-
catalysis2012
ptq
cover and spine copy 6.indd 1 23/2/12 20:44:33
-
Are you looking to step up plant performance?
Topses next generation BRIM catalysts offer refiners the
opportunity to increase performance through an increase in catalyst
activity.
Using the original BRIM technology Topse has developed several
new catalysts, resulting in higher activity at lower filling
densities.
The next generation BRIM catalysts display
- high dispersion - high porosity - high activity
We look forward to stepping up your performance!
WWW.TOPSOE.COM
Stepping up performance next generation BRIM technology
haldor.indd 1 23/2/12 11:45:41
-
2012. The entire content of this publication is protected by
copyright full details of which are available from the publishers.
All rights reserved. No part of this publication may be reproduced,
stored in a retrieval system or transmitted in any form or by any
means electronic, mechanical, photocopying, recording or otherwise
without the prior permission of the copyright owner.The opinions
and views expressed by the authors in this publication are not
necessarily those of the editor or publisher and while every care
has been taken in the preparation of all material included in
Petroleum Technology Quarterly the publisher cannot be held
responsible for any statements, opinions or views or for any
inaccuracies.
3 Onwards and upwards ChrisCunningham 5 ptq&a 17 Evaluation
of a low rare earth resid FCC catalyst
SabeethSrikantharajahandColinBaillieGrace Catalysts Technologies
BernhardZahnbrecherandWielandWacheBayernoil
23 Refinery fuel gas in steam reforming hydrogen plants
PeterBroadhurstandGrahamHintonJohnson Matthey Catalysts
31 Estimating silicon accumulation in coker naphtha
hydrotreaters ThienanTran,PatrickGripkaandLarryKraus Criterion
Catalysts & Technologies
35 FCC catalyst coolers in maximum propylene mode
RahulPillaiandPhillipNiccumKBR
45 Decrease catalyst costs by regeneration, analysis and sorting
PierreDufresne Eurecat FrancoisLocatelli Eurecat France 53
Optimisation of integrated aromatic complexes AxelDkerSd-Chemie
AG
59 Troubleshooting a FCC unit
ChiranjeeviThota,ShaliniGupta,DattatrayaTammannaGokak,
RavikumarVoolapalli,PVCRaoandViswanathanPoyyamani SwaminathanBharat
Petroleum Corporation
MarathonOilsCatlettsburgrefinery,Kentucky,USA Photo: Marathon
Oil
2012www.eptq.com
EditorRen G Gonzalez
[email protected]
Production EditorRachel Zamorski
[email protected]
Graphics EditorMohammed Samiuddin
[email protected]
EditorialPO Box 11283
Spring TX 77391, USAtel +1 281 374 8240fax +1 281 257 0582
Advertising Sales ManagerPaul Mason
[email protected]
Advertising SalesBob Aldridge
[email protected]
Advertising Sales Offi cetel +44 870 90 303 90fax +44 870 90 246
90
PublisherNic Allen
[email protected]
CirculationJacki Watts
[email protected]
Crambeth Allen Publishing LtdHopesay, Craven Arms SY7 8HD,
UK
tel +44 870 90 600 20fax +44 870 90 600 40
ISSN 1362-363X
Petroleum Technology Quarterly (USPS 0014-781) is published
quarterly plus annual Catalysis edition by Crambeth Allen
Publishing Ltd and is distributed in the USA by SPP, 75 Aberdeen
Rd, Emigsville, PA 17318.Periodicals postage paid at Emigsville
PA.Postmaster: send address changes to Petroleum Technology
Quarterly c/o POBox 437, Emigsville, PA 17318-0437Back numbers
available from the Publisher
at $30 per copy inc postage.
espite signs in 2007 of a slowdown in various sectors of the
economy, refi ners remain a big play for prospective investors. It
used to be conventional wisdom that higher fuel prices and a
slowing economy would curb demand and increase supply, but for the
past seven years
that has not proved to be the case. While the rate of increase
in world oil demand has declined since the surprising 4% surge in
2004, it nevertheless appears that demand beyond 2008 will grow,
along with prices. It is a safe bet that rapidly increasing oil
consumption by China, India and even the Middle East producers
themselves will continue. It is also safe to assume that refi nery
and petrochemical conversion unit capacity will need to expand.
No massive new sources of energy are expected to come on stream
for the foreseeable future. The world will remain dependent on oil
and gas for decades to come even though the upstream industry faces
increasing challenges in the discovery and production of new
sources. In fact, some well-placed industry analysts think 2008 may
be the year where there is no increase in crude supply at all from
regions outside of OPEC. For this reason, we will continue to see
signifi cant investment in refi nery upgrades despite surging costs
security of feedstock supply, albeit unconventional low-quality
feedstock, takes precedence over the quality of feedstock
supply.
Feedstock options such as biomass (for biofuels production),
Canadian tar sands (for distillate production) and other types of
unconventional crude sources require reactor technology that allows
for the integration of these operations into existing process confi
gurations. The quality of these types of feedstock are one
important reason why a wider array of catalysts has been introduced
into the market. For example, as refi ners cut deeper into the
vacuum tower, the concentration of metals in the VGO requires a
properly designed guard bed system to protect active catalysts in
the hydrocracker. The characteristics of feedstock with low API
gravity (eg,
- (9(5:21'(5:+$70$.(6285&$7$/
-
CATALYSIS 2012 3
Editor Chris Cunningham [email protected]
Production EditorRachel
[email protected]
Graphics EditorRob [email protected]
Editorial tel +44 844 5888 773fax +44 844 5888 667
Business Development DirectorPaul
[email protected] Advertising SalesBob
[email protected]
Advertising Sales Officetel +44 844 5888 771 fax +44 844 5888
662
PublisherNic [email protected]
CirculationJacki [email protected]
Crambeth Allen Publishing LtdHopesay, Craven Arms SY7 8HD, UKtel
+44 844 5888 776fax +44 844 5888 667
ISSN 1362-363X
Petroleum Technology Quarterly (USPS 0014-781) is published
quarterly plus annual Catalysis edition by Crambeth Allen
Publishing Ltd and is distributed in the USA by SPP, 75 Aberdeen
Rd, Emigsville, PA 17318. Periodicals postage paid at Emigsville
PA.Postmaster: send address changes to Petroleum Technology
Quarterly c/o POBox 437, Emigsville, PA 17318-0437Back numbers
available from the Publisher at $30 per copy inc postage.
Vol 17 No 2 2012
Onwards and upwards
The refining catalysts business is nothing if not responsive.
Sometimes that response has to be in the immediate term, reference
some significant price hikes for FCC catalyst in particular during
2011, although there is a continuing and strong technical riposte
from catalyst developers to the unlegislated rise in rare earth
metals prices that chiefly caused the hikes. For the most part,
though, the catalyst firms technical development and business focus
is determined in the longer term by the twin drivers of economic
development and environmental regulation.
In the US and Western Europe, engineering standards are
delivering increas-ingly efficient road vehicles, while the
post-recession market is applying a more general brake to growth in
demand for transportation fuels. As a result, the worlds developing
economies are determining the future shape of growth in demand for
petroleum products.
To illustrate, demand for transport fuels in developing
economies may rise by as much as 300% by 2050, according to the
World Energy Council. Half a decade ago, vehicle ownership was at
11 cars per 1000 people in China and about 20% higher in India. The
world average was around 110 cars per 1000 capita. But Chinas car
ownership has been growing by 12% per annum in recent years, while
the equivalent rate in India is 9%. More immediately, China is
expected to cut its sulphur limit for vehicle fuels from a
street-chocking 350 ppm to 50 ppm, while Brazil, India and the
Arabian Gulf area are moving towards ultra-low sulphur diesel
regulation, all of which should deliver a strong upsurge in demand
for hydrotreating catalysts in the near term. Taken together, these
trends are strongly influencing both catalyst sales effort and the
siting of new catalyst production centres.
If not quite on the scale of demand for car fuels in developing
countries, growth in demand for ships bunker fuels is strong and,
geographically, more even. Most of the worlds trade is done by ship
and the global fleet continues to grow in line with populations and
their trade. Although bunkers share of the total market for fuel
oils continues to increase, there is uncertainty about the rate of
increase. The reasons are of special interest to catalyst
suppliers. The International Maritime Organisations Marpol Annex VI
regulations are deliv-ering a steady reduction in the level of
sulphur oxide emissions from ships. In its initial stages, the
legislation chiefly affected coastal and semi-enclosed seawaters,
but now it is taking effect in the open seas.
From the start of this year, a reduction in the global cap on
the sulphur content of bunker fuels, from 4.50% to 3.50%, came into
force. A progressive reduction in the allowable level of sulphur in
ships fuel will see the cap fall to 0.5% in 2020, subject to a
review in 2018. For coastal waters and sulphur emis-sion control
areas, the allowable sulphur level is set to fall to 0.10%, from a
current 1%, in 2015. Uncertainty arises in how the IMO expects to
apply the more stringent levels of Annex VI. The IMO does not
favour stack emissions cleaning on board ships, but ship owners are
not especially in favour of the price premium implied by a radical
drop in fuel sulphur levels. Depending on the price balance,
operators of new-build ships may opt for distillate as their fuel
of choice. In any event, a whole lot more hydrotreating to meet
maritime demand is implied.
