Embed Size (px)
Citation preview

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 1/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 2/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 3/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 4/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 5/44
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 6/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 7/44
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 8/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 9/44
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 10/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 11/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 12/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 13/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 14/44
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 15/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 16/44
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 17/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 18/44
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 19/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 20/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 21/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 22/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 23/44
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 24/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 25/44
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 26/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 27/44
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 28/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 29/44
=⋅∆⋅= ccc l 2 ρ 1/ Tm curbarea axei din rela7ia %.1%L1N=m ρ 1,/mm deplasarea matri7elor în planul de separa7ie dată în tabelul %.KL1N
=+= 22mc ρ ρ ρ 1/1-Tm abaterea spa7ială totală , rela7ia %. L1N=⋅=− ρ ρ K i 1 1-2 Tm abaterea spa7ială remanentă , rela7ia !.1- L1N
=iε - 4 eroarea de fixare la prelucrarea între v+rfuri.
6e poate calcula adaosul de prelucrare intermediar minim pentru rectificarea definisare cu rela7ia din tabelul .1 L1N.( ) =+⋅++= −−−
22111min 222 iii zi pi S R A ε ρ 2 - Tm
3oleran7a piesei 1−iT este dată în tabelul 2.1% L1N 8i se ale"e 1−i
T B1!-Tm.Deci adaosul nominal pentru rectificarea de finisare se calculează cu rela7ia din
tabelul . L1N: =+= −1min22 i piinom T A A /- TmDiametrul maxim înainte de rectificarea de finisare se calculează cu rela7ia din
tabelul . L1N: =+=− minmaxmax1 2 pii Ad d &-, ! mm6e rotun$e8te: == −− nomii d d 1max1 &-, ! mm@ezultă diametrul minim =−= −− 1min1 iinomi T d d &-, & mm.Deci opera7ia de strun$irea de de"ro8are se va realiza la cota: mm)
)5*.)3*,-) −Φ
d' !alculul adaosului pentru strunjirea de degro are
6e poate executa cu unul sau mai multe cu7ite în func7ie de lun"imea arborelui 8iad+ncimea de a8c#iere, prin împăr7irea adaosului de prelucrare în lun"ime sau ad+ncimedintr4o trecere sau mai multe. 6trun$irea de de"ro8are se face cu re"imuri intensivedeoarece în această opera7ie se îndepărtează cea mai mare parte a adaosului deprelucrare.
Duma opera7ia de matri7are la cald semifabricatul rezultă cu următorii parametrii:=− 1 zi R 2%- Tm ru"ozitatea este după opera7ia de matri7are %. L1N
=− 1iS -- factorul de complexitate a formei piesei din tabelul %. L1N= K 1 coeficient de mic8orare a abaterilor spa7iale dat în tabelul !. L1N=∆ c 1,& Tm0mm 4 curbarea specifică dată în tabelul %.1- L1N
=cl % mm lun"imea fusului=⋅∆⋅= ccc l 2 ρ 1 &Tm curbarea axei, rela7ia %.1%L1N
=m ρ 1,/mm deplasarea matri7elor în planul de separa7ie dată în tabelul %.KL1N=+= 22
mc ρ ρ ρ 1/1-Tm abaterea spa7ială totală, rela7ia %. L1N=⋅=− ρ ρ K i 1 1/1- Tm abaterea spa7ială remanentă, rela7ia !.1- L1N
=iε - 4 eroarea de fixare la prelucrarea între v+rfuri.6e poate calcula adaosul de prelucrare intermediar minim pentru rectificarea de
finisare cu rela7ia din tabelul .1 L1N.( ) =+⋅++= −−−
22111min 222 iii zi pi S R A ε ρ !%2- Tm
3oleran7a opera7iei precedente 1−iT este dată în tabelul 2.1% L1N 8i se ale"e 1−i
T
B2%--Tm.Deci adaosul nominal pentru rectificarea de finisare se calculează cu rela7ia din
tabelul . L1N: =+= −1min22 i piinom T A A /-2-TmDiametrul maxim înainte de rectificarea de finisare se calculează cu rela7ia din
tabelul . L1N: =+=− minmaxmax1 2 pii Ad d &-, & mm6e rotun$e8te: == −− nomii d d 1max1 &-, & mm@ezultă diametrul minim =−= −− 1min1 iinomi T d d &-,!& mm.

