Embed Size (px)
Citation preview

Rövid jel MSZ EN 10027-1
Számjel MSZ EN 10027-2
Kiegészítő jel IC 10
Acélanyag kódja
(1. csoport)
Felhasználás, termékforma
kódja (2. csoport)
AZ MSZ EN ACÉLJELÖLÉSI RENDSZER FELÉPÍTÉSE
Az acélminőségek jelölésére az MSZ EN 10027-ben kétféle jelölési mód van:
Az acélminőségek rövid jele az MSZ EN 10027-1:2006 szerint
Az acélminőségek szám jele az MSZ EN 10027-2:1994 szerint A jelölési rendszer felépítése az 1. ábrán látható.
0
1. ábra. Az MSZ EN acéljelölési rendszer felépítése I. RÖVID JEL
FŐ JEL 1. CSOPORT
Az acélok jelölése mechanikai tulajdonságaik és felhasználásuk szerint
AZ ACÉLMINŐSÉGEK JELÖLÉSE AZ
MSZ EN SZABVÁNY SZERINT
1. csoport A jelölés megfelel az acélok mechanikai
tulajdonságainak és felhasználásuknak
2. csoport A jelölés megfelel a vegyi összetételnek További négy alcsoport
Fő jel MSZ EN 10027

2
A kód tartalmazza a fő jeleket, amelyet egy szám követ.
A fő jelek az acél felhasználási területére vonatkoznak, amelyek a
következők:
a) S – szerkezeti acélok pl. S355N
P – acélok nyomástartó felhasználására pl. P275NH
L – acélok csővezetékekhez pl. L290GB
E – gépacélok pl. E360
Ebben a csoportban a főjelet követő szám a legkisebb anyagvastagságra
vonatkozó legkisebb folyáshatár értéke N/mm2-ben, amely lehet felső vagy alsó
folyáshatár (ReH vagy ReL), vagy terhelt állapotban mért egyezményes folyáshatár
(Rp), vagy névleges folyáshatár (Rt). Ezeket az előírásokat a termékszabványok
tartalmazzák.
b) B – betonacélok pl. B500H
az utána lévő szám a jellemző folyáshatár értéke, N/mm2
c) Y - acélok előfeszített betonszerkezetekhez pl. Y1770C
az utána lévő szám a szakítószilárdság alsó értéke, N/mm2
d) R – sínacélok pl. R0900Mn
az utána lévő szám a szakítószilárdság alsó értéke, N/mm2
H – hidegen hengerelt lapos acéltermékek nagy szilárdságú
acélból hideghúzásra; az ezt követő szám az előírástól függően
vagy a folyáshatárt, vagy a szakítószilárdságot jelenti N/mm2-ben
pl. H360LA
e) D – lapos termékek hidegalakításra DC04
f) T – ónozott termékek
g) M – elektrotechnikai acél
A kiegészítő jelek két részből állhatnak.
A jel vonatkozhat az acél egyéb mechanikai tulajdonságára (pl. ütőmunka
értékére: J÷27J K÷40J L÷60J), és az utána lévő jel a vizsgálati hőmérsékletet
jelzi (+20˚C-tól -60˚C-ig) (Ezeket a jeleket az 1. táblázat foglalja össze).
Továbbá utal a szállítási állapotra, pl.
M - termomechanikusan hengerelt
N – normalizált vagy szabályos hőmérsékleten hengerelt

3
Q – nemesített
1. táblázat. Az ütőmunka és a vizsgálati hőmérséklet jelölése
Ütőmunka Vizsgálati hőmérséklet
27J 40J 60J ˚C
JR KR LR +20
J0 K0 L0 0
J2 K2 L2 -20
J3 K3 L3 -30
J4 K4 L4 -40
J5 K5 L5 -50
J6 K6 L6 -60
Példa
Az MSZ EN 10027-1 szerint a min. Re=355 N/mm2 folyáshatárú, -20˚C-on KV27J
szavatolt ütőmunkájú, normalizált szerkezeti acél jele: S355J2. A 2. táblázatban
látható a jelölés származtatása.
2. táblázat. Egy szerkezeti acél jelölésének származtatása
Fő jel MSZ EN 10027-1 szerint
Kiegészítő jel IC 10szerint
S szerkezeti acél
355 minimum
Re=355 N/mm2
J2 ütőmunka min. 27J -20˚C-on

4
FŐ JEL 2. CSOPORT
Az acélok jelölése vegyi összetételük szerint
a) Ötvözetlen acélok, ha a Mn-tartalom középértéke 1%-nál kisebb.
Az automata acélok nem tartoznak ebbe a csoportba. (2.1. alcsoport)
A kód sorrendben a következő jeleket tartalmazza:
a C-betűt;
az előírt karbontartalom középértékének százszorosát.
Példa.
A 0,45% átlagos karbontartalmú ötvözetlen acél jele: C45E vagy C45R.
b) Ebbe a csoportba tartoznak az ötvözetlen acélok, ha a Mn-tartalom
középértéke legalább 1%, az ötvözetlen automata acélok, továbbá az ötvözött
acélok (a gyorsacélok kivételével), ha egyik ötvözőeleme sem haladja meg az
5%-ot. (2.2. alcsoport)
A kód sorrendben a következő jeleket tartalmazza:
az előírt karbontartalom középértékének százszorosát;
az acél jellemző ötvözőinek vegyjelét, a mennyiség csökkenésének
sorrendjében. Azonos mennyiségek esetében alfabetikus sorrendben;
az ötvözőelemek tartalmát a 3. táblázatban megadott tényezővel
megszorozva és a legközelebbi egész számra felkerekítve.
Pl: 34Cr4 nemesíthető acél, karbon tartalom 34/100=0,34%; króm tartalom 4/4=1%
3. táblázat. A 2.2. alcsoport ötvözőelemeinek szorzótényezői
Az ötvözőelem vegyjele Szorzótényező
Cr, Co, Mn, Ni, Si, W 4
Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr 10
Ce, N, P, S 100
B 1000

5
c) Az ötvözött acélok – a gyorsacélok kivételével – ha bármelyik ötvöző
mennyisége meghaladja az 5%-ot (2.3. alcsoport)
A kód sorrendben a következő jeleket tartalmazza:
az X betűt;
az előírt közepes karbontartalom százszorosát;
a jellemző ötvözőelemek vegyjelét, mennyiségük csökkenő sorrendjében
az ötvözőelemek előírt mennyiségének középértékét, a legközelebbi egész
számra kerekítve.
Példa
A 2,1% C-tartalmú, illetve 12 % Cr - tartalmú szerszámacél jele: X210Cr12
Klasszikus rozsdamentes acél (KO33, 1.4301, AISI304) X5CrNi 18 10 széntartalom
5/100=0,05%, Cr=18%, Ni=10%
d) Gyorsacélok (2.4. alcsoport)
A kód sorrendben a következő jeleket tartalmazza:
HS betűket
az ötvözőelemek átlagos mennyiségét, egymástól kötőjellel elválasztva, a
következő sorrendben:
volfrám (W)
molibdén (Mo)
vanádium (V)
kobalt (Co)
Példa
A 6% volfrám, 5% molibdén, a 2% vanádium, 5% Co-tartalmú gyorsacél jele:
HS 6-5-2-5, számjele:1.3243 (Valamennyi gyorsacélban átlagosan 4% Cr van, ezért
ezt külön nem jelöljük)
6
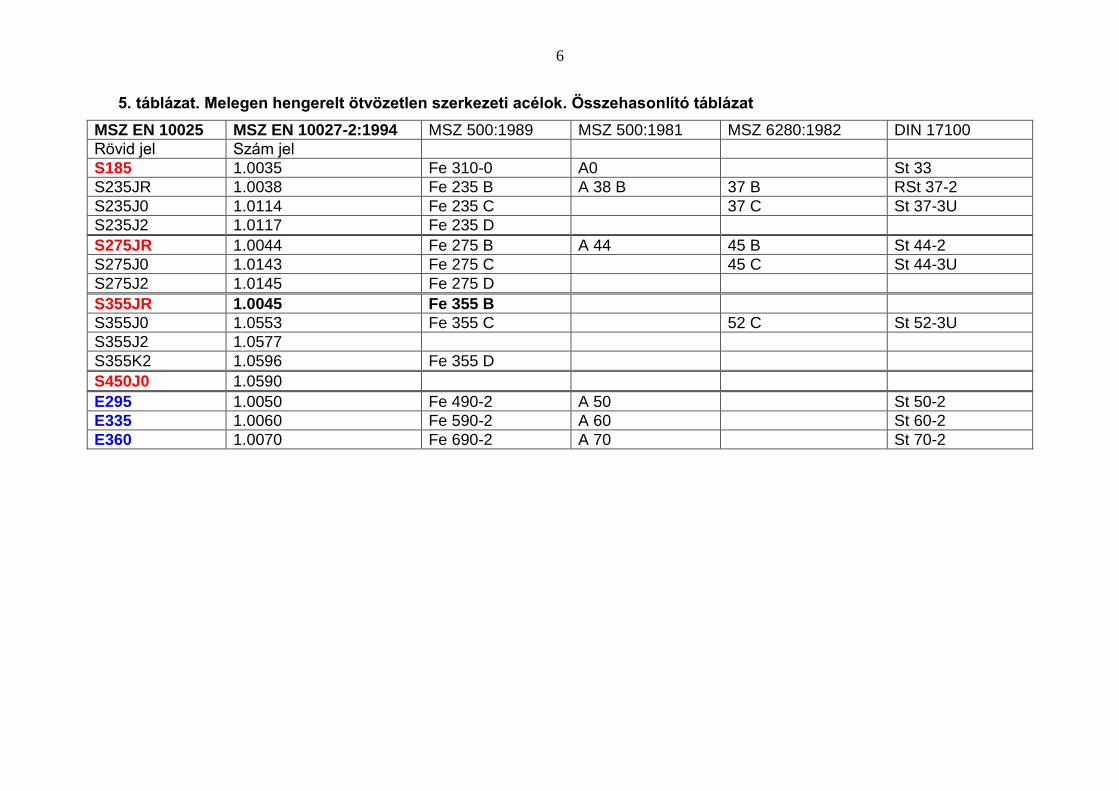
5. táblázat. Melegen hengerelt ötvözetlen szerkezeti acélok. Összehasonlító táblázat
MSZ EN 10025 MSZ EN 10027-2:1994 MSZ 500:1989 MSZ 500:1981 MSZ 6280:1982 DIN 17100
Rövid jel Szám jel
S185 1.0035 Fe 310-0 A0 St 33
S235JR 1.0038 Fe 235 B A 38 B 37 B RSt 37-2
S235J0 1.0114 Fe 235 C 37 C St 37-3U
S235J2 1.0117 Fe 235 D
S275JR 1.0044 Fe 275 B A 44 45 B St 44-2
S275J0 1.0143 Fe 275 C 45 C St 44-3U
S275J2 1.0145 Fe 275 D
S355JR 1.0045 Fe 355 B
S355J0 1.0553 Fe 355 C 52 C St 52-3U
S355J2 1.0577
S355K2 1.0596 Fe 355 D
S450J0 1.0590
E295 1.0050 Fe 490-2 A 50 St 50-2
E335 1.0060 Fe 590-2 A 60 St 60-2
E360 1.0070 Fe 690-2 A 70 St 70-2

