Embed Size (px)
Citation preview

1
When Things Go Wrong
William Josephson – A.U. Chem. Eng.Jaya Krishnagopalan – T.U. Chem. Eng.
Dave Mills – A.U. Chem. Eng.
2007 AIChE Annual MeetingSalt Lake City, Utah

2
Outline & …
4 Experiments Conduction Reynolds Number Friction factor Viscosity
For Each Experiment What should occur What did occur Why it happened What was learned

3
…Motivation
4
Conduction Heat Transfer
Objectives To investigate Fourier’s Law for the linear
conduction of heat along a simple brass bar To determine the average thermal conductivity
of brass in the temperature range studied To observe the effect of temperature on the
thermal conductivity of brass in the range studied

5
Conduction Heat Transfer Apparatus

6
Conduction Heat Transfer

7
Conduction Heat Transfer
Conduction Experiment - Ideal Case
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80
Position
Tem
per
atu
re

8
Conduction Heat Transfer
Conduction Experiment - Thermocouple Error
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80
Position
Tem
per
atu
re

9
Conduction Heat Transfer
Conduction Experiment - Thermocouple Errorplus T discrepancy across gaps
0
20
40
60
80
100
120
0 10 20 30 40 50 60 70 80
Position
Tem
per
atu
re
10
Conduction Heat Transfer
Told students of problem Let them devise workaround Most students made use of knowledge of
sample material – calculated 3 conductivities – eliminated bad thermocouple

11
Reynolds Number
Objectives Compute Reynolds number Observe and quantify transitional flow

12
Reynolds Number Apparatus

13
Reynolds Number - “Ideal” Results
Re Observations
500 Parallel streamlines – laminar flow
1000 Laminar
1500 Laminar
2000 Laminar
2500 Parallel & interacting streamlines – transient flow
3000 Interacting streamlines - turbulent flow
3500 Turbulent
4000 Turbulent
4500 Turbulent
5000 Turbulent

14
Reynolds Number
The Problem Mixing of streamlines at Re = 700 Occurred for all groups
15
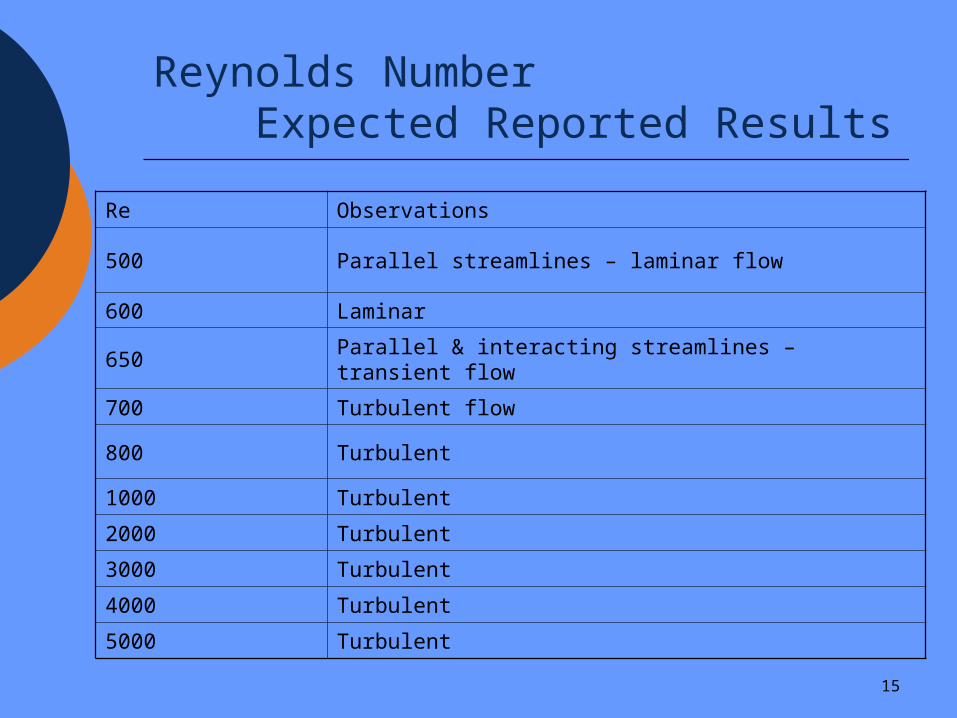
Reynolds Number Expected Reported Results
Re Observations
500 Parallel streamlines – laminar flow
600 Laminar
650 Parallel & interacting streamlines – transient flow
700 Turbulent flow
800 Turbulent
1000 Turbulent
2000 Turbulent
3000 Turbulent
4000 Turbulent
5000 Turbulent

16
Reynolds Number Actual Reported Results
Re Observations
500 Parallel streamlines – laminar flow
600 Laminar
650 Parallel & interacting streamlines – laminar flow
700 Interacting streamlines - laminar flow
800 Interacting streamlines - laminar flow
1000 Interacting streamlines - laminar flow
2000 Interacting streamlines - laminar flow
3000 Interacting streamlines - transient flow
4000 Interacting streamlines - turbulent flow
5000 Turbulent

17
Reynolds Number
Cause of the Problem (physical)Nozzle at end of dye introduction pipe

18
Reynolds Number
Cause of the Problem (“mental”)Poor wording in handout: “If the Reynolds number
is less than 2100, the flow is considered laminar. If the Reynolds number is greater than 4000, the flow is considered turbulent.”