CHRIS CUNNINGHAM
EditorRen G Gonzalez
[email protected]
Production EditorRachel Zamorski
[email protected]
Graphics EditorMohammed Samiuddin
[email protected]
EditorialPO Box 11283
Spring TX 77391, USAtel +1 281 374 8240fax +1 281 257 0582
Advertising Sales ManagerPaul Mason
[email protected]
Advertising SalesBob Aldridge
[email protected]
Advertising Sales Offi cetel +44 870 90 303 90fax +44 870 90 246
90
PublisherNic Allen
[email protected]
CirculationJacki Watts
[email protected]
Crambeth Allen Publishing LtdHopesay, Craven Arms SY7 8HD,
UK
tel +44 870 90 600 20fax +44 870 90 600 40
ISSN 1362-363X
Petroleum Technology Quarterly (USPS 0014-781) is published
quarterly plus annual Catalysis edition by Crambeth Allen
Publishing Ltd and is distributed in the USA by SPP, 75 Aberdeen
Rd, Emigsville, PA 17318.Periodicals postage paid at Emigsville
PA.Postmaster: send address changes to Petroleum Technology
Quarterly c/o POBox 437, Emigsville, PA 17318-0437Back numbers
available from the Publisher
at $30 per copy inc postage.
espite signs in 2007 of a slowdown in various sectors of the
economy, refi ners remain a big play for prospective investors. It
used to be conventional wisdom that higher fuel prices and a
slowing economy would curb demand and increase supply, but for the
past seven years
that has not proved to be the case. While the rate of increase
in world oil demand has declined since the surprising 4% surge in
2004, it nevertheless appears that demand beyond 2008 will grow,
along with prices. It is a safe bet that rapidly increasing oil
consumption by China, India and even the Middle East producers
themselves will continue. It is also safe to assume that refi nery
and petrochemical conversion unit capacity will need to expand.
No massive new sources of energy are expected to come on stream
for the foreseeable future. The world will remain dependent on oil
and gas for decades to come even though the upstream industry faces
increasing challenges in the discovery and production of new
sources. In fact, some well-placed industry analysts think 2008 may
be the year where there is no increase in crude supply at all from
regions outside of OPEC. For this reason, we will continue to see
signifi cant investment in refi nery upgrades despite surging costs
security of feedstock supply, albeit unconventional low-quality
feedstock, takes precedence over the quality of feedstock
supply.
Feedstock options such as biomass (for biofuels production),
Canadian tar sands (for distillate production) and other types of
unconventional crude sources require reactor technology that allows
for the integration of these operations into existing process confi
gurations. The quality of these types of feedstock are one
important reason why a wider array of catalysts has been introduced
into the market. For example, as refi ners cut deeper into the
vacuum tower, the concentration of metals in the VGO requires a
properly designed guard bed system to protect active catalysts in
the hydrocracker. The characteristics of feedstock with low API
gravity (eg,
-
Rare earth price inflation is the most serious issue facing the
global refining industry. Grace, with our long history of
innovation and strong R&D, leads the industry with the first
line of commercially successful zero/low rare earth FCC catalysts:
the REpLaCeR family.
Launched in the first quarter of 2011, the REpLaCeR family
includes five new catalysts for both hydrotreated and resid feed
processing with zero and low rare earth content. The REpLaCeR
family of catalysts utilizes proprietary zeolites and
state-of-the-art stabilization methods to deliver performance
similar to current rare earth-based FCC technologies.
Were also investing in our plants to bring these products to the
refining industry quickly and globally.
So if youre concerned about rare earth pricing and availability,
but need optimal FCC performance, call the technical experts at
Grace. Well customize a solution using one of our new zero/low rare
earth catalysts that delivers the yields you expect.
REp RTM
Worried about the cost of rare earth?Grace has the solution:
Grace Catalysts Technologies7500 Grace DriveColumbia, MD USA
21044+1.410.531.4000
www.grace.comwww.e-catalysts.com
grace.indd 1 23/2/12 11:54:00
-
Q
Istheresignificantcommercialexperiencewithsolidacidalkylationcatalysts?Whatsortsofadvantagesareexperiencedorexpectedoverliquidacidcatalysts?
A Edwin van Rooijen, Business Manager,
Albemarle,[email protected] are still experiencing a
considerable amount of interest in our AlkyClean technology,
especially in the emerging economies of the world. This technology
and the associated solid acid catalyst AlkyStar were jointly
developed by Albemarle, Lummus Technology and Neste Oil. AlkyClean
technology was honoured by the American Chemical Society with a
2010 Award for Affordable Green Chemistry.
The AlkyClean process significantly improves the safety of
refinery alkylation over conventional liquid acid-based processes.
It reduces potential hazards asso-ciated with the transportation
and handling of liquid acids. Relying on patented technology,
combined with Albemarles durable AlkyStar catalyst, the AlkyClean
process gives refiners a competitive, cleaner and inher-ently safer
alkylation technology. No acid-soluble oils or spent acids are
produced, and there is no need for product post-treatment of any
kind to remove traces of acid. In addition to these environmental
advantages, the AlkyClean process has proven to be economic and
robust and requires minimal maintenance.
Q
WhatcatalysttypesarebestforminimisingoctanelossesinFCCgasolinehydrotreaters?
A Brian Watkins, Manager of Technical Service andLaboratory
Evaluations, Advanced Refining
Technologies,[email protected] loss in FCC gasoline
hydrotreaters occurs with the saturation of the olefins present in
the oil coming from the FCC unit. This saturation readily occurs
over hydrotreating catalyst in the presence of heat and hydrogen,
so a low-metals cobalt molybdenum (CoMo/Al2O3) catalyst selective
for hydrodesulphurisa-tion is recommended. The goal is to be able
to provide the required sulphur removal with limited olefin and
aromatic saturation. Nickel molybdenum (NiMo/Al2O3) catalyst,
although having high hydrodesulphuri-sation activity, also has a
much higher olefin and aromatics conversion activity, making it
unsuitable for this application. Generally, to minimise olefin
satura-tion, lower pressure and high liquid space velocity are
recommended in order to limit octane loss.
A Steven Mayo, Global Manager
HydroprocessingApplications,Albemarle,[email protected]
minimise octane loss in FCC gasoline hydrotreaters, both a catalyst
and a process are needed that selec-tively maximise sulphur removal
while minimising olefin saturation and mercaptan recombination
reac-tions. The best catalysts for the application are formulated
to maximise direct-route desulphurisation with minimum
hydrogenation activity. Cobalt- molybdenum catalysts are the
preferred catalyst type. Olefins are readily saturated under
typical naphtha hydrotreating conditions, so catalysts alone are
usually insufficient to prevent significant loss of octane in these
units. Licensed FCC gasoline post-treatment process technology
combined with proprietary catalyst technol-ogy allows for very high
levels of sulphur removal (>95%) with minimum octane loss.
RT-235 is the latest catalyst development by ExxonMobil Research
and Engineering and Albemarle for their SCANfining, selective FCC
gasoline desulphurisation, process. This catalyst offers
exceptionally high HDS activity with even better octane retention
than the first-generation SCANfining catalyst, RT-225. RT-235 can
be used in any SCANfiner and is also available for use in selective
FCC naphtha desulphurisation units licensed by others.
Q How effective are NOx-reducing additives at cutting
regeneratorstackemissions,andisusingthemacost-effectiveoption?
A Alan Kramer, Global FCC Additives
Specialist,Albemarle,[email protected] are two
additive types that can lower FCC regen-erator stack NOx emissions.
The first type is low-NOx combustion promoters such as Albemarles
ElimiNOx. These replace conventional platinum-based promoters used
in full-combustion FCC units. ElimiNOx has been shown to be very
effective over the past 15 years in lowering NOx emissions while
maintaining CO and afterburn control in the regenerator. In the
2007 NPRA annual meeting,1 it was reported that US refineries using
low-NOx promoters, in accordance with EPA consent decrees, usually
saw between 20% and 80% reductions in NOx after switching promoter
type.
The second type of additive is a non-promoting NOx reduction
additive, such as Albemarles DuraNOx. These additives are also only
used in full-combustion FCC units. The performance of these
additives varies
www.eptq.com Catalysis 2012 5
ptq&a
AdditionalQ&Acanbefoundatwww.eptq.com/QandA
Q&A copy 10.indd 1 23/2/12 12:51:18
-
greatly from unit to unit and is often difficult to predict.
During the 2007 NPRA annual meeting, it was also reported that NOx
reduction additives used by US refiners engaged in consent decree
trials averaged 26% reduction in NOx. Of the full-burn FCC units
reporting results, five saw no effect, 10 observed reductions up to
30%, and eight saw reductions between 50% and 80% when NOx
additives were used.
When combined with tighter controls on regenerator excess oxygen
levels, Albemarles NOx reduction addi-tives allow refiners to
completely avoid the capital expenditure of installing hardware to
reduce NOx emis-sions, proving once again that additives can be a
very cost-effective option. 1 Sexton, Joyal, Foley, EPA Consent
Decrees: Progress on FCC Implementation and Future Challenges, NPRA
AM-07-44, 2007.
A Jason Smith, Refining Additives Manager, BASF,
[email protected] additive performance and cost
effective-ness is highly dependent on the unit, as both equipment
characteristics and operational variables play a role in NOx
formation and reduction. Controlling NOx emissions is probably one
of the most difficult applications in the FCC unit.
There are several interacting factors that influence NOx
emissions. These include: type and level of CO promotion, air flow
distribution, excess oxygen, regen-erator temperature, regenerator
pressure, regen bed level, stripping steam rate, catalyst
circulation, and type and quantity of NOx reduction additive.
There are two options to reduce NOx emissions. The first
approach is to reduce the level of NOx generated. This can be
achieved by replacing the platinum CO promoter with one that
generates lower levels of NOx while maintaining the capability of
oxidising CO to
CO2. Low NOx Promoter (LNP) is used by many refin-eries in
controlling afterburn and CO emissions, with a limited amount of
NOx produced. Typically, switching from platinum to LNP will result
in a reduction of NOx of approximately 30%.
A second approach is to use a NOx additive specifi-cally
designed to chemically reduce NOx to inert nitrogen. Several
NOx-reducing products are being offered in the marketplace,
including CleaNOx, BASFs NOx reduction additive. CleaNOx has been
most successful in the US, where it has been used to address EPA
consent decrees. In one example, a US refinery in the midwest was
able to reduce NOx by more than 70% from an average of 200 ppm to
60 ppm using 1.4 wt% of CleaNOx in its inventory.