7
6. táblázat. Nemesíthető szerkezeti acélok. Összehasonlító táblázat (kivonat)
MSZ EN 10083 Rövid jel MSZ EN 10027-2 Számjel MSZ 61:1985
C22E 1.1151 C 22
C25E 1.1149 C 25
C30E 1.1178 C 30
C35E 1.1181 C 35
C40E 1.1186 C 40
C45E 1.1191 C 45
C50E 1.1206 C 50
C55E 1.1203 C 55
C60E 1.1221 C 60
28Mn6 1.1170 Mn 1
38Cr2 1.7003
38CrS2 1.7023
46Cr2 1.7006
46CrS2 1.7023
34Cr4 1.7033 Cr 1
34CrS4 1.7037 Cr 1 E
37Cr4 1.7033 Cr 2
37CrS4 1.7037 Cr 2 E
41Cr4 1.7035 Cr 3
41CrS4 1.7039 Cr 3 E
25CrMo4 1.7218 CMo 1
25CrMoS4 1.7213 CMo 1 E
34CrMo4 1.7220 CMo 3
34CrMoS4 1.7226 CMo 3 E
42CrMo4 1.7225 CMo 4
42CrMoS4 1.7227 CMo4 E
50CrMo4 1.7228
36CrNiMo4 1.6511
34CrNiMo6 1.6582 NCMo 5
30CrNiMo8 1.6580 NCMo 6
36NiCrMo16 1.6773
51CrV4 1.8159 CrV 3

8
7. táblázat. Betétben edzhető acélok. Összehasonlító táblázat (kivonat)
MSZ EN 10084 Rövid jel MSZ EN 10027-2 Számjel MSZ 31:1985
C10E 1.1121 C 10
C10R 1.1207
C15E 1.1141 C 15
C16E 1.1148
C16R 1.1140
17Cr3 1.7016
28Cr4 1.7014 BC 2
28CrS4 1.7036
16MnCr5 1.7131 BC 3
16MnCrS5 1.7139
16MnCrB5 1.7160
20MnCr5 1.7147
20MnCrS5 1.7149
18CrMo4 1.7243 ~BCMo 1
18CrMoS4 1.7244
22CrMoS3-5 1.7333
20MoCr3 1.7320
20MoCrS3 1.7319
20MoCr4 1.7321
20MoCrS4 1.7323
16NiCr4 1.5714
16NiCrS4 1.5715
10NiCr5-4 1.5805
18NiCr5-4 1.5810
17CrNi6-6 1.5918 ~BNC 5
15NiCr13 1.5752 ~BNC 2
20NiCrMo2-2 1.6523
20NiCrMoS2-2 1.6526
17NiCrMo6-4 1.6566 ~BNCMo 1
17NiCrMo6-4 1.6569
20NiCrMoS6-4 1.6571
18CrNiMoS6-4 1.6587
14NiCrMo13-4 1.6657 ~BNCMo 2

Hegesztési technológiák elterjedt megnevezései
-AWI (WIG, TIG): Volfram elektródás védőgázas
ívhegesztés
-AFI (MIG, MAG): Huzalelektródás (fogyóelektródás)
védőgázas ívhegesztés.
-MMA: Bevont elektródás ívhegesztés.
Hegesztőanyagok csoportosítása hegesztendő anyagcsoportok szerint -HEGESZTÔANYAGOK ÖTVÖZETLEN ACÉLOKHOZ -HEGESZTÔANYAGOK CSÔVEZETÉK-HEGESZTÉSHEZ -HEGESZTÔANYAGOK AZ IDÔJÁRÁSÁLLÓ, NAGY SZILÁRDSÁGÚ ÉS HIDEGSZÍVÓS ACÉLOKHOZ -HEGESZTÔANYAGOK MELEGSZILÁRD ÉS KÚSZÁSÁLLÓ ACÉLOKHOZ -HEGESZTÔANYAGOK KORRÓZIÓ- ÉS FOKOZOTTAN KORRÓZIÓÁLLÓ ACÉLOKHOZ -HEGESZTÔANYAGOK VEGYES KÖTÉSEKHEZ ÉS KÜLÖNLEGES FELADATOKHOZ -HEGESZTÔANYAGOK HÔÁLLÓ ACÉLOKHOZ -NIKKELBÁZISÚ HEGESZTÔANYAGOK -NEM VASÖTVÖZETEK

1.1. Hegesztôanyagok szabványba sorolása
1-2
Hegesztôhuzalok és hegesztési ömledékek ötvözetlen és fi nom szemcsés acélok fogyóelektródás, védôgázas ívhegesztéséhez.
ÖNORM M 7822DIN 8559BS 2901-1
Bevont elektródák ötvözetlen és fi nom szemcsés acélok kézi ívhegesztéséhez.
DIN 1913DIN 8529BS 639
Huzalelektróda és por-huzal kombináció, ötvözetlen és fi nom szemcsés acélok fedett ívû hegesztéséhez. ÖNORM M 7821
Bevont elektródák nagy szilárdságú acélok kézi ívhegesztéséhez.
ÖNORM M 7824DIN 8529BS 2493
Porbeles huzalelektróda ötvözetlen és fi nom szemcsés acélok fogyóelektródás, védôgázas és védôgáz nélküli ívhegesztéséhez.
DIN 8559BS 7084
Fedôpor, fedett ívû hegesztéshez. DIN 32522
Bevont elektródák melegszilárd acélok kézi ívhegesztéséhez.
ÖNORM M 7832DIN 8575BS 2493
Bevont elektródák korrózióálló és hôálló acélok kézi ívhegesztéséhez.
ÖNORM M 7831DIN 8556BS 2926
Pálcák, huzalok és hegesztési ömledék ötvözetlen és fi nom szemcsés acélok volfrámelektródás, védôgázas ívhegesztéshez.
DIN 8559BS 2901-1
Huzalelektródák, hegesztôhuzalok és pálcák melegszilárd acélok védôgázas ívhegesztéséhez.
ÖNORM M 7832DIN 8555, 8575BS 2901-1
Porbeles huzalelektróda melegszilárd acélok védôgázas ívhegesztéséhez.
Huzalelektródák, hegesztôhuzalok és pálcák korrózióálló és hôálló acélok ívhegesztéséhez.
ÖNORM M 7831DIN 8556BS 2901-2
Porbeles huzalelektróda rozsdamentes és hôálló acélok védôgázas és önvédô ívhegesztéséhez. DIN 8556
Huzalelektródák, hegesztôhuzalok, hegesztôpálcák és hegesztési ömledék nagy szilárdságú acélok védôgázas ívhegesztéséhez.
DIN 8555BS 2901-1
Porbeles huzalelektróda nagy szilárdságú acélok védôgázas ívhegesztéséhez.
Hegesztôpálcák ötvözetlen és melegszilárd acélok gázhegesztéséhez.
ÖNORM M 7823-1DIN 8554BS 1453
A fent megnevezett európai szabványokat átvették vagy át fogják venni a nemzeti szabványhivatalok így tartalmilag teljesen megegyeznek a nemzeti szabványokkal (p.l. DIN-EN, ÖNORM-EN, MSZ-EN, BS-EN stb.).
1-3
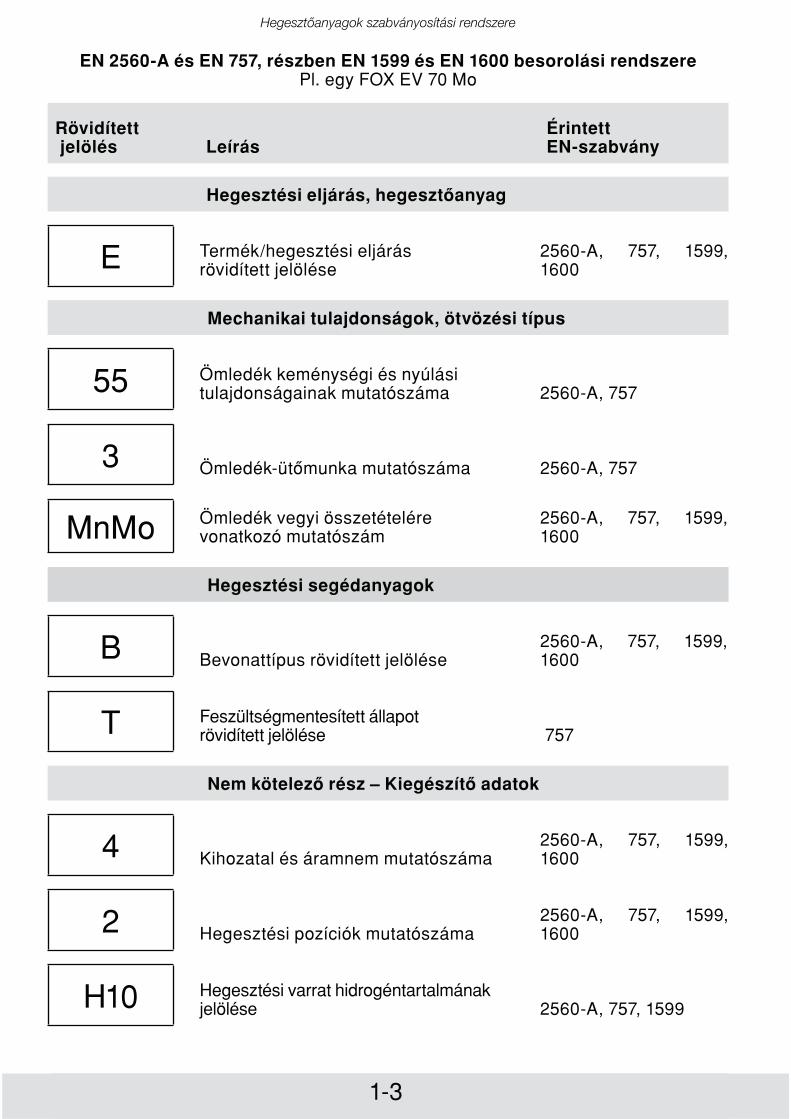
E Termék/hegesztési eljárásrövidített jelölése
2560-A, 757, 1599, 1600
55 Ömledék keménységi és nyúlási tulajdonságainak mutatószáma 2560-A, 757
3 Ömledék-ütômunka mutatószáma 2560-A, 757
MnMo Ömledék vegyi összetételére vonatkozó mutatószám
2560-A, 757, 1599, 1600
B Bevonattípus rövidített jelölése2560-A, 757, 1599, 1600
T Feszültségmentesített állapotrövidített jelölése 757
4 Kihozatal és áramnem mutatószáma2560-A, 757, 1599, 1600
2 Hegesztési pozíciók mutatószáma2560-A, 757, 1599, 1600
H10 Hegesztési varrat hidrogéntartalmánakjelölése 2560-A, 757, 1599
Pl. egy FOX EV 70 Mo

1-4
Rövidített jelölések / mutatószámok a hegesztôanyagok besorolásához EN-szabványokbanTermék/hegesztési eljárás rövidített jelölése
E Kézi ívhegesztés 2560-A, 757, 1599, 1600G Védôgázas hegesztés tömör huzalelektródákkal 440, 12070, 12072, 12534W Volfram védôgázas hegesztés 1668, 12070, 12072T Védôgázas hegesztés porbeles
huzalelektródákkal758, 12071, 17633-A, 12535
S Fedôpor alatti hegesztés 756, 12070, 12072O Gázhegesztés 12536P Plazmahegesztés 12072
Hegesztési ömledék szilárdsági és nyúlási tulajdonságainak mutatószáma
35 355 440–570 22440, 2560-A, 756, 758, 1668
38 380 470–600 2042 420 500–640 2046 460 530–680 2050 500 560–720 1855 550 610–780 18
757, 12534, 1253562 620 690–890 1869 690 760–960 1779 790 880–1080 1689 890 980–1180 15
Szilárdsági és nyúlási tulajdonságok mutatószáma gyök- és visszaforgott gyöksornál
2T 275 370 7563T 355 470
756, 7584T 420 5205T 500 600
Hegesztési varratütômunka mutatószáma
Z Nincs követelmény
440, 2560-A, 756, 757, 788, 1668,12534, 12535
A +200 02 –203 –304 –405 –506 –607 –70 756, 7578 –80

1-5
Feszültségmentesített állapot rövidített jelölése
T Mechanikai tulajdonságok560–600 ˚C / 1 óra / kemence / 300 ˚C / levegôn
757, 12534, 12535
Mechanikai tulajdonságok hegesztési állapotban összes
Kihozatal és áramnem mutatószáma
1 105 Váltó- és egyenáram
2560-A, 757, 1599, 1600
2 105 Egyenáram
3 >105 125 Váltó- és egyenáram
4 >105 125 Egyenáram
5 >125 160 Váltó- és egyenáram
2560-A, 7576 >125 160 Egyenáram
7 >160 Váltó- és egyenáram
8 >160 Egyenáram
Hegesztési pozíciók mutatószámai
1 Minden pozícióban
2560-A, 757, 758,1599, 1600, 12071,17633-A, 12535
2 Minden pozícióban, kivéve esôvarrat (fentrôl lefelé)
3 Tompa varrat vályúpozícióban, sarokvarrat vályú- és horizontál pozícióban
4 Tompa varrat vályúpozícióban, sarokvarrat vályú-pozícióban
5 Esôvarrat (függôleges, fentrôl lefelé), valamint a 3-as mutatószámnál leírt pozíciók
Hegesztési varrat hidrogéntartalmának jelölése
H5 5 2560-A, 757, 758, 760,1599, 12071, 12535
H10 10
H15 15 2560-A, 758, 760
* érvényes 4 mm R esetén, 90% max. áramerôsségnél,váltóáramnál 1, 3, 5, 7 mutatószámú kihozatalnál
Védôgáz jelölése
M Védôgáz EN439-M2, de hélium nélkül 440, 758, 12071, 17633-A,12534, 12535
C Védôgáz EN439-C1, szén-dioxid
N Védôgáz nélkül 12534, 12535

1-6
Bevonattípus rövidített jelölése
A Savas bevonatú
2560-A, 757, 1599,1600
C Cellulóz bevonatú
R Rutilos bevonatú
RR Vastag rutilos bevonatú
RC Rutil-cellulóz bevonatú
RA Rutil savas bevonatú
RB Rutil bázikus bevonatú
B Bázikus bevonatú
Portípus rövidített jelölése
MS Mangán-szilikát
756, 760
CS Kalcium-szilikát
ZS Cirkónium-szilikát
RS Rutil-szilikát
AR Aluminát-rutil
AB Aluminát-bázikus
AS Aluminát-szilikát
AF Aluminát-fl uorid-bázikus
FB Fluorid-bázikus
Z Egyéb típusok
Töltettípus rövidített jelölése
R Rutilos, lassan dermedô salak,védôgáz szükséges
758, 12071, 17633-A,12535
P Rutilos, gyorsan dermedô salak, védôgáz szük-séges
758
B Bázikus, védôgáz szükséges 758, 12071, 17633-A12535
M Fémpor, védôgáz szükséges 758, 12073-A
V Rutilos vagy bázikus/fl uorid, védôgáz nem szük-séges
W Bázikus/fl uorid, lassan dermedô salak,védôgáz nem szükséges
Y Bázikus/fl uorid, gyorsan dermedô salak,védôgáz nem szükséges
S Egyéb típusok
Z Egyéb típusok 12071, 17633-A, 12535
U Védôgáz nélkül 12535
A vegyi összetétel rövidített jelöléseinek felsorolásától ebben a kézikönyvben eltekintünk.

Bevont elektródák ötvözetlen és finom szemcsés acélok kézi ívhegesztéséhez (EN 499). Példa: EN 499: E 38 0 RC 1 1 (ESAB 46.16, Böhler FOX KE) Ötvözetlen, illetve csak mangánnal ötvözött elektróda.
EN 499 E 38 0 RC 1 1
I. II. III. IV. V. VI. VII.
I. –SZABVÁNY
II. –HEGESZTÉSI ELJÁRÁS ( bevont elektróda jele: E )
III. –FOLYÁSHATÁR ( 380N/mm2 ), SZILÁRDSÁG ( 470…600 N/mm2 ), SZAKADÁSI
NYÚLÁS ( 20% )
IV. –ÜTŐMUNKA ( 0C°-on 47J )
V. –BEVONAT TÍPUS ( rutil-celulóz )
VI. –KIHOZATAL, ÁRAMNEM ( ≤105% egyen- és váltóáram )
VII. –HEGESZTÉSI HELYZET ( minden helyzetben )
Hegesztôhuzalok és hegesztési ömledékek ötvözetlen és finom szemcsés acélok fogyóelektródás, védôgázas ívhegesztéséhez (EN 440). Példa: EN 440: G 42 3 M G3Si (ESAB 12.51, Böhler EMK 6)
EN 440 G 42 3 M G3Si1
I. II. III. IV. V. VI.
I. –SZABVÁNY
II. –HEGESZTÉSI ELJÁRÁS ( bevont elektróda jele: G )
III. –A HEGANYAG SZILÁRDSÁGÁRA UTALÓ JEL:FOLYÁSHATÁR ( 420N/mm2 ),
SZILÁRDSÁG ( 500…640 N/mm2 ), SZAKADÁSI NYÚLÁS ( 20% )
IV. –ÜTŐMUNKA ( -30C°-on 47J )
V. –A VÉDŐGÁZKEVERÉK ÖSSZETÉTELÉRE UTALÓ JEL
VI. A HEGESZTŐHUZAL TIPUSA (a példában: gyengén növelt Si és Mn ötvözés)