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 30/44
Deci matri7area semifabricatului se va realiza la dimensiunea: mm)5.2-,-) −Φ
*.# lementele componente ale regimului de a chiere
ceste elemente s+nt:
• ad+ncimea de a8c#iere t care este definită ca mărimea tăi8ului principal aflat în contactcu piesa de prelucrat, măsurată perpendicular pe planul de lucru
• viteza de a8c#iere v care este definită ca viteza la un moment dat, în direc7ia mi8cării dea8c#iere, a unui punct de a8c#iere considerat pe tăi8ul sculei
• avansul s care este determinat de obicei în mm la o rota7ie a piesei sau sculei.
vem de prelucrat fusurile paliere 8i manetoane de la un arbore cotit. ntruc+t prelucrarea seface simultan dintr4o sin"ura mi8care pentru toate fusurile paliere 8i respectiv fusurilemanetoane tot dintr4o mi8care, se va face calculul doar pentru un fus palier 8i un fus maneton.
%trunjirea de degro are la cota Z %2 J 2 ,&
*.#.1. Alegerea sculei;ndustria constructoare de ma8ini folose8te în marea ma$oritate a lucrărilor de strun$ire,
cu7ite prevăzute cu plăcu7e din carburi metalice , excep7ie făc+nd strun$irea unor profile sau aunor alia$e speciale.
6tabilirea limitelor de uzură trebuie să 7ină seama de faptul că prin cre8terea uzuriicu7itului se măre8te valoarea componentei radiale a for7ei de a8c#iere, care determină abaterilede formă ale suprafe7ei de prelucrat. Din această cauză,la prelucrarea unor piese neri"ide, c+ndsă"eata de încovoiere a piesei determină precizia de prelucrare, trebuie considerate valori aleuzurii cu7itului mai mici dec+t cele recomandate pentru strun$irea de de"ro8are.
le"erea materialului păr7ii active a cu7itului, pentru realizarea unei prelucrări în condi7iidate, se face în func7ie de natura 8i proprietă7ile fizico4mecanice ale materialului se4mifabricatului. <aterialul păr7ii active poate fi o7el carbon pentru scule, o7el aliat pentru scule,o7el rapid, carburi metalice materiale mineralo4ceramice 8i diamante industriale.
le" cu7it cu sec7iunea dreptun"#iulară din o7el rapid cu #xb de 2%x1& 8i durabilitatea 3B &- min. (tab.1-.%L1N). In"#iurile de atac principal [ B !%o8i de atac secundar [1 B 1%o pentrustrun$irea de de"ro8are 8i [1 B 1-o pentru strun$irea de finisare(tab.1-.&L1N).
*.#. . Alegerea ad6ncimii de a chiere n ma$oritatea cazurilor, adaosul pentru prelucrarea de de"ro8are se îndepărtează intr4o
sin"ură trecere deoarece în construc7ia modernă de ma8ini s+nt adaosuri relativ mici. n cazul strun$irii de finisare se aplică aceea8i recomandare, 7in+ndu4se cont că după
prelucrarea de finisare suprafa7a trebuie să aibă o ru"ozitate e"ală cu cea indicată pe desenulde execu7ie al piesei respective.
entru adaosuri simetrice, ad+ncimea de a8c#iere se va calcula cu rela7ia:
mm A A
t p p )2.0
2
2 ===
în care p este adaosul de prelucrare.
*.#.#. Alegerea a$ansului n cazul lucrărilor de strun$ire, valoarea avansului depinde de :
- rezisten7a corpului cu7itului- rezisten7a plăcu7ei din carburi metalice- eforturile admise de mecanismele de avans ale ma8inii4unelte

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 31/44
- momentul de torsiune admis de mecanismul mi8cării principale a ma8inii4unelte- ri"iditatea piesei de prelucrat, a ma8inii4unelte 8i a dispozitivelor- precizia prescrisă piesei- calitatea suprafe7ei prelucrate.
rimii patru factori influen7ează ale"erea avansului în special la prelucrarea dede"ro8are, iar ultimii doi la prelucrarea de semifinisare 8i finisare.
@i"iditatea piesei, a ma8inii4unelte 8i a dispozitivelor influen7ează ale"erea avansuluiat+t în cazul strun$irii de de"ro8are, c+t 8i la cea de finisare.
*aloarea avansului pentru strun$irea de de"ro8are este dată în tabelele 1-./ L1N, 8iale"em s B -, mm0rot.
vansul pentru strun$irea de de"ro8are, ales din tabele, va trebui verificat.
a. 0erificarea a$ansului din punct de $edere al rezistentei corpului cu+itului. n cadrul acestei verificări se va ne"li$a ac7iunea for7elor 'x 8i ' \ , lu+ndu4se în calcul numai
ac7iunea for7ei principale de a8c#iere 'z.entru cu7itele cu corp de sec7iune dreptun"#iulară, din condi7ia de rezisten7ă la
încovoiere, se ob7ine rela7ia:
67-
2
N L Rbh F ai z = n care @ai este efortul unitar admisibil la încovoiere al materialului din care este
confec7ionat corpul cu7itului, în 0mm2 b 4 lă7imea sec7iunii cu7itului, în mm # 4 înăl7imeasec7iunii cu7itului, în mm > 4 lun"imea în consolă a cu7itului, în mm. 6e recomandă > B #.