19
Piping
Objectives To determine relationship between friction factor
and Reynolds Number & roughness Friction losses in fittings (globe valve, elbows) Orifice meter

20
Piping Apparatus
Pipe A
Pipe CPipe D
Pipe E
Pipe B
Direction of Flow

21
Piping What we want them to do

22
Piping What we get (sometimes)
Important! – This is not the “problem”
Fanning Friction Factor versus Reynolds Number
0.0001
0.001
0.01
0.1
1000 10000 100000 1000000
Reynolds Number, NRe
Fan
nin
g F
rict
ion
Fac
tor,
f
Pipe A
Pipe B
Pipe C
Pipe D
Pipe E

23
Piping What we get (other times)
0.001
0.01
10000 100000
Re
Fan
nin
g F
rict
ion
Fac
tor
D - 29.0 E-04
E - 3.7 E-04
C - 2.9 E-04
B - 2.1 E-04
A - 1.6 E-04
Important! – This is the “problem”

24
Piping
The Problem – friction factors for SS Pipe below those of PVC
Consideration of the Problem Recheck the numbers A Lie in the handout?? (e.g., wrong info re pipe
size) Deeper Thoughts – is this an issue w/ the SS
pipe or the PVC pipes? Or both?

25
Viscosity
Objectives To investigate rheology of several liquids
Confirm Newtonian fluids Determine if shear-thickening, shear-thinning or
something else Temperature effect on a Newtonian fluid

26
Viscosity
27
Viscosity Apparatus

28
Viscosity – Ketchup Results
-50000
0
50000
100000
150000
200000
250000
0 10 20 30 40 50 60 70
Shear Rate (RPM)
Vis
cosi
ty (
cP)
29
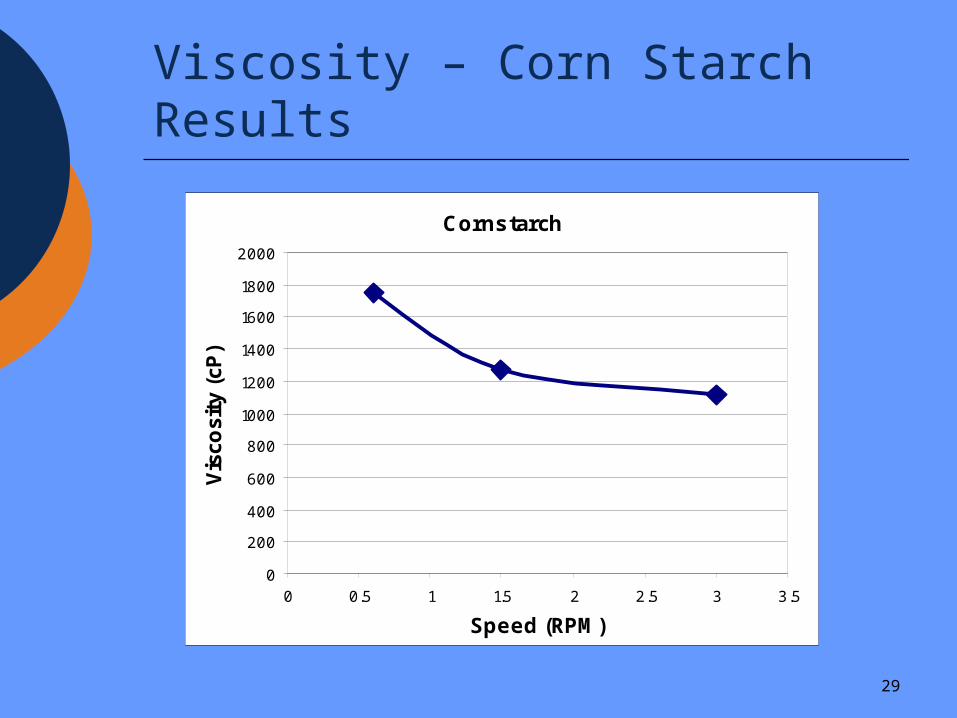
Viscosity – Corn Starch Results
Cornstarch
0
200
400
600
800
1000
1200
1400
1600
1800
2000
0 0.5 1 1.5 2 2.5 3 3.5
Speed (RPM)
Vis
cosi
ty (
cP)

30
Corn Starch Viscosity
The Problem – data indicates shear thinning Consideration of the Problem
Recheck the numbers Try different concentrations Is corn starch really shear thickening?

31
Corn Starch Viscosity
Is it really shear thickening??

32
Corn Starch Viscosity
Consideration of the Problem (cont.) Observe operation of viscometer esp. spindle
interactions w/ fluid – closely read literature
The Answer (& the solution)

33
Viscosity Corn Starch Results w/ Vane
150
155
160
165
170
175
180
185
190
195
200
0 10 20 30 40 50 60
RPM
Vis
cosi
ty (
cP)

34
What Went Wrong & What Happened Conductivity
Bad Sensor, students were told a priori Students derived workaround
Reynolds Number Physical Setup Students re-examined their thinking (as did the instructor!)
Piping Arguably, nothing went wrong Students have to think
Viscosity Improper equipment Students had to think & observe

35
A Sincere Thank You
To the students in
CENG 320 Unit Operations Laboratory I – T.U.
&
CHEN 3820 Chemical Engineering Laboratory I – A.U.





























