Embed Size (px)
Citation preview

1
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
10. Iron and Steel - Electric Arc Furnace Steelmaking
10.1 This Section This section covers Electric Arc Furnace Steelmaking (“Contract L”), as part of an overall project for DTI on “EU Emissions Trading Scheme (ETS) Phase II – UK New Entrants Spreadsheet revisions”.
The overall aim of this project is to validate and revise appropriately the existing New Entrants (NE) allocation spreadsheet. The following sub-sections present the findings for this sector.
10.2 Background and Sector Description This section is intended to provide a brief overview of the sector structure and the process operations which give rise to CO2 emissions. It is not intended to be a comprehensive description of the sector and its processes. The reader should refer to the relevant BAT reference document for detailed information on the sector.
10.2.1 Sector structure The main activity carried out by electric arc furnaces (EAFs) is secondary steelmaking using a mixture of scrap iron and steel feedstocks. The resulting liquid steel is cast (normally continuously) to produce various grades (including special alloys) of semi-finished products (such as slab, bloom or billet), and a variety of finished products (including plate, sections, bars, rod, hot and cold rolled sheet and coil). As pointed out in the sector BREF, electric arc furnace steelmaking (i.e. secondary steelmaking from scrap metal) differs totally from integrated steelworks (i.e. primary steelmaking from iron ore using a blast furnace) in terms of the raw materials used and production process employed. EAFs are therefore treated separately to integrated steelworks in making a new entrant allocation. Integrated steelworks and EAFs make some of the same product types (e.g. carbon steels and engineering steels) but EAFs tend to make more of the specialist steel products (e.g. special steel alloys and stainless steel). In particular EAF sites make a whole range of alloy steels which are not made at the integrated steel sites and therefore cannot be compared with integrated sites in terms of energy use and CO2 emissions. The use of scrap metal feedstock at EAFs tends also to preclude the production of low residual carbon steel (as obtained from the integrated route) unless a source of clean iron is introduced.
In the EU (15) about two thirds of crude steel are produced via the blast furnace route at 40 sites and one third is produced in 246 electric arc furnaces (EIPCCB 2001a). In 2005, there were 3 integrated iron & steel works operating in the UK, all owned by Corus. In addition to these integrated works, around one-fifth of UK steel output is produced via the EAF route (EA 2004). Electrical steel making is often used to produce high alloy, stainless, bearing and other high quality steels using ferrous scrap. EAFs operating in the UK are in the range 4 to 165 tonnes holding capacity (EA 2004). The holding capacity is the maximum capacity of the arc furnace

2
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
to hold liquid steel (sometimes called the capacity per heating cycle). In 2001 there were a total of 16 sites with EAFs in the UK with a capacity of 7 tonnes or more, of which 3 were operated by Corus (the largest produced around 1.0 Mt/yr of steel). At the end of 2005 the number of sites operating EAFs in the UK had dropped to 10 (of which 4 sites alloy producing sites each with <60 t EAF holding capacity) due to industry rationalisation. EAF steel production in 2004 was 3,099 kt and this involved scrap usage of approximately 3,300 kt (UK Steel 2006a). Based on available data, the table below summarises our current understanding of the UK sites with EAFs in operation in 2004. Quantities of steel quoted in this report are tonnes of good product from the casting machine (i.e. bloom, billet or slab) unless otherwise stated. Typically, for every tonne of good product, between 1.02 and 1.08 tonnes of liquid steel (tls) is tapped from the EAF, with the balance being lost mainly as slag. A standard conversion value of 1.05 tls per tonne of good product is used for assessment purposes in this report.
Table 10.1 EAFs in Operation in 2004 (UK Steel 2006a,b; Corus 2006; EA 2004; EA 2006)1,2
Operator Site Capacity per heating cycle
(t) from EA sector
guidance note
Nominal annual capacity
(kt/year) from EA sector
guidance note6
Principal market sectors
CO2 Emissions in 2004 (kt) from EA
pollution inventory
Alphasteel Newport 120 4503 Engineering steels 136,870
Celsa Cardiff 160 9004 Reinforcement steels 101,500
Corus Rotherham 2 @ 165 1,000 Engineering steels 298,649
Outokumpu5 Sheffield 130 540 Stainless steels 50,800
Forgemaster Steels5
Sheffield 90 130 Heavy and other engineering steels
69,162
Thamesteel Sheerness 100 600 Engineering steels 30,766
Totals - 859 3,620 - 687,747
Notes:
1. The EAF at Corus Stocksbridge (400 kt per annum nominal capacity) is not listed above as it was closed in 2005 although some melting capacity remains (Corus 2005). Total UK EAF capacity in 2004 including Stocksbridge was therefore 4,020 kt/year.
2. The EA sector guidance note (EA 2004) indicates a number of smaller EAF’s operating in the UK in 2003 (with <60 t holding capacity). None of these appear to have received an allocation in the phase I NAP. This is because they have either closed since 2003 or do not fall under the ETS definition of the iron & steel sector due to the high alloy content of their steel products and/or their limited production capacity (<2.5 tonnes/hour). They will therefore not be included in the further assessment of EAFs.
3. Alphasteel were planning to increase their steelmaking capacity by the end of 2005.
4. Celsa were planning to increase their steelmaking capacity in 2005/06.
5. These sites have opted out of phase I of the EU ETS due to their equivalent emission reduction commitments under a sector CCA.
6. Annual capacity data in the EA guidance note (2004) appears to be based on tonnes of good product.
The UK steel industry has undergone extensive restructuring over the last 20 years and this continues. In 2004, 19,500 were employed in steel production, compared to 30,000 in 1999 (UK Steel 2006a). Steel productivity has increased from 123 t/employee in 1978 to 708 t/employee in 2004 (UK Steel 2006a). The development of continuous casting had an extremely positive effect on the economics of the steel industry in the 1970s and 1980s. Total

3
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
crude steel production in 2004 was reported to be 13.8 Mt, of which about 78% was produced by the integrated works owned by Corus (UK Steel 2006a). The remaining 22% was produced by 6 companies, including Corus, using the electric arc furnace process route. UK steel production tends to be cyclical, with a trough at 16.2 Mt in 1992 and the last peak at 18.5 Mt in 1997. Since the 1990’s annual UK steel production has dropped significantly but retains a cyclical pattern (typically on a 4-7 year cycle) according to worldwide steel market demands. In 2004, the UK exported 47% of production and around 75% of exports went to other EU countries (UK Steel 2006a). In 2004, total steel production in the EU (15) was 168.3 Mt. Some important issues for the sector are as follows (EA 2004):
• a 35% surplus in world production capacity;
• pressure on steel prices, which are cyclic;
• exchange rates (particularly pound/euro and dollar);
• raw material (including energy) and production costs (scrap steel prices are now 2-3 times those of 2001);
• structural issues (e.g. mergers and industry rationalisation);
• capital intensive nature of the industry (e.g. blast furnace rebuild costs of £30 million plus)
• competition on non-price factors.
However, in the last few years the industry has seen a recovery due to increased worldwide demand for steel. The Environment Agency has stated that determination of BAT for the sector should take account of the economic pressures on the sector and the long timescales to recover investment in capital-intensive equipment (EA 2004).
10.2.2 Process Overview This section provides a summary of the combustion activities and process operations at EAFs which give rise to CO2 emissions. For additional information, refer to the relevant sector BREFs (EIPCCB 2001a; 2001b).
The direct smelting of iron-containing materials, mainly scrap is usually performed in electric arc furnaces which need considerable amounts of electrical energy and cause substantial emissions to air and solid wastes/by-products, mainly as filter dust and slags (EIPCCB 2001a). With respect to the end-products a distinction can be made between production of ordinary ‘carbon steel’ as well as low alloyed steel and high alloyed steels/stainless steels. Each of these product grades involves the use of different quality of scrap metal (i.e. more of less carbon content), different alloying additions and different final product carbon content.
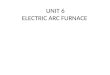
Molten metal is transferred from the EAF via a ‘ladle’ and various ‘ladle treatments’ are used to impart the desired metal properties prior to casting. Vacuum degassing is also carried out in ladles. Often a second furnace called a ‘ladle furnace’ is used in addition to the main electric arc furnace and ladles. A ladle furnace (which operates like a lower power EAF) is used to melt/blend alloying additions into the liquid steel product from the EAF prior to casting of the metal product. The figure below indicates the main inputs and outputs of the process.

