyo centro estádefinido por las referencias.
A
B
0.02 A B
1
4
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE SITUACIÓN. Concentricidad
Acotado geométrico
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 33/54
Fabricación Aeroespacial UPV
El eje del cilindro debe estar dentro de una zona cilíndrica de diámetro elvalor de la tolerancia, cuyo eje tiene que ser coaxial con el eje de referencia.
A
20h5
B
20h5 35 j8
B 0.08 A
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE SITUACIÓN. Coaxialidad
Acotado geométrico
Acotado geométrico

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 34/54
Fabricación Aeroespacial UPV
El plano de simetría de la ranura debe estar situado entre dos planosparalelos separados el valor de la tolerancia, y situados simétricamente conrelación al plano de simetría especificado por la referencia.
A
0.05 A
Área de Ingeniería de los Procesos de Fabricación. UPV
TOLERANCIAS DE SITUACIÓN. Simetría
Acotado geométrico
4 Instrumentos de medida

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 35/54
Fabricación Aeroespacial UPV
Cualidades del instrumento de medida
Campo de medida, intervalo de valores que puede tomar lamagnitud a medir.
Alcance, valor máximo del campo de medida.
Escala, conjunto ordenado de signos en el dispositivo querepresentan la magnitud medida.
División de escala, intervalo entre dos valores consecutivos de laescala.
Precisión, aptitud del aparato para dar valores próximos alverdadero.
Incertidumbre, expresión cuantitativa de los errores de medida, esel intervalo en el que se encuentra el valor real con undeterminado nivel de confianza.
Área de Ingeniería de los Procesos de Fabricación. UPV
4. Instrumentos de medida
Patrones

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 36/54
Fabricación Aeroespacial UPV
Los patrones materializan las unidades de medida y los múltiplos o submúltiplos
de las mismas con una incertidumbre muy estrecha.Patrones de longitud: Bloques patrón longitudinales, anillos, varillas, bolas, etc.
Se emplean para: Calibrar instrumentos
Mediciones indirectas
Bloques Patrón Longitudinales: - Longitud con incertidumbre muy estrecha.
- Muy buena planitud y paralelismo entre sus
caras.
- Elevada dureza, buen acabado superficial.
Material: Aceros especiales y cerámicos.Calidades: K, 0, 1 y 2 (Según incertidumbres)
Área de Ingeniería de los Procesos de Fabricación. UPV
Patrones
Patrones

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 37/54
Fabricación Aeroespacial UPV
Patrones angulares: Bloques patrón angulares, reglas, escuadras, etc.
Escuadras y reglas
Bloques patrón angulares
Área de Ingeniería de los Procesos de Fabricación. UPV
Adición y/osustracción de
bloquespatronesangulares
Materializan ángulosde 90º y 180º
Materializan entre dosde sus caras planas
distintos ángulos
Patrones
Instrumentos básicos

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 38/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
MEDIDA DIRECTA
Pie de rey
Medida deexteriores
Medida deinteriores
Medida deprofundidades
Micrómetro de exteriores
Mecanismo de tuerca-husillo de elevadaprecisión
Basado en el sistema nonio
División de escala: entre0.1 mm, 0.02, hasta 0.05 mm Campo de medida: 25 mm
División de escala: desde 0.01 hasta 0.001 mm
Instrumentos básicos

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 39/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
MEDIDA DIRECTAMicrómetro de interiores de
dos contactosMicrómetro de interiores de
tres contactos
Área de Ingeniería de los Procesos de Fabricación. UPV
Campo de medida: desplazable, con extensiones.
División de escala: hasta 0.01 mmMedida menos precisa por la dificultad enla colocación del instrumento.
Campo de medida: estrechoDivisión de escala: hasta 0.001 mmMedida precisa porque el instrumento seautocentra en el agujero.Para diámetros pequeños hasta aprox 100 mm.
Instrumentos básicos

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 40/54
Fabricación Aeroespacial UPV
MEDIDA INDIRECTAMedida = Patrón± desviación observada
Área de Ingeniería de los Procesos de Fabricación. UPV
Campo de medida muy reducidoDivisión de escala: desde 0.01, 0.001mm, hasta 0.00005 mm
Comparadorrecto
Comparador depalanca
Alesómetro
Para medida de agujeros einteriores
Maquinas de medición

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 41/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
Alcance: hasta 4 mDivisión de escala: hasta 0.0005 mm
Incertidumbre: aprox. 0.001 mm
Alcance: hasta 500 mmDivisión de escala: hasta 0.001 mmIncertidumbre: aprox. 0.005 mm
Medidora de una coordenadahorizontal
MÁQUINAS DE MEDIDA DE UNA COORDENADA
Gramil de alturas
Maquinas de medición

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 42/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
PROYECTOR DE PERFILES Para piezas planas.
Iluminación, cabezas micrométricas, lentes.
Pantalla giratoria que posibilita la medida de ángulos.
Maquinas de medición

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 43/54
Fabricación Aeroespacial UPV
MÁQUINA DE TRES COORDENADAS
Una máquina de tres coordenadas (MMC) es un equipo de medida capaz dedefinir la dimensión, forma y posición de un objeto, midiendo diferentespuntos de su propia superficie.
En coordenadas cartesianas, la posición de un punto en el espacio se definepor los valores X, Y y Z con respecto a un sistema de referencia.
Posibilidades de medida:- Dimensional
- Posición
- Geométrica
- Medidas de contorno
Maquinas de tres coordenadas

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 44/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
SISTEMA DE ADQUISICIÓN DE PUNTOS (SAP)
El punto se considera como un elemento geométrico fundamental, a partir del
cual se realizarán los cálculos necesarios para identificar, localizar o relacionarentre sí las características geométricas de la pieza a verificar.
CLASIFICACIÓN DE LOS SISTEMAS DE ADQUISICIÓN DE PUNTOS
- Por contacto:Sonda de palpado fija Sonda con orientación
- Sin contacto:Sistemas de visiónLáser
Maquinas de tres coordenadas

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 45/54
Fabricación Aeroespacial UPV
Diferentes técnicas de medida con contacto
Modulo automáticode intercambiode palpadores
Materiales
Maquinas de medición

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 46/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
SIN CONTACTO
Permiten explorar superficies en 3D sin necesidad de palpado.
Para escaneo y digitalización.
- Sistemas de visión. Cámaras de video
Cámaras de video con libertad de movimientos y orientaciónalrededor de la pieza. Normalmente trabajan en base apatrones proyectados. En digitalizado reconstruyen las formas
3D en base a las posiciones y orientaciones registradas conlas imágenes grabadas
- Láser
Digitalizado rápido.
Sistema de captación de puntos mediante cortina láser
Reconstrucción de superficies
Maquinas de medición

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 47/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
LASER TRACKER
- Maquina de medición por coordenadas portátil
- Gran precisión ≈ 0,050 mm en 10 m.- Rotación telescópica sin fin, el sensor puede
medir hasta una cúpula horizontal completa de360º y una vertical de 290º, con un volumenradial típico entre 100 - 320 m.
- Simplifica tareas como:construcción e inspección de utillajecomprobación de geometríaalineación de piezasensamblaje asistido por metrologíaconstrucción de antenas.
Medida de la Rugosidad Superficial

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 48/54
Fabricación Aeroespacial UPV
La rugosidad superficial es el conjunto de irregularidades de la superficie de unapieza, definidas convencionalmente en una sección, donde los errores de forma ylas ondulaciones han sido eliminados.
Área de Ingeniería de los Procesos de Fabricación. UPV
• Parámetros a evaluar: Desviación media aritmética del perfil
dx x y L
Ra L
0
1
Longitud básica (li) y de evaluación (ln)
Medida de la Rugosidad Superficial

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 49/54
Fabricación Aeroespacial UPV
Símbolo de estado superficial en el acotado UNE-EN ISO 1302
Área de Ingeniería de los Procesos de Fabricación. UPV
Posiciones para indicar requisitos complementarios:(a) Parámetro individual de calidad superficial.
(b) Parámetro de calidad superficial.
(c) Método de fabricación
(d) Surcos superficiales y orientación (según Tabla II)
(e) Tolerancias de mecanizado (en mm)
SIMBOLOGÍA EN PLANOS
Medida de la Rugosidad Superficial

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 50/54
Fabricación Aeroespacial UPV
Equipo de medida: Rugosímetro de palpador
Área de Ingeniería de los Procesos de Fabricación. UPV
Elementos fundamentales:
- Bancada
- Sistema de palpado: aguja de diamante ocarburo de wolframio
- Sistema de avance
- Sistema de filtrado- Sistema de amplificación
- Sistema de cálculo
- Registrador
Rugosímetroportátil
Rugosímetro de bancada
5. Incertidumbre de medida

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 51/54
Fabricación Aeroespacial UPV
“El valor de un intervalo, generalmente simétrico, dentro del cual se
encuentra con una alta probabilidad, el valor verdadero de la magnitud
medida”. Caracteriza la dispersión de los valores.La incertidumbre debe cuantificarse como una cantidad equivalente auna desviación típica, admitiéndose su multiplicación por un factor decobertura K, normalmente de valor comprendido entre 1 y 3, y que
debe especificarse como parte del resultado de la medida. I = K · s
Área de Ingeniería de los Procesos de Fabricación. UPV
FACTOR DE COBERTURAProbabilidad con la que expresamos la incertidumbre de una medida.
K = 1 66 %
K = 2 95 %K = 3 99.73 %
El resultado de una medida puede ser expresado como: [ x - K·s , x + K·s ]
Nivel de confianza
5. Incertidumbre de medida

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 52/54
Fabricación Aeroespacial UPV
Resultados de la calibración:
• Corrección de calibración (Error sistemático),permanece constante en valor absoluto y signo
al medir una magnitud en las mismas condiciones,se conocen las causas que lo producen.
Δxc = xo – x
• Incertidumbre de medida (Error aleatorio), no
se conocen las causas que lo producen por sucomplejidad o pequeña influencia.
Proceso de Calibración:
Determinar el valor de los errores de un patrón, instrumento o equipo demedida, ajustarlo o expresarlo mediante tablas o curvas de corrección.
6. Selección de Instrumentos

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 53/54
Fabricación Aeroespacial UPV Área de Ingeniería de los Procesos de Fabricación. UPV
CRITERIO DE SELECCIÓN DE INSTRUMENTOS
Al acotar un plano aparece el concepto de tolerancia Al utilizar un instrumentos de medida el de incertidumbre
Ambos condicionan la elección de un instrumento para realizar una medidaadecuada:
Para seleccionar un instrumento hay que comprobar que cumple:
- Campo de medida- Adecuación
- Criterio de selección
102
3
I
T
20 6
T T
I
económico precisión
Bibliografía

7/17/2019 2015-16+Tema+Metrologia
http://slidepdf.com/reader/full/2015-16temametrologia 54/54
Fabricación Aeroespacial UPV
• Procesos de Fabricación. Tomo I. Zamanillo. Rosado. SPUPV 170
• Metrología Dimensional. Apuntes de Málaga. Lorenzo Sevilla
• Manufacturing Engineering an Technology. Kalpakjian and Smith (Sixth Edition,2010): Chapter 35





