CleaNOx has also been used and proven in applica-tions where a
refinery wanted to reduce NOx from an already low average base of
27 ppm on the East Coast of the US. Even in such a demanding
application, CleaNOx demonstrated a 33% reduction in NOx.
A Eric Griesinger, Marketing Manager, Environmental Additives,
Grace Catalysts Technologies, [email protected]
reduction additives generally fall under two cate-gories:
standalone NOx reduction additives and low NOx combustion
promoters.
Standalone NOx reduction additives are catalytic- based NOx
control technologies that provide NOx reduction without any
combustion promotional activ-ity. Generally, this NOx control
technology has provided a slow response to mitigating elevated NOx
concentrations. Grace Davison has developed a cata-lytic NOx
reduction additive, GDNOx 1, which shows prospect of providing a
quicker ability to curb NOx emissions. Further, GDNOx 1 technology,
which has
been patented, provides greater NOx reduction with a
correspondingly greater dosing rate (see Figure 1), yet with
diminished FCC unit yield penalties often encountered when
utilising previous-generation NOx reduction additives.
Additionally, GDNOx 1 has not been vulnerable to material
surcharges, thus making the product a cost-effective option.
Current generation of low NOx combustion promoters are typically
formulated with a noble metal other than platinum. Historically,
the use of platinum has been demonstrated to exhibit a correlation
with elevated and prolonged NOx concentrations in regenerator flue
stack gases. Applications of Grace Davisons current-generation low
NOx combus-tion promoter, CP P, when dosed in higher than normal
rates, whether intentionally to correct other FCC unit conditions
or unintentionally, has shown a shortened duration of
6 Catalysis 2012 www.eptq.com
300
350
250
200
150
100
50
0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
NO
, p
pm
Time, hrs
0
5.0% GDNOX 12.5% GDNOX 1
10.0% GDNOX 1
GDNOX1 NO
x after GDNO
X 1 Percentage NO
x
Addition rate % of inventory Base line NOx, ppm addition, ppm
reduction, %
2.5% GDNOX 1 292 139 50
5.0% GDNOX 1 287 110 60
10.0% GDNOX 1 287 62 80
Figure 1 Pilot plant testing: NOx reduction with multiple
GDNO
x 1 additions
Q&A copy 10.indd 2 23/2/12 12:51:35
-
Refners worldwide use our hydroprocessing
technologies and catalysts to deliver
cleanerproducts from low-quality feeds.
Let us show you how. (001)510.242.3177www.clg-clean.com
Learn how CLGs tailored hydroprocessing catalyst systems
maximize coversion to clean products visit clg-catalysts.com
ICR 512ICR 180 ICR 185 ICR 250
ISOCRACKING
VGO
clean transportation fuels ultra-low sulfur diesel (
-
8 Catalysis 2012 www.eptq.com
elevated NOx emissions is likely. This observation of a
shortened NOx emission excursion interval can provide benefit to
refiners when striving to satisfy a rolling day average or other
time-based NOx emission limit constraints, while still providing CO
promotion performance similar to prior medium-activity
plati-num-formulated CO promoters.
The US Environmental Protection Agency (EPA) concluded that
newly adopted emission limits utilising additives and combustion
controls were achievable, cost effective and had fewer secondary
impacts than more costly hardware-oriented control
technologies.1
The EPA issued final amendments to its New Source Performance
Standards for Petroleum Refineries (NSPS)1 on 24 June 2008. Within
this amendment, the EPA states that the currently Best Demonstrated
Technology (BDT) to NOx emission control now includes the use of
additives in conjunction with an upwardly revised NOx emission
limit of 80 ppmv based on a seven-day rolling average. Typically,
under EPA Consent Decree proceedings, FCC unit operations have been
restricted to a NOx emission limit of 20 ppmv based on a 365-day
rolling average and 40 ppmv based on a seven-day rolling average.
This NSPS amendment now also recognises the secondary
envi-ronmental impact that many of the hardware solutions inflict
upon the environment, inherent in their opera-tion to achieve a 20
ppmv maximum NOx emission limit. These secondary impacts include PM
(Particulate Matter) as well as additional SO2 and NOx emissions
resulting from increased electrical demand. In addition, many of
the hardware solutions require supplementary chemical reactants
that add hazards and emission problems of their own.2 As such,
non-platinum formu-lated oxidation promoters and advanced oxidation
controls typically are anticipated to provide the least overall
environmental impact, as they generally do not generate further
secondary environmental emissions, and do so cost effectively by
EPA measures.
Grace Davison continues offering catalytic NOx control
technologies to the refining industry in agree-ment with the EPAs
NSPS1 conclusions, whereby the combination of
non-platinum-formulated oxidation promoters and advanced oxidation
controls typically are anticipated to provide the least overall
environ-mental impact, and do so at a reasonable cost in many
applications.
1 New Source Performance Standards (NSPS) for Petroleum
Refineries, at 40 C.F.R. Part 60, Subpart J/Ja. 73 Fed. Reg. 35838
(24 June 2008). The amendments were proposed in 2007 as the outcome
of the periodic review of NSPS standards required under the Clean
Air Act - Section 111(b)(1). 72 Fed. Reg. 27278 (14 May 2007). The
rules provide technical corrections to the existing Subpart J
standards and create a set of new emissions for fluid catalytic
cracking units (FCCU), fluid coking units (FCU), sulphur recovery
plants (SRP), and fuel gas combustion devices for facilities that
were newly constructed, modified or reconstructed after 14 May
2007. The new rules became effective on 24 June 2008.2 Roser F S,
Schnaith M W, Walker P D , Integrated View to Understanding the FCC
NO
x Puzzle, UOP LLC, Des Plaines Illinois, 2004 AIChE Annual
Meeting.
Q Are there any rule-of-thumb indications of the trade-off in
price and performance where low rare earth catalysts have replaced
conventional rare earth-containing FCC catalysts?
A Raul Arriaga Global FCC Applications Technology Specialist,
Albemarle, [email protected] Ken Bruno Global Applications
Technology Manager, FCC, Albemarle, [email protected]
total price of an FCC catalyst is the combination of a catalysts
base price plus rare earth surcharges. The adjustment formula to
calculate the rare earth surcharge is the result of mutual
agreement between suppliers and refiners and typically depends on
the market price of lanthanum oxide. The base price of the catalyst
depends on the type of technology used and the amount of active
components in the formulation. Special low rare earth technologies
have been devel-oped by catalyst suppliers to compensate for the
selectivities and zeolite stabilisation provided by rare earth.
Additionally, the amount of active components may need to be
increased if the rare earth is reduced. Therefore, it naturally
follows that the base price of a low rare earth technology catalyst
will be higher than a conventional rare earth-containing FCC
catalyst. However, the lower rare earth catalyst results in a
reduced rare earth surcharge, making the total price of the
catalyst economically attractive.
The changes expected in the performance of FCC catalysts at
lower rare earth depend on the gap between the technology used in
the original catalyst and the new lower rare earth catalyst. A
simple exam-ple is reducing the rare earth on an originally high
rare earth catalyst while keeping all other catalyst parameters
constant. In this case, the zeolite stability would deteriorate and
the equilibrium activity of the catalyst would decline. At the same
time, LPG selectivity would increase and gasoline selectivity would
drop. Under these circumstances, the catalyst will also produce
less coke at constant conver-sion, resulting in lower delta coke.
These changes in selectivities are usually not acceptable because
each FCC unit is typically operating against multiple
constraints.
Based on the above, very rarely would a catalyst supplier
recommend only a reduction in the catalysts rare earth content
without compensating via advanced low rare earth technology
modifications. For example, Albemarle can make use of various
features developed for a new family of Low Rare Earth Technology
(LRT) catalysts. These features include a new zeolite
stabilisa-tion technology, improved porosity, reduced mass transfer
limitations (higher accessibility), advanced active matrices and
zeolites grown to a high silica-to-alumina ratio, which results in
improved structural integrity and lower amounts of non-framework
alumina. The right combination of these features will recover most,
if not all, of the activity lost with the lower rare earth content
and will modify selectivities to keep the FCC unit operating within
constraints. The result is maximum profitability for the FCC
unit.
Q&A copy 10.indd 3 23/2/12 16:21:58
-
Engineering Solutions . . . Delivering Results
Lummus Technology oers a multitude of performance catalysts for
rening and petrochemical processes, including:
t Hydroprocessing t Alkylation t Hydrogenation t Hydrocracking t
Olens Metathesis t FCC
Visit our website for a complete list of catalysts and
services.
CB&Is performance catalysts they cause quite the
reaction.
www.CBI.com
C
M
Y
CM
MY
CY
CMY
K
PTQ_Ad_CBI- jan-press.pdf 1 1/20/2012 11:18:33 AM
cbi.indd 1 24/2/12 12:56:10
-
A Solly Ismail, Modeling Specialist, BASF,
[email protected] the reduction of rare earth in catalyst
formula-tions can deliver immediate operating budget cost savings,
it is important to consider the impact this will have on product
slate margins. Based on proprietary simulation modelling, BASF has
shown that as rare earth levels decrease, the conversion of feed to
higher valued products will also drop (assuming all other variables
are held constant). In order to assist custom-ers with evaluating
the impact of lower rare earth catalytic options and to limit its
downside, BASF works closely with each refiner to understand
specific unit parameters and objectives. A customised strategy can
include a combination of levers such as increasing cata-lyst
addition rates, increasing total surface area or a combination of
both in order to restore activity and achieve desired product
specifications and margin targets. By doing so, BASF is able to
determine if low rare earth catalyst formulations are appropriate
for the customer and, if so, develop a customised strategy to
implement a low rare earth catalytic option that fits the needs of
the specific user.
As of the end of Q4 2011, 40% of our customers had made the
switch to a lower rare earth formulation. Of these, five went
through multiple reductions. All customers were happy with BASFs
approach of tailor-ing new solutions based on either increased
surface area with a minimum of additional catalyst usage. The
company also worked closely with refiners in monitor-ing the
changes to proactively mitigate surprises.
To get a fuller understanding of the impact of lower REO, the
reader is referred to the more detailed article in the Q4 2011
issue of PTQ (FCC catalyst optimisation in response to rare earth
prices).
A Rosann Schiller, Senior Marketing Manager,
[email protected] and Colin Baillie, Marketing Manager,
EMEA, Grace Catalysts Technologies, [email protected]
REpLaCeR series of low and zero rare earth cata-lysts from Grace is
being used in over 50 applications globally. First and foremost,
there has been no trade-off in performance with respect to either
product yields or catalyst additions. However, users of the
REpLaCeR series of catalysts have experienced significant catalyst
cost savings associated with high rare earth prices. Refineries
moving to zero rare earth REpLaCeR cata-lysts for low metal feed
applications have seen catalyst costs reduced by up to 500 000/y
per 1 t/d of catalyst used, while users of low rare earth REpLaCeR
catalysts for resid processing have been able to reduce catalyst
costs by between 250 000 and 750 000/y per 1 t/d of catalyst
used.
Q What catalyst formulations will maximise LCO yield from the
FCC unit with minimum effect on bottoms yield?
A Yen Yung, Global Technical Specialist, Albemarle,
[email protected]
The biggest challenge in fluid catalytic cracking is converting
as much material in the feed with an atmo-spheric boiling point
above 370C bottoms to more valuable LPG, gasoline (hydrocarbon
molecules boiling between about 40C and 221C) and light cycle oil
(LCO hydrocarbon molecules boiling between 221C and 370C). To
maximise the yield of LCO, it is impera-tive to maximise the
conversion of bottoms to LCO while minimising the conversion of LCO
to lighter products and coke. It is generally accepted that
meso-pore and macropore activity, the so-called alumina matrix
activity, favours bottoms cracking, while zeolites provide higher
LPG and gasoline selectivity. Therefore, middle distillate
production is generally favoured by higher matrix cracking (as
evidenced by a higher meso surface area) and reduced zeolite
cracking. In other words, middle distillate production increases as
the zeolite-to-matrix ratio decreases.
For greatest bottoms conversion, the feed molecules need to
quickly reach the active sites. Conversion of the desirable
products in the diesel boiling range and other secondary reactions,
such as hydrogen transfer, aromatisation and condensation, must be
avoided. This is achieved by increasing the accessibility of the
cata-lyst. Accessibility is the property that allows primary
products to escape promptly from the reaction sites.
Outstanding performance of highly accessible cata-lysts, as
measured by our internally developed Albemarle Accessibility Index
(AAI) method, has been confirmed in several applications.
Albemarle has a full line of MD catalysts. Amber MD and Upgrader
MD feature very high matrix cracking activity and AAI. Amber MD is
recommended for gas oil feed applications and Upgrader MD is
recom-mended for cracking residual feedstocks. For applications
requiring flexibility, the companys bottoms conversion additive,
BCMT-500, is recom-mended for all types of feedstocks. In addition,
Albemarles technical specialists have special tools for optimising
unit operations and selecting the proper FCC catalysts grades,
including those that utilise Low Rare Earth (LRT) technology.
Once an FCC catalyst is selected, Albemarles techni-cal
specialists will assist their customer in optimising their
operating strategy for maximum LCO production, as discussed in the
following two examples.
The first example includes an FCC unit processing vacuum gas oil
with a typical API of 23C and a sulphur content of about 1 wt%. The
catalyst used in this example is Amber MD. The FCC unit was
operat-ing at a unit riser outlet temperature of 518C, a combined
feed temperature of 226C and a catalyst-to-oil ratio of 7.0 kg/kg.
In this example, the gasoline end point is minimised to an ASTM
D-86 end point of 149C, while the LCO end point is very high at an
ASTM D-86 end point of 379C. With these cut points and the use of
Amber MD, a yield of 44 wt% LCO is obtained with a typical cetane
index of 34. This unit applies no bottoms recycle.
The second example also consists of an FCC unit that is
processing vacuum gas oil. Like the first example,
10 Catalysis 2012 www.eptq.com
Q&A copy 10.indd 4 23/2/12 12:51:57
-
action loves reactionChemical reactions require chemical
catalysts. As the global leader in chemical catalysts, BASF acts
through continuous product and process innovations in collaborative
partnerships with our customers. The result is a broad chemical
catalyst portfolio backed by dedicated customer and technical
service and enabled through the strength of BASF - The Chemical
Company.
At BASF, we create chemistry.
www.catalysts.basf.com/process
n Adsorbentsn Fine Chemical Catalysts n Environmental Catalysts
n Catalysts for Fuel Cells n Catalysts for Oleochemicals &
Other Biorenewables n Oxidation & Dehydrogenation Catalysts n
Petrochemical Catalysts n Polyolefin Catalysts n Refining Catalysts
n Syngas Catalysts n Custom Catalysts
basf.indd 1 23/2/12 11:58:16
-
Amber MD is used. In this example, there is a low reaction
temperature (499C), high combined feed temperature (368C) and low
catalyst-to-oil ratio (4.0 kg/kg). Bottoms recycle (the recycle
rate/fresh feed ratio varied between 0.5-1.0 vol/vol) is applied to
enhance the production of LCO. Note that the volume of recycle can
be as high as the fresh feed intake. The gasoline end point is also
minimised. LCO yield and cetane index are very high at 42.4 wt% and
34, respec-tively. Bottoms yield (21.2 wt %) is higher due to
extremely low severity. Despite the high bottoms yield unit, the
economics were much improved as the market favoured a high LCO
yield.
A Rosann Schiller, Senior Marketing Manager,
[email protected] and Colin Baillie, Marketing Manager,
EMEA, Grace Catalysts Technologies, [email protected] LCO
maximisation catalysts obviously need to have good bottoms-cracking
performance. Therefore, Grace catalysts for LCO maximisation
incorporate high matrix activity, including the option of utilising
a new technology that provides a controlled deposition of a thin
layer of reactive alumina on the surface of the zeolite crystals to
facilitate the pre-cracking of large feed molecules. In addition,
an FCC catalyst for LCO maximisation must also have the ability to
maintain the cracked HCO molecules within the LCO boiling range
fraction, which requires limiting the cracking of LCO to gasoline.
Therefore, LCO maximisation cata-lysts from Grace incorporate
proprietary pore restructuring functionality, which results in more
pores with the diameter range of 100-600 (see Figure 1). This boost
in porosity enables a more effective release of LCO molecules from
the acid sites, minimising the undesired cracking of LCO into
gasoline. Graces LCO maximisation catalyst brands include
DieseliseR, Midas and Rebel FCC catalysts.
A Stefano Riva, Technical Service Manager, BASF,
[email protected] maximising LCO, an intermediate product
in the cracking reaction sequence, focus should be on the matrix
cracking activity of the catalyst. While the zeolite can achieve
good bottoms cracking in a coke- selective way (low delta coke),
the amount of zeolite required for that objective will rapidly
crack the desired LCO to lighter products. Due to this trade-off,
the bottoms cracking has to come from an increase in matrix. It is
generally recognised that, at constant conversion, a lower Z/M
(zeolite-to-matrix surface area) catalyst may have a higher delta
coke. However, this will not necessarily result in a hotter
regenerator (typically the opposite is true) when a unit moves from
maximum conversion to maximum distillate modes. Not only should the
catalyst Z/M be adjusted for maximum LCO, but also the catalyst
activity and the FCC operating conditions. FCC units should operate
at lower reactor severity (lowering the heat demand), and with
lower equilibrium catalyst activity (reducing delta coke). This
leaves plenty of room to accommodate a moderate increase in higher
delta coke that can be derived from a lower Z/M catalyst. With that
said, attention should still be paid to selecting both the right
amount of matrix and the associated technology, with preference for
the best coke-selective low Z/M catalyst. This will provide ample
flexibility to swing between maximum conversion and maximum
distillate opera-tions with the same catalyst should the market
change rapidly. BASFs Prox-SMZ (Proximal Stable Matrix and Zeolite)
technology is an example that addresses all of
12 Catalysis 2012 www.eptq.com
0.6
0.7
0.5
0.4
0.3
0.2
0.1
10 100 1000
Pore
volu
me,
cm
3/g
Pore diameter,
0
Figure 1 Porosity of LCO maximisation catalysts
Unit composition Early trial Late trial Competitor, % 85 31
Stamina, % 15 69
Unit operating conditionsTotal feed rate, ton/d 1723 1672Feed
preheat temp, C 178 232ROT, C 520 515Regenerator bed temp, C 721
720C/O, wt/wt 7.0 5.8
Feed qualitySpecific gravity 0.93 0.92Conradson carbon, wt% 0.71
1.14Basic nitrogen, ppm 450 410TBP90, C 547 571
Equilibrium catalyst propertiesV + Ni, ppm 4100 4240TSA, m2/g
120 127MSA, m2/g 53 64Z/M 1.3 1FACT activity, wt% 73 70
FCC unit yields (with cutpoint adjustments)Gasoline (C
5-160C), wt% 37.19 34.06
LCO (160-340C), wt% 29.03 33.87Slurry (340C+), wt% 13.57
13.14Coke, wt% 5.79 5.09LCO/slurry, % 68.1 72.1
Summary:Achieved >4.8 wt% greater distillate yields at
partial turnoverMaintained lower bottoms at reduced reactor
severity and dirtier feed conditions.