'i"ura !.1. Distan7a în consolă a cu7itului
'or7a principală de a8c#iere se determină cu următoarea rela7ie:67111
* N HB st C F n y x z ⋅⋅⋅=
în care: =! B %,/ este un coeficient în func7ie de materialul de prelucrat 8i de materialul sculeia8c#ietoare (tabelul 1-.1%L1N) t 4 ad+ncimea de a8c#iere, în mm s 4 avansul de a8c#iere, înmm0rot x1 B 1, \1 B -,/%, 4 exponen7ii ad+ncimii 8i avansului de a8c#iere (tabelul 1-.21L1N) ? B1/% 4 duritatea materialului de prelucrat n1 B -, %, 4 exponentul durită7ii materialului de prelucrat(tabelul 1-.22L1N).E"al+nd păr7ile din dreapta ale rela7iilor de mai sus 8i determin+nd s, se va ob7ine:
.687-
1
11*
rot mmt HBC
R Lh
bh s
y
xn
ai
=
în care #0> B 1 este raportul dintre înăl7imea cu7itului 8i lun"imea în consolă a cu7itului.Dacă se adoptă pentru @ai valoarea @ai B 2-- 0mm2 , rela7ia precedentă devine:
.687), 333,33
1
11*
rot mmt HBC
R Lh
bh s
y
xn
ai
=
= b.
0erificarea a$ansului din punct de $edere al rigidită+ii piesei. ceastă verificare se facenumai pentru piese lun"i >0D A /.

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 32/44
n calcule se va 7ine seama de să"eata de încovoiere a piesei sub ac7iunea componenteiradiale ' \ 8i a celei tan"en7iale 'z a apăsării de a8c#iere.
=omponenta tan"en7ialăF z se determină cu formula (&. ), iar componenta radială '\ seva determină cu formula:
672225 N HB st C F n y x
z ⋅⋅⋅= în care: =% B -,-2/ este un coeficient în func7ie de materialul de prelucrat 8i de materialul sculeia8c#ietoare (tabelul 1-.1%L1N) t 4 ad+ncimea de a8c#iere, în mm s 4 avansul de a8c#iere, înmm0rot x2 B -,K, \2 B -,/%, 4 exponen7ii ad+ncimii 8i avansului de a8c#iere (tabelul 1-.21L1N) ?B 1/% 4 duritatea materialului de prelucrat n2 B 2,1, 4 exponentul durită7ii materialului deprelucrat (tabelul 1-.22L1N).
@i"iditatea piesei de prelucrat are o influen7ă deosebită asupra ale"erii avansului. ncovoierea piesei în direc7ia rezultantei componentelor tan"en7ială 8i radială a apăsării dea8c#iere poate duce la vibra7ii inadmisibile, iar încovoierea piesei în direc7ia componenteiradiale ' \ , duce la abateri de formă "eometrică a piesei .
n cazul strun$irii, să"eata maximă de încovoiere a piesei, pentru prinderea între v+rfuri,se determină cu formula:
67*
3
mm !
FL f = n rela7iile de mai sus s4au făcut nota7iile: f 4 să"eata de încovoiere, în mm > 4 lun"imea
piesei care se prelucrează, în mm E 4 modulul de elasticitate, în 0mm ; 4momentul de iner7ieal sec7iunii piesei, ; B -,-% D! , mm! D 4 diametrul piesei de prelucrat, în mm ' 4 for7arezultantă, ob7inută prin compunerea componentei tan"en7iale 8i radiale a apăsării la a8c#iere(la strun$irea de de"ro8are) sau numai for7a radială de a8c#iere (la strun$irea de finisare).
vansul ales trebuie să respecte următoarele condi7ii:
- să"eata de încovoiere a piesei în direc7ia componentei radiale a apăsării de a8c#iere nutrebuie să depă8ească -,2% din c+mpul de toleran7ă pentru prelucrarea piesei, la strun$irea de
finisare- să"eata de încovoiere a piesei în direc7ia rezultantă componentelor 'z 8i ' \ ale apăsăriide a8c#iere trebuie să fie, în func7ie de stabilitatea la vibra7ii a sistemului 8i de condi7iile te#nicepentru prelucrarea piesei, între limitele -,2 4-,! mm, în cazul strun$irii de de"ro8are 8isemifinisare.
*erificarea avansului după să"eata de încovoiere în direc7ia rezultantei componentelor 'z 8i' \ ale apăsării de a8c#iere se face în cazul strun$irilor de de"ro8are 8i semifinisare.
@ezultanta se determină cu formula:6722 N F F F y z +=
;ntroduc+nd în expresia (&./) valoarea for7ei 8i 7in+nd cont de recomandările de mai susreferitoare la valoarea să"e7ii, se ob7ine o ecua7ie, care se va rezolva în raport cu s:
.687)33,19/1,2
1
11
3
*
rot mmt HBC " f
s y xn
adm =
=
*.#.*. /eterminarea $itezei de a chiere
n cazul strun$irii lon"itudinale, viteza de a8c#iere poate fi exprimată cu rela7ia:min6873 ,-3
2))
&0-5*321 m# # # # # # # # # HB
st T
C v n
y xm
v
vv
=
=
în care: =v B&-, este un coeficient care depinde de caracteristicile materialului care seprelucrează 8i ale materialului sculei a8c#ietoare (tabelul 1-. -L1N) 3 4 durabilitatea sculeia8c#ietoare, în min. (tabelul 1-. L1N) m B -,12% 4 exponentul durabilită7ii (tabelul 1-.2KL1N)

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 33/44

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 34/44
pt 4norma de timpumărul de muncitori se calculează cu rela ia:ț
m F %
n =
unde: m F 4 fondul anual de timp al mucitorului( ) 67) oret & & & & F sc sd cm η ⋅⋅−−−=
zile & c 3-5= 4 număr de zile calendaristice zile & s 11= 4 număr de zile de sarbătoare
zile & d 1)*= 4 număr de zile duminicale zile & c 21) = 4 număr de zile de concediu de odi#nă
oret s = 4 durata unui sc#imb&5,)=η 4coeficient ce ine seama de utilizare:absen e, concediu fără platăț ț
( ) ( ) oret & & & & F sc sd cm 1 1-&5,)21111)*3-5) =⋅⋅−−−=⋅⋅−−−= η
@ezultatele sunt centralizate în tabelul %.1.

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 35/44
3abelul %.1 ecesarul de for ă de muncăț
r.crt =alificare muncitor =ate"orie0
3reaptă6alariu
orar Hpera iaț
nr 3 a opera ieiț 3 pe cate"oriede mincitori * r. muncitori
calculatr muncitori
ales
1 6trun"ar 0; 11,%%
2- ,!-!
1 , 1! 12/2,/ -,&K/ 1- !,-2
!- ,-%
%- , !
2 6trun"ar %0; 1!,-%
&- ,/
1/,&! 1&2%,2 -, K1 1/- !,1%
1!- K,/K
'rezor %0;; 1!,K%
1- 2,2
!2,/1 K %,-1 2,1%/ 21-- &,K!
1%- ,%!
! @ectificator &0; 1%,/%
- 12,2K
%!, 2 %--!,& 2,/!!2-- ,2
21- ,/%
% =ontroler =3= /? 1&,
K- !,K
1%,2% 1!-%,- -,// 12 - 12, %
12- 2,-%
1 - , /

