Embed Size (px)
Citation preview

special features
OutlOOK
autOmatiOn and cOntrOl
envirOnmental
refininggas prOcessingpetrOchemicals
petroleum technology quarterly
ptqQ1 2012
cover and spine copy 10.indd 1 8/12/11 09:34:10

www.ptqenquiry.com for further information
Are you looking to step up plant performance?
Topsøe’s next generation BRIM™ catalysts offer refiners the opportunity to increase performance through an increase in catalyst activity.
Using the original BRIM™ technology Topsøe has developed several new catalysts, resulting in higher activity at lower filling densities.
The next generation BRIM™ catalysts display
- high dispersion - high porostiy - high activity
We look forward to stepping up your performance!
WWW.TOPSOE.COM
Stepping up performance– next generation BRIM™ technology
ad copy 2.indt 1 8/12/11 14:56:44

©2012. The entire content of this publication is protected by copyright full details of which are available from the publishers. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means – electronic, mechanical, photocopying, recording or otherwise – without the prior permission of the copyright owner.The opinions and views expressed by the authors in this publication are not necessarily those of the editor or publisher and while every care has been taken in the preparation of all material included in Petroleum Technology Quarterly the publisher cannot be held responsible for any statements, opinions or views or for any inaccuracies.
3 All at sea ChrisCunningham
5 Outlook 15 ptq&a 21 Catalysts for maximising middle distillates RubenMiravallesandTamaraGalindoRepsol
27 Using cold boiler feed water for energy recovery AliSanDoGanTurkish Petroleum Refineries Corporation
33 Cost estimating for turnarounds GordonLawrence Asset Performance Networks
45 Abatement of hydrogen sulphide in asphalt JenniferDraperandJosephStarkBaker Hughes
51 Oxygen enrichment in desulphurisation ShivanAhamparamandStephenHarrisonLinde
55 Green retarder technology for the styrene industry LishengXu,JavierFlorencio,VincentLewisandChristopherMorrison Nalco AnaGuzman,CarmenMonfortandAnaOlivares Repsol Química Tarragona
65 Energy recovery with compact heat exchangers MarcosMatsufugiAlfa Laval
71 Low rare earth catalysts for FCC operations YenYungandKenBruno Albemarle Corporation
81 Catalyst additives reduce rare earth costs RayFletcher Intercat
85 Consolidation of refinery control rooms EricJanKwekkeboomYokogawa Europe & Africa
93 Integrated monitoring for optimising crude distillation GregoryShahnovsky,TalCohenandRonnyMcMurrayModcon-Systems Ltd
102 Crude oil vapour pressure testing HannesPichlerandKlausHense Grabner Instruments, a subsidiary of Ametek
105 Optimised hydrogen production by steam reforming: part I SankeRajyalakshmi,KedarPatwardhanandPVBalaramakrishna Larsen and Toubro
111 Improved catalytic reforming AnthonyPoparad,BeatrixEllis,BryanGloverandStephenMetro UOP LLC, A Honeywell Company
119 New crude oil basket for hydrogen savings RajeevKumar,PrashantPariharandRaviKVoolapalli Corporate R&D Centre, Bharat Petroleum Corporation Ltd
125 Industry News
126 Technology in Action
Covercaption:JettoweratSuncor’sSarniarefinery,Ontario,Canada Photo:Suncor
Q1 (Jan, Feb, Mar) 2012www.eptq.com
ptqYLRETRAUQYGOLONHCET MUELORTEP
contents/ed com copy 13.indt 1 12/12/11 13:47:42

Come see us in Booth 7313 at the World Petroleum Congress in Qatar.
What is NextGen PerformanceSM?NextGen Performance is optimising each and every
opportunity. It’s addressing challenges before they become
problems and applying solutions before others have fully
considered them.
It’s the result of two parties – you and KBC – working in
a side-by-side partnership, combining our knowledge
and experiences.
Why partner with KBC?
KBC is a leading independent consultancy to the energy
sector worldwide. With our proven methodologies and
industry-leading software, our experienced consultants
consistently demonstrate innovative and creative thinking,
flexibility, and a penchant for identifying and implementing
improvements that result in tangible value.
We are dedicated to continually improving our consultancy
and software solutions by being responsive to your requests,
keeping abreast of new technologies, and anticipating the
needs of an ever-changing industry.
We measure our success in terms of your success.
Let us help you achieve NextGen Performance.
Americas+1 281 293 8200
Europe, Middle East, and Africa +44 (0)1932 242424
Asia+65 6735 5488
© 2011 KBC Advanced Technologies plc. All rights reserved.
Given our global experience in wide-ranging practice areas and client sectors, KBC is uniquely positioned to provide a fully integrated response to your most significant challenges.
SOFTWARE SOLUTIONS
STRATEGIC SOLUTIONS
OPERATING SOLUTIONS
ORGANISATIONAL SOLUTIONS
CAPITAL SOLUTIONS
ENVIRONMENTAL SOLUTIONS
www.ptqenquiry.com for further information
kbc 1 12/12/11 16:00:20

The European Union has arguably been the global leader in biodiesel production and use, with overall
biodiesel production increasing from 1.9 million tonnes in 2004 to nearly 10.3 million tonnes in 2007. Biodiesel production in the US has also increased dramatically in the past few years from 2 million gallons in 2000 to approximately 450 million gallons in 2007. According to the National Biodiesel Board, 171 companies own biodiesel manufacturing plants and are actively marketing biodiesel.1. The global biodiesel market is estimated to reach 37 billion gallons by 2016, with an average annual growth rate of 42%. Europe will continue to be the major biodiesel market for the next decade, followed closely by the US market.
Although high energy prices, increasing global demand, drought and other factors are the primary drivers for higher food prices, food competitive feedstocks have long been and will continue to be a major concern for the development of biofu-els. To compete, the industry has responded by developing methods to increase process efficiency, utilise or upgrade by-products and operate with lower quality lipids as feedstocks.
Feedstocks
Biodiesel refers to a diesel-equivalent fuel consisting of short-chain alkyl (methyl or ethyl) esters, made by the transesterification of triglycerides, commonly known as vegetable oils or animal fats. The most common form uses methanol, the cheapest alcohol available, to produce methyl esters. The molecules in biodiesel are pri-marily fatty acid methyl esters (FAME), usually created by trans-esterification between fats and metha-nol. Currently, biodiesel is produced from various vegetable and plant oils. First-generation food-based feedstocks are straight vegetable oils such as soybean oil and animal fats such as tallow, lard, yellow grease, chicken fat and the by-products of the production of Omega-3 fatty acids from fish oil. Soybean oil and rapeseeds oil are the common source for biodiesel produc-tion in the US and Europe in quanti-ties that can produce enough biodie-sel to be used in a commercial market with currently applicable
PTQ Q1 2012 3
Editor Chris Cunningham [email protected]
Production EditorRachel [email protected]
Graphics EditorRob Fris [email protected]
Editorial tel +44 844 5888 773fax +44 844 5888 667
Business Development DirectorPaul [email protected] Advertising SalesBob [email protected]
Advertising Sales Officetel +44 844 5888 771 fax +44 844 5888 662
PublisherNic [email protected]
CirculationJacki [email protected]
Crambeth Allen Publishing LtdHopesay, Craven Arms SY7 8HD, UKtel +44 844 5888 776fax +44 844 5888 667
ISSN 1362-363X
Petroleum Technology Quarterly (USPS 0014-781) is published quarterly plus annual Catalysis edition by Crambeth Allen Publishing Ltd and is distributed in the USA by SPP, 75 Aberdeen Rd, Emigsville, PA 17318. Periodicals postage paid at Emigsville PA.Postmaster: send address changes to Petroleum Technology Quarterly c/o POBox 437, Emigsville, PA 17318-0437Back numbers available from the Publisher at $30 per copy inc postage.
Vol 1 No 1
Q1 (Jan, Feb, Mar) 2012
All at sea
It being that time of the year, this issue of PTQ features our annual Outlook section, which leads off with a concise appraisal of the state of the global refining industry from the IEA’s Executive Director, Maria van der Hoeven
(see p5). The story, not unexpectedly, can be distilled to: lots more capacity on the way, with pressure building on more established centres of over-capacity.
A key image of the industry in years gone by was of crude carriers waiting offshore the world’s refining hubs for the best pricing opportunities to unload. In recent years, refiners have become major exporters and the picture is of shiploads of petroleum products chasing each other around the world’s oceans competing for markets.
In the first nine months of 2012, according to the Energy Information Administration, the US exported 655 million barrels of finished petroleum products, including 121 million barrels of gasoline. At the same time, the country imported 264 million barrels of finished petroleum products, includ-ing 32 million barrels of gasoline. Whether or not it is a long-term trend, Americans are driving less. No refiner wants to deal with the economics of running a plant under capacity, so export markets are the means to shore up production levels. This in turn means that quantities of crude oil imports, and therefore prices, have held up.
How long refiners in North America and Europe can hold onto those mar-kets is a matter for some conjecture. A couple of examples from fast-growing centres of refining may help to illustrate. According to India’s oil minister, in a statement in December, the nation’s annual oil refining capacity will rise by over 60% to 310 million tonnes by 2016–17 after new refineries in the states of Orissa and Punjab are commissioned. At present, the refining capacity of Indian refineries is around 190 million tonnes. India currently has enough refining capacity for its local markets, with fuel demand at 140 million tonnes in 2010–11. Domestic demand is projected to rise by 4–5% per annum up to 2017, which is some way short of accounting for a 60% increase in capacity.
In the far smaller but energy-rich United Arab Emirates, developments are, proportionately, just as significant. Forty years ago, there were no refineries in the UAE and the country depended on imports of petroleum products to meet demand. The first, 15 000 b/d refinery opened in 1976, but the recent completion of the Ruwais expansion takes the Emirates’ refining capacity to 774 000 b/d. Significantly, current refining capacity is not geared simply to local markets. Fuel oil production is being kept to a minimum and product specifications are geared to international markets. Sulphur levels in gasoline and diesel produced at Ruwais will be as low as those in Europe and other developed countries. Total refining capacity will grow by another 200 000 b/d when the $3 billion Fujairah refinery is completed in 2016. The outcome of the UAE’s fast-paced developments will be a combined total of 500 000 b/d of petroleum products, of which close to 200 000 b/d is slated for addi-tion to the global export market.
The IEA’s contribution to Outlook points out the inevitable consequences of capacity additions across Asia and the Middle East: over-capacity in Europe and North America is likely to bend under the strain imposed by more, and more modern, refineries pouring products into the global export pool. The least competitive refineries will succumb.
CHRIS CUNNINGHAM
ptqYLRETRAUQYGOLONHCET MUELORTEP
contents/ed com copy 13.indt 2 12/12/11 14:42:52

low rare earth loveshigh performanceBASF’s Rare Earth ALternative (REAL) solutions target the needs of today’s Fluid Catalytic Cracking (FCC) catalyst market.Through a world-class combination of technology, technical service, procurement expertise, and investments in manufacturing and R&D, BASF delivers performance and value to customers looking for options to reduce rare earth costs.
At BASF, we create chemistry.
www.catalysts.basf.com/refining
www.ptqenquiry.com for further information
basf.indd 1 8/12/11 15:05:34

Maria van der HoevenExecutive DirectorIEA
The story of refining is one of two divergent trends. Huge and modern capacity
increases are being built in key emerging markets, and particularly in Asia. But in developed OECD markets, refiners are seeing their already low operating rates and profitability squeezed further by the newer additions. What will be the end game? The simple answer is that we expect significant excess refining capacity for at least another several years, pushing many European and other OECD refineries to close up shop.
Following the economic recession of 2008-2009, and maturing OECD oil demand relative to the rapid growth seen in the non-OECD, the OECD oil refining sector has come under intense economic and operational pressure. The new refining capacity in emerging countries is often developed with high complexity, and is sometimes built more for strategic than purely economic reasons. This new capacity will place further pressure on OECD refiners not only because it is more efficient and of a larger scale, but also because the differentiation between environmental standards places OECD operators at a further cost disadvantage.
As highlighted in the IEA’s Medium Term Oil and Gas Markets 2011, the world will add an additional 9.7 million b/d of crude distillation capacity post-2010, to reach a total of 103 million b/d in 2016. This compares to forecast demand growth of some 7 million b/d in the period, of which an increasing share will be met by non-refined supplies, such as biofuels, gas and coal to liquids, NGLs and condensates, which bypass the refining system.
Some 95% of additions are planned in the non-OECD, and most notably in Asia. China alone is expected to account for a third of global capacity growth, or 3.3 million b/d. That is largely in line with demand growth estimates. While project uncertainty here is ever present, the government’s strategy seems to balance concerns over surplus capacity and increased product import requirements. Projects scheduled for the tail end of the forecast are therefore likely to be managed in line with evolving demand prospects. The rest of Asia will see a further 1.3 million b/d added in the period, or 13% of
P
global growth, while significant investments are also taking place in the Middle East and Latin America.
In contrast with China’s caution, India is expanding its refining industry strategically, to establish itself as a key product exporter in the Asia Pacific region. India is already exporting high-quality products to the US, Latin America and Europe since the opening of Reliance’s huge new Jamnagar export plant in 2009. The country is likely to further increase product surpluses as refinery capacity is expanded by more than 1 million b/d by 2016. In the Middle East, Saudi Aramco has revived its ambitious refinery expansion plan, which was temporarily put on hold during the recession. It seems that three of the four proposed mega-projects will now come to fruition, with two 400 000 b/d projects likely before 2016. Elsewhere in the region, the UAE’s 400 000 b/d Ruwais project is expected in 2014. Latin American expansions are dominated by Brazil, which is likely to add 1 million b/d of capacity by 2016 through several greenfields projects.
Emerging market plans seem to be driven by various objectives. Some major consumers wish for greater product self-sufficiency, while others are positioning themselves as regional hubs. At the same time, some erstwhile crude exporters are trying to shift to the export of higher value-added products. Most are driven by a mix of these goals.
OECD refining offers a stark contrast to this booming picture. Since the economic downturn, a total of 1.8 million b/d of crude distillation capacity has been shut (or is firmly committed to shut) in the coming years. That is the result of two things: structurally declining demand and increased competition from the non-OECD.
The picture looks particularly bleak in Europe, where seven refineries have already closed. Furthermore, several plants have lately been sold to cash-rich upstream non-OECD interests (Rosneft, CNPC and Essar, among others). The US sector is interesting, as the country is transforming into a significant product exporter - a major turnaround from its position as a net importer of more than 2 million b/d only a few years ago. Diverging markets also exist within the country, with those enjoying access to now very cheap crude from the US Midwest at a great advantage, especially compared to those in the difficult East Coast refinery market. With lower US gasoline import needs, European refiners face further pressure, as they are structurally inclined towards gasoline production (and less towards distillates). In the OECD Pacific, industry rationalisation also continues apace, with Japan accounting for the
www.eptq.com PTQ Q1 2012 5
Outlook for 2012
What are the important trends affecting the downstream processing industry this year? Executives and experts forecast challenges and prospects that could affect profitability
outlook copy.indd 1 13/12/11 10:58:35

brunt. By 2014, Japanese refiners face tough choices of closing capacity or investing heavily in upgrading units. As in the rest of the OECD, further capacity rationalisation, over and above that already announced, is likely before the market finds a new equilibrium.
The global refining market is seeing a contrast between developed and emerging economies, which is familiar in so many areas of global economic activity. The story is one of booming growth versus stagnation or contraction compounded by technologically superior and larger-scale competition. Given the short- to medium-term economic picture and resulting demand uncertainties, refiners would be wise to maximise the flexibility of their capacity plans, and to see what 2012 will bring. Some will not have that luxury.
Umberto della SalaPresident & Chief Operating OfficerFoster Wheeler
We are certainly seeing robust activity in all of the hydrocarbon-related
business sectors in which Foster Wheeler’s Global Engineering and Construction Group operates: onshore and offshore upstream oil and gas, midstream/LNG, refining, chemicals, pharmaceuticals, metals and mining and power.
Certainly, we have a good prospects pipeline, although it is true that clients are in some cases taking longer to reach final investment decision or are releasing projects in phases. We have a number of projects that are going through the final investment decision-making process and for which we believe we are well positioned. And we are seeing new opportunities continuing to emerge, particularly in Asia, the Middle East and South America.
Looking forward into 2012, we see three key themes, which are in many ways the same three that we saw at the start of 2011, but these are now coming into even sharper focus. First is local service delivery. This has always been important to us and is becoming an even stronger area of focus for us and for our clients. We have made further strides forward this year, for example in Saudi Arabia and in Azerbaijan, by developing our own resources and by building relationships with local or regional client and/or contractors to enable us to deliver the Foster Wheeler product locally and competitively to our clients, for the long-term, in line with local content requirements and our clients’ preferences.
Second, the emphasis is on upstream. We are seeing clients splitting their organisations into separate upstream and downstream companies, and many of international oil companies are focusing more of their planned capital spend on the upstream sector (many include LNG in this category). The offshore and onshore upstream sector remains a strategically important market for us and one in which we are further developing our skills, service portfolio and geographic presence.
The third theme relates to the size and complexity of projects. Large projects are getting even larger and more complex; for example, the scope and scale of some of the planned investments in the Middle East, South America and Asia. In a number of these regions, new approaches are required, including bringing sources of external financing, leveraging local partnerships and developing innovative execution strategies, such as “smart cloning” for fast-track delivery, or employing a modular design and build approach in areas where resources are constrained. Size and complexity play to our strength, and we are now leveraging our skills and experience in delivering these complex hydrocarbons projects into the metals and mining sector.
As we have said before, competition remains strong everywhere. We are focusing on those opportunities where we believe we have differentiators, such as our technologies, our know-how, our client relationships, our global presence and our ability to work with clients from the earliest phases of projects to help them shape their investment, and our proven track record of safely delivering technically complex and very large projects.
Leon de BruynManaging Director Chevron Lummus Global
Fear of change is a natural human emotion and especially felt in today’s tough economic
market. As daily crises are announced, the energy industry is reeling from the challenges that could cause our industry to fall farther and farther behind in meeting the world’s increasing energy demands.
Actually, the energy industry is currently in a period of technical innovation that is quietly, yet surely, improving the future of energy for generations to come. We now expect to produce a more diverse supply of cleaner energy products available globally with extended lifecycles. Here are a few examples that were considered major world crisis problems only a few years ago, while now they are viewed as challenges that lead us to innovations that help make positive changes:• The anxiety over the inevitable onslaught of peak oil that had been discussed and argued for years• The competition for scarce energy causing future wars, famine, destruction of wildlife habitat and global warming as carbon heavy fuels were consumed more and more rapidly• The future of energy expected to be particularly tough for the developing world that needs it to decrease poverty and develop their countries’ potential in a brutal market• The environmental goals that were always viewed to be in conflict with world economic growth.
And in the US, the Energy Policy will force consumers to pay higher and higher prices for transportation fuels
6 PTQ Q1 2012 www.eptq.com
outlook copy.indd 2 13/12/11 10:58:54

www.ptqenquiry.com for further information
www.ptqenquiry.com for further information
cbi.indd 1 8/12/11 22:05:08

as carbon gets taxed, coal mines are shut, petroleum supplies shrink and where bio-derived fuels, wind and solar power are mandated and subsidised. In each and every one of these areas, investments in R&D are steadily changing in direction from negative to positive in coal, shale, petroleum, biofuels, wind and solar. It is with such advanced, innovative technologies that we are able to discover new unconventional resources to produce products for our future.
The continuous search for energy efficiency at all levels in our industry, whether driven by emissions and carbon footprint reduction, energy utilisation or economic optimisation, continues to propel research and development breakthroughs. We continue to see new materials in catalysis and higher performance catalysts, manufacturing improvements, process innovations and equipment design advancements, and we are even rethinking our basic assumptions and conventional wisdoms, among others. This relentless search at Chevron Lummus Global has resulted in new-generation Isocracking applications, such as integrating hydrocracking for fuels and lubes, integrating hydrocracking and hydrotreating functions, and optimised partial conversion. The first of these new-generation Isocracking units that we designed were started successfully in the last couple of years.
Heavy oil development continues to be economic and highly attractive in North and South America. Horizontal drilling and multistage fracking will eventually unlock trillions of dollars of new oil and gas shale reserves in the Americas, Europe and Asia. These technologies will continue to improve the useful life of these reserves, which are estimated to last multiple decades.
Our latest heavy oil catalyst technologies allow the production of light clean transport fuels while still reducing the overall carbon intensity of the combined process. Catalyst innovation continues as a platform for greater R&D investment for Chevron Lummus Global. We have a great history and continue to develop and commercialise lower cost, higher performance hydrotreating and hydrocracking catalysts that are fit for purpose to convert heavy oil fractions to high-value, salable products.
Heavy oil recovery and upgrading will move well above 2 Million b/d as improved thermal technologies make their application economic at crude oil prices as low as $50/bbl. We also anticipate a technology push into the subsurface areas of heavy oil production, where in-situ upgrading may prove feasible and economic in the next few years. Subsurface upgrading technology is an area that could prove as revolutionary as the recent shale technologies have been in unlocking previously unrecoverable oil assets.
Recovered heavy oils such as bitumen are being converted in LC-Fining complexes in Canada and elsewhere to synthetic crude or finished products. We have furthered the LC-Fining technology and integrated it in upgrading schemes with other proven processes such as solvent deasphalting and delayed coking. As a result, recovery of heavy oil and conversion to transport
8 PTQ Q1 2012 www.eptq.com
fuels has become more economically attractive, unlocking resources.
Bio-derived fuels are not doomed to causing inflation by driving up food prices. Non-food crops will prove to be cost-effective sources of biofuel feedstocks in the near future as our latest R&D investments come on line. Chevron Lummus Global is now working in partnership with ARA to bring our first dedicated demonstration biorefinery on line by 2014.
Maybe we will always continue to fear change in our energy industry, but here we must recognise that a new generation of engineers, scientists and investors are coming behind us to meet the energy and environmental goals of a growing population.
Charles DrevnaPresidentNational Petrochemical & Refiners Association(American Fuel & Petrochemical Manufacturers as of 25January 2012)
Political and regulatory uncertainty abounds for petroleum refiners and
petrochemical manufacturers in the US in 2012, making it impossible to predict with certainty what changes lie ahead. 2012 also brings one change I can predict for the 110-year-old trade association I represent: NPRA, the National Petrochemical & Refiners Association. On 25 January, we will change our name to AFPM, the American Fuel & Petrochemical Manufacturers. We are adopting this new name because it better describes who we are and what we do.
Regarding the outlook for our industries in 2012, much depends on actions by Congress, President Obama, the US Environmental Protection Agency and the courts. President Obama, his EPA and the Senate majority remain focused on increasing over-regulation and increasing taxes on companies that produce oil and natural gas and that manufacture fuels and petrochemicals. The policies they advocate are part of an anti-fossil fuels agenda that would raise the cost of petroleum fuels and petrochemicals in an effort to make so-called “alternatives” that receive billions of dollars in taxpayer subsidies more competitive.
The majority in the House of Representatives is seeking to rein in over-regulation by EPA. The environmental agency wants to require fuel and petrochemical manufacturers to spend billions of dollars to reduce emissions, even though these reductions would bring little or no environmental benefit and would increase energy costs, trigger job losses, and harm US economic and national security.
At the same time, the outcome of lawsuits will determine how far EPA can go in some of its regulation of fuel and petrochemical manufacturers. One major case before the US Court of Appeals for the District of Columbia Circuit challenges EPA’s “endangerment
outlook copy.indd 3 13/12/11 10:59:08

www.ptqenquiry.com for further informationwww.ptqenquiry.com for further information
pcs 1.indd 1 9/12/11 16:46:31

finding”. This finding concluded that greenhouse gas emissions threaten the environment and public health, and is the foundation of EPA’s greenhouse gas regulations. My trade association has joined with other groups to argue that since the Clean Air Act never authorised greenhouse gas regulation, the only way to impose such a regulation would be for Congress to pass a new law.
AFPM will continue to support sensible and beneficial environmental regulation. But we believe that America’s national interest would best be served by comprehensive and objective cost-benefit analyses of regulations to determine which make sense and which do more harm than good.
We will continue to make our case in 2012 that EPA should not have unchecked power to take any action it wants — without specific authorisation by Congress —in the single-minded pursuit of unrealistic and harmful overregulation. It is time for higher consumer costs, lost jobs, and damage to America’s economic and national security to be considered as relevant factors in weighing whether ever-more stringent regulations are beneficial.
Eric BenazziMarketing DirectorAxens
T he main trends that will dominate the market for refinery products over the
next 20 years are now well known. World demand for oil products or their equivalents is likely to increase at an average rate of a little less than 1% per year up to 2030 when it will represent about 104 million b/d of oil equivalent. However, this growth will not be distributed evenly around the world. Growth in road diesel, currently at 1.8% per year, will continue at a higher rate than that of gasoline (0.8% per year) for which new demand will be mainly located in emerging countries. Whereas, in the OECD developed countries demand will drop by an average of 0.8% per year, generating refining overcapacity.
Demand for refinery products will also be influenced by legislation that will impose the incorporation of increasing quantities of biofuels, notably those derived from recycling lignocellulosic biomass. The situation is different in emerging countries. These countries whose GDP is growing at a fast rate have populations who aspire to greater mobility. Therefore, demand for oil products in these regions is due to rise at the rate of 1.6% per year over the coming years and will represent 65% of world demand by 2030.
Demand for natural gas will also continue to increase in all the regions of the world, driven by the production of electricity and the needs of industry. In Europe, its use represents one of the best compromises for combining economic competitiveness with the reduction of greenhouse gases. In North America, the exploitation of
unconventional gas sources is a “game changer” that will have lasting repercussions in the energy, refining and petrochemical sectors.
While these contrasting trends offer opportunities for development, there are also negative aspects. Worries and risks are present, linked to the financial crisis that is shaking Europe and which could, if the European governments do not restore confidence quickly, plunge the rest of the world into a deep financial crisis.
The fact is that emerging countries continue to rely on the spending of richer countries to fuel their growth needs; this is especially true for China. In 2010, Chinese consumer spending represented only 34% of GDP compared to 60% within OECD countries.
Nevertheless, due to the growing influence of emerging countries in the world, they will need to shift their economies to concentrate more on domestic consumption. This will mean that the organisation of entire industries will have to change. Higher wages will be required for this kind of rebalancing and the population will claim a higher level of social security and welfare. As a result, the catching up of developing markets will provide opportunities for developed countries.
In 2012, the magic words will be:• Flexibility and revamping of existing units to reduce the gasoline/diesel imbalance• Integration between refining and petrochemicals will be part of the solution to recover valuable products such as propylene from low-value heavy feeds• Squeezing the most from the bottom of the barrel will be required to take advantage of lower priced heavy crudes and to maximise motor fuel yields• Tightening of fuel quality specifications will persist worldwide, requiring catalysts that perform even better.
Innovation in both technology and catalysts will continue to be the best tools to respond to market changes and to maximise profitability.
Colin ChapmanPresidentEuro Petroleum Consultants
In the refining and petrochemical Industry, it is true to say that “the only constant in the
industry is change”. Over the past decades, refiners and petrochemical companies have had to meet challenges posed by legislation: • Refiners: to continuously improve product qualities for transportation fuels• Petrochemical producers: to produce higher valued products to differentiate from competitors.
In the gas sector, the introduction of shale gas on the global horizon is having a major impact on the future global gas markets and, in particular, in the Middle East and Russia. To meet these challenges, technology improvements have played a key role. We have seen
10 PTQ Q1 2012 www.eptq.com
outlook copy.indd 4 13/12/11 10:59:22

www.ptqenquiry.com for further information
3400 BissonnetSuite 130Houston, Texas 77005USA
Ph: [1] (713) 665-7046Fx: [1] (713) [email protected]
PROCESSCONSULTINGSERVICES,INC.
upsets from water slugs andother unpredictable situationsthat have damaged internals,resulting in diluent losses andhigh vacuum unit overhead con-densable oil. Diluent is neithercheap nor plentiful, and highvacuum column operating pres-sure will reduce overall liquidvolume yields. And if the designof the delayed coker fractionatoris based on today’s experiencewith conventional heavy feed-stocks you will be lucky to runsix months.What all this means is thatspecial process and equipmentdesigns are needed to satisfythe special demands of pro-cessing oil sands crudes. Suchprocesses are not generated bycomputer based designers whohave little or no experience andnever leave the office. They aredeveloped only by engineerswith know-how who have realexperience wearing Nomex® suitsand measuring true unit per-formance in Northern Alberta.Shouldn’t this be kept in mindby those considering long termsupply agreements?
Oil Sands Crude– Profits andProblems?Canadian bitumen productioncurrently runs about 1 MMbpd,with some being sold as Synbitand Dilbit. Over the next 10-12years output is expected toincrease to 3.5 MMbpd and morerefiners will begin investing toprocess it and come to dependon the Synbit and Dilbit for asignificant part of their supply.Few today, however, have everprocessed these feeds at highblend ratios, and are unawarethat conventional process andequipment designs are not upto the job. Canadian oil sands
feedstocks are extremely hardto desalt, difficult to vaporize,thermally unstable, corrosive, andproduce high di-olefin productfrom the coker. If you intend tolock into a long-term supply,therefore, it is imperative that youconsider reliability and run lengthfrom a particular design.Too low tube velocity in thevacuum heater tubes will lead toprecipitation of asphaltenes. Toofast a flow rate will erode thetube bends. If coil layout, burnerconfiguration and steam rate arenot correct, run length will bemeasured in months, not years.Diluent recovery unit designsmust take into account possible
For a discussion of factorsinvolved in designing refinery unitsto process difficult oil sands feed-stocks, ask for Technical Papers#234 and 238.
10 PTQ 01:10 01 PC PTQ 0107 ADF 10/19/07 4:42 PM Page 1
ad copy 2.indt 1 8/12/11 21:19:00

significant improvements in catalysts, plant designs and equipment.
This overview will focus on the Middle East gas and petrochemicals markets and their impact on the global markets. As the Middle East region looks to produce and export more refined products, predominantly ultra-low-sulphur diesel (ULSD), that meet the latest environmental specifications, radical changes are taking place in the established refining infrastructure and also produce more higher valued speciality products in the petrochemical sector, instead of commodity products.
Investment for new refineries and petrochemical facilities and new process technologies are being reconsidered as the economic climate has changed drastically in the last few years. Middle East producers are taking a fresh look at their existing assets and the options open to them to meet the increased production and product quality demands for the future. Projects are being scaled back to meet the new global situation.
However, we have recently seen an announcement on a project for the largest integrated refinery petrochemical complex in the world. The Sadara complex will benefit from low-cost ethane and propane feedstock from the adjacent Satcorp Complex and also from economy of scale. The complex will produce a variety of propylene-based products and aromatics. The project is estimated to cost $20 billion. About 45% of the products are destined for the Asian markets and 25% for other countries in the Middle East.
Sadara is the reincarnation of the $28 billion Dow/Aramco Ras Tanura Integrated Project (RTIP). The project was abandoned in 2010 due to escalating costs and a lack of agreement between the parties. Nearer term, Petro Rabigh’s $10 billion expansion on the Red Sea is being reconfigured from its original plan to produce 17 products in a $6.7 billion investment. Major quantities of speciality liquid chemicals will still feature. And in the immediate future, there is the $10 billion Saudi Kayan complex. Kayan has been producing major quantities of liquids and polymers for some time and will eventually manufacture 18 products.
These projects are based on low-cost feedstock and benefit from economies of scale. Middle East prices are usually fixed at favourable rates. The Saudi price for
natural gas, the dominant feedstock for the petrochemical industry in the Middle East, is $0.75/million Btu. This compares with much higher prices in other regions, which can vary from $3–10/million Btu.
The objective of the low Saudi price level was to guarantee very attractive internal rates of return for the potential international partners whose technology was required to develop the petrochemical sector. The price level has been fixed for decades. However, the price is due to be revised at the end of 2011 and is the subject of much debate in the region and beyond.
Saudi Arabia is in the leader of the move towards differentiated, higher valued speciality liquid chemicals. Other countries in the region are also moving into speciality liquid chemicals. The move to downstream speciality liquids is a strategy to stimulate economic diversification in the country, leading to greater employment prospects by creating locally available chemical and polymer building blocks for local conversion industries. This enables added value to be captured in the region. Why ship acetone from the Middle East to China, where it is converted into acrylic glass, and then ship it all the way back to the Middle East for use in signs and windows?
So more changes are on the horizon in the refining petrochemicals and gas sectors in the Middle East. Many of these topics will be presented and debated at our upcoming ME-TECH 2012 in Dubai, 13–14 February.This overview was prepared with assistance from Leslie McCune, Managing Director of Chemical Management Resources.
Rajeev GautamPresident & CEOUOP LLC, A Honeywell Company
This past year was an exciting one for UOP and across the refining, petrochemical,
natural gas and biofuels industries where we work. We have high expectations for 2012 and continue to dedicate ourselves to developing and delivering unique solutions
12 PTQ Q1 2012 www.eptq.com
www.ptqenquiry.com for further information
outlook copy.indd 5 13/12/11 10:59:34

that will address key trends in distillate production growth, novel refining technologies that will allow refiners to get more valuable product from every barrel of oil and the growing use of non-fossil feedstock sources.
There will be a continued emphasis on hydrocracking technology, catalysts and equipment for on-spec distillate production, especially in emerging regions like the Middle East, Asia and India, where capacity growth will be the strongest. This shift in product mix is a long-term trend, and we have committed significant resources to driving technology enhancements, new products and improvements in hydrogen management and energy efficiency to improve yields and profitability. Additionally, heavy crude is becoming a larger feedstock resource, and a refiner’s ability to process these heavier sources can offer a boost in margins. Our recently commercialised Uniflex process delivers 90% conversion to transport fuels while minimising by-products.
Another emerging trend that offers a great deal of opportunity for our customers is the continued growth in petrochemicals demand worldwide and the increased return on investment that producers can achieve by integrating their refineries and petrochemical complexes. UOP offers a number of novel approaches that can maximise production efficiency and leverage low-cost feedstocks.
Our latest innovation in FCC technology, the UOP
RxPro process, can achieve more than 20 wt% propylene yield from an FCC utilising advanced reactor technology and configurations found in our conventional FCC designs. In aromatics, technology and catalyst innovations are driving a significant increase in throughput at existing facilities along with step-change enhancements in energy efficiency. Additionally, we expect that the demand for solutions that produce propylene at high efficiency from cost- advantaged feeds, such as our own Oleflex technology, will remain an attractive option, especially as the shale gas boom drives LPG economics and availability.
We have seen the renewable fuels industry make some important steps forward over the last year, including the ASTM International approval of natural oil-based biofuels for commercial passenger flight and an impressive number of certification tests on military platforms. More and more global customers and governments are realising the importance of alternative options and that there are viable technologies available today. Renewable feedstocks have an enormous potential to contribute to our hydrocarbon supply and we expect to see the momentum for these technologies grow. The first UOP Ecofining unit for green diesel production will come online by the end of 2012.
Looking into 2012, we understand that our customers must focus on getting the highest return on their investments, maximising the yield on every single barrel of oil that they process.
www.eptq.com PTQ Q1 2012 13
call for papers 2011.indd 1 13/12/11 16:03:31
outlook copy.indd 6 13/12/11 16:06:53

© Tessenderlo Kerley, Inc. 2011
MPR Services, Inc, a member of the Tessenderlo Group,1201 FM 646, Dickinson, TX 77539-3014 USA
Telephone 281-337-7424 Fax [email protected]
www.mprservices.comHSSX is a registered trademark of MPR Services, Inc., U.S.A. SSX, HCX, and Oxex are trademarks of MPR Services, Inc., U.S.A.
MPR’s engineering, research and development teams continue to create improvements in our cutting edge reclamation technology.
The RVMB’s effectual and conservative operation gives you cost savings
formate, amino acids, bicine) and other corrosive contaminates.
Welcome to the RVMB™Welcome to the RVMB™(Rotating Valve Multi Bed)
MPR Services, Inc. Introduces New and Improved, Compact Technology
with Limiting Use of Resources and Energy
MPR’s RVMB has proven performance and reliability. The RVMB conserves use of resources saving you
wastewater, energy and chemical use which saves you money!
Call us for an amine analysis from our R&D laboratory and RVMB reclamation service.
www.ptqenquiry.com for further information
mpr.indd 1 8/3/11 14:07:58

Q There are so many catalyst/process options for maximising the LCO yield. What delivers the maximum yield at a competitive cost?
A Yen Yung, Global Technical Specialist, Albemarle, [email protected] Ken Bruno, Global Applications Technology Manager, FCC, Albemarle, [email protected] amount of light cycle oil (LCO) for blending to diesel from the fluid catalytic cracking (FCC) unit can be increased by adopting the following operation strategy:• Sharper fractionation of the FCC feed to minimise the amount of material boiling below 370°C, the so-called diesel-range fraction of the FCC feed• Minimise the initial boiling point of the LCO as much as possible while respecting the specifications for diesel, such as the flash point. The LCO yield will then increase at the expense of gasoline. This recommenda-tion applies to all columns in which diesel-range fractions are separated from gasoline. Some units have been able to minimise the LCO initial boiling point to about 165°C• Maximise the end point of LCO at the expense of the initial boiling point of heavy cycle oil while taking care that the specifications for diesel — for example, density and viscosity — are not exceeded.
The above reflect the first points the refinery operator should take care of before taking any other measures. In addition, an optimal FCC catalyst has to be selected based on the following considerations.
Most FCC units have been designed for operation in the LCO overcracking mode for the sake of high gaso-line yields. Nonetheless, a substantial increase in LCO in the 30–40 wt% range can be obtained. An obstacle to overcome is the potential loss in bottoms conversion. The actual yield of gasoline and LCO will depend on operating severity, feed type and quality, and catalyst. The challenge is to selectively crack the large slurry molecules to LCO, while keeping down the coke yield and avoiding overcracking of LCO molecules into lighter products. This means increasing the reaction rates of the LCO-producing reactions while decreasing the rates of the LCO-consuming reactions to gasoline and to coke. It is generally accepted that mesopore and macropore activity, the so-called alumina matrix activ-ity, favours bottoms cracking, while zeolite provides for higher LPG and gasoline selectivity. Therefore, middle distillate production is generally favoured by higher matrix cracking (as evidenced by a higher meso
surface area) and reduced zeolite cracking. In other words, middle distillate production increases as the zeolite-to-matrix ratio (Z/M) decreases.
For greatest bottoms conversion, the feed molecules need to reach the active sites quickly. Conversion of the desirable products in the diesel boiling range and other secondary reactions, such as hydrogen transfer, aroma-tisation and condensation, must be avoided. This is achieved by increasing the accessibility of the catalyst. Accessibility, related to mass transfer, is the property that allows the feed molecules to rapidly reach the active sites and primary products to escape promptly, prior to any deleterious secondary reactions. Outstanding performance of highly accessible catalysts, as measured by our internally developed Albemarle Accessibility Index (AAI) method, has been confirmed in several applications.
Albemarle has a full line of MD catalysts. Amber MD
and especially Upgrader MD feature the highest matrix cracking and AAI in industry. Amber MD is recom-mended for gasoil feed applications, and the Upgrader catalyst family is recommended for cracking residual feedstocks. For applications requiring flexibility, our bottoms conversion additive BCMT-500 is recom-mended for all types of feedstock. In addition, Albemarle’s technical specialists have special tools for selecting the proper FCC catalysts grades, including low rare earth (LRT) technology alternatives, and opti-mising unit operations.
The two examples below show that a very high LCO yield can be achieved. The first example concerns an FCC unit processing vacuum gasoil with a typical API of 23° and a sulphur content of about 1 wt%. The cata-lyst used is Amber MD, the unit riser outlet temperature was 518°C, the combined feed tempera-ture 226°C and the cat-to-oil ratio 7.0 kg/kg. The special unit feature is that the gasoline endpoint is minimised to an ASTM D-86 endpoint of 149ºC, while the LCO endpoint is very high at an ASTM D-86 endpoint of 379ºC. Thanks to these cutpoints and the
www.eptq.com PTQ Q1 2012 15
ptq&a
Additional Q&A can be found at www.eptq.com/QandA
Mesopore and macropore activity favours bottoms cracking, while zeolite provides for higher LPG and gasoline selectivity
Q&A copy 9.indd 1 9/12/11 09:55:39

use of Amber MD, a yield of 44 wt% LCO is obtained, having a typical cetane index of 34. This unit applies no bottoms recycle.
The second example is an Amber MD application processing vacuum gasoil. The severity is very low: low reaction temperature (499°C), high combined feed temperature (368°C) and low catalyst-to-oil ratio (4.0 kg/kg). Bottoms recycle (the recycle rate/fresh feed ratio varied between 0.5–1.0 vol/vol) is applied to enhance the production of LCO. Note that the volume of recycle can be as high as the fresh feed intake. In this example, gasoline endpoint is also minimised. LCO yield and cetane index are very high: 42.4 wt% and 34, respectively.
A Ray Fletcher, Senior Technologist, Intercat, [email protected] are several options for maximising LCO produc-tion on the FCC unit. Since increasing LCO yield is achieved by reducing conversion, there will be a corre-sponding increase in slurry yield. The profitability achieved in a maximum LCO operation is directly related to the ability to prevent or limit this increase in slurry yield. Another important consideration that is typically overlooked is the anticipated duration of favourable diesel market economics.
Achieving desired yield selectivities is rarely the result of a single variable optimisation. It is very
unlikely to be able to maximise LCO yield entirely through catalyst reformulation. Intercat strongly recommends that the FCC operator works closely with their chosen catalyst supplier to optimise the catalyst formulation. However, it must not be overlooked that the catalyst supplier will rarely be able to meet tran-sient LCO market opportunities adroitly.
This is due to the fact that there are often large volumes of catalyst within the manufacturer’s strategic stocks held in reserve for the refiner, catalyst shipments
in transit plus fresh catalyst within the catalyst hopper. In addition, the unit must be 35–40% changed out before the refiner can begin to see selectivity differ-ences. The typical time frame for the refiner from the point of decision until the unit begins to see selectivity changes will often be at least two to three months.
This long lag time has been sufficient to prevent most refiners from attempting to profit from market shifts. Intercat offers an alternative solution that will enable the refiner to profit from both short- and long-term market diesel demand.
The first step to maximising the LCO yield1 on the FCC unit is to ensure that the unit independent vari-ables have been optimised (see Figures 1 to 8). Note that the absolute value and slope for each independent variable will vary unit by unit. These standard shifts for maximum LCO are provided below.• Reduce riser outlet temperature (+0.75 wt% for -10°F)• Increase preheat temperature (+0.15 wt% for +10°F)• Reduce gasoline and point (+1.7 wt% for -10°F)• Recycle slurry (LCO ~30–40% of conversion)• Increase CRC for partial-burn units (~1–2 wt%)• Reduce catalyst activity (0.25 wt% for -1 wt%).
The most typical variable shifts for maximum LCO include reduced riser outlet, reduced gasoline end point, reduced catalyst activity via lower catalyst addi-tions, recycling slurry up to the unit constraints (typically main air blower or wet gas compressor) plus optimisation of catalyst circulation rate via preheat temperature.
The catalytic variables for LCO maximisation include:• Decrease zeolite concentration• Decrease rare earth on zeolite• Increase matrix composition (acid sites residing in pores greater than 8 Å)• Optimised catalyst architecture. This may be defined as pore volume or accessibility, depending on your catalyst supplier.
The standard catalyst formulation for maximum diesel includes a reduction in zeolite content plus rare earth on zeolite, and an increase in active alumina with
www.ptqenquiry.com for further information
16 PTQ Q1 2012 www.eptq.com
The first step to maximising the LCO yield on the FCC unit is to ensure the unit independent variables have been optimised
data points below the average expected ethane recov-ery after the revamp was a lower than average inlet pressure. As pressure is lowered, there is a decreased level of energy available to transform into refrigera-tion, so the benefit of the increased tray efficiency is not fully realised. Another option for revamp is to provide booster compression to maintain a minimum inlet pressure at all times. This would capture the dual benefit of the trays, providing the expected incremen-tal recovery and the gain in recovery from a higher pressure. For the cases where the average ethane recovery was greater than 5%, the inlet feed pressure was elevated, which allowed the separator tempera-ture to be reduced for increased reflux to improve ethane recovery. The impact of this situation was an additional 2–2.5% ethane recovery. As a result, the overall ethane recovery translates to around a 3.5–4% increase from the revamped trays.
No incremental operating costs are needed for this type of revamp. The value gain (incremental revenue minus incremental cost) from the incremental ethane recovered quickly covers the cost of the revamp (equipment and installation) to create a payback of approximately three months.
There is room on the Superfrac trays to increase flow by 15%. Other equipment around the tower limits an increased flow and provides the next debottlenecking opportunity.
The incremental ethane production from this type of revamp project is consistently higher than anticipated, and the project has been considered a success at the four units with a payback of less than half a year. Three more revamps on Alberta-based demethanisers are planned to be executed by Koch-Glitsch for Q4 2011. The Inside-Out Design Approach used by Koch-Glitsch aimed to provide the project team with confidence in the gain in value proposed in recommendations for the tower internals revamp.
Other revamp options to further increase the ethane recovery of these entire facilities are also being considered.
Kidextractor
Quarter page
After you have usedit the first time, theKid Extractor willbecome your trustyhydraulic-tube-bundle-extractor
KIDExtractor Ltd.P.O. Box 11, ZebbugMALTATel. 00356-21-462891Fax. 00356-21-462755MOBILE: 00356-94-20596E-mail: [email protected]: www.kidextractor.com
koch.indd 4 5/9/11 13:22:50Q&A copy 9.indd 2 9/12/11 09:55:52

www.eptq.com PTQ Q1 2012 17
Figure 1 LCO Yield vs riser temperature
19.0
21.0
20.5
20.0
19.5
18.5
18.0
17.5
17.0
16.5
960 980 10201000
LC
O,
vol%
Riser outlet, ºF
16.0
Figure 2 Slurry yield vs riser outlet temp
7.5
8.5
8.0
7.0
6.5
6.0
5.5
5.0
960 980 10201000
Slu
rry,
vol%
Riser outlet, ºF
4.5
Figure 3 LCO Yield vs preheat temperature
20.5
20.0
19.5
19.0
18.5
18.0
350 450 550
LC
O,
vol%
Preheat temperature, ºF
17.5
Figure 4 Slurry yield vs preheat temperature
8.0
7.5
7.0
6.5
6.0
350 450 550
Slu
rry,
vol%
Preheat temperature, ºF
5.5
Figure 5 LCO yield vs gasoline end point
30
32
28
26
24
22
20
320 360 440400
LC
O,
vol%
Distillation temperature, ºF
18
Figure 6 LCO yield vs CFR
20.5
20.6
20.4
20.3
20.2
20.1
20.0
1.00 1.01 1.02 1.03
LC
O y
ield
, vo
l%
CFR
19.9
1.4
1.3
1.2
1.1
1.0
0.9
0.0 0.2 0.4 0.6 0.8
LC
O/S
lurr
y
CRC, wt%
0.8
Figure 7 LCO yield vs CRC
3.0
2.5
2.0
1.5
1.0
0.5
68 70 72 74 76
∆LC
O
Activity, wt%
0.0
Figure 8 Delta LCO yield vs activity
Q&A copy 9.indd 3 9/12/11 09:56:04
optimisation of catalyst particle diffusional characteris-tics. The most successful catalyst reformulations feature a reduction in the zeolite-to-matrix (Z-to-M) ratio. These formulation changes are worth consideration if
optimal diesel market conditions are expected to last more than four to six months.
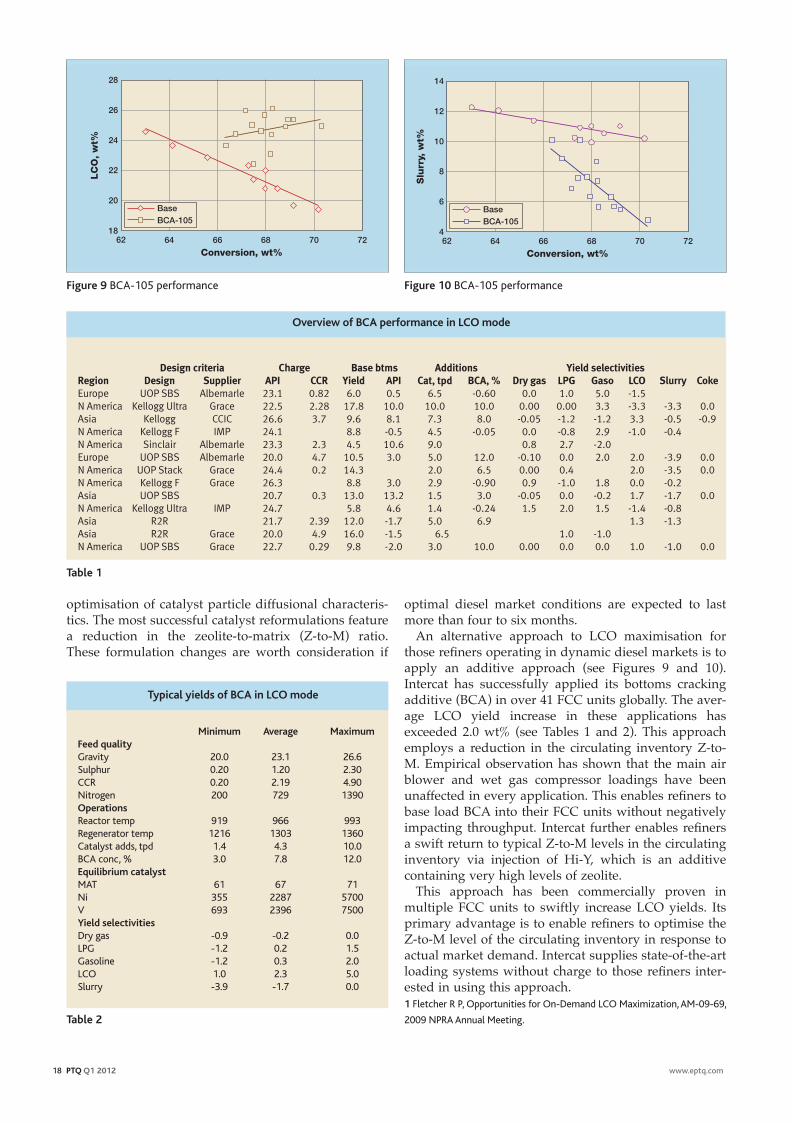
An alternative approach to LCO maximisation for those refiners operating in dynamic diesel markets is to apply an additive approach (see Figures 9 and 10). Intercat has successfully applied its bottoms cracking additive (BCA) in over 41 FCC units globally. The aver-age LCO yield increase in these applications has exceeded 2.0 wt% (see Tables 1 and 2). This approach employs a reduction in the circulating inventory Z-to-M. Empirical observation has shown that the main air blower and wet gas compressor loadings have been unaffected in every application. This enables refiners to base load BCA into their FCC units without negatively impacting throughput. Intercat further enables refiners a swift return to typical Z-to-M levels in the circulating inventory via injection of Hi-Y, which is an additive containing very high levels of zeolite.
This approach has been commercially proven in multiple FCC units to swiftly increase LCO yields. Its primary advantage is to enable refiners to optimise the Z-to-M level of the circulating inventory in response to actual market demand. Intercat supplies state-of-the-art loading systems without charge to those refiners inter-ested in using this approach.1 Fletcher R P, Opportunities for On-Demand LCO Maximization, AM-09-69,
2009 NPRA Annual Meeting.
Figure 9 BCA-105 performance
24
28
26
22
20
62 64 66 68 70 72
LC
O,
wt%
Conversion, wt%
18
BaseBCA-105
10
14
12
8
6
62 64 66 68 70 72
Slu
rry,
wt%
Conversion, wt%
4
BaseBCA-105
Figure 10 BCA-105 performance
18 PTQ Q1 2012 www.eptq.com
Design criteria Charge Base btms Additions Yield selectivitiesRegion Design Supplier API CCR Yield API Cat, tpd BCA, % Dry gas LPG Gaso LCO Slurry CokeEurope UOPSBS Albemarle 23.1 0.82 6.0 0.5 6.5 -0.60 0.0 1.0 5.0 -1.5NAmerica KelloggUltra Grace 22.5 2.28 17.8 10.0 10.0 10.0 0.00 0.00 3.3 -3.3 -3.3 0.0Asia Kellogg CCIC 26.6 3.7 9.6 8.1 7.3 8.0 -0.05 -1.2 -1.2 3.3 -0.5 -0.9NAmerica KelloggF IMP 24.1 8.8 -0.5 4.5 -0.05 0.0 -0.8 2.9 -1.0 -0.4NAmerica Sinclair Albemarle 23.3 2.3 4.5 10.6 9.0 0.8 2.7 -2.0Europe UOPSBS Albemarle 20.0 4.7 10.5 3.0 5.0 12.0 -0.10 0.0 2.0 2.0 -3.9 0.0NAmerica UOPStack Grace 24.4 0.2 14.3 2.0 6.5 0.00 0.4 2.0 -3.5 0.0NAmerica KelloggF Grace 26.3 8.8 3.0 2.9 -0.90 0.9 -1.0 1.8 0.0 -0.2Asia UOPSBS 20.7 0.3 13.0 13.2 1.5 3.0 -0.05 0.0 -0.2 1.7 -1.7 0.0NAmerica KelloggUltra IMP 24.7 5.8 4.6 1.4 -0.24 1.5 2.0 1.5 -1.4 -0.8Asia R2R 21.7 2.39 12.0 -1.7 5.0 6.9 1.3 -1.3Asia R2R Grace 20.0 4.9 16.0 -1.5 6.5 1.0 -1.0NAmerica UOPSBS Grace 22.7 0.29 9.8 -2.0 3.0 10.0 0.00 0.0 0.0 1.0 -1.0 0.0
Overview of BCA performance in LCO mode
Table 1
Minimum Average MaximumFeed qualityGravity 20.0 23.1 26.6Sulphur 0.20 1.20 2.30CCR 0.20 2.19 4.90Nitrogen 200 729 1390OperationsReactor temp 919 966 993Regenerator temp 1216 1303 1360Catalyst adds, tpd 1.4 4.3 10.0BCA conc, % 3.0 7.8 12.0Equilibrium catalystMAT 61 67 71Ni 355 2287 5700V 693 2396 7500Yield selectivitiesDry gas -0.9 -0.2 0.0LPG -1.2 0.2 1.5Gasoline -1.2 0.3 2.0LCO 1.0 2.3 5.0Slurry -3.9 -1.7 0.0
Typical yields of BCA in LCO mode
Table 2
Q&A copy 9.indd 4 9/12/11 16:52:25

