Embed Size (px)
Citation preview

Shell Exploration & Production
20 F
eb.,
2005
HR
glO
Pre
sent
atio
n 05
AS
ME
Wor
ksho
p.pp
tC
opyr
ight
: She
ll E
xplo
ratio
n &
Pro
duct
ion
Ltd.
High Reliability gas-lift Orifice (HRglO)
2005 ASME Gas-Lift Workshop
Rio de Janeiro, Brasil
Jim Hall

Shell Exploration & Production
Necessity is the Mother of Invention
Problem #1
• Government regulations require periodic successful tubing integrity tests
• Gas-lift well has failed the test and must be closed-in or repaired
• Well is a subsea completion
• Cost to change failed reverse-flow valve?
$1 Million

Shell Exploration & Production
Necessity is the Mother of Invention
Problem #2
• Potential for sour production from a reservoir recently on waterflood
• Some casing components not suitable for sour service
• HSE case requires this be addressed, or cannot produce the well
• A “no-leak” check valve is required for the operating gas-lift valve

Shell Exploration & Production
What is wrong with what we have now?
• It is OK for the reverse-flow valve to leak
• API Specification 11V1 Section 4.4.1.4.
Reverse flow valves shall be tested with air, nitrogen, helium, or other compressed gas for leakage in accordance with the manufacturer’s written specifications. The leak shall not exceed 35 std ft3/day with a 100 psi (+/-10%) differential pressure across the reverse flow valve
• ISO Standard 17078.2, Normative Annex I
Liquid test I.5.1- Hold the pressure for a minimum of one minute, with no pressure drop allowed over the one-minute period.
Gas Test I.6.1- The leak rate shall not exceed 1 std cu m/day (35 std cu ft/day).

Shell Exploration & Production
How is it built?

Shell Exploration & Production
So how critical is this situation?
• Problem #1 (subsea well)–Testing indicated that the “check dart” spins in its cavity under high gas flow rates, causing mechanical damage to the dart and its housing.
• Problem #2 (sour production)–35 ft3/day gas leak rate violates requirements of HSE case. Gas Lift would not be permitted and significant reserves not produced.

Shell Exploration & Production
Let’s do some testing!

Shell Exploration & Production
What are the numbers?
• Testing with water at 1000 psi differential pressure
• “Failure” threshold = 350 ft3/day (10X accepted standard)–1/8 inch port failed 350 ft3/day failure criteria in 3 days
–¼ inch port failed 350 ft3/day failure criteria in less than 17 hours

Shell Exploration & Production
What caused the failure?

Shell Exploration & Production
What are possible solutions?
Side Pocket Mandrel with line-pipe side inlet
Injection SSCSSV
Or…make it retrievable!
Shell Exploration & Production
Has this been done before?
Patent SearchUS5004007A – Valve closure includes a flapper seat connected to
the housing and flapper pivotally connected to the housing….
Application – 30 March, 1989
Patent – 2 April, 1991
Expired due to non-payment of maintenance fees – 13 June, 1995

Shell Exploration & Production

Shell Exploration & Production

Shell Exploration & Production
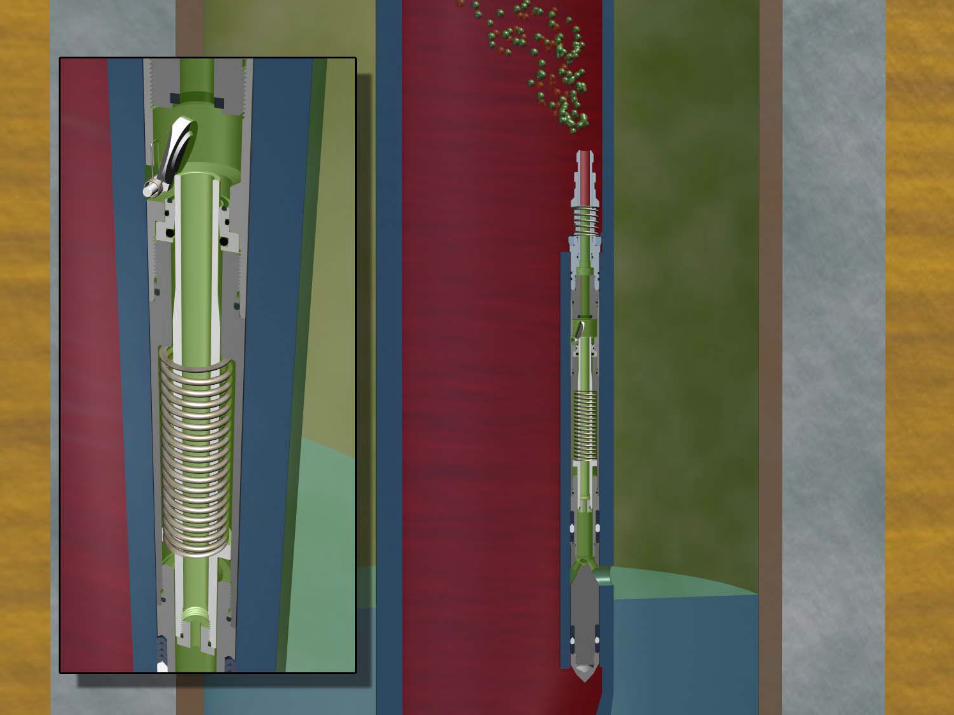
The following slides are images captured from an animation that was created to show the function of the HRglO. The substitution has been made to reduce the size of the *.ppt file.

Shell Exploration & Production

Shell Exploration & Production

Shell Exploration & Production

Shell Exploration & Production

Shell Exploration & Production

Shell Exploration & Production

Shell Exploration & Production
Shell Exploration & Production

Shell Exploration & Production
Shell Exploration & Production
But will it hold up? More testing!
• Testing with water at 1000 psi differential pressure1/8 inch port had no measurable gas leakage after 6 days
¼ inch port had no measurable gas leakage after 7 days

Shell Exploration & Production
How does it perform?

Shell Exploration & Production
How does it perform…compared to other similar valves?

Shell Exploration & Production
What Next?
• Field Trials – sweet service–Valves on location for installation – North Sea, Middle East
• Sour Service prototype–Material Selection – metallurgy, elastomers
–Erosion testing – repeat previous tests
• Field Trials – sour service
• Commercialisation


![WELCOME [aws.profantasy.com]aws.profantasy.com/downloads/FT3_Essentials.pdf · Welcome to Fractal Terrains 3 (FT3) by ProFantasy Software Ltd. FT3 enables you to use fractals, real](https://img.dokumen.tips/doc/110x75/5b87d2e87f8b9a46538c5a9e/welcome-aws-aws-welcome-to-fractal-terrains-3-ft3-by-profantasy-software.jpg)



