4
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Figure 10.1 EAF Process Flow Overview Diagram
The main raw material for EAFs is ferrous metal scrap. This is supplied in a range of industry standard grades, which limit contaminants such as plastics and oils and proscribed contaminants such as PCBs and radioactive material. Other raw materials are fluxes (e.g. lime/dolomitic mixture), carbon sources (e.g. coke or coal), alloying additions (e.g. ferromanganese), deoxidants and refractories. The lime/dolomitic mixture added is normally fully calcined and therefore does not give rise to process CO2 emissions. Scrap is usually loaded into baskets with limestone or dolomite fluxing agent for charging of the furnace. The graphite (carbon) electrodes are raised to the top position and furnace roof swung away from the furnace to allow the basket to be charged. Typically 50 - 60% of the scrap is charged in the first basket. Then the roof is closed and electrodes lowered. At 20 - 30 mm above the scrap an arc is struck and power is kept low initially while the electrodes bore into the scrap. Additional heat is supplied usually by oxy-fuel burners. When the electrodes are fully shielded by the scrap then power can be increased. When the first charge has melted then additional scrap is added from a second or third basket. Oxygen is usually introduced through a lance or port in the furnace to remove carbon and other undesirable elements such as phosphorus, manganese, silicon and sulphur.
EAF Steelmaking
Section Rolling
Rod & Bar Rolling
Sections Rebar Engineering Steel
Scrap & Alloying Additions
Natural Gas & Oxygen Coke/Carbon
Electricity Electrodes
Waste gases, CO2 and Slag
Casting of Blooms/Billets
Natural Gas
Wire Rod

5
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
The temperature around the arc rises to 1200°C and a 100 tonne scrap charge can typically be melted in about 60 minutes. The liquid steel product from the EAF is then transferred via a ladle to the ladle furnace (which is similar to the EAF and may be heated by gas and/or electricity) for alloy addition. The steel alloy is then transferred into the heated tundish of the casting machine to be formed into various products. Steam is used in the process to heat equipment and for degassing of molten metal. Steam is used in the process to heat equipment and for vacuum degassing of molten metal using steam ejectors. CO2 is emitted from the EAF steelmaking process from a number of sources as follows:
• Combustion of natural gas, propane or other fossil fuels fed to the EAF;
• Combustion of natural gas or other fossil fuels used to raise steam on-site;
• Combustion of natural gas or other fossil fuels to directly heat ladles, ladle furnaces, casting machines and other associated equipment;
• Carbon losses from reducing the carbon content of the scrap metal feedstock via oxygen injection at the EAF;
• Carbon losses from oxidation of the carbon content of the metallic and non-metallic alloying additions;
• Oxidation of coke/coal and other carbon injected at the EAF and other points in the process; and,
• Consumption of the carbon electrodes at the EAF and ladle furnace.
In order to take a direct, rather than integrated approach to emissions allocation, it is necessary to consider the four main process units separately:
1. The EAF itself including all fuels/feedstocks used and CO2 emissions arising;
2. The ladle/ladle furnace including all fuels/feedstocks used and CO2 emissions arising; and,
3. The casting machine; and,
4. Steam raising boilers (n.b. boilers are covered by a separate NE allocation method for ‘other combustion’).
Each of these process units can theoretically be installed/upgraded separately to increase overall production capacity although in reality a new arc furnace to increase production capacity is likely to require commensurate increases in ladle furnace and casting machine and boiler plant capacity.
The table below summarises the 2001 - 2003 sector totals for EAF fuel use and CO2 emissions based on the NAP submissions made by operators for phase I.

6
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Table 10.2 Estimated UK EAF fuel use and CO2 emission data for 2001 - 2003 (DEFRA 2005a)1,2
Year
Parameter
2001 2002 2003
EAF production (kt steel product) 3,132 2,572 2,497
Total fuel use (MWh) 836,191 683,468 607,345
Combustion CO2 (t) 98,575 81,425 79,890
Process CO2 (t) 198,263 176,539 137,514
Total CO2 (t) 296,838 257,964 217,404
Specific fuel use (kWh/t steel product) 267.0 265.7 243.2
Specific combustion CO2 emissions (kgCO2/t steel product)
31.5 31.7 32.0
Specific process CO2 emissions (kgCO2/t steel product)
63.3 68.6 55.1
Specific total CO2 emissions (kgCO2/t steel product)
94.8 100.3 87.1
Notes:
1. The data above is based upon the NAP forms submitted to DEFRA by operators. A few data items were missing for two EAF operators for 2003 and these have been estimated based on data from 2002.
2. One tonne of steel product is equivalent to approximately 1.05 tonnes of liquid steel tapped at the EAF.
In 2003, UK EAFs consumed approximately 600 GWh of fuel to satisfy their heat and process requirements. The majority of this heat is generated by burning natural gas for a number of heating duties and oxidation of coke in EAFs. Process emissions arise mainly from the loss of carbon in the raw materials and carbon electrode consumption. For example, cast iron scrap and pig iron feedstocks typically contain 4% by weight (% w/w) carbon whereas steel product typically contain <0.5% w/w carbon, representing net carbon loss. Other scrap feedstocks have lower carbon content of 0.25% w/w or less. Total EAF emissions in 2003 are estimated at 217 ktCO2, of which 37% is from fuel combustion and the remaining 63% is from process emissions. The table above also illustrates the variation in specific fuel use and CO2 emissions over the period 2001 - 2003 which is a function of the raw materials used, efficiency of the processes and product mix.
Sector guidance (EIPCCB 2001a) on best practice states that as far as possible, EAF fuel demand should be minimised by making maximum use of heat recovery and exchange techniques to meet process heating duties. Scrap preheating in order to recover waste heat from primary off gas is considered to be BAT (EIPCCB 2001a). With scrap preheating of part of the scrap about 60 kWh/tls can be saved, in case of preheating the total scrap amount up to 100 kWh/tls can be saved. This compares to 2003 UK average EAF energy use of 232 kWh/tls product. The EA sector guidance note states that only one UK EAF has scrap preheating installed (EA 2004) and therefore significant energy savings could be made via wider application of this method in the sector. The applicability of scrap preheating depends on the local circumstances and has to be proved on a plant by plant basis.

7
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Some production steps need not be carried out in the EAF itself and can be performed more efficiently in ladles, ladle furnaces or other vessels instead (like desulphurisation, alloying, temperature and chemistry homogenisation). The reported benefits of this development include energy savings (net savings of 10-30 kWh/tls) and a possible reduction in electrode consumption rates (up to 0.1-0.74 kg/tls or 0.37-2.71 kgCO2/tls) (EIPCCB 2001a). A possible drawback of using ladles or other vessels with respect to air pollution control is the increase in the numbers of emission sources, requiring higher investments for air pollution control equipment, as additional fume capturing devices like hoods are needed. When charging the furnace with scrap, removing the furnace roof results in lost energy which can amount to 10 - 20 kW/tls (EA 2004). Continuous (rather than batch) charging operations can eliminate these heat losses during the charge cycle (EA 2004).
It is noted that the theoretical energy consumption for EAFs usually lies in the range 350 - 370 kWh/tls, mainly as electrical energy (EA 2004). EAF steelmaking is only 55% to 65% efficient and as a result the total equivalent energy input is usually in the range of 560 to 680 kWh/tls for most modern operations. However, this data is of little use for benchmarking under the EU ETS which excludes electricity consumption.
The sector operators are part of a Climate Change Agreement (CCA) through the UK Steel sector association. This agreement was revised in 2004 and sets a sector target (absolute value based on assumed production) to reduce specific energy consumption by 4.2% in 2010, compared to 2004 (DEFRA 2005c). However, this target covers integrated steelworks and downstream steel operations as well as EAFs. It also includes electricity consumption which is excluded from the EU ETS. The detailed site CCA data is also considered to be confidential by operators and is not available to this study. Therefore, the overall benchmarks in the sector CCA are of limited use for this study. CCA data indicates that iron and steel facilities were re-certified at the end of 2004 either because they have met their individual targets outright, or through a mixture of trading and/or product mix corrections.
10.2.3 Phase I Incumbent and New Entrant Installations
Identification of how sector is covered under EU ETS EAFs are covered by Annex I of the EU ETS Directive under:
“Production & processing of ferrous metals: Installations for the production of pig iron or steel (primary or secondary fusion) including continuous casting, with a capacity exceeding 2.5 tonnes per hour”. (DEFRA 2006)
All EAF activities with >2.5 tonnes per hour production are covered and there is no de-minimis limit for inclusion of CO2 emissions from incumbent EAFs or individual CO2 sources at EAF sites. The exception to this is CO2 from EAF operations that are downstream of casting and are specifically excluded from the EU ETS coverage. Steam raising boilers are covered separately as combustion plant rated at >20 MW thermal input under the EU ETS.
DEFRA have recently reviewed the coverage of iron & steel activities under phase II. However, the changes made apply only to downstream operations at integrated iron & steelworks and EAFs are not affected (DEFRA 2006). The 2.5 t/hour capacity limit equates to an EAF with a holding capacity of 2.5 tonnes and a typical heating cycle time of 60 minutes, producing a maximum of 22,000 t steel production per annum assuming continuous production. In reality producers of special alloys can have a larger EAF and still produce <2.5 t/hour (annual average) of steel due to longer holding and casting times plus lower equipment utilisation. Only

8
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
those EAF sites listed in Table 10.1 have an annua l average capacity of >2.5 t/hour and will therefore be covered by phase II of the EU ETS.
CO2 emissions from sector Table 10.2 above presents the total carbon dioxide emissions arising from UK EAF operations over the years 2001-2003. Equivalent data for 2004 and 2005 are not available at this time. The table below summarises the finalised phase I national allocation plan for EAFs in the UK.
Table 10.3 EAFs NAP Allocation for Phase I (DEFRA 2005a)
Operator Site NAP ID NAP relevant emissions (tCO2) 2
NAP Annual allocation (tCO2)
Alphasteel Newport 12 9,429 9,867
Celsa Cardiff 2209 79,324 83,003
Corus Rotherham 23 119,645 125,194
Outokumpu1 Sheffield 2061 52,466 54,899
Forgemaster Steels1 Sheffield 38 9,050 9,470
Thamesteel Sheerness 2930 36,646 38,346
Totals - - 306,561 320,779
Notes:
1. These sites have opted out of phase I of the EU ETS due to their commitments under a sector CCA but have an equivalent allocation as stated. 2. The ‘relevant emission’ data are taken from the revised phase I NAP and are for baseline period of 1998-2003.
The total phase I annual allocation for EAFs is therefore 321 ktCO2 which is 48% above actual 2003 emissions and reflects a predicted increase in EAF utilisation which has been borne out in phase I. The above data in Tables 10.2 and 10.3 on fuel use, actual CO2 emissions and the NAP allocations for EAFs can be used to analyse the impact of different benchmark emissions allocation methods.
Identification of Non-benchmarked incumbents, Benchmarked incumbents and New Entrants The EAF sector incumbents in Phase I of the EU ETS are identified by their NAP ID in Table 10.3 above. Allocations for these incumbents were not based on benchmarks in Phase I since they have been operating for some time and had sufficient historical emissions data from which to make Phase I allocations. The only known proposals for new entrants in Phase I were for the expansion of the Celsa and Alphasteel EAF plants in 2005/06. In these cases the Phase I benchmarking method is applicable, although the existing iron & steel sector allocation methods requires a verifier’s opinion to determine the final allocation. DEFRA has provided guidance on new entrant verification (DEFRA 2005b) and this should be referred to as required.

9
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
10.2.4 Possible types of New Entrant Technologies in phase II
Brief description of known or likely new entrants and market developments There is an expectation/speculation of significant investment at selected sites in the EAF sector as a result of improved market conditions for steel products worldwide. Investment may include new EAF capacity and debottlenecking of existing EAF process lines. Whilst it was relatively easy to predict immediately before the start of Phase I which new plants/developments were likely to come on-stream (i.e. 1 year ahead), Phase II developments (2008-2012) are difficult to predict at this early stage (i.e. 3-7 years ahead). Data provided by the DTI indicates that Phase II new entrants may include:
• One existing EAF site with plans to significantly increase capacity by EAF and caster modifications/upgrades; and,
• One existing EAF site with plans to significantly increase capacity by installing additional EAFs and associated equipment.
Summary of possible types of New Entrants in Phase II A summary of possible types of New Entrants in Phase II is given in Table 10.4.
Table 10.4 Summary of possible types of New Entrants in Phase II
10.3 Review of Relevant Data
10.3.1 Data sources The following organisations in the sector have been contacted during this study:
• UK Steel (sector association);
• EUROFER (European iron & steel industry association); and,
Type of New Entrant Is this type of New Entrant realistically possible in Phase II? (Y/N)
Technology type(s)? Fuel type(s)? Other relevant details
New installation Y New installations for secondary steelmaking with electric arc furnaces are possible in the UK.
The main fuel types likely to be used are natural gas and coke.
Although new EAFs could be built at new UK sites, they are more likely to be built at existing iron & steel manufacturing sites due to infrastructure and planning permission considerations.
New piece of equipment to increase capacity
Y New EAFs and new continuous casting units are likely at existing EAF sites to expand capacity.
The main fuel types likely to be used are natural gas and coke.
Two existing EAF operators have definite plans to expand their capacity with new EAFs and associated equipment.
Extension to existing piece of equipment to increase capacity
Y Modifications to existing EAFs to increase production and replace end-of-life equipment are possible. In theory, an operator could rebuild/extend any one of the main types of process unit found at EAF sites as part of a capacity increase.
The main fuel types likely to be used are natural gas and coke.
EAF sites can undertake debottlenecking programmes to increase EAF plant production. However, this does not qualify as a new entrant unless significant new equipment is being installed.

10
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
• Selected EAF operators.
UK Steel and selected EAF operators provided information in response to Entec’s information request. Discussions with EUROFER did not reveal any useful data for this section. A meeting was held with Corus on 24 March 2006 to discuss the information request in detail. The data and commentary on key issues provided by EAF operators has been used to inform the assessment and development of alternative allocation methods.
A range of additional data sources on EAF energy use and CO2 emissions have been obtained and reviewed, as follows:
• FES report and spreadsheet on NE allocations;
• Phase I NAP submission forms for EAFs in the UK;
• Digest of UK Energy Statistics 2005;
• European BREF on iron and steel production;
• Journal articles on energy use benchmarking for EAFs; and
• Papers on allocation methodologies from other member states.
The above data sources have been useful in assessing energy use and CO2 emissions for EAFs. Fuel use and CO2 emissions data for individual UK EAFs has been obtained from the NAP submission forms and this information has been used to inform the analysis but is not reproduced in this report due to confidentiality.
10.3.2 Data from literature Selected data from literature searches and other sources on emission factors and fuel consumption of best operating practice installations relevant to Phase II New Entrants is summarised in Table 10.5 below.
Table 10.5 Selected Data from literature searches and other sources (EIPPCB 2001a)
Reports / contacts / information sources
Plant Details
Country Parameter Values1
EAF coal/coke consumption (including ladle furnace)
13 - 15 kg coke/tls
(equivalent to 36.4 - 42.1 kgCO2/tls)
EAF graphite electrode consumption (including ladle furnace)
1.5 - 4.5 kgC/tls
(equivalent to 5.5 - 16.5 kgCO2/tls)
Sector Guidance Note
Benchmark EU MS (selected plants)
EAF energy consumption excluding electricity (including casting)
900 - 1050 MJP/tls
(electricity: 1250 - 1800 MJP/tls)

11
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Reports / contacts / information sources
Plant Details
Country Parameter Values1
EAF energy use including electricity
3400 MJP/tls Future Technologies for Energy - Efficient Iron and Steel Making (Beer, Worrell and Blok 1998)
Theoretical most efficient plant
Worldwide (1998)
Refining and casting of EAF output
600 MJP/tls
EAF fuel use 940 MJ/tls Industrial Energy Efficiency in the Climate Change Debate (Phylipsen, Blok and Bode 2002)
Best operating plant
Worldwide (1995-1996)
EAF electricity use 1110 MJP/tls
Notes:
1. One tonne of steel product is equivalent to approximately 1.05 tonnes of liquid steel at the EAF tapping point. Electricity and total energy use figures are quoted on a primary energy basis.
2. One kg of carbon is equal to 3.67 kg of CO2 (i.e. conversion factor = 44/12).
It is noted that whilst there are a large number of iron and steel sector papers and statistical publications beyond those listed above, most do not provide detailed energy use breakdowns and process emissions data which are required for this study. Instead only aggregate energy consumption data is generally available. The data in the table above is the most relevant data obtained from the literature. However, this is still of limited use since some energy use values include electricity (which is excluded from the EU ETS) and process emissions are not always broken out separately.
The data above indicates that BAT fuel consumption for EAFs (excluding electricity but including casting) is in the range 900-1110 MJ/tonne liquid steel. This compares to UK EAF values in Table 10.2 from 2001-2003 of 875-961 MJ/tonne of steel product, indicating that UK plants are currently meeting BAT for EAF fuel consumption. Also, summing the BREF data on EAF coke/coal and electrode process emissions (including ladle furnaces) gives a BAT range of 41.9-58.6 kgCO2/tonne liquid steel. This compares to UK EAF values in Table 10.2 from 2001-2003 of 55.1-68.6 kgCO2/tonne of steel product, indicating that UK plants are currently operating close to BAT for EAF process emissions. On this basis it is concluded that further examination of detailed UK EAF operating data will allow BAT based benchmarks to be set for each type of EAF process unit (see Section 10.4.2).
10.3.3 Benchmarks used in other contexts, including other Member States (if available)
Investigations have been undertaken to try to identify benchmarking approaches for new entrants in other Member States. Overall, the extent of information available within the tight timescales of this study has been limited. Furthermore, information will tend to relate to Phase I approaches, and hence may not be indicative of approaches in Phase II, which this study is

12
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
focussed on. Notwithstanding this, it is useful to consider these approaches, as briefly summarised below.
Denmark The Danish NAP assumes an efficiency factor of 0.9 for new entrants but no distinction is made between sectors for this factor. No discussion of new entrant benchmarks or formula.
Germany New entrants are granted allocation on BAT benchmarks. These benchmarks are established for installations with comparable products, and derived from BAT for new installations in that class. Also, each product category will have a benchmark. New entrants that don’t have defined benchmarks will be granted allowance based on BAT.
New entrant formula (industry non-specific);
Allocation i = Ci · PiU ·BAT,
where
i is an index for the installation;
Ci is the installation-specific output capacity in MW;
PiU is the projected utilisation or load factor by installation; and
BAT BAT benchmark for emissions per output unit.
Greece Known new entrant allocation for specific sectors including steelworks.
Ai = Pi x Hi x 3.6 x 10-3 x BAi x EFj x CFi
where
Ai = annual installation-i allowances (t CO2/year);
Pi = new entrants installations-i power (MW);
Hi = installation’s-i hours of operation (h/year);
BAi = installation’s-i efficiency ration;
CFi = installation’s-i compliance factor (compliance factor less than or equal to 1).
Netherlands Ai = Ev · P · β · C
Where
Ai = Allocation (tCO2/year);

13
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Ev = Emissions from combustion averaged for 2001 to 2002 (tCO2/year), information not readily available on the specific approach for new entrants operational after that time;
P = Production growth as a factor for the total of the years 2003-2006 (relative index);
β = energy consumption of the world’s best divided by the installation’s actual energy consumption in the benchmark year 1999 (relative index);
C = Allocation factor (relative index).
Sweden Allocation05-07 = k x Projected output05-07 x BM / BAT
Where
k = Scale factor applied to fuel-related emissions from combustion installations in the energy sector. For non energy sector sites, k = 1.0;
Projected output05-07 = emissions in accordance with projected produced quantity of installation-specific product 2005-2007. Only production based on fossil fuels is meant for electricity and heat production;
BM = Benchmark emission factor;
BAT = Corresponds to estimated specific emissions at installation (tCO2/t product).
Other Member States For a number of other Member States, the readily available information simply indicates that new entrant allocations are to be based on BAT levels of performance. This applies to Czech Republic, Ireland, Malta, Portugal (explicitly stating BAT Reference Documents), Slovenia (also referencing BAT Reference Documents), and Spain.
10.4 Review of Phase I benchmarks
10.4.1 Characterisation of existing New Entrant benchmarks The existing allocation methodology (used in Phase I) for new entrant EAFs from the FES report1 and spreadsheet2 is as follows:
1 EU Emissions Trading Scheme – Calculating the Free Allocation for New Entrants, Report for DTI produced by Future Energy Solutions (FES), November 2004,
2 Calculating the Allocation for New Entrants: spreadsheet for applicants by FES, updated 23rd May 2005, available at www.dti.gov.uk.

14
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Ai = Ci * Ui/100 * SEF
EAF Allocation (including ladle furnaces but
excluding casting)
= Capacity * Utilisation * Total Benchmark
Specific Emissions Factor
tCO2 annual
capacity of liquid steel
% tCO2/tonne liquid
steel
Where:
SEF = EFfeedstock + EFcarbon + EFelectrode + (SECgas * EFgas)
Total Benchmark
Specific Emissions
Factor
=
Feedstock carbon
emission factor
Carbon addition emission
factor
Electrode emission
factor Natural gas specific fuel
consumption * gas emission factor
tCO2/tonne liquid steel
tCO2/t
liquid steel tCO2/t liquid
steel tCO2/t liquid
steel kWh/tonne liquid steel *
tCO2/kWh
And:
Parameter / Variable Value
Ui Operating months per year/12 * 100%
EFfeedstock Is the sum of EFfeeds tock(a) to EFfeedstock(d) defined as follows:
EFfeedstock(a) = Ferrochrome alloy feedstock (tonne per annum) * 0.220 tCO2/tonne [based on 6% w/w carbon loss]
EFfeedstock(b) = Iron scrap & pig iron feedstock (tonne per annum) * 0.128 tCO2/tonne [based on 3.5% w/w carbon loss]
EFfeedstock(c) = Ferromanganese feedstock (tonne per annum) * 0.037 tCO2/tonne [based on 1.0% w/w carbon loss]
EFfeedstock(d) = User specified feedstock (tonne per annum) * user specified carbon content (% w/w C)/100 * 44/12 (tCO2/tC)
EFcarbon 0.0484 tCO2/tonne liquid steel
EFelectrode 0.0095 tCO2/tonne liquid steel
SECgas 63.0 kWh/tonne of liquid steel (including an allowance for ladle heating and steam generation)
EFgas 0.000211 tCO2/kWh (based on natural gas net calorific value)
A separate allocation is made for casting of steel at EAF sites as follows:

15
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Ai = Ci * Ui/100 * SECcasting * EF
EAF Steel Casting
Allocation = Capacity * Utilisation *
Benchmark Specific Energy
Consumption *
Emissions Factor
tCO2 annual
capacity of cast steel
% kWh fuel/tonne steel
cast tCO2/kWh
Where:
Parameter / Variable Value
Ui Operating months per year/12 * 100%
SECcasting 8.3 kWh/tonne steel cast
EF 0.000211 tCO2/kWh (based on natural gas net calorific value)
The NE spreadsheet allows the user to specify the alloy and scrap feedstock which is a function of the intended product mix. The carbon content of three main types of EAF feedstock are standardised but the user is also allowed to specify the carbon content of any other feedstocks separately. The other emissions factors are standardised but no references or robust argumentation for the benchmark values used is provided. It is noted that total specific fuel consumption value (SECgas + SECcasting) of 71.3 kWh/tls in the existing NE formulae is significantly lower than the values of around 230 kWh/tls for operating plant in Table 10.2. Previous consultation feedback from the EAF sector has confirmed that the existing NE formulae value for total fuel use of 71.3 kWh/t is significantly lower than actual operation.
The model developed by FES for the calculation of CO2 from EAFs relies heavily on the ‘Ecotech’ model derived from the 1998 IISI study ‘Energy Use in the Steel Industry’. Corus (2006) have commented that the Ecotech EAF model is outdated and has a limited application to EAFs producing a wide range of specialist steels which involve additional uses of carbon and natural gas required to produce these high quality specialist steels. Therefore the FES allocation methods for EAF new entrants need to be re-assessed to ensure that they fully represent BAT-based benchmarks.
The allocation method is similar to the ‘direct’ approach (rather than an ‘integrated’ approach) since a separate allocation is made for casting. However, the allocations for the EAF and ladle furnace operations are combined together (i.e. ‘integrated’). An allowance for steam generation is also made although this steam may be generated by a separate installation – this approach is ‘integrated’. A verifiers opinion is required to assess applications from EAF operators. The difference between ‘direct’ and integrated approaches is summarised as follows:
• A direct approach means that allocations are awarded only for the emissions arising directly from a new piece of equipment added to an installation. For example, if a site adds new boiler or CHP capacity, then it will be given a new entrant allocation based on the capacity of that piece of equipment. By contrast, if the new piece of equipment does not directly produce any emissions, it is not eligible for a new entrant allocation. For example, the addition of a new paper machine to a paper mill typically would not qualify for a new entrant allocation, as there are no

16
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
emissions directly from the paper machine (even though its addition may result in higher emissions as existing boiler/CHP capacity is run harder once the new paper machine is added).
• An integrated approach means that the benchmark is based on the production capacity of the installation as a whole. For example, in integrated steelworks, the allocation is calculated on the basis of the production capacity of liquid steel by the whole steelworks. If equipment is added to the site then the new entrant allocation is based on the resulting change in total production capacity. For example, the addition of a new ladle is likely to lead to higher utilisation of other components of the works (blast furnace, casting, rolling, etc.), and the new entrant allocation therefore also is likely to exceed the emissions produced directly by the new ladle itself.
Government has indicated that it would like to focus on a ‘direct’ approach to allocating NE allowances in Phase II. This requires separate allocations for each main process unit; EAF, ladle/ladle furnace, continuous casting machine and boiler plant.
In the FES report, load factors and allocation methodologies are given for standard boilers (i.e. ‘other combustion plant >20 MW’) and CHP plants operating in various industrial sectors. Therefore if an EAF site has a separate boiler or CHP plant the methodology for boilers/generators in the FES report should be generally applicable although this methodology is currently under review by government.
Therefore, the main gap for EAF allocation is the determination of BAT for each separate emissions factor and the application of a ‘direct’ approach to allocation.
A characterisation of the Phase I benchmarking method is given in Table 10.7.

17
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Table 10.7 Characterisation of the Phase I benchmarking method
Item Parameter value / details
Justification for choice of parameter value / details given by FES
Source of data
Coverage of activities (how does the coverage of activities included in the spreadsheet compare to the activities in the sector that are covered by EU ETS)
All EAF activities are covered but the approach is partially integrated
FES conducted review of sector emissions and consulted operators to determine approach
Sector BREF and operator consultation
Level of sector differentiation (Is there one set of formulae / parameter values for the whole sector, or are there separate formulae / parameter values for different technologies, fuels, products etc)
Allocation is made separately for EAF processes and casting. Operators can specify some key parameters
There is a need to account for variations in product mix and plant utilisation
Sector BREF and operator consultation
Degree of standardisation of formulae (ie what types of input parameters are required in the formulae?)
Standard formula calculates CO2 emissions from each main source and each is benchmarked
Simple approach but specific standardised values are not referenced or justified
Industry consultation on key parameters
Technology / process types (What types of technologies / processes are used as the basis for the parameter values?)
Covers EAFs as one technology type and casting and one technology type
Simple approach Industry consultation on new entrant technologies
Fuels assumed (What types of fuels are used as the basis for the parameter values?)
Natural gas is assumed and fuel emission factors is standardised
Majority of fuel used in sector is natural gas
Industry consultation on key parameters
Emission factors (What are the fuel CO2 and Process CO2 emission factors?)
Emission factors for feedstocks are partially standardised but user can over-ride standard values. Other emission factors are standardised.
Complex approach to account for variation in feedstock types and other carbon sources
Industry consultation on key parameters
Capacity utilisation factors / load factors (What are the values for these factors?)
User defines annual plant capacity and utilisation
Simple approach No load factor benchmarks provided
Other assumed parameters, excluding input parameters (one row per parameter to identify the parameter – what are the values for these parameters?)
Carbon content of three types of common feedstock are standardised
Simple approach Industry consultation on key parameters
10.4.2 Validation of Phase I benchmarking method Validation of Existing Benchmarks

18
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Table 10.8 Comparison of NAP allocation and existing NE formulae allocation
Operator Site NAP Annual allocation (tCO2)1
Annual Allocation under existing phase I NE
formulae (tCO2)2
NE Formulae Difference c.f. NAP
(%)3
Alphasteel Newport 9,867 36,140 266% 4
Celsa Cardiff 83,003 72,280 -13%
Corus Rotherham 125,194 97,168 -22%
Outokumpu Sheffield 54,899 43,368 -21%
Forgemaster Steels Sheffield 9,470 10,440 10%
Thamesteel Sheerness 38,346 48,187 26%
Totals - 320,779 307,583 -4%
Notes:
1. This is the phase I NAP allocation for the incumbent (DEFRA 2005a).
2. This is the calculated allocation for the incumbent assuming that the existing NE formulae were applied based on available incumbent data for 2003-2005 and making reasonable assumptions for input parameters such as the average carbon content of scrap for each operator.
3. A negative value indicates that the NE formulae leads to a lower allocation than the phase I NAP.
4. This site was partially closed and operated at low load factors in the NAP baseline period. Therefore the NAP allocation is significantly lower than current operation as reflected by the relatively high NE formulae allocation.
From the table above it can be seen that overall the application of the existing NE benchmarks to incumbent EAFs tends to give a slightly lower allocation than the phase I NAP allocation with some sites receiving a substantially higher allocation from the benchmark than they did under the Phase I incumbent allocation methodology. Application of the existing NE benchmark formulae gives essentially the same overall allocation as the 2000-2003 relevant emissions for the six incumbent EAFs. When the existing NE benchmark formulae are tested against estimated actual emissions from a known phase I NE it leads to a small under-allocation. When compared to 2000-2003 actual EU ETS covered emissions for the six EAF incumbents, the NE benchmark formulae leads to an over-allocation of 16% overall, largely due to low actual incumbent load factors in the 2000-2003 period. The above calculations using the existing NE formulae include an allowance for steam generation.
Overall, it is difficult to make meaningful comparisons of the existing NE formulae with incumbent and phase I NAP data since 2000-2003 actual emissions were lower than normal due to a depressed worldwide steel market which as since recovered. It is concluded that the components of the existing NE formulae require further assessment to ensure that they represent BAT.
Revision of Benchmarks
The tables below assess the individual components of the existing NE benchmark formulae against literature data and phase I EAF incumbent/new entrant data. Recommendations for revised BAT-based benchmark values are made based on the available data. In general the benchmark values chosen are in the BREF range, or where more stringent the values for UK incumbent best performance are chosen, thereby ensuring that the benchmarks represent

19
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
European BAT levels. It is noted that the contribution of fuel combustion to total EAF site CO2 emissions is approximately 35%.
Table 10.9 Fuel consumption benchmark data (Corus 2006; EIPCCB 2001a; UK Steel 2006b)
Data Source Total fuel consumption (kWh/tls)1
UK EAF Phase I new entrant2 111
UK EAF incumbent range (2000-2005) 163-238 (mean 201) including steam generation
120-176 (mean 148) excluding steam generation
BREF BAT range3 250-292 (mean 271)
Existing NE allocation equation4 71
Notes:
1. Total fuel consumption (typically natural gas and propane) includes the EAF itself, ladle/ladle furnace and casting machine. None of the available data splits out fuel use between these plant items. Electrode consumption and coke/coal/carbon addition is excluded here.
2. This value excludes fuel used for steam raising at site.
3. It is assumed that value includes steam raising at site.
4. This value includes an allowance for steam raising at site but the data source is not referenced. An allowance of 8.3 kWh/t is made for casting.
From the table above it is apparent that there are discrepancies in the total fuel use values quoted by each source. This is likely to be due to the inconsistencies in the inclusion/exclusion of fuel used for steam raising in on-site boilers. Based on the available data it is concluded that the best incumbent performance (120 kWh/tls) in the period 2000-2005 represents BAT for fuel use (excluding steam raising). This value is significantly lower than the UK average incumbent data in Table 10.2 although a new entrant would be expect to apply the most energy efficient technology to meet BAT. The value is also below the BREF range when steam raising at site is accounted for, thereby representing European BAT.
Available data for the six EAF incumbents indicates that steam generation typically accounts for around one third (43 kWh/tls) of total EAF site fuel consumption. Fuel use for steam generation is excluded since it is covered separately under the NE allocation method for boilers (see ‘other combustion’ allocation method). Based on available data for the six EAF incumbents the split of the fuel use excluding steam raising (i.e. benchmark of 120 kWh/tls) is typically 43% for the EAF (52 kWh/tls), 38% for ladle/ladle furnace heating (45 kWh/t) and 19% for casting machine tundish heating (23 kWh/t). It is noted that casting machine fuel use at EAF sites is around 50% higher than at integrated steel sites due to a higher number of product changeovers requiring increased tundish heating. These values are considered to represent BAT based benchmarks for new entrant fuel use.
Table 10.10 Carbon consumption benchmark data (Corus 2006; EIPCCB 2001a; UK Steel 2006b)
Data Source Total carbon consumption (kg carbon/tls)1
UK EAF Phase I new entrant 14.8

20
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Data Source Total carbon consumption (kg carbon/tls)1
UK EAF incumbent range (2000-2005) 13.0-25.0 (mean 19.0)
BREF BAT range 9.9 -11.5 (mean 10.7)
Existing NE allocation equation 13.2
Notes:
1. Total carbon consumption in the form on coke/coal and injected carbon is the total for the EAF charging basket, EAF itself and ladle furnace. Electrode consumption is excluded here.
From the table above it is apparent that some UK EAFs are currently operating in the BAT range for carbon consumption but that incumbent values vary by a factor of 2 depending on a number of parameters such as the properties of the scrap charge, EAF operating regime and type of steel being manufactured. The carbon addition ensures that the initial dissolved carbon in the melted steel is in excess of carbon required by the aimed-for steel specification. The reason for adding excess of carbon is that when it is later removed as bubbles of carbon monoxide gas during refining it produces a `carbon boil' which has several essential beneficial effects in ensuring that the final product meets specifications. For this reason the BREF range is not considered to be applicable to all types of EAF steel production as it does not reference the type of steel product on which it is based. The existing NE allocation factor of 13.2 kg carbon/tls approximates to the lowest incumbent EAF carbon addition rates in the period 2000-2005 but is slightly above the BREF range. It is concluded that the current NE allocation factor is a suitable value which represents BAT for the main types of steel produced by UK EAFs although it is recognised that this may lead to under-allocation for some operators which need to add more carbon to manufacture certain steel products. Available data indicates that typically the EAF accounts for 96% (12.7 kg carbon/tls) of total carbon consumption, with the remainder accounted for by the ladle/ladle furnace (0.5 kg carbon/tls).
Table 10.11 Electrode consumption benchmark data (Corus 2006; EIPCCB 2001a; UK Steel 2006b)
Data Source Total graphite electrode consumption (kg electrode/tls)
UK EAF Phase I new entrant 1.6
UK EAF incumbent range (2000-2005) 1.6-3.5 (mean 2.6)
BREF BAT range 1.5-4.5 (mean 3.0)
Existing NE allocation equation 2.6
From the table above it is apparent that UK EAFs are currently operating in the BAT range for electrode consumption but that values vary by a factor of 2-3 depending on a number of parameters such as the properties of the scrap charge, EAF design and type of steel being manufactured. It is concluded that the existing NE allocation factor of 2.6 kg electrode/tls is a suitable benchmark as it is equivalent to the mean value for incumbents and is towards the lower end of the BREF range, thereby representing BAT. Available data indicates that typically the EAF accounts for 84% (2.2 kg electrode/tls) of total electrode consumption, with the remainder accounted for by the ladle furnace (0.4 kg electrode/tls).

21
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
The UK Steel (2005) protocol for calculating EAF CO2 emissions lists over 100 types of scrap metal that can typically be charged to an EAF, with carbon contents ranging from 0.04 to 6.00% w/w. The current NE spreadsheet allows the user to specify the carbon content of the scrap and also provides standard values for use of three common scrap/alloy types as detailed in Section 10.4.1. The government wish to reduce the level of differentiation and increase the level of standardisation in the NE benchmark values used. It is noted that the contribution of carbon in scrap feedstock to total EAF site CO2 emissions is approximately 6%. However, no UK aggregate data on carbon content in scrap feedstock and steel products is available from which to set a single benchmark for carbon loss from scrap. Operators have also indicated that the setting of a single benchmark for carbon loss from scrap does not recognise the different types of product that are made, each requiring different carbon contents in the scrap feedstock.
Discussions with industry stakeholders has indicated that the carbon content of the scrap charged to the EAF is largely determined by the desired properties of the final product and hence by the broad type of steel product being manufactured. Generally, carbon is the most important commercial steel alloy. For example, higher grade products demand a higher market price and therefore a better quality scrap is warranted, which in turn determines the carbon content of the scrap. Increasing carbon content increases hardness and strength and improves hardenability but also increases brittleness and reduces weldability. This means carbon content of the liquid steel carefully controlled prior to casting depending on the grade of steel required. Therefore, the net carbon loss from scrap to product can be standardised according to the following broad types of EAF product (n.b. comprehensive definitions of steel standards are given in BS EN10020:2000 and ASTM 2004):
1. Plain low carbon steels (typically mild steels with <0.30 %w/w carbon and no minimum specification or requirement for alloy content);
2. Plain high carbon steels (typically carbon steels with >0.30 %w/w carbon and no minimum specification or requirement for alloy content);
3. Alloy low carbon steels (typically alloyed steels with <0.15 %w/w carbon and minimum specifications for alloy content);
4. Alloy high carbon steels (typically alloyed steels with >0.15 %w/w carbon and minimum specifications for alloy content);
5. Free cutting leaded steels (typically free cutting steels with improved machinability and containing >0.25 %w/w lead);
6. Free cutting non-leaded steels (typically free cutting/increased steels with improved machinability and minimal lead content); and,
7. Stainless steels (typically steels contain ing at least 10.5 %w/w chromium and a maximum of 1.2 %w/w carbon).
It is noted that although in theory all of these steel types could be made by any one of the incumbent EAFs, in practice the equipment and control systems at an individual EAF site are configured to make one or two certain types of steel and cannot easily be switched over to other types of steel without significant equipment modifications. The table below provides benchmark values for each of these broad categories of steel product.

22
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Table 10.12 Benchmark carbon feedstock and product data (Corus 2006; EIPCCB 2001a; UK Steel 2006b)
Steel product category Carbon content in feedstock
(%w/w C)1
Carbon content in product (%w/w C)2
Net carbon loss (%w/w C)3
Plain low carbon steels 0.20 0.05 0.152
Plain high carbon steels 0.60 0.30 0.314
Alloy low carbon steels 0.20 0.05 0.152
Alloy high carbon steels 0.60 0.15 0.457
Free cutting lead steels 0.20 0.05 0.152
Free cutting non-lead steels 0.20 0.05 0.152
Stainless steels4 1.26 0.03 1.231
Notes:
1. This is the weighted average carbon content of all feedstocks including scrap and alloying additions.
2. This is the w eighted average carbon content of all products.
3. This is the net loss of carbon (weighted average) to be applied to the total production quantity (tonnes of liquid steel). A standard value of 5% reduction in metal mass from EAF charge to liquid steel product is assumed due to metal losses in the process (mainly as slag).
4. Includes allowance for ferrochrome and other alloy additions at around 4 %w/w C on average accounting for around 30% of the EAF charge.
It is noted that discussion of the above table with UK Steel, Corus and Outokumpu has indicated that the values may not be fully representative of current UK EAF operations and may therefore need subsequent revision following formal consultation. It is noted that the carbon loss varies by an order of magnitude and this helps to explain the need for differentiation based on steel product category. If an operator is making more than one steel grade then the main category of steel product from the above list (which best represents the net carbon loss for the steel types being manufactured) should be used. The operator should provide the verifier with documentation such as production schedules and sales forecasts to support the choice of main steel grade selected. Available data indicates that typically the EAF accounts for 92% of total carbon loss from feedstocks with the remaining 8% being accounted for by the ladle furnace.
To summarise the proposed revised benchmarks are presented below according to process unit in order to meet the government requirement that the allocation be based on direct, rather than integrated approach.

23
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Table 10.13 Revised Benchmarks for EAF by Process Unit carbon feedstock and product data (Corus 2006; EIPCCB 2001a; UK Steel 2006b)
Process Unit Benchmark Parameter
Value1 Basis
Fuel consumption 52 kWh/tls Based on BAT and assumes natural gas as fuel
Carbon consumption 12.7 kgC/tls Based on BAT
Electrode consumption 2.2 kgC/tls Based on BAT
EAF
Carbon loss from feedstock
92% of values in Table 10.12 (i.e. value in range
1.4-11.3 kgC/tls)
Based on industry data for broad steel product
categories
Fuel consumption 45 kWh/tls Based on BAT and assumes natural gas as fuel
Carbon consumption 0.5 kgC/tls Based on BAT
Electrode consumption 0.4 kgC/tls Based on BAT
Ladle/ladle furnace
Net carbon loss from feedstock
8% of values in Table 10.12 (i.e. value in range
0.1-1.0 kgC/tls)
Based on industry data for broad steel product
categories
Casting machine Fuel consumption 23 kWh/tls Based on BAT and assumes natural gas as fuel
Steam generation See other combustion method for boilers
See other combustion method for boilers
Boilers are considered separately from the other
EAF sources
Notes:
1. One kg of carbon is equal to 3.67 kg of CO2 (i.e. conversion factor = 44/12). All emission factors are quoted per tonne of liquid steel as this is the common unit employed to measure production quantities and nominal plant capacity across EAF sites.
The table below compares the proposed revised NE benchmarks to the phase I NAP for incumbents and known new entrants.
Table 10.14 Comparison of NAP allocation and proposed revised NE formulae allocation
Operator Site NAP Annual allocation (tCO2)1
Annual Allocation under revised phase I NE
formulae (tCO2)2
NE Formulae Difference c.f. NAP
(%)3
Alphasteel Newport 9,867 28,380 188% 4
Celsa Cardiff 83,003 56,760 -32%
Corus Rotherham 125,194 67,284 -46%
Outokumpu Sheffield 54,899 49,225 -10%
Forgemaster Steels Sheffield 9,470 8,199 -13%
Thamesteel Sheerness 38,346 37,840 -1%

24
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Totals - 320,779 247,688 -23%
Notes:
1. This is the phase I NAP allocation for the incumbent (DEFRA 2005a).
2. This is the calculated allocation for the incumbent assuming that the revised NE formulae were applied based on available incumbent data for 2003-2005 and making reasonable assumptions for input parameters such as the average carbon content of scrap for each operator.
3. A negative value indicates that the NE formulae leads to a lower allocation than the phase I NAP.
4. This site was partially closed and operated at low load factors in the NAP baseline period. Therefore the NAP allocation is significantly lower than current operation as reflected by the relatively high NE formulae allocation.
Application of the above revised NE benchmarks to incumbent EAFs overall gives a lower allocation than the phase I NAP allocation. When the NE benchmark formulae is tested against estimated actual emissions for a known phase I NE design it also leads to a under-allocation which is due to a standardised 5-year average load factor of 71% in the revised NE formulae (c.f. 100% load factor assumed in the design). When compared to 2000-2003 actual EU ETS covered emissions for the six EAF incumbents, the NE benchmark formulae leads to an under-allocation of 4% overall. Under the revised NE allocation method, EAF sites would also receive additional allowances for steam generation plant using the ‘other combustion’ method for boilers.
Overall, it is difficult to make meaningful comparisons of the revised NE formulae with incumbent and phase I NAP data since 2000-2003 actual emissions were lower than normal due to a depressed worldwide steel market which as since recovered. However, assuming that an EAF site were to increase the capacity of all stages of their process (EAF, ladle/ladle furnace, casting machine and boiler), the revised NE method would give an allocation of approximately 90 kgCO2/tls (including steam generation) for a typical EAF site producing a range of engineering steels. This compares to data in Table 10.2 indicating that incumbent EAF actual emissions were 94 kgCO2/tls (including stem generation) on average over the period 2000-2003. This indicates that the revised NE formulae will require an overall reduction in CO2 emission intensity of around 4% compared to current average EAF performance levels. Based on the available data it is concluded the revised benchmarks presented above provide a more accurate representation of BAT than the existing benchmarks, particularly in the case of fuel consumption and carbon content of feedstocks which together account for around 41% of total EAF site emissions.
Fuel Emission Factors
With all alternative new entrant allocation methods, the fuel emission factor is required to determine the CO2 emission allocation. EAF installation fuels are mix of natural gas, propane, coal and coke. Natural gas and propane are commonly used to provide heat input at the EAF, ladle furnace, casting machine and boilers. Therefore, the emission factor to be used with specific gas/propane consumption (SECgas) can justifiably be standardised at 0.000211 kgCO2/kWh (based on natural gas net calorific value).
Coal and coke are primarily used to provide carbon into the process to meet product specifications (and also provide a small proportion of the total heat input) and therefore cannot be substituted by natural gas. The CO2 emissions from coal and coke consumption are incorporated into standardized carbon emission factor (EFcarbon) to be used in the allocation equation.

25
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Load Factors and Plant Capacity
With all alternative new entrant allocation methods, the plant capacity and load factor are required to determine total annual plant production. Data on capacity and load factors for some UK EAFs was available to this study. The key points regarding plant capacity and load factors are discussed below.
Plant capacity for an EAF can be defined based on the capacity per heat of the furnace combined with assumptions regarding cycle times and plant utilisation/downtime. However, the basis upon which nominal capacity has been defined in the sector guidance notes (EA 2004) is simply to take the highest historical annual production capacity. In addition, one known EAF new entrant in phase I of the EU ETS has defined capacity based on contractor performance guarantees. DEFRA guidance refers to iron and steel new entrants providing a Design Report containing documentation to demonstrate that the projected inputs (including plant capacity) for the NE spreadsheet are reasonable (DEFRA 2005b). The verifier will use the documentation to examine the figures used and the justification of these figures (DEFRA 2005a). It is concluded that for new entrant EAFs, design documentation and contractor performance guarantees provide the most accurate and verifiable statement of plant capacity.
An analysis of EAF load factors based on UK aggregated capacity and production is presented in the table below.
Table 10.15 UK EAF load factors for the five year period 2000 to 2004 (EA 2004; ISSB 2005; UK Steel 2006b)
Year UK Total EAF Nominal Capacity (t steel product/year)1
UK Total EAF Actual Production (t steel
product)
UK Load Factor (%) 2
2000 4,300 3,468 81%
2001 4,300 3,132 73%
2002 4,100 2,572 63%
2003 4,020 2,497 62%
2004 4,020 3,099 77%
Notes:
1. Estimated nominal capacity is based on a number of data sources and accounts for plant closures and expansions.
2. Load factors for individual EAF sites varied between 58 and 88% in the five year period 2000 to 2004.
From above, the 5-year average (2000-2004) load factor for UK EAFs is 71%. Actual EAF load factor for individual sites over this period varies from 58 to 88%. Plant load factors will vary with production schedules, maintenance plans and breakdowns. Product mix and market demand are strong drivers for changes in load factor. For example, plants making a limited number of standard products such as rebar (i.e. a relatively low grade product) can operate at continuously high load factors of around 80%. Plants making specialist steels to order may have long changeover times between production runs and tend to operate at lower load factors of around 60%. Also looking at historical data for one UK plant, load factors in 1998-2000 were above 90% of nominal capacity which reflected a high worldwide market demand for steel.

26
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Use of a single standard load factor could potentially lead to over and under-allocation for some new entrants. However, as the industry tends to be cyclical this effect would be expected to even out over the 5-year period of the EU ETS phase II. The government wish to standardise the allocation mechanism as far as possible and ensure consistency in allocation approach across sectors. On this basis it is recommended that a standard EAF load factor of 71% be used for new entrant allocation based on UK 5-year average data.
10.5 Assessment of Phase I Benchmarks and Proposed Revisions to these Benchmarks
The following table assesses the key elements of the existing NE allocation spreadsheet and summarises details of proposed revisions. The proposals are then justified against the agreed evaluation criteria in the following section
Table 10.16 Summary assessment of key elements of existing New Entrant allocation spreadsheet and proposals for potential revision
Tests to be applied to existing NE allocation spreadsheet
Answer / Details of proposed revision Source of data
Differentiation: should there be less or more differentiation within the sector (i.e. differentiating based on sub-product, raw materials, technology, fuel, efficiency etc)? If so, what should it be?
The existing NE spreadsheet and report by FES takes an integrated approach and provides no justification or referenc es for benchmarks for any of the parameters.
Proposed revision includes differentiation by main process unit and by main steel product category.
The BREF for iron & steel was consulted by FES but no references were used in the final allocation method.
is the emission factor consistent with sector best practice3? If “No”, what should it be?
No references for benchmarks for emission factors are provided in existing NE spreadsheet. The user specifies the carbon content of the scrap.
The proposed benchmarks are based on a detailed review of BAT for EAFs using industry data and literature sources.
No benchmarks are given for emission factor in the existing NE spreadsheet.
Level at which benchmark is set
is the load factor realistic for new entrants in that sector? If “No”, what should it be?
No benchmarks for load factor are provided in existing NE spreadsheet. The user specifies the annual plant throughput.
The proposed revision uses an industry standard load factor based on 5-year historical data.
No benchmarks given for load factor in the existing NE spreadsheet.
Overall, the proposals for potential revisions to the formulae to be used in the New Entrant allocation spreadsheet are:
3 Interpreted as ‘Best Available Techniques’ (BAT), as defined in the IPPC Directive. In practice, within the scope of this study it will only be possible to assess this in broad indicative terms at a sectoral level. It is clearly not within our scope to define BAT at the level of detail that would be required for a site specific PPC Permit.

27
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
Ai = Ci * Ui/100 * SEF
Total Allocation = Capacity * Utilisation * Total Benchmark
Specific Emissions Factor
tCO2 annual
capacity of liquid steel
% tCO2/tonne liquid
steel
Where:
SEF = EFfeedstock + EFcarbon + EFelectrode + (SECgas * EFgas)
Total Benchmark
Specific Emissions
Factor
=
Feedstock carbon
emission factor
Carbon addition emission
factor
Electrode emission
factor Natural gas specific fuel
consumption * gas emission factor
tCO2/tonne liquid steel
tCO2/t
liquid steel
tCO2/t liquid steel
tCO2/t liquid steel
kWh/tonne liquid steel *
tCO2/kWh
And:
Parameter / Variable Value
Ui 71%
EFfeedstock EFfeedstock = Standard carbon loss from feedstock (% w/w C)/100 * 44/12 (tCO2/tC); standard carbon loss values are as follows -
Plain low carbon steels: 0.152 %w/w C
Plain high carbon steels: 0.505 %w/w C
Alloy low carbon steels: 0.152 %w/w C
Alloy high carbon steels: 0.505 %w/w C
Free cutting lead steels: 0.152 %w/w C
Free cutting non-lead steels: 0.152 %w/w C
Stainless steels: 0.505 %w/w C
EFcarbon EAF: 46.6 kgCO2/tonne of liquid steel
Ladle/ladle furnace: 1.8 kgCO2/tonne of liquid steel
EFelectrode EAF: 8.1 kgCO2/tonne of liquid steel
Ladle/ladle furnace: 1.4 kgCO2/tonne of liquid steel
SECgas EAF: 52 kWh/tonne of liquid steel
Ladle/ladle furnace: 45 kWh/tonne of liquid steel
Casting Machine: 23 kWh/tonne of liquid steel
EFgas 0.000211 tCO2/kWh (based on natural gas net calorific value)

28
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
It is noted that:
• The allocations for each main process unit (EAF, ladle/ladle furnace, casting machine and steam generation) are summed up to give the total allocation. This allows a direct approach in the event that only part of the plant is being expanded.
• The carbon loss from feedstock includes all scrap and alloys charged to the EAF. Values are standardised according to the broad category of steel product. If an operator is making several steel grades then the main category of steel product should be chosen.
• The operator specifies the capacity of the plant based on the process design.
• A separate new entrant allocation method is provided for CO2 emissions from steam raising boilers at EAF sites (see ‘other combustion’ allocation method)
10.6 Evaluation of Proposed Benchmarks
Feasibility • The plant capacity value should be the nameplate capacity (tonnes of liquid steel
equivalent) of the new process unit (i.e. EAF, ladle/ladle furnace or casting machine) and should be backed up with verifiable data.
• Key documents to allow a verifier to check allocation spreadsheet inputs may include the PPC application / permit, process design specification and contractor plant performance guarantee.
• It is suggested that a standardised load factor of 71% be used in view of historical EAF sector data which indicates reasonably high load factors over a 5-year cycle.
• Overall, the proposed approach is regarded as verifiable and an operator should be able to justify their values for all parameters in the allocation equation.
Incentives for clean technology • In general there is always an incentive to apply the cleanest technology unless the
benchmark directly includes technology as a parameter. The proposed approach does not contain technology (or fuel) as an operator choice. It therefore maintains the incentive to apply the most energy efficient equipment and lowest emitting fuel.
• Differentiation according to process and steel product is motivated by the difference in emissions by process and product. This is an issue relating to competition and impact on investment as detailed in the next section.
Competitiveness and impact on investment • The proposed approach uses a ‘direct’ approach by specifying benchmarks for each
main type of process unit. This ensures that the same new process equipment will receive the same allocation whichever site it is installed at. This is as opposed to an ‘integrated’ approach, which is not supported, and would use a single benchmark for the whole EAF site.

29
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
• The proposed benchmark method allows for product mix in making an allocation. This method prevents significant under or over-allocation compared to using a single literature-based benchmark per tonne of throughput.
• For EAFs, the main impact of the EU ETS is through the electricity use and the potential increased electricity price. With total direct CO2 emission per tonne of steel around 100 kg, the maximum impact in the case of no free allowances would be less than £2 per tonne and therefore less than 1% of the product price. In relation to the expected profit margins the maximum impact is estimated to be of the order of 5-8%. The effect of a shortfall of free allowances would therefore rarely be more than a few percent of the profit. The impact of that on international competitiveness and therefore on investment decisions is likely to be relatively small although it is not possible to exclude any impact at all. For EAFs the situation is complicated as they will face increased costs through the pass-on of carbon costs in the electricity generating sector. It has not been possible to quantify this impact but when combined with the effect of the direct emissions allocation it could be significant. However, the new entrant allocation for EAFs can only account for and make an allowance for direct emissions, and cannot make an allowance for indirect emissions from electricity consumption.
Consistency with incumbent allocations • Overall, the revised new entrant benchmark is expected to allocate fewer emissions
allowances than the phase I NAP if it were applied to incumbent EAFs in the UK. This is because phase I incumbents are operating slightly above BAT emission levels on average. The revised benchmarks would be expected to give broadly similar allocations compared to ‘best practice’ new incumbent EAFs. Such a level of performance should be achievable given that new plant will employ the latest technology and energy efficiency measures compared to existing ageing incumbent EAF equipment which may be 20 or more years old.
• EAF plant tends to operate at medium-high load factors and therefore use of a standard load factor of 71% is unlikely to lead to significant over-allocation to new entrants compared to incumbents.
10.7 References ASTM 2004. Handbook of Comparative World Steel Standards: Third Edition. American Society for Testing and Materials. 2004.
Beer, Worrell and Blok 1998. Future Technologies for Energy Efficient Iron and Steel Making, J de Beer, E Worrell and K Blok. Annu.Rev. Energy Environ. 1998.23:123 – 205.
BS EN10020:2000. Definition and Classification of Grades of Steel. British Standards Institute. 2000
Corus 2005. Group Environmental Report 2005. www.corus.com
Corus 2006. Personal communication. Corus. 30 March 2006
DTI 2005. Digest of UK Energy Statistics 2005. Department of Trade and Industry. 2005.

30
c:\temp \ian's stuff\iron and steel (eaf) - final report 100406.doc April 2006 © Entec
DEFRA 2005a. Revised UK National Allocation Plan (NAP) for the EU ETS. Department of the Environment, Food and Rural Affairs. 14 February 2005.
DEFRA 2005b. Guidance on New Entrant Verification. Department of the Environment, Food and Rural Affairs. 9 June 2005.
DEFRA 2005c. Climate Change Agreements - Results of the Second Target Period Assessment. Department of the Environment, Food and Rural Affairs. July 2005.
DEFRA 2006. EU Emissions Trading Scheme Phase II (2008-2012) Expansion – Explanatory Note. Department of the Environment, Food and Rural Affairs. 3 March 2006.
EA 1995b. IPC Guidance Note S2 1.01: Combustion Processes: Large Boilers and Furnaces 50MW(th) and Over. Environment Agency. November 1995.
EA 2004. IPPC Sector Guidance Note S2.01. Guidance for the Coke, Iron and Steel Sector. Environment Agency. 2004.
EA 2006. Pollution Inventory England & Wales. Environment Agency. www.environment-agency.gov.uk (accessed March 2006).
EIPPCB 2001a. Reference Document on Best Available Techniques for the Production of Iron and Steel. European IPPC Bureau. December 2001.
EIPPCB 2001b. Reference Document on Best Available Techniques for Large Combustion Plants (Draft). European IPPC Bureau. March 2001.
ISSB 2005. Annual Statistics for the United Kingdom 2004. The Iron and Steel Statistics Bureau. 2005.
UK Steel 2005. Protocol for Determination of CO2 Emissions from EAFs. UK Steel sector association. 2005.
UK Steel 2006a. Iron and Steel Industry Statistics. UK Steel website www.uksteel.org.uk (accessed March 2006).
UK Steel 2006b. Personal communication. UK Steel sector association. 30 March 2006.
Phylipsen, Blok and Bode 2002. Industrial energy efficiency in the climate change debate: comparing the US and major developing countries. GJM Phylipsen, K Block and J Bode, Energy for Sustainable Development. Vol VI No. 4. December 2002.