Q Are low rare earth catalyst additives for SOx reduction
available?
A Alan Kramer, Global FCC Additives Specialist, Albemarle, [email protected] Yes, Albemarle’s SOxMaster is a zero rare earth SOx reduction additive that has been in use since 2005. Albemarle originally developed SOxMaster in response to the known negative effects of cerium in partial- combustion FCC units. As rare earth prices escalated, refiners operating in full combustion have turned to SOxMaster to control both SOx emissions and rare earth costs. It has been used by over 20 refineries around the world.
Switching SOxMaster requires special attention due to the differences in performance characteristics between SOxMaster and cerium-containing SOx reduc-tion additives. Albemarle has collected the best practices and lessons learned from the multitude of additive trials our technical service teams have performed globally. We have condensed this information into an efficient trial execution template, designed to keep the refinery in compliance with its SOx emissions regulations, while becoming acquainted with the new additive. This template consists of four main components: prerequisite data gathering and analysis, baseline establishment, SOxMaster transition, and the ongoing demonstration of performance.
In conclusion, refiners should not have to settle for new low rare earth SOx additives when non-rare earth alternatives are already available.
A Ray Fletcher, Senior Technologist, Intercat, [email protected] plays a significant role in additives for SOx reduction. Reducing the additive cost by simply drop-ping the cerium oxide concentration will work up to a certain point. However, exceeding this point will result in loss of SOx-reducing activity, leading to substantially increased additive injection rates.
Intercat has developed a low-cerium SOx-reducing additive, Super SOxGetter-II, in which the cerium oxide content has been reduced by 50%. The activity of this additive has been observed to be at least equal to the benchmark SOx-reducing additive, SOxGetter, which contains twofold more cerium oxide. Over 38 FCC units are now continuously injecting SOx Getter-II with-out any loss in SOx absorption efficiency. This technology enables refiners faced with stringent SOx emissions standards to reduce their operating budget without compromising effectiveness. Additional R&D work is currently under way to further reduce this cerium level; it is expected that SOxGetter-III will shortly become available with much lower cerium content.
Intercat has developed a rare earth-free SOx-reducing additive, Cat-Aid. This additive is effective where ultra-low levels of SOx reduction are not required. This additive is lower in cost but requires higher concentrations in the circulating inventory. It has
the side benefit of passivating vanadium and absorbing feed nitrogen, leading to enhanced conver-sion together with a reduction in fresh catalyst additions. This additive provides add-on features for refiners who do not yet require reductions in SOx to ultra-low levels.
Q Is it possible to predict desalter performance accurately when switching between crude blends?
A Sam Lordo, Marketing Manager-Process NA, Nalco Energy Services, [email protected] without a lot of testing and knowledge of the indi-vidual crudes that comprise the blend. Even after that the models used are not accurate enough to fully predict impacts on desalination, dehydration and oil undercarry.
cheap crudes and supplemental feedstocks drive plan-ning decisions. The task at hand is to decide how to prepare and protect your hydrocracker or hydrotreater from silica and other contaminants that will force you into an early shutdown. No-one wants to turn an oper-ating unit around prior to a planned event, as the cost and disruption to the entire facility are enormous. Today’s refiners have competing forces at play: inex-pensive, opportunity feeds containing high levels of contaminants combined with the need to keep the unit operating until the next scheduled turnaround or longer.
Innovative technology solutions can help address this issue. CLG has catalyst systems available to handle silica and other contaminants. Our catalysts are capable of handling high levels of silica and can be designed to handle specific contaminants as well as optimised for particular operating conditions and expectations. We offer a complete line of guard systems and catalysts to protect your investment, as well as to allow you to opti-mise your refinery and operate it at its full potential.
Silicon is a contaminant that is present in all delayed coker-derived feedstocks and also observed in straight-run gas oils derived from certain crudes. Catalyst loading strategies are available to manage silicon in the feed while maintaining the desired catalyst cycle life.
The first bed in a hydroprocessing unit reactor includes a graded bed consisting of several layers of different materials, with the objective of protecting the down-stream catalyst from plugging due to particulates and/or deactivation due to metals, sodium, silicon or other contaminants.
If the unit feedstock contains silicon, one of the materials utilised in the graded bed would be a cata-lyst optimised for silicon uptake. A high surface area catalyst is recommended to provide high silicon removal capacity without significantly impacting cata-lyst activity. UOP specifies catalysts manufactured by our alliance partner Albemarle, which are well suited to silicon removal. The specific materials are selected based on the nature of the unit feedstock (naphtha or distillate vs heavy gas oils) and the processing objectives.
It is not required that all silicon in the feed be trapped in the graded bed, since the main hydrotreat-ing catalyst typically retains a reasonable activity even when loaded with some silicon. The graded bed volume may be limited by the need to maintain a certain volume of active treating catalyst. In this case, there will be some breakthrough of silicon from the graded bed into the main catalyst as the cycle progresses. However, by optimising the proportion of silicon trap versus active catalyst, sufficient activity may be retained to reach the desired cycle length. It should be noted that sulphur breakthrough into the main catalyst will prevent the catalyst from being regenerated and reused, since silicon is not removed during a catalyst regeneration.
The good news is that silicon is a relatively mild poison for hydrotreating catalyst. It can come into the hydrotreater as a solid (eg, sand particulates) or as a dissolved organic material. If silica (SiO2) comes into the unit as a particulate, it will tend to build up the pressure drop in the unit by filling in void space in the
6
10
9
8
7
5
4
3
2
1
0 4 8 1 1 2 2 2
RA
V, %
SiO2 on catalyst
0
Q&A copy 8.indd 3 13/9/11 12:03:34
www.eptq.com PTQ Q1 2012 19
www.ptqenquiry.com for further information
Reducing the additive cost by simply dropping the cerium oxide concentration will work up to a certain point
Q&A copy 9.indd 5 9/12/11 09:56:27

Grace Davison leads the industry with the first commercially
successful zero and low rare earth FCC catalysts:
the REpLaCeRTM family.
REp RTM
Worried about the high cost of rare earth?
www.grace.comwww.e-catalysts.com
www.ptqenquiry.com for further information
grace.indd 1 8/12/11 21:10:12

Catalysts for maximising middle distillates
Increasing middle distillates consumption in Europe is a trend that began in the 1990s and is
expected to continue in the future, while at the same time gasoline demand is decreasing. This has resulted in an imbalance between demand and supply for middle distillates and gasoline in Europe, meaning that refiners face an important challenge of increasing the gasoil-to-gasoline ratio in the refinery. There are many options by which refiners can raise the produc-tion of middle distillates at the expense of gasoline. For example, refineries can operate their FCC units in maximum distillates mode.
The Repsol Puertollano refinery is an inland refinery located in the centre of Spain. The refinery proc-esses heavy crudes with a deep conversion scheme, which includes a delayed coker and FCC and mild hydrocracker (MHC) units. The complex also includes an ethyl tert-butyl ether (ETBE) and a hydrofluoric acid alkylation unit, which process the C4 fraction from the FCC unit. The FCC unit is a 40 500 b/d Exxon Flexicracker, which was started up in 1983. In 2004, an Axens MHC was installed for FCC feedstock pretreatment, in order to adapt product quality to the more stringent regulations of maximum sulphur in fuels. Since then, 90–95% of the feedstock proc-essed by the FCC unit is mild hydrocracker residue (RMHC), with the other 5–10% being a heavy feed-stock, such as atmospheric residue, which is necessary to close the unit heat balance.
The main objective at the Puertollano FCC unit is the maxim-
Collaboration in catalyst development and application, from laboratory scale to commercial operation, enabled a refiner to achieve production objectives
Ruben MIRavalles and TaMaRa GalIndoRepsol
isation of middle distillates production. Other unit objectives include a reduction in light naphtha yield, maximum olefin content and a minimum motor octane number (MON) value required. To achieve these objectives, the unit operates at very low severity (low riser temper-ature, cat-to-oil ratio and e-cat activity), with maximum slurry recycle. Producing maximum middle distillates in the Puertollano FCC unit case is a difficult chal-lenge. The severely hydrotreated
RMHC feedstock is highly crackable with a very poor selectivity to middle distillates. In addition, the coke-making tendency of the RMHC feed is very low. Therefore, processing this feedstock at low severity requires maximum slurry recycle and the simultaneous processing of a certain amount of heavy feedstock, such as atmos-pheric residue, in order to close the heat balance.
Processing of atmospheric residue in this unit has several disadvan-tages. For example, low-sulphur atmospheric residues must be proc-
essed in the FCC unit in order not to penalise the sulphur balance. Therefore, light crudes, which are not the optimum feedstock in the refinery scheme, must be distilled to feed the FCC unit. Processing of atmospheric residue in the FCC unit also results in high metals contamination on the e-cat, with a subsequent increase in catalyst consumption.
Collaboration projectGrace Davison has been the FCC catalyst supplier for the Puertollano FCC unit for several years. Grace has continually made innovations in catalyst technology, which has allowed the Puertollano FCC unit to better adapt to the changing production scenarios. Before the start-up of the MHC unit, the Goal catalyst from Grace Davison was used. After the start-up of the FCC pretreatment and in order to adapt to the significant feed quality change and operating conditions in the FCC unit, the Goal catalyst was replaced by the Nomus-100 catalyst based on first-generation EnhanceR technology.
Later, Grace Davison developed the Nomus-Dmax catalyst, which is a second-generation EnhanceR cata-lyst for increased middle distillates yields, and this catalyst was also successfully applied to the Puertollano FCC unit operation. In order to fully optimise the challeng-ing Puertollano operation, Grace Davison and Repsol decided to start a joint collaboration project to develop a new generation of cata-lysts for middle distillates maximisation in hydrotreated feed-stock scenarios.
www.eptq.com PTQ Q1 2012 21
Increasing middle distillates consumption in europe is expected to continue, while at the same time gasoline demand is decreasing
repsol.indd 1 9/12/11 10:03:42

22 PTQ Q1 2012 www.eptq.com
formulations and tested them on a laboratory scale in an ACE (advanced catalyst evaluation) unit.
A total of 19 catalysts were evalu-ated in the first round to select the best zeolite, matrix and post- treatments, and six of the highest performing catalysts were fine-tuned and tested again in a second round of trials. Upon completion, the top four catalysts were selected for the following phase of the project, which consisted of an eval-uation in the Repsol DCR-II pilot plant unit. Process modelling with FCCSim was used to translate pilot plant results to the commercial unit, to check unit constraints and to optimise operating conditions for the new catalysts. The catalyst that showed the best performance in both a high and low metals scenario, the DieseliseR-Sol 16 cata-lyst, was manufactured by Grace Davison on an industrial scale and the results from its commercial use in Puertollano’s refinery will now be discussed.
Commercial application of DieseliseRThe DieseliseR-SOL 16 catalyst trial began in September 2009. During the catalyst turnover, the feed rate in the commercial unit was variable, with alternating operations at a minimum feed rate during the end of 2009 and early 2010 with periods of high throughput. Independently of the total feed rate, the improve-ment in heat balance closure achieved with the new DieseliseR-SOL 16 catalyst has allowed a desired progressive reduction in the low-sulphur atmospheric residue (AR) processing (see Figure 1).
Due to the reduction in the amount of atmospheric residue needed to close the heat balance, contaminant metals on e-cat have been significantly reduced, in particular by deactivating metals such as vanadium and sodium. The periods of low feed rate have also contributed to lower contaminant metals levels on e-cat. Consequently, the catalyst addition rate has been progressively decreased until it reached the minimum technically needed to maintain levels in the regenerator and stripper (see Figure 2).
Two different scenarios were defined for the development of the new catalyst: a high metals scenario, corresponding to atmospheric resi-due processing and high metals on
e-cat; and a low metals scenario, with no atmospheric residue proc-essed and low metals on e-cat. In the first phase of the project, Grace Davison developed several catalyst
rh/t
,etar
de
eF
,elcy c
eryr r
ulsd
naetar
RA
rh /t
Figure 1 Feed rate, atmospheric residue rate and slurry recycle
3.0
2.5
2.0
1.5
1.0
0.5
01/0
6/08
31/0
7/08
29/0
9/08
28/1
1/08
27/0
1/09
28/0
3/09
27/0
5/09
26/0
7/09
24/0
9/09
23/1
1/09
22/0
1/10
23/0
3/10
22/0
5/10
21/0
7/10
19/0
9/10
18/1
1/10
17/0
1/11
18/0
3/11
17/0
5/11
16/0
7/11
14/0
9/11
Cata
lyst
addit
ion,
t/hr
V+N
a e
-cat,
ppm
0.0
10000
9000
8000
7000
6000
5000
4000
3000
Catalyst additionV+Na
Figure 2 Catalyst addition vs vanadium and sodium levels on e-cat
rh/t
,etar
de
eF
%tw
,e ta llitsi
del
ddi
M
Figure 3 Middle distillates (140–380°C) production
repsol.indd 2 9/12/11 16:56:32

CODE: DSS-11-1A-R1 PUB/POST: FUEL; PTQ Revamps – Due 8/23 PRODUCTION: Michael Eibner LIVE: 180 mm x 267 mm
DESCRIPTION: DuPont IsoTherming Ad Option 2 WORKORDER #: 003074 TRIM: 210 mm x 297 mm
Delivery Support: 212.237.7000 FILE: 01A-003070-01A-DSS-11-1A-R1.indd SAP #: DUP.DUPSS.11010.Y.011 BLEED: 216 mm x 303 mm
Art: DUP11017A_001B_Ext_SWOP3.tif (CMYK; 338 ppi; Up to Date), DUP- DuPont wTag-NEG.ai (Up to Date), DSS_stacked_CT.ai (Up to Date)
Copyright ©2011 DuPont. All rights reserved. The DuPont Oval Logo, DuPont™, The miracles of science™ and all products denoted with ® or ™ are registered trademarksor trademarks of E. I. du Pont de Nemours and Company or its affi liates.
NEW HIGH-PERFORMANCE HYDROPROCESSING TECHNOLOGY FOR LOW SULFUR FUELS.
Learn more. Visit sustainablesolutions.dupont.com
Iso� erming® technology from DuPont Sustainable Solutions is for use in diesel and gasoil hydrotreating and mild hydrocracking processes. With commercial units and licenses globally, this new liquid full reactor technology provides a proven, cost-e� ective, � exible way to produce low and ultra low sulfur transportation fuels. In addition, Iso� erming® eliminates the need for a recycle-gas compressor, making your operations simpler, safer and less expensive, with lower capital costs compared to conventional hydroprocessing. Iso� erming®—an innovative and commercially proven hydroprocessing technology from DuPont.
www.ptqenquiry.com for further information
dupont.indd 1 1/9/11 20:47:42

24 PTQ Q1 2012 www.eptq.com
During the catalyst turnover, a continuous increase in middle distil-lates (140–380°C) was recorded in the unit (see Figure 3), thus achiev-ing a significant improvement in the main production objective.
Reduction in light naphtha production using the DieseliseR-SOL 16 catalyst is also clear (see Figure 4), although in this case the comparison is not so straightfor-ward because the level of olefins promoter in the inventory has not been constant. Due to lower propyl-ene demand, olefins promoter usage was stopped during the DieseliseR-SOL 16 catalyst period, as can be seen in the graphic of P2O5 on e-cat (see Figure 5). This factor must be taken into account because it is necessary to discount the olefins promoter effect for the comparison of the two catalysts.
Shifts in commercial yields with the new catalyst are detailed in Table 1. The deltas have been obtained as the difference between average values from several test runs performed in the commercial units with the Nomus-Dmax 121 catalyst, before catalyst substitution, and the DieseliseR-SOL 16 catalyst at around 60% turnover. Regarding operating conditions, it can be seen that riser temperature and MAT activity have been held constant on average between the two periods. Feed rate was slightly lower during the DieseliseR-SOL 16 catalyst period, whereas slurry recycle was slightly higher.
The main change in operating conditions was the reduction in olefins promoter addition rate due to lower propylene demand. Nevertheless, the effect of olefins promoter on the yields in Table 1 has been corrected. Results show an impressive increase of more than 3 wt% in middle distillates, similar bottoms production and a signifi-cant reduction in light naphtha, thus achieving the desired FCC product yields to better suit market demand. The decrease in propylene production is not an issue in the current situation as a result of low product demand, and in any case LPG production loss could be easily recovered with the addition of ZSM-5 additive.
E-cat comparison Direct comparison of the previous and current catalyst in the industrial unit is difficult. First, feedstock qual-ity has been variable, with atmospheric residue being progres-sively reduced during the catalyst turnover. Second, some of the oper-ating conditions that greatly impact yields and selectivity, such as feed rate (which affects residence time) and olefins promoter addition rate, have been varied during the DieseliseR-SOL 16 catalyst turnover.
For this reason, in order to check the good results observed during the industrial trial, several Nomus-Dmax 121 and DieseliseR-SOL 16 e-cat samples collected from the commercial FCC unit were tested in the DCR pilot plant at Repsol’s research and development facilities.
rh/t
,etar
de
eF
% tw
,aht
hpa
n th
giL
Figure 4 Light naphtha (C5 90°C) production
%tw
tac-e
50
2P
Figure 5 Olefins promoter on e-cat (wt% P2O
5)
∆yield (DR16 - base)Yields: ∆Conversion @ 161°C -3.8Fuel gas 0.2C
3 total -1.18
C4 total -1.15
LPG -2.3LCN-L -2.9LCN-M 1.1Gasoline -1.7Middle distillates 3.5DO 0.3Coke 0.0Operating conditions:Feed rate, t/h -24.9RA rate, t/h -6.4Slurry recycle, m3/h 5.8Feed density -0.0042Riser temperature, °C 0Preheat temperature, °C 11MAT activity, wt% 0Olefins promoter, % e-cat -2.5
Yields and operating data comparison of DieseliseR-SOL 16 vs Nomus-Dmax 121
Table 1
repsol.indd 3 9/12/11 10:04:02

provided a successful outcome in an area of joint interest. It has been an exemplary project, covering all the stages from research in new catalytic technology to development and testing, first at laboratory scale, followed by pilot plant validation and successful application to commercial production and operation.
EnhanceR, DieseliseR-SOL, NOMUS-DMAX, NOMUS-100 and GOAL are marks of Grace Davison.
Rubén Miravalles works in the Refining Department of Repsol’s R&D Division where he is in charge of the FCC research project and has acquired broad experience in catalyst characterisation and selection, modelling and process studies. He holds a bachelor’s degree in chemistry from the University of Burgos, Spain, and a master’s in refining, gas and marketing from the Instituto Superior de la Energia. Tamara Galindo is a Process Engineer at Repsol’s Puertollano refinery, Spain, where she is in charge of several processes. She holds a bachelor’s degree in chemical engineering from Rey Juan Carlos University, Madrid, and a master’s in refining, gas and marketing from the Instituto Superior de la Energia.
www.eptq.com PTQ Q1 2012 25
For the pilot plant comparison, the e-cat samples were tested at constant operating conditions, which simu-lates operation in the industrial unit, using a representative feed sample collected from the Puertollano unit. The results of pilot plant comparison of both catalysts at constant coke, which are shown in Table 2, confirmed the excellent results observed in the commercial unit.
ConclusionsThe development of a new genera-tion of EnhanceR FCC catalysts for maximising middle distillates has resulted in a significant benefit for the Puertollano refinery. The DieseliseR-SOL 16 catalyst has achieved an improvement in the two main production objectives — namely, a significant increase in middle distillates production in a very challenging hydrotreated scenario and a decrease in gasoline production — thus allowing the FCC unit product yields to better match the refinery’s demand. The optimised catalyst also allows the
FCC unit’s heat balance to be closed without having to process atmos-pheric residue, which provides a reduction in e-cat metals and cata-lyst consumption, and a decrease in the sulphur content of FCC products.
Last, but not least, this project involved close collaboration between Repsol and Grace, which
Table 3
∆yield (DR16 - base)Yields: ∆Conversion @ 161°C -4.4Sulfhydric 0.0Fuel gas 0.1C
3 total -0.47
C4 total -0.50
LPG -1.0LCN-L -2.5LCN-M 1.0Gasoline -3.4Middle distillates 3.0DO 1.2Coke 0.0Total 0.0
DCR pilot plant comparison of e-cats at constant coke
Table 2
Determination of Sulfur and other elements at-line and in the laboratory
Elemental Analysis of Fuels
To keep pace with the demanding quality requirements of modern fuels, advanced, precise and easy to use analytical technology is required. With a complete range of XRF and ICP spectrometers, SPECTRO’s unique solutions for at-line and laboratory elemental analysis are capable of meeting the most demanding product specification testing requirements.
Measure your fuels- at sub 10-15 ppm levels of sulfur to ensure federal
government agency compliance - at trace ppm levels for metal elements such as Cu, Ca, Mg,
Na, K, and P, to ensure low engine emissions as well as trouble-free motoring
- with reliability, speed and accuracy for any particular application- manually or fully automatically
Discover more exciting details, visit SPECTRO’s e-Learning center or contact us for additional information about the SPECTRO solutions for fuels
analysis at www.spectro.com/[email protected] and Tel +49.2821.892-2102.
www.ptqenquiry.com for further information
repsol.indd 4 9/12/11 10:04:14

From Engineering Through FabricationFor top performing mass transfer and tower internal components let
AMISTCO® Separation Products use your existing drawings
or modify them to improve your process. Our experienced
in-house engineering and full scale fabrication capabilities
can streamline your project from inception to installation.
Catalyst Bed SupportsBasket Strainers
NozzlesOutlet/Inlet Baskets
DistributorsHub and Header Laterals
DISTRIBUTORS & SUPPORTSManufactured to customer
meet performance requirements
COALESCERS STRUCTURED PACKING
MIST ELIMINATORS RANDOM PACKING TRAYS
®
A Member of Fractionation Research, Inc.
MultiProd_PTQ.indd 2 12/7/2011 4:16:07 PM
www.ptqenquiry.com for further information
amistco.indd 1 9/12/11 10:07:05

Using cold boiler feed water for energy recovery
Steam at different pressure levels is used for many purposes in refineries, includ-
ing power production (steam turbines), heating, steam tracing, stripping, atomising and deaeration. Steam is produced from fired utility boilers, cogeneration units (gas turbine HRSGs), furnace waste heat boilers, product rundowns, column refluxes and so on by adding heat to supplied boiler feed water. Boiler feed water is conventionally supplied by deaerators, where steam is used to heat water to saturation conditions at a certain pressure to strip dissolved oxygen, with the aim of preventing corrosion in steam production units. In this article, the benefits of providing cold boiler feed water from membrane deaerators to steam-producing or water-heating waste heat streams will be explained, with some typical examples for an oil refinery.
Membrane deaeratorsMembrane deaerator technology is used for degassing liquids around the world. They are widely used for removing oxygen from water, as well as for carbon dioxide removal. They have displaced the vacuum tower, forced draft deaerator and oxygen scavengers for over 20 years. Membrane contactors are used extensively for the deaeration of liquids in the microelectronics, pharmaceutical, power (boiler feed water), food and beverage, indus-trial, photographic, ink and analytical markets. A trial study of the scope of a heat recovery project has been carried out within a refin-ery, where the aim of the project was to decide whether this technol-
Feeding membrane deaerated cold boiler feed water to appropriate units will enable waste heat to replace substantial steam duty in a refinery
AliSAn DoGAnTurkish Petroleum Refineries Corporation
ogy should be used extensively for the deaeration of boiler feed water, together with existing conventional steam deaerators.
Membrane deaerator systems consist of membrane contactors combined in series, parallel or both, designed according to the water flow, pressure drop limitations and oxygen concentration needed at the outlet of the system. The contactors work on the basic principle of letting only gas (oxygen) molecules pass to the other side of membranes, where a vacuum is applied via a vacuum pump and sweep gas (high-purity nitrogen) is supplied. Oxygen molecules in the water side have a high partial pressure compared to the vacuum side, so they tend to pass through the hydrophobic membranes. Here, high-purity sweep gas is introduced to the vacuum side to prevent oxygen from concentrating in the vacuum side, which sustains the mass transfer efficiency (partial pressure difference).
The maximum oxygen concentra-tion requirement for boiler feed water in this scenario is 7 ppb. However, 1 ppb was targeted when selecting the configuration for this project (to be on the safe side). The purity of the sweep gas nitrogen has critical importance when selecting the best configuration because it obviously has to contain a minimum amount of oxygen. In this case, the refinery has a high-purity nitrogen ring (99.99 vol%) which is mainly consumed by reformers and other processes that need high-purity nitrogen. Nitrogen consumption by the membranes is very low (~10 Nm3/h, of course depending
on water flow and oxygen concen-tration targeted) when compared to process needs (in the range of several thousand Nm3/h) and there-fore does not have a negative effect on the refinery nitrogen balance.
Nitrogen is purchased by the refinery and delivered by trucks, which periodically supply high-purity nitrogen to the main tanks in the refinery nitrogen system (ring). In a refinery without an available nitrogen ring, a nitrogen tank, sized according to the capacity of the system, will be needed. This can be periodically filled with the nitrogen provided by trucks. The other needs for the system are a small amount of electricity and cooling water for the vacuum pump system, which are easily accessible in the refinery configuration.
Water temperature at the membranes is another point of importance in the system’s configu-ration. The level of oxygen dissolved in water depends on the temperature of the water. The solu-bility of gases decreases with increasing temperature. Usually, at atmospheric temperatures, ~6 ppm (6000 ppb) of oxygen is dissolved in water. Depending on the water temperature, solubility can be between 5 and 8 ppm. Therefore, depending on the water tempera-ture, the membrane system load changes. In this project’s scenario, demineralised water is heated by condensate drum flash vapour and the temperature to the membrane deaerator system will change between 30 and 50°C, depending on the ambient temperature. A high temperature is good for efficient oxygen removal; however, another
www.eptq.com PTQ Q1 2012 27
tupras.indd 1 9/12/11 10:15:23

28 PTQ Q1 2012 www.eptq.com
important point is that tempera-tures above 60°C are not desirable for the membranes, as they may be damaged at such temperatures, depending on the operating pres-sure. The demineralised water system pressure in this case is 6–8 kg/cm2g, which can easily be decreased to 5 kg/cm2g or less with the appropriate valves.
The advantages of the membrane deaerator system, including low investment and operating costs and relatively small size, make it an appropriate selection for the cold boiler feed water heat recovery project. Membrane deaerator systems can be purchased from various OEM firms.
Case 1Energy recovery from a hydrocracker hydrogen production unitWaste heat from the hydrocracker hydrogen steam reformer furnace is one of the main steam producers from a furnace waste heat boiler. Approximately 90–120 t/h of 38 kg/cm2g steam is produced from furnace waste heat, depending on the unit’s working capacity. Boiler feed water is supplied at 55 kg/cm2g and 125°C, and this is pumped from the deaerator at the utility production unit. Boiler feed water is first heated by the shift converter outlet raw hydrogen stream, which has impurities such as water vapour (over 40 wt%), CO, CO2, CH4 and N2. After heating boiler feed water, this hydrogen stream is than cooled down further by air and cooling water to get rid of water and dissolved gases. Condensate is taken from hot and cold condensate drums, then the steam is stripped of its dissolved gases and sent back to the utility production unit. The boiler feed water heating scheme prior to the hydrogen reformer furnace steam generator inlet is shown in Figure 1.
For the most part, the latent heat of condensation of water vapour in the raw hydrogen stream is given to the boiler feed water to boost steam production. A portion of condensate recovered from this used heat is taken from the hot condensate drum, while the rest of the heat is wasted to air and cool-
Raw gas to H/E
67587 kg/hr260.0°C
24.6 kg/cm2
BFW to H/E118000 kg/hr
125.0°C55.0 kg/cm2
BFW to steam generator
118000 kg/hr185.8°C
54.3 kg/cm2
Raw gas to 1. drum67587 kg/hr
157.9°C24.4 kg/cm2
Condensateto stripper6345 kg/hr
157.9°C24.4 kg/cm2
Raw gas to 1. cooler61242 kg/hr
157.9°C24.4 kg/cm2
Raw gas to 2. cooler61242 kg/hr
55.0°C24.2 kg/cm2
Raw gas to 2. drum61242 kg/hr
28.0°C24.1 kg/cm2
Hydrogen from 2. drum39245 kg/hr
28.0°C24.1 kg/cm2
Condensateto stripper21996 kg/hr
28.0°C24.1 kg/cm2
E-203
E-205
E-206
C-207
C-208
Figure 1 Hydrogen unit boiler feed water heating (before cold BFW)
Raw gas to H/E
67587 kg/hr260.0°C
24.6 kg/cm2
BFW to H/E118000 kg/hr
50.0°C55.0 kg/cm2
BFW to steam generator
118000 kg/hr172.9°C
54.3 kg/cm2
Raw gas to 1. drum67587 kg/hr
134.4°C24.4 kg/cm2
Condensateto stripper18362 kg/hr
134.4°C24.4 kg/cm2
Raw gas to 1. cooler49225 kg/hr
134.4°C24.4 kg/cm2
Raw gas to 2. cooler49225 kg/hr
55.0°C24.2 kg/cm2
Raw gas to 2. drum49225 kg/hr
28.0°C24.1 kg/cm2
Hydrogen from 2. drum39284 kg/hr
28.0°C24.1 kg/cm2
Condensateto stripper9941 kg/hr
28.0°C24.1 kg/cm2
E-203
E-205
E-206
C-207
C-208
Figure 2 Hydrogen unit cold boiler feed water heating
tupras.indd 2 9/12/11 10:15:39
MERICAT J™
Sweet Solutions.®
MERICAT J uses FIBER FILM® patented technology and a proprietary treating solution to sweeten mercaptans without the need for solid bed media. This next-generation technology with lower capital and operating costs, higher on-stream factor and a smaller plant footprint can lower the cost of processing jet fuel.
MERICAT J means efficient, effective and environmentally sound treating of your jet fuels at a lower cost.
Mercaptan Sweetening
www.merichem.com
www.ptqenquiry.com for further information
merichem 2.indd 1 13/12/11 09:50:21

ing water. In this layout, 7.4 Gcal/h is recovered by heating boiler feed water, while 17.4 Gcal/h is wasted.
In the current project, cold boiler feed water (30–50°C) will be supplied from the membrane deaer-ators to this unit through existing feed water pumps. The driving force for heat transfer will be increased in exchanger E-203 (see Figure 1) and more latent heat of condensation will be recovered. In this way, steam used in the deaerators is saved and water is heated by waste heat.
The initial projected layout for 50°C feed water temperature is shown in Figure 2. The energy recovered in E203 increases to 14.6 Gcal/h. Some 7.2 Gcal/h of net energy is saved by providing cold feed water to this exchanger and recovering more heat of condensa-tion in the raw gas stream. In other words, 118 t/h of boiler feed water at 50°C does not need to be heated to 125°C with steam in the deaera-tor. This is equal to ~8.8 Gcal/h steam duty saving in the deaerator according to the simple formula: Q=m*cp*dt.
However, because the heat exchanger exit temperature (waste heat steam generator economiser inlet) is a little lower, a portion of this saving is lost and a net 7.2 Gcal/h is saved.
This heat recovery may be increased further by adding some area to the heat exchanger, making up for the lost portion of heat recov-ery. For example, 33% additional surface area in E-203 increases the recovered energy by 1.1 Gcal/h.
Other side benefits of this project are electricity savings from air cooler fans and cooling water savings, as with any other process heat recovery project. The other important saving is the stripping steam from the condensate CO2 stripper. The overall temperature of the total condensate from two drums increases, thus decreasing the CO2 solubility, which reduces the need for stripping steam.
Case 2Energy recovery from a gas turbineheat recovery steam generatorBoiler feed water to a gas turbine
30 PTQ Q1 2012 www.eptq.com
HRSG is provided from the same header to the oil-fired utility boilers. The water temperature is kept above 140°C to prevent sulphuric acid corrosion in the boiler economisers. However, only natural gas is fired in the gas turbine and there is no risk of sulphuric acid corrosion in the HRSG, so cold water can be fed to the economiser. The only concern is to keep the temperature above water dew point. In this way, the driving force for heat transfer will be increased in the economiser and more heat will be recovered during feed water preheating. Steam used in the deaerator to heat the water will be replaced by waste heat.
Initial conditions are 69.8 t/h of 68 kg/cm2g steam production and the stack temperature is 233°C. According to trial and error calcula-tions, if water is supplied at 50°C, net heat recovered from the exhaust gas increases by 6 Gcal/h. In fact, the steam saving for boiler feed water heating is approximately 7.5 Gcal/h. However, since the economiser outlet temperature to the steam drum is lower (the approach temperature is higher), there is a steam production loss of ~1.5 Gcal/h from the HRSG, which decreases the net saving to 6 Gcal/h, as stated. By adding some addi-tional economiser area, this loss can be compensated and more heat will be recovered from the exhaust gas, increasing it to 7.5 Gcal/h and more.
It is important that the water temperature entering the econo-miser should be kept above the water dew point of the exhaust gas. This is done by taking some water from the existing hot boiler feed water line and setting the tempera-ture to the HRSG above 50°C.
Other casesOther potential users of cold boiler feed water are product rundown or column reflux steam producers (or boiler feed water heaters), which are placed before air coolers, reac-tor effluent streams before air coolers, and so on. For example, steam production from vacuum residue or other product rundowns, and steam production/boiler feed water heating in column reflux
www.ptqenquiry.com for further information
tupras.indd 3 9/12/11 10:15:55

payback time, the possibility of implementing the project without process unit shutdowns and the use of newer technology, the project is a very important contribution to the refinery’s energy roadmap studies.
Alisan Dogan is a Process and Equipment Development Supervisor in Head Office Technical Services Management with Turkish Petroleum Refineries Corporation (Tüpras ). He holds a BS in chemical engineering from Middle East Technical University, Ankara, Turkey. Email: [email protected]
www.eptq.com PTQ Q1 2012 31
streams are common in refineries. One other potential area of applica-tion is fuel gas (or natural gas) burning furnaces fitted with waste heat boilers. As in the cogeneration examples, water can be fed cold to these units provided its tempera-ture is above the water dew point of the flue gas. Low-temperature waste heat streams can also be used for boiler feed water heating purposes, to boost steam produc-tion in process plants.
The configuration of refinery steam and electricity production is important when calculating the corresponding cash benefits of this project. After calculating the duty and amount of steam savings from the waste heat sources, we shall look at the overall steam and elec-tricity balance to calculate the real cash income of the project. It is obvious that large amounts of low-pressure deaerator steam will be saved. In the refinery where the project is being applied, low- pressure steam is extracted from electricity-generating turbo alterna-tors and process rotary equipment turbines. Higher-pressure turbine steam is produced via fuel-burning boilers. In addition, there are the gas turbine cogeneration unit and condensing turbines already mentioned.
In this scenario, low-pressure steam produced for the deaerators is reduced; the net reduction is approximately 15–25% (depending on the season) of the total low- pressure steam extraction from the turbo alternators. The project decreases the turbo alternator loads, together with the fuelled boiler steam loads. The electricity lost from the turbo alternators is compensated by the gas turbine cogeneration unit, which is much more efficient. Therefore, the over-all efficiency of the electricity generation system is also increased, accounting for some additional fuel savings. For the sake of simplicity, this additional duty saving is not taken into account in this article. An alternative scenario would be the replacement of lost electricity by condensing turbines, which would decrease the net energy saving delivered by the project.
ConclusionWithin the ongoing project, by feed-ing membrane deaerated cold boiler feed water to appropriate units, it is expected that a net saving of 16 Gcal/h of steam duty will be made. This duty will be replaced directly by waste heat. The payback period for the investment is less than five months. By adding additional area to the related exchangers, savings can be increased to over 22 GCal/h. Considering the benefits, the short
Table 3
The first investment level consists of operational adjustments that can be made in refining processes. These solutions are largely focused on the optimisation of operating conditions and considered to be low-cost options. Table 2 shows some selected operational adjust-ments. The impact of these, however, may be somewhat limited due to constraints on processing equipment and auxiliary units.
The second investment level includes hardware and catalyst changes available to refiners when processing opportunity crudes. In general, these strategies and solu-tions are better served to meeting specific goals than operational adjustments; the solutions, however, are more costly than simply imple-menting operational changes.
The third investment level repre-sents the most capital-intensive alternatives for improving a refiner’s ability to process opportunity crudes. The installation of modified processes, revamps of older process units and the installation of new process equipment can be completed to meet one or more of the objectives while processing additional volumes of opportunity crudes. For a grass-roots refinery, the solutions in this category can be used as a guide for selecting a refinery configuration that will enable the processing of low-cost opportunity crudes.
In order for refiners to decide to process opportunity crudes or not, they must look at various factors, with particular consideration given to evolving market conditions and climate change legislation. Since each refinery has its unique set of internal and external challenges and pros-pects, SWOT (strength, weakness, opportunity and threat) analyses are to be undertaken so that the plant can maximise profitability by procur-ing lower-cost opportunity crudes, making the products in demand both now and in the future, and driving down operating costs. The goal is not only to sustain the business, but also to prosper in the long haul.
The highlights of the trial include
Reactor temperatures increased
Residue conversion increased by
Vacuum tower bottoms sediment was well below target during the trial, including a 10 wt% increase in
Fouling rates were substantially -
Vacuum residue feed rate
All LC-Fining reactors were stable
No fouling was observed in the
Asphaltene conversion increased
Neste Oil and HTI completed a 40-day commercial trial at the Porvoo refinery. The trial successfully
-ment in the LC-Fining unit’s performance. The test was successful in that the residue conversion increased by about 10 wt%, with substantially reduced fouling
-ment, including the vacuum tower
The technology was used in the LC-Fining unit following a spring 2010 turnaround and has been used continuously since the summer of
-ing, the advantages observed during the 40-day test were confirmed. The vacuum tower bottoms sediment was reduced well below the maximum operating
What Goes Around...Remove Solids and Hydrocarbons from your solvent with MPR’s High Capacity, Easily Regenerated Media.
Available Worldwide
The MPR SSX™ and HCX™ processes use our unique and proprietary media, which can easily be regenerated after exhaustion. They complement each other in way that allows them to surpass the capacity of standard cartridges and activated carbon fi lters, while bringing outstanding longevity.
SSX and HCX Solve The Following Common Problems:· Plugging of heat exchangers, piping, towers
and instruments · Poor hydrocarbon separation from
amine solutions · High Amine losses · Unstable Unit operations · Accelerated corrosion rates due
to erosion· Deactivation of Claus Catalyst in the SRU
SSX and HCX processes work by removing solids to submicron size particles, while also removing hydrocarbons (including diesel, gas oils, paraffi n’s, BTEX and various petroleum intermediates) from amine solutions.
Eliminating cartridge fi lters and activated carbon means eliminating fi lter replacement, disposal and labor
SSX and HCX processes are available exclusively from MPR Services, Inc..
For more information, call 281-377-7424 or visit our website at www.mprservices.com
MPR Services, Inc., A Tessenderlo Kerley, Inc. Company.1201 FM 646, Dickinson, TX 77539-3014 U.S.A.
E-mail: ©2011 Tessenderlo Kerley, Inc.
fi lters, while bringing outstanding longevity.
SSX and HCX Solve The Following Common Problems:Plugging of heat exchangers, piping, towers
Poor hydrocarbon separation from
Deactivation of Claus Catalyst in the SRU
SSX and HCX processes work by removing solids to submicron size particles, while also removing hydrocarbons
hydro pub.indd 6 13/9/11 12:19:50
www.ptqenquiry.com for further information
tupras.indd 4 12/12/11 12:56:51

www.enersul.com
EXPERIENCE & SERVICE ARE THE REASONS ENERSUL HAS BEEN AN INDUSTRY LEADER IN SULPHUR REMELTING FOR MORE THAN 50 YEARS.
7210 Blackfoot Trail SE Calgary, Canada • +01 403 253 5969 • [email protected]
In fact, our re-melting experience, cost-efficiencies, service and safety records are the best in the business. Enersul doesn’t just offer a one-size-fits-all solution. We know that each re-melting site is unique, so we have the right re-melt equipment and experience to fit every job. In the global sulphur business, that’s what service is all about. So, call on Enersul for your re-melting project. Our experience and service can be your profit-boosting edge.
www.ptqenquiry.com for further information
enersul.indd 1 13/12/11 09:42:56

Cost estimating for turnarounds
T urnarounds are major events for refineries and other petro-chemical facilities. They
typically cost significant sums of operational expense (opex) and capi-tal expense (capex) money to execute. They cause lost opportunity cost through lost production while the facility is shut down. If poorly managed, turnarounds offer signifi-cant risk of accidents. If poorly executed, they can also be the cause of significant production disruption after startup, due to leaks and other production trips. Hence, there is a potential to save significant sums of money, by ensuring turnarounds are run correctly.
However, despite the large poten-tial for saving money, there has, until recently, been very little focus in the turnaround world on making sure turnarounds are run cost effi-ciently or on finding ways to improve cost estimating and execu-tion skills. In the past seven to eight years, this attitude has begun to change and turnaround teams are beginning to look at how they can improve. One potentially rich source of ideas on how to improve is for the turnaround teams to examine how their capital project brethren estimate and execute projects. In the capital project world, the potential for “leaving money on the table” due to poor project estimating and execution has meant that decades of time and effort have been spent, and continue to be spent, on developing techniques to ensure that estimation and execution is carried out efficiently.
This article focuses on cost estima-tion. It does not presume to provide all the answers on how to improve
Cost estimates for refinery turnarounds can lack accuracy, but lessons learned from capital project estimating could improve matters
Gordon LawrenCeAsset Performance Networks
turnaround cost estimates. Rather, it attempts to lay the groundwork for a discussion on how to improve cost estimating in process facility turna-rounds. It highlights the point that cost estimating in the turnaround world is currently not very accurate. It then goes on to look at ideas on how to improve cost estimate accu-racy, by looking at ideas that might be adapted from the capital project world. In particular, it looks at the stage gate approval system, the development of scope and estimate bases for different levels of estimate accuracy, and at the development of allowances for “known unknowns” and contingency for “unknown unknowns”. Finally, it makes some suggestions for the next steps in developing better turnaround cost estimates.
what is a process industryturnaround?A turnaround (in the context of the process industries) is defined by the American Petroleum Institute as “a planned, periodic shutdown (total or partial) of a... process unit or plant to perform maintenance, overhaul and repair operations and to inspect, test and replace process materials and equipment”.1 Refineries and other petrochemical facilities that run on a continuous rather than a batch production cycle must, every few years, shut down operations to provide access to the production units in order that essential mainte-nance, modification and inspection work can be carried out that could not be done while the units are in operation.
Turnarounds are events that are planned well in advance and
typically take place on a four-to-six year cycle. The length of a typical turnaround execution phase (ie, the period when the facility is shut down and hydrocarbon free) is usually around three-to-five weeks.
The scope of a turnaround typi-cally includes:• Inspection of equipment to company regulations or governmen-tal rules• Inspection of pipework for corro-sion and erosion damage, both internal (process weak points) and external (corrosion under insulation, or CUI)• Cleaning, repair and maintenance of equipment, pipework and instru-mentation (pulling and cleaning heat exchanger tube bundles, repairing leaks in pipework or checking of pressure relief valves)• Minor upgrades and modifications to the facilities (items controlled under the “management of change” [MoC] procedures)• Tie-ins for capital projects.
Historically poor estimation and execution efficiencyHistorically, there was a tendency among operating companies to view turnarounds as an inevitable and necessary evil, and to accept that they would “cost what they cost” and “take as long as they take”. However, in recent years, there has been a growing recognition that this attitude leaves “money on the table” in the form of the opportunity cost of lost production while the facility is shut down for longer than neces-sary; and unnecessarily excessive expenditure of money during the turnaround, through running the turnaround inefficiently.
www.eptq.com PTQ Q1 2012 33
ap networks.indd 1 9/12/11 11:38:59

The“science” of recovering and refi ning precious metal catalysts is straightforward: state of the art technology. The “art” of this process, however, is what makes Sabin different from all others: that’s the knowledge, experience, and expertise gained from seven decades of successfully serving thousands of organizations around the world. We’d be pleased to count you among them.
Experiencethe Sabin differencefor precious metal catalyst recovery and refi ning.
We turn science into art for highest possible returnsand added value.
Learn more at sabinmetal.com
Sabin ExpTheDif.indd 1 12/8/11 10:54 AM
www.ptqenquiry.com for further information
sabin.indd 1 8/12/11 22:02:43

www.eptq.com PTQ Q1 2012 35
results in a ±50% accuracy estimate, the following conceptual design stage results in a ±30% estimate, and the final basic design stage results in a ±10% estimate. Hence, the focus of the stage is in developing a scope basis to meet the estimate basis requirements for the level of accu-racy intended• The project cannot proceed to the next stage without first going through a stage gate review to check whether it has achieved the required scope and estimate basis• Full funding of the project is usually only received at the end of the third, basic design phase.
The focus, therefore, in the capital project world is on calculating “How much money do we need in order to carry out this scope?”.
TurnaroundsIn the turnaround world, there has been a movement in recent years towards a form of stage gated approach, in an attempt to improve front-end definition. However, the system is not yet as clearly defined as in the capital project world.
There are some key differences in the way the approach is applied. The length of each stage is (more or less) fixed, based on the amount of time remaining until the turnaround
In order to improve turnaround efficiency, there is a need to examine the estimation of costs for turna-rounds, the estimation of schedule time, and the efficiency of planning and execution of the turnaround. This article focuses on the first of those three areas, the estimation of costs.
Accuracy of turnaround costestimates A cost estimate needs to be accurate in order to provide management with the information needed to decide how to proceed, to allow cash flow planning and to aid in firm control of expenditure.
In a survey of conference partici-pants at the Turnaround Industry Networking Conference (TINC) —Europe, held in March 2011 in Amsterdam, The Netherlands,2 83% of respondents said that their turna-round control budget was intended to be a ±10% estimate (see Figure 1).3 The remaining 17% said that their estimate was supposed to include sufficient contingency/reserve that it was a “not to exceed” number. None said that their budget was intended to be a ±30% estimate.
We then took a sample of 93 recent turnarounds and in each case compared the total actual cost for the turnaround (including both capi-tal and maintenance work) with the control budget. Figure 2 plots the over- or under-run of the actual costs, expressed as a percentage of the control budget. It shows the mean (the horizontal bar) and 80% confidence range (the vertical bar) of the results in our sample set and compares it to the results we would have expected if the cost estimates truly were ±10%, or if they were ±30%.
Based on the results shown in Figure 2, we can say that turnaround cost budgets tend, on average, to under-estimate the actual cost by around 16% (the distance of the “mean” bar from the 100% point) and the budgets themselves show a variability of closer to ±30% accu-racy than their purported ±10% accuracy (the vertical line shows the 80% confidence range around the mean).
Clearly, there is an opportunity to
improve cost estimating accuracy in turnarounds.
Comparing capital projects with turnarounds Cost estimating of capital projects in the process industries has gone through a number of improvements over the years. It may well be that some of the lessons and devices used in capital projects can provide a basis from which to develop a system for better turnaround estimates.
Stage gates Capital projectsIn the capital project world, it is now generally accepted that front-end definition is the key to a successful project. In order to achieve good front-end definition, capital project teams have largely moved toward a stage gated approach, whereby the design proceeds through three distinct stages of ever-improving scope definition.4 Key points are:• The length of each stage is a func-tion of the work required to be completed in that stage• The culmination of each stage is a cost estimate, with the estimates getting more accurate with each succeeding stage. Generally speak-ing, the feasibility stage of a project
120
160
170
150
140
130
110
100
90
80
70
Theoretical range ±10% estimate
Theoretical range ±30% estimate
Turnaround actual costs
P90
P10
Mean
N=93
Actu
al tu
rnaro
und
cost
s as
a
pro
port
ion
of
the b
ud
get,
%
60
Figure 2 Accuracy of turnaround control estimates: expectation and reality
Figure 1 Expectation of accuracy in turnaround control estimates: vox populi
ap networks.indd 2 9/12/11 11:39:11

z4302.indd 1 12/13/2011 7:56:19 AM
www.ptqenquiry.com for further information
linde.indd 1 13/12/11 09:44:23

starts. Generally, by about 14–12 months before the turnaround, the first review of status will be held. A second review may be held around nine-to-six months before and the last review about three-to-two months before.
The stages are not focused on scope definition for cost estimates of a given accuracy. Instead of the issuance of an estimate marking the end of a stage, the ends of these stages are delineated by their prox-imity to the start date of the turnaround. There are guidelines on what level of scope definition should be expected at each of these turnaround stage gates, but these guidelines are not as universally adopted as their counterparts are on capital projects.
By the nature of a turnaround, refusing to let a turnaround team proceed to the next stage because it is insufficiently prepared at the time of the stage gate review is not usually a feasible option. The budget tends to be fixed back at the ±30% or even ±50% estimate stage. Consequently, with turnarounds, the focus tends to be on “How much scope can we carry out for this amount of money?” rather than the capital project paradigm of “How much money do we need in order to carry out this scope?”.
Scope basis and estimate basis In this section, we make a distinc-tion between the scope basis (the level of definition of the design deliverables and documents) and the estimate basis (the methodology used to calculate costs, based on those deliverables).
Capital projectsIn the world of process industry capital projects, the scope basis and the estimate basis are both relatively well defined for various levels of estimate accuracy, from ±50% down to ±10% or better. One well-known example of where this is documented is AACE International Recommended Practice No. 18R-97.5 Lawrence also lists typical require-ments.4 (Table 1 and Table 2 are adapted from Lawrence, 2008.) In addition, it is accepted practice to document the cost estimate in a
www.eptq.com PTQ Q1 2012 37
written “basis of estimate” document.
Early estimate: ±50% — rough order of magnitude In capital projects, the first cost estimates are usually highly deter-ministic, using high-level factoring methods rather than the stochastic
approach of calculating from the bottom up. The cost of a facility is typically factored off such details as, for example, the production capacity of the new facility, with adjustments made for inflation and location. Such estimates generally have little in terms of scope basis, often merely an outline of the facility capacity
Table 1
±50% ROMestimate
General project data
Engineering deliverables
Project scope description
Facility capacity
Facility location
Ground surveys
Project execution plan
Contract strategy
Project schedule
Cost estimating plan
Plot plans
Process flow diagrams
Utility flow diagrams
Project execution plan
P&IDs
Heat and material balances
Process equipment list
Utilityequipment list
Electrical single line diagram
Process engineers equipment datasheets
Mechanical engineers equipment datasheets
Equipment general arrangement
Block flow diagrams
±30% ROMestimate
±10%control
estimate
General
General
None
None
None
Outline
None
None
None
NoneNone
None
None
None
None
None
None
None
None
Assumed
Assumed
Level I milestones
Defined
Defined
Defined
Defined
Defined Defined
Defined
Level III – detailedresource loaded
schedule
Defined
Defined
Defined
Defined
Specific
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Specific
Preliminary
Preliminary
Preliminary
Preliminary
Preliminary
Preliminary
Preliminary
Preliminary
Preliminary
Preliminary
Preliminary
Preliminary
Level II preliminary
ap networks.indd 3 9/12/11 11:39:26

the previous turnaround scope, and the estimate basis uses that historical total cost.
Conceptual estimate: ±30% On turnarounds, teams appear to aim to have the overall scope frozen and challenged by this point. However, this has not always been achieved. In terms of deliverable documents for the scope basis, the mechanical workpacks are usually developed. The estimate basis is a mix of deterministic and stochastic, as the mechanical work packs are costed (in-house) in some detail, but the other work (electrical, instru-mentation scaffolding, insulation, and so on) is usually factored off the mechanical costs, using historical factors.
Authorisation/control estimate: ±10% Some turnaround teams do now have all discipline scopes developed and externally costed. However, in our experience, the number of teams that take their estimates to this level of detail are relatively few, despite the fact that most teams claim their control estimates are ±10% or better.
Work breakdown structureCapital projectsAll companies have their own varia-tions on how they prefer to break down costs within the estimate. Indeed, the work breakdown struc-ture (WBS) may differ slightly, from project to project, depending on the scope. Nevertheless, at a high level, there is a measure of agreement across the industry on how to break down capital project costs. The breakdown tends to be as shown in Table 3.
TurnaroundsAt present, there is no clear, common agreement across the process indus-tries on a high-level WBS for turnaround costs. Most turnaround teams split costs into direct costs — costs that can be specifically assigned to a cost object, such as an item of existing plant — and indirect costs — costs that cannot easily be directly attributed to a cost object. However, the definition of what should be considered direct or indirect cost varies from site to site (presumably
38 PTQ Q1 2012 www.eptq.com
required. The estimate basis relies on historical data of the total cost of the entire facilities rather than detailed cost data.
Conceptual estimate: ±30% In capital projects, a considerable amount of work would be completed on the scope basis, coming close to freezing the overall scope and devel-oping many of the design drawings by the time this estimate was prepared.
The estimate basis would have moved from a high-level, determin-istic estimate to a mix of the stochastic and deterministic, and the team moves towards Lang factors or other, similar methods to calculate the project cost (factoring off one element of the project scope, most typically the equipment cost).
Authorisation/control estimate: ±10% By this stage, the scope basis on a capital project is generally very detailed, with completed P&IDs, order specifications for major equip-ment and so forth. The estimate basis is now stochastic, built bottom up from the material take-offs and using market cost data rather than historical database information.
TurnaroundsThere appears to be no document equivalent to AACE International Recommended Practice No. 18R-97
for process industry turnarounds. In the absence of such a document, we have informally surveyed a number of turnarounds to look at the vari-ous scope and estimate bases used by the turnaround teams to develop estimates of nominal accuracies of ±50%, ±30% and ±10%.
The first problem we have encoun-tered is that there is some variation in the methods used. Second, the concept of writing down a detailed “basis of estimate” document is something that still has to take root in the turnaround world; hence, understanding how each estimate was developed is difficult. (We were occasionally given documents described by the team as the “basis of estimate”, but these were gener-ally extremely simple, high-level notes on the estimate spreadsheet itself rather than a formal and detailed document.) Nevertheless, we have attempted to provide a general overview of the methods being used by turnaround teams for the various estimates.
Early estimate: ±50% — rough order ofmagnitude The early estimate is frequently merely the cost of the last turna-round, adjusted for inflation, with perhaps an educated guess as to how the scope may have grown or shrunk since the last turnaround. The scope basis is therefore merely
Table 2
±50% ROM estimate
30% estimate ±10% control estimate
ap networks.indd 4 9/12/11 11:39:43

www.ptqenquiry.com for further information
we are the people of Baker Hughes.
and we are prepared to respond.
www.bakerhughes.com
Maximize profit and reduce financial risk with Baker Hughes
PREPARED TO RESPOND™ (P2R™) services. Our fast fuel additive
delivery teams keep your fuel and crude oil cargos on spec.
Whether the fuel is on the dock, on a ship, or in storage tanks or
barges, P2R services increase its value and marketability while
minimizing risk and assuring HSE compliance.
Around the world, 24 hours a day, 365 days a year, experienced
Baker Hughes P2R service teams, with additives and equipment, can
deploy at a moment’s notice to test your cargo and treat it with the
right chemical solution to meet demanding fuel specifications.
When you want to maximize your profit
by making sure your fuel and crude
oil cargos meet specifications, contact
your Baker Hughes representative or
visit us at www.bakerhughes.com/P2R
to learn how P2R services help you
capture your cargo’s full value.
© 2011 Baker Hughes Incorporated. All Rights Reserved. 32693
baker hughes.indd 1 12/12/11 16:11:46
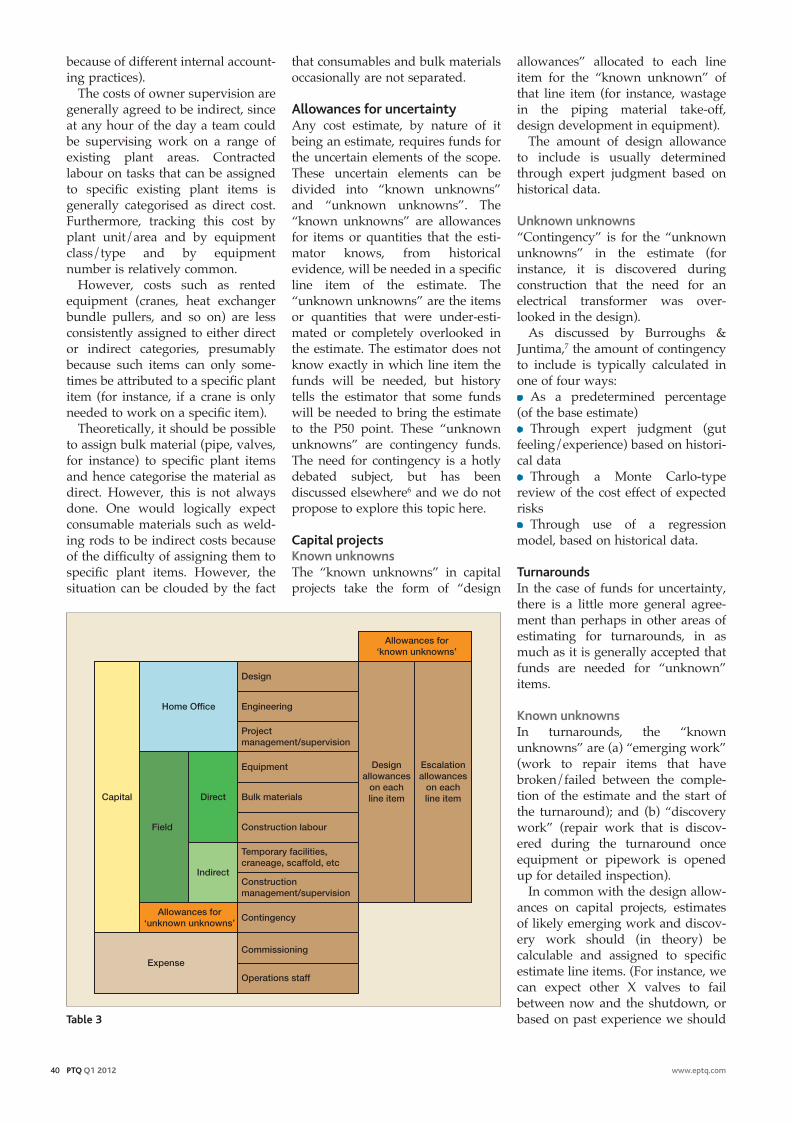
because of different internal account-ing practices).
The costs of owner supervision are generally agreed to be indirect, since at any hour of the day a team could be supervising work on a range of existing plant areas. Contracted labour on tasks that can be assigned to specific existing plant items is generally categorised as direct cost. Furthermore, tracking this cost by plant unit/area and by equipment class/type and by equipment number is relatively common.
However, costs such as rented equipment (cranes, heat exchanger bundle pullers, and so on) are less consistently assigned to either direct or indirect categories, presumably because such items can only some-times be attributed to a specific plant item (for instance, if a crane is only needed to work on a specific item).
Theoretically, it should be possible to assign bulk material (pipe, valves, for instance) to specific plant items and hence categorise the material as direct. However, this is not always done. One would logically expect consumable materials such as weld-ing rods to be indirect costs because of the difficulty of assigning them to specific plant items. However, the situation can be clouded by the fact
40 PTQ Q1 2012 www.eptq.com
Table3
Table 3
Home Office
Field
Capital
Expense
Allowances for ‘unknown unknowns’
Allowances for ‘known unknowns’
Direct
Design
Engineering
Equipment
Contingency
Commissioning
Operations staff
Bulk materials
Construction labour
Constructionmanagement/supervision
Temporary facilities, craneage, scaffold, etc
Designallowances
on each line item
Escalationallowances
on each line item
Project management/supervision
Indirect
that consumables and bulk materials occasionally are not separated.
Allowances for uncertainty Any cost estimate, by nature of it being an estimate, requires funds for the uncertain elements of the scope. These uncertain elements can be divided into “known unknowns” and “unknown unknowns”. The “known unknowns” are allowances for items or quantities that the esti-mator knows, from historical evidence, will be needed in a specific line item of the estimate. The “unknown unknowns” are the items or quantities that were under-esti-mated or completely overlooked in the estimate. The estimator does not know exactly in which line item the funds will be needed, but history tells the estimator that some funds will be needed to bring the estimate to the P50 point. These “unknown unknowns” are contingency funds. The need for contingency is a hotly debated subject, but has been discussed elsewhere6 and we do not propose to explore this topic here.
Capital projectsKnown unknownsThe “known unknowns” in capital projects take the form of “design
allowances” allocated to each line item for the “known unknown” of that line item (for instance, wastage in the piping material take-off, design development in equipment).
The amount of design allowance to include is usually determined through expert judgment based on historical data.
Unknown unknowns“Contingency” is for the “unknown unknowns” in the estimate (for instance, it is discovered during construction that the need for an electrical transformer was over-looked in the design).
As discussed by Burroughs & Juntima,7 the amount of contingency to include is typically calculated in one of four ways:• As a predetermined percentage (of the base estimate)• Through expert judgment (gut feeling/experience) based on histori-cal data• Through a Monte Carlo-type review of the cost effect of expected risks• Through use of a regression model, based on historical data.
Turnarounds In the case of funds for uncertainty, there is a little more general agree-ment than perhaps in other areas of estimating for turnarounds, in as much as it is generally accepted that funds are needed for “unknown” items.
Known unknownsIn turnarounds, the “known unknowns” are (a) “emerging work” (work to repair items that have broken/failed between the comple-tion of the estimate and the start of the turnaround); and (b) “discovery work” (repair work that is discov-ered during the turnaround once equipment or pipework is opened up for detailed inspection).
In common with the design allow-ances on capital projects, estimates of likely emerging work and discov-ery work should (in theory) be calculable and assigned to specific estimate line items. (For instance, we can expect other X valves to fail between now and the shutdown, or based on past experience we should
ap networks.indd 5 9/12/11 11:39:57

expect that the trays in column Z will be discovered to be damaged when we open it up.)
However, what we have observed is that very often such items are not reported in the estimate to this level of detail. Instead, they tend to be listed as single line items on their own. In addition, anecdotally, we observe that very often the discov-ery work in particular appears to be underestimated — an optimism about what is likely to be found seeming to prevail.
The amount of emerging work allowance and discovery work allowance appears to be calculated on the basis of experience from previous turnarounds or from inti-mate knowledge of the state of the facility. But when it is based on experience of previous turnarounds, this experience is rarely backed up by hard numbers, showing what was spent in previous turnarounds as a percentage of the base scope cost.
Unknown unknownsIn turnarounds, just as in capital projects, a contingency for the items that were overlooked or completely unforeseen at the time of the esti-mate issue is required. (For instance, money was included in the “discov-ery work allowance” to spend three days repairing trays in column X, because the column was old and was operating at low throughput. However, it took two days longer than expected to repair the trays in column X. That extra two days’ cost comes out of contingency.)
Whereas in capital projects contin-gency is calculated on the basis of one of four methods, each of which has at least some logical foundation to it, in turnarounds we observe that contingency often appears to be calculated simply as the difference between the current base estimate plus discovery and emerging work allowances and the original, rough estimate quoted to management (assuming the rough estimate to be a higher number!).
Quantification of turnaroundallowancesWe then looked further into how much allowance for uncertainty was
included by turnaround estimators and how much was actually used.
How much is included? The first problem that we encoun-tered in this study was that while most turnaround teams recognise the three main areas of unconfirmed scope that need funding as being (1) emerging work, (2) discovery work and (3) contingency for the unfore-seen, few teams clearly differentiate between them in their estimates. Indeed, in a survey that we carried out, out of 216 turnarounds, only 34 (or 16%) could give a clear differen-tiation in their cost estimate between these three areas and the main estimate.
Nevertheless, from the data gath-ered we are able to show (see Figure 3) that teams typically include a total
of just under 13% of the base esti-mate (where base estimate = the total cost estimate before the three uncertainty allowances are included) as a total of all three allowance amounts.
That funding breaks down in turn into an average of 16% for emerging work, 38% for discovery and 46% for contingency (see Figure 4).
How much is spent? We then attempted to look at how much in each category is typically consumed. From this information, we hoped to begin developing guidelines on calculating how much should be included in an estimate. However, we found that although some teams have begun to track the consumption of the three elements in their actual costs this practice is still immature within the turnaround community.
Without historical data on actual expenditure in these three catego-ries, it is impossible to “close the loop” and begin developing guide-lines on how much should be included in each category in an estimate.
Conclusions The problemCurrently, turnaround cost estimates are inaccurate in that, on average, turnaround costs overrun their esti-mates. They are also highly unpredictable in the level of their inaccuracy (that is, the overrun does not remain within the claimed ±10% accuracy of most estimates).
16
22
20
18
14
12
10
8
6
Tota
l allo
wances
as
pro
port
ion
of
the b
ase
est
imate
, %
Emerging work + discovery work + contingency
4
+1SD
−1SD
Mean
N=38
Figure 3 Uncertainty allowance included in estimate
Contingency38%
Emergingwork16%
Discoverywork38%
N=34
Figure 4 Breakdown of uncertainty allowance into emerging, discovery and contingency
www.eptq.com PTQ Q1 2012 41
ap networks.indd 6 9/12/11 11:40:10

Furthermore, there is no clear agreement on the definition of what information a cost estimate should be based upon in order to allow it to be defined as a ±10% estimate.
There are no guidelines on how to calculate uncertainty allowances for emerging work, discovery work and contingency. Nor are many teams gathering the actual cost expendi-ture data that would allow such guidelines to be developed in the future.
Learning from capital projectsThe capital project world historically had similar problems with cost esti-mating. Over the years, it has improved through: • Tying estimates to stage gates• Clearly defining the scope basis and estimate basis required for a certain level of estimate accuracy• Using similar work breakdown structures, allowing comparison benchmarking of data• Gathering data on allowances for uncertainty and developing logical methodologies for estimating those allowances.
The turnaround world has already begun to learn from capital projects by copying the stage gate approach. There seems to be little reason to suppose that turnaround teams cannot continue to learn from capital projects in order to develop turna-round-specific standards for scope basis, estimate basis and calculation of allowances.
Recommendations for immediateactionIf the estimation of turnarounds is to become more accurate and predictable, we recommend that, as a first step, a series of actions should be adopted within the turnaround community.
Define the scope and estimate basisThere should be wide agreement on what the scope and estimate basis is for calling an estimate 50%, 30% or 10% accurate. The capital projects community has such agreement in documents referred to earlier. Suggested outline versions for turn-arounds are given in Tables 4 and 5, respectively.Table 4
42 PTQ Q1 2012 www.eptq.com
±50% ROMestimate
General turnaround scope data
Engineering deliverables
±30% ROMestimate
±10%control
estimate
Equipment count
Turnaround premises
Risk Based Inspection (RBI) data
Maintenance turnaround backlog
Listing – little definition
Baseline – no markup
None
None
None
NoneNone
None
Originalbaseline
None
Listing – high level, based
on asset management
strategy
95%complete
99%complete
60-70%complete
99%complete
Hazard and Operability study (HAZOP)
Listing – high level
60-70%complete
100%complete
Plant engineering design changes (expense)
Listing – not all inclusive
60-80%complete
100%complete
Leak Detection And Repair (LDAR)
Listing – preliminary
Listing – preliminary
Partialmarkup
Partialturnaround markups
Partial for new capital
Completelisting
Previous turnaround scope
Plot plans – logistics markups
Plant engineering design packages
Major capital project engineering design
Flare minimisation plan
Heat transfer data
Utility plan
Oils plan
P&ID markups
Process engineering design basis for plant
engineering capital
Turnaround boundaries
Listing – 90%Listing – 90%Listing – 90%
Process Hazard Analysis (PHA)
Listing – high level
60-70%complete
100%complete
Management Of Change (MOC) design changes
40-60%complete
100%complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Complete
Preliminary
100%complete
100%complete
80-90%complete
100%complete
Preliminary
80-90%complete
100%complete
Capital projects 80-90%complete
100%complete
Listing
Listing
Listing – variousstages
Partial
Partial
Partial
None CompletePartial
None CompletePartial
Preliminary
Partial
NoneStartup procedures –
maintenance(new equipment)
CompletePartial
Baseline – none for new
capital
Original Equipment Manufacturer (OEM)
specifications & drawingsComplete
Preliminary
Plant projects
ap networks.indd 7 9/12/11 11:40:25

Standardise the WBSMove towards a common standard layout for cost estimates. The capital projects community has such a standard (see Table 3). A suggested outline version for turnarounds is shown in Table 6.
Track the uncertainty allowancesIf the turnaround community is ever to develop even rudimentary rules of thumb for estimating emerging work, discovery work and contingency for the unforeseen, it must begin to track expenditure in these areas. This will require two responses from the community: a willingness to differentiate clearly the three categories in cost esti-mates; and a willingness to accurately track actual expenditure from these three categories during a turnaround.
Tie the estimates to the stage gatesIn the world of capital projects, the stage gate culminates in a cost esti-mate. Currently, the typical review stages for preparation and planning of a turnaround are not tied to a cost estimate. Tying the estimate and stage gate together could improve review of planning and preparation progress.
Recommendations for longer-term next stepsThis article covers only the first steps in improving the accuracy and predictability of turnaround cost estimates. Further steps need to be taken. Once there is common agree-ment on the minimum standard of scope basis and estimate basis for turnaround estimates, and once turnaround teams begin gathering actual uncertainty allowance data, the community will then be in a position to begin developing logical methodologies for calculating more accurately the required level of allowance for uncertainty in emerg-ing work, discovery work and contingency for each turnaround.
AcknowledgementsThe author would like to acknowledge the encouragement offered during the preparation of this article by Bobby Vichich, Vice President, Turnarounds, at Asset Performance Networks, as well as the invaluable advice (particularly,
but not only, relating to Table 4) of John Casper, Senior Consultant and Subject Matter Expert for Turnarounds and Capital Projects, at Asset Performance Networks.
References 1 http://www.api.org/aboutoilgas/sectors/refining/refinery-turnaround.cfm.2 http://ap-networks.com/latest-news/tinc-europe-2011-summary.html.3 We are very aware of the fact that in recent years the preference within project cost estimating circles is not to talk of a typical ±10% or ±30% estimate, but rather to talk of “classes” of estimates. This is because of the need to recognise that for the same level of scope definition, two projects could have different levels of estimate accuracy because of the inherent risks in their characteristics. For example, a new technology project probably carries more risk than a similar-sized project expanding an existing plant. However, the turnaround world has not yet reached that level of sophistication. Hence, for the survey, we used terms that are readily recognised, such as ±10% estimate.
Table 6
4 Lawrence G R, Stage gated approval processes — a practical way to develop and filter capital investment ideas, Pharmaceutical Engineering, vol 20, No 2, March/April 2008.5 AACE International Recommended Practice No. 18R-97; cost estimate classification system, as applied in engineering, procurement, and construction for the process industries.6 Lawrence G R, The use and misuse of contingency — or why cutting contingency makes projects more expensive, not less. Pharmaceutical Engineering, vol 27, No 5, Sept/Oct 2007.7 Burroughs S E, Juntima G, Exploring Techniques for Contingency Setting, AACE International Transactions, Washington DC, 2004.
Gordon Lawrence is a Senior Consultant with Asset Performance Networks, Amsterdam. He holds a bachelor’s degree in chemical engineering from Heriot-Watt University, Edinburgh, a master’s in biochemical engineering from Birmingham University, and an MBA from Strathclyde University Business School, Glasgow. Email: [email protected]
www.eptq.com PTQ Q1 2012 43
Mechanicalwork
Otherdisciplines
Cost of the last TA, adjusted for
inflation
Quantities for mechanical work from workpacks, but then priced
in-house
Other disciplines factored from mechanical,
based on history
Quantities for all disciplines
calculated and priced by
contractors,based on
workpacks
±50% ROMestimate
±30% ROMestimate
±10% controlestimate
Home Office
Field(during
shutdownperiod)
Allowances for ‘unknown unknowns’
Allowances for ‘known unknowns’
Direct (broken down by
unit/area, equipment type and equipment
number
Field (before the shutdown period)
Emergingwork
allowanceson each line
item
Discoverywork
allowanceson each line
itemIndirect
Contingency
Consumables
Equipment
Bulk materials
Turnaround planning and preparation
Turnaround field labour
Pre-turnaround field work
Equipment rental – cranes, scaffold, etc
Logistics, temporary facilities, etc.
Turnaround management/supervision
Direct
Indirect
Maintenance
Capital projects
Table 5
ap networks.indd 8 9/12/11 11:40:40

INTERCAT EUROPE B.V.Stationsstraat 503451 BZ VleutenThe Netherlands
Tel: +31 30 677 7010 Fax: +31 30 677 1340
www.intercatinc.com
Intercat’s CAT-AID® line of additives offers cost effective opportunities for refiners who run heavy feeds or have problems maintaining catalyst activity and selectivities due to metals contamination.
Our CAT-AID technologies help refiners:
• Improve FCC Conversion• Increase ability to process heavier feeds• Reduce Catalyst Additions• Improve FCC Coke/Gas Selectivities• Lower FCC SO2 Emissions• Increase Propylene Yield
CAT-AID® allows for the immediate response to operating changes without requiring a reformulation of the base catalyst. Couple with our state-of-the-art additive addition systems refiners can now optimize additive efficiency and minimize costs.
www.ptqenquiry.com for further information
intercat.indd 1 8/12/11 21:13:09

Abatement of hydrogen sulphide in asphalt
Hydrogen sulphide (H2S) is a naturally occurring gas contained in many of the
world’s crude oils. It is also formed by the degradation of sulphur compounds in the oil when it is exposed to high temperatures or catalysts in the refining process. Since the sulphur content of crude oils is gradually increasing (see Figure 1), H2S issues are expected to remain a challenge for all aspects of the refining industry, especially when handling heavy oils.
Vacuum tower bottoms (VTBs), the primary blending component for asphalt production, have partic-ularly high concentrations of H2S because they do not undergo addi-tional processing to remove H2S through distillation, stripping and sweetening processes as is done with more refined fuels such as gasoline, diesel fuel and home heat-ing oils. VTBs are among the heaviest of the products coming out of the refinery and typically the product in which sulphur compounds concentrate. Due to the viscosity of asphalt, it is stored at high temperatures (300–400°F; 149–204°C). These temperatures are high enough to promote further thermal cracking of sulphur-containing compounds and the formation of additional H2S. The amount of cracking and H2S generation is dependent on the structure of the sulphur compounds present in the oil and on the temperatures encoun-tered during processing. Figure 2 shows a typical relationship between storage temperature and H2S formation.
Since H2S is a gas at typical stor-age temperatures, it has a tendency
Risks of exposure at asphalt loading platforms require reliable monitoring of H2S
levels and a programme of abatement using effective chemical scavengers
JennifeR DRapeR and JoSepH StaRk Baker Hughes
to migrate from the liquid phase into the vapour phase above the oil. Certain tank conditions, such as increased liquid volume, agitation and high temperatures, can exacer-bate this already hazardous situation by changing the partition coefficient (the ratio of H2S in the liquid and vapour phases of the
crude oil) of the H2S in favour of the vapour space. Asphalt is espe-cially problematic because more H2S partitions into the vapour phase relative to other petroleum products (see Table 1). Typically, 1 ppm of H2S in the liquid phase of asphalt correlates to 400 ppm in the vapour phase. Therefore, asphalt
www.eptq.com PTQ Q1 2012 45
1.2
1.6
1.4
1.0
0.8
0.6
0.4
0.2
1985 1990 1995 2000 2005 2010
Su
lphur
conte
nt
by
weig
ht,
%
0.0
figure 1 Trend in average sulphur content of US refinery crude oil inputs Source: Energy Information Administration
6000
10000
9000
8000
7000
5000
4000
3000
2000
1000
0 100 200 300 400 500 600 700
H2S
gen
era
ted
, p
pm
Temperature, ºF
0
figure 2 Generation of H2S as a function of storage temperature. Samples held at
cracking temperature for one hour before analysis
baker hughes.indd 1 9/12/11 11:59:45
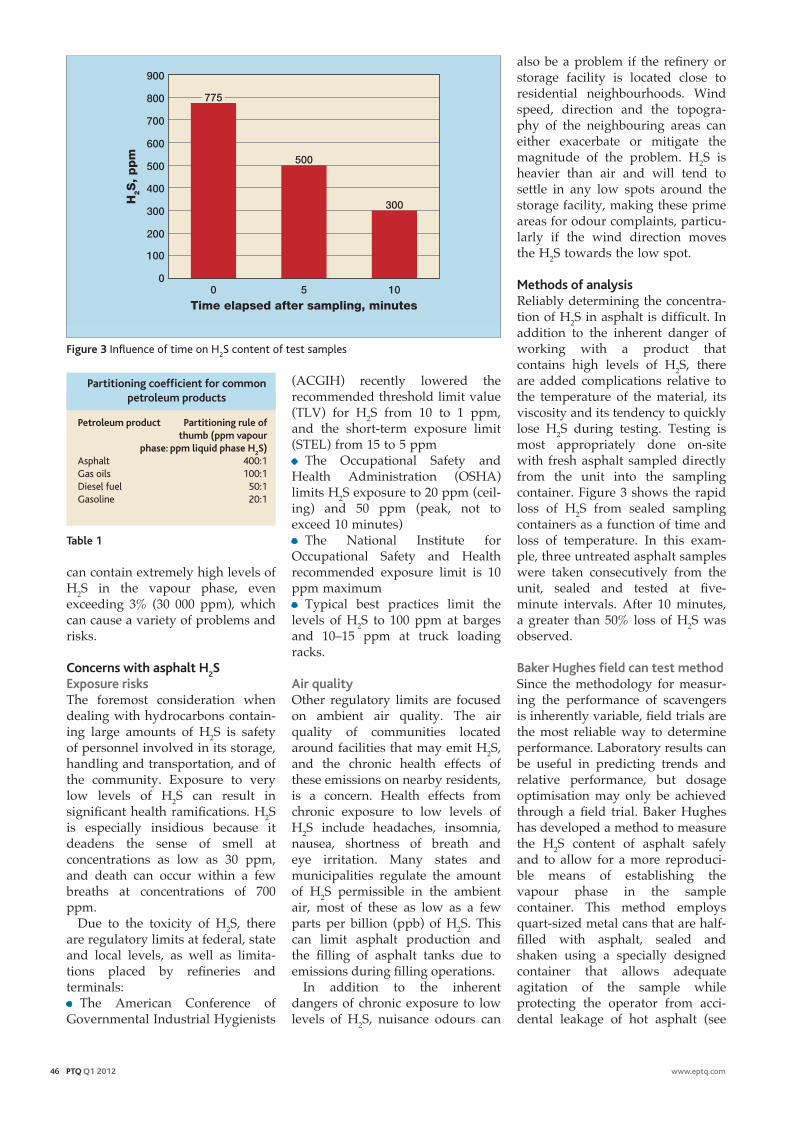
46 PTQ Q1 2012 www.eptq.com
also be a problem if the refinery or storage facility is located close to residential neighbourhoods. Wind speed, direction and the topogra-phy of the neighbouring areas can either exacerbate or mitigate the magnitude of the problem. H2S is heavier than air and will tend to settle in any low spots around the storage facility, making these prime areas for odour complaints, particu-larly if the wind direction moves the H2S towards the low spot.
Methods of analysisReliably determining the concentra-tion of H2S in asphalt is difficult. In addition to the inherent danger of working with a product that contains high levels of H2S, there are added complications relative to the temperature of the material, its viscosity and its tendency to quickly lose H2S during testing. Testing is most appropriately done on-site with fresh asphalt sampled directly from the unit into the sampling container. Figure 3 shows the rapid loss of H2S from sealed sampling containers as a function of time and loss of temperature. In this exam-ple, three untreated asphalt samples were taken consecutively from the unit, sealed and tested at five-minute intervals. After 10 minutes, a greater than 50% loss of H2S was observed.
Baker Hughes field can test method Since the methodology for measur-ing the performance of scavengers is inherently variable, field trials are the most reliable way to determine performance. Laboratory results can be useful in predicting trends and relative performance, but dosage optimisation may only be achieved through a field trial. Baker Hughes has developed a method to measure the H2S content of asphalt safely and to allow for a more reproduci-ble means of establishing the vapour phase in the sample container. This method employs quart-sized metal cans that are half-filled with asphalt, sealed and shaken using a specially designed container that allows adequate agitation of the sample while protecting the operator from acci-dental leakage of hot asphalt (see
can contain extremely high levels of H2S in the vapour phase, even exceeding 3% (30 000 ppm), which can cause a variety of problems and risks.
Concerns with asphalt H2S
Exposure risksThe foremost consideration when dealing with hydrocarbons contain-ing large amounts of H2S is safety of personnel involved in its storage, handling and transportation, and of the community. Exposure to very low levels of H2S can result in significant health ramifications. H2S is especially insidious because it deadens the sense of smell at concentrations as low as 30 ppm, and death can occur within a few breaths at concentrations of 700 ppm.
Due to the toxicity of H2S, there are regulatory limits at federal, state and local levels, as well as limita-tions placed by refineries and terminals: • The American Conference of Governmental Industrial Hygienists
(ACGIH) recently lowered the recommended threshold limit value (TLV) for H2S from 10 to 1 ppm, and the short-term exposure limit (STEL) from 15 to 5 ppm• The Occupational Safety and Health Administration (OSHA) limits H2S exposure to 20 ppm (ceil-ing) and 50 ppm (peak, not to exceed 10 minutes)• The National Institute for Occupational Safety and Health recommended exposure limit is 10 ppm maximum• Typical best practices limit the levels of H2S to 100 ppm at barges and 10–15 ppm at truck loading racks.
Air quality Other regulatory limits are focused on ambient air quality. The air quality of communities located around facilities that may emit H2S, and the chronic health effects of these emissions on nearby residents, is a concern. Health effects from chronic exposure to low levels of H2S include headaches, insomnia, nausea, shortness of breath and eye irritation. Many states and municipalities regulate the amount of H2S permissible in the ambient air, most of these as low as a few parts per billion (ppb) of H2S. This can limit asphalt production and the filling of asphalt tanks due to emissions during filling operations.
In addition to the inherent dangers of chronic exposure to low levels of H2S, nuisance odours can
600
900
800
700
500
400
300
200
100
0 5 10
300
500
H2S
, ppm
Time elapsed after sampling, minutes
0
775
Figure 3 Influence of time on H2S content of test samples
Petroleum product Partitioning rule of thumb (ppm vapour phase: ppm liquid phase H
2S)
Asphalt 400:1Gas oils 100:1Diesel fuel 50:1Gasoline 20:1
Partitioning coefficient for common petroleum products
Table 1
baker hughes.indd 2 9/12/11 11:59:56

Figure 4). Untreated samples are tested immediately using gas detec-tion tubes. For the purposes of screening additive performance, the scavenger should be added to the sample container prior to introduc-ing the asphalt, then transported to an oven in an insulated container, where it is stored at temperatures and time periods consistent with those experienced in the field.
Solutions to asphalt H
2S problems
The issues presented by the high H2S content of asphalt clearly require serious consideration. Operational solutions, such as air blowing or sending off gases to a purification system using filter canisters, are often employed to reduce these hazards. However, in some cases, these are not sufficient to reduce the H2S to acceptable levels. The use of chemical H2S scavengers, in conjunction with appropriate engineering controls, can reduce the H2S content of asphalt blendstocks and keep the H2S level low during extended stor-age at elevated temperatures. Scavengers reduce tank emissions and the associated nuisance odours, as well as decrease the safety risks to those individuals involved in the transfer, transportation and use of these products.
Chemical additive solutions There are many chemicals that will react with H2S, including caustic, peroxides, formaldehyde, nitrites and many types of amines. All of these function by converting the H2S into other sulphur compounds. The preferred method for scaveng-ing H2S from hydrocarbon streams is to use a chemical conversion reagent. This type of additive reacts with H2S irreversibly to form thermally stable reaction products and does not revert back to H2S if exposed to higher temperatures further downstream. Scavenger programmes are selected depend-ing on the nature of the H2S problem being addressed and the petroleum product being treated.
The viscous nature of asphalt, its necessarily high storage tempera-tures and the propensity to continue
www.eptq.com PTQ Q1 2012 47
to produce H2S are challenges to the efficient scavenging of H2S from asphalt blending components. Reducing the H2S content of asphalt requires a chemical scavenger that can function under severe condi-tions. An asphalt H2S scavenger must demonstrate the following additional qualities:• Large H2S uptake capacity: the scavenger must be very reactive towards H2S to minimise the required additive volume and cost• Rapid reaction with H2S: often very little residence time is availa-ble, so the scavenger must be able to reduce H2S quickly• Non-reversible, thermally stable reaction products: the reaction product between the scavenger and H2S must be thermally stable even under the high-temperature condi-tions of asphalt production, storage and transportation• No detrimental effect on the asphalt: asphalt has specific quality requirements; therefore the additive
cannot change its physical attributes• Selective for H2S: application economics are improved when the scavenger targets H2S only and is not consumed by other species.
Baker Hughes supplies several oil-soluble and metal-based H2S scavengers. Water-soluble additives are generally not appropriate because the product will flash off water at temperatures above 200°F (93°C), leading to potential safety issues.
Conventional scavengers Oil-soluble H2S scavengers are used in high-temperature applications where water tolerance is an issue. These products perform and react with H2S irreversibly to form a thermally stable, oil-soluble alkyl sulphide. They can be applied at a wide range of temperatures, from ambient up to 350°F (177°C), and may be the product of choice for viscous heavy oils and resids.
6000
10000
9000
8000
7000
5000
4000
3000
2000
1000
0 250 500 750 1000 1250 1500 1750 2000
H2S
, pp
m
Dosage of H2S scavenger, ppm
0
Novel scavenger No. 2Novel scavenger No. 1Conventional scavenger
Figure 4 Baker Hughes equipment safely measures H2S in hot asphalt
Figure 5 Reduction in H2S by conventional and metal-based H
2S scavengers
baker hughes.indd 3 9/12/11 12:00:12

manner. Field testing is always crit-ical to ensure that the selected additive is able to achieve the appropriate level of H2S removal in a commercial application without negatively affecting the asphalt quality.
Chemical additive selection and application Selecting the most appropriate additive and its dosage requires specific knowledge of the applica-tion in which it will be used as well as awareness of the target levels needed to meet specific state, local or facility regulations. The tempera-ture of the fuel to be treated, available injection locations, resi-dence time and the test method by which performance will be evalu-ated are a few variables that should be considered. For example, tradi-tional organic-based additives can be very effective in reducing H2S to acceptable levels if the initial H2S concentration is moderate (a few thousand ppm or less) and the resi-dence time is relatively long. However, if the requirement is to scavenge a large concentration of H2S in a short amount of time, for example, before the asphalt reaches the first storage tank, a metal-based scavenger may be a more appropri-ate choice.
Case study The following case history illus-trates some of the results achievable using H2S scavengers in asphalt.
A refiner with an existing H2S abatement programme reported a high number of H2S monitor alarms from workers at the asphalt loading rack and wanted to reduce those incidences to zero. The existing programme achieved some H2S reduction, but was not able to get the concentration of H2S low enough to prevent exposure of workers at their loading rack. A plateau effect was observed where additional additive usage did not produce a corresponding reduction in H2S content. A trial was conducted using a metal-based H2S scavenger. The results from the field trial are shown in Figure 6. Significantly greater H2S reduction (99.5% compared with 75%) was
48 PTQ Q1 2012 www.eptq.com
Metal-based scavengers Metal-based H2S scavengers are used primarily to address the specific needs of very high-temperature and high-H2S applications. These additives can be used at temperatures well in excess of 350˚F (177°C) to form thermally stable products. These scavengers are able to achieve H2S reduction levels that organic-based additives simply cannot support. These additives will react much faster and scavenge more H2S than traditional scavengers. While these products are typically used to treat asphalt, other applications can be envisioned that are not sensitive to metal content.
Figure 5 shows the performance of metal-based scavengers in the Baker Hughes Sulfix additive prod-uct line relative to that of a more conventional amine-based product. The conventional scavenger achieves
a good reduction in H2S, but eventu-ally plateaus in performance. The metal-based scavengers are able to achieve a 99% reduction in H2S at a significantly lower dosage. The increased reactivity with H2S gives these products a favourable cost-performance ratio relative to other high-temperature H2S scavengers.
Dispersions of nano-particle metal compounds in hydrocarbon medi-ums are commonly used in the industry and have largely become an industry standard for the rapid removal of large quantities of H2S in high-temperature applications. These products offer the advantage of a large surface area available for reaction with H2S and have proven performance without any negative impact on asphalt quality. A critical consideration when choosing an H2S scavenger is that not all additives perform in an equivalent
Existing programme ×4 dosage
Metal-based scavenger×1 dosage
H2
mp
p,
S
Figure 6 Results from field trial using metal-based H2S scavenger
15
25
20
10
5
Ala
rms
per
day
Time0
Figure 7 Reduction in alarms as a result of H2S scavenger programme
baker hughes.indd 4 9/12/11 12:00:25

achieved using the metal-based additive at one-fourth the dosage of the incumbent product. Through the use of the scavenger programme, this refiner was able to achieve a dramatic reduction in the number of H2S alarms reported (see Figure 7). This programme has been in commercial use for more than five years. It has also resulted in fewer environmental incidents and greater peace of mind for the refiner, workers and transportation companies.
ConclusionsThe reduction of H2S in asphalt is an important consid-eration because there is a significant risk of exposure to people, equipment and the environment. Asphalt is generally transferred at loading racks, where personnel manning the loading rack may be exposed to toxic vapours. Transport to terminals and application of the final product are also situations where exposure to potentially dangerous vapours containing H2S may occur. The viscous nature of asphalt and the high
temperatures needed to work with this material make for a dangerous combination when even low levels of H2S are present in the liquid. However, removing H2S from asphalt can be accomplished through the proper application of a chemical scavenger. An additive programme that uses best-in-class application technol-ogy and test methods can optimise additive dosage, improve scavenger response and allow refiners to meet their H2S specifications economically.
A thorough understanding of the asphalt blending configuration, tank residence times, available mixing equipment and injection points is critical to designing a programme that produces the desired results while ensuring an optimised chemical programme. Difficulties measuring H2S content in asphalt safely and reproduci-bly can also be an issue. With the proper additive, equipment and monitoring, H2S scavengers allow refin-eries to increase employee safety, comply with environmental regulations and minimise capital expenditures.
SULFIX is a mark of Baker Hughes.
Jennifer Draper is Manager of the Technology Support Group for Fuel Additives with Baker Hughes and has 13 years of fuel additives industry experience, with particular areas of concentration including H
2S
scavengers, distillate cold flow improvers and mercaptan scavengers. She has a PhD in inorganic chemistry from Texas A&M University. Email: [email protected] Stark is Director of the Petroleum Additives Group with Baker Hughes; his previous roles with the company include Senior Synthetic Chemist for the Refinery Process Group, Manager for Antifoulants and Corrosion Groups, and Manager of R&D for the Oilfield Chemicals Group. He has a PhD in inorganic chemistry from Kansas State University and holds nine patents. Email: [email protected]
www.eptq.com PTQ Q1 2012 49
Table 3
H2S scavengers allow refineries
to increase employee safety and minimise capital expenditures
content fuel. The only exception may be if scrubbers prove to be the preferred control technology. Ships can use scrubbers to meet the SOx limits of ships emissions; however, there has not been a substantial application of scrubbers in marine vessels yet. By 2020 or 2025, the spread between distillate and 3.5% sulphur residual fuel is expected to be around $30/bbl and $35/bbl respectively on our current price projections.
Regardless of economies of scale, a refiner producing any amount of straight-run residue, VGO or fuel oil will have to rethink their strategy with these new regulations.
Refiners who process high-sulphur crude and blend the residuum back to fuel oil will increasingly discover that simple topping and hydro-skimming margins are barely profitable.
The impact on refineries in the first stages of the new regulations is likely to be limited. However, when the sulphur cap goes to 0.1% sulphur for ECAs and then 0.5% sulphur globally, the effects could be quite substantial. The impact of a global regulation is much bigger than the effects of regulations followed by indi-vidual countries (see Figure 3).
Already global growth in demand for distillate is quite strong. Despite additions in refining capacity over the past three years, we can foresee regional diesel shortages in many markets as a result of increased onshore demand (see Figure 4). Despite more conversion capacity starting up over the next couple of years, the question remains whether the additional demand, created by moving from residual fuel to marine diesels, can be met by existing conver-sion capacity.
The composition of the blending recipe for bunkers has changed, as blenders have to blend lower-sulphur residue and progressively more distillate into marine bunkers. The sulphur constraint imposed at the begin-ning of July 2010 meant that blenders had to further blend down the sulphur content of 1.5% sulphur fuel to 1% sulphur for the ECAs.
Looking at January 2012 onwards, blenders globally will have to blend down the marine sulphur content from 4.50% to 3.50%. As noted previously, we do not see this as a major obstacle, as the average global qual-ity (per IMO 2007) is already well below 3.5% sulphur. The transition on a global level to 3.5% sulphur should thus happen rather smoothly. Still, we do foresee some increases in shipper fuel costs merely because the specification changes, even if the fuels already meet the new limit.
In the long run, the importance of blending opera-tions will increase drastically, as the ECA marine fuel product will have to meet 0.1% sulphur content, even more so if the number of ECAs increases by 2015. By 2015, blenders will start increasing the amount of distillate going into fuel oil. We anticipate that — given today’s rule of thumb that intermediate fuel oil (IFO) is 75% fuel oil and 25% distillate —after 2015 and for
TruePeak Tuneable DiodeLaser (TDL) Analyser
Our TruePeak Process Laser Analyzer uses a tunable diode laser and measures across an infrared absorbance region. This means you can make measurements in the most demanding applications.
■ Rapid measurement (as fast as 1 second) ■ Process temperature up to 1500º Celsius ■ Optical measurement – no sensor contact
with process ■ Aggressive applications – high particulate,
corrosives, and more■ Flexible installation options■ TruePeak measurement■ In situ analysis ■ Interference free
The Process TDL Solution
Features:
please visit us at www.yokogawa.com/eu
kbc.indd 5 14/9/11 11:38:36
www.ptqenquiry.com for further information
baker hughes.indd 5 9/12/11 12:00:38

LOCAT ®
H2S Removal / Recovery Sweet Solutions.®
Merichem Company has a wide range of system capabilities and extensive experience including treatment of natural gas, amine acid gas, sour water stripper gas, fuel gas, hydrogen recycle gas, and syngas.
LO CAT’s flexible technologies and worldwide services are backed by over three decades of reliability.
Efficient, effective andenvironmentally sound, LO CATis the technology of choice for H2S removal / recovery.
847.285.3850
www.merichem.com
www.ptqenquiry.com for further information
merichem 1.indd 1 13/12/11 09:48:50

Oxygen enrichment in desulphurisation
A s a primary source of sulphur emissions, the refining segment of the
petrochemical industry has found itself juggling fears around energy insecurity with concerns about climate change. Sulphur dioxide (SO2) is one of the major air pollut-ants that impact our climate and is a key focus for the United Nations and environmental activists. It can be harmful to health, as it is a potent asthma trigger and can cause other potentially damaging respira-tory health effects. When sulphur combines with oxygen to create SO2, it is defined as a critical air pollutant by the US Environmental Protection Agency (EPA) and can form dangerous sulphates, which can be breathed deep into the lungs. Once oxidised by air, it also forms sulphuric acid, the major compo-nent of acid rain. Acid rain harms fish, damages forests and plants, and can erode buildings.
SO2 is formed when sulphur-containing fuels, such as coal and oil, are burned. The primary sources of SO2 emissions are power plants, refineries and smelting facilities. SO2 is also found in the exhaust of diesel fuel and gasoline. Despite technological advances, controlling sulphur remains a technical chal-lenge for the petrochemical industry, as the sulphur content of the world’s dwindling crude oil resources is increasing.
Almost every oil field produces crude with a unique mixture of characteristics, which presents distinct challenges to oil companies involved in separating crude into different products. In addition to sulphur content, refineries are being
Oxygen enrichment technology is a viable and a cost-effective solution for significantly increasing sulphur treatment capacity
ShivAn AhAmpArAm and Stephen hArriSOnLinde
challenged to manage increased levels of acid gas or sour water stripper gas and the occasional lean acid gas feed.
For refiners, throughput can be limited by the speed at which plants can desulphurise crude. However, the more stringent the desulphurisa-tion process becomes, increasing Claus plant loadings with hydrogen sulphide (H2S) and ammonia, the more frequently bottlenecks in the production process also become. Claus plants operating in refineries process concentrated H2S fractions, converting them into elemental sulphur. The technology is also able to destroy pollutants, particularly ammonia.
increased capacityAlthough not new, oxygen enrich-ment technology has now come to the fore as a viable and cost- effective solution for significantly increasing a plant’s sulphur handling capacity, as well as addressing problems associated with contaminants such as ammo-nia and hydrocarbons.
Oxygen enrichment of the combustion air significantly increases sulphur handling capac-ity. Associated benefits include increased productivity achieved without changing the pressure drop, more effective treatment of ammonia-containing feeds and less effort required for tail gas purifica-tion (reduced nitrogen flow). Oxygen enrichment is also a highly customisable approach to improv-ing Claus plant yield, with options varying from low-level oxygen enrichment to employing advanced proprietary technology to bring
about capacity increases of up to around 150%.
In practical terms, this means that refineries can delay new Claus investment decisions as they can extend their existing Claus plant capacity. This is a particular advan-tage to those refineries whose plant footprints cannot accommodate the introduction of additional Claus plants.
Low-level enrichment is achieved by injecting oxygen via a diffuser into the process air to the sulphur recovery unit. The maximum oxygen enrichment level that can be accom-modated via this method is 28% and provides a capacity increase of approximately 30% when processing acid gas rich in H2S, as is the case in most oil refineries.
Generally, the sulphur plant will require no equipment modification other than the provision of a tie-in point for oxygen injection into the combustion airline.1 However, when even greater capacity is needed and increased levels of oxygen beyond 28% are required, it is necessary to introduce the oxygen into the reaction furnace separately from the air supply, as the combus-tion air piping in conventional sulphur plants and air-only burners is unsuitable for use with highly oxygenated air.
Self-cooled burnerAddressing this challenge, a new type of burner, Sure, developed by Linde Gas, has been specifically designed for this purpose — a self-cooled tip-mix burner with separate ports for acid gas, oxygen and air supply. The burner can be used in both end- and tangential-fired
www.eptq.com PTQ Q1 2012 51
linde.indd 1 9/12/11 12:02:57
52 PTQ Q1 2012 www.eptq.com
guided by documented standards of measurement and recommended analytical methods such as various ASTM methods. Similar procedures are used to determine total sulphur content in incoming natural gas feedstocks. The analytical technique most commonly used for this purpose in modern refineries and LNG processing terminals involves chemiluminescence. These instru-ments use a two-stage method, where the sample is first pyrolised in a flame of purified or synthetic air and high-purity hydrogen under vacuum to generate sulphur monox-ide. This is then transported by a carrier gas, typically argon or nitro-gen at a purity of 99.999%, to a chamber, where it reacts with ozone to generate SO2 and UV light. The light generated is measured by a photomultiplier tube to determine the total quantity of sulphur in the sample.
Another technique is atomic emis-sions spectroscopy (AES), a method of chemical analysis that uses the intensity of light emitted from a flame or plasma to determine the quantity of sulphur in the sample. The wavelength of the atomic spec-tral line identifies the element, while the intensity of the emitted light is proportional to the quantity of atoms present. AES is a sensitive technology, capable of measuring down to levels of parts per million (ppm) and also of identifying actual molecules, therefore providing both qualitative and quantitative infor-mation at these low levels. It is suitable for measuring sulphur levels as part of process control, final product quality control and for environmental emissions moni-toring applications.
AES can also be combined with inductively coupled plasma (ICP) — a technique that is highly sensi-tive and can quantify concentrations in the range of parts per million, or even billion — which would require high-purity argon. Alternatively, AES can be combined with gas chromatography, where the tech-nique would be referred to as GC-AED. The chromatography would consume a carrier gas, such as high-purity helium, to drive the sample through the column and
furnace designs. The burner achieves effective mixing of H2S and oxygen-enriched air over a wide load range.
The intensive mixing characteristics of these burners have been developed through test work at Linde’s own pilot plant, a commercial-scale sulphur recovery unit, harnessing computational fluid dynamics (CFD) modelling to achieve effective contaminant destruction and signifi-cantly increased tonnage output.
For operation with high levels of oxygen enrichment, greater than 45%, methods must be employed to mitigate a high flame temperature in the reaction furnace. The Sure double combustion process provides full capability at up to 100% oxygen in an uncomplicated process that is easy to install, oper-ate and maintain.
Double combustionDouble combustion, as the name implies, splits the heat release into two separate reaction furnaces with cooling between. In the first reaction furnace, all amine gas, sour water stripper gas and, if required, air are fed to the Sure burner together with the supplied oxygen, the level of which depends on plant throughput. The tip-mix burner allows for thor-ough mixing, giving effective contaminant destruction efficiencies.
There is no sulphur condenser between the first waste heat boiler (WHB) and the second reaction furnace. Also, there is no burner in the second reaction furnace. By design, the gases exiting the first WHB and entering the second reac-tion furnace are substantially above the auto-ignition temperature of H2S and sulphur vapour, under all normal and turn-down operation conditions. This system allows for a low pressure drop, which is easy to control and easy to install.
Temperature profileThe result of this type of control is a temperature profile suited to the Claus process. Operating tempera-tures in the first reaction furnace are high enough to destroy ammo-nia and hydrocarbons, but remain well below refractory limitations. KOA Oil in Japan has successfully
harnessed Linde’s double combus-tion process since 1990.
A novel approach has used the benefits of a multi-pass WHB for plants with a restricted footprint. The zone between the first and second passes of the boiler is utilised as the second reaction furnace of the double combustion process. In this situation, lances are installed in the channel head connecting the first and second pass of the WHB tube sheets (where the remaining oxygen can be added). For the optimum design and loca-tion of the burner and oxygen lances, Linde uses a validated CFD model. This particular approach has been operational at API Falconara, Italy, since 1996 and at Shell Puget Sound refinery and General Chemical’s Anacortes site.
The change-out of the WHB can improve energy efficiency at a plant through the generation of valuable high-pressure steam. Other energy efficiency benefits arise from the much-reduced process gas flow through the plant. This reduces the converter reheat and incinerator fuel gas requirements to a mini-mum — and reduced energy requirements mean significantly reduced carbon dioxide emissions.
Measuring sulphur levelsInseparable from the crude oil refin-ing process is the measurement of sulphur levels present in raw mate-rials during the process, in finished products and being emitted to the atmosphere.
In refining process control, or for determination of incoming crude oil composition, sulphur is often meas-ured quantitatively in percentages,
For operation with high levels of oxygen enrichment, methods must be employed to mitigate a high flame temperature in the reaction furnace
linde.indd 2 9/12/11 12:03:14

separate the various components, to allow species identifi cation in the atomic emission detector. The system would also require periodic calibration with appropriate calibra-tion gas mixtures.
Sulphur-containing moleculesThe benefi t of these techniques is that they can identify some of the sulphur-containing molecules, such as carbonyl sulphide, methyl mercaptan or ethyl mercaptan, in order to understand where the vari-ous sulphur compounds originate from. This is useful for crude oil refi ning and equally relevant to natural gas processing.
In addition to sulphuric acid as the key component of acid rain, other environmentally hazardous sulphur components produced as a result of crude oil processing include H2S and carbonyl sulphide, both highly corrosive and toxic chemical compounds.
Environmental authorities such as the EPA have applied stringent regulations governing hazardous emissions from industries such as oil refi neries and this, in turn, has placed a heavy emphasis on accu-rately measuring the sulphur content of emissions.
To this end, among other meas-urement techniques, refi neries have installed continuous emission moni-toring systems (CEMS) in plant stacks to measure emissions from exhaust streams on a continuous basis.
To be able to trust the values of these analysers, very accurate cali-bration gas mixtures are required. In this realm, Linde supplies tracea-ble calibration mixtures for measuring sulphur compounds in petrochemical refi nery stacks.
Verifi cation programmeIn 2010, the EPA, in cooperation with the National Institute of Standards and Technology (NIST), conducted a blind audit of EPA Protocol gases used to calibrate CEMS and the instruments used in EPA reference methods. These gases and the associated quality assurance/quality control checks help to ensure the quality of the emission data the EPA uses to
www.eptq.com PTQ Q1 2012 53
assess achievement of emission reductions required under the Clean Air Act.
This verifi cation programme eval-uated Linde in regard to how accurately its products measured SO2, nitrogen oxide and carbon dioxide. Linde’s US production site, at Alpha New Jersey, passed the audit with zero failures and, in 2011, the company was granted continued approval to produce EPA protocol gas standards both at this site in the US and at an additional site near Toronto, Canada.
As in other parts of the world, the European Union is introducing stricter limits on pollutant emis-sions from light road vehicles, particularly for emissions of nitro-gen particulates and oxides. Since 2009, it has been mandatory to have ultra-low-sulphur petrol and diesel; that is, fuels containing less than 10 ppm of sulphur.
Analysis of sulphur compounds in fuels has therefore not only become a critical requirement, but so has the need to measure for lower and lower levels of sulphur compounds. It is now vital to be able to detect extremely low levels of sulphur, down to parts per billion, and a range of instrumentation techniques and detectors are required to meet these requirements. One of the typi-cal methods used for the determination of sulphur species in fuel samples is GC separation followed by sulphur chemilumines-cence detection (SCD).
References1 Heisel M, Schreiner B, De Lourdes Coude M, Oxygen enrichment is an option to reduce loadings for Claus plants, Hydrocarbon Processing, Feb 2007.
Shivan Ahamparam leads Linde’s global marketing programme in chemistry and energy from Murray Hill, New Jersey. She has over 15 years’ experience in petrochemicals, speciality chemicals and industrial gases, and has a masters in mechanical engineering from Auckland University, New Zealand, and a degree in engineering from Canterbury University, Christchurch, New Zealand .Stephen Harrison leads Linde’s global Specialty Gases & Specialty Equipment business from Munich, Germany. He has 20 years’ experience in industrial gases and holds a master’s in chemical engineering from Imperial College, London, UK.
www.ptqenquiry.com for further information
Heavy crude Oil
Atmospheric Distillation
Vacuum Distillation
Coker & Visbreaker Feed
Fluidized Catalytic Cracker
Bitumen
Non-intrusive flow measurement up to 400°C
Field-Proven at Refineries
Trouble free operation at extreme pipe temperatures
No clogging, no pressure losses
Installation and maintenance without process interruption
Independent of fluid or pressure
Hazardous area approved
When the Going gets HOT…
refinery.flexim.com
linde.indd 3 12/12/11 14:29:57

www.ptqenquiry.com for further information
paharpur.indd 1 11/3/10 14:52:56

Green retarder technology for the styrene industry
Styrene is an important petro-chemical product that is used as a starting material for a vari-
ety of polymer products, polystyrene in particular. There are two main industrial routes for the production of styrene; namely, the EB/SM route and the PO/SM (sometimes referred to as the SM/PO) route. The EB/SM route produces styrene through the dehydrogenation of ethylbenzene. The PO/SM route furnishes styrene through the oxidation of ethylben-zene and subsequent addition of propylene to co-produce propylene oxide and styrene, after dehydration of the intermediate alcohol. Ethylbenzene, used in both cases, is produced through an alkylation reaction between benzene and ethyl-ene. As of 2009, total global styrene capacity was about 30 million t/y, of which about 80% was produced through the EB/SM process and 20% through the PO/SM process.
Regardless of specific licensed technologies for styrene production, crude styrene produced in the reac-tion section needs to be purified to yield polymer-grade styrene mono-mer. This is typically accomplished through a series of distillation towers designed to separate styrene from unreacted ethylbenzene as well as other reaction byproducts.
Polymer control in a styrene unitStyrene is a very reactive monomer. If not properly inhibited, it will polymerise rapidly via a free radical mechanism at elevated temperatures typically encountered in the styrene purification process. The polymeri-sation reaction is self-initiating; no initiators such as peroxides are required to initiate the reaction proc-
Increased environmental and safety awareness in the styrene industry has led to the development of more acceptable alternatives to toxic nitrophenolic retarders
LISheng Xu, JavIer FLorencIo, vIncent LewIS and chrIStoPher MorrISon Nalcoana guzMan, carMen MonFort and ana oLIvareS Repsol Química Tarragona
ess. The amount of polymer formed in a specific production unit is a function not only of the process temperature, but also of the resi-dence time and styrene monomer concentration in the distillation towers. Higher process temperatures result in increased rates of polymeri-sation. Furthermore, increased residence times result in a greater amount of polymer forming.
Proper polymer control in the purification section of a styrene plant is important for two main reasons. First, styrene monomer that is polymerised is an economic loss for the producer, as it can no longer be sold as styrene monomer. Second, if polymerisation goes unchecked, high polymer levels in styrene monomer will result in an increase in stream viscosity. While polystyrene is soluble in styrene monomer, very high levels of poly-styrene can make the stream overly viscous, causing difficulties in pumping the material through the process. Occasionally, high levels of
divinylbenzene (DVB) can also result in the formation of insoluble crosslinked polymer that will deposit inside the tower.
technologies to control polymerThere are two categories of compounds that are commonly used for polymer control. The first category is a slow-reacting compound, typically known as a retarder. Today, the most commonly used retarders in the industry are nitrophenolic-based products, and in particular DNBP (2,4-dinitro-6-sec-butylphenol). The second category is much faster reacting and is sometimes referred to as a true inhibitor. The true inhibitors available on the market are mostly proprietary formulations that offer a faster polymer inhibition rate than DNBP. Figure 1 shows the differ-ence between a retarder and an inhibitor. In the graph, uninhibited styrene has an inherent polymerisa-tion rate, as represented by the line marked as untreated. A retarder
www.eptq.com PTQ Q1 2012 55
Rate
of
poly
mer
form
ati
on
Time
InhibitedRetardedUntreated
Figure 1 Polymer inhibition behaviour: retarder vs inhibitor
nalco.indd 1 9/12/11 12:15:51

56 PTQ Q1 2012 www.eptq.com
DNBP poses severe health risks. It is also soluble in water at levels that can be highly toxic and there-fore a potential hazard in the environment. Initially sold as a herbicide, its use in agriculture has long been banned in the US and many other countries. While the risk of exposure to DNBP in an industrial setting is certainly lower than in an agricultural setting, handling DNBP is by no means safe, since it has a very low LD50. Industrial accidents do occur, and operators and the environment in the immediate vicinity of the plant are always at risk as long as DNBP is utilised. In recent years, the potential risks of using DNBP in a styrene plant have been highlighted in many countries.
DNBP is also a major generator of NOx when incinerated. In a typical styrene plant, DNBP exits the unit along with heavy tars, and the tar stream is typically used as fuel. While recovering fuel value, burn-ing of tar containing DNBP produces a significant amount of NOx. Up to one-quarter of the DNBP (by weight) is converted to NOx when burned. NOx is a known environmental pollutant, and many countries have NOx emission limits in place.
Future sustainable development of the chemical industry is largely dependent upon how successful the industry is in improving the health, environment and safety standards of its operations. This requires find-ing innovative ways by which highly toxic materials can be replaced by more environmentally friendly alternatives. The develop-ment of the Prism Green Retarder technology is an effort aimed at offering the industry a green alter-native to DNBP.
To develop a green retarder, there are two main criteria. First, it must be less toxic than DNBP and gener-ate less NOx when burned. Second, it should have similar polymer control properties (reaction rate) as DNBP. It must be a true retarder. Since a retarder is utilised to offer longer polymer control times during an emergency shutdown, a higher reaction rate than DNBP is not necessarily a desirable feature.
would slow the polymerisation rate and is represented by the red line with reduced slope. A true inhibitor is faster reacting than a retarder; therefore, the polymerisation rate when an inhibitor is used would be less than a retarder, as represented by the orange line. However, due to its rapid rate of reaction, inhibi-tor is consumed much faster than a typical retarder. Once consumed, polymerisation resumes at the rate of an uninhibited system, as repre-sented by the second half of the orange line.
Optimal approach to polymerinhibitionThe optimal approach to polymer control in a styrene unit is to use a combination of inhibitor and retarder. This ensures polymer
control during both normal opera-tions and emergency shutdowns. During normal plant operations, a faster reacting true inhibitor provides superior polymer control versus a retarder such as DNBP. In fact, the faster the reaction rate of an inhibitor, the more effective it is in reducing polymer formation. Nalco offers Prism inhibitors that are several orders of magnitude faster than DNBP for polymer control in a styrene unit. Some styrene producers only use DNBP for polymer control, but with less satisfactory results. However, when emergency shutdowns occur, a retarder is essential in protecting the unit from excessive polymer build-up. When a plant loses power, it loses, in most cases, its ability to pump the hot process stream out of the distillation towers. It also loses in most cases its ability to inject polymer inhibitor and/or retarder.
Due to tower insulation, the hot process fluid will remain at elevated temperatures for an extended period of time. This long residence time can cause excessive polymer build-up if not properly controlled. In severe cases, high polymer levels eventually lead to solidification and can turn the distillation tower contents into a solid block of poly-mer — a devastating outcome for any facility. A fast-reacting inhibi-tor, while excellent for controlling polymer during normal operations, can be quickly consumed during an emergency shutdown, thus losing its ability to protect the tower. On the other hand, a retarder — owing to its slower reaction rate — will remain effective for longer and offer prolonged protection for the tower. The ratio between inhibitor and
retarder should be considered care-fully to result in optimal cost performance while ensuring safety during an emergency shutdown.
A summary of the relative polym-erisation rates of various inhibitors and retarders is shown in Table 1.
Green retarderAs an effective retarder, DNBP has been the product of choice for the styrene industry. It is a reliable and economic means of protecting the tower during emergency shut-downs. But DNBP is also highly toxic. It causes reproductive and developmental system damages in mammals. It is classified by European Regulations as a CMR (carcinogenic, mutagenic and repro-ductive toxin substances) because it is a reproductive toxin category 2 and 3, a chemical that will be subject to further reviews for its future use. Potential exposure to
2R. RR ≅ 109 M-1s-1 (rate limit)
R. + PRISM™ Inhibitor ≅ 107 -108 M-1s-1
R. + Hydroxylamines ≅ 105 M-1s-1
R. + AOH (retarders) ≅ 103-104 M-1s-1
R. + ≅ 102 M-1s-1
Table 1 Relative reaction rates
nalco.indd 2 9/12/11 12:16:04

Reliable SwiSS Quality
API 618Rod load up to 1'500 kN/335'000 IbsPower up to 31'000 kW/42'100 HP
Full Range:
You get moRe than Just aPRocess gas comPRessoR
Lubricated up to 1'000 bar, non-lubricated up to 300 bar
For highest availability: We recom-mend our own designed, in-house engineered compressor valves and key compressor components
Designed for easy maintenance
We are the competent partner with the full range of services – worldwide
→ www.recip.com/api618
Reliable SwiSS Quality
API 618Rod load up to 1'500 kN/335'000 IbsPower up to 31'000 kW/42'100 HP
Full Range:
You get moRe than Just aPRocess gas comPRessoR
Lubricated up to 1'000 bar, non-
For highest availability: We recom-mend our own designed, in-house engineered compressor valves and key compressor components
Designed for easy maintenance
We are the competent partner with the full range of services – worldwide
YouR BeneFit:lowest liFe cYcle costs
www.ptqenquiry.com for further information
burckhardt.indd 1 12/12/11 13:42:25

Cost is also an important factor in the adaptation of green retarder technology. Although the green retarder concept has been around for some time, the costs of such products have been prohibitively high until recently, which has prevented their widespread application.
The Prism Green Retarder technology was developed as part of Nalco’s Prism product line with these requirements in mind. Specifically, it has considerably lower toxicity and lower water solubility than DNBP. Lower water solu-bility reduces the risk of contaminating the water system, in the case of an acci-dental release. In Figure 2, the colour of water in the presence of either Prism Green Retarder or DNBP can be visually compared. In the case of green retarder, the water colour is unchanged, while in the case of DNBP the water turned to a pale yellow colour due to the high water solubility of DNBP. The green retarder also has negligible NOx generation poten-tial. Table 2 shows a comparison
58 PTQ Q1 2012 www.eptq.com
between DNBP and the green retarder.
From a performance standpoint, the green retarder is comparable to DNBP in its ability to control poly-mer. Figure 3 shows the polymer inhibition performance of both DNBP and the green retarder under various conditions in laboratory tests.
Programme implementationThe accepted best practice for polymer inhibition in a styrene unit is to combine the use of a retarder and an inhibitor, providing strong polymer inhi-bition during normal plant operations and adequate protection in the event of an emergency shutdown. During the implementation of a Prism programme using an inhibitor and green retarder, injection points and dosages are adjusted to optimise plant performance and economics. A key perform-ance indicator for most styrene producers is the soluble poly-mer level in the bottom of the purification section distillation tower. To accurately measure soluble polymer levels, Nalco
developed a proprietary test method that is more accurate than the often-used ASTM method D2121.
Before the implementation of a replacement programme, a compre-hensive MOC analysis (mechanical, operational and chemical) approach should be carried out to ensure maximum return on investment from the chemical treatment. This approach involves a detailed plant survey from both a mechanical and operational standpoint. Critical parameters to take into considera-tion include tower bottom temperatures, tower internal design, stream compositions, tower resi-dence times, tar recycle ratios, as well as others. Soluble polymer data are evaluated against chemical injection dosages. Under the same operating conditions, the soluble polymer level is inversely propor-tional to the inhibitor reaction rate and dosage. A faster reacting inhib-itor will result in a lower soluble polymer make, as will a higher inhibitor dosage of a slower react-ing inhibitor. It is therefore advantageous to employ the fastest reacting polymer inhibitor available.
Baseline data are collected and benchmarked against a database that contains information from over 30 styrene plants. This database enables opportunities for improve-ment to be identified when
85ºC / 1 hr150 ppm
85ºC / 4 hr150 ppm
110ºC / 1 hr120 ppm
110ºC / 2 hr240 ppm
120ºC / 1 hr500 ppm
ta tn
etn
oc re
mylo
P% ,
etats yd a
e ts
Figure 2 Colour comparison of the water phase in contact with DNBP and green retarder
Figure 3 Polymer control performance: DNBP vs green retarder
Acute toxicity Water solubility, NOx potential,
Oral LD50
rats, mg/kg mg/L kg_NO/TDNBP 27 52 250Green retarder >5000 0.02 Negligible
* Comparison based on active component. Toxicity characteristics of ethylbenzene solvent are not reflected
in the comparison.
Comparison of DNBP and green retarder
Table 2
nalco.indd 3 9/12/11 12:16:18

www.eptq.com PTQ Q1 2012 59
designing treatment details. The programme design also takes into consideration the styrene market’s conditions to ensure maximum return on investment.
To ensure a smooth transition, it is advised that inhibitor application should be commenced while leav-ing DNBP injection unchanged. To facilitate a safe withdrawal of DNBP and the introduction of green retarder, the inhibitor injection should be increased prior to the withdrawal of DNBP. At elevated inhibitor levels, DNBP dosage is gradually reduced until it is completely removed from the system. Green retarder is immedi-ately introduced once DNBP is removed from the system. Dosage
of both Prism Green Retarder and Inhibitor should be optimised grad-ually until the design dosage is reached. Close monitoring of the transition process is critical. Soluble polymer levels should be monitored at least once a day, optimally once a shift.
Emergency shutdown riskassessmentDuring an emergency shutdown, polymer continues to form in hot distillation towers. If not acted upon expeditiously, all existing inhibitor — and ultimately retarder — will be consumed, causing cata-strophic tower failure as a result of polymer solidification. While a retarder does provide prolonged
Retarder injection
Inhibitorinjection
Inhibitorinjection
Lights
SM product
Heavies
Lightstower
Styrenetower
Figure 4 Viscosity profile of styrene with differing polymer content
Figure 5 Styrene purification for a PO/SM unit
95
105
85
75
65
55
45
0 100 200 300 400
Tem
pera
ture
, ºC
Viscosity, cP
35
20% polymer15% polymer10% polymer5% polymer
Typ
ical
pum
pin
g li
mit
go to eptq.com
click on ‘events’
and find
information on
conferences
seminars
workshops
and
exhibitions
throughout
the year
eptq.com
nalco.indd 4 13/12/11 13:12:09

protection due to its lower reactivity, its protection is finite, and it too will be consumed should the situation not be rectified swiftly. Most plants have emergency shut-down response procedures in place to mitigate potential problems. Some common measures include gravity-fed or pumping of cold ethylbenzene to dilute and cool the tower contents, and emergency generator-powered pumps to remove the tower contents or to add extra retarder or inhibitor.
Based on the emergency proce-dure of the plant, one can estimate the time required to carry out the procedure to the point where the tower is considered safe from poly-mer build-up. This time can vary widely from plant to plant due to different emergency response mechanisms, specific column design and operating conditions.
Ideally, the protection time a poly-mer control programme (retarder
60 PTQ Q1 2012 www.eptq.com
Table3
and inhibitor) offers should be greater than the amount of time required to implement the afore-mentioned emergency procedure(s). Thus the critical question is: does the polymer control programme offer sufficient tower protection time in the event of an emergency shutdown?
To answer this question, Nalco developed a methodology to help determine the available protection time of a polymer control programme in the event of an emer-gency shutdown. This tool examines operating conditions in the distilla-tion train of a particular styrene plant, the inhibitor and retarder dosages, and experimentally deter-mines the rate of polymer accumulation in the system.
The available protection time is defined as the time elapsed after the emergency shutdown until the polymer level reaches a critical level whereby the process stream is too
viscous to pump. To determine at what polymer level the viscosity becomes excessively high, a series of viscosity measurements were taken using styrene monomer containing various levels of poly-mer (see Figure 4). From the graph, one can see that at above 20% poly-mer content, a significant increase in viscosity threatens the pump handling ability of the fluid.
Case study: Repsol TarragonaIntroductionRepsol’s PO/SM styrene produc-tion unit in Tarragona, Spain, recently completed a field trial using Prism Green Retarder and Inhibitor. Figure 5 shows a simple unit schematic of the styrene purifi-cation section for the PO/SM unit. Raw styrene from the reaction section enters the lights tower of the purification section first. This tower is designed to remove ethyl-benzene as well as water on the overhead, leaving styrene and other heavy components in the bottom. The lights tower feeds the product tower where styrene is distilled overhead, leaving heavier compounds to exit from the tower bottom.
Prior to the green retarder trial, the polymer control programme involved the use of Prism Inhibitor and DNBP retarder. Both products were injected into the reflux line of the lights tower. Additionally, an inhibitor injection was applied to the reflux line of the styrene prod-uct tower to provide extra polymer control to that tower.
GoalsThe goals of the trial were to replace toxic DNBP with green retarder, while maintaining adequate polymer control both during normal opera-tion and in the event of an unexpected emergency shutdown.
Programme designThe dosages of inhibitor and green retarder were carefully selected to ensure polymer control while remaining cost competitive relative to the existing DNBP-based programme. A styrene polymerisa-tion risk assessment (SPRA) study was carried out to ensure sufficient
mp
p,r
emyl
op
elb
ulo
S
Time, hours
Figure 6 Emergencyshutdownriskassessmentforlightscolumn
Lights column SM column Normal Shutdown Normal ShutdownSMconcentrationrelativetoSMconcentrationinlightscolumnbottomduringnormaloperation 1.00 1.02 0.04 0.37Temperaturerelativetotemperatureinlightstowercolumnduringnormaloperation 1.00 0.98 1.29 1.10
Note:Conditionscalculatedasrelativetolightstowerbottomnormaloperatingconditionstoprotectconfidentialplantdata
Compared shutdown conditions vs normal operation resulting from column detailed modelisation
Table 3
nalco.indd 5 9/12/11 12:16:48

st
In CombustIon CIrCles, We’re KnoWn For... Well, everythIng.
ZEECO® is a world leader in the design and manufacturing of process and boiler burners, flares, thermal oxidisers, and aftermarket products and services. Trust our worldwide team of combustion experts to deliver on time, every time. Our newly expanded European and American manufacturing facilities result in faster response times no matter where your operation is located and our comprehensive combustion research and test facility means our products simply work.
Choose Zeeco for innovative, clean combustion solutions for the refining, petrochemical, and power industries.
x x x burners
ZEECO® is a registered trademark of Zeeco, Inc. in the U.S.
PTQ Ad_Dec2011.indd 1 12/12/11 10:00 AM
www.ptqenquiry.com for further information
zeeco.indd 1 13/12/11 13:20:14

polymerisation protection in the event of an emergency shutdown.
The risk assessment study took into account the tower internal design, actual operating conditions and chemical dosages. The target was to model conditions of the resulting liquid hold-up mixture in the tower when the emergency shutdown starts, and rate the polymerisation severity for each tower in case of an emergency shutdown.
Additionally, bottom pumps design was reviewed to confirm that they could pump a solution containing up to 20% polystyrene.
A quick evaluation would suggest the product tower to be the most critical unit in case of a shutdown because it typically operates with high temperatures in the bottom and high-purity styrene. But after applying the SPRA methodology, it
was discovered that the lights tower was the most critical due to the combination of styrene concentra-tion and temperature, resulting in the liquid mixture accumulated in the bottom after the shutdown. This demonstrates the value of applying a thorough analysis of the system prior to lab simulations and the value of the SPRA methodology.
Table 3 shows a comparison between the normal operating conditions in the bottom of each tower compared with a shutdown estimation by the model. It can be seen from the data that the lights tower maintains roughly the same conditions, while the product tower bottom, despite increasing styrene concentration during shutdown, remains less severe due to the very low styrene concentration in the bottom during normal operation. This lower severity in the product
tower was confirmed later through laboratory simulation.
The model of the system revealed the lights tower to be the most severely affected unit, but the polymerisation conditions during the shutdown for that column could be classified as mild when compared to other systems surveyed. This allowed for a substantial reduction in the retarder dosage. The reduced dosage showed in the industrial test proved to be enough to ensure stable poly-mer during process fluctuations during plant operation.
Repsol’s operational procedures in case of emergency shutdown were studied in detail to understand how polymerisation could be controlled by means other than the existing chemical residuals. Repsol’s design and procedures allow a rapid decrease in polymerisation severity. A requested polymer control time of three hours was established as the requirement for the chemical treat-ment programme in the simulation.
Figure 6 shows the polymer level over time for both uninhibited and inhibited (with proposed dosages of inhibitor and retarder) situations for the lights tower. The polymer level was found to be below 1% after three hours when inhibited either with DNBP or green retarder programmes. This provided confi-dence that the designed and industrially tested dosage combina-tion of inhibitor and retarder offers adequate protection in the event of an emergency shutdown based on their emergency procedures.
The results of the SPRA study can be summarised as:• Lights tower is the most severe column, but still this has low sever-ity when compared to other plants• Green retarder programme dosages were reduced to a mini-mum to ensure the required three hours of polymer control time while having stable polymer during normal operation.
ResultsWhen implementing the switch from DNBP to Prism Green Retarder, soluble polymer levels were closely monitored. Polymer levels from the feed to the lights tower and bottoms
desila
mro
n–
ekam
re
mylo
P
Days
Figure 7 Polymer make levels before and after green retarder implementation
62 PTQ Q1 2012 www.eptq.com
Retarder only Prism retarder + DNBP
Prism inhibitor+ GR
tsoc
cifice
psevital
eR
Figure 8 Evolution of costs of polymerisation with the Prism programme
nalco.indd 6 9/12/11 12:17:03

of both the lights tower and the product tower were plotted (see Figure 7). It is clear that polymer levels were under control both before and after the switch. Polymer generation remained at the same average level and with the same variability with process fluctuations. It is interesting to note that when the plant was using the old retarder-only programme polymer generation was nine times higher than the aver-age shown in Figure 7.
Figure 8 shows the evolution of the costs of polymerisation in the plant over the years with the imple-mentation of Prism Inhibitor and Green Retarder. Costs of polymeri-sation are those costs identified by the plant as being related to polymer control: antipolymerants costs and the value of lost styrene production in the form of polystyrene. It can be seen that DNBP replacement by green retarder has been achieved at almost neutral cost, while the replacement programme has reduced the cost of polymerisation
by 40% compared with the old retarder-only programme.
ConclusionDNBP is a commonly used polymer retarder in the styrene industry. However, the high toxicity associ-ated with DNBP has prompted the development of a green retarder as a safer and more environmentally friendly replacement for DNBP. Government regulations restricting the use of DNBP in some countries have also created demand for a green retarder, a trend that is expected to develop worldwide.
Green retarder technology provides the benefits of low toxicity, negligible NOx and polymer control performance comparable to DNBP. Programme efficacy has been vali-dated through industrial testing.
Lisheng Xu is a Global Industry Development Manager with Nalco Company in Sugar Land, Texas, and is responsible for downstream petrochemicals market development. He has
over 20 years’ experience in the chemicals and petrochemicals industry.Javier Florencio is an Industry Technical Consultant with Nalco Europe and is responsible for technical support and new projects development in the downstream petrochemicals European market. He has over 10 years’ experience in the chemicals and petrochemicals industry.Christopher Morrison is the Research and Development Manager for Downstream Petrochemicals with Nalco Company and has over 10 years’ experience in the chemicals and petrochemicals industry.Vincent Lewis is Research Scientist in the Downstream Petrochemicals Group with Nalco Company and has 23 years’ experience in the chemicals and petrochemicals industry.Ana Guzmán is a Chemical Engineer with Repsol Química Tarragona and has eight years’ combined experience in the chemical and petrochemical industries. Carmen Monfort is the Plant Manager for the PO/SM Plant with Repsol Química Tarragona and has over seven years’ experience in the chemicals and petrochemicals industry.Ana Olivares is the Product Engineer for Intermediate Products with Repsol Química in Tarragona. She has 14 years’ experience in the chemicals and petrochemicals industry.
www.eptq.com PTQ Q1 2012 63
Adding value to the oil, gas and petrochemical industries?
Absolutely.
ABB Consulting provides technical and engineering services to improve performance in the areas of compliance, operations and engineering. We offer expertise in the following areas: environmental services; industrial energy efficiency; inspection; integrity management; maintenance & reliability; pressure relief; process safety; project services; technical software and technical training. www.abb.com/consulting
ABB Engineering Services(part of ABB Consulting)Tel: +44 (0)1925 741111E-mail: [email protected]
PTQ Q4 2011 (125x178) Sep 2011.indd 1 25/08/2011 12:53:07
www.ptqenquiry.com for further information
nalco.indd 7 9/12/11 12:17:15

www.ptqenquiry.com for further information
C M Y CM MY CY CMY K
www.ptqenquiry.com for further information
rentech.indd 1 8/12/11 22:03:40

Energy recovery with compact heat exchangers
T he refinery business is under constant pressure to increase efficiency. A highly competi-
tive market combined with rising energy and feedstock costs require refineries to ramp up production while cutting operating costs.
Switching from shell-and-tube to welded plate heat exchangers (also known as compact heat exchangers) is a proven and straightforward way of solving the problem. The use of compact heat exchangers offers benefits in four areas:• Energy savings• Less maintenance• Increased production• Lower installation costs.
Energy savings Up to 50% of a refinery’s operating budget is tied up in energy costs, making energy efficiency a top priority. Energetics Incorporated estimates that the petroleum refin-ing industry in the US could cut energy use by as much as 54% by incorporating best practices and new technology.3
Recovering and reusing energy is a profitable and easy way to cut energy costs. All refineries do this to some extent, but most still use outdated shell-and-tube heat exchangers with low thermal effi-ciency. Investing in more efficient heat exchangers is profitable for energy-intensive plants such as refineries. Payback periods are often less than six months.
Cut fuel costsHeat recovery efficiency can be increased by up to 50% by simply switching from shell-and-tube to welded plate heat exchangers. More
Compact heat exchangers are used for heat recovery applications where high efficiency is vital, space or weight constraints apply, or exotic materials are required
MarCos MaTsufugiAlfa Laval
energy is then put back to use, energy that would otherwise have gone to waste. Atmospheric and vacuum distillation units are typical units with a high energy consump-tion and they represent an enormous potential for better heat integration.
Preheating of crude oil is the process that requires the largest amount of energy and where most gains can be made by using compact heat exchangers for heat recovery. There are plenty of other units in a refinery, such as hydrot-reating, reforming and FCC, where switching to compact heat exchang-ers can be very profitable.
Reduced fuel consumption also leads to lower emissions of CO2, NOx and SOx. If the plant operates under a cap-and-trade system this will cut operating costs even further.
Efficiency up to five times higherThe heat exchanger is a key compo-nent in heat recovery. The choice of
heat exchanger is important and has a direct impact on a company’s bottom line. Figure 1 shows the heat recovery level as a function of initial cost in a compact heat exchanger and a shell-and-tube. The yield from the compact heat exchanger is up to 25% higher than for the shell-and-tube at a compara-ble cost. Shell-and-tube solutions with the same level of heat recovery are often several times more expen-sive than a compact heat exchanger.
Turbulence and counter-current flowThe superior thermal efficiency of a compact heat exchanger is a result of its highly turbulent flow (see Figure 2). The corrugated heat exchanger plates cause much higher turbulence in the fluid than in a shell-and-tube at the same flow velocity.
The formula below describes the overall heat transfer coefficient.
www.eptq.com PTQ Q1 2012 65
95
100
90
85
80
75
70
0 1
+25%
2 3 4 5 6
Heat
recove
ry,
%
Cost units
65
Compact heat exchangerShell-and-tube heat exchanger
figure 1 Comparison between a shell-and-tube system with stainless steel tubes and fusion-bonded compact heat exchangers
alfa laval.indd 1 9/12/11 12:30:00

66 PTQ Q1 2012 www.eptq.com
fluid to a temperature that is higher than the outlet temperature of the hot fluid). This is especially impor-tant in heat recovery, since the maximum amount of energy is recovered when the cold fluid is heated to a temperature very close to that of the hot fluid.
The high efficiency means compact heat exchangers can exploit temperature differences as low as 3°C. This makes it possible to recover heat from sources that have previously been deemed worthless.
Case study: feed/effluent exchangerA refinery in the US replaced two shell-and-tubes with a single compact heat exchanger as a feed/effluent exchanger in an isomerisa-tion plant. The result was a 43% increase in heat recovery, from 5.8 MW to 8.3 MW. As an added bonus, the new solution also allowed the refinery to eliminate a downstream air cooler (see Table 1).
Case study: overhead condensers A refinery in Italy replaced old air coolers on the atmospheric distilla-tion column with two compact heat exchangers. The heat that was previously cooled off into the air is now recovered and used for preheating crude oil. The result is additional heat recovery of 11.5 MW (39.3 MMBtu/h) and an annual saving in fuel of €2.5 million (see Table 2).
Profitable energy recovery Energy-saving investments often have short payback periods, even at much lower energy price levels than today’s. In the future, energy efficiency will most likely be a prerequisite for staying in business.
In its World Energy Outlook 2008 report, the International Energy Agency (IEA) predicts world energy demand to increase by 45% over the next 20 years.2 It also predicts that the supply of fossil fuels will not be able to meet this demand, even when taking new, undiscov-ered fields into account.
More and more governments around the world will probably start charging industries for emit-ting CO2, with emission credits
High turbulence increases the film heat transfer coefficients (α1 and α2). Thin plates (small δ) also have a positive effect on heat transfer. The result is an overall heat transfer coefficient (k) that is three to five times higher than for a shell-and-tube heat exchanger:
1 - 1 + 1 + δk α1 α2 λ
k = Overall heat transfer coefficient, W/m2°Cα = Film heat transfer coefficient, W/m2°Cδ = Wall thickness, mλ = Wall conductivity, W/m°C
Another important feature of compact heat exchangers is the
capability to operate with a counter-current flow; hot fluid enters the heat exchanger at the end where the cold fluid exits. This makes it possible to handle crossing-temper-ature programmes in a single heat exchanger (that is, to heat the cold
Figure 2 The highly turbulent flow in a plate heat exchanger results in superior heat transfer
In
Out
Closetemperature
approach
T2T1
In
Out
Temperature cross
Figure 3 The capability to operate with a counter-current flow (hot fluid entering the heat exchanger at the end where the cold fluid exits) makes it possible to handle crossing-temperature programmes in a single heat exchanger
Table 1
Original design based Optimised design based on shell-and-tubes on compact heat exchangers Number of units 2 1Heat load 5.8 MW (19.8 MMBtu/h) 8.3 MW (28.3 MMBtu/h)Additional energy saved 0 2.5 MW (8.5 MMBtu/h)Additional savings @ $24/MW and 85% heater efficiency 0 580 000 USD/year
Feed/effluent exchanger performance
Additional heat recovery 11.5 MW (39.3 MMBtu/h)Crude inlet temperature (CIT) increase 12°C (53.6°F)CO
2 reductions 29 ktons/year
Savings on fuel consumption 2500 €/year
Overhead condenser exchanger performance
Table 2
alfa laval.indd 2 9/12/11 12:30:09

becoming more and more expen-sive. The result of all this will undoubtedly be increasing energy prices; just how much is hard to predict. In 2007, the IEA predicted oil prices to stay at $50–55 per barrel until 2030. A year later, in June 2008, they peaked at $147 dollars.
There are many ways to fight the energy challenge. Consulting firm McKinsey made a thorough investi-gation of future energy needs and supply, comparing the benefits of different alternatives. It came to the following conclusion:
“McKinsey has looked long and hard to obtain an affordable, secure energy supply while controlling climate change. Energy efficiency stands out as the single most attrac-tive and affordable component of the necessary shift in energy consumption.”1
Obviously, the first step towards lower energy costs is to start using less energy. Increasing efficiency is the least costly and most easily implemented solution to the energy challenge for most refineries.
Less maintenance One of the key features of a compact heat exchanger is the highly turbulent flow. Apart from improving heat transfer, it also makes heat exchangers less suscep-tible to fouling problems.
The high turbulence means foul-ing deposits are not deposited on the heat transfer areas. This results in longer service intervals, more operating time and more recovered heat than with a shell-and-tube design. Less fouling also leads to lower cleaning costs.
This self-cleaning effect is espe-cially large in spiral heat exchangers (SHE). These are compact heat exchangers with a single channel design. This design causes fouling deposits to be flushed away wher-ever they start to build up. Spiral heat exchangers are the correct choice for heavy-fouling duties and can handle solids, slurries and fibres. Typical duties for spiral heat exchangers in refineries are cooling fluid catalytic cracking (FCC) bottom products or visbroken residues.
www.eptq.com PTQ Q1 2012 67
The smaller heat transfer area compared to a shell-and-tube heat exchanger means cleaning will be both quicker and require fewer cleaning chemicals. The small heat transfer area also leads to a smaller hold-up volume, which means compact heat exchangers respond faster to process changes. The equipment can therefore be shut down and restarted more quickly when serviced.
Energy savingsFouling leads to higher energy consumption. Heat transfer effi-ciency drops as fouling builds up, meaning the boiler or burner has to provide more heat. Pumping the fluid through a fouled heat exchanger also requires more power to compensate for the increasing pressure drop. Reduced fouling will also have a positive effect on energy bills.
Case study: feed/effluent exchangers I One of the largest refineries in the US had severe fouling problems in a desalter unit where two shell-and-tubes were used for cooling the desalter effluent. The problem was solved by substituting the two shell-and-tube exchangers for one spiral heat exchanger. The higher thermal efficiency meant a heat transfer area in the new heat exchanger could be half the size of the shell-and-tubes.
One of the main problems with shell-and-tube exchangers was the fast-increasing pressure drop caused by fouling. After the spiral heat exchanger was installed, the pressure drop was stable and ther-mal performance was much better over time.
The old shell-and-tubes had to be cleaned every month. The new spiral heat exchanger was cleaned
Figure 4 The self-cleaning design of spiral heat exchangers is appropriate for fouling duties
120
100
80
60
40
20
0 2 4 6 8 10 12
Heat
transf
er
coeff
icie
nt
com
pare
d t
o d
esi
gn v
alu
e,
%
Months in operation
0
Shell-and-tube cleaned 12 times a yearSpiral heat exchanger
Shell-and-tube cleaned twice a year
Figure 5 Comparison of heat transfer efficiency for a spiral heat exchanger (blue) and a shell-and-tube heat exchanger in an oil refinery visbreaker cooler
alfa laval.indd 3 12/12/11 13:37:04

heat exchangers than for shell-and-tube exchangers. This is because the costs for the heat exchanger and installation are often lower, and because the utility systems can be used more efficiently.
Lower costs for the heat exchangerSince the required heat transfer area is three-to-five times smaller for a compact heat exchanger than for a corresponding shell-and-tube design, much less material is needed to build the unit. This has a positive effect on price, especially when tough conditions call for exotic materials such as high-alloy steel or titanium.
Case study: atmospheric distillation unit IPetrobras compared the costs for shell-and-tubes and compact heat exchangers. Heat exchangers were to be used in an atmospheric distil-lation unit, to preheat crude using heat recovered from kerosene and HVGO streams. The comparison showed that the costs for shell-and-tube exchangers were 3.8 and 5.6 times higher for the respective positions.
Lower installation costsInstallation costs can be cut consid-erably by using welded plate heat exchangers instead of shell-and-tube exchangers when expanding plant capacity. The foundations can be made smaller and the heat exchangers are easier to fit into existing structures thanks to their compact nature and lighter weight.
When estimating the total installed cost, a factor of 3.0–3.5 times the cost of the heat exchang-ers is often used for shell-and-tubes, compared to less than two for compact heat exchangers.
Case study: atmospheric distillation unit IIA refinery in Asia analysed differ-ent options for heat recovery on the atmospheric distillation column. Special alloys had to be used in the heat exchangers due to the aggres-sive media. Since the shell-and-tube solution would require a larger heat transfer area, the cost became 2.3 times higher than for a compact
68 PTQ Q1 2012 www.eptq.com
for the first time after 14 months. No heavy fouling was observed, only a thin layer of grease on the effluent side and minor scaling on the feed-water side (see Table 3). The compact nature of the spiral heat exchanger means it is easier to perform maintenance.
Increased production Many refineries have bottlenecks related to heating or cooling. It is often impossible or very costly to increase heating or cooling capac-ity, meaning they are left unresolved.
Investing in more efficient heat exchangers is often the best way to overcome these limitations. The higher the efficiency of the heat exchanger, the more heat can flow through it. This means the process fluid is heated or cooled with the extra degrees needed to resolve the bottleneck, simply by raising heat exchanger efficiency. The result is higher production capacity at a low investment cost.
Compact heat exchangers resolve bottlenecks without adding any additional investment or operating costs for more heating.
More performance per square metreThanks to the smaller heat transfer area required, compact heat exchangers offer significantly higher capacity per square metre of floor space than shell-and-tube exchang-ers offer. As restrictions in space and building structures often apply, switching to compact heat exchang-ers is a straightforward way to
boost production without having to rebuild the plant. Using the same support structures, you get the required capacity boost simply by substituting the old equipment with new.
More uptimeCompact heat exchangers require less downtime for maintenance than do shell-and-tube exchangers, since service intervals are longer and the cleaning process is faster. Increased uptime also leads to higher production output over time. In the desalter example above, shell-and-tubes had to be cleaned 12 times per year and the compact heat exchanger less than once a year. The increase in uptime is substantial and leads to higher production output.
Case study: feed/effluent exchangers IITo improve overall performance in its semi-regenerative catalytic reforming process, a refinery in France replaced 12 shell-and-tube feed/effluent heat exchangers with a single, large-scale compact heat exchanger. This resulted in a 33% increase in capacity and reduced pressure drop from 4 to 1.5 bar. Improved heat recovery also led to lower energy consumption by 5.6 MW (19.1 MMBtu/h) and lower emissions for the fired heater. The payback time was 12 months.
Lower investment costs Total investment costs are usually significantly lower for compact
Unit Cleaning frequency Cost per cleaning, Total cleaning costs (per year) USD per year, USDShell-and-tubes(2) 12 6000 72000Spiralheatexchanger(1) <1 3250 <3250
Feed/effluent exchanger performance
Table 3
Number of units Heat transfer area, m2 Material Installed cost
Shell-and-tubes 8 5800 12Cr/CS 2.3XCompactheatexchangers 2 1350 316L X
ADU exchanger performance
Table 4
alfa laval.indd 4 9/12/11 12:30:28

heat exchanger setup (see Table 4).A shell-and-tube installation
(including space for extracting the tubes) would also occupy a 20 times larger volume on-site, 840 m3 (12 x 14 x 5 m) compared to 37.8 m3 (1.8 x 6 x 3.5 m).
Lower costs for utility systemsBefore investing in new utility systems such as cooling towers and boilers, it is wise to see if the same result can be achieved by increasing heat recovery. Recovering more energy in the process often leads to reduced heating and cooling needs. Switching to compact heat exchang-ers often means production can be increased while still using the same utility systems.
Reliability Compact heat exchangers offer the best of two worlds and combine the benefi ts of traditional plate heat exchangers with those of shell-and-tube exchangers. The all-welded design ensures trouble-free perform-ance that does not change over time. Many of the compact heat exchang-
www.eptq.com PTQ Q1 2012 69
reboilers) and where exotic materi-als are required due to corrosion (desalter water, naphtha toppings, sour water, amines and alkylation). The self-cleaning effect in spiral heat exchangers also makes them very suitable for heavy fouling applications (cooling FCC bottoms or visbroken residues).
References1 Creyts J, et al, US energy savings: Opportunities and challenges, McKinsey Quarterly, Jan 2010.2 International Energy Agency, World Energy Outlook 2008, www.worldenergyoutlook.org/ 2008.asp.3 EDF Environmental Defense Fund, Think US industries can’t be more competitive? Think again, 2010, http://apps.edf.org/documents/ 11209_LCMI-Refi neries.pdf.
Marcos Matsufugi is a Market Manager at Alfa Laval, responsible for business and application development for refi neries. He has over 14 years’ experience in the refi ning market, including eight years with Alfa Laval, and holds a bachelor’s degree in chemistry from the University of São Paulo, Brazil. Email: [email protected]
Table 3
ers that are in use in refi neries have been operating for decades and are still delivering top results.
Apart from reliable sturdiness, compact heat exchangers bring you high effi ciency, compact size, mini-mum maintenance, low pressure drop and the ability to operate at high pressures and temperatures.
They can be used in many positions in a refi nery. The installations are often for heat recovery applications, where high effi ciency is essential (crude preheating, feed/effl uent heat recovery and boiler feed water preheating). Compact heat exchang-ers are often being used where space or weight constraints apply (overhead condensers and
Compact heat exchangers bring high effi ciency and minimum maintenance
Why Attend?Network with senior fertilizer executives Meet local customers and international suppliers,
Learn about the changing demand and supply dynamics
Hear from the leading industry experts
Promote your technology and services
Official Publications: Media Partners:
ptqPETROLEUM TECHNOLOGY QUARTERLY
www.energyglobal.com
Energy Global
Book by 3rd
February for the early bird
rate
20-22 June 2012 - Longemont, Shanghai, China
Sulphur & Sulphuric Acid 2012
Over350+
delegates in 2011
www.chinasulphuracid.com
China International Conference and Exhibition
Forging new relationships in China
20-22 June 2012 Longemont, Shanghai, China
alfa laval.indd 5 13/12/11 13:12:57
For more than 80 years, we have worked to build an unrivaled level of experience and expertise with over
Our comprehensive global network of onsite experts, industry technical consultants, manufacturing plants, supply facilities and research centers enables us to consistently deliver a high level of value to our local,
www.ptqenquiry.com for further information
nalco.indd 1 13/9/11 09:58:29

Low rare earth catalysts for FCC operations
For decades, rare earth elements have performed vital roles in refinery catalysis and their
availability, at reasonable prices, has been taken for granted. However, when the global supply became restricted, refiners faced spiralling costs and were forced to re-examine how they used rare earth elements.
Uses of rare earth elementsThe rare earth elements are lantha-num, cerium, praseodymium, neodymium, promethium, samar-ium, europium, gadolinium, terbium, dysprosium, holmium, erbium, thulium, ytterbium and lutetium. Yttrium and sometimes scandium are often grouped as rare earth elements because of their similar chemical properties.1
These elements have a wide range of industrial applications. They have taken an important role in oil refining catalysts, additives and processes for many years, and also make vital contributions to other applications. Selected end uses for rare earths are shown in Table 1.
Global demand for rare earth elements is currently about 134 000 t/y, but worldwide annual produc-tion amounts to 124 000 tonnes, the
Features including high zeolite and matrix stability and high accessibility architecture characterise a family of low rare earth FCC catalysts
Yen YUng and Ken BrUno Albemarle Corporation
difference being drawn from previ-ously mined stocks.
However, the availability of rare earths can no longer be taken for granted. In 2009, China, the largest producer of rare earth elements, output 97% of the world’s rare earths measured in terms of oxide content. However, the country cut
its export of rare earths from about 50 000 tonnes in 2009 to 30 000 tonnes in 2010. The country also plans to reduce output further by eliminating prohibited rare earth mining operations. This is likely to restrict the availability of rare earth elements even more. Greater empha-sis by the Chinese authorities on the safety and environmental aspects of mining operations are likely to increase operating costs. The much-reduced availability of rare earths means that their price has soared. The price for lanthanum, for
example, surged from some $6000/t in May 2010 to about $140 000/t in May 2011.
There are limited sources of rare earth elements outside China, but the quantities currently produced are too low to have any significant impact on short-term supply. Initiatives are being taken in, for example, Australia, Brazil, Canada, South Africa, Greenland and the US, to find and develop new sources of rare earths or to reopen mines previously considered uneco-nomic. But, as demand is projected to increase from 134 000 t/y to 180 000 t/y in 2012, it is unlikely that any new rare earth production will close the widening gap in the short term, as greenfield mining projects could take 10 years to reach production.2
rare earth elements in FCC catalystsRare earths have found applications in oil refining for FCC catalysts and additives, which use lanthanum and cerium. Lanthanum and cerium are used in FCC catalysts because they substantially increase the activity and stability of the zeolite, which is the most active component in the catalysts. Lanthanum is most
www.eptq.com PTQ Q1 2012 71
Light rare earth element Major end use Heavy rare earth element Major end useLanthanum Hybridengines,metalalloys,refiningcatalysts Terbium Phosphors,permanentmagnetsCerium Automotivecatalysts,refiningcatalysts,metalalloys Dysprosium Permanentmagnets,hybridenginesPraseodymium Magnets Erbium PhosphorsNeodymium Automotivecatalysts,harddrivesinlaptops,headphones,hybridengines Holmium Glasscolouring,lasersSamarium Magnets Thulium MedicalX-rayunitsEuropium Redcolourationfortelevisionandcomputerscreens Ytterbium Lasers,steelalloysGadolinium Magnets
Selected uses of rare earth elements
Table 1 Adapted from: DOI, US Geological Survey, Circular 930-N
The much-reduced availability of rare earths means that their price has soared
albemarle.indd 1 13/12/11 13:13:42

72 PTQ Q1 2012 www.eptq.com
butylenes. Vacuum gas oils and residue are the main oil streams fed to the FCC unit. These are charac-terised by heavy molecules with large average diameters. Residue feedstocks have the largest diameter molecules and are rich in contami-nants such as nitrogen, sulphur, V, Ni, sodium, calcium and iron, which attack the active sites of the catalyst or restrict the diffusion of feed molecules into or valuable products out of the structure of the catalyst particles. Bottoms conver-sion and product selectivity then become poor and negatively affect refinery margins.4
For this reason, Albemarle has championed the development and application of stable, advanced catalyst technologies and architec-tures to maximise the diffusion of feed molecules into these active sites and of the desired products out of the active sites to maximise product upgrading.5
The technologies can be divided into: matrix components, which are essential for pre-cracking of the large feed molecules; zeolites, which provide the high cracking activity needed for further cracking of the intermediate molecules to valuable gas oil, gasoline and LPG; and binders to ensure high struc-tural integrity for the catalyst particles. If necessary, speciality components are used for function-alities such as enhanced resistance to poisons like metals. All these components are integrated into a structure featuring high accessibil-ity to ensure optimal diffusion of the large feed and intermediate molecules to the active sites and of the valuable products out of these active sites to achieve maximum upgrading and minimise down-grading to less valuable products such as gas and coke (see Figure 1). In addition, high levels of zeolite and active matrices can be incorpo-rated into the catalyst.
High-stability zeolites The company has developed a range of high-stability zeolites, defined as Albemarle Developed Zeolites (ADZ), to cover applica-tions required by the oil refining industry. The company’s full range
commonly used to increase the activity and stability of zeolites.3
The effects of lanthanum on the performance of a zeolite-containing FCC catalyst are shown in Table 2. This data was obtained from labo-ratory work in which two catalysts were compared in the short-contact- time riser test (SCT-RT) after a two-step cyclic metal deactivation with 5000 ppm of nickel (Ni), 5000 ppm of vanadium (V) and a residue feedstock. The catalysts have the same composition, but the first one has not been exchanged with rare earth and the second one contains 1 wt% RE2O3. (These zeolites have not undergone ADZT-200 stabilisa-tion technology, which is discussed later in this article.)
This comparison at a constant catalyst-to-oil ratio (C/O) shows the typical changes through apply-ing rare earth exchange to zeolites: • The activity is substantially increased, which results in much higher liquefied petroleum gas (LPG) and, particularly, gasoline yield, mainly at the cost of bottoms• The olefinicity of the LPG fraction is decreased• Owing to the lower olefinicity, gasoline olefinicity and octanes will also decrease • Coke and delta coke are increased.
No other elements have yet been found to increase zeolite activity
and stability as efficiently and cost-effectively as lanthanum and cerium.
Albemarle’s FCC catalystsMain features FCC provides value to the oil refiner by its ability to convert a wide range of marginal feedstocks into transportation fuels and LPG, especially gasoline, propylene and
Catalyst No rare earth Rare earth exchangedRE
2O
3, wt% 0.0 1.0
Conversion at C/O = 4 wt/wt, wt% Base +6.9Yield structure, wt% Dry gas Base +0.90 Propane Base +0.19Propylene Base +0.44n-butane Base +0.15i-butane Base +0.66Butylenes Base +0.28Gasoline Base +4.8Light cycle oil Base -1.1Bottoms Base -5.8Coke Base +0.9Selectivities, wt/wt C
3-olefinicity Base -0.02
C4-olefinicity Base -0.08
Gasoline/conversion Base +0.01Coke/second order conversion Base -0.40
Laboratory comparison of two catalysts with the same formulation but with and without rare earth exchange
Table 2
Specialitycomponents
Matrices
Zeolites
Binders
Highest accessibilityTailored physical properties
Ultimate performance
Figure 1 Tailored FCC components and high accessibility technologies are applied to obtain catalysts with premium performance
albemarle.indd 2 9/12/11 12:39:39

of zeolites covers low hydrogen transfer applications, which are required for maximisation of gaso-line octanes, and/or producing high quantities of light olefins, particularly propylene and buty-lenes (see Figure 2). ADZs are also available for the high hydrogen transfer activity that is required to maximise catalyst activity and/or to maximise gasoline volume at low gasoline olefinicity.
Zeolites were introduced in the early 1960s and resulted in a step change in FCC, as catalysts contain-ing zeolites are far more active and more selective for producing gaso-line and LPG, and feature superior thermal and hydrothermal stability compared with amorphous cata-lysts. It is well known that cracking selectivity is catalysed by Brønsted acid sites, which can donate a hydrogen cation, or by Lewis acid sites, which can accept a lone pair of electrons.6 Zeolite Y is the main zeolite widely applied for the crack-ing of large hydrocarbon molecules, as its high silica-to-alumina ratio (SAR) results in increased activity and (hydro)thermal stability. Brønsted acid sites are introduced into these zeolites by exchanging sodium with a combination of metals and ammonia. Traditionally, the metals most commonly used are rare earth metals, as they substan-tially increase catalyst activity and gasoline selectivity,3 and because they used to be very cost-effective.
The introduction of high-activity and (rare earth) metal-exchanged zeolites enabled the introduction of short-contact-time plug-flow riser FCC and residue FCC unit designs.4 Low rare earth technology (LRT), which Albemarle used in early applications of zeolites for FCC, is addressed later. This discussion elaborates on the other important features of premium catalysts, which excel in activity and stability — demanded in times of soaring rare earth prices.
ADZs are characterised by the following common features:7
• High SAR: a zeolite’s SAR is a measure of its acid strength and density. The higher the SAR, the lower the site density and the higher the zeolite’s strength. The
www.eptq.com PTQ Q1 2012 73
higher SAR zeolites are hydrother-mally more stable and produce high-octane gasoline• Control of the amount of zeolite non-framework alumina to provide tailored cracking activity while minimising the formation of gas and coke associated with excessive non-framework alumina on the zeolite surface.
The high SAR of an ADZ provides the additional benefit of higher cata-lyst stability compared with zeolites featuring lower SAR (see Figure 3). Thanks to this higher stability, a higher activity can be obtained with the same amount of zeolite; alterna-tively, less rare earth is required for the same activity at constant zeolite intake when compared with a lower-SAR zeolite.
The pore size of the zeolite Y cage structure, where most cracking reactions occur, is about 0.74 nm
and, therefore, the zeolite will not admit hydrocarbon molecules with boiling points above 480°C, as these molecules have kinetic diameters well above 1 nm. Consequently, intermediate molecules have to be generated in a larger pore system and on the zeolite’s surface.
Speciality alumina for bottoms cracking and Ni and V passivationStaged cracking is required to maximise bottoms conversion (see Figure 4). Albemarle has developed and applies several special matrices to selectively crack the large hydro-carbon molecules. These special matrices are called Albemarle Developed Matrices (ADM) and form a perfect combination with ADZs. The best known is ADM-60 because of its ability to passivate the deleterious effect of Ni by strongly reducing its dehydrogena-tion ability, which reduces coke and gas make. The most powerful bottoms conversion comes from applying the high-activity ADM-20. ADMs can be combined to obtain synergistic effects that maximise bottoms conversion at minimum gas and coke make.8
In addition, separate metal traps can be incorporated to further enhance V tolerance for maximum processing of residue feedstocks, as is applied in Coral SMR.9 These metal traps are not based on rare earth elements and therefore the costs of these catalysts are unaf-fected by increases in rare earth prices. The development of new ADMs continues. Recently,
Low
Low High
Octa
ne
Ole
fins
Hydrogen transfer
High
Traditional ra
nge of zeolites
Albermarle
range of zeolite
s
Figure 2 A wide range of ADZs for all applications
1.1
1.2
1.0
0.9
Low SAR High SAR
Su
rface a
rea r
ete
nti
on
, st
ab
ility
0.8
Figure 3 Albemarle’s ADZ with a higher SAR features a larger surface area retention for higher stability and activity
albemarle.indd 3 9/12/11 12:39:54

barrier formation and consequently diminish the mass transfer charac-ter of the catalyst.13 The catalyst accessibility (the mass transfer char-acter) may then drop below a minimum acceptable value. A fast and reliable method that positively identifi es an emerging contamina-tion problem with an equilibrium catalyst (E-cat) is the Albemarle Accessibility Index (AAI) test.14
Data from the commercial opera-tion of a residue FCC unit confi rm that potential losses in conversion, gasoline yield and bottoms conver-sion can be predicted by monitoring the AAI of the unit E-cat inventory (see Figure 6). In addition, a detailed analysis of Albemarle’s E-cat database confi rms that the drop in conversion, gasoline yield and bottoms conversion (higher slurry yield) can be correlated with a too-low AAI.15 The yield structure will deteriorate rapidly once the AAI drops below a critical value. This is indicated by the dotted lines in Figure 6, in which the dotted verti-cal line denotes the critical AAI. This critical AAI depends on the unit’s design and type of feedstock. The delta values shown on the y-axis in Figure 6 are the difference between the observed value and the value calculated by an FCC unit model (for instance, Catop) that corrects for all conditions (process, feed and catalyst) except AAI. When the AAI is above the critical value, the yield difference will nominally stay at about zero or improve slightly. The signifi cant negative deviation at values below the critical AAI is caused by the diffusional constraints limiting the conversion of heavy molecules to lighter products.
Albemarle has developed FCC catalysts with high accessibility, as accessibility makes better utilisation of the active ingredients, especially the (small-pore) zeolites, possible. Figure 7 shows that high-accessibil-ity catalysts offer more hydrocarbon molecules for cracking to the zeolites at all contact times. Hence, high accessibility permits higher cracking activity, especially in modern short-contact-time cracking. The estimates shown in Figure 7 have been made using a model that relates the
74 PTQ Q1 2012 www.eptq.com
ADM-25 was introduced for fi ne-tuning the catalyst active sites by creating a new type of silico-alumi-nate interaction. ADM-25, along with the new manufacturing tech-nology Onyx, is being used in the GO-Ultra FCC catalyst line.10 Albemarle expects to expand its ADM portfolio soon with a new matrix component technology.
The company’s compounding technology enables the use of a large quantity of active ADM for high activity. Consequently, less rare earth is required on the cata-lyst for the same activity (see Figure 5).
Maximum diffusion to acid sites and resistance to contaminant poisoning Accessibility in FCC catalysts became an issue when the amount of residue feedstock being proc-essed increased signifi cantly. The molecules in this type of feedstock have a boiling range above 570°C and a molecule size of 1–2.5 nm.11
These molecules cannot easily enter the zeolite structure, which has a pore size of only 0.74 nm. Conversion is maximised by offer-ing a high accessibility to enable the feed molecules to reach the active sites quickly. These molecules are cracked by the ADM to smaller molecules for subsequent cracking by the zeolite.
Catalyst accessibility also became an issue when FCC units were modifi ed to have shorter contact times, as this requires a higher activity catalyst. Since higher acces-sibility enables the feed molecules to get to the catalyst active sites quicker, (bottoms) conversion is
much better when using a high-accessibility catalyst.12
The signifi cance of high accessi-bility was proved when, through advances in unit design, operating strategies and catalyst technologies, a signifi cant increase in the amount of refractory residue feedstocks going to the FCC unit was realised. Consequently, the incidence of iron, and often calcium and nitrogen, poisoning in residue FCC units became more frequent. Contaminant iron causes densifi cation of the surface of the catalyst and, along with calcium, forms a barrier that restricts the diffusion of large hydrocarbon molecules to the active sites of the catalyst, thereby reduc-ing the rate of conversion in the riser. This increase in refractory residue feedstocks also brought even higher levels of Ni, V and sodium, which also contribute to
%tw
,ytvi tc
A
Catalyst type
Figure 5 Albemarle uses high matrix levels catalyst, resulting in high activity at low rare earth levels
Figure 4 The staged cracking model
Binder
Zeolite
Heavy oil
Gasoline Pre-cracking of heavy molecules by matrix
High accessibility structure
High pore volume and high cracking activity
•
•
• Matrix
FCC catalyst model
albemarle.indd 4 9/12/11 12:40:12

The profitability formula
When oil refineries need to prioritize increased production and lower operating costs, the easy way to higher efficiency is to switch from shell-and-tubes to compact heat exchangers. This often results in major cuts in operating and capital costs, and higher production capacity.
Compact heat exchangers offer benefits for refineries in four areas. When addingthese up, the secret to staying ahead of the competition becomes obvious. We call this the profitability formula.
For more information, visit www.alfalaval.com/refinery
PP
I00458EN
1108
www.alfalaval.com/refinerywww.ptqenquiry.com for further information
alfa laval.indd 1 13/9/11 11:00:20

average size of the feed molecules to the calculated E-cat AAI.
The toxic effect of nitrogen poisoning, which neutralises the catalyst’s acidic sites, appears when processing opportunity feedstocks such as coker gas oil, shale oil, tar sands and direct coal liquids.16
Higher accessibility also offers improved resistance to this type of poisoning. Another important aspect is that a higher AAI enables
76 PTQ Q1 2012 www.eptq.com
higher activity to be obtained when using, for example, less zeolite or less rare earth for zeolite stabilisa-tion. AAI is therefore an important tool in producing low rare earth technology catalysts.
Low rare earth catalystsSoaring rare earth prices are forcing refiners operating FCC units to look for alternative catalysts to reduce their costs. Particularly in applica-
tions requiring maximum octanes, Albemarle has applied low rare earth ADZs. Previous-generation low rare earth catalysts, such as Octaboost and Octavision, were developed for refiners aiming to raise octane and the production of isobutylene as a feedstock for alkylation.17 With the introduction of ZSM-5 additives for cracking olefins precursors to propylene and butylenes and increasing gasoline octane, there was less need to use lower levels of rare earth zeolites, as a combination of ZSM-5 addi-tives and higher rare earth zeolites appeared to be an economical solu-tion for many applications. Therefore, the industry trend was to raise the level of rare earth in FCC catalysts and complement it with ZSM-5 if needed.
Although the beneficial effects of rare earths, especially lanthanum, on FCC catalyst activity, stability and tolerance to V poisoning are recognised, the company has continued to reduce the amount of rare earth in FCC catalysts and additives. The use of the rare earth- free SOx-reducing additive SOxMaster;18 the application of rare earth-free metal traps in, for exam-ple, Coral SMR and Upgrader; and the application of AFX,19 which can have very low rare earth zeolites, reflect efforts in the field of the cost-effective use of rare earth elements in FCC catalysts and additives.
ADZT-200 for higher activity The beneficial effect of rare earth on catalyst activity is shown in Figure 8. The data in this figure is for a vacuum gas oil feed with FCC cata-lysts having the same composition but varying rare earth content on zeolite that have been deactivated after a metal pore volume impreg-nation (1000 ppm Ni, 1000 ppm V) and steaming for 20 hours at 788°C.
It can be seen that the highest gain in activity is obtained with the first 0.7 wt% of rare earth oxide content and that the effect dimin-ishes at an elevated level. Compared with a rare earth-free FCC catalyst, the 3.0 wt% rare earth oxide FCC catalyst has significantly higher activity at approximately 10 wt%.
%ov
,n
oisrev
noc
atle
D
AAI
%ov
,e
nilosa
gatl
eD
AAI
%lov
yrruls
atle
D
AAI
Figure 6 Significant losses in conversion, gasoline yield and bottoms conversion once AAI decreases below a critical value (denoted by the solid vertical lines) are shown for a commercial unit
albemarle.indd 5 9/12/11 12:40:23

The company has developed several zeolite stabilisation methods for use in lieu of or complementary to zeolite rare earth exchange. The company has found that ADZT-200 (Albemarle Developed Zeolite Technology) stabilisation technol-ogy is most effective. During application of ADZT-200, the zeolite undergoes a treatment that is used to complement rare earth exchange and that is most effective when a low to modest rare earth exchange is applied (see Figure 9).
The benefits of ADZT-200 are confirmed in commercial operation (see Table 3). In this comparison, ADZT-200 was applied to an Albemarle catalyst. For the same catalyst addition rate, ADZT-200 can provide substantially higher conversion, gasoline octane and gasoline volume under the same main operating conditions. The Albemarle catalyst features lower rare earth content than the competi-tor’s catalyst.
Using the catalyst technology described, the company has intro-duced its LRT FCC catalyst line:• ADZT-200 A zeolite enhancement treatment to maximise the zeolite activity and reduce the need for rare earth• High zeolite intake The catalyst technologies permit the use of high zeolite content for increased activity
• High SAR Y-zeolites Result in high zeolite stability and require less rare earth• Highest amount of selective alumina Enables the inclusion of a
high amount of selective matrix. High catalyst activity and perform-ance are obtained with less rare earth• Highest AAI High accessibility
www.eptq.com PTQ Q1 2012 77
e se
eing
rea
ctan
tstil
oez f
on
oitro
por
P Zeolite-hydrocarbon relative-contact time
Figure 7 Higher accessibility offers more molecules the opportunity to undergo selective zeolite cracking and, hence, effectively increases activity
12
10
8
6
4
2
0 1 2 3 4 5
Delt
a a
cti
vity
, w
t%
RE203 on catalyst, wt%
0
First 0.5-0.7% rare earth oxide is optimal
Figure 8 The effect of rare earth on catalyst activity
12
10
8
6
4
2
0 1 2 3 4 5
Delt
a a
cti
vity
, w
t%
RE203 on catalyst, wt%
0
2% activity increase with ADZT-200
ADZT-200 zeoliteStandard zeolite
Figure 9 ADZT-200 enhances the catalytic activity of zeolites with low to modest rare earth exchange
Competitor AlbemarleCatalyst dataActivity, wt% Base Base+3RE
2O
3, wt% 2.6 1.3
Catalyst addition rate, t/D Base BaseE-cat Ni+V, ppm Base Base
FCC unit dataConversion, lv% 80.1 83.5C
2-, wt% 4.0 3.2
LPG, wt% 18.0 20.0Gasoline, wt% 47.9 50.7Light cycle oil, wt% 12.3 11.9Slurry, wt% 9.5 6.2Coke, wt% 8.3 8.0Gasoline MON 81.2 81.5
Commercial comparison of an Albemarle FCC catalyst featuring ADZT-200 technology against a
competitor catalyst
Table 3
albemarle.indd 6 9/12/11 12:40:37

optimally utilises the zeolite and matrix in the catalyst to provide maximum activity for a given rare earth• Optional metal trapping function-ality Employing metal-tolerant and trapping technologies enhances a catalyst’s performance and activity, in particular, for rare earth-free metal-resistant technologies• Optimised proprietary manufactur-ing technologies Enable maximum effectiveness and flexibility.
The LRT line complements the current range (see Table 4).
Commercial experience with LRT catalysts Commercial experience in FCC units confirms the benefits of the LRT line of catalysts in residue and vacuum gas oil feedstock applications.
The first application (see Table 5) is processing 15% vacuum tower bottoms. The unit performance was suboptimal owing to poor bottoms conversion and far too low an AAI. The decision was taken to switch to an Upgrader LRT residue catalyst featuring a much higher AAI, a higher matrix surface area and a lower rare earth content (0.85 wt% compared with 2.3 wt%). Dry gas production and bottoms yield were lower and gasoline production was higher. In addition, the much higher AAI, which was well above the critical AAI, provided the flexi-bility to process even more residue feedstock. The economic benefits, based on only the improved yields, were calculated to be more than $20 million/y.
In a different application, the
catalyst’s rare earth content was maintained at 2.2 wt% but the AAI and the matrix activity significantly increased. The E-cat AAI increased by three points, while the matrix surface area increased by 30 m2/g. For the same feed and main operat-ing conditions, the catalyst addition rate was reduced from 5.4 t/d to 4.7 t/d, the gasoline yield increased by 1.5 vol%, and the slurry yield decreased by 0.8 vol% (see Table 6). Despite the lower catalyst addition rate, the activity of the circulating catalyst inventory increased by 3 wt%, which confirms higher activity by using high accessibility combined with high matrix activity.
Two more applications, one with residue feedstock, the other with gas oil feedstock, are shown in Table 7. In both these applications, LRT catalysts have been used for more than five years to deliver premium performance shown by the low yield of slurry oil. In the gas oil application, maximisation of gasoline yield is required, whereas high light cycle oil yield is targeted in the residue application. The cata-lyst’s rare earth level is less than 0.6 wt% in both cases.
ConclusionsRare earth elements have been of great importance to oil refiners for processing marginal feedstocks in the FCC unit, which is still the preferred unit for converting marginal feedstocks into LPG and transportation fuels. However, soar-ing rare earth prices have created turmoil for the refining industry.
Albemarle’s LRT FCC catalyst line is based on proprietary ADZT-200 zeolite treatment and higher SAR for high activity and enhanced zeolite stability. In addition, technological advances, including high zeolite and matrix intake and high accessibility architecture, are applied in LRT products. Moreover, the opportunity to further increase FCC unit profita-bility by processing more low-cost residue feedstock is available when employing LRT catalysts. Overall rare earth use is lower and better performance is obtained.
GO LRT and Amber LRT for gas oil operations, and Coral LRT and Upgrader LRT for residue
78 PTQ Q1 2012 www.eptq.com
Segment Gasoline/conversion Olefins/octane LCO Lowest coke Maximum bottoms Maximum C
4=/octane
cracking C3=
VGO Go-Ultra Amber AFX Action AmberMD GoLRT AmberLRT Residue Coral Upgrader AFX Action UpgraderMD CoralSMR UpgraderR+ CoralLRT UpgraderLRT
Novel and proven Albemarle LRT FCC catalysts
Table 4
Competitor’s catalyst Upgrader LRTOperating conditionsFeedrate,B/D Base Base+3000FeedAPI 27.4 25.8FeedConradsoncarbonresidue,wt% 1.0 1.0Vacuumtowerbottoms,% 14 17Preheattemperature,°C 245 238Riseroutlettemperature,°C 529 529Regeneratorbedtemperature,°C 723 717E-cat properties Activity,wt% 65 65RE
2O
3,wt% 2.3 0.85
Catalystadditionrate Base BaseMatrixsurfacearea,m2/g 37 83AAI 2 7FCC unit yields C2minus,scf/B 406 330
LPG,vol% 20.8 19.6C3=/totalC
3 0.75 0.76
C4=/totalC
4 0.56 0.64
Gasoline,vol% 52.9 62.5Slurry,vol% 19.4 20.9SlurryAPI 12.9 4.2Conversion,vol% 64.2 70.9Profitability Base Base+>$20million/y
Upgrader LRT gave improved performance in a residue feedstock application at substantially lower rare earth content than the previous catalyst
Table 5
albemarle.indd 7 9/12/11 12:40:51

feedstocks, are FCC catalysts for maximising FCC unit profitability under current rare earth market conditions. LRT products have demonstrated improved activity and increased bottoms conversion to transportation fuels at lower rare earth levels.
ACTION, AFX, AMBER, CORAL, GO-ULTRA, ONYX and UPGRADER are all trademarks of Albemarle Corporation.
References1 Morteani G, The rare earths: their minerals, production and technical use, Eur. J. Mineral, 1991, 3, 641–650.2 DeSoto T, Raring to go, Hydrocarbon Engineering, Sept 2011, 60–64. 3 Lemos F, Ramôa Ribeiro F, Influence of lanthanum content of LaHY catalysts on their physicochemical and catalytic properties, Applied Catalysis, 39, 1988, 227–338.4 de Kroes B, Groeneboom C J, O’Connor P, New zeolites in FCC, paper F1-Ketjen, Catalysts Symposium, 1986 Amsterdam.5 O’Connor P, Verlaan J P J, Yanik S J, Challenges, catalysts technology and catalytic solutions in resid FCC, Catalysis Today, 43, 1998, 305–313.6 Scherzer J, The preparation and characterization of aluminum-deficient zeolites, catalytic materials, J. Am. Chem. Soc., 1984, 157-200.7 Desai P H, Haseltine R H, Advanced FCC catalysts formulations can be used to boost motor octane number of gasoline, Oil & Gas Journal, 23 Oct 1989, 68–76.8 Humphries A, Yanik S J, Desai P H, Gerritsen L A, O’Connor P, Zeolite developments in fluid catalytic cracking address the new refinery challenges, Akzo Catalysts Symposium, 1997.9 Pouwels A C, Vreugdenhil W, Ingenuity and developments in resid cracking catalysts, Akzo Nobel SCOPE symposium, paper F-2, Florence, Italy, 2004.10 Adkins B, Bruno K, Yung K Y, Maximising fuels from the FCC unit, PTQ, Q2 2010.11 Hodgson M, Looi C K, Yanik S, Avoid excessive RFCCU catalyst deactivation — Improve accessibility, Akzo Nobel Catalysts Symposium, 1998.12 van de Gender P, Yung K Y, Commercial operation confirms performance benefits of highly accessible Akzo Nobel catalysts, Akzo Nobel Catalysts Symposium, 1994.13 Foskett S A, Rautiainen E, Control iron contamination in resid FCC, Hydrocarbon Processing, Nov 2001, 71–77.14 Yung K Y, Jonker R J, Meijerink B, A novel and fast method to quantify FCC catalyst accessibility, ACS National Meeting, Aug 2002, Boston.15 Hakuli A K, Imhof P, Kuehler C W, Understanding FCC catalyst architecture and
accessibility, EcoMagic, Akzo Nobel Catalysts Symposium, Jun 2001.16 Fu C-M, Schaffer A M, Effect of nitrogen compounds on cracking catalysts, ACS, 1985.17 Plantenga F L, Miles T, Catalytic options for future European FCC operations, European Refining Technology Conference, London, 1996.18 Kramer A, Avoiding the low sulfur diet — new catalytic ways to cost-effectively reduce product sulfur and SO
x emissions, paper AM-
11-04, NPRA AM, San Antonio, 2011.19 Propylene maximization in FCC and residue FCC — Albemarle AFX catalysts: the preferred option, Albemarle Catalyst Courier, 79, Spring 2011.
Yen Yung is Global Technical Specialist for Albemarle, Amsterdam, The Netherlands. He has over 20 years’ experience in FCC catalysts, technical service and troubleshooting.Email: [email protected]
Ken Bruno is Global Applications Technology Manager, FCC, for Albemarle, Houston, Texas. He was a specialist in FCC catalyst technology at the Amoco Research Center, then at Amoco’s (BP) Whiting refinery before joining Albemarle. He has a PhD in chemical engineering from the University of Notre Dame, Indiana.Email: [email protected]
www.eptq.com PTQ Q1 2012 79
Competitor’s catalyst Albemarle catalyst with LRT optionsFeed propertiesFeed rate, B/D Base BaseGravity, API 23.1 23.1Sulphur, wt% 0.3 0.3Conradson carbon residue, wt% 1.0 1.0Operating conditions Riser outlet temperature, °C 535 535Regenerator bed temperature, °C 696 697C/O, wt/wt 6.5 6.5Catalyst data Catalyst addition rate, t/D 5.4 4.7E-cat activity, wt% 68 71E-cat matrix surface area, m2/g Base Base +30E-cat AAI Base Base +3RE
2O
3, wt% 2.2 2.2
Yields (TBP) LPG, lv% 29.6 28.6Gasoline, lv% 48.9 50.4LCO, lv% 18.2 18.1Slurry, lv% 10.7 9.9Coke, wt% 6.0 6.0Conversion, lv% 71.1 71.1
At equal fresh catalyst RE2O
3, better performance is obtained at a lower catalyst
addition rate. Albemarle’s catalyst features a higher AAI and matrix surface area
Table 6
Amber LRT, vacuum gas oil application Upgrader LRT, residue applicationFeed qualityAPI 26.1 25.9Conradson carbon residue, wt% 0.1 2.9E-cat propertiesActivity, wt% 73 66RE
2O
3, wt% 0.5 0.55
Ni, ppm 50 2145V, ppm 125 4180Operating conditionsRiser temperature, °C 527 529Regenerator temperature, °C 688 727FCC unit yields C
2 minus, wt% 2.4 5.0
LPG, vol% 31.9 22.6Gasoline, vol% 60.9 51.7LCO, vol% 16.9 26.1Slurry, vol% 3.1 5.5Conversion, vol% 80.0 68.4
Low rare earth Amber LRT and Upgrader LRT perform well in gas oil residue feedstock applications respectively
Table 7
albemarle.indd 8 9/12/11 12:41:08

Custom Support Grids
Johnson Screens Shaped Support Grid
The new Johnson Screens patented Shaped Support Grid matches the contour of the vessel head. The innovative designcreates increased volume for catalyst or molecular sieve in the vessel, provides uniform
entire vessel cross section, allows a low cost bed support and eliminates the need for costly beams and support ledges.
Leadingthe way in
applying innovative technologies to vessel
Petrochemical and Gas applications for more
than 40 years.
Contact Us Today!
AUSTRALIA - ASIA PACIFICTEL: +61 7 3867 5555
EUROPE - MIDDLE EAST - AFRICATEL: +33 5 4902 1600
NORTH, SOUTH & CENTRAL AMERICATEL: +1 651 636 3900
JAPANTEL: +81 55 997 8511
www.johnsonscreens.com
Johnson Screens Flat Support Grid
designed and engineeredfor each vessel,accommodating
many designfeatures and
vessel shapes,ensuring you get
the mostout of your process every time.
HPI Support Grid Advert.indd 1 9/12/2011 10:02:22 AM
www.ptqenquiry.com for further information
j screens.indd 1 13/12/11 09:40:22

Catalyst additives reduce rare earth costs
R are earth is an integral compo-nent of today’s FCC catalyst. Rare earth stabilises the
zeolite, adding substantial activity, is sometimes used as a vanadium trap and is also present as an oxidising agent within SOx additives. Rare earth is therefore an essential element in today’s FCC catalyst tech-nologies, supplying increased activity, improved gasoline yields and oxidation function in SOx addi-tives. Rare earth has also passed through a price surge, increasing over 1500% in the last 18 months.
In an attempt to reduce catalyst costs, most FCC catalyst suppliers have begun offering very low or zero rare earth formulations. Reducing rare earth drops a cata-lyst’s intrinsic activity, potentially leading to large increases in catalyst addition rates and potentially offset-ting these savings in rare earth costs. An alternative solution for many refiners is to use a rare earth-free metal trap. One such technology is Cat-Aid, which has been shown to trap vanadium and absorb feed-stock nitrogen. The net result produces an increase in conversion, along with reduced catalyst addition rates and/or rare earth concentra-tions. Additionally, Intercat has successfully commercialised new SOx-reducing additive technology containing 50% less cerium. This additive has exceeded expectations in every commercial trial.
This article provides guidelines for the FCC operator, enabling the most effective application of these two technologies. Best available technol-ogy related to the injection of these additives into the circulating inven-tory will be discussed.
Catalyst additive technologies help to control rare earth costs in fresh FCC catalyst additions and in SO
x capture
Ray FletCheRIntercat
Reducing FCC catalyst costsRare earth levels on fresh catalyst prior to the recent price escalation had risen to an average value of approximately 2.5 wt%. This increase in concentration was due to the strong positive impact of rare earth on both catalyst stability and activ-ity. The result of this increased concentration has been an overall reduction in fresh catalyst addition rates, observed industry wide.
The rare earth effect is strongest within units processing heavy feed-stocks. These feedstocks typically produce higher delta coke, resulting in more severe hydrothermal condi-tions within the regenerator. Rare earth-stabilised zeolites better with-stand the high-severity conditions observed within the regenerator. These feedstocks also typically contain higher concentrations of vanadium and nitrogen, which have the effect of reducing catalyst activ-ity. Rare earth provides additional activity to counteract the loss in activity imparted by these poisons.
With the recent rare earth price escalations, refiners have been driven to reduce rare earth levels on their fresh catalyst in order to contain operating costs. The net result of this change is a reduction in catalyst stability and intrinsic activity. These two effects require refiners to increase their fresh cata-lyst addition rate. These increased additions offset the reduction in fresh catalyst pricing.
Intercat has commercialised a rare earth-free metal trap, Cat-Aid, capa-ble of passivating vanadium and absorbing nitrogen. Vanadium passi-vation limits the formation of vanadic acid and its subsequent attack on the zeolite within the cata-lyst particle. Vanadic acid attack results in dealumination of the zeolite crystal, leading to activity loss. Cat-Aid effectively limits the negative impact of vanadium in the circulating catalyst inventory.
Cat-Aid has the additional benefit of absorbing nitrogen present in the feedstock (see Figures 1 and 2).
www.eptq.com PTQ Q1 2012 81
nois
evn
oC
Catalyst additions, lb/bbl
Figure 1 Cat-Aid reduces catalyst additions
intercat.indd 1 12/12/11 13:12:22