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 36/44
/ >ăcătuș !? 12,&%1&-
%,!2 !KK, & -,2/! 11/- &
6pălător, marcator, muncitor,responsabil conservare necalif 1-,2-
22- &1K 1/%-,% -,K& 1
2!- !
K <uncitor sector tratamenttermic 0; 11,%% 1 - % % !&-,&1 -,2% 1
1- <uncitor instala ie sablareț 0; 11,%% 1K- K K 2K,2 -,!%% 1
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 37/44
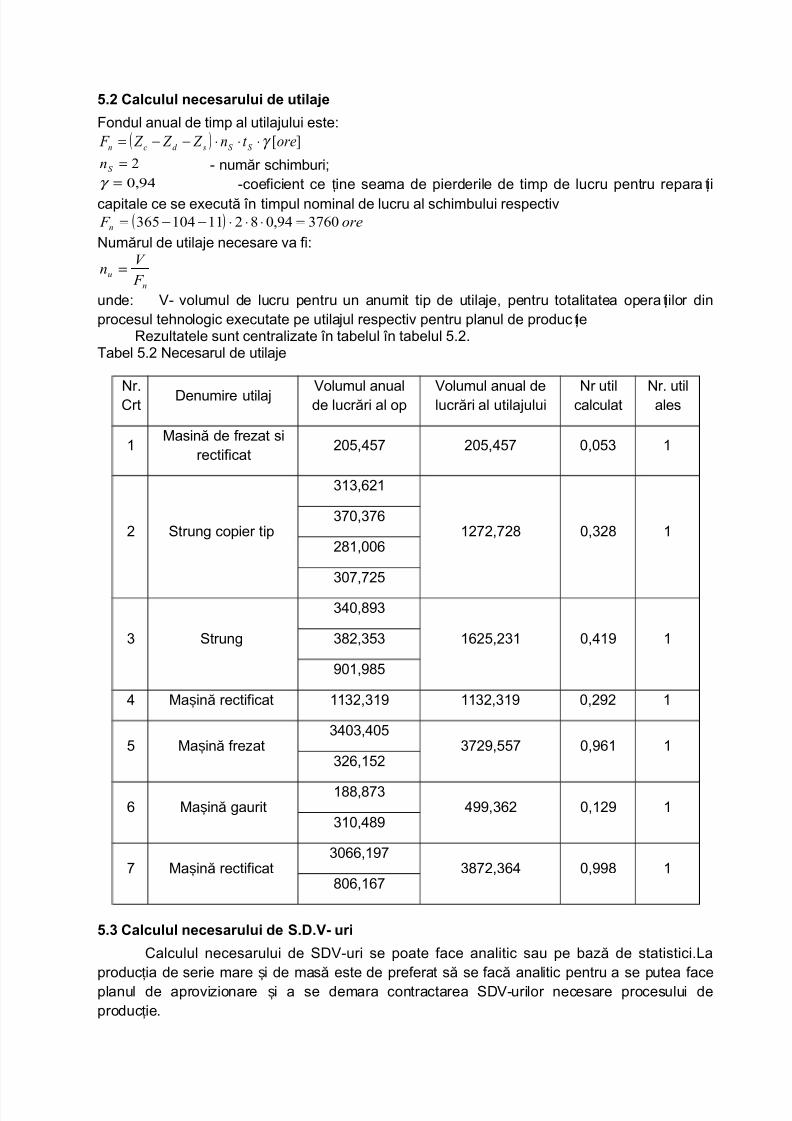
7. !alculul necesarului de utilaje'ondul anual de timp al utila$ului este:
( ) 67oret n & & & F S S sd cn γ ⋅⋅⋅−−=2=S n 4 număr sc#imburi
&*,)=γ 4coeficient ce ine seama de pierderile de timp de lucru pentru repara iiț țcapitale ce se execută în timpul nominal de lucru al sc#imbului respectiv
( ) ore F n 30-)&*,)2111)*3-5 =⋅⋅⋅−−=umărul de utila$e necesare va fi:
n' F
% n =
unde: *4 volumul de lucru pentru un anumit tip de utila$e, pentru totalitatea opera iilor dințprocesul te#nolo"ic executate pe utila$ul respectiv pentru planul de produc ieț
@ezultatele sunt centralizate în tabelul în tabelul %.2.3abel %.2 ecesarul de utila$e
r.=rt Denumire utila$ *olumul anualde lucrări al op *olumul anual delucrări al utila$ului r utilcalculat r. utilales
1 <asină de frezat sirectificat 2-%,!%/ 2-%,!%/ -,-% 1
2 6trun" copier tip
1 ,&21
12/2,/2 -, 2 1/-, /&
2 1,--&
-/,/2%
6trun"
!-, K
1&2%,2 1 -,!1K 12, %
K-1,K %
! <a ină rectificatș 11 2, 1K 11 2, 1K -,2K2 1
% <a ină frezatș!- ,!-%
/2K,%%/ -,K&1 12&,1%2
& <a ină "auritș1 , /
!KK, &2 -,12K 11-,! K
/ <a ină rectificatș-&&,1K/
/2, &! -,KK 1-&,1&/
7.# !alculul necesarului de %./.0- uri=alculul necesarului de 6D*4uri se poate face analitic sau pe bază de statistici.>a
produc ia de serie mare i de masă este de preferat să se facă analitic pentru a se putea faceț șplanul de aprovizionare i a se demara contractarea 6D*4urilor necesare procesului deșproduc ie.ț
8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 38/44
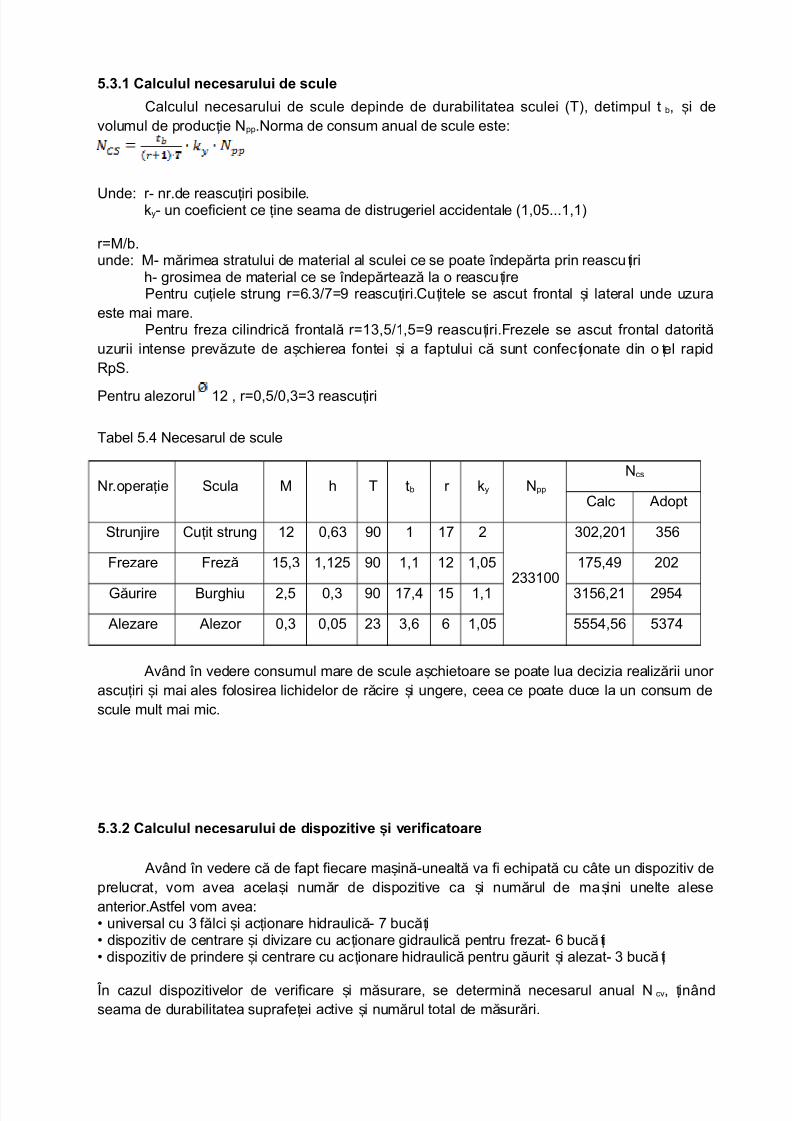
7.#.1 !alculul necesarului de scule=alculul necesarului de scule depinde de durabilitatea sculei (3), detimpul tb, i deș
volumul de produc ie ț pp. orma de consum anual de scule este:
Inde: r4 nr.de reascu iri posibile.țO\4 un coeficient ce ine seama de distru"eriel accidentale (1,-%...1,1)ț
rB<0b.unde: <4 mărimea stratului de material al sculei ce se poate îndepărta prin reascu iriț
#4 "rosimea de material ce se îndepărtează la o reascu irețentru cu iele strun" rB&. 0/BK reascu iri.=u itele se ascut frontal i lateral unde uzuraț ț ț ș
este mai mare.entru freza cilindrică frontală rB1 ,%01,%BK reascu iri.'rezele se ascut frontal datorităț
uzurii intense prevăzute de a c#ierea fontei i a faptului că sunt confec ionate din o el rapidș ș ț ț@p6.
entru alezorul 12 , rB-,%0-, B reascu iriț
3abel %.! ecesarul de scule
r.opera ieț 6cula < # 3 tb r O\ ppcs
=alc dopt
6trun$ire =u it strun"ț 12 -,& K- 1 1/ 2
2 1--
-2,2-1 %&
'rezare 'reză 1%, 1,12% K- 1,1 12 1,-% 1/%,!K 2-2
Xăurire ?ur"#iu 2,% -, K- 1/,! 1% 1,1 1%&,21 2K%! lezare lezor -, -,-% 2 ,& & 1,-% %%%!,%& % /!
v+nd în vedere consumul mare de scule a c#ietoare se poate lua decizia realizării unor șascu iri i mai ales folosirea lic#idelor de răcire i un"ere, ceea ce poate duce la un consum deț ș șscule mult mai mic.
7.#. !alculul necesarului de dispoziti$e i $erificatoareș
v+nd în vedere că de fapt fiecare ma ină4unealtă va fi ec#ipată cu c+te un dispozitiv deșprelucrat, vom avea acela i număr de dispozitive ca i numărul de ma ini unelte aleseș ș șanterior. stfel vom avea:_ universal cu fălci i ac ionare #idraulică4 / bucă iș ț ț_ dispozitiv de centrare i divizare cu ac ionare "idraulică pentru frezat4 & bucă iș ț ț_ dispozitiv de prindere i centrare cu ac ionare #idraulică pentru "ăurit i alezat4 bucă iș ț ș ț
n cazul dispozitivelor de verificare i măsurare, se determină necesarul anual ș cv, in+ndțseama de durabilitatea suprafe ei active i numărul total de măsurări.ț ș

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 39/44
unde:nv4numărul de verificări efectuate la o piesă.nd4 durabilitatea verificatoruluii4 mărimea uzurii acceptabileO\B1,-%..1,1.
3abel %.% ecesarul de dispozitive i verificatoareș
r.opera ieț Dispozitivul nv nd i O\
ppcv
=alculat doptat
6trun$ire ubler 1%-Șmm
2 1--
!
'rezare ubler 1%-Ș
mm %Xăurire ubler 1%- mmȘ
lezare calibru 34 3 -, 1-- 2% 1,-%2 1- ,1K !
=3= calibru 34 3 1-- 2% 1,-% 2 1- 2,K
!apitolul 2.!alculul costurilor de fabricatie
2.1. %tructura generala a costului de fabricatie
entru aprecierea eficientei unui proces te#nolo"ic , comparativ cu cele similareexistente,sau pentru adoptarea unei variante economice de proces te#nolo"ic,in cazul eleborarii, in paralel, a mai multor variante,comparabile din punct de vedere te#nic cu cerintele impusepiesei, se determina costul piesei sau al lotului de piese.>a baza calculelor stau valoriledeterminate la capitolul *, privind consumurile de forta de munca,utila$e,6.D.*.4uri si materiale.
6tructura "enerala a costului de fabricatie este data de relatia:
Inde: termen ce reprezinta c#eltuielile directe

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 40/44
? termen ce reprezinta c#eltuielile indirect.
2. . !heltuielile directe
2. .1 !ostul materialului
;n functie de tipul semifabricatului utilizat se stabileste si costul semifabricatului , raportatla unitatea de masa O6' .Llei0O"N=ostul materialului este dat de relatia:
Inde: este costul unitar al semifabricatului
este masa semifabricatuluiLO"N
este costul deseului recuperabilLO"N
este masa deseului recuperabilLlei0O"N.
;n conformitate cu site4urile producatorilor de specialitate se considera ca pretul unui O" de otelaliat este de 2% lei iae pretul unui O" de deseu recuperabil este de !.1, lei. tunci rezulta:
pies(leim# m# C dr dr SF SF mat 852,*105&3,1&&,)1,*5&3,1&25 =⋅⋅−⋅=⋅−⋅=
2. . .!ostul manoperei=ostul manoperei =man , se determina pe baza necesarului de forta de munca ,a salariilor
orare , si Llei0oraN , in functie de calificarea muncitorului , ca si a celor privind adaosurileprocentuale la salariu , stabilite prin #otarare "uvernamentala.6e determina cu a$utorul relatiei:
Inde: este retributia orara a muncitorului la operatia i
este timpul normat la operatia i
.asB%F
stfel se calculeaza costul manoperei pentru fiecare operatie si rezultatele secentralizeaza in tabelul &.1.
3abelul &.1 =ostul manopereir.
crt. Denumirea operatiei =alificaremuncitor Llei0oraN LminN
=ostmanopera
1 @ectificare dede"rosare @ectificator 11,%% 2/, 1! %, %
2 @ectificare desemifinisare @ectificator 1!,-% 1&-,-! /,!/
@ectificare de finisare @ectificator 1!,K% !2,/1 1-,/!! 6trun$ire 6trun"ar 1%,/% %!, 2 1!,2%% 3esire 'rezor 1&, 1%,2% !,1!

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 41/44
& 6palare 6palator 12,&% %,!2 1,1!/ 3ratament termic 3ratamentist 1-,2 1K ,2
=ontrol final =3=4ist 1% & 1,%4 3otal 4 4 4 //,/!
3otalul c#eltuielilor directe va fi: pies(lei A 82-,5250*,1)052,*10 =+=
2.#.!heltuielile indirecte
;n comparatie cu c#eltuielile directe, acestea se calculeaza cu a$utorul unor coeficientide rapartitie.
=oeficientii de repartitie se obtin raportand c#eltuiala indirecta totala la o c#eltuialadirecta totala , care poate fi c#eltuita tatala cu materialele directe sau, manopera directa.
2.#.1.!heltuieli cu intretinerea si functionarea utilajelor
ceste c#eltuieli curpind: amortizarea mi$loacelor si utila$elor sectiei c#eltuieli pentrureparatii c#eltuieli cu ener"ia , combustibilul si alte materiale te#nolo"ice c#eltuieli cu reparatiasi intretinerea sculelor si dispozitivelor. ceste c#eltuieli se pot determina prin inmultireamanoperei directe cu coeficientul de reparatie a c#eltuielilor cu intretinerea si reparatia utila$elor,O=;'I . *aloarea acestui coeficient poate fi apreciat intre -,2%4-,%-. cestea se calculeaza cu formula:
Inde: este cota de amortizare a utila$ului sau a masinii4unelte
este cota de intretinere si reparatii este costul utila$ului i
este timpul normat de lucru al utila$ului i.