European maximum distillate trial of BASF Stamina catalyst
Table 1
Q&A copy 10.indd 5 23/2/12 12:52:08
-
Value adding catalysts, absorbents, additives and process
technology for oil refining processes.
www.jmcatalysts.com/refineries
UKTel +44 (0)1642 553601
USATel +1 630 268 6300Tel +1 732 223 4644
Naphtha HDS
Diesel HDS
Hydrotreating catalysts
Vacuum tower
Hydrogen catalysts
FCC unit
FCC additivesSOx NOx removal
Light olefin productionBottoms conversion
Metals trapsActivity boosters
CO oxidation
Gas / liquid purification
S, Hg, Cl removal
Crude unit
VGO HDS
Hydrogen plant
Process diagnostics
JM_2485_RefineriesAd_ART_210x297.indd 1 09/02/2012 15:59j
matthey.indd 1 23/2/12 11:59:38
-
the above (see NPRA-AM-09-34 and NPRA-AM-10-17).
With BASFs unique manufacturing process, the zeolite and the
matrix are not physically blended, as in a traditional low Z/M
catalyst, but are created in-situ during a single manu-facturing
step. This process creates unprecedented proximity of matrix and
zeolite, enabling reduced diffusion path length and best-in-class
coke selectivity among the low Z/M family of catalysts. Further,
the extremely low sodium content (below 0.1 wt%) achiev-able in
this manufacturing process not only enables high stability of both
zeolite and matrix to reduce the opex, but also helps to reduce the
hydrogen transfer reactions, improving the LCO cetane. Maximum LCO
catalysts from the Prox-SMZ technology have been commercially
established and are avail-able for both VGO (under the name of
HDXtra) and resid feeds (under the name of Stamina).
In several classic distillate maximisation trials with BASFs
Stamina catalyst, LCO yields have increased while either holding
steady or dropping slurry yields. In one case, a European FCC unit
was processing resid feed and wanted to move to LCO maximum mode
while dropping slurry yields and improving coke selectivity. The
unit severity was dropped by lowering the reactor outlet
temperature by 5C and increasing the feed preheat. The reduced
severity conditions together with the highly stable Stamina MSA
generated a 4.84 wt% improvement in LCO yields while maintaining
bottoms conversion. All this was achieved in spite of dirtier feed
conditions (ie, higher Conradson carbon and feed metals).
The second case was an Asian trial that also underwent reduced
reactor severity to maxi-mise LCO yields. While using Stamina
catalyst, the lowest bottom yields on record were achieved together
with record throughputs due to the coke-selective bottoms
upgrading.
Q Are there any dedicated catalyst developments geared towards
favouring FCC propylene yield?
A Stuart Foskett, Regional Technology Manager, BASF,
[email protected] is continually developing new catalyst
technologies aimed at enhancing propylene production for maximum
propylene operations (upwards of 10 wt% or 17.5 vol% propylene
yield). A high level of ZSM-5 is always a prerequisite for maximum
propylene; however, it is the characteristics of the FCC catalyst
itself that define how much propylene can ulti-mately be produced.
Propylene yields eventually reach a plateau as ZSM-5 content is
increased to high levels; therefore, a holistic
14 Catalysis 2012 www.eptq.com
10500
10000
9500
9000
8500
8000
Tota
l fe
ed r
ate
, to
ns/
day
Time7500
20
18
16
14
12
10
52 54 56 58 60 62 64 66
Slu
rry,
wt%
Conversion, wt%
8
CompetitorStamina
516
520
518
514
512
510
508
506
Tem
pera
ture
, C
Time504
Figure 2 Asian Stamina trial. Record low slurry yields were
achieved at reduced reactor severity. Simultaneously the coke
selective bottoms upgrading of Stamina allowed for record
throughputs
40
45
35
30
25
20
15LC
O (160-3
40C
), w
t%
Time10
LCOHCO + slurry 26
30
22
18
14
10
6
Slu
rry
(340C
+), w
t%
2
Figure 1 LCO and slurry yields with BASF Stamina. LCO yields
were increased with reduced reactor severity without impacting the
slurry
Q&A copy 10.indd 6 23/2/12 12:52:21
-
approach to catalyst design requires attention to additional
factors beyond the ZSM-5. It is the genera-tion and preservation of
gasoline ole ns, as precursors to ZSM-5 cracking, that is the de
ning factor for ultimate propylene potential.
The high percentage of active ingredient in the catalyst,
enabled by our in-situ zeolite synthesis, allows us to offer
maximum propylene catalysts featuring reduced rare earth content,
without any penalty in terms of activity and required catalyst
addition rate. Lower rare earth helps to minimise hydrogen
transfer, preserving more gasoline ole ns for cracking to propylene
by ZSM-5. We have also invested heav-ily in technology upgrades for
our plants to allow extreme levels of ultra-stabilisation, to
produce zeolites with very low and stable unit cell size (UCS).
BASFs MPS (maximum propylene solution) tech-nology was rst
introduced in 2005 (see NPRA-AM-05-61) and has undergone continuous
improvement since then. MPS has been operating continuously in the
worlds largest propylene-focused FCC unit since 2006. Based upon
extensive circulat-ing pilot plant evaluations, we are anticipating
the latest MPS develop-ments will achieve incremental gains in
propylene yield in the range of 0.5 to 1.0 wt% compared to the
previous state-of-the-art technology.
Meanwhile, the development of additional technologies aimed at
maximising propylene are progress-ing. This includes technologies
aimed at offering high propylene yields with resid feeds combined
with leading coke selectivity and metals resistance.
A Carel Pouwels, Global FCC Resid Specialist, Albemarle,
[email protected] record-high propylene and
conversion from wide ranges of feed qualities offers considerable
challenges to catalyst design. Key to this is good understanding of
the mechanisms involved and then responding with the proper
catalyst technology and design to meet a units objectives. Crucial
to the success of reaching record propyl-ene yields is the ability
to minimise
hydrogen transfer while having suf cient cracking activity.
Albemarles AFX catalyst has been developed to meet the desired
objectives, through its unique features of high catalyst
accessibil-ity and strong matrix activity. Hereby, maximum slurry
conver-sion is achieved while generating a maximum of gasoline
precursors, which are converted in record propylene yields. The
high accessi-bility of AFX enables fast diffusion of primary
cracking products away from the acid sites, thus minimising
unwanted hydrogen transfer.
Q What is the impact of vanadium level on E-cat affecting FCC
gasoline sulphur?
A Alan Kramer, Global FCC Additives Specialist, Albemarle,
[email protected] Generally, re ners want to avoid loading
their catalyst with vanadium due to the known negative effects it
has on zeolite stability and catalyst activity. However, increased
levels of vanadium in catalysts with higher alumina contents (which
typically are more resistant to vanadium) directionally yield lower
levels of gasoline sulphur. Testing has indi-cated the vanadium
mechanism primarily reduces the saturated sulphur content of the
gasoline and has little to no effect on benzothio-phene, which
often comprises the bulk of gasoline sulphur. Commercially,
vanadium levels need to be increased by at least 1000-2000 ppm on
E-cat before differences can be measured. The losses in catalyst
activity and negative yield effects related to these large levels
of extra vanadium on the catalyst are rarely justi able. Depending
on local regu-lations, equilibrium catalyst with high levels of
vanadium may be classi ed as hazardous or toxic waste and can be
very dif cult and expensive to dispose of properly. Re ners do have
other options besides increasing E-cat vanadium or using
vanadium-based products for reducing gasoline sulphur. For example,
Albemarles R-975 and Scavenger catalyst additives are designed to
remove gasoline sulphur and do not contain any vanadium.
www.eptq.com Catalysis 2012 15
1 DURANIT inert ceramic balls
2 special reformed packings
6 liquid distrubutors / collectors
7 random packings made of plastic
8 random packings made of metal
9 random packings made of ceramic
10 software and consulting
4 support plates / grids
5 feed devices: gas / liquids
3 droplet separators / demisters
P. O. Box 552, D - 56225 Ransbach-BaumbachPhone +49 26 23 / 895
- 0, [email protected]
Tower packings, catalyst support material and column
equipment.
For further information please visit:www.vff.com
1
1
2
2
3
6
6
4
4
4
4
5
7
7
8
10
10
8
9
9
Please visit usHall: 4.0Stand: D66
Q&A copy 10.indd 7 23/2/12 12:52:32
-
dupont.indd 1 23/2/12 15:04:26
-
Evaluation of a low rare earth resid FCC catalyst
Rare earth metals have played an important role in the refin-ing
industry since the 1970s, when it was discovered that they could be
used to stabilise the zeolite-Y component of FCC cata-lysts to
provide higher activity, as well as being used to influence product
selectivity. Rare earth metals play an additional role in resid
processing applications, as they have proven to be until now the
most effective vanadium trap, helping to maintain stability and
activity.
The two main rare earths used in FCC catalysts are lanthanum and
cerium, and these metals have historically been readily available
for under $5/kg. However, a reduc-tion in Chinese export quotas
resulted in rare earth prices rising dramatically in 2010, with the
price of lanthanum reaching $140/kg around May 2011. Since then,
rare earth prices have subsided some-what, but remain significantly
higher than historical levels.
The rare earth market is incredi-bly unpredictable and is
expected to remain highly volatile. Against this backdrop of
uncertainty with respect to availability and pricing, zero and low
rare earth catalysts will continue to play an important role in the
FCC industry. Grace Catalysts Technologies provides the REpLaCeR
series, the first commer-cially successful zero and low rare earth
FCC catalysts.
Zero and low rare earth FCCcatalystsSimply removing rare earth
from an FCC catalyst would result in a considerable detrimental
effect in
A zero rare earth catalyst blended with a rare earth-based resid
catalyst enabled a refinery to reduce its FCC catalyst rare earth
requirement by 80%
SABEETH SRIKANTHARAJAH and COLIN BAILLIE Grace Catalysts
TechnologiesBERNHARD ZAHNBRECHER and WIELAND WACHE Bayernoil
most FCC operations due to the lower activity and worsening
prod-uct yield slate obtained. To develop FCC catalysts containing
lower rare earth content, it is necessary for alternative materials
and processing techniques to be used that stabilise the zeolite
component. Grace has considerable experience developing zero and
low rare earth FCC cata-lysts. During the 1990s, it developed Z-21,
a rare earth-free stabilised zeolite-Y, which was the basis for the
Nexus catalyst family. This was commercialised in 1997 as a rare
earth-free catalyst family for low-metal feed applications, and has
since been successfully used in 10 applications.
In 2010, the company developed the REpLaCeR series of zero and
low rare earth FCC catalysts, which are based on the existing Z-21
zeolite technology, as well as a new Z-22 zeolite technology.
State-of-the-art methods are used to stabilise the rare earth-free
Z-21 and Z-22 zeolites, involving proprietary stabilising compounds
and unique manufacturing processes. FCC cata-lysts incorporating
these new zeolites provide similar and even improved performance
compared to conventional rare earth-contain-ing catalysts. Based on
the Z-21 and Z-22 technologies, the REpLaCeR series of zero rare
earth catalysts for low-metal hydrotreating and VGO applications
includes REsolution and REactoR, which are currently being used in
more than 15 applications.
For resid applications, the devel-opment of rare earth-free
catalysts is much more challenging due to the additional demands
placed on
zeolite stability. However, signifi-cant advances have been made
by applying processing technology involving metals resistance
func-tionality to catalyst systems containing the Z-21 and Z-22
zeolites. This has resulted in the rare earth-free REduceR
catalyst, which can be blended with rare earth-based resid FCC
catalysts, thus reducing the overall rare earth requirement and the
costs associ-ated. There are currently 22 refineries using the
REduceR cata-lyst, and typically they are applying a stepwise
approach to implement the rare earth-free catalyst. Refiners are
starting with a blending level of 30% REduceR catalyst and, upon
confirming its performance, many are then moving to a blending
level of 50%. Bayernoil is using the REduceR catalyst in both of
its two FCC units with blending levels even higher than 50%.
Commercial experience of low rare earth resid catalystsThe
Bayernoil Vohburg refinery is located in the Bavarian region of
southern Germany and, along with the nearby Bayernoil Neustadt
refinery, contributes to a total refin-ing capacity of 10.3 million
t/y. The two locations combined contain three crude units, two
vacuum towers, two FCC units, one mild hydrocracker and hydrogen
plant, one visbreaker, three reformers and one ether plant. The FCC
unit at Vohburg is a UOP side-by-side model and was built in 1967.
It is a resid unit with a typical throughput of 14 000 b/d,
operates in deep partial burn and processes 80-90% atmospheric
residue. The feedstock
www.eptq.com Catalysis 2012 17
grace.indd 1 23/2/12 12:56:58
-
18 Catalysis 2012 www.eptq.com
require higher catalyst additions, which has not been the case
in any application of the REduceR catalyst. Figure 1 shows the
catalyst addition rate and e-cat microactivity at Bayernoil Vohburg
before and after using the 30% blend. It can be seen that good
activity retention was achieved after the switch at a simi-lar or
even slightly lower catalyst addition rate, highlighting the high
vanadium tolerance of the REduceR catalyst.
Figure 2 shows the e-cat coke and gas factors of Nektor and the
30% REduceR catalyst against nickel equivalents to compare nickel
resistance. The 30% REduceR cata-lyst shows lower gas factors and
similar coke factors, further demon-strating its suitability for
high metal resid feeds. The FCC unit data provided in Figure 3 show
that the REduceR catalyst blend provided improved bottoms
conversion compared with the Nektor catalyst. In addition, a lower
delta coke was obtained, which reduced the regen-erator bed
temperature by about 10C. This allowed the refinery to achieve
higher conversion at constant feed atmospheric residue content, or
to process an increased amount of atmospheric residue at constant
conversion.
The refinery considered the performance of the REduceR cata-lyst
to be such a success that they increased the blending ratio from
30% to 50%, thus reducing the over-all rare earth content of the
catalyst to 1.5 wt%. Table 1 shows the FCC unit product yields
obtained with the 50% REduceR catalyst blend compared with the
Nektor catalyst. During the REduceR catalyst trial, feed quality
deteriorated and feed throughput decreased; therefore, for the
purposes of evaluating the actual catalyst performance, the yields
shown are calculated on the basis of constant feed properties and
independent operating condi-tions. The key objective of the
refinery was to maintain conversion and bottoms upgrading while
reducing rare earth content. As can be seen, these key objectives
were met, and in addition conversion and bottoms upgrading were
even increased. The REduceR catalyst
has a Conradson carbon content of 3 wt%, and the e-cat metals
levels are approximately 4500 ppm vana-dium, 3500 ppm nickel, 6000
ppm Fe and 5000 ppm sodium.
This Vohburg FCC unit was previously using a Nektor catalyst
from Grace containing 3.1 wt% rare
earth, which performed well. In April 2011, the refinery began
to blend 30% of REduceR catalyst with the Nektor catalyst, with the
simple objective of reducing rare earth while maintaining high
perform-ance. A certain misconception about rare earth-free
catalysts is that they
5
7
6
4
3
31/1
2/20
09
25/0
2/20
10
22/0
4/20
10
17/0
6/20
10
12/0
8/20
10
07/1
0/20
10
02/1
2/20
10
27/0
1/20
11
24/0
3/20
11
19/0
5/20
11
14/0
7/20
11
08/0
9/20
11
CA
R,
t/d
2
66
70
68
64
62
E-C
at
MAT,
wt%
76
78
74
72
CARE-Cat MAT REduceR
Figure 1 Activity retention of the REduceR catalyst blend at
30%
rotcafsaG
Ni equivalents, mg/kg
3&EVDF3/FLUPS
rotcafekoC
Ni equivalents, mg/kg
3&EVDF3/FLUPS
Figure 2 Coke and gas factors of the REduceR catalyst blend at
30%
grace.indd 2 23/2/12 12:57:07
-
pcs 1.indd 1 23/2/12 20:37:57
-
provided a similar coke yield but an improved delta coke, and
allowed the regen bed temperature to be decreased by 15C. The
higher LPG yield at the expense of gaso-line is a consequence of
the lower hydrogen transfer from REduceR. This is a positive yield
shift for the refinery and was anticipated.
Bayernoil Vohburg was highly
20 Catalysis 2012 www.eptq.com
satisfied with the REduceR catalyst trial, and subsequently
became the first refinery to move to a 70% blending level, further
reducing the rare earth content to 1.0 wt%. In December 2011, the
refinery increased the blending ratio of the REduceR catalyst up to
80%, thus reducing rare earth to 0.6 wt%. Despite high nickel and
vanadium
FF% t
w,noisrev
noctnera
pp
A
AtRes in feed, wt%
/FLUPS3&EVDF3
,erutare
pmet
debrotare
negeR
C
ROT, C
/FLUPS3&EVDF3
%tX ,ekocat le
D
Apparent conversion, wt%FF
/FLUPS3&EVDF3
%Uw
dleiyyrrul
S
Conversion, wt%FF
/FLUPS3&EVDF3
levels, the refinery continues to see excellent performance. It
is esti-mated that the switch to the REduceR catalyst has provided
the refinery with over 2 million /y cost savings when taking into
account catalyst costs and product yields obtained.
GRACE, GRACE CATALYSTS TECHNOLOGIES, REPLACER, RESOLUTION
NEKTOR, NEXUS, REDUCER and REACTOR are marks of W R Grace &
Co.-Conn.
Colin Baillie is Marketing Manager with Grace Catalysts
Technologies EMEA and holds a masters degree and PhD in chemistry
from the University of Liverpool, UK. Email:
[email protected] Srikantharajah is Technical Service
Manager at Grace Catalysts Technologies EMEA. He holds a diploma in
chemical engineering from the University of Munster. Bernhard
Zahnbrecher is Process Development Engineer for FCC with Bayernoil.
He holds a university diploma in chemical engineering. Wieland
Wache is a Process Engineer in the Production department at the
Bayernoil Refinery in Vohburg. He holds a diploma in chemistry from
the Technical University Aachen and PhD in chemical engineering
from University Bayreuth.
Figure 3 FCC unit data of the REduceR catalyst blend at 30%
Nektor 50% Nektor 50% REduceRCat-to-oil, g/g Base Base +
0.4Conversion, wt% Base Base + 0.5Hydrogen, wt% Base Base +
0.02C
1+C
2s, wt% Base Base + 0.2
Propylene, wt% Base Base + 0.4C
4 olefins, wt% Base Base + 0.6
LPG, wt% Base Base + 2.0Gasoline, wt% Base Base - 1.6LCO, wt%
Base Base - 0.2Slurry, wt% Base Base - 0.2Coke, wt% Base Base -
0.1Delta coke, wt% Base Base - 0.09CAR, MT/D Base BaseFeed Ni, ppm
Base BaseFeed V, ppm Base BaseRegen bed temp, C Base Base - 15C
Calculated FCC unit data of the REduceR catalyst blend at
50%
Table 1
grace.indd 3 23/2/12 12:57:19
-
pcs2.indd 1 23/2/12 20:39:00
-
eurecat.indd 1 23/2/12 12:02:36
-
Refinery fuel gas in steam reforming hydrogen plants
Operators of steam reform-ing-based hydrogen plants want
feedstock options to minimise operating costs and maximise
operational flexibility. Consequently, new-build hydrogen plants
are often designed for a number of hydrocarbon feeds. It is common
to have three or four feed-stocks ranging from offgases through to
naphtha requiring full operational flexibility across the range.1,2
Operators of existing plants are also evaluating alternatives to
the original feedstock slate and in some cases implementing changes
that may necessitate modification of the plants operating
conditions, hardware, equipment, catalyst selection and so
forth.3-6 The quest for cheaper feedstock options is undoubtedly
heightened by the significant increases in both natural gas and
crude oil prices in the last few years, although the emergence of
shale gas production has reversed this trend in certain areas. A
feed-stock option being considered increasingly by hydrogen plant
operators associated with oil refin-eries is the refinery fuel gas
(RFG) pool. Relative to imported natural gas and many other
hydrocarbon streams and offgases in the refinery, RFG has a
comparatively low value. Thus, RFG represents an attractive
feedstock option where there is excess RFG available.
RFG is not widely used as a hydrogen plant feed. This is because
its composition leads to a number of difficulties in process-ing in
the feedstock purification and steam reforming sections of the
hydrogen plant flowsheet. In this article, we will explore
these
Fuel gas is an attractive feedstock for hydrogen production, but
appropriate catalysts and temperature control are needed to address
high olefin levels
Peter BrOadhurst and Graham hintOnJohnson Matthey Catalysts
difficulties and the strategies for hydrogen plant design and
opera-tion, which may be used to allow processing of RFG as a
feedstock. This will include some recently developed catalytic and
control solutions developed jointly by Johnson Matthey and Air
Products & Chemicals.
rFG composition and processing difficultiesRFG is a combination
of refinery unit waste or by-product gases, often referred to as
offgases. The offgases that are sent to the RFG pool are those that
cannot be proc-essed elsewhere in the refinery either because of
the composition or because there is an excess availa-ble. The
offgases in the RFG come from various refinery unit opera-tions
(catalytic reforming, FCC, hydrotreating, coking), the
availa-bility and amount of which will depend on the refinery
operation.
Hydrogen-containing offgases may be partly or fully used in
hydrogen-consuming units or may be treated to recover the hydrogen
in a membrane or PSA unit so that a hydrogen lean gas is available
to the RFG pool. Also, offgases or offgas blends with high olefin
levels may be treated to recover olefins, with the olefin lean gas
going to the RFG pool. Thus, RFG can differ significantly between
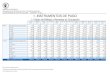
refineries. Examples of RFGs, which have been proposed for hydrogen
plant feeds, are shown in Table 1. This shows the substantial
variations in: hydrogen, from 11-35 mol%; meth-ane, from 2665 mol%;
and olefins, from 2.615.9 mol%.
RFG feeds often contain quite high levels of sulphur compounds.
Up to 100 ppmv can be found and this can contain quite a
significant proportion of mixed organic sulphur compounds. The
level and speciation are necessarily
www.eptq.com Catalysis 2012 23
mol% example 1 example 2 example 3 example 4 example 5 example
6Hydrogen 34.9 10.8 25.5 34.1 13.9 14.4Methane 26.3 64.9 34.8 45.3
43.2 42.3Ethane 11.0 13.4 23.5 8.2 12.2 13.7Propane 9.5 2.5 5.2 3.2
8.3 6.8Butanes 7.1 1.4 3.2 1.4 0.3 4.4Pentanes 0.0 0.2 0.5 0.6 0.3
1.5Hexanes 0.0 0.3 0.9 0.2 0.3 0.6Ethene 3.8 3.1 3.4 1.5 7.2
6.6Propene 2.1 0.5 0.6 0.9 8.3 6.7Butenes 3.0 ~ ~ 0.2 0.3
0.3Pentenes 0.0 ~ ~ ~ 0.1 TraceNitrogen 1.9 1.8 1.9 3.7 4.5
2.2Argon ~ ~ ~ Trace Trace ~Oxygen Trace ~ ~ ~ ~ ~Carbonmonoxide ~
0.3 0.3 0.3 1.1 TraceCarbondioxide 0.4 0.8 0.2 0.4 ~ 0.5Total 100.0
100.0 100.0 100.0 100.0 100.0
rFG compositions considered for hydrogen plant feed
table 1
j matthey.indd 1 23/2/12 13:02:52
-
24 Catalysis 2012 www.eptq.com
the inlet olefin level to an accepta-ble level. This approach
has some disadvantages. Depending on the inlet olefin level and
therefore the extent of dilution required, the recycle can be
substantial. This increases capital expenditure in a number of
ways: the recycle flow usually increases the vessel size to stay
within design space velocity design limits and additional
equip-ment is needed such as a recycle cooler and circulator.
Without a recycle system, there is limited flexibility in terms
of the olefin level using standard HDS catalyst types, so
approaches that widen the operating envelope with-out installation
of a recycle system will be beneficial. One such approach that
Johnson Matthey has recommended is to use a Katalco higher activity
catalyst. This has a higher active metals loading and allows
operation at inlet tempera-tures down to ~250C (462F) with the same
exit temperature limit of 400C (752F). Thus, the amount of olefins
that can be processed with-out installation of a recycle system is
increased to 78 mol%, depend-ing on the precise composition of the
feed in terms of heat release and specific heat.
This concept has been extended to form part of the technology
claimed in recent patent applica-tions filed jointly by Johnson
Matthey and Air Products & Chemicals7 and which is available
for licence. Detailed evaluation of a typical range of RFG feed
composi-tions established that the extremely active pre-sulphided
Katalco prod-uct allows the olefin hydrogenation reaction to strike
below 150C (302F). This widens the operating temperature envelope
to over 250C (450F) and allows the processing of feeds containing
well in excess of 10 mol% olefins.
It is imperative, however, that the consequences of the changes
in operating temperatures are fully considered if this is to be
retrofitted into an existing reactor to accom-modate a higher
olefin feed.
An alternative approach is to use a tube-cooled converter.8 The
heat of reaction is removed on the shell side of the converter
using water,
dependent on the blend of gases going to the RFG pool.
Additionally, the RFG composi-tion can fluctuate significantly
in a given refinery as rates on different units change and
particularly if a unit comes off line. The amount of offgas
available to the RFG pool changes and so impacts on the composition
of the blend, which comprises the RFG. This presents control issues
in some cases.
In terms of incorporating RFG into the hydrogen plant feed
slate, the aspects that may cause difficul-ties can be summarised:
High olefin levels Variability in the RFG composi-tion as the blend
of offgases changes High hydrogen levels Significant sulphur levels
Substantial levels of higher hydrocarbons, which may include
naphthenes and/or aromatics Less usual trace and minor
components.
Not every RFG will present each of these difficulties and each
case must be considered separately. If a new-build hydrogen plant
is being considered, it must be designed to include any RFG feed
case(s). When considering using RFG on an exist-ing plant, the
extent to which there is a problem will be influenced by the
original design basis.
Feedstock purification sectionRFG feeds can cause various issues
in the feedstock purification section.
High olefin levelsOlefins need to be removed from the
hydrocarbon feed in a hydrogen plant to a level below 1 mol% to
minimise possible olefin-derived carbon formation in the steam
reformer, although higher levels may be acceptable where there is a
pre-reformer in the flowsheet. The hydrodesulphurisation (HDS)
cata-lyst is also an effective olefin hydrogenation catalyst and
removes olefins almost completely as long as there is sufficient
hydrogen present. Thus, for RFGs with significant olefin levels,
the hydrogen available in the feed and as recycle must be
sufficient for the olefin
hydrogenation reaction, other hydro-gen-consuming reactions and
to provide the target hydrogen level specified at the HDS converter
exit. Johnson Matthey recommends a different level of hydrogen be
present in the HDS effluent, depend-ing on the feed composition and
how heavy it is. For the gases given as examples 5 and 6 in Table
1, insufficient hydrogen is present in the RFG on its own to
hydrogenate the significant olefin content. This means that
additional hydrogen must to be added, usually recycled to the
purification section of the plant, of approximately 5 mol% of the
RFG feed rate for example 5, and approximately 3 mol% of the RFG
feed rate in example 6.
Olefins hydrogenate exothermi-cally over the HDS catalyst and
the temperature rise can be 20+C (36F) per mol% olefin, depending
on the heat capacity of the feed gas. The inlet temperature must be
adjusted to ensure that the maxi-mum HDS bed temperature remains
below 400C (752F). However, using standard HDS catalysts, such as
Katalco 41-6T or Katalco 61-1T, the inlet temperature needs to be
above 300C (572F) to provide sufficient activity for reactions to
initiate. Given the need for some operating margin inside these
restrictions, this limits the olefin that can be processed to a few
mol% in a once-through reactor system.
To process higher olefin levels, a recirculation system is
usually employed around the HDS reactor (see Figure 1). The reactor
effluent is olefin free so the recycle dilutes
Cooler
Recirculator
Figure 1 HDS converter with recirculation
j matthey.indd 2 23/2/12 13:03:03
-
cat tech1.indd 1 23/2/12 12:04:42
-
and the temperature in the catalyst packed tubes is maintained
in the required range. The reactor is not truly isothermal, as the
heat release is sufficiently fast for the tempera-ture to rise in
the reaction zone within the tubes before the coolant brings the
temperature back down. This approach has been commer-cialised in at
least one plant.
Variability in the RFG compositionAs refinery unit operations
change rate, come off line or back on line, the RFG composition can
fluctuate. This can make step changes in the gas going forward to
the hydrogen plant and can cause control issues, particularly where
there is a substantial olefin content in the feed. If the olefin
level increases sharply, it is possible that the 400C (752F) upper
limit for HDS operating temperature might be exceeded. Also, if the
inlet temper-ature has been lowered to well below 300C (572F) to
allow for the hydrogenation exotherm, and the olefin level
decreases sharply, the exotherm will collapse, which may lead to
organo-sulphur slip. In both cases, the HDS inlet temperature needs
to be adjusted quickly in response to the change in RFG
composition.
A control system concept has been developed to allow this to
happen.7 There is a rapid feedback system from changes in the HDS
bed exotherm into the upstream feed preheat so that the
tempera-ture in the catalyst bed can be controlled within
acceptable limits.
Another possible problem is if the hydrogen level in the RFG
decreases suddenly to a point where there is insufficient to
hydrogenate olefins (and any traces of oxygen and the expected
organo-S compounds) in the feed. Additionally, the recom-mended HDS
exit hydrogen level should ideally be maintained. If a rapid
decrease in feed hydrogen level occurs, another source of hydrogen,
probably recycle hydro-gen, needs to be rapidly established. If
not, the consequences could be slippage of olefins and/or sulphur
compounds to the steam reforming section, with resulting carbon
formation and/or poisoning.
26 Catalysis 2012 www.eptq.com
High hydrogen levelsSome RFG blends may contain a significant
amount of hydrogen. In some circumstances, this might provide a
driving force for side reactions over the HDS catalyst if the RFG
unusually happened to contain extremely low sulphur levels. The
undesirable side reac-tions are methanation, which would also need
a substantial amount of carbon oxides present, and hydroc-racking,
which would need heavier alkanes present. Both are very rarely
observed and are associated with operation at transient or abnormal
operating conditions (for instance, low flow, very low sulphur and
excess temperature). Methanation and hydrocracking activity can be
significantly suppressed by pre-sulphiding the HDS, an effect that
is also achieved if there is a reasonable level of sulphur in the
feed.
Significant sulphur levelsRFG blends can contain significant
sulphur levels, of which much may be present as organo-sulphur
compounds. As long as the maxi-mum and typical levels are known and
there is speciation of the sulphur, new plants can be designed
appropriately.
Existing plants may have been designed for a lower level of
and/or less difficult organic sulphur compounds so that conversion
in the existing HDS converter may not be possible. There are three
retrofit options depending on the addi-tional HDS capacity needed:
Replace the existing HDS catalyst with a higher activity version
(for instance, replace Katalco 41-6T or Katalco 61-1T with Katalco
61-2F) Install a combined product, which delivers HDS activity and
H2S absorption (such as Katalco 33-1) in the downstream H2S removal
beds Replace the existing HDS converter with a larger vessel.
If the total sulphur level is higher than the original design,
the life of the H2S removal beds will be short-ened. If the design
features lead-lag H2S removal beds, allowing change-out on-line,
the consequence is more frequent change-out. Selection of the
highest capacity H2S removal
absorbents (for instance, Katalco 32-5) can lessen the
change-out frequency. The problem can be greater if the design has
only a single H2 S removal bed built to last between turnarounds,
where it is possible the increased sulphur level will not allow
operation for the normal interval. Higher capacity absorbents may
help, but a retrofit of a second vessel may be required.
Substantial level of higherhydrocarbonsIn the event that the RFG
contains higher hydrocarbons, there may be an increased tendency
for thermal cracking in the feed preheat coil. The carbon formed
can carry forwards and deposit on top of the HDS catalyst, leading
to an increased pressure drop over time and some deactivation if
the top catalyst becomes coated with carbon. If this problem is
observed, it can be mitigated by replacing the hold-down balls on
top of the cata-lyst with a high-voidage shape, such as Dypor 604,
which has more capacity for the carbon foulant, before the pressure
drop becomes critical.
Less usual trace and minorcomponentsThere are a number of other
species that can be present in a refinery offgas stream and which,
therefore, could find their way into the RFG. These include
chlorides, arsine, oxygen, acetylenes and dienes.
Chloride can be dealt with by hydrogenation of any organo-
chlorides over the HDS catalyst followed by the removal of HCl
using an HCl removal absorbent such as Katalco 59-3. This must be
placed upstream of the ZnO-based H2S removal absorbent. In existing
plants, it may be necessary to retro-fit this into the purification
section, usually by putting it on top of the H2S removal
absorbent.
Arsine will be removed on the surface of the HDS catalyst and
acts as a poison. If present, levels are likely to be sub-ppm and
the effect on the HDS catalyst is minimal. For a new plant design,
the volume of HDS catalyst would be increased slightly to allow for
the absorption
j matthey.indd 3 23/2/12 13:03:22
-
cat tech2.indd 1 23/2/12 12:06:09
-
temperature as the PSA unit goes through its cycles.
Additionally, if RFG is being used as the feed to the plant, it is
likely that the trim fuel type will also have changed. This will
necessitate that the suitability of the burners is checked to fire
this new fuel type with good control and flame stability.
Significant sulphur levelsWith proper design and operation,
sulphur should be removed in the feed purification section.
Substantial level of higherhydrocarbonsIn new plant designs, the
selection of steam reforming technology and catalysts should take
account of the RFG composition. In existing plant with non
pre-reformer flowsheets, the impact of a heavier hydrocar-bon
component in the feed must be assessed in case a change in steam
reforming catalyst is required to cope with the heavy component in
the RFG. As mentioned above, this may necessitate an increase in
the steam-to-carbon ratio for the plant, a reduction in reformer
outlet temperature or even a change in steam reforming catalyst
type.
Less usual trace and minor componentsWith proper design and
operation, these should be removed in the feed purification
section.
Variability in the RFG compositionThis presents possible
problems for the steam reforming section if there is not sufficient
control. If there is a sudden decrease in olefins causing the HDS
exit temperature to decrease, slip of organo-sulphur is possible,
which would poison the pre-reformer or steam reforming, whichever
is first in the flowsheet.
If there is a sudden decrease in hydrogen, there may be
insufficient to hydrogenate olefins and/or organo-sulphur. The
resulting slip could lead to sulphur poisoning and carbon formation
in the pre-reformer or steam reforming, whichever is first in the
flowsheet.
ConclusionsWhile RFG is an attractive economic
28 Catalysis 2012 www.eptq.com
of arsenic and associated poisoning of the HDS catalyst at the
bed inlet.
Oxygen will be removed by hydrogenation over the HDS catalyst.
This is a very exothermic reaction and so the temperature rise and
hydrogen consumption must be taken into account in addition to any
from olefin hydrogenation.
Acetylenes and dienes may be present at low levels. There is
some evidence that these may polymerise in the feed preheat or HDS
converter, leading to carbon deposi-tion. This is unlikely to be a
major issue as long as the level remains at low ppm levels so that
any pressure drop rise and catalyst deactivation caused by the
carbon is very slow.
Steam reforming sectionSome considerations and impacts for the
steam reformer and associ-ated equipment need to be considered.
High olefin levelsWith proper design and operation, olefins
should be converted in the feed purification section. However,
levels of up to 1 vol% olefins can be accommodated in the feed to a
steam reformer.
High hydrogen levelsThe process duty in the reformer may be
lower for feeds with high hydrogen levels compared to other feeds
such as natural gases. This is because there is less endothermic
steam reforming reaction in order to generate the same quantity of
hydrogen. Additionally, since the feeds are more hydrogen rich than
a natural gas, less feed flow may be needed in order to produce the
same quantity of hydrogen. However, even though the feed is more
hydrogen rich than a typical natural gas, the average carbon number
can be higher, meaning
that the tendency for carbon forma-tion within the reformer is
also higher. This may necessitate either an increase in steam to
carbon, a reduction in outlet temperature, or a change in the steam
reforming catalyst type. This is discussed further below.
All of these effects are shown in Table 2. In the table, the
reformer heat load for constant hydrogen production has been
calculated, assuming that no other process parameters are changed
(inlet and outlet temperatures, steam-to-carbon ratio and reformer
outlet pressure). The second row of the table shows how the molar
flow of the RFG in question will compare to the molar flow of a
typical natu-ral gas for the same hydrogen production rate.
In a new plant design, all these factors can be taken into
account. If introducing such a feed to an exist-ing plant, however,
these factors and implications arising from them need to be taken
into account and reviewed. The reduction in reformer heat load will
have a number of consequences. The first, and most obvious, is that
the firing on the reformer box must be reduced. This means that the
bridge wall temper-ature will reduce, the flow rate of combustion
gases will reduce and the amount of heat available to be recovered
in the flue gas duct will be less. Hence, there is the possibil-ity
that some of the coils may become pinched, leading to a reduc-tion
in steam production or in combustion air preheat tempera-ture.
Second, if the plant is a modern PSA hydrogen plant in which the
PSA tail gas is used as the major fuel source on the reformer, it
is possible that the trim fuel requirement is dropped to a level
where there are control issues in maintaining the reformer
outlet
Table 2
Natural Example Example Example Example Example Example gas 1 2
3 4 5 6Reformer heat load, % 100 93.4 97.8 94.2 89.6 99.9 99.5Feed
flow, % 100 76.2 88.4 81.6 109.7 69.6 64.5Average carbon no. 1.06
2.09 1.34 1.76 1.42 1.71 1.85
Impact of varying feed composition on feed flow and reformer
heat load
Table 2
j matthey.indd 4 23/2/12 13:03:34
-
option for hydrogen plants associated with refinery operations,
its processing presents challenges in the feedstock purification
and steam reforming sections of the flowsheet. These challenges
result from the composition of the RFG and also from its
variability.
In the feedstock purification section, the range of options for
handling the high olefin levels often found in the RFG pool has
been expanded in recent years by consid-ering more active catalysts
and heat exchange reactors. In conjunction, control systems have
been devel-oped to allow the HDS converter operating temperature to
be adjusted as the feed composition changes to maintain the
tempera-ture within the acceptable range for successful
operation.
In the steam reforming section, the impact of the change in feed
and fuel type needs to be modelled and understood. There may be
minimal impact associated with the change but, conversely, there
may
www.eptq.com Catalysis 2012 29
be changes required in operating parameters, catalyst type, heat
exchanger performance or even heat exchanger design, as well as
consideration given to any neces-sary changes in control
schemes.
KATALCO is a mark of the Johnson Matthey Group of Companies
References1 Cromarty B J, Hydrogen Market Review, Synetix
Technical Paper, 1999.2 Ratan S, Hydrogen Technology Overview,
Proceedings of 6th International Conference on Refinery Processing,
AIChE Spring National Meeting, New Orleans, Apr 2003.3 Chlapik K,
Slemp B, Alternative Lower Cost Feedstock for Hydrogen Production,
NPRA Annual Meeting, San Antonio, 21-23 Mar 2004.4 Winsper A J,
Irizar I C, The Study on the use of Butane Feed for the Repsol-YPF
La Coruna Hydrogen Plant, ERTC 11th Annual Meeting, Paris, 13-15
Nov 2006.5 Cotton W J, Singh V, Feedstock Conversion for Indian
Ammonia Plants. A Review of the Challenges, Proceedings of
Fertilizer Association