82 PTQ Q1 2012 www.eptq.com
application. The net result of nitro-gen absorption by the metal trap particle is to retain base catalyst activity, which leads to increased conversion and reduced catalyst additions.
One refiner using Cat-Aid recently took the opportunity to reduce the rare earth level on their fresh cata-lyst (see Figures 3 and 4). The rare earth level was reduced by 1.2 wt%, which led to a 2.0 wt% loss in MAT activity. However, conversion on the unit was constant. Additionally, the refiner was able to reduce their fresh catalyst addition rate by 17%. The additive cost was fully compensated by the combined effect of the reduced rare earth level plus the reduced catalyst addition rate. As an added benefit, the refiner was able to lower the SOx-reducing additive injection rate due to the inherent capability of Cat-Aid to absorb SOx in the regenerator.
Cat-Aid is most effective in FCC units processing heavy feedstocks. Two simple guidelines enable the refiner to determine whether it will be effective in their specific opera-tion. It performs best in units sensitive to nitrogen poisoning. It is recommended that the process engi-neer plot conversion versus nitrogen. The unit will respond well to Cat-Aid injection if the slope of this curve is greater than or equal to 1.0 wt% conversion loss per 200 ppm basic nitrogen. Second, the vana-dium passivation functionality of this catalyst will be most effective when the concentration of vanadium on equilibrium catalyst is greater than 2000 ppm.
Controlling SOx-reducing
additives costsHigh-activity SOx-reducing additives are tri-functional catalysts. These functionalities include an oxidation step to convert SO2 to SO3, a chemi-sorption step of SO3 onto surface oxide sites, followed by a reduction in the chemisorbed SO3 to H2S in the riser and reactor stripper. Cerium oxide is the catalyst that oxidises SO2 to SO3.
It is important to understand how cerium oxide functions as both an oxidant and oxygen carrier in SOx-reducing additives.1 The mixture of
Nitrogen is a temporary poison that neutralises FCC catalyst acid sites, thereby suppressing activity. These adsorbed nitrogen-bearing molecules are then oxidised in the regenerator, thereby uncovering the previously
inactive acid site. These acid sites are then subjected to further nitro-gen poisoning during subsequent feed contact in the riser mixing zone. Cat-Aid has been observed to absorb nitrogen in every commercial
%ov
noisr
evn
oC
Total nitrogen, ppm
%lo v
,ytivi tcA
Equilibrium rare earth
%ov
noisr
evn
oC
Equilibrium rare earth
Figure 2 Cat-Aid absorbs nitrogen
Figure 3 Activity effect
Figure 4 Cat-Aid maintains conversion
intercat.indd 2 12/12/11 13:12:32

two oxidation states, Ce(III) and Ce(IV), creates defect sites in the crystal structure where oxygen ions are missing (oxygen vacancies). These vacancies are fi lled up in the regenerator, allowing cerium oxide to act as a monatomic oxygen sponge. Monatomic oxygen is more reactive than molecular oxygen. Cerium oxide is therefore a very effective catalyst for oxidation reactions.
Reducing the additive cost by simply dropping the cerium oxide concentration works up to a certain point. However, exceeding this point results in loss of SOx-reducing activ-ity, leading to substantially increased additive injection rates. As an exam-ple, current-generation zero rare earth SOx additives have shown themselves to be unsuitable for use where high levels of SOx reduction are required.
Capitalising on the depth of its R&D knowledge, Intercat has devel-oped and commercialised a low cerium SOx-reducing additive, Super SOxGetter-II, in which the cerium oxide content has been reduced by 50%. The activity of this additive has been observed to be at least equal to the benchmark SOx-reducing addi-tive, Super SOxGetter, containing twofold more cerium oxide. Over 38 FCC units are now continuously injecting Super SOxGetter-II without any loss in SOx absorption effi ciency. This technology enables refi ners faced with stringent SOx emissions standards to reduce their operating budget without compromising effec-tiveness. Additional R&D work is currently under way to further reduce this cerium level, using the expertise of the Johnson Matthey research group, which has extensive expertise in cerium catalysis. It is expected that Super SOxGetter-III will shortly become available, with a much lower cerium content.
As has previously been mentioned, Cat-Aid is also able to absorb SOx, but it does have a limited capacity. This additive will be effective at controlling SOx emis-sions where ultra-low emissions are not required. It has been effectively utilised for SOx control in such operations and it is a rare earth-free technology.
www.eptq.com PTQ Q1 2012 83
Additive injection technologyIntercat loaders are present in over 285 refi neries around the world (see Table 1). Separate additive injection is extremely important to get the full benefi t of additives such as Cat-Aid and Super SOxGetter-II. Premixing into the base catalyst restricts the refi nery to just one concentration. This imparts a huge cost on a refi nery needing to control SOx emissions. Decreasing SOx addi-tive additions is not possible without a loss in catalyst activity, and increasing SOx additive addi-tions requires increased catalyst addition rates. The added costs of such an impractical solution are too high to be worth consideration. Intercat provides state-of-the-art loader technology without charge to refi ners injecting Cat-Aid or Super SOxGetter-II.
ConclusionsCatalyst additive technologies exist to help the refi ner control rare earth costs in both their fresh catalyst additions and in SOx capture tech-nology. These technologies have the added advantage of being able to be used only when required. Furthermore, the injection rate may be adjusted according to need. Finally, Intercat provides loader technology to a refi ner wishing to inject these additives into their circu-lating inventory.
Reference1 2011 NPRA Q&A Panel response to Question #96 by Ray Fletcher.
Ray Fletcher is a Senior Technologist with Intercat Inc, Sea Girt, New Jersey. He has worked as a process engineer on FCC, hydrotreating, catalytic reforming, alkylation and catalytic polymerisation. He has a chemical engineering degree from University of Washington. Email: [email protected]
Region NumberNorth America 158Asia 73 Europe 30South America 18Africa/Middle East 7Total 286
Intercat loaders
Table 1
1 DURANIT® inert ceramic balls
2 special reformed packings
6 liquid distrubutors / collectors
7 random packings made of plastic
8 random packings made of metal
9 random packings made of ceramic
10 software and consulting
4 support plates / grids
5 feed devices: gas / liquids
3 droplet separators / demisters
P. O. Box 552, D - 56225 Ransbach-BaumbachPhone +49 26 23 / 895 - 0, [email protected]
Tower packings, catalyst support material and column equipment.
For further information please visit:www.vff.com
1
1
2
2
3
6
6
4
4
4
4
5
7
7
8
10
10
8
9
9
Please visit usHall: 4.0Stand: D66
www.ptqenquiry.com for further information
intercat.indd 3 9/12/11 12:51:45

www.ptqenquiry.com for further information
Selecting the best amine/solvent for gas treating is not a trivial task. There are a number of amines available to remove con-taminants such as CO2, H2S and organic sulfur compounds from sour gas streams. The most commonly used amines are monoethanolamine (MEA), diethanolamine (DEA), and methyldiethanolamine (MDEA). Other amines include diglycolamine® (DGA), diisopropanolamine (DIPA), and triethanolamine (TEA). Mixtures of amines can also be used to customize or optimize the acid gas recovery. Temperature, pressure, sour gas composition, and purity requirements for the treated gas must all be considered when choosing the most appropriate amine for a given application.
Primary Amines
Secondary Amines
Tertiary Amines
Mixed Solvents
Choosing the Best Alternative
Process Selecting the Best Solvent for Gas TreatingInsight:
bre.indd 1 8/12/11 15:07:38
Consolidation of refinery control rooms
T he consolidation of control rooms was conducted in several refineries in the 1990s
and early 2000s as a means of reduc-ing the number of operators and improving efficiency for enhanced competitiveness. The characteristics of consolidated control rooms vary, reflecting the history of a refinery. However, the adverse business envi-ronment in recent times has meant that the oil industry has had to consider approaches other than consolidation. In many plants, migration of the distributed control system (DCS) gives an opportunity to investigate the control room configuration and operational management system for achieving safer, more stable and more efficient operation.
This article describes refinery modernisation activities that led towards an ideal refinery that enables safe, stable and efficient operation. In the example described, Yokogawa was asked to contribute to a major part of the modernisa-tion relating to DCS migration and control room consolidation. Yokogawa offered the Refinery Operation Modernisation Service, one of its VigilantPlant Services, which features four solutions: consolidated refinery production control including consolidated control room design; operator train-ing system (OTS); capture and amalgamation of best practices (SOPs); and safety instrumented system (SIS).
Major issues for modernisationOver the years, the refiner had upgraded its units one by one, with the aim of creating a high-
Migration of a refinery’s DCS provided an opportunity to reconfigure and consolidate the control rooms and operational management system
EriC Jan KwEKKEbooMYokogawa Europe & Africa
conversion refinery, and the operations department had also been expanded to as many as six operating sections responsible for each unit. In all, the refinery had four distributed control rooms and DCSs acting independently. The control systems were supplied by two vendors and were of several generations, because they had been introduced as process installations. This presented several challenges:• The detailed design of the DCS varied among the different opera-tions sections
• Each operations section had its own operational procedures• There was a lack of communica-tion between operations sections since they mainly relied on informa-tion carried through instrumentation signal cables or via the supervisory information system• The CPU utilisation rate and the number of instruments to be handled by each DCS were approaching allowable limits due to the repeated expansion and modifi-cation of process units
• The segmented organisation resulted in differing requirements for the education and training of operators, different spare parts for the DCSs, and different procedures for the maintenance engineers.
To solve these problems and to more actively achieve safer and more efficient operation of the refin-ery, and to transfer the knowledge of veteran operators, the refinery decided to combine the processes of consolidating the production organi-sation and control rooms with the migration of the production control system to the latest one.
activities towards an ideal refinery The refinery authorised a phased plan towards an ideal refinery to meet the demographic challenges presented by knowledgeable veter-ans retiring and their places being taken by less experienced person-nel, with a target date of 2013 (see Figure 1). In Phase 1, the consolida-tion of control rooms and the migration of the production control system were scheduled to be completed in June 2009. After the physical migration, organisational re-engineering was planned, as Phase 2, to establish the “consoli-dated operation centre” by 2011.
This project was triggered by a report by a business improvement working group to the refinery’s top management in 2004. Until the formal launch of the project in 2007, the control room consolidation working group in the refinery iden-tified the issues involved for safe, stable and efficient operation, as well as the training of younger operators for knowledge transfer.
During this preparation phase,
www.eptq.com PTQ Q1 2012 85
The segmented organisation resulted in differing requirements for the education and training of operators, and different spare parts for the DCSs
yokogawa.indd 1 9/12/11 13:00:51

86 PTQ Q1 2012 www.eptq.com
ing basic design policies for the system to achieve these purposes defined by the refiner: • The consolidated refinery produc-tion control system: this includes not only the consolidation of control rooms and the migration of the control system planned in Phase 1, but also further system enhance-ment for improving plant operation and for operator training scheduled in Phase 2, implemented in 2011• Highly efficient operation• Safety management• Refinery-wide operation: in the near future, refinery operation will be integrated into one unit, from crude processing to product shipping• Operator training for sharing and improving operational expertise: the same DCS information is avail-able everywhere in the refinery, in meeting rooms, in the field and in the office. Operational assistance systems are standardised• High availability of the systems: the intention is to improve the
Yokogawa proposed a visual concept of an ideal refinery and the human-centred configuration of the consolidated control room, includ-ing its migration plan, in collaboration with the refiner’s working group. In Phase 1 of the project, named the control room consolidation project, Yokogawa undertook the migration work including control room design.
Control room consolidation projectThe refinery was operated by six sections: the on-site plant sections 1-4, the power and utilities section, and the offsite section, distributed in four control rooms. The initial study concluded that the control rooms should be consolidated into one by constructing a new control room, and that the control systems should be migrated, taking the opportunity of a large turnaround scheduled for June 2009. The planned DCS migration was not a simple replacement of each existing DCS system, but introduced a
supervisory DCS that could control and monitor the whole plant. It also included implementation of the consolidated safety instrumented system (SIS) to enhance the safety of the entire plant.
The main purposes of the control room consolidation and the system migration are as follows:• Enhance agility and co-operative-ness in the refinery, and enhance the integrity of information systems throughout the supply chain, from plant operation to shipping• Improve safety and establish a more efficient operation by system-atic operator training to retain operational expertise, capturing operational procedures and amal-gamating the derived best practices as improved standard operational procedures• Prepare the environment for the above two major aims by construct-ing a new consolidated control room and a new system, thus estab-lishing operational integrity.
Yokogawa proposed the follow-
Improvement WG
Consolidating entire operation groups
Creating a production centre
2004 2005 2009 SDM SDM2011 2012 2013
Oil Company activities
Yokogawa activities
Proposing control room consolidation
Control room consolidation project
Improvement
Ideal refinery
Image of consolidated control room
Standardised system operation
Implementation
Lifecycle service
New consolidated control room 2009
Consolidation of control rooms
Consolidated control room 2011
Production centre
Business-improvement WG
Work flow analysis
Reporting for anideal refinery
Refinery-wideconsolidation WG
Scoping
Tendering
Deciding the EPC contractor
Production department DCS WG
Deciding the vendor
Basic and detailed design
Attending the systemtest
Switchoverconstruction
2006 2007 2008
Distributed control rooms
Phase 1Consolidation of control rooms and migration of the production system
Phase 2Integrated production centre
Consolidation of operation sections
Ideal refinery
Figure 1 Activities toward an ideal refinery
yokogawa.indd 2 9/12/11 13:01:03

availability of each device, network and piece of software by designing the systems with full consideration of systems operation and maintenance.
Project implementationYokogawa proposed the Refinery Operation Modernisation Service to solve the various issues in the refin-ery. It consists of four solutions: the consolidated refinery production control system; consolidated control room design; OTS; and SIS for the refinery.
The proposed consolidated refin-ery production control system utilises the full functions of Centum VP, Yokogawa’s latest integrated production control system. The system can realise efficient refinery operation in a consolidated control room by covering a broad range of plant areas and by incorporating many applications such as advanced process control, operation assist-ance, alarm analysis and SISs (see Figures 2 and 3).
www.eptq.com PTQ Q1 2012 87
The human-machine interface (HMI) for the consolidated control system was configured by utilising the HMI technology of the Centum VP. The new HMI can contribute to safe, stable and efficient operation in the following ways:• Improved operability by adopting a multi-window function• Integrated operation of multiple systems — including DCS, SIS, advanced process control system, operation assistance system, alarm analysis system, and supervi-sory emergency shutdown system — using integrated terminal functions• Custom-designed furniture for comfortable operation and dual monitoring displays for sufficient information• Reduced noise because of the fan-less housing design• Dedicated operational HMI console for temporary use• A space-saving layout by adopting portable HMI consoles that are on-line detachable from the DCS bus.
Refinery-wide DCS bus andsupervisory DCSThe supervisory DCS is installed on top of each unit DCS that collects refinery-wide data, such as utility data through the refinery-wide DCS bus, and monitors the performance of the refinery. The supervisory DCS also has a refinery-wide control function such as utility balance, and plant manipulations can be carried out through local DCS HMI.
In the future, this supervisory DCS will play an important role for total production management of the refinery, from crude processing to product shipping.
Large channel capacity and high-speed DCS busThe consolidation of multiple large systems such as the total refinery system without losing information was achieved by a high-speed network. Yokogawa provides the Vnet/IP large channel-capacity DCS bus, which eases the restrictions on
Operation support system
Unit DCS
Alarm management system
Safety instrumented system
DCS bus
Operation support system
Unit DCS
Alarm management system
Safety instrumented system
DCS bus
Operation support system
Unit DCS
Alarm management system
Safety instrumented system
DCS bus
Consolidated emergency shutdown system
Ubiquitous LANCommon database of
utility data
Advanced process control system
ERP
+ Plant-wide networkManufacturingexecution system
Supervisory DCS
Utility
Landing
Crude oil tank
Blender
Product tank
Shipping
CDUSecondaryprocessing units
Intermediatetank
Operatortraining system
FCC
CDU
Vnet/IP
Figure 2 Overview of the consolidated refinery production control system
yokogawa.indd 3 9/12/11 13:01:15

Operator training systemIn 2008, the refinery introduced a new type of fluid catalytic cracker as its second unit. The new unit was very different from the existing one in operation, and so the refin-ery decided to introduce an OTS to ensure a quick start-up. The OTS was configured by combining Yokogawa’s OmegaLand dynamic simulator alongside the DCS. Moreover, since the existing DCS was migrated to the latest version of Centum VP accompanied by the consolidation of control rooms, the OTS was also used for operator training of the new operation screens for the consolidated refinery production control system. This reduced the risk involved changing a DCS vendor and enabled quick start-up of the new DCS.
The OTS was set up in the newly constructed training room, and a new system for the crude distilla-tion unit (CDU) was also developed to transfer the expertise of veteran operators.
Safety instrumented systemTaking the opportunity of DCS migration, the consolidated SIS was installed to enhance the safety of the entire refinery. The existing emergency shutdown (ESD) system using a conventional relay system was replaced with the SIL3-certified ProSafe-RS safety instrumented system, which meets all require-ments covered by IEC 61508/JIS C 0508.
The SIS is part of the core infra-structure of the consolidated refinery production control system for safe and efficient operation (see Figure 4). The system can also be integrated with the DCS and ESD triggers, and events can be seen on the same HMI of the DCS. Emergency responses can be carried out on the HMI display of the DCS along with the new ESD console.
The reliability of the ESD system has been improved by the follow-ing features of ProSafe-RS:• Diagnosis of the entire path from a system I/O card to emergency shutdown valves without obstacles such as hard relays• Diagnosis of wiring from ESD
88 PTQ Q1 2012 www.eptq.com
data communication between devices and systems.
DCS everywhere using a ubiquitous LANThe terminal service function of the Centum VP provides an environ-ment for remote viewing of DCS screens. All the information in the DCS is visible in real time from anywhere in the refinery, whether in meeting rooms or at individual desks in offices, through the ubiq-uitous LAN. This helps to transfer operational expertise and develop human resources.
Standardising and improvingoperation methodsIn the course of the system consoli-dation, existing different system specifications must be consolidated into one standard set of specifica-tions. These include specifications for applications and HMI. In stand-ardising the system interface, operation procedures were also reviewed and improved by apply-ing enhanced standard operating procedures (SOP) for eventual standardisation and as such ready for further evolution, thus provid-ing an environment for transferring expertise and continuous improve-ment of operator skills.
Ease of maintenanceLarge-scale complex systems require vigilant design to improve
integrity and availability. High-reliability design policies including redundancy, duplication and quick system recovery are adopted. In addition, remote maintenance enables problems to be detected and solved at an early stage, lead-ing to stable operation.
Human-centred design for consolidated control roomFor the new consolidated control room, Yokogawa designed the layout, lighting and acoustic systems, taking into account ergo-
nomic factors such as operability, workability, visibility and comfort. The control room layout also takes such factors as communication between sections and future expand-ability into consideration. As a result, the new control room is human-centred in terms of both comfort and vigilance (see Figure 3).
Figure 3 Illustration of consolidated control room concept
The SIS is part of the core infrastructure of the consolidated refinery production control system for safe and efficient operation
yokogawa.indd 4 9/12/11 13:01:26

www.ptqenquiry.com for further information
mogas.indd 1 8/6/11 11:55:48

Table 3
contact signals including pressure switches• Partial stroke test of emergency shutdown valves.
ProSafe-RS is not a simple replacement of a relay-based SIS distributed throughout the refi nery, but a refi nery-wide SIS that will also provide simultaneous emer-gency shutdown of the entire refi nery along with automation of the prioritised emergency pressure
reduction sequence in the event of a large-scale earthquake.
Migration processThe migration of the DCSs through-out the refi nery and the migration of the existing ESD circuit to ProSafe-RS had to be completed during the short period of the scheduled turnaround in 2009. Table 1 shows the outline of the migration. Although it was a big
project, it was completed in just 14 days.
System migration in such a short time and without any trouble was achieved thanks to meticulous preparation, detailed scheduling including resource allocation, a start-up team supported by a backup team, specialists and subsystem engineers capable of quick trouble-shooting, and a “hot line” to the quality assurance department.
Effects of control roomconsolidationAmong the many positive effects of the consolidation of the control rooms, the greatest is a sense of unity and face-to-face communication between people, allowing them to broaden their outlook by working together.
The renovated control room makes people feel relaxed and secure, and
Consolidated refinery production control system
HMI of unit DCS
Vnet/IP
Vnet/IP
Vnet/IP
Expanded I/O bus
Optical cable
Supervisory DCS busSupervisory DCS busSatellite control
roomsSatellite control
room
Satellite control rooms
ESD console
Consolidated control room
Optical cable
SIS for common units
Unit SIS Unit ESD
ConsolidatedSIS
Expanded I/O
Self-diagnosis
Wiring diagnosis
Redundant
High-speed event logger
DCS compatible
Figure 4 Safety instrumentation for the refi nery based on ProSafe-RS
90 PTQ Q1 2012 www.eptq.com
Item DescriptionControl room Consolidating four control rooms into oneYokogawa’s start-up team Up to 60Total loop and interlock tests Switched signal: approx 15 000 points, completed in 14 daysSystem migration Simultaneous migration of 144 fi eld devices. Breakdown: HMI: 44; server: 16; control station: 68; safety controller: 14
Outline of the consolidation during the 2009 scheduled turnaround
Table 1
yokogawa.indd 5 13/12/11 13:15:19

as a result they can concentrate on plant operation. Improvements in data integrity and data availabil-ity accelerate communication between units to optimise the operation among units. Standardisation of operational procedures, a secondary effect of the system consolidation, has promoted the transfer of
operational expertise. Introduction of the SIS has enhanced safety. Another intangible but valuable effect of the renovation is the motivation of young operators. They are stimulated by the new control room, the new systems and the new way of plant operation, as are all the people in the refinery.
Continuous improvement activities towards establishing the production centre are expected to create a variety of effects in the future.
Future planThe consolidation of control rooms and the migra-tion of the production system prepared the infrastructure for further improvements at the refinery. The next steps towards organisational and operation procedural renovations have started.
Increased productivity of operators as a result of consolidation will be used for further improve-ment of plant operation as well as human resource development. Yokogawa continues the develop-ment of industry solutions such as Production Instructor and Exapilot, contributing to the tasks of capturing, amalgamating and optimising opera-tional procedures as a contribution to operator effectiveness.
The consolidated control room is now the centre of operation and it will be an enabler of two-way optimisation of refinery operation, both refinery-wide and organisation-wide. The refinery can be operated refinery-wide as one unit, while organisa-tional integration can realise flexible production to accommodate a changing environment.
Eric Jan Kwekkeboom is Business Development Manager, Oil & Gas Downstream Industry Solutions, with Yokogawa Europe and Africa in Amersfoort, The Netherlands, managing market development in oil and gas downstream business, refinery and petrochemical industry segments in particular. He holds bachelor’s degrees in process engineering and chemical engineering and graduated in business-to-business marketing. Email: [email protected]
The renovated control room makes people feel relaxed and secure, and as a result they can concentrate on plant operation
www.eptq.com PTQ Q1 2012 91
SAMSON AG · MESS- UND REGELTECHNIK Weismüllerstraße 3 60314 Frankfurt am Main · GermanyPhone: +49 69 4009-0 · Fax: +49 69 4009-1507 E-mail: [email protected] Internet: www.samson.de · www.samsongroup.de
A01
051E
N
Know-how for your success
Due to global compettion, compa-nies can only be sucessful on the marketplaceif they produce out-standingquality cost-effi ciently.
High-quality control valves and accessories with low cost of owner-ship are what it takes for an eco-nomic production.
With 47 largely independent sub-sidiaries and over 100 engineering and sales offi cesspread across the world, SAMSON ensures the safe-ty and environmental compatibility of your plants on any continent.
www.ptqenquiry.com for further information
yokogawa.indd 6 13/12/11 13:15:31

GET A RETURN ON INVESTMENT WITHIN 24 HOURS
Using ITW Online Cleaning on a proactive way will help improve TURNAROUND OPERATIONS and OPERATIONAL EXCELLENCE An entire Process Unit can be ITW Online Cleaned in as low as 24 hours on an oil-to-oil basis. Our cleaning technology will clean all of the Unit’s equipment quickly, safely and environmental friendly. To recover a Units’ performance, ITW Online Cleaning can be applied in a Turnaround during shutdown operations, to reduce/eliminate the need for mechanical cleaning, or during the run. Furthermore, use of our cleaning technology eliminates the need to open or enter hazardous process equipment.
ITW Online Cleaning is the only technology which has an immediate Return On Investment (ROI).
By using ITW Online Cleaning during the run, to recover Units’ performance, at Unit start-up (just after 24h, ITW Technology has been applied), all the benefits are immediately monetized in terms of:- improved throughput- improved energy efficiency- improved product quality- reduced emission taxes
Regular application of ITW Online Cleaning will target an increased run length under clean conditions, with a far higher ROI.
For Turnaround applications, a further ROI increase can be added by applying ITW Improved Degassing/Decontamination to achieve quick and effective safe entry conditions.
EVALUATE ITW ONLINE CLEANING TODAY TO IMPROVE YOUR PLANT’S PROFITABILITY !
For more informations contact : ITW S.r.l.- C.da S.Cusumano - 96011 Augusta - Italy Tel. +39 (0931) 766011 E-mail: [email protected] - www.itw.it
J
Join ITW Team worldwide and send your Curriculum Vitae to : [email protected]
ITWInnovative
TechnologiesWorldwide
Now hiring Professionals Worldwide
www.ptqenquiry.com for further information
itw.indd 1 10/12/09 12:46:08

Integrated monitoring for optimising crude distillation
Refineries are among the most complex of processing sites. They include many, entirely
different, physical and chemical processes. These include atmos-pheric and vacuum distillation, and chemical reactions such as cracking, isomerisation, hydrogenation, desul-phurisation, aromatisation and blending. Many processes are inter-linked. The product of one unit serves as the feed for other, consecu-tive processes. Any failure, shutdown or lack of control of one of these processes will immediately affect another process in the produc-tion chain and will have an impact on the entire economy of the refin-ery, its revenue, profit or loss.
The majority of chemical indus-tries process raw materials with defined specifications. Refineries must cope with a dependency on non-specific, fluctuating crude oil compositions. Trends and differ-ences in crude oil prices, the size of tankers that can make harbour to supply a refinery, political instabili-ties in oil exporting countries, changing product specifications and the equipment available in the refinery dictate that crude switch-ing and/or crude blending are inevitable. Crude blending is also one of the practices applied by refineries to increase the margin between the cost of the crude feed and the revenue from selling the final products.
Differences in crude oil composi-tions from various locations impact the production capacity of the refin-ery to deliver the volume of required distillates that the refinery is committed to bring to market.
The economics of refining are even
On-line process analysers in crude distillation units prevent lost throughput caused by non-conforming process conditions and crude oil switching
GReGORy ShahnOvSky, Tal COhen and ROnny McMuRRay Modcon-Systems Ltd
more complicated because each refinery is unique. Many refineries are designed differently to fulfill their initial target to produce a certain range of petroleum products from a defined quality of crude oil. At present, refineries must be flexi-ble enough to respond immediately to crude oil changes and deviations in product demands as a result of the changing global economy.
The required flexibility in the management of a refinery and the
complexity of the different proc-esses, crude oils and distillates can only be achieved by stringent moni-toring of the quality of the incoming material and the outgoing product streams in each refinery unit. None of the product streams are stan-dalone. The root of each stream is found in the crude oil that has been delivered to the distillation towers.
Challenge of crude distillation unit optimisationThe efficiency of a refinery to produce petroleum distillates is directly linked to:• The crude oil that is delivered to the refinery
• The equipment of the refinery• The maximum throughput of crude oil and petroleum products • The ability to produce the distil-lates with the highest value at maximum yield.
Optimising the process conditions of the crude distillation unit is a main challenge for each refinery. It increases profit by producing the required range of distillates at maximum yield and at minimum cost. To achieve this goal, full and real-time monitoring and control of each incoming stream of crude oil and outgoing distillate stream is an inevitable requirement to ensure:• Minimum influence on produc-tion capacity for each required distillate due to crude oil changes• Minimum influence on distillate quality upon crude oil switching• Maximum production of high-value distillates. Overlapping characteristic boiling ranges exist between two neighbouring refinery fractions. Maximum distillation profit is achieved by shifting the cut points towards the highest value products• Maximum stability of the quality of each distillate throughout the entire distillation process• Minimised production of off-spec or borderline materials and, as a result, the need for re-reprocessing or blending.
The quality and the cost of crude oil depends on its origin. Blending various types of crude oil is required to reduce the cost of the crude oil feed to be distilled and to adapt the crude oil feed so that it can be processed properly by the equipment available in the refinery.
Crude oil differences result in a
www.eptq.com PTQ Q1 2012 93
Strict and adequatemonitoring of all streams is crucialto ensure maximum efficiency ofthe crude distillation unit
modcon.indd 1 9/12/11 13:51:28
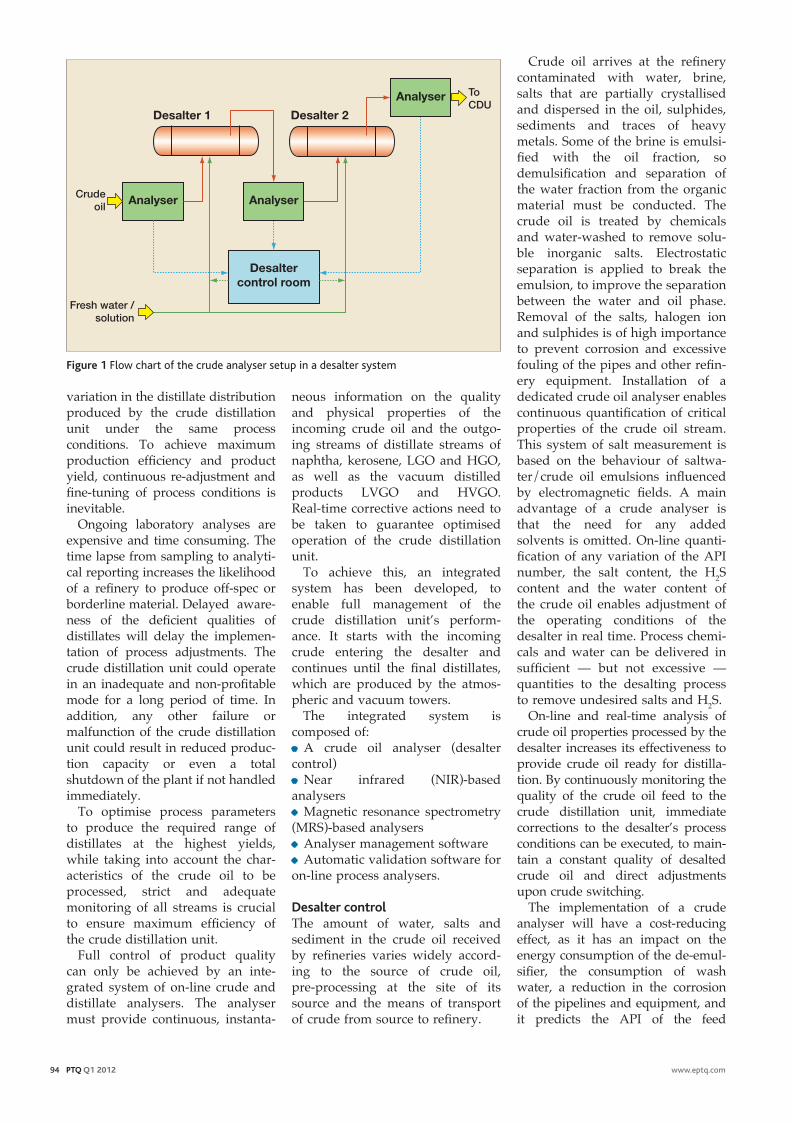
94 PTQ Q1 2012 www.eptq.com
Crude oil arrives at the refinery contaminated with water, brine, salts that are partially crystallised and dispersed in the oil, sulphides, sediments and traces of heavy metals. Some of the brine is emulsi-fied with the oil fraction, so demulsification and separation of the water fraction from the organic material must be conducted. The crude oil is treated by chemicals and water-washed to remove solu-ble inorganic salts. Electrostatic separation is applied to break the emulsion, to improve the separation between the water and oil phase. Removal of the salts, halogen ion and sulphides is of high importance to prevent corrosion and excessive fouling of the pipes and other refin-ery equipment. Installation of a dedicated crude oil analyser enables continuous quantification of critical properties of the crude oil stream. This system of salt measurement is based on the behaviour of saltwa-ter/crude oil emulsions influenced by electromagnetic fields. A main advantage of a crude analyser is that the need for any added solvents is omitted. On-line quanti-fication of any variation of the API number, the salt content, the H2S content and the water content of the crude oil enables adjustment of the operating conditions of the desalter in real time. Process chemi-cals and water can be delivered in sufficient — but not excessive — quantities to the desalting process to remove undesired salts and H2S.
On-line and real-time analysis of crude oil properties processed by the desalter increases its effectiveness to provide crude oil ready for distilla-tion. By continuously monitoring the quality of the crude oil feed to the crude distillation unit, immediate corrections to the desalter’s process conditions can be executed, to main-tain a constant quality of desalted crude oil and direct adjustments upon crude switching.
The implementation of a crude analyser will have a cost-reducing effect, as it has an impact on the energy consumption of the de-emul-sifier, the consumption of wash water, a reduction in the corrosion of the pipelines and equipment, and it predicts the API of the feed
variation in the distillate distribution produced by the crude distillation unit under the same process conditions. To achieve maximum production efficiency and product yield, continuous re-adjustment and fine-tuning of process conditions is inevitable.
Ongoing laboratory analyses are expensive and time consuming. The time lapse from sampling to analyti-cal reporting increases the likelihood of a refinery to produce off-spec or borderline material. Delayed aware-ness of the deficient qualities of distillates will delay the implemen-tation of process adjustments. The crude distillation unit could operate in an inadequate and non-profitable mode for a long period of time. In addition, any other failure or malfunction of the crude distillation unit could result in reduced produc-tion capacity or even a total shutdown of the plant if not handled immediately.
To optimise process parameters to produce the required range of distillates at the highest yields, while taking into account the char-acteristics of the crude oil to be processed, strict and adequate monitoring of all streams is crucial to ensure maximum efficiency of the crude distillation unit.
Full control of product quality can only be achieved by an inte-grated system of on-line crude and distillate analysers. The analyser must provide continuous, instanta-
neous information on the quality and physical properties of the incoming crude oil and the outgo-ing streams of distillate streams of naphtha, kerosene, LGO and HGO, as well as the vacuum distilled products LVGO and HVGO. Real-time corrective actions need to be taken to guarantee optimised operation of the crude distillation unit.
To achieve this, an integrated system has been developed, to enable full management of the crude distillation unit’s perform-ance. It starts with the incoming crude entering the desalter and continues until the final distillates, which are produced by the atmos-pheric and vacuum towers.
The integrated system is composed of:• A crude oil analyser (desalter control)• Near infrared (NIR)-based analysers• Magnetic resonance spectrometry (MRS)-based analysers• Analyser management software• Automatic validation software for on-line process analysers.
Desalter controlThe amount of water, salts and sediment in the crude oil received by refineries varies widely accord-ing to the source of crude oil, pre-processing at the site of its source and the means of transport of crude from source to refinery.
Desaltercontrol room
Analyser Analyser
Desalter 1 Desalter 2
Analyser To CDU
Crudeoil
Fresh water / solution
Figure 1 Flow chart of the crude analyser setup in a desalter system
modcon.indd 2 9/12/11 13:51:46

entering the crude distillation unit. Optimal performance of the entire process is achieved by mounting the analysers before, between and after the desalters (see Figure 1).
Crude distillation unitCrude oil pretreated by the desalter is transferred to the crude distilla-tion unit for fractionation into the different distillates according to their boiling ranges:• Gases with low boiling points (≤32°C)• Light straight-run naphtha (32–88°C)• Heavy straight-run naphtha (88–193°C)• Kerosene (193–271°C)• Light gas oil (271–321°C)• Heavy gas oil (321– 427°C)• Vacuum gas oil (427–566°C).
Exact cut points between the distil-lates are determined with respect to the initial and final boiling point, as specified by local and international standards, or by the required physi-cal properties needed for further processing. The boiling ranges of neighbouring distillates partially overlap. It is up to each refinery to shift the exact cut point so that the maximum production capacity for each product towards the most valu-able distillates is achieved.
Prediction of the yield of distilla-tion can be made by using algorithmic techniques such as linear programming (LP). However, any unexpected discrepancy between the crude’s actual proper-ties and the LP model will directly impact distillation efficiency.
Process control of modern refiner-ies is computerised to a large extent. However, human intervention cannot be eliminated from the over-sight and control of the entire process. Both automatic and human control of the refinery units needs to receive a continuous stream of real-time data for the process. Any delay will influence the decision to perform a required action to main-tain constant production according to the predetermined programme.
To achieve proper control of proc-ess units in refineries, classical analytical methodologies are not adequate. Laboratory analyses are expensive and time consuming and
www.eptq.com PTQ Q1 2012 95
include many steps such as sampling, sample handling, sample preparation, measurements, data handling and reporting. The delay between sampling and production of analytical results prevents process conditions being corrected at the earliest stages in the event of any discrepancy. Efficient processing in the crude distillation unit has the following minimum requirements: • Actual information about critical
properties, which are representative of the crude oil or crude blend to be processed• Efficient operation of the atmos-pheric and vacuum towers to provide high-value distillates at the highest feasible yield• A real-time, accurate and reliable overview of product quality at any stage of the crude distillation process• The ability to correlate between the quality of incoming crude oil feed and outgoing streams of distillates.
On-line spectrometric process analysersTotal analysis of the physical prop-erties of a distillate or final blend is a time-consuming operation. Each analysis is conducted separately according to the appropriate ASTM- defined method.
On-line, dedicated ASTM process analysers are expensive. Each indi-vidual physical property to be measured requires a dedicated analyser. Full monitoring requires purchasing a large number of analysers and bearing the cost of maintenance and calibration.
The physical properties of crude oil, distillates or blends are an over-all outcome of the influence of the physical properties of each individ-ual substance in the matter. Identification of these compounds enables a quantitative prediction of the physical properties of the entire mixture. As physical properties correlate with their chemical compositions, spectrometric meth-ods are applicable to quantitatively predict physical properties of a composition of chemical substances as in the refinery stream. They make it possible to quickly provide full information about compliance with specified product qualities.
Two spectrometric methods are widely used to control the process conditions of units in the refinery: • Near Infrared Spectrometry (NIR)• Magnetic Resonance Spectrometry (MRS).
NIR spectrometryNear infrared (NIR) technology is
esn
op s
e rr
e sylan
A
Wavelength, nm
Figure 2 Influence of optical fibre length on the NIR spectrum
Spectrometric methods are applicable to quantitatively predict physical properties of refinery process streams
modcon.indd 3 9/12/11 13:51:58

thenes, paraffins, olefins and the C-number.
Since it is an optical method, the implementation of NIR technology is restricted to transparent solutions only. A second drawback of NIR technology is its lack of linear response. Particularly in certain regions of the infrared, the absorp-tion of light does not correlate linearly with the concentrations of chemical compounds according to the Beer-Lambert law. Moreover, its linear response is also affected by overlapping of spectral peaks and inferior resolution between peaks assigned to various molecular bonds. This is caused predomi-nately by different excitation energies assigned to each chemical bond.
Magnetic resonance spectrometryMagnetic resonance spectrometry (MRS) is a non-optical method that enables molecules to be distin-guished according to their chemical structures. It is based on differences in the alignment of hydrogen atoms under the influence of a magnetic field. When a group of nuclei with spins is placed in a static magnetic field of 60 MHz, each nucleus aligns with the magnetic field. With the formation of small magnetic fields
96 PTQ Q1 2012 www.eptq.com
based on the absorption spectrum of the near infrared spectrum within the range 750–1050 nm. This covers the spectrum of petroleum products. Each petroleum product has its specific fingerprints in the NIR spectrum, which represent the product’s composition. Statistical correlation between NIR data and the results of laboratory analysis enable physical properties to be predicted to a high accuracy.
NIR technology includes a NIR analyser connected to its field units by standard optical fibre cables. The field unit is mounted on a bypass pipe of the stream to be monitored. It can be installed at any location in the refinery, up to 3km from the NIR analyser. The optical signal is not influenced by the length of the optical fibre (see Figure 2).
An advantage of NIR technology is that the distillate to be measured flows continuously through the field probe. This enables measure-ments to be performed in continuous mode. As an optical method free of mechanical sampling systems, the optical multiplexer enables instantaneous multiple analyses of various streams. Field units are simple and maintenance free. They do not contain any
mechanical parts (see Figure 3).A light source is transmitted by
an optical fibre analyser to the field unit. The beam passes through the distillate that is flowing continu-ously through the field probe. The transmitted light is returned via the optical fibre back to the detector of the analyser. Spectral data are proc-essed by chemometric models and converted to quantitative values of a predetermined variety of physical properties.
In combination with the proper chemometric, NIR technology quan-tifies the required physical properties in naphtha, kerosene and gasoil by one single measurement. These properties include density, IBP, FBP, T10%, T90%, freeze point, pour point, flash point, cloud point, cetane number, benzene, naph-
Figure 3 Fixed measuring probes of a NIR on-line process analyser
Parameter NIR analyser MRS analyserMethod • Near infrared • Nuclear magnetic resonance • Optical method • Magnetic method Analysed species • O-H, C-H, N-H bond stretch in • H-NucleiQuantitative analyses • Non-specific towards molecules. Based on • Based on exact quantification of hydrogen nuclei assigned fingerprints of the mixture to specific moleculesChemometric models • No-linear response; linear extrapolations of • Linear response. Enables linear extrapolations of the model the model omittedRequired sample properties • Transparent and free of water • Transparent or opaque or dense, and wet samplesCalibration modelling • Requires deconvolution of NIR combinations, • Correlates - distinguishes peaks and linear responses overtones and chemometrics Sampling system • Continuous flow through. Fixed probe • Valve system connected to pipes (stop/flow operation). mounted on pipes (bypass) Fast loop bypass pipes (changes from one stream to another)Analyser to sampling probe connection • Optical fibre • Pipe systemAnalyser location from probe • Remote from probe, up to 3km • Probe integrated in analyserMultistream sample switching • Optical multiplexer • Mechanical switching between streams. Consecutive measuring mode between streamsLag time between results and actual sample • None • Depends on pipe lengthLinear response of measurement • Low. Deficient linear spectral response in • High. Linear response of hydrogen content with spectral mid and near IR responseReliability upon crude change • Sensitive. Accuracy influenced by compounds, • No sensitivity to crude switching. Accurately quantifies containing elements other than carbon or specific hydrogen atoms. Specific to chemical structures of hydrogen atoms. Non-specific to chemical molecules structures of the moleculeStream temperature changes • Lightly sensitive • Insensitive
Comparison between NIR and MRS process analysers
Table 1
modcon.indd 4 12/12/11 13:37:42

that oppose the externally applied field, the effective magnetic field at the nucleus is reduced. Types of nuclei and chemical bonds in the molecule influence this phenome-non in different ways and enable the determination of the chemical structure of different species in molecules.
MRS is an electronic method and has the benefit of being applicable to measuring transparent, opaque and dense solutions alike. It can be used to quantify the physical prop-erties of crude oils, the entire range of distillates, or any other refinery product.
The concept of MRS process analysers is based on the assign-ment and quantification of the different types of hydrogen atoms of organic molecules or water present in distillates or crude oils. The linear spectral response corre-lates accurately with the hydrogen atoms assigned to different molecu-lar species of the substances that make up the refinery stream.
The spectrum is influenced by the nature of neighbouring chemical carbon-carbon bonds and neighbour-ing non-carbons in the molecular structure. Assignments can be made to identify whether these molecules are linear or branched paraffins, olefins, mono-aromatics, polyaromat-ics, heterocyclic, naphthenic, acids, oxygenates or water (see Figure 4).
In combination with the proper chemometrics, MRS technology is an effective tool to quantify physical properties of the following refinery streams: crude oil, naphtha, kerosene, gasoil, LGO, HGO, bottom residues and vacuum distillates by one single measurements. The physical proper-ties include: density, API, IBP, FBP, T10%, T90%, RVP, flash point, pour point, cloud point, freeze pint, cetane number, PONA, benzene, naph-thenes, paraffins, olefines, aromatic content and water.
The majority of currently available on-line process analysers are charac-terised by their high sensitivity to minor fluctuations in temperature. A newly developed MRS on-line magnetic resonance- based process analyser includes innovative hard-ware and software to eliminate this temperature sensitivity.
Comparison of NIR and MRS The characteristics of NIR and MRS technologies are summarised in Table 1.
Spectrometric methods in crude oil distillation unitsEffective operation of crude distilla-tion depends on maintaining the correct temperature profile within the atmospheric and the vacuum towers. It is a direct outcome of the composition of the crude oil and the range and quantity of distillates to be produced.
The composition of each individ-ual distillate and its resulting physical properties is linked to the
08 7 6 5 4 3 2 1
H-types observed in a gasoline 1H NMR spectrum, ppm
HHRR
H HR R
R HR H
CH3
CH3
CH3
CH2
CH
Oxygenate
Crudeoil
Gas(butane and lighter)
Light naphtha
Heavy naphtha
Kerosene
Light gas oil
Heavy gas oil
LVGO
HVGO
Residue
NIR* = Applicability is transparency dependent
MRS
Bottomresidue
Desalter
Atmosphericdistillation
tower
Vacuum distillation
tower
MRS
MRS or NIR
MRS or NIR
MRS or NIR
MRS or NIR*
MRS
MRS
MRS
Figure 4 MRS spectrum of gasoline
composition of the crude oil. To achieve maximum distillation yield, on-line monitoring of the crude oil composition is a basic requirement. By on-line monitor-ing of the physical properties and assay of the incoming crude oil feed, immediate corrections to the temperature profile can be estab-lished to maintain a constant stream of distillates. When crude switching occurs, only on-line monitoring of the crude oil assay minimises the impact of the switch on production capacity. Adjustments to process conditions can be implemented without delay and will reduce the impact of
Figure 5 Implementation of NIR and MRS in the crude distillation unit
www.eptq.com PTQ Q1 2012 97
modcon.indd 5 12/12/11 13:37:51

crude switching on product yield and quality.
The limitations of NIR spectrome-try as an optical method disqualifies its application to crude oils and heavy distillates. For this reason, only MRS analysers can be applied to crude monitoring.
Combined multiple measurement of the assay and other physical properties of crude oil, such as API number, water content, pour point and flash point, by a single analyser can provide full assessment and control of an incoming crude oil stream.
Monitoring of the distillates from the atmospheric tower can be partially established either by NIR process analysis or by a MRS-based analyser (see Figure 5). The method of choice depends on the transpar-ency of the distillate stream to be measured. In principle, naphtha, kerosene and diesel oil are measura-ble by NIR and MRS alike. However, traces of heteroatomic molecules, which are present at different levels in crude oils, will distill alongside the required distillates. These mole-cules absorb light in the NIR region. If they are not included in the chem-ometric model, interference affects the accuracy of analytical results. This does not apply to MRS spec-trometry. Heavier distillates such as heavy gasoil, atmospheric bottoms residue and the vacuum distillation products, LVGO, HVGO and bottoms residue are preferably analysed by MRS only.
A combination of NIR and MRS technology provides an efficient tool to manage all streams of the crude distillation tower for continu-ous fine-tuning of operating conditions to maximise the yields of distillates.
On-line monitoring of each distil-late enables accurate determination of its upper distillation points (T90% - FBP) and its lower distilla-tion points (T10% - IBP). It enables accurate cutting between two neigh-bouring distillates towards the fraction of higher value (kerosene in diesel, diesel in AGO) from the heavier cut (see Figure 6).
This is achieved by adjusting the distillation tower’s temperature profile, while being in control of its response towards the qualities of the distillates. Uncontrolled adjust-ment of process conditions may lead to the production of off-spec distillates. On-line monitoring of the quality of distilled naphtha, kerosene and diesel is highly important. It indicates the stability of the process and prevents the risk of uncontrolled overshooting when changing the process conditions. Beyond that, any discrepancy in the process or the product quality can immediately be handled. The risk of producing unnecessarily off-spec or borderline materials is drastically reduced, so preventing the need for reblending or reprocessing. Smooth fine-tuning of process conditions can be completed without any risk of overshooting, and any discrep-
600
800
750
700
650
550
500
450
400
350
Kero (CDU1)
Kero (CDU2)
Diesel(CDU2)
AGO(CDU2)
Kero product (hydrotreater)
Tem
pera
ture
, ºF
0 12 24
Time, hrs
300
T50T90
T10
Figure 6 Measurement of crude unit rundown streams
ancy or malfunction in the crude distillation unit can be dealt with immediately.
Total on-line analyser management and controlBoth MRS and NIR-based analysers are correlative methods. To achieve the highest available accuracy of the analysers, a full-distributed analyser management and control system has been developed. It provides an efficient tool for main-tenance calibration and validation of the analyser systems. It is config-ured to be connected to remote systems. It monitors and records the operating state of the installed equipment and validates a wide variety of analysers and instru-ments. The software can monitor and control a wide range of analys-ers. A graphic display of data from multiple analysers provides histori-cal data on analyser performance. Highest accuracy is achieved by two different modes of validation and calibration of the analysers:• By running samples with the known quantities value of a required physical property• By a continuous comparison of analyser readouts with laboratory results, referring to the same time of sampling.
The software manages validation procedures according to ASTM D3764. It performs alarm manage-ment and controls active streams to be sent to the analyser.
All measurements obtained from on-line analysers of the different streams are localised on one single display. An accurate overview of the quality of all individual process streams is provided to the operator, which enables efficient correction of process conditions to be made, which are based on the response of the operator’s actions with respect to the changing physical properties of the streaming distillates. To maintain the highest accuracy, continuous calibration of the analyser is highly recommended.
ConclusionStrict monitoring of all incoming and outgoing streams in the crude distillation unit is of the high-est priority to ensure optimal
98 PTQ Q1 2012 www.eptq.com
modcon.indd 6 9/12/11 13:52:36

performance of the distillation proc-ess. Laboratory analyses are time consuming and cause a lag between discovering any discrepancy in product quality and applying a corrective response. Optimal performance of the crude oil distil-lation unit can only be achieved by a continuous mode of on-line meas-urement of the physical properties and quality of each stream using accurate, calibrated on-line process analysers. This enables ongoing correlation between the crude oil and the various distillates, as well as between the distillates them-selves. Many dedicated ASTM-based analysers are required to achieve this goal. However, their cost of installation and maintenance is high.
Spectrometry-based correlative analysers are able to perform simultaneous multiple measure-ments of a variety of physical properties. Spectrometry-based
correlative on-line analysers provide full coverage of all incom-ing and outgoing streams, and enable operators to carry out immediate processing adjustments. These tools enable smooth and effi-cient operation of the crude distillation unit to produce the desired distillates at maximum yield. They also make it possible to minimise the impact of crude switching and maximise the yield and capacity of desired distillates by appropriate shifting of the cut points of the required distillation ranges.
The commitment of each refinery to increase its refinery margin is directly linked to its readiness to install an on-line multiple-stream process analyser. Before a decision is taken on which analyser system is most effective for a refinery, the differences in properties between the NIR and MRS methods should be taken into consideration.
However, the best performance can only be achieved by an incorpora-tion of both NIR and MRS technologies.
Gregory Shahnovsky is the Chief Executive Officer of Modcon-Systems Ltd, Akko, Israel, a developer of process analysers, optimisation and control solutions. With over 25 years’ experience in the chemical and petrochemical industries, he holds a MSc in process control engineering and a MBA in business administration. Email: [email protected] Cohen is Vice President of R&D and Business Development at Modcon-Systems Ltd and previously held positions of CEO, CTO and VP R&D in high tech companies. Email: [email protected] McMurray is an Application Scientist at Modcon-Systems Ltd, with experience in applied R&D and as chief chemist in the chemical and petroleum industries. He holds a PhD in chemistry. Email: [email protected]
www.eptq.com PTQ Q1 2012 99
www.ptqenquiry.com for further information
modcon.indd 7 9/12/11 13:52:50

ABB Lifecycle Services. No one else knows yoursystems like we do.
With over 30 years of automation system heritage, no one else knows your ABBcontrol systems better than we do! And with our outstanding lifecycle policies andprograms, system expertise, evolution options, value added services and determinedcommitment to our customers, we can help you evolve to the latest in control systemtechnology with System 800xA. So, if you have an INFI90, MOD 300, Advant, DCI, orother control system, we are here to make sure your control system will continue tomeet your business needs now and in the future. For more information:www.abb.com/controlsystems
www.ptqenquiry.com for further information
abb auto.indd 1 13/9/11 09:47:05

Crude oil vapour pressure testing
It is very important for the true vapour pressure (TVP) and Reid vapour pressure (RVP) of crude
oil to be tested when dealing with its production and storage. The vapour pressure indicates how the crude oil will perform during handling, highlights conditions under which bubbles are likely to build and shows where pressure build-ups of escaping light ends could happen. As such, vapour pres-sure measurement prevents costly damage to pipelines or vessels trans-porting crude oil. It also provides guidance on how transportation facilities need to be built to survive a worst-case scenario.
Pipeline operators determine TVP and bubble point before transport-ing the crude to a distribution point. With wellhead crude, gas has to be removed to meet pipeline, storage and tanker specifications. Excess gas can be separated or flared to regulate the vapour pres-sure and prevent any damage to the transportation medium. If the vapour pressure of the crude case is too high, two main safety issues can arise. The first is pumping cavi-tation during transfer operations and the second is vapour pressure in the pipeline, or in a vessel, which could rise because of temperature changes. Once the transportation medium is exposed to direct sunlight, the vapour pressure of the crude oil rises and, in the worst case scenario, causes damage. Hence, it is advisable for operators to be equipped with a vapour pres-sure analyser, to prevent costly damage and to provide evidence that the released crude is delivered according to specifications.
Vapour pressure testing is an important safety check in the transport, storage and blending of crude oil
Hannes PIcHler and Klaus Hense Grabner Instruments, a subsidiary of Ametek
TVP measurement and bubble pointdeterminationThe exact definition of TVP and bubble point is a topic of wide discussion in the engineering community. First, it is worth mentioning that the bubble point refers to a temperature, whereas the bubble point vapour pressure refers to a pressure. According to the International Maritime Organisation, the TVP and bubble point pressure (BPP) are equal: “The TVP or bubble point vapour pressure is the equilib-rium vapour pressure of a mixture when the gas/liquid ratio is effec-tively zero. It is the highest vapour pressure which is possible at any specified temperature. As the temperature of a petroleum mixture increases, its TVP also increases. If the TVP exceeds atmospheric pres-sure, the liquid commences to boil.” (IMO, 2006, p140). In this definition, TVP is essentially the total vapour pressure (Ptot) of the crude oil minus the vapour pressure of air and the dissolved gases in the sample (Pgas).
The resulting value is the absolute vapour pressure (Pabs or Pliquid) of the liquid, commonly referred to as TVP, as measured by ASTM D2879 (US EPA, 2006). The ASTM D2879 method should be used only for single-component substances. Crude oil in general is a multi-component liquid and thus requires a different form of analysis.
The equation TVP = BPP at a vapour-to-liquid ratio (V/L ratio) of 0/1 addresses the common practical problems for crude oil transporta-tion. In floating roof tanks, the roof is placed directly on the liquid crude oil, while in pipelines the liquid crude oil is pressurised. In both
cases, the V/L ratio is effectively zero and the TVP measurement gives a precise indication of the bubble point pressure at a specified temperature.
In some cases, the equation is not sufficient. In multi-component mixtures, bubbles tend to build whenever the vapour pressure of the liquid exceeds the environmental pressure (IMO, 2006), independent of whether the V/L ratio is 0/1 or 100/1. Three factors have an influ-ence on the bubble point: pressure, volume and temperature. A more accurate definition takes different temperatures and V/L ratios into account when determining the bubble point: in a multi-component mixture, the bubble point is the temperature at which the first bubbles appear at a fixed V/L ratio.
Pumping cavitationOne of the major risks when trans-porting crude oil is pumping cavitation. Cavitation happens when the TVP or bubble point vapour pressure at a V/L ratio near 0/1 is reached and usually has drastic effects. In a pumping system, the crude oil is accelerated, generating areas of low pressure. When the surrounding pressure is lower than the vapour pressure of the crude oil, bubbles build, grow, then collapse, generating high pressure and high temperatures at the bubble surface. Near a fixed surface, for instance in a pumping system, the collapse of the cavitation bubble will generate a shockwave directed to a nearby surface, which can damage the transportation system or the pump.
For correctly dimensioning new pipelines and pumping systems, and
www.eptq.com PTQ Q1 2012 101
grabner.indd 1 9/12/11 14:20:45

102 PTQ Q1 2012 www.eptq.com
unexpected pressure increase in the pipeline or the tanker. Whereas “dead” crude oil is mostly unprob-lematic when transported, “live” crude oil contains volatiles. Volatiles such as natural gases increase the vapour pressure of the crude case. When the transportation medium for live crude — a pipeline or a tanker — is exposed to direct sunlight and heats up, the vapour pressure can increase considerably.The vapour pressure of live crude oil filled at 20°C can more than double if the temperature of the live crude oil is increased to 50°C.
The absolute pressure increase from temperature fluctuations is even higher if the live crude oil is transported at a very low V/L ratio. In Russia, it is necessary to test the vapour pressure of crude oil at a V/L of 0.02/1 to simulate the condi-tions in a tanker or a pipeline. Typically, 98% of a tanker’s volume is filled with crude oil. The increase in vapour pressure that results from this can be seen in Figure 1.
The testing of vapour pressure at different temperatures and V/L ratios answers many questions that arise from crude oil transportation: • How much will the vapour pres-sure rise if the crude oil at a V/L of 0.02/1 (98% filled with liquid) is transported at 50°C rather than 37.8°C because the tanker is exposed to sunlight? • Do control personnel need to reduce the vapour pressure prior to shipment or storage? • Is it necessary for specific crude cases containing volatiles to fill a tanker up to only 90% to prevent damage to the tanker or air pollu-tion by excessive outgassing?• Is the vapour pressure low enough that it is possible to blend in some natural gas prior to shipment with-out risking damage?
Vapour pressure analyserIt is essential to continuously moni-tor vapour pressure, TVP and BPP at different V/L ratios to help opera-tions regulate their transportation system immediately. The Minivap On-line vapour pressure process analyser from Grabner Instruments can measure TVP or BPP at different temperatures in the range of 20–60°C
for writing standard operating procedures, it is important to know the vapour pressure of the crude oil. To prevent bubble building and pumping cavitation in an installed transportation system, it is necessary to ensure that the pressure in the transportation system is higher than the vapour pressure of the crude for any expected condition.
If the vapour pressure is too high, pressure, volume or temperature have to be modified. The pressure in the transportation system can be increased to exceed the vapour pres-sure of the crude oil. Also, the vapour pressure of the crude oil can be reduced, for instance by the sepa-ration or burning of excess gases, which reduces the volume. As a third option, the temperature for transportation and thus the vapour pressure of the crude oil can be reduced. Lord & Ruddin suggest oil degasification or oil cooling to reduce the vapour pressure: “The degasification program removes gas from oil in selected caverns, which reduces its bubble point pressure and gas-oil ratio, which in turn significantly increases the predicted margin of system performance under the safety criteria.”2
Crude oil producers face a complex problem here: when crude oil is extracted, it is not homoge-nous. The vapour pressure of the crude can change during oil produc-tion. Also, the presence of various amounts of natural gas in the crude changes the V/L ratio considerably
and increases the vapour pressure dramatically. Plus, highly viscous crude oil needs to be transported at a high temperature to guarantee a flow in the pumping system and in the pipeline. Temperature changes in turn affect the vapour pressure.
Depending on the amount of light ends delivered with the crude oil, the vapour pressure of the crude oil will be significantly higher for 60°C compared to the vapour pressure at 37.8°C. Most vapour pressure testers measure crude oil only at 37.8°C (100°F) and a V/L ratio of 4/1. But crudes can sometimes be transported at 85°C and at a V/L ratio close to 0/1. Under these extreme condi-tions, some volatiles might begin to dissolve even in “dead” crude oil and produce a gaseous mixture, causing a non-linear pressure increase. This risk cannot be fore-seen if the vapour pressure is measured at 37.8°C and a V/L ratio of 4/1 only.
For adequate risk management regarding the bubble point, it is thus important to measure the vapour pressure at different temperatures and at a V/L ratio of 0/1. Only a vapour pressure analyser that can monitor vapour pressure at different temperatures and V/L ratios will allow the operator to regulate their transportation system immediately.
Vapour pressure increase in the transportation mediumAnother potential problem when transporting crude oil is an
180
240
220
200
160
140
120
100
80
0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5
p,
kP
a
V/L ratio
60
Figure 1 Vapour pressure of crude oil at different vapour-liquid ratios at 37.8°C (100°F)
grabner.indd 2 9/12/11 14:20:57

and to simulate TVP for even higher temperatures. It also enables meas-urement of a V/L ratio down to 0.02/1 in a pressure range of 0–1000 kPa.
The analyser incorporates the ASTM D 6377 method, which is the latest standard for the vapour pres-sure determination of crude oil without sample preparation. This method replaces the 80-year-old-plus ASTM D323 and is used to measure TVP or BPP in the analyser. With the vapour pressure process analyser’s sample conditioning system, the pressurised crude oil is transferred directly to the measuring chamber and the vapour pressure is measured against a vacuum by a single expansion of a built-in piston. A three-point expansion sequence is performed at different V/L ratios, then a curve fit is performed for assessing the TVP at a V/L of 0/1 (see also Lord & Rudeen, 2010).
The Minivap On-line also incorpo-rates the triple expansion method for vapour pressure measurement according to ASTM D6378, which allows for direct measurement of the total vapour pressure (Ptot) of the sample, and the vapour pressure of both the liquid (Pabs or Pliquid) and the gases (Pgas) in the sample (see Figure 2). Based on the fact that the vapour pressure of liquids remains constant and that all components such as dissolved air follow the ideal gas equation, (p*V)/T = constant, an expansion is performed in three steps at a constant temperature. Three total pressure values are determined, and from these the partial pressure of the air, the solu-bility factor of the liquid and the absolute vapour pressure of the liquid are calculated. Results for the TVP (Ptot) of the sample, the pressure of the liquid (Pabs or Pliquid) and the pressure of the gas (Pgas) are availa-ble every five to seven minutes. The precision of this measurement is ASTM Round Robin proven and significantly better than that of clas-sical vapour pressure test methods.
Crude blendingAn analyser that can be used to measure both TVP and RVPE will repay its cost in a short time. Usually, suppliers and refiners agree
www.eptq.com PTQ Q1 2012 103
over the maximum vapour pressure limits of crude oil delivered to a plant or terminal. This is necessary to ensure safety for transportation and storage, and to guarantee that the refiner receives crude of a certain quality. In this process, crude oil blending is a means of increasing the sales price or facilitating the processing of crude oil. By blending lower-grade crude oil with higher-grade crude oil or natural gas to reach, but not exceed, target specifi-cations, the price valuation of crudes can be increased significantly. Profits are earned if target specifications are reached by blending the minimum amount of high-grade crude oil with low-cost hydrocarbons.
The addition of these hydrocar-bons is limited by the maximum RVP. Depending on the RVP prior to blending, typically ratios of 1–5% hydrocarbons are blended into the crude. The highest accuracy in vapour pressure tests according to standards is the ultimate goal of every blending facility because it increases the possible blending ratio.
The precision of the Minivap On-line allows for close C4 blending to RVP limits and the highest profit generation. With a measurement method that fully complies with the
strictest ASTM, EN and IP standards, as well as US EPA regulations for vapour pressure testing of crude oil, gasoline and LPG, no further testing in the laboratory needs to be done to certify the accuracy of the measurement.
References1 Specialized Training for Oil Tankers,International Maritime Organisation, ModelCourse1.02,Edition(TB102E),London,2006.2 Lord D L, Rudeen D K, Strategic Petroleum Reserve Crude Oil Equation of State Model Development - Current Performance Against Measured Data, Research Report, SandiaNational Laboratories, Albuquerque, NM &Livermore,CA,2010.3 OrganicLiquidStorageTanks,Compilation of Air Pollutant Emission Factors, EmissionFactorDocumentationforAP-42,5thed,I,7.1,OfficeofAirQualityPlanningandStandardsOfficeofAirandRadiation,USEPA,Durham,NC,2006.
Hannes Pichler isaProductMarketingManagerwith Grabner Instruments, a subsidiary ofautomatic petroleum testing equipmentdeveloperAmetek.Heholds aMScdegree innaturalsciencesfromtheUniversityofVienna.Email: [email protected] Hense is Head of R&D at GrabnerInstruments, where he focuses on thedevelopment and improvement ofmeasuringmethods for the chemical andpetrochemicalindustry.HeholdsaPhD inphysics fromtheTechnicalUniversityinVienna.Email: [email protected]
P1
P2
P3
P1
P2
P3
Pgas1
Pgas2
Pgas3
V1
V2
V3
Figure 2 Vapourpressuremeasurementusingthetripleexpansionmethod
Idealgaslaw:(p*V)/T=constant
AtaspecifiedtemperatureTthefollowingequationapplies:Pgas1
*[V1+V
gas]=P
gas2*[V
2+V
gas]=P
gas3*[V
3+V
gas]
P1=[P
liquid+P
gas1]
P2=[P
liquid+P
gas2]
P3=[P
liquid+P
gas3]
[Pliquid
]=[P3-P
gas3]
grabner.indd 3 9/12/11 14:21:08

blow...Our heater doesn’t
...the flames downward, against the natural buoyancy of the flue gases. Our steam methane reformer design fires upward,
reducing fan power consumption by 40 - 50%, to save operating costs.
Choose the Foster Wheeler Terrace Wall™ Steam Reformer for your hydrogen plant.
Learn more at www.fwc.com/terracewallwww.ptqenquiry.com for further information
fw.indd 1 12/12/11 13:36:06

Optimised hydrogen production by steam reforming: part I
Hydrogen is a particularly important feedstock in refin-eries because of stringent
environmental legislation for producing low-sulphur gasoline and diesel fuels. The refinery hydrogen requirement is fulfilled through the route of steam methane reforming (SMR) of natural gas. SMR is a highly energy-intensive technology and this energy require-ment can be minimised by combining various reforming tech-niques. In this article, process optimisation of the hydrogen plant is carried out to minimise natural gas consumption by considering operating parameters such as the steam-to-carbon ratio, various reac-tor configurations, methane slip, choice of product purification step, and natural gas composition in a conventional SMR process.
In a second article to follow, new process schemes incorporating an
Modelling optimisation of process and design parameters for minimising natural gas consumption in hydrogen production by steam reforming
Sanke RajyalakSHMi, kedaR PatwaRdHan and P V BalaRaMakRiSHnaLarsen and Toubro
autothermal reformer (ATR) and a heat exchange reformer (in series and parallel combination with the ATR) offered by licensors are evalu-ated and compared with the conventional process. It has been observed that the new schemes, from the point of view of natural gas consumption, are more benefi-cial compared with the conventional process but at a cost of lower steam production from the hydrogen plant. Hence, where the natural gas price is substantial and dominates the plant operating cost, the new process scheme should be utilised.
Along with increased hydrogen consumption for deeper hydrotreat-ing, additional hydrogen is needed for processing heavier and higher sulphur crude slates. In many refin-eries, hydroprocessing capacity and the associated hydrogen network limits refinery throughput and oper-ating margins. Furthermore, higher
hydrogen purities within the refin-ery network are becoming more important to boost hydrotreater capacity, achieve product value improvements and lengthen catalyst life cycles. Improved hydrogen utili-sation and expanded or new sources for refinery hydrogen and hydrogen purity optimisation are now required to meet the needs of the future market for transportation fuels and the drive towards higher refinery profitability.
A variety of process technologies can be used for hydrogen produc-tion, including steam reforming, cracking, gasification and electroly-sis. The choice depends on the scale of production required and the cost of available feedstocks.
For large-scale production, the steam reforming of natural gas has become the preferred solution. In some cases, partial oxidation has also been used, particularly where
www.eptq.com PTQ Q1 2012 105
Feedpretreatment
NG(from BL)
Steamexport
BFW water (from BL)
Natural gas (secondary fuel)Heatrecovery-I
Heatrecovery-II
PSA off gases (primary fuel)
Steamreformer
CO-shiftconverter
H2
(to BL)H2
purification
Waste heat recovery
Process condensate
stripper
Figure 1 Typical steam methane reformed hydrogen plant block diagram
l& t.indd 1 4/1/12 10:15:19

106 PTQ Q1 2012 www.eptq.com
• Choice of hydrogen purification step.
The following assumptions were made while carrying out the analysis:• Impurities in feed are efficiently removed in the feed purification stage. The total volume of reactors in the purification stage does not change within the variation of oper-ating parameters under study • Hydrogen production is fixed at 90 000 Nm3/h for any variation in the operating parameter • PSA efficiency is 89%• The kinetics of the reaction are taken from the open literature and are not specifically applicable to any particular catalyst.
Methane slipThe steam methane reforming reac-tion is strongly endothermic and is therefore favoured by a higher temperature. Typical reformer outlet temperatures fall in the range 810–900°C. As the temperature is increased, the hydrogen yield increases, which is observed as a reduction in the methane concentra-tion in the reformer effluent, known as methane slip. The higher the yield, the less the amount of feed-stock that will be consumed.
Due to the lower methane slip, the calorific value of the PSA off-gas is reduced and, since this stream is the base load fuel for the reformer, the supplementary fuel (natural gas) imported to the hydro-gen unit increases (see Figure 2). This effect is enhanced because the higher reformer outlet temperature increases its radiant duty. The supplementary fuel has a relatively small flow and is strongly influ-enced by small changes to the reformer heat balance so that, in this case, there is a small increase in the total feed/fuel consumption. This effect is due to the increase in radiant duty and reduction in the steam requirement for the process feed, giving the net increase in the steam available for export. The higher reformer outlet temperature shifts the heat balance to produce more steam from more feed/fuel.
Steam-to-carbon ratioThe feed gas to the reformer is a
heavy oil is available at low cost. However, oxygen is then required and the capital cost of producing oxygen plant makes partial oxida-tion expensive. On the other hand, the steam reforming of natural gas offers an efficient, economical and widely used process for hydrogenproduction, and provides near- and mid-term energy security and environmental benefits. The effi-ciency of the steam reforming process is about 65% to 75%, among the highest of current commercially available production methods.
The SMR process is divided into sections: feedstock purification for the removal of sulphur and other impurities; steam reforming for synthesis gas generation; shift conversion/carbon monoxide removal; and hydrogen purification. A general block diagram with natu-ral gas as the feedstock is shown in Figure 1.
Natural gas feed is preheated in coils in the waste heat section of the reformer, and sulphur is removed over a zinc oxide catalyst. Process steam is added, and the mixture of natural gas and steam is further preheated before entering the tubu-lar reformer. Here, conversion to equilibrium of hydrocarbons to hydrogen, carbon monoxide and carbon dioxide takes place over a nickel-based reforming catalyst. The gas exits the reformer and is cooled by steam production before enter-ing the shift converter. Over the shift catalyst more hydrogen is produced by converting carbon
monoxide and steam to carbon dioxide and hydrogen. The shifted gas is cooled further to an ambient temperature before entering the pressure swing adsorption (PSA) unit. High-purity hydrogen product is obtained, and the off-gas from the PSA unit is used in the reformer as fuel supplemented with natural gas fuel. Combustion air for the tubular reformer burners can be preheated in coils in the reformer waste heat section. Part of the steam produced in the hydrogen plant is used as process steam; the excess steam is exported.
The objective of this study is to analyse the process parameters of the present configuration and to identify optimum conditions to enhance the process performance. Different process layouts with high, medium- and low-temperature shift reactors and also with different purification processes (PSA and methanator) are studied and compared.
Identification and optimisation of process parameters The study focuses on the optimisa-tion of process/design parameters for the minimisation of natural gas consumption. The study is particu-larly useful in countries such as India, where natural gas prices dominate operating cost. The most important parameters to influence natural gas consumption are: • Methane slip• Steam-to-carbon ratio• Natural gas composition• Shift converter configuration
30000
50000
40000
20000
10000
0 1 2 3 4 5 6 7
Natu
ral gas
consu
mpti
on,
Nm
3/h
r
Methane slip, %
0
NG fuelTotal NG
NG feed
Figure 2 Effect of methane slip on natural gas consumption
l& t.indd 2 4/1/12 10:15:38

mixture of steam and hydrocarbon gas. The mixture is characterised by the steam-to-carbon ratio, which is the molar ratio of steam to the reac-tive carbon contained in the hydrocarbon gas. A higher steam-to-carbon ratio drives the reaction closer to the equilibrium and increases the hydrogen yield.
Reforming catalysts require steam to be present in excess, increasing the volumetric throughput and cost of the plant, so there is always inter-est in reducing the steam-to-carbon ratio. In doing so, there is an increase in feedstock consumption, which is almost balanced by a decrease in demand for supplementary fuel (see Figure 3). The mechanism of these effects is opposite to that for a higher reformer outlet temperature, in that the methane slip increases and the PSA off-gas contains more calorific value. The decrease in steam-to-carbon ratio gives rise to an increase in the reformer radiant duty, which increases the steam generated in the convection section. Less steam is used in the process and the steam exported from the plant is further increased. In this case, the significant benefit of a lower steam-to-carbon ratio is clearly shown. A lower steam-to-carbon ratio is limited by the catalyst performance and tendency of the feedstock to form carbon at the reformer inlet.
Natural gas compositionNatural gas mainly contains meth-ane in the range (75–98% by volume) along with higher hydro-carbons (C2+ components) and inert gases. The higher hydrocarbons contribute to the calorific value of the natural gas as well the hydro-gen production. The inerts in natural gas add only to the natural gas volumetric flow rate and thus contribute only to capital cost (due to an increase in the piping and equipment sizes) and operating cost (higher power consumption in compressor). The cost of the natural gas is calculated on the basis of the calorific value. Here it should be noticed that higher HC content in the natural gas contributes to higher hydrogen production for the same quantity of feed gas. Hence, the natural gas consumption as feed
www.eptq.com PTQ Q1 2012 107
decreases with the calorific value. Higher HC in the feed also contrib-utes to more CO2, resulting in higher off-gases from the PSA. Thus, for the same methane slip, the contribution from the off-gas is more in the case of higher HC natu-ral gas, resulting in a reduction in the supplementary NG fuel require-ment. The following graph is plotted as calorific value against the total NG consumption for the given hydrogen production. The graph also provides the operating cost for the natural gas for the hydrogen plant within the range of calorific values considered. The operating cost is calculated by multiplying x-axis and y-axis value by the NG unit cost, which is considered as 29$/Gcal with reference to the Indian scenario. Hence, for case 1,
the operating cost due to NG works out to be: =8565(X-axis value, Kcal/Nm3)*43878(Y-axis value, Nm3/hr) *29($/Gcal)= 10899$/hr.
From Figure 4, it can be seen that even though NG consumption reduces with the increase in calo-rific value, the operating cost increases.
Shift reactor configurationA typical steam-to-carbon ratio in a configuration containing an HTS reactor is 2.8. The steam-to-carbon ratio will depend not only on the pre-reformer/reformer catalyst but also on the type of shift converter catalyst. All HTS catalysts are based on Fe-Cr oxides that over-reduce when the steam-to-hydrogen ratio drops below certain limits. The
30000
50000
60000
40000
20000
10000
1.5 2.0 2.5 3.0 4.03.5 4.5 5.0 5.5
Natu
ral gas,
Nm
3/h
rS/C ratio
0
NG fuelTotal NG
NG feed
Figure 3 A wide range of ADZs for all applications
40000
46000
44000
42000
38000
36000
34000
32000
300008000 8500 9000 9500 10000 10500 11000 11500
Tota
l N
G c
on
sum
pti
on
, N
m3/h
r
Op
era
tin
g c
ost
, $/h
r
NG calorific value, Kcal/Nm3
Operating costsNG consumption
11100
11150
11050
11000
10950
10900
10850
Figure 4 Effect of methane content in natural gas on specific energy
l& t.indd 3 4/1/12 13:21:23

maintained at 860°C. A prereformer/reformer/HTS/LTS scheme is optimum and provides ~3.5% savings in natural gas consumption over a reformer/HTS combination (see Figure 5a).
The prereformer helps in the reduction of natural gas consump-tion as feed as well as fuel. Above that, the prereformer offers other advantages such as flexibility in handling natural gas feed composi-tion, a reduction in reformer heat duty, and reformer catalyst protec-tion. Hence, it has become an essential part of hydrogen plants. Even though MTS saves on natural gas consumption, the catalyst volume requirement is very high compared to other shift configurations (see Figure 5a). As a result, MTS is only used for smaller capacity hydrogen plants, while for larger plants it is used in combination with LTS.
Hydrogen purificationIn modern plants, PSA is used for the final hydrogen purification instead of CO2 absorption followed by a meth-anator. PSA gives a high-purity hydrogen product of 98–99%, while an absorption/methanator combina-tion provides purities in the range 90–94% (see Figure 5b). Natural gas consumption will be 12% less than with a PSA purification step. Hence, in refinery operations where hydro-gen purity is not essential, a hydrogen plant with the later combination may be preferred.
Generation of base case withoptimised parameters and comparison with operating data Overall hydrogen production depends upon the consumption of utilities, which typically include feed, fuel, boiler feed water, electri-cal power, cooling water and steam production/import. Of these utili-ties, feed and fuel contribute more than 90% of the total utilities cost. The major utility besides natural gas is steam, as it is produced as by-product in the plant. The credit given for export steam can have a significant impact on utility costs, especially when refinery utility costs are favourable for steam production.
The steam produced in the plant has internal consumers within
108 PTQ Q1 2012 www.eptq.com
consequence of this over-reduction is the formation of higher hydrocar-bons and oxygenates by the Fischer-Tropsch reaction.
The steam-to-dry gas ratio will be 0.46–0.52 for HTS catalysts and 0.39
for MTS catalyst at the converter inlet. Different shift converter configurations were studied by fixing the natural gas feed flow rate and the steam-to-carbon ratio. The reformer outlet temperature is
Figure 5a Effect of shift reactor configuration on natural gas consumption
HTS HTS+LTS MTS
,n
oitp
mus
noc
l NG
atot
evitale
R%
3
5
4
2
1
0 HTS HTS(HTS+LTS)
LTS (HTS+LTS)
MTS
Rela
tive
cata
lyst
volu
me
0
Without prereformerWith prereformer
Figure 5b Catalyst requirement for shift reactor configuration
105
100.00 100.00 100.00
85.64
88.38
100
95
90
85
80
0 NG feed NG fuel Total NG
Rela
tive
NG
con
sum
pti
on
, %
75
MethanatorPSA
94.36
Figure 6 Comparison of purification methods
l& t.indd 4 4/1/12 10:16:10

boundary limits. Most important among them are steam-driven turbines for BFW pumps, ID and FD fans, process steam for reforming, process condensate stripper, while other consumers include steam trac-ing, lube oil heating, losses and so on. Steam production within the plant should be adequate for these contributors, and surplus steam is exported. A simulation carried out for the entire hydrogen plant is shown in Table 1, along with the set of optimised parameters studied.
ConclusionNatural gas offers greater advan-tages over other feedstocks for hydrogen production in terms of simplicity of use, operating cost and capital cost. For economic produc-tion of hydrogen utilities such as natural gas as feed, fuel and steam are the important parameters. However, steam export is important only when there is a need from other parts of the refinery. Hence, the overall objective should be to minimise natural gas consumption for the hydrogen plant. Hydrogen
www.eptq.com PTQ Q1 2012 109
plant capacity, end use and export steam requirement usually govern the selection of an optimum set of operating parameters for a new hydrogen plant.
Sanke Rajyalakshmi is a Process Engineer specialising in simulation with the Chemical Engineering Group of Larsen and Toubro, Powai, India. She holds a master’s in chemical engineering from the National Institute of Technology, Warangal. Email: [email protected]
Kedar Patwardhan is a Senior Process Engineer with the Chemical Engineering Group of Larsen and Toubro, specialising in simulation, modelling and process design. He holds a PhD from the Institute of Chemical Technology, Mumbai. Email: [email protected] P V Balaramakrishna is Head of the Chemical Engineering Group of Larsen and Toubro, specialising in process design, advanced process control and process plant optimisation. He holds a master’s in chem engineering from the Indian Institute of Technology, Kanpur. Email: [email protected]
Operating parameters Calculated Reference I Reference II Reference IIIApprox. capacity, Nm3/hr 50 000 100 000 40 000Methane slip 3.92 6.74 2.69 6.74Steam-to-carbon ratio 2.6 2 2.59 2.0NCV, Kcal/Nm3 11 211 9393 9765 9393Shift reactor configuration MTS+LTS MTS MTS+LTS MTSPurification step PSA PSA PSA PSAUtilities, per Nm3 of hydrogen Calculated Reference I Reference II Reference IIINatural gas feed, Nm3/Nm3 0.257 0.352 0.278 0.352Natural gas fuel, Nm3/Nm3 0.064 0.025 0.086 0.023Total feed + fuel, Nm3/Nm3 0.321 0.377 0.363 0.375HP export steam, kg/Nm3 0.424 0.695 0.620 0.674Electric power, kWH/Nm3 0.0012 0.017 0.038 0.017BFW requirement, kg/Nm3 1.222 1.166 1.142 1.145CW req., kg/Nm3 2.34 1.9 11.3 1.9
Utilities consumption in a hydrogen plant
Table 1
www.ptqenquiry.com for further information
Emission impossible.
BCD Packing Ring - leading operators and OEMs confirm:
Are you satisfied with the effectiveness
of your compressor packings?
Are you happy with leaking gas?
Are you satisfied with the durability of
your packing rings?
Are you comfortable with the impact
your compressor may be having on the
environment?
For extended lifetime, reduced
emissions and cost savings,
ask for the BCD packing ring:
The BCD packing ring has proven its outstanding performance in numerous
applications worldwide. Many compressor operators have installed the
HOERBIGER BCD packing ring and leading OEMs have confirmed its high
lifetime and superior sealing efficiency. Their compressors now run more
efficiently and with less fugitive emissions.
www.hoerbiger.com
anzeige_ptq.indd 1 07.12.2011 15:10:26
l& t.indd 5 4/1/12 10:16:26

Improving Operational Efficiency in the ME Downstream Industry Through Technology Innovations
ME-TECH2nd MIDDlE EasT TEchnOlOgy FOruM14 & 15 FEbruary, MaDInaT JuMEIrah, DubaI, uaE
gas PrOcEssIng, OIl rEFInIng, rEsIDuE-uPgraDIng & PETrOchEMIcals
Organised by: supported by
sponsored by:
upported by
register at www.europetro.comemail: [email protected] tel: +44 20 7357 8394
Key conference TopicsGas Processing
global gas Market DevelopmentsImpact of shale gas on regional Marketslatest advances for gTl, lng, gas to chemicals
RefiningOutlook for ME refining Industryupdate on Projects in the regionlatest Technology & catalyst Developments for clean Fuelsreducing cO2, Energy Efficiency & carbon capture
PetrochemicalsKey challenges Facing ME Petrochemical Producersadding Feedstock Flexibility to Ethane crackersTechnologies for Meeting Future Propylene DemandValue Maximization of c4 stream from crackerslatest Technology Developments for aromatics
Residue UpgradingWhere next for resid upgrading in the MEcase studies on recent resid Projectslatest Delayed coking solutionslatest Technology Options for resid upgrading
epc.indd 1 8/12/11 21:15:42

Improved catalytic reforming
Modern CCR Platforming units operate with pres-sures as low as 35 lb/in2g,
which allows for a high selectivity to desired products (C5+ reformate and hydrogen) and a minimal production of undesired products (methane, ethane and LPG). CCR reforming catalysts contain plati-num, which is required to catalyse important reforming reactions. The level of platinum required on the catalyst has been considerably reduced over time as feedstock contaminant levels and regenera-tion quality have improved. Rhenium is not used, since CCR reforming catalysts do not need to be as stable as fixed-bed reforming
Catalyst solutions help to improve the profitability and reliability of reforming units
Anthony PoPArAd, BeAtrix ellis, BryAn Glover and stePhen MetroUOP LLC, A Honeywell Company
catalysts. However, CCR reforming catalysts do use other metals, most notably tin, to enhance catalyst selectivity. While most CCR reform-ing catalysts are bi-metallic (containing platinum and tin), other proprietary promoter metals are also used in some catalysts, with their objective being catalyst selec-tivity enhancement. UOP offers a wide range of CCR Platforming catalysts for use in UOP-designed CCR Platforming Process units or CCR reforming units designed by other licensors. The company also offers many services that can assist reforming unit operators improve unit profitability and reliability. More than 300 CCR reforming units
have been licensed throughout the world, with more than 250 of those being UOP CCR Platforming Process units. A block flow diagram of a typical UOP CCR Platforming Process unit is shown in Figure 1.
Recent shifts in the demand for reformate (used for both gasoline blending and petrochemicals production) and hydrogen have caused many reforming unit opera-tors to have to adjust their operations considerably from their initial designs. This has caused many reforming units to be oper-ated in a less efficient manner. Many units that were designed decades ago are also more prone to reliability issues.
www.eptq.com PTQ Q1 2012 111
Separator
Net gas compressor
CCRregenerator
Stackedreactor
Stabiliser
Combinedfeed
exchanger
Heater
Fuel gas
Lightends
Aromatics rich reformate
Recoverysection
Spentcatalyst
Fired heaters
Naphtha feed from treating
Net H2
rich gas
Figure 1 UOP CCR Platforming Process unit
uop.indd 1 9/12/11 14:37:51

112 PTQ Q1 2012 www.eptq.com
their catalyst before the surface area drops this low. Some of UOP’s customers have established guide-lines to automatically change a reforming catalyst when the cata-lyst surface area drops to a certain level.
Alumina phase damage As mentioned above, reforming catalyst uses gamma-phase alumina as its base. Gamma alumina has a high surface area, which allows for good chloride retention and metals dispersion on the catalyst. During catalyst regeneration, excessive heat can be generated if coked catalyst is allowed to come into contact with a regeneration gas stream containing high levels of oxygen. The heat generated during the rapid combus-tion of coke can thermally damage the catalyst base, irreversibly converting the gamma alumina to undesirable phases such as theta or alpha. High levels (greater than 5% to 10%) of theta or alpha alumina in the catalyst will rapidly reduce the catalyst surface area, causing a drop in catalyst performance. These undesirable phases of alumina also cause the catalyst to become weak-ened and in turn can lead to excessive amounts of fines make in the unit. High fines make can lead to screen plugging and mechanical damage, which can result in further poor performance. Some of UOP’s customers have guidelines estab-lished for changing out catalyst when the amount of phase damage on the catalyst reaches certain levels.
Metals poisoning Certain metal contaminants present in the feed to the reforming unit may irreversibly accumulate on the reforming catalyst and adversely affect its performance over time. Most metal contaminants should be trapped by the catalyst in the upstream naphtha hydrotreating unit (NHT). NHT catalyst can become saturated with metals, however, which causes the contami-nants to be sent to the downstream reforming unit.
Most metal poisons, notably arsenic, lead and silicon, affect the metal functionality of the reforming
Options for improving profitabilityDue to shifting demands for refor-mate and hydrogen products, changes in feedstocks and product specifications, many reforming units are currently being operated with feed quantities, feed qualities and unit severities that are signifi-cantly different from their original design points. This can lead to inef-ficient operation and decrease profitability. This article will focus on several solutions involving cata-lysts that reforming unit operators can utilise to improve their profitability.
Evaluating current catalyst performance to determine when a changeout is warranted is a critical component to maintaining profita-ble operations in reforming units. Once a changeout is justified, deter-mining which catalyst features are able to provide the most profitable operations becomes important.
Catalyst changeout criteria The first step in evaluating how catalysts can improve the profitabil-ity of a reforming unit is to determine when a catalyst changeout will be required. In UOP CCR Platforming units, it is possi-ble to change the catalyst “on the fly” (without needing to shut down the reactor section to unload cata-lyst), so a changeout can be performed at virtually any time. It is sometimes desirable to change the catalyst during a scheduled turnaround, however, since this will allow for a thorough inspection and cleaning of the reactor inter-nals. In fixed-bed reforming units, catalyst changeouts are conducted during catalyst regeneration, although the regeneration can be abbreviated if all of the catalyst is being changed out.
Each reforming unit operator will have a different economic situation to evaluate when contemplating a catalyst changeout. However, there are several factors that all operators should consider.
Higher performance catalystavailableIn some cases a changeout can be justified even if the existing catalyst
is still in good condition. If the increased performance (increased yields, ability to process more feed or to run to a higher severity) results in an acceptable economic payout period, catalyst replacement can be considered at any time. Most operators typically wait until the existing catalyst performance has declined due to some factor, as described below, before changing the catalyst, however.
Low catalyst surface areaChloride is injected into the reform-ing unit at prescribed rates to reach a target level of chloride on the catalyst. Controlling the chloride level on the catalyst is very impor-tant, since chloride catalyses important reforming reactions. Too much chloride on the catalyst can lead to excessive cracking, which reduces the yields of desired prod-ucts. Reforming catalysts use gamma-phase alumina as their base. The gamma alumina in fresh reforming catalyst has a high surface area (in some cases, upwards of 200 m2/g), which allows the catalyst to retain chloride well. Each time the catalyst is regenerated, a small amount of surface area is lost. Since chloride retention on the catalyst is propor-tional to surface area, taking care to regenerate the catalyst efficiently can help to minimise the surface area loss and maintain good chlo-ride retention of the catalyst. The higher the catalyst surface area, the easier it also is to disperse the metals on the catalyst during the regeneration procedure.
It is essential to have good metals dispersion on the catalyst to allow the metals to effectively catalyse reforming reactions. As the surface area on the catalyst slowly declines over time, it becomes increasingly difficult to keep chloride on the catalyst at the appropriate level and to keep the metals on the catalyst well dispersed. At some point in time, catalyst performance may be affected, and a catalyst changeout may become warranted. Some customers have been able to oper-ate for extended periods with low surface area levels (near 120 m2/g); however, most customers do change
uop.indd 2 9/12/11 14:38:01

catalyst. Other contaminants such as fluoride affect the acid function-ality of the reforming catalyst. Corrosion products from within the reforming unit such as iron will also accumulate on the catalyst, which can affect the pore structure of the alumina base and inhibit reforming reactions from occurring properly. Various metals levels can build gradually over time on the reforming catalyst, or very quickly if the upstream NHT catalyst allows metals breakthrough to the reforming unit. Metals contamina-tion can become so severe that significant performance debits are seen, sometimes requiring catalyst changeouts.
A best practice is to have the cata-lyst supplier periodically monitor the reforming catalyst’s condition to track metals contamination over time. This can alert an operator to a gradual or sudden increase of certain metals so corrective action can be taken, hopefully before cata-lyst replacement becomes necessary. The catalyst analytical service program offered by UOP for users of its Platforming catalysts (for both CCR and Fixed-Bed Platforming catalysts) does routinely test for metals contamination.
Convenience In some cases, catalyst is changed out in conjunction with a planned turnaround. If CCR reforming unit reactors are unloaded for reactor internals inspection, it can be risky to reload the existing catalyst. This is because a highly coked type of catalyst known as “heel” catalyst is unloaded along with normal cata-lyst. Care must be taken to segregate heel catalyst from normal catalyst and not allow it to be reloaded into the reactors after the inspection is completed. This is because it is very difficult to successfully burn the coke from heel catalyst without damaging catalyst or equipment in the regen-eration section. So some CCR reforming unit operators avoid this risk by reloading new catalyst into the reactors after a reactor inspec-tion, especially if the existing catalyst does show signs of performance decline.
www.eptq.com PTQ Q1 2012 113
Improved catalyst selectivity In reforming, catalyst selectivity is a relative measure of the amount of desired products (C5+ reformate and hydrogen) made with a constant feed quantity and quality and a constant conversion level (reformate octane or aromatics content). A catalyst with high selec-tivity will produce a greater yield of desired products than a catalyst with low selectivity. Maximising catalyst selectivity is critical for reforming operators, since high selectivity will lead to high yields of high-value desired products and low yields of low-value undesired products (methane, ethane and LPG).
Catalyst selectivity can be improved somewhat by reducing the chloride content of the reform-ing catalyst. This is because acid-catalysed cracking reactions, which cause reduced selectivity, are minimised with low catalyst chlo-ride levels. However, there are limitations as to how far the cata-lyst chloride level can be dropped. Reforming unit operators who desire maximum yields of desired products should consider choosing a high-selectivity catalyst for their next changeout.
Operators who are running at low severity and/or low through-put should target maximising the selectivity of their reforming cata-lyst in order to maximise the profitability of the reforming unit. Even small changes in selectivity can have a large impact on the prof-itability of a reforming unit. It is not uncommon for the economic payout for switching to a new cata-lyst to be less than one year. Reforming unit operators should track their catalyst selectivity over time (generally by comparing the actual yields to predicted yields for a given feed and severity) in order
to ensure that catalyst selectivity remains as high as possible.
In fixed-bed reforming, modern catalysts may use a promoter metal in addition to the standard plati-num and rhenium in order to maximise catalyst selectivity. UOP’s newest Fixed-Bed Platforming cata-lysts, R-98 and R-500, employ proprietary promoters to boost selectivity and maximise profitabil-ity. R-98 was introduced in 2005 and is currently loaded in more than 30 fixed-bed reforming units throughout the world. R-500 was introduced in 2010 and is in commercial operation in several units. In certain instances, non-promoted catalysts such as UOP’s R-86 can provide high selectivity as well. To date, R-86 has been loaded into more than 100 fixed-bed reforming units throughout the world since its introduction in 2001. UOP’s R-56 catalyst, which has been loaded in more than 150 units since its inception in 1992, is still used today for customers who desire a particularly robust catalyst that can perform well despite a relatively high concentration of feed contaminants. UOP can perform yield estimates to evaluate how catalysts will perform under certain conditions in order to help our customers decide which catalyst choice is right.
In CCR reforming, promoter metals other than the traditional platinum and tin may also be used on the catalyst in order to boost selectivity. In certain cases (generally when the feed has a low paraffin content or the desired severity is low), the promoter(s) do not boost the catalyst selectivity by a large amount, so traditional non-promoted catalysts can be used. UOP has done extensive research on the usage of promoters other than platinum and tin in CCR reforming catalysis.
Table 1
Name Year Introduced Relative density Promoter? Comment?R-56 1992 High No Robust, high contaminant toleranceR-86 2001 Low No Extensive experience, low base fill cost R-98 2005 Low Yes High selectivity, low metals fill costR-500 2010 High Yes High activity, stability, selectivity
UOP Fixed-Bed Platforming catalysts
Table 1
uop.indd 3 9/12/11 14:38:11

Platforming catalyst in 2010. R-500 has a very high catalyst activity, with more than 10°F better activity than any of UOP’s other Fixed-Bed Platforming catalysts. Better catalyst activity translates to lower start-of-run (SOR) reactor temperatures for each cycle of a fixed-bed reforming unit. Reduced SOR temperature requirements can help to reduce fuel firing or to extend cycle lengths for those customers whose cycle lengths are dictated by reaching maximum reactor temperatures or fired heater limitations. A US refiner who loaded R-500 in late 2010 reports that the activity of R-500 is ~15°F better at SOR than the previous competitor’s catalyst that had been loaded in the unit for approximately one year. The R-500 catalyst has successfully undergone regeneration and returned to start-ing activity levels.
Catalyst activity is also an impor-tant factor to consider when evaluating CCR reforming catalysts. Units running at high throughput and/or high severity can be near mechanical design temperature limitations or heater limitations (fuel firing limitations, heater tube wall or bridgewall limitations, etc). In those situations, using a high-activity catalyst is of paramount importance so that throughput and severity targets can be maintained. When a high-activity catalyst is desired, UOP normally recom-mends its R-264 high-density or R-234 low-density catalyst, since these catalysts offer good selectivity at the highest possible activity.
Options for improving reliability While many reforming units, especially CCR reforming units, have been commissioned in the past two decades, there are a very large number of fixed-bed and CCR reforming units operating today that have been in service for several decades. Reliability has become an increasingly important issue for reforming units as operators strive to keep units on stream for longer periods and gain a competitive edge. Reforming unit operators should begin thinking about reliability as soon as a new unit is commissioned to help ensure long equipment life
114 PTQ Q1 2012 www.eptq.com
While some promoters can be bene-ficial to maximise catalyst selectivity, the use of such promoters must be balanced against other factors such as the ability to maintain acceptable catalyst activity over the life of the catalyst.
UOP’s newest CCR Platforming catalysts, R-254 and R-284, do contain a proprietary promoter to increase catalyst selectivity. These new catalysts build upon the successful performance of UOP’s R-274 catalyst, which uses the same proven promoter as these new cata-lysts. R-274 has been loaded in more than 15 units worldwide to provide superior selectivity. R-254, which modifies the relative metals levels of platinum, tin and the proprietary promoter relative to R-274, has been commercialised in early 2011 in a UOP CCR Platforming unit in the US. Additional loads have either come on-stream or are in the process of starting up. The adjustment in metals content for R-254 allows for the superior selectivity seen in R-274 with a significant improvement in catalytic activity. This allows R-254 to be considered for a wider variety of applications than was possible for R-274. High-density R-284 is also available to deliver the absolute highest selectivity of any UOP CCR Platforming catalyst while maintaining high catalyst activity. UOP’s non-promoted CCR Platforming catalysts such as R-264 and R-234 can also deliver good catalyst selectivity with even higher levels of catalyst activity. Table 2 shows a comparison of the CCR Platforming catalysts from UOP.
Improved catalyst activityIn reforming, catalyst activity is a relative measure of the reactor
temperature required to reach a certain conversion level (reformate octane or aromatics content). With constant feed quantity and quality, a catalyst with higher activity can reach the desired conversion level at lower reactor temperatures than a catalyst with lower activity at constant operating conditions. Catalyst activity becomes very important in high-severity opera-tions, since the reforming unit heaters are limited in the amount of heat they can produce and there are metallurgical temperature limits in the reactor circuit. If the desired production rate is also being pushed, high-activity catalyst becomes very important too, since an increased feed rate requires more temperature to reach a constant conversion level.
Catalyst activity can be improved slightly for an existing catalyst by increasing the amount of chloride on the catalyst, since higher chlo-ride levels on the catalyst raise the catalyst activity. However, high catalyst chloride levels also decrease the selectivity to desired products. So there is a limit as to how much the chloride can be raised on a cata-lyst to improve activity. Reforming unit operators who are activity limited and who desire to be able to process more feed to a constant conversion level or the same feed to a higher conversion level should consider a change to a higher activ-ity catalyst. If there is an ability to process more feed or increase the severity of a reforming unit, opera-tors should take advantage of this since both scenarios would cause an increase in the total number of octane barrels of reformate produced.
In fixed-bed reforming, UOP introduced R-500 Fixed-Bed
Name Year Introduced Relative density Promoter? CommentsR-234 2000 Low No Extensive experience, low fill costR-254 2010 Low Yes High selectivity, good activityR-262 2007 High No High contaminant toleranceR-264 2004 High No Highest activity, high selectivityR-274 2002 Low Yes High selectivityR-284 2010 High Yes Highest selectivity
UOP CCR Platforming catalysts
Table 2
uop.indd 4 9/12/11 14:38:23

www.ptqenquiry.com for further information
Don’t miss your industry’s most important gathering of the year!
Manchester Grand Hyatt HotelSan Diego, CaliforniaMarch 11 – 13, 2012
In 2012, we’re changing our name from NPRA to AFPM, American Fuel & Petrochemical Manufacturers to better describe who we are and what we do. And you can still count on us to bring you the most compre-hensive conference program for the refining and petrochemical industries.
SERVING YOU wItH PRIDEtHE 2012 AFPM (NPRA) ANNUAl MEEtING
SERVING YOU wItH PRIDE
This year’s program has something for everyone from process and operations engineers to senior manage-ment. Keynote sessions feature top government officials and corporate CEOs. Breakouts cover nearly every facet of refining technology. And networking opportunities abound at our receptions and affiliate-hosted events. Help us celebrate our new beginning.
Register at www.afpm.org or www.npra.org.
afpm.org
afpm.indd 1 13/12/11 13:17:15

and stable production of reformate and hydrogen. This section will focus on catalyst solutions that reforming unit operators can utilise to improve their reforming unit reliability.
Proper care of the existing cata-lyst or a changeout to a new catalyst can also help improve reforming unit reliability, as discussed below.
Sound regeneration practices One of the most important factors in maintaining the overall reliability of reforming catalyst for both CCR and fixed-bed applications is to practise sound regeneration tech-niques. Catalyst damage can easily occur during catalyst regeneration due to the high temperatures that can occur during the carbon burn phase of the regeneration, and cata-lyst life can by dramatically shortened if the damage becomes excessive. Other steps during the regeneration process, such as oxy-chlorination and reduction, also play a vital role in determining the overall performance of the catalyst in the reforming unit. Optimising each regeneration step can help to ensure the reforming catalyst will reliably perform for many regenera-tion cycles. UOP Platforming unit operators can consult their General Operating Manuals or contact UOP for more details on effective catalyst regeneration procedures.
Improved catalyst stability In reforming, catalyst stability is defined as the tendency of a catalyst to form coke under a certain set of operating conditions. Catalysts with high stability make less overall coke at constant conditions than catalysts with low stability. Catalyst coke make is also proportional to catalyst surface area, so catalysts with higher surface areas will make more coke than catalysts with lower surface areas. This is an important factor to remember when changing catalysts, since the catalyst surface area is significantly higher for fresh catalyst after a catalyst reload.
In CCR reforming, high catalyst stability is generally desired to mini-mise the coke made on the catalyst in the reactor section. While some CCR reforming units today struggle with making enough coke to
116 PTQ Q1 2012 www.eptq.com
maintain constant regeneration operations, it is still widely recog-nised that CCR reforming catalysts should have a high level of stability. This is so units can easily catch up from occasional downtime in the regenerator section without sacrific-ing severity of operation in the reactor section.
It is normally understood that issues with making enough coke on the catalyst in the reactor section should be dealt with by modifying process conditions in the reactor section. Methods to increase the catalyst coke make include decreas-ing the unit pressure, reducing the hydrogen-to-hydrocarbon ratio or running feed to the unit with an increased ASTM D86 end point. As discussed above, modifications can be made to the regeneration section to allow for more or less coke burn-ing in the regeneration section as required. All modern UOP CCR Platforming catalysts have excellent catalyst stability to enhance the flex-ibility of operations in CCR Platforming units.
In fixed-bed reforming, high cata-lyst stability is generally desired in order to maximise the achievable cycle length (the period of time in between catalyst regenerations) at a constant set of operating conditions. UOP’s R-500 Fixed-Bed Platforming catalyst offers ~25% better catalyst stability than other commercially available UOP Fixed-Bed Platforming catalysts. This means that units can run to cycle lengths that are at least 25% longer than existing cycles at constant conditions. If the cycle length is kept at historical levels, higher severity operation (increased feed rate, decreased feed quality, increased product severity, reduced reactor pressure, etc) can be achieved while keeping the cycle length constant. If the cycle length and all operating conditions are kept constant, the yield decline seen over the course of the fixed cycle is decreased, which increases the aver-age yields seen over the course of the cycle. This combination of poten-tial advantages makes R-500 a very flexible catalyst that can address many needs for just about any fixed-bed reforming unit operator. Other UOP Fixed-Bed Platforming
catalysts such as R-56, R-86 and R-98 also offer high catalyst stability and allow for flexible operations in fixed-bed reforming units.
Reduced fines makeIn CCR reforming, catalyst circu-lates in a closed loop from the reactor section to the regeneration section and back. As the catalyst circulates, some finite amount of attrition occurs. Catalyst attrition is undesirable for several reasons. First, catalyst attrition produces catalyst dust and other fines that may plug up reactor or regenerator internals. This pluggage can lead to high pressure drop in the reactors or difficulties effectively burning the coke off the catalyst in the regeneration section. Catalyst attri-tion also causes a loss in the circulating inventory of catalyst, so make-up requirements multiply with increased attrition.
In a CCR reforming unit, increases in catalyst attrition over time can be caused by changes in the mechanical equipment in the circulating cata-lyst’s path or by changes to the strength of the catalyst itself. The strength of the catalyst can be compromised if the catalyst is subject to abnormally high tempera-tures, where the alumina phase of the catalyst base changes from its normal gamma state to undesirable states such as theta or alpha. Catalyst attrition should be monitored over time so changes to the attrition rate can be quickly detected and correc-tive action can be taken.
Higher platinum-containing catalysts Reforming catalysts perform best when feed contaminants, such as sulphur, are kept below prescribed values (normally 0.5 wppm of the feed). Further, reforming catalysts also perform best when the metals on the catalyst are well dispersed during catalyst regeneration. For units that have issues with main-taining low feed sulphur content or for units that have a difficult time consistently dispersing metals on the catalyst during regeneration, UOP has developed catalysts with higher-than-normal platinum content. The extra platinum on these catalysts allows for sufficient
uop.indd 5 9/12/11 14:38:37

platinum to be available to catalyse reactions even if some of the plati-num is unavailable due to poor dispersion. These catalysts with higher platinum contents also have an optimised platinum-to-tin ratio in order to ensure good catalyst performance with minimal side effects, such as high coke make.
For these situations, UOP’s primary CCR Platforming catalyst of choice is R-262, which contains a 20% higher platinum loading than in R-264. R-262 is recommended for some older generation CCR Platforming units and is typically also recommended when UOP cata-lyst is used in CCR reforming units designed by others. R-262 is also being used by several customers with relatively high sulphur levels in the feed to their reforming units.
For fixed-bed reforming, high-density catalysts such as UOP’s R-56 and R-500 contain higher amount of platinum per unit volume than its lower density cata-lysts. These catalysts are therefore recommended to customers who have difficulties successfully regen-erating their catalyst or have issues with maintaining feed contaminants at prescribed levels.
ConclusionWhile growth in gasoline demand has been recently more moderate, reformate remains an important
component for use as a high octane blending component in gasoline and as an aromatics-rich petrochemical feedstock. In addition to the produc-tion of liquids, reforming is very important for hydrogen production to feed other process units. Global CCR reforming capacity additions have been approximately 4.5%, with higher growth rates in emerging regions such as China and India, and flat-to-declining growth in developed regions such as the US and Europe. Installed capacity for fixed-bed reforming is on the decline via unit retirement. Virtually every reforming unit operator faces multi-ple challenges in today’s climate related to technology, operations and profitability.
There are many catalyst solutions to manage the up-down world of reforming today. Capabilities and enablers a refiner should consider when selecting a technology provider to partner with to identify the optimal economic solution for addressing future processing needs include: • Full understanding of the constraints within the reforming unit, both process and catalyst • Comprehensive knowledge of unit functionality, operating condi-tions and the variables that affect unit performance• Knowledge, experience and abil-ity to apply a broad portfolio of
catalyst choices to attain the desired processing and financial objectives.
This article is based on a paper given at the NPRA Annual Meeting, 20–22 March 2011, San Antonio, Texas.
The first half of this article was published in Revamps 2011.
Steve Metro is Global Business Manager inHoneywell UOP’s Catalyst, Adsorbents & Specialties business unit. He has been with UOP for over 25 years, holding positions in R&D, manufacturing, engineering, product line management and marketing. He holds a BS in chemistry from Northeastern Illinois University.Bryan Glover is Business Leader for Gasoline Technologies in Honeywell UOP’s Process Technology and Equipment business unit. He has been with UOP for 25 years, holding positions in R&D and technical service. He holds a degree in chemical engineering from Michigan Technological University and an MBA from the University of Chicago.Anthony Poparad is Senior Manager, Naphtha Catalyst Sales Support, in Honeywell UOP’s Catalyst, Adsorbents & Specialties business unit. He has been with UOP for 21 years, holding positions in R&D, engineering, technical services, sales and sales support. He holds a BS in chemical engineering from Rose-Hulman Institute of Technology, Indiana.Beatrix Ellis is Services Product Line Manager for Honeywell UOP. She has been with UOP for 15 years, holding positions in R&D, engineering, field, technical and regional services, sales support and product management. She holds a degree in chemical and process engineering from Newcastle University, UK.
www.eptq.com PTQ Q1 2012 117
viscosity, providing engineers with real-time informa-tion on oil quality.
Each viscometer is mounted on a skid where the refiner mixes gas and lube oil for a screw compressor. When the gas/oil mixture leaves the compressor, it is recycled. Three separation filters on the compressor skid remove 97–98% of the gas from the oil. Over time, the remaining 2–3% of the gas can cause the lube oil to lose its lubricity or lubrication quantities and, as this happens, the viscosity of the oil drops. When the oil viscosity drops to a certain level, the oil must be changed to protect the equipment and keep the process operating time on target. The installation comprises Cambridge Viscosity VISCOpro 1600 viscometers, which are fitted with the supplier’s 392 process sensors and are Class 1 Div 1 Group B, C and D certified.
According to the installer, this precautionary maintenance operation saves on machinery failures, downtime and maintenance costs for the refinery.
and meets all specifications for flight, including a freeze point at -47°C maximum and a flash point at 3°C minimum.
Honeywell has produced more than 700 000 gallons of Honeywell Green Jet Fuel from sources such as camelina, jatropha and algae for use in commercial and military testing. In each of the biofuel flights conducted to date, Green Jet Fuel has met all specifi-cations for military and commercial flights without any modification to the aircraft or engines.
Flights powered by Green Jet Fuel have required Honeywell to work with the US Department of Defense, Boeing, Airbus, Honeywell Aerospace, Rolls-Royce, GE and airlines including Continental, Air New Zealand, KLM, Interjet, TAM and Japan Airlines. The fuel has powered 19 flights to date. Flights by the US Navy and US Air Force that were powered by the biofuel include those by an F/A-18, which was the first aircraft to break the sound barrier while flying on a 50:50 blend of biofuel. The Air Force has already certified the F-16 and the C-17 for use and plans to have 100% of its fleet certified by 2013.
A US-based oil company with refinery installations in North and South America is combating machinery failures, downtime and maintenance labour costs by installing viscometers. The aim is to monitor oil
ITWInnovative
TechnologiesWorldwide
ITW is a fast growing Company, marketing and implementing unique and patented Production Units Online Cleaning, Tank Cleaning, Decontamination and Reclamation technologies, along with Specialty Chemicals. Given the considerable success, ITW is expanding its markets and activities and is looking for experienced professionals worldwide. The candidates should have minimum a 5 years experience in at least one of these fields:
refining/petrochemicals process specialty chemicals sales refining/petrochemicals process technology, operations, maintenance, turnaround
and should be Having a technical degree and good market knowledge is also required. The available positions will cover: technical sales, implementation of ITW technologies on the field, sales and operations management.
Interesting compensation plans will be given along with serious career possibilities. Please contact:
ITW S.r.l.— C.da S.Cusumano 96011 Augusta - Italy E-mail: [email protected] www.itw.it
HIRING EXPERIENCED PROFESSIONALS WORLDWIDE
case studies copy 4.indd 2 14/9/11 13:47:19
www.ptqenquiry.com for further information
uop.indd 6 12/12/11 13:19:44

www.ptqenquiry.com for further information
VO
M
I
Frankfurt am Main · 18 – 22 June 2012
www.achema.de+++ 4,000 exhibitors from 50 countries +++
+++ 180,000 participants from 100 countries ++++++ 30,000 executives +++
+++ 140,000 m2 exhibition space ++++++ 900 lectures +++
Be informed. Be inspired. Be there.
Anz_ACHEMA_2012_A4_final.indd 1 06.07.2011 10:38:52 Uhrachema.indd 1 13/9/11 11:03:37

New crude oil basket for hydrogen savings
In the world of petroleum refining, optimal use of hydrogen is the key to maximising a refiner’s
profitability. In fact, the presence of hydrogen in petroleum oils and/or fractions should decide the actual value of hydrocarbons. The defi-ciency of hydrogen in crude oil is normally compensated by the addi-tion of hydrogen in hydroprocessing units in order to meet stringent fuel specifications. In this scenario, refin-ers need to understand the balance of hydrogen and carbon for achiev-ing the best margin. The hydrogen content of crude oils and their straight-run products for low-API and high-sulphur, and for high-API and low-sulphur, crude oils have been studied (see Figure 1).1 The hydrogen content of distillates is higher than crude oil and has a higher monetary value than crude oil. On the other hand, the hydrogen content of residues is lower, as is their value.
This directly implies that hydro-gen addition to upgrade crude oil to produce valuable distillates will result in increased product value, but at the cost of additional hydro-gen. Therefore, it is essential to characterise feedstock crude oils for hydrogen content so that excessive hydrogen addition is not added on to the cost of crude processing.
Crude oils mainly contain carbon, hydrogen and many undesirable components. In petroleum refining, maximum effort goes into dealing with impurities, which results in higher processing costs. The cost of crude oil amounts to 80–90% of the total cost to a refiner; hence, the selection of an appropriate crude oil basket is of the highest importance.2
The processing requirements of opportunity crudes are considered for the operations of the Indian refineries
Rajeev KumaR, PRashanT PaRIhaR and RavI K voolaPallICorporate R&D Centre, Bharat Petroleum Corporation Ltd, India
In the current refining climate, processing opportunity crude oils and meeting critical product speci-fications such as Euro III, IV and V
is the real challenge for improving refinery margins. As the word “hydrocarbon” suggests, only hydrogen and carbon are the desir-able components in their different forms. All other components, in any structural or free form, are undesir-
able impurities. These impurities imbalance the hydrogen content of petroleum and are colloquially known as “hydrogen guzzlers” in the course of hydroprocessing to meet product specifications.3
Vacuum gas oils (VGO) derived from high-sulphur and low-API crude oils consume lots of hydro-gen during hydroprocessing and, thus, it results in exorbitant cost. In order to minimise hydrogen consumption in the hydrocracking unit, a new crude basket has been proposed. The characteristics of VGO, such as aromatic and sulphur content and other impurities that consume maximum hydrogen for saturation, are minimised in the new crude basket. These properties also affect catalyst activity and, in turn, the run length, which restricts the throughput capacity of the hydrocracking unit, with hydrogen unit capacity being constant. The methodology for hydrogen consumption is based on the
www.eptq.com PTQ Q1 2012 119
12
18
16
14
10
8
6
4
2
Crude oils LPG Naphtha Kero. Gas oil LR VR
Hyd
rogen c
onte
nt,
wt%
0
Low API, high S
High API, low S
Figure 1 Hydrogen content of crude oils and products from (LA, HS) and (HA, LS)
vacuum gas oils derived from high-sulphur and low-aPI crude oils consume lots of hydrogen during hydroprocessing
bpcl.indd 1 13/12/11 13:16:13
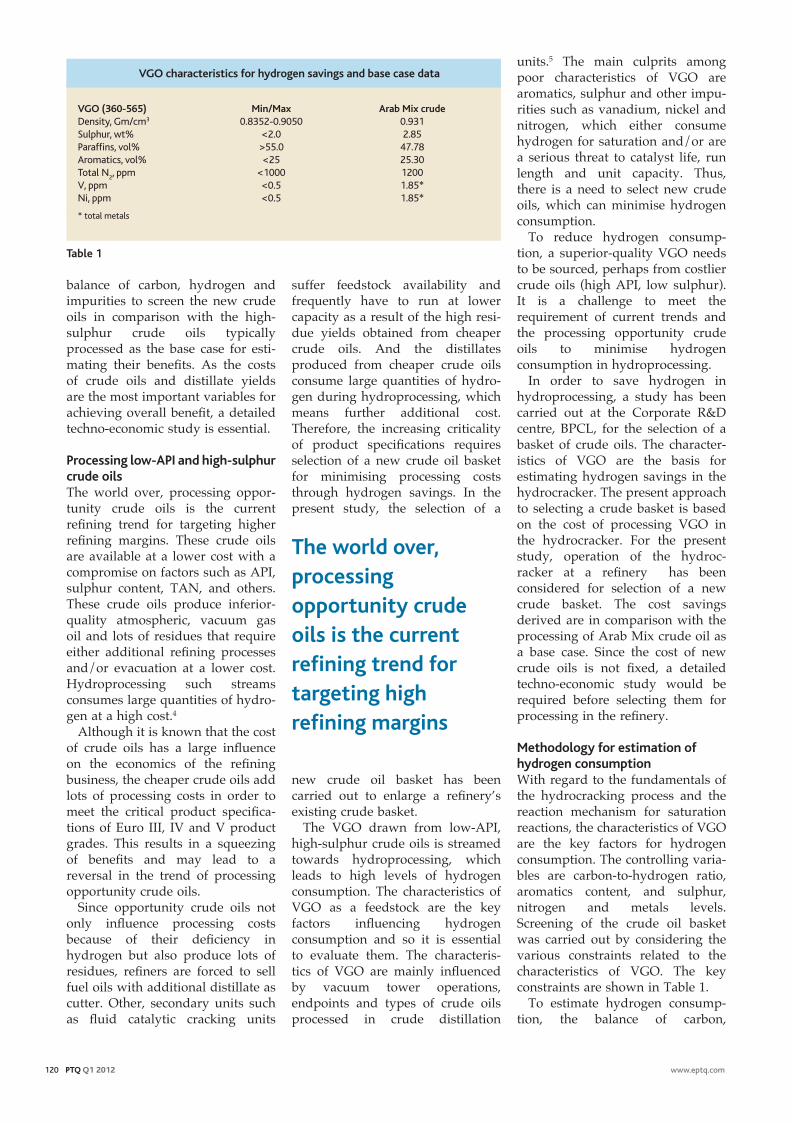
120 PTQ Q1 2012 www.eptq.com
units.5 The main culprits among poor characteristics of VGO are aromatics, sulphur and other impu-rities such as vanadium, nickel and nitrogen, which either consume hydrogen for saturation and/or are a serious threat to catalyst life, run length and unit capacity. Thus, there is a need to select new crude oils, which can minimise hydrogen consumption.
To reduce hydrogen consump-tion, a superior-quality VGO needs to be sourced, perhaps from costlier crude oils (high API, low sulphur). It is a challenge to meet the requirement of current trends and the processing opportunity crude oils to minimise hydrogen consumption in hydroprocessing.
In order to save hydrogen in hydroprocessing, a study has been carried out at the Corporate R&D centre, BPCL, for the selection of a basket of crude oils. The character-istics of VGO are the basis for estimating hydrogen savings in the hydrocracker. The present approach to selecting a crude basket is based on the cost of processing VGO in the hydrocracker. For the present study, operation of the hydroc-racker at a refinery has been considered for selection of a new crude basket. The cost savings derived are in comparison with the processing of Arab Mix crude oil as a base case. Since the cost of new crude oils is not fixed, a detailed techno-economic study would be required before selecting them for processing in the refinery.
Methodology for estimation ofhydrogen consumptionWith regard to the fundamentals of the hydrocracking process and the reaction mechanism for saturation reactions, the characteristics of VGO are the key factors for hydrogen consumption. The controlling varia-bles are carbon-to-hydrogen ratio, aromatics content, and sulphur, nitrogen and metals levels. Screening of the crude oil basket was carried out by considering the various constraints related to the characteristics of VGO. The key constraints are shown in Table 1.
To estimate hydrogen consump-tion, the balance of carbon,
balance of carbon, hydrogen and impurities to screen the new crude oils in comparison with the high-sulphur crude oils typically processed as the base case for esti-mating their benefits. As the costs of crude oils and distillate yields are the most important variables for achieving overall benefit, a detailed techno-economic study is essential.
Processing low-API and high-sulphur crude oils The world over, processing oppor-tunity crude oils is the current refining trend for targeting higher refining margins. These crude oils are available at a lower cost with a compromise on factors such as API, sulphur content, TAN, and others. These crude oils produce inferior- quality atmospheric, vacuum gas oil and lots of residues that require either additional refining processes and/or evacuation at a lower cost. Hydroprocessing such streams consumes large quantities of hydro-gen at a high cost.4
Although it is known that the cost of crude oils has a large influence on the economics of the refining business, the cheaper crude oils add lots of processing costs in order to meet the critical product specifica-tions of Euro III, IV and V product grades. This results in a squeezing of benefits and may lead to a reversal in the trend of processing opportunity crude oils.
Since opportunity crude oils not only influence processing costs because of their deficiency in hydrogen but also produce lots of residues, refiners are forced to sell fuel oils with additional distillate as cutter. Other, secondary units such as fluid catalytic cracking units
suffer feedstock availability and frequently have to run at lower capacity as a result of the high resi-due yields obtained from cheaper crude oils. And the distillates produced from cheaper crude oils consume large quantities of hydro-gen during hydroprocessing, which means further additional cost. Therefore, the increasing criticality of product specifications requires selection of a new crude oil basket for minimising processing costs through hydrogen savings. In the present study, the selection of a
new crude oil basket has been carried out to enlarge a refinery’s existing crude basket.
The VGO drawn from low-API, high-sulphur crude oils is streamed towards hydroprocessing, which leads to high levels of hydrogen consumption. The characteristics of VGO as a feedstock are the key factors influencing hydrogen consumption and so it is essential to evaluate them. The characteris-tics of VGO are mainly influenced by vacuum tower operations, endpoints and types of crude oils processed in crude distillation
VGO (360-565) Min/Max Arab Mix crudeDensity, Gm/cm3 0.8352-0.9050 0.931Sulphur, wt% <2.0 2.85Paraffins, vol% >55.0 47.78Aromatics, vol% <25 25.30Total N
2, ppm <1000 1200
V, ppm <0.5 1.85*Ni, ppm <0.5 1.85*
* total metals
VGO characteristics for hydrogen savings and base case data
Table 1
The world over, processing opportunity crude oils is the current refining trend for targeting high refining margins
bpcl.indd 2 9/12/11 15:01:16

hydrogen and impurities was considered across the hydrocracker unit when upgrading VGO to superior-quality distillates.
The following assumptions are made for the selection of a crude basket for hydrogen savings:• Hydrogen savings are solely based on varying VGO quality with respect to the base case crude• The cut point for VGO has been defi ned in the range 360–565°C• The model is based on the hydro-processing unit’s capacity • All components other than carbon and hydrogen are considered as impurities for the purpose of calculation• The fi nal distillate properties meet product specifi cations• The cost of hydrogen is $4440/t.
Hydrocracker unit confi gurationTypically, refi nery confi gurations are reliant on the capacity of the primary units and, more impor-tantly, on the types of crude oils processed. In recent advances in secondary processing, hydrocracker units are being set up to accommo-date heavy/vacuum gasoils for upgrading, so the capacity of these units depends on the yield profi les of the crude oil. However, the qual-ities of the feedstock are also found to be key constraints to the capacity of the units. In order to operate the hydrocracker unit at full capacity, the appropriate selection of crude oil and crude oil blends is essential. The present study has been carried out for the selection of a new crude basket for BPCL’s refi neries.
The hydrocracker at Mumbai refi nery is a 1.75 million t/y unit licensed by Chevron Lummus Global. It was constructed as part of a refi nery modernisation project (see Figure 2). The hydrocracker is a two-stage unit that has been designed to produce middle distil-late fuel of superior quality. The present study provides scope for accommodating streams such as FCC cycle oils (high on olefi ns and aromatics) along with superior-quality VGO sourced from the new crude basket as hydrocracker feed. Also, the crudes oils that minimise hydrogen consumption in the hydrocracking unit should produce
www.eptq.com PTQ Q1 2012 121
Feed+ H2
H2
Quench Quench
Unconverted oil
Hydrogen recovery section
First stage reactors
Second stage reactor
Separator
Fractionator
LPG
Naphtha
Middledistillates
UCO to LOBS
Figure 2 Block diagram of confi guration of hydrocracker unit
1.5
2.5
2.0
1.0
0.5
0.83 0.84 0.85 0.86 0.87 0.88 0.89 0.90 0.91
H2 c
on
sum
pti
on
, w
t%
VGO density, gm/cm3
0.0
Figure 3 Variation in hydrogen consumption with VGO density
1.5
2.5
2.0
1.0
0.5
6.4 6.5 6.6 6.7 6.8 6.9 7.0 7.1
H2 c
on
sum
pti
on
, w
t%
C/H
0.0
Figure 4 Variation in hydrogen consumption with carbon-to-hydrogen ratio
bpcl.indd 3 9/12/11 15:01:30

Hydrogen consumption study VGO derived from the vacuum tower varies in quality due to the types of crude oils processed at the primary units. Quality also depends on vacuum tower operation. The current trend towards processing opportunity crude oils that contain many impurities results in an accu-mulation of these impurities at high percentages in the heavier petro-leum fractions. This gives rise to a lot of additional costs for hydro-processing to meet final product specifications at the secondary units. In addition, the cheaper crude oils produce a lot of residues, some-times more than 25 wt%, which needs to be evacuated.1 In this scenario, it is essential to have a thorough understanding of the feedstock and any additional costs in order not to reverse the trend towards processing cheaper crude oils. However, the entry of resid-uum upgrading processes such as delayed coking and solvent deas-phalting mean that the negative issues involved in processing opportunity crudes may be compen-sated through additional distillate yields.
In the present study, the aim is to achieve hydrogen savings with respect to variations in VGO qual-ity in the boiling range 360–565°C. VGO quality has been studied in terms of hydrogen deficiency and the presence of contaminants that result in hydrogen consumption. Variations in hydrogen consump-tion with VGO density and carbon-to-hydrogen ratio are shown in Figures 3 and 4. It has been observed that higher VGO density results in more hydrogen consump-tion. In a similar way, a higher carbon-hydrogen ratio means a lower hydrogen content in the VGO, which will therefore consume more hydrogen during processing. The effect of the level of impurities on hydrogen consumption is shown in Figure 5. The types of crude oils processed are a very important factor in understanding hydrogen consumption and processing diffi-culties. It is also known that sulphur content and aromatics/aniline point are critical properties of the feed-stock in determining the hydrogen
122 PTQ Q1 2012 www.eptq.com
high-quality atmospheric gasoil, which can further minimise hydro-gen consumption in the diesel hydrodesulphurisation unit (with
scope for increasing throughput). It will also improve the catalyst life and reduce coke build-up during the run.
1.5
2.5
2.0
1.0
0.5
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8
H2 c
onsu
mpti
on,
wt%
Impurities, wt%
0.0
Figure 5 Variation in hydrogen consumption with impurities
1.5
2.5
2.0
1.0
0.5
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8
H2 c
on
sum
pti
on,
wt%
Sulphur, wt%
0.0
Figure 6 Variation in hydrogen consumption with sulphur
1.5
2.5
2.0
1.0
0.5
85 90 95 100 105 110 115 120 125
H2 c
on
sum
pti
on
, w
t%
Aniline point, ºC
0.0
Figure 7 Variation in hydrogen consumption with aniline point
bpcl.indd 4 9/12/11 15:01:44

Table3
consumption required for upgrad-ing VGO to distillates. Variations in hydrogen consumption with sulphur and aniline point are shown in Figures 6 and 7 respec-tively. As the graphs show, a low sulphur and high aniline content in feedstock are found to be more suit-able for hydrogen savings.
A new crude oil basket A new crude oil basket is required for hydrogen savings in hydro-processing units. In order to minimise hydrogen consumption, the principal hydrogen guzzlers are identified. These properties are density, sulphur, aromatics and nitrogen. Considering Arab Mix VGO as a base case for limiting values of these critical properties, screening of crude oils has been accomplished for comparison with base case VGO hydrocracking.
The approach for estimating hydrogen consumption for a new crude oil basket is based on the hydrogen balance across the hydroc-racking system. Carbon, hydrogen and impurities levels have been considered for the balance, with
specified assumptions. Data for crude oils, their origin, VGO characteristics and potential for hydrogen savings are shown in Table 2.
It has been observed that crude oils with low sulphur and a high API number are more suitable for hydrogen savings, which implies that opportunity crude oils require higher levels of hydrogen consump-tion and, thus, an additional cost of processing. In this scenario, process-ing opportunity (low-API and high-sulphur) crude oils for benefit would be contradictory. However, the overall distillate yield profile, residue yields and differential cost of high-sulphur and low-sulphur crude oils would be important decision-making factors for process-ing these feedstocks. Although the total processing cost of refining involves up to only 10% of the crude cost, the hydrogen cost, resi-due yields, equipment failure and downtime due to processing oppor-tune crude oils may require serious thought when looking into the current processing trends. Thus, a detailed crude evaluation would be
Crude basket Origin Density, SUL, Aromatics, N2, H
2 consumption, Savings,
Gm/cm3 wt% vol% ppm wt% $ million/daySahil AbuDhabi 0.9046 1.590 19.62 657 2.23 0.08Asab AbuDhabi 0.9020 1.630 23.61 548 2.20 0.09BuHasa AbuDhabi 0.9050 1.450 22.38 673 2.20 0.09Montrose NorthSea 0.8956 0.372 22.5 640 1.72 0.21Mubarek Sharjah 0.8887 0.673 20.58 411 1.7 0.21Duncan NorthSea 0.8964 0.230 20.46 652 1.69 0.22Djeno Congo 0.8934 0.150 17.05 968 1.63 0.23Gippsland/Bass Victoria 0.8870 0.167 23.15 366 1.52 0.26Wyoming Wyoming 0.8786 0.294 6.42 357 1.43 0.28LucinaMarine Gabon 0.8808 0.054 20.24 991 1.41 0.29LakeArthur Louisiana 0.8807 0.133 21.4 43.8 1.40 0.29Minas Indonesia 0.8789 0.106 19.69 675 1.39 0.29Zueitina Libya 0.8741 0.108 10.56 656 1.31 0.31Sarir Libya 0.8693 0.180 22.19 621 1.26 0.32Lufeng Guangdong 0.8668 0.049 13.21 577 1.18 0.34Sembilang Indonesia 0.8626 0.199 13.6 586 1.17 0.35NanhaiLight Guangdong 0.8638 0.095 20.4 639 1.16 0.35Widuri Sumatra 0.8612 0.082 8.01 569 1.11 0.36Anoa Indonesia 0.8620 0.078 7.99 115 1.11 0.36NileBlend Sudan 0.8600 0.035 14.23 251 1.07 0.37CooperBasin Australia 0.8567 0.058 9.69 236 1.02 0.38Lalang Indonesia 0.8564 0.074 15.66 306 1.03 0.38Dulang Malaysia 0.8537 0.078 15.93 217 0.98 0.39Kerapu Sumatra 0.8499 0.038 19.66 247 0.92 0.41Jackson Australia 0.8437 0.052 15.73 172 0.82 0.43BuAttifel Libya 0.8402 0.039 6.94 56 0.76 0.45Altamont Utah 0.8366 0.027 8.03 181 0.71 0.46ArabMix Saudia 0.9310 2.850 NA 1200 2.56 Base
VGO characteristics of a new crude oil basket for hydrogen savings
essential prior to selecting them for processing. It will be necessary to consider how the new crude basket will fit into existing refinery config-urations, including primary and secondary units, and also into the current market demands for products.
Future directions It would be helpful to understand the existing crude basket for addi-tional refining process cost and benefits. In order to predict the status of the current crude oil basket, a crude selection model can be proposed, which is able to accommodate all the processing costs as per refinery configurations, such as diesel, VGO, residue evacu-ations and delayed coker. In this case, the sensitivity analyses would also be important for validation of the trends for uncertainty of hydro-gen, fuel oils and crude costs.
ConclusionsA new crude oil basket based on high-API and low-sulphur crude oils is found to be more suitable for hydrogen savings during hydro-
Table 2
www.eptq.com PTQ Q1 2012 123
bpcl.indd 5 9/12/11 15:02:26

processing. This will help to expand the existing crude oil basket and to prioritise crude oils for processing. The new crude oil basket for hydro-gen savings in the hydrocracking unit offers scope for increasing throughput so that hydrogen plant capacity would not be the limiting factor. The new crude oil basket also opens up avenues for improv-ing the overall performance of FCC units.
In the current refining climate, processing more opportunity crudes and making hydrogen savings is a contradictory concept. Processing low-API, high-sulphur crude oils may not always be beneficial unless the differential costs of low-sulphur and high-sulphur crude oils are large enough.
AcknowledgementThe authors express their thanks to Mr K V Seshadri, ED (MR/R&D) of BPCL for his continuous mentoring on research activities, encouragement and magnanimity. Thanks
to Mr Pranab Kumar Rakshit for being the first reader and his valuable inputs. Thanks to CRDC colleagues for constant appreciation and support.
References1 Hand Book on Crude Oil Evaluations, vol 1 & 2, Corporate R&D Centre, Bharat Petroleum Corporation Ltd., India 2007. 2 Kumar R, Thorat T S, Chithra V, Rathore V, Peddy V C Rao, Choudary N V, Processing opportunity crude oils — catalytic process for high-acid crudes, Hydrocarbon World, 4, 2, 64–68, 2009. 3 Scherzer J, Gruia A J, Hydrocracking Science and Technology, Marcel Dekker New York, 1996. 4 Ancheyta J, Sánchez S, Rodríguez M A, Kinetic modeling of hydrocracking of heavy oil fractions: a review, Catalysis Today, 109, 1–4, 76–92, 2005.5 Kumar R, Chithra V, Shalini G, Sonal M, Peddy V C Rao, Choudary N V, Maximization of VGO through deep-cut distillation, PTQ, Q1, 87–91, 2011. 6 US Bureau of standards, Miscellaneous Publication No. 97 (9.11.1929).
Rajeev Kumar is Deputy Manager (R&D) with Bharat Petroleum Corporation Ltd., India.
His areas of interest are crude oil processing, refining processes, modelling, simulation and optimisation, and process development for biodiesel and biolubricants production. He holds a master’s in chemical engineering from Indian Institute of Technology, Kanpur, India. Email: [email protected]
Prashant Parihar is Deputy Manager (R&D) with Bharat Petroleum Corporation Ltd., India, with more than five years’ experience in hydroprocessing and optimisation of refining processes. He holds a masters in chemical engineering from Institute of Chemical Technology, Mumbai.Email: [email protected]
Ravi K Voolapalli is Chief Manager at Corporate R&D Centre, Bharat Petroleum Corporation Ltd., India, with 21 years’ research experience and areas of interest including refinery processes, coal-to-liquid technologies, modelling, scale-up and optimisation. He holds a BTech degree in chemical engineering from Andhra University, Visakhapatnam, a MTech degree in chemical engineering from Indian Institute of Technology, Kanpur and a PhD in chemical engineering from Imperial College, London. Email [email protected]
124 PTQ Q1 2012 www.eptq.com
call for papers 2011.indd 1 13/12/11 16:03:31
bpcl.indd 6 13/12/11 16:05:22

A better view of catalyst activityTeams of catalyst researchers from Albemarle Corporation and Utrecht University, The Netherlands, have devised a new method that will increase the ability to visualise the components of catalysts. Their research shows that it is possible to pinpoint the actual active sites in fluid catalytic cracking (FCC) cata-lysts without destroying the catalysts in the process.
Research to develop more effi-cient FCC catalysts has been limited to activity measurements, model studies and analyses of spent cata-lysts. The tools and methods developed in this collaboration enable researchers to study both the accessibility of active sites as well as view 3D maps of the active sites inside the actual catalysts.
To address limited understanding of the distribution and activity of individual zeolitic domains at different life stages of catalysts, the researchers developed a staining method to visualise the structure of zeolite particulates and other FCC components and constructed Brønsted acidity map at the single particle level using fluorescence microscopy. By applying a statisti-cal methodology to a series of catalysts deactivated via industrial protocols, the teams established a correlation between Brønsted acid-ity and cracking activity. They say that the method has clear potential for catalyst diagnostics by determining Brønsted acidity distri-butions for FCC materials.
Gas treatment for grassroots Brazil refineryPetrobras has awarded Haldor Topsøe a supply contract covering two SNOX off-gas treatment plants. The plants will be installed at the new RNEST refinery in Pernambuco, Brazil, and the contract covers internals for 80 wet sulphuric acid (WSA) condensers for the condensation of sulphuric acid, eight units for acid mist
P
control and a complete acid system.The plants will clean the off-gases
from three boilers that supply elec-tricity and steam for internal use in the refinery. The boilers are fired with heavy fuel oil and pet coke. Based on catalytic processes, SNOX technology converts sulphur diox-ide to industrial-grade sulphuric acid and nitrogen oxides to nitrogen.
In addition to treating the boiler flue gases, the plants will treat Claus plant tail gases, amine gases containing hydrogen sulphide and gases containing ammonia. The plants are designed for the possible elimination of the Claus plants, which would mean that all sulphur compounds in the refinery would be converted to sulphuric acid.
The plants will be installed in parallel and will each treat up to 650 000 Nm3/h. In addition to the production of sulphuric acid, up to 100 t/h of high-pressure steam will be exported from the plants to the refinery steam grid.
The supply of equipment will continue through 2012 and start-up is planned for 2013.
Cold climate LNG exceeds ratingsThe world’s northernmost natural gas liquefaction plant, Hammerfest LNG on the island of Melkøya, 800km north of the Arctic Circle near Hammerfest in Norway, has exceeded expectations in perfor-mance tests and has been rated with a capacity of up to 109% of original design capacity. The plant was designed by Statoil and Linde.
The results of the assessment show that all performance guaran-tees related to product quality, capacity and energy consumption have been met. In particular, energy consumption for the liquefaction service was reduced significantly below the guarantee values. Hence, the Hammerfest LNG is, according to the developers, the world’s most energy-efficient LNG base load
Industry News
plant. It has a capacity of 4.3 million t/y of LNG and is based on a lique-faction process, Mixed Fluid Cascade, jointly developed by Statoil and Linde, that is optimised for Arctic conditions. Due to limited plot space and difficult conditions for construction, the plant was designed to be compact and modular.
At its heart is the central process module with a weight of 35 000 tonnes. This huge LNG plant module was prefabricated in a Spanish yard as a floating module and was transported by sea to Melkøya. Hammerfest LNG also uses a direct seawater cooling system, which is suitable for Arctic weather conditions. Carbon dioxide separated from the process gas is reinjected into a reservoir under the seabed and the site has flareless plant operation. All main compressors are electrically driven.
Jazan awards for AxensSaudi Aramco has awarded Axens a contract to supply a range of tech-nologies for its Jazan Refinery & Terminal Project. The refinery is scheduled to be commissioned in December 2016 and will have a capacity of 400 000 b/d. Axens will supply units and equipment for naphtha hydrotreating for feedstock purification; Aromizing CCR reforming for aromatics production; a C5/C6 isomerisation unit to provide a high-octane component for the gasoline pool; and a ParamaX complex to produce high-purity paraxylene and benzene.
These units are designed and integrated to maximise gasoline production and the aromatics throughput for petrochemicals production.
A Prime-D gas oil desulphurisa-tion hydrotreater, one of the world’s largest, will produce diesel with less than 10 ppm sulphur. The refin-ery will deliver gasoline and diesel to meet Euro V specifications.
www.eptq.com PTQ Q1 2012 125
ind news copy 10.indd 1 9/12/11 16:26:46

Hindustan Petroleum Corporation Limited (HPCL) is using Honeywell Process Solutions’ Mobile Stations to support its new fluid catalytic cracking unit project in Mumbai. The Mobile Stations have been introduced to increase productivity and reduce the operating costs of standard communications infrastructure supporting the Rs 900 crore ($200 million) unit by accelerating the commissioning of different systems and subsystems.
HPCL operates two major refineries in India, which produce petroleum fuels with a combined annual output of 14.8 million tonnes. The company previously experienced delays in commissioning activity associ-ated with the use of handheld transceivers to communicate with the control room for operations, such as transmitter testing, control valve stroke check-ing, loop checking, determining run indication status
and mapping third-party devices with DCS via the Modbus messaging protocol. Following the introduc-tion of mobile operator technology, HPCL was able to push forwards the schedule, reportedly saving Rs 1.5 crore ($333 000) per day and improving productivity by 20% during the commissioning phase of the FCC project. The company has also adopted more field-related applications using the same wireless network.
The aim of this wireless technology is to extend the application of process automation beyond the control room. Mobile Station is designed to increase access to critical process information, historical data, graphics and other functions to field operations, says Honeywell. It comprises a group of solutions for relaying control system information to users operating remotely from the control room. Its applications include read-only access over the intranet for multiple users, up to secure system access for mobile operators. For instance, Mobile Access for eServer Standard enables device-independent access to process information, so that plant data can be viewed directly on a wireless hand-held device using a web browser. Mobile Access for eServer Premium provides read-only access to process information and displays system data from the Experion system directly on a wireless handheld
Reduce gasoline cutpoint
Venturi steam traps solve condensate pressure problem
device; this prevents unwanted access to control func-tions while still viewing live process graphics. Mobile Access for Station is a fully functioning Experion process control station on a handheld device; opera-tional changes are controlled by system permissions assigned to the operator and handheld device.
You can transport crude oil to a refinery, but you cannot necessarily make it move. A well-known phenomenon at oil terminals in cold regions is that crude oil trans-ported in railway cars can be too stiff to unload. To help solve this problem of reduced flow characteristics, tech-nology provider Neste Jacobs —which began life as the engineering department of Finnish refiner Neste — has developed an unloading device called Ecoarm. It is a ready-to-use system that can be used as is or configured by combining top-unloading, bottom-unloading or top-warming technologies.
Traditionally, oil transported by train is unloaded through valves underneath the tank. The tool used for this is a base unloading arm with a built-in heating system. But if bottom unloading is not possible, which quite often is the case in the Baltic region where Neste operates, the car must be unloaded from the manhole on top of the tank. To enable this, it is a time- consuming and inefficient operation during the winter to warm the tank from the outside with, for example, hot steam.
The Ecoarm heats the oil via the top manhole and from the inside out. Broadly, the system consists of a pump nozzle equipped with a heating coil that has two extendable hot oil spray nozzles on both sides. First, the pump nozzle is heated and pressed into the stiff oil. When it begins to thin out around the nozzle, the oil is pumped to a heat exchanger on the outside, from which hot oil is sent back into the spray nozzles.
As the oil thins, beginning from the midsection of the tank, the nozzles begin to move sideways and upwards and gradually rise to the top of the tank. This way, all the oil is warmed up and can be unloaded.
According to Neste Jacobs, with the Ecoarm, unload-ing can be carried out with high-volume flows in cold weather. The equipment is hydraulically operated and steered remotely, to make it safe to operate. The system operates well below flashpoint, and possible volatile organic compounds can easily be collected. It is supplied along with traditional base unloading systems. But if the bottom valve of a base unloading system is broken, the newer alternative is available for warming up the oil and making it possible to unload in cold weather.
Technology in Action
Unloading crude oil in a cold climate
Wireless operators support new FCC unit
Mobile Station is designed to increase access to critical process information, historical data and graphics
126 PTQ Q1 2012 www.eptq.com
case studies copy 5.indd 1 13/12/11 09:59:05

location with low pressure, such as the flash tank or amine storage tank.
After several minutes of operation, the system rinses the amine from the resin and resin regeneration takes place. Concentrated regenerant (sodium hydroxide) is diluted to the required strength automatically in the regenerant reservoir. After regeneration, a water wash step rinses residual traces of regenerant from the resin. Effluents generated during the regeneration and wash are directed to waste.
The system generates an alkaline waste stream that consists of the HSS removed from the resin, as well as excess regenerant and some amine that is lost to waste. This stream can be directed to waste treatment as is or split into concentrated and dilute waste streams. In some cases, the dilute waste may be suitable for other process uses, so only the concentrated waste is sent for treatment.
Development of the BP/Davy Fischer-Tropsch (FT) process at BP’s Conversion Technology Centre in Hull, England, is being accelerated using high throughput experimentation techniques. The FT process is used to convert syngas from unconventional resources, such as natural gas, coal or biomass, into synthetic fuels and lubricants. The process developers are seeking their first licence. Meanwhile, BP and Davy Process Technology are working on process enhancements through studies of, for instance, reaction kinetics and catalyst performance.
Heidelberg, Germany-based hte has provided in-house testing capacities and a project team for the collabora-tion with BP, and has been developing its own technology for FT synthesis so that BP can perform large numbers of data measurements rapidly in support of catalyst and process scale-up. Used systematically, these data generate information on reaction kinetics, the fundamentals of start-up and activation, and the impact of key process parameters. This supports the implemen-tation of BP/Davy FT technology across a variety of potential applications and feedstocks.
During 2011, BP and Davy chose three EPC contrac-tors to promote the commercialisation of the BP/Davy FT process. CB&I Lummus, Jacobs Engineering Group and The Shaw Group signed agreements to work with BP/Davy on opportunities to commercialise the BP/Davy FT process.
The BP/Davy fixed-bed FT process is an option for producing diesel, jet fuel (JP8) and naphtha from natu-ral gas, biomass or coal-derived syngas. The technology has been demonstrated in Nikiski, Alaska, with full-scale fixed-bed reaction tubes, where the nominal 300 b/d complex met all of its performance targets. The process is available for licence, while continuing devel-opment work by BP and Davy is concerned with retrofit enhancements to the process.
In addition, an EU directive requires special valve arrays on the bottom of train cars transporting oil, so old cars with traditional valves cannot be used in EU countries such as Finland. The problem is that the traditional base unloading equipment with built-in warmers does not fit if the tank has EU-adapted bottom valves. To address this problem, Neste Jacobs has recently developed a light version of the Ecoarm, in which the top-warming arm does not have a pump. In this case, unloading is carried out by gravity through the valves at the bottom of the tank.
Russian production and investment company TAIF-NK has installed a continuous amine purification system at its refinery in the republic of Tatarstan, in preference to a system with periodic operation, for dealing with contaminants arising from acid gas removal. The system is Eco-Tec’s Amine Purification System (AmiPur) to reduce contaminants, and TAIF is located in Nizhnekamsk, where it neighbours refinery OJSC Taneco, which also operates AmiPur.
In oil refining and gas processing, amine chemistry is essential for removing hydrogen sulphide and/or carbon dioxide in order to meet product specifications,
emissions standards or other process requirements. During operation various contaminants enter, or are produced, within the amine circuit. Contaminants include heat stable salts (HSS), solid particulates and hydrocarbons, resulting in operational problems.
By incorporating AmiPur into the refining process, TAIF can achieve the continuous removal of HSS from its amine solution, allowing it to maintain a low, stable concentration of HSS with predictable amine character-istics. This also reduces corrosion by-products, minimises fouling of the heat exchanger and contactor surfaces, improves heat transfer, and curbs the costs associated with cleaning of fouled equipment, accord-ing to Eco-Tec.
There are basically two steps in the AmiPur operat-ing cycle: HSS loading and caustic regeneration. This cycle is automatically repeated every 20 minutes. The system is installed on a slipstream of the lean amine line downstream of the cooler and the filtration system. After a polishing cartridge filter, the lean amine solu-tion is directed through the resin column and HSS are removed. The purified amine solution is directed to a
Continuous amine purification in acid gas treatment
High throughput supports FT process development
Amine chemistry is essential for removing hydrogen sulphide and/or carbon dioxide in order to meet product specifications
www.eptq.com PTQ Q1 2012 127
case studies copy 5.indd 2 13/12/11 09:59:17
ABB Automation Products 100
ABB Global Consulting 63
Achema 2012 118
Albemarle Catalysts Company IBC
Alfa Laval 75
Amistco Separation Products 26 & 30
Axens OBC
Baker Hughes 39
BASF Corporation, Catalysts Division 4
Bryan Research & Engineering 84
Burckhardt Compression 57
CB&I 7
China Int’l Sulphur & Sulphuric Acid Conference 69
DuPont Sustainable Solutions 23
Enersul 32
Flexim 53
Foster Wheeler 104
Grabner Instruments 19
Grace Davison 29
Haldor Topsøe IFC
Hoerbiger Kompressortechnik Holding 109
Intercat 44
ITW 92 & 117
Johnson Screens 80
KBC Advanced Technologies 2
KIDExtractor 16
Linde 36
ME-TECH 2012 110
Merichem Company 29 & 50
Mogas Industries 89
MPR Services 14 & 31
Nalco Energy Services 70
2012 AFPM (NPRA) Annual Meeting 115
OHL Gutermuth Industrial Valves 99
Paharpur Cooling Towers 54
Process Consulting Services 9 & 11
Refining China 2012 13 & 124
Rentech Boiler Services 64
Sabin Metal Corporation 34
Samson 91
Simili Technologies 12
Spectro Analytical Instruments 25
Vereinigte Füllkörper-Fabriken 83
Yokogawa Europe 49
Zeeco 61
Alphabetical list of advertisers
128 PTQ Q1 2012 www.eptq.com
For more information on these advertisers, go to www.ptqenquiry.com
ad index copy 12.indd 1 13/12/11 15:02:12

www.ptqenquiry.com for further information
albemarle.indd 1 8/12/11 15:03:03

www.ptqenquiry.com for further information
The winning catalyst combination for your hydrocracker
www.axens.net
Hydro_cats_ad_fin.indd 1 26/7/11 12:35:06axens.indd 1 13/9/11 11:08:24





![Extended Topological Field Theories and the Cobordism ...algant.eu/documents/theses/zhao.pdf · 2(m), a bordism B: M!Nis a m-manifold with boundary @B= M a (PtQ)f 0g (PtQ) [0;1] a](https://img.dokumen.tips/doc/110x75/5f7fd52f64fb98593f11611d/extended-topological-field-theories-and-the-cobordism-2m-a-bordism-b-mnis.jpg)





















![Undang-undang Resmi Ptq.2[1]](https://img.dokumen.tips/doc/110x75/563db8cb550346aa9a970638/undang-undang-resmi-ptq21.jpg)