Bevont elektródák korrózióálló és hôálló acélok kézi ívhegesztéséhez (EN 1600).
Példa: EN 1600: E 19 9 L R (ESAB 61.30, Böhler FOX EAS 2-A) Rozsdamentes elektróda pl.KO 33-as acélhoz.
EN 1600 E 19 9 L R
I. II. III. IV. V. VI.
I. –SZABVÁNY
II. –HEGESZTÉSI ELJÁRÁS ( bevont elektróda jele: E )
III. –A KRÓM TARTALOM SZÁZALÉKOS ÉRTÉKE (19%)
IV. – A NIKKEL TARTALOM SZÁZALÉKOS ÉRTÉKE (9%)
V. –CSÖKKENTETT SZÉNTARALOM – LOW RÖVIDÍTÉSE (kevesebb mint 0,03%)
VI. – BEVONAT TÍPUS ( rutil )
Hogyan azonosítsuk be a hegesztőanyagot?
-A szabvány szám (táblázatból kiválasztható): ebből beazonosítható a
hegesztőanyag fajtája és a hegesztés technológiája.
-A szabvány szám utáni jelölés, ami utal a varrat mechanikai tulajdonságaira
és/vagy a vegyi összetételére, a bevonat vagy a védőgáz típusára, stb.
-A gyártó (ESAB, Böhler, Lincoln, UTP, stb.) típus jelölése (fantázia neve) a
hegesztőanyag dobozán, ami mellet fel van tüntetve a fentiekben említett EN
szabvány szám.

OK 46.16 MMAWRutilos
Általános leírás Besorolás
SFA/AWS A5.1 E7014EN ISO 2560-A E 38 0 RC 11
Varratfém átlagos vegyi összetétele, %
C Si Mn S P0,05-0,12 0,2-0,6 0,25-0,75 0,03 0,03
Varratfém átlagos mechanikai jellemzõi
FolyáshatárSzakítószilárdság
Kihozatal Nyúlás100%
Ütõmunka (KV)HegesztőáramACDC+DC-
Üresjárati feszültségU > 50 V
JóváhagyásokHegesztési pozíciók
ABS 2BV 2CE EN 13479DB 10.039.37DNV 2GL 2LR 2RS 2VdTÜV 02528
Hegesztési paraméterek
Átmérő x W η N B H T Hegesztő-
hossz min max feszültség(mm) (A) (A) (kg) (%) (kg/kg) (db/kg) (kg/h) (s/db) (V)
2.0x300 50 70 1.1 94 0.57 167 0.54 40 242.0x350 50 70 1.3 99 0.89 135 0.58 46 242.5x350 60 100 1.9 99 0.6 86 0.9 49 253.2x350 80 150 3.2 100 0.58 52 1.3 59 234.0x350 100 200 4.9 105 0.59 34 1.8 65 245.0x450 150 260 9.8 105 0.63 17 2.30 105 26
W = 100 db elektróda tömegeη = 1 kg maghuzallal lehegesztett varratfém * 100 (kihozatali hatásfok)N = Varratfémtömeg / elektródatömegB = 1 kg varratfémhez szükséges elektródaH = Varratfémtömeg / 1 óra ívidő (a maximális áramerősség 90 %-val)T = 1 darab elektróda leolvasztásához szükséges idő (a maximális áramerősség 90 %-val)
Vékony és középvastag lemezek hegesztéséhez javasoltrutilos bevonatú hegesztőelektróda. Minden pozícióbanjól alkalmazható. Nagyon jó ívgyújtási és ív újragyújtásitulajdonságok. Az OK 46.00-hoz képest vastagabbbevonat miatt kis fröcsköléssel hegeszthető.
440 MPa505 MPa
28%
Vizsgálati hőmérséklet
Ütőmunka (KV)
+20°C 75 J0°C 70 J
Hegesztőáram
-20°C 40 J

2-12
Rutil-cellulóz bevonatú elektróda, mely minden pozícióban, függôlegesen, fentrôl lefelé is, jól hegeszthetô.Kiváló váltóáramú hegeszthetôség, jó gyújtási és újragyújtási tulajdonság, biztos beolvadás, sima varrat. Elsôsorban épületlakatosok és szerelési munkák számára.
C Si Mn
%
* uFolyáshatár (R
e N/mm2) : ( 380)
Szakítószilárdság (Rm N/mm2) : (470–600)Nyúlás [A (L
0 = 5d
0) %] : ( 20)
Ütômunka (ISO-V KV J) +20 C: ( 55) ±0 C: ( 47) –10 C:
Szárítás:
nem szükséges 2,0 250 45–80
Elektródajelölés: 2,5 250/350 60–100
3,2 350 90–130
4,0 350/450 110–170
Acélok 380 N/mm2 (52 ksi) folyáshatárigS275JR, S235J0G3–S355J0G3, P235GH, P265GH, P255NH, P235T1, P355T1, P235T2–P355T2, P235G1TH, P255G1TH, L210–L360NB, L290MB, S235JRS1–S235J0S1, S235JRS2–S235J0S2
ASTM A36 u. A53 Gr. mindegyik; A106 Gr. A, B, C; A135 Gr. A, B; A283 Gr. A, B, C, D; A366; A285, Gr. A, B, C; A500 Gr. A, B, C; A570 Gr. 30, 33, 36, 40, 45; A607 Gr. 45; A668 Gr. A, B; A907, Gr. 30, 33, 36, 40; A935 Gr. 45; A936 Gr. 50; API 5 L Gr. B, X42–X52
LR (2m), SEPROZ, ÖBB
ENISO 2560-A:2005: E 38 0 RC 11ENISO 2560-B:2005: E 43 13 AAWS A5.1-04: E6013AWS A5.1M-04: E4313
Elektróda, ötvözetlen, rutil-cellulóz bevonatú

OK Autrod 12.51 MIG/MAG
Általános leírás Besorolás
SFA/AWS A5.18 ER70S-6EN ISO 14341-A G3Si1EN ISO 14341-A G 38 2 C G3Si1 (varratfém)EN ISO 14341-A G 42 3 M G3Si1 (varratfém)
Jóváhagyások
ABS 3YSABV SA3YMCE EN 13479DB 42.039.06DNV III YMSGL 3YSLR 3S 3YSPRS 3YSRS 3YMSVdTÜV 00899
Varratfém átlagos vegyi összetétele, %
C Si Mn P S0,1 0,72 1,11 0,013 0,012
C Si Mn P S0,08 0,63 0,94 0,013 0,012
Védőgáz (MSZ EN 439) Varratfém átlagos mechanikai jellemzõiM21, C1
PolaritásDC+ Folyáshatár (MPa)
Nyúlás (%)
Ütõmunka (KV)
Védőgáz: M21
Védőgáz: C1
Védőgáz
Rézbevonattal ellátott, G3Si1/ER70S-6 típusú tömörhegesztőhuzal, ötvözetlen és gyengén ötvözött szerkezetiacélok általános célú védőgázas fogyóelektródásívhegesztéséhez. A hegesztőhuzal keverék- és tiszta CO2
védőgázzal is alkalmazható. Az OK Autrod 12.51 az OKAutrod 12.56 típussal összehasonlítva szigorúbb kémiaiösszetétellel készül, így biztosítva a megbízhatóbb ésállandóbb mechanikai és hegesztési tulajdonságokat. Az
OK Autrod 12.51 ESAB Marathon PacTM csomagolásbanis kapható.
M21 C1470 440
Szakítószilárdság (MPa)
560 540
26 25
Ütőmunka (J)Vizsgálati
hőmérsékletVédőgáz
M21 C1+20°C 130 110
0°C-20°C 90 70-30°C 70

Hegesztési paraméterekÁtmérő W η
Ø Min Max Átlag Átlag Min Max Min Max Min Maxmm A A l/perc % kg/h kg/h m/perc m/perc V V0.6 30 100 12 95 0,7 1,7 5,5 13 15 200.8 60 200 14 95 0,8 3,0 3,2 13 18 240.9 70 250 15 96 0,9 3,6 3,0 12 18 261.0 80 300 16 96 1,0 5,6 2,7 15 18 321.2 120 380 18 97 1,3 8,0 2,5 15 18 341.4 150 420 19 97 1,6 8,7 2,3 12 22 361.6 225 550 20 98 2,1 11,4 2,3 12 28 382.0 300 650 22 98 3,2 12,5 4,0 15 32 44
W = Védőgázszükségletη = Kihozatali hatásfok (Lehegesztett varratfém (kg) / felhasznált maghuzal (kg) * 100)H = Varratfémtömeg / 1 óra ívidőV = Előtolási sebesség
Áramerősség H V Feszültség

2-30
Univerzális célú, rézzel bevont huzalelektróda úgy kevert gázok, mint CO2 esetében,
messzemenôen fröcskölésmentes cseppátmenettel.A huzalelektróda alkalmas kötôhegesztésre a kazán-, tartály- és szerkezetgyártásban. Nagy áramterhelhetôségének köszönhetôen kedvezô feltételeket kínál vastag lemezek hegeszté-sénél is. Ezen tömör huzalelektróda rézbevonat nélküli típusa TOP-kivitelben is szállítható. A minimális fröcskölési hajlam, illetve jó huzal-elôtolhatósága miatt nagy huzal-elôtolási se-bességnél is alkalmazható. Ezeket a kiviteleket speciálisan automatizált hegesztéseknél hasz-nálják fel.
C Si Mn
%
* u u2 sFolyáshatár (R
e N/mm2) : ( 420) ( 420) ( 360)
Szakítószilárdság (Rm N/mm2) : (500–640) (500–640) (470–590)
Nyúlás [A (L0 = 5d
0) %] : ( 24) ( 22) ( 22)
Ütômunka (ISO-V KV J) +20 C: ( 90) ( 70) ( 90) –40 C: ( 47) ( 47) ( 47)
Védôgáz:
0,8
1,0
1,2
1,6
Acélok 420 N/mm2 (60 ksi) folyáshatárigS235J2G3–S355J2G3, E360, P235T1–P355T1, P235G1TH, L210, L290MB, P255G1TH, P235GH, P265GH, P295GH, P310GH, P255NH, S235JRS1–S235J4S, S355G1S–S355G3S, S255N–S385N, P255NH–P385NH, GE200–GE260
ASTM A27 u. A36 Gr. mindegyik; A106 Gr. A, B; A214; A242 Gr. 1–5; A266 Gr. 1, 2, 4; A283 Gr. A, B, C, D; A285 Gr. A, B, C; A299 Gr. A, B; A328; A366; A515 Gr. 60, 65, 70; A516 Gr. 55; A556 Gr. B2A; A570 Gr. 30, 33, 36, 40, 45; A572 Gr. 42, 50; A606 Gr. mindegyik; A607 Gr. 45; A656 Gr. 50, 60; A668 Gr. A, B; A907 Gr. 30, 33, 36, 40; A841; A851 Gr. 1, 2; A935 Gr. 45; A936 Gr. 50
TÜV-D (3036), DB (42.014.11), ÖBB, TÜV-A (83), ABS (3A, 3YSA), CWB (X), DNV (III YMS), FI (G 38 4 C G3Si1), GL (3YS) LR (3S, 3YS H15), LTSS, SEPROZ, CE
EN 440:1995: G3Si1 (huzal)EN 440:1995: G 42 4 M G3Si1 G 42 4 C G3Si1AWS A5.18-01: ER70S-6AWS A5.18M-01: ER48S-6Alapanyagszám: 1.5125
Tömör huzalelektróda, ötvözetlen

OK 61.30 MMAWRutil-savas
Általános leírás Besorolás
EN 1600 E 19 9 L R 1 2SFA/AWS A5.4 E308L-17CSA W48 E308L-17Werkstoffnummer 1.4316
Jóváhagyások
ABS StainlessCE EN 13479CWB CSA W48DB 30.039.02DNV 308LSepros UNA 409820VdTÜV 00792
Kihozatal Varratfém átlagos vegyi összetétele, %105%
C Si Mn Cr Ni
Áramnem és polaritás max 0,03 0,5-0,9 0,5-1,2 18,5-20,5 9-11DC+AC P S
0,025 0,02
Üresjárati feszültségU > 50 V Deltaferrit (FN) 3-10
Hegesztési pozíciók Varratfém átlagos mechanikai jellemzõi
Folyáshatár (MPa)
Nyúlás (%)
Ütõmunka (KV)
Hegesztési paraméterekÁtmérő x W η N B H T Hegesztő-
hossz min max feszültség(mm) (A) (A) (kg) (%) (kg/kg) (db/kg) (kg/s) (s/db) (V)
1.6x300 35 45 0.7 105 0.55 240 0.6 24 272.0x300 35 65 1.2 105 0.55 160 0.8 29 292.5x300 50 90 1.8 105 0.55 99 1.1 36 313.2x350 70 130 3.9 105 0.60 49 1.4 54 314.0x350 90 180 5.2 105 0.60 33 2.0 60 325.0x350 140 250 8.0 105 0.60 20 3.0 60 33
W = 100 db elektróda tömegeη = Kihozatali hatásfok (Lehegesztett varratfém (kg) / felhasznált maghuzal (kg) * 100)N = 1 kg varratfém elkészítéséhez szükséges elektróda tömegB = 1 kg varratfémhez szükséges elektródák számaH = Varratfémtömeg / 1 óra ívidő (a maximális áramerősség 90 %-val)T = 1 darab elektróda leolvasztásához szükséges idő (a maximális áramerősség 90 %-val)
Hegesztőáram
430
20°C 70
Vizsgálati hőmérséklet
Ütőmunka (J)
-60°C 49
Szakítószilárdság (MPa)
560
43%
Rutil-savas bevonatú extra alacsony karbontartalmú(ELC) elektróda a 19Cr10Ni (AISI 308L) ötvözésűausztenites korrózióálló acélok hegesztéséhez. Jólalkalmazható a hasonló összetételű stabilizáltkorrózióálló acélokhoz is, kivéve ha az alapanyag teljeskúszásállósága elvárás. Az OK 61.30 a jó ívgyújtási ésívújragyújtási tulajdonságai mellett nagyon tetszetősvarratfelszínt hoz létre. Salakja önleváló. A bevonat LMAtípusú (Low Moisture Absorption) azaz alacsonynedvszívóképességű.

2-182
Kis széntartalmú, maghuzal-ötvözésû ausztenites elektróda rutilbevonattal. Minden iparág-ban felhasználható, ahol azonos összetételû acélok, valamint ferrites 13%-os krómacélok hegesztésére kerül sor. Különösen szép hegesztési varratot ad, kiválóan hegeszthetô vál-tóárammal, a hegesztési varrat melegrepedéssel szemben ellenálló. Igen gazdaságos, ami annak köszönhetô, hogy pozícióban is hegeszthetô, a salak önmagától leválik, és a bevonat nedvességgel szemben ellenálló.IKK-ellenálló +350 °C-ig.
C Si Mn Cr Ni
%
* u löFolyáshatár (R
e N/mm2) : ( 350)
Szakítószilárdság (Rm N/mm2) : ( 520)
Nyúlás [A (L0 = 5d
0) %] : ( 35)
Ütômunka (ISO-V KV J) +20 °C: ( 47) –120 °C: ( 32) –196 °C: ( 32)
Szárítás, ha szükséges:
1,5 250 25–40
Elektródajelölés: 2,0 300 40–60
2,5 250–350 50–90
3,2 350 80–120
4,0 350 110–160
5,0 450 140–200
1.4306 X2CrNi9-11, 1.4301 X5CrNi18-10, 1.4311 X2CrNiN18-10, 1.4312 GX10CrNi18-8, 1.4541 X6CrNiTi18-10, 1.4546 X5CrNiNb18-10, 1.4550 X6CrNiNb18-10
AISI 304, 304L, 304LN, 302, 321, 347; ASTM A157 Gr. C9; A320 Gr. B8C vagy D
TÜV-D (1095), DB (30.014.15), ÖBB, TÜV-A (96), ABS (E 308L-17), GL (4306), Statoil, VUZ, SEPROZ, CE
Elektróda: FOX EAS 2 Porbeles huzalelektróda: EAS 2-MC FOX EAS 2-VD Porbeles huzalelektróda: EAS 2-FDAWI pálca: EAS 2-IG EAS 2 PW-FDTömör huzalelektróda: EAS 2-IG (Si) Huzal/por kombináció: EAS 2-UP/BB 202
EN 1600:1997: E 19 9 L R 3 2AWS A5.4-92: E308L-17
Elektróda, erôsen ötvözött, vegyileg ellenálló