'olosind aceste date se poat determina valoarile c#eltuielilor cu amortizarea. cesteasunt trecute in tabelul &.2.
3abelul &.2 =#eltuielile de amortizareDenumirea operatiei Itila$ =ostul utila$ului
LleiNorma de timp
LminN
6trun$ire 6trun" 1K2&-- %!, 2 ,!%
6palare ;nst. de spalare 112--- %,!2 1, /
@ectificare <asina derectificat 2!--- !2,/1 &,2!
3ratament termic =uptor 1/%2-- 1K 1,/

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 42/44
3otal 4 4 4 12,/K
64a obtinut, astfel, pentru c#eltuielile de amortizare, valoarea: pies(leiC if' 80&,12=
2.#. !heltuieli generale ale sectiei
@e"ia de sectie, , reprezinta c#eltuielile privind salariul ersonalului de conducere si dealta natura din cadrul sectiei, amortizarea cladirilor si mi$loacele fixe aferente sectiei, c#eltuieliadministrative "ospodaresti la nivel de sectie, c#eltuieli pentru protectia muncii si c#eltuieli decercetare, inventii si inovatii.6e calculeaza ca procent 1 -F din c#eltuielile de manopera. stfelrezulta:
pies(leiC R manS 8132,15-0*,-,1,1 =⋅=⋅=
3otalul c#eltuielilor indirecte va fi:` pies(lei B 8&22,1-132,15-0&,12 =+=
2.*. !alculul costului piesei si al pretului piesei
6e potate calcula totalul c#eltuielilor:
anleiC p 8&,1 1)*)3102331))%5-,*&2022,152$ =⋅+==ostul de productie este dat de relatia:
pies(lei
N
C C
pp
p pr 82 2,-*5
2 )5-)&,1 1)*)310 ===
retul de productie se determina cu relatia:
Inde: este cota de beneficiu .
pies(lei ) p 81,0)&2 2,-*51))1)
1 =⋅
+=
retul de livrare:
[ ] pies(leiT%A
) ) p 81))11
+⋅=
Inde: 3* 4 taxa pe valoare adau"ata , exprimata procetual (3* B 2!F) pies(lei ) 81-,)1 =
retul de v+nzare cu amanuntul:[ ] pies(lei
ac ) ) a 8
1))11
+⋅=
Inde: ac 4 adaosul comercial exprimat procentual ( uzual acB-F... -F).ale" acB1-F
pies(lei ) a 82,1* 5=

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 43/44
!apitolul 8 9ibliografie
1. @ădulescu @., .a. 'abricarea pieselor i masurări mecanice, E.D. , ?ucure ti,1Kș ș ș2. <arinca D., băitancei D., 'abricarea i @epararea utove#iculelor @utiere, E.D. ,ș ș
?ucure ti,1K 2ș. @ădulescu X#., .a., ndrumar de proiectare în construc ia de ma ini, vol ;;;, Edituraș ț ș
3e#nica, ?ucure ti, 1K &ș!. =rudu ;, .a., tlas. @eductoare cu ro i din ate, E.D. ., ?ucure ti, 1K 2ș ț ț ș
%. mza X#., .a., 3e#nolo"ia materialelor i produselor, vol ;J, Editura rintec#, ?ucure ti,ș ș ș2--K
&. 'ra ilă X#., =alculul i construc ia automobilelor, E.D. ., ?ucure ti,1K//ț ș ț ș

8/10/2019 200099541 Proiect FRA Arbore Cotit
http://slidepdf.com/reader/full/200099541-proiect-fra-arbore-cotit 44/44
/. ?e$an icolae, ;ozsa <i#ail, 'abricarea i repararea industrială a autove#iculelor șindrumar de proiect, ?ucure ti, 1KK%ș
. *lase 8i colab 4 <etodolo"ie si tabele normative pentru stabilirea adaosurilor deprelucrare, a re"imurilor de a8c#iere 8i a normelor te#nice de timp la strun$ire, ; ?, 1K/K
K. *lase ., .a., @e"imuri de a c#iere, adaosuri de prelucrare i norme te#nice de timp, volș ș ș;, Editura 3e#nică, ?ucure ti, 1Kș
1-. *lase ., .a., @e"imuri de a c#iere, adaosuri de prelucrare i norme te#nice de timp, volș ș ș;;, Editura 3e#nică, ?ucure ti, 1Kș
11. *lase ., .a., <etodolo"ie i tabele normative pentru stabilirea adaosurilor deș șprelucrare, a re"imurilor de a c#iere i a normelor de timp la rectificare, Editura ;. .?,ș ș?ucure ti, 1K -ș





























