Embed Size (px)
Citation preview

Thermal History Predictionfor Investment Ca
L. Maestro1, A. Eguidazu1, I. Vicario1, A. Zryd2, J.A. Torroba2, E.C. M1Precicast Bilbao SA, Barakaldo-Bizkaia, Spain, 2 University of Applied Sciences WesternSwitzerland, 4 Calcom ESI SA PSE-A, EPFL, CH-1015, Lausanne, Switzerland, 5IMDEA
#0081
Due to the high cost and variability of investment casting process, simulation tools are needed to reduce thenumber of trials and ensure the required metallurgic quality. For this reason, the adaptation of modellingcapabilities to investment casting foundry conditions is required.This work aims to present an investment casting modelling tool (ProCAST) that can provide a good correlationbetween its thermal history prediction and the real plant process. ProCAST software (ESI) inverse modellingtools were used to get accurate values of the parameters involvedNozzle guide vanes (NGV), which are considered as one of the most important stationary structures in gasturbines, were instrumented and employed for selected investment casting trials of NGV in vacuum in order toobtain thermal data. Lost wax process features and high variability complicate the achievement of thermal data.The measurement of temperatures during all the casting process (pre-heating of the mould, transfer to pouringchamber, high vacuum process and solidification), wax and ceramic clusters manipulation, positioning of thethermocouples and the high temperatures and variability of the process were the main difficulties of this work.The equipment for in-situ temperature measurement consisted of K and S type thermocouples and a standalonedata-logger. Thermocouples were placed thoroughly during pre-casting process in specific locations of wax,shell and wrapping along the airfoils of the NGV. After several casting and simulation trials, material thermalproperties, process parameters and boundary conditions were successfully adapted to fit the model to theexperimental thermal measurements.
Ni C
Base 0.15
Material Property (units) ValueMAR-M247 Thermal conductivity (W·m-1·K-1) 15-35 ∗
Density (kg·m-3) 7300-8600 ∗
Enthalpy (kJ/kg) 100-800 ∗Viscosity (kg·m-1·s-1) 2-3.25·10-3 ∗
Liquidus temperature (oC) 1366Solidus temperature (oC) 1266
Mould Thermal conductivity (W·m-1·K-1) 0.4-1.7 ∗Density (kg·m-3) 1860-1915 ∗
Specific heat (kJ·kg-1·K-1) 0.7-1.3 ∗Emissivity 0.7
Insulation wrap Thermal conductivity (W·m-1·K-1) 0.1-0.5∗
Specific heat (kJ·kg-1·K-1) 0.9-1.3 ∗Emissivity 0.7
Material Property (units) ValueMetal-mould HTC (W·m-2·K-1) 200-2500 ∗Mould-wrap HTC (W·m-2·K-1) 100Mould-enclosure
HTC (W·m-2·K-1) 3
Wrap-enclosure
HTC (W·m-2·K-1) 10.6
Enclosure Emissivity 0.9
Others Units ValueMelt pouring velocity
(mm/s) 1700
Melt temperature
(oC) 1549
Pre-heating temperature
(oC) 1200
ABSTRACT
THERMAL Thermo-physical properties and boundary conditions used in the thermal model.
The chemical c
Temperatconductiv
The NGV prod
POROSITY
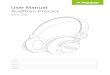
Temperature-time plots for metal, mould (shell) and insulation wrap: comparison of the thermal model prediction with the experimental results.
Schematic presentation of the porosity prediction model.Porosity prediction by the ProCast model (left) and optical microscopdefined areas (right). The location of the analyzed section in the NGV
Porosity results from simulation (middle) and experimental analysis (left and right hand sides). Top, middle and bottom sectionsof the hollow vane are considered. The locations of the analyzed section in the NGV are marked by red circles..
Leading edge Middle part Trailing edge
Local porosity fraction [%] 0.63 3.07 no porosity
Average pore size [μm] 20.4 22.0 -
Area Top MAverageporosityfraction [%]
0.06
Average poresize [μm]
19
Modeling Tool astingMorelli2, A. Carosi3, O. Koeser4, S. Milenkovic5, I. Sabirov5, J. LLorca5
n Switzerland,CH-1950 Sion, 3 Precicast Novazzano SA, CH-6883, Novazzano, A Materials Institute, Madrid, Spain
Cr Co Mo W Ta Al Ti Hf
8.4 10 0.7 10 3.1 5.5 1.05 1.4
EXPERIMENTS
MODEL
composition of the MAR-M247 Ni-based superalloy.
Model of half shell with insulation wrapping.
Positioning of thermocouples during wax assembly, ceramic process and wrapping.
Registered thermal history of the specific locations in the cluster.
ture dependent thermal vity for ceramic shell.
Temperature dependent thermal conductivity for insulation wrap.
Temperature dependent heat transfer coefficient at the metal-mould interface.
duced by investment casting.
Investment casting of NGV from Ni-based superalloys was simulated by means of the finiteelement model. The simulation strategy is targeted to predict the heat exchange duringsolidification and cooling and the porosity. The casting assembly, consisting of the hollowceramic mould with NGV-shape interior and insulation wrap, is created and meshed. Thethermo-physical parameters and boundary conditions are defined for all the parts of thecasting assembly, and simulation is carried out using ProCast. Experimental casting trialsare performed for validation of the developed models.
The thermal history of the metal and the insulation wrap during investment casting wasaccurately predicted. The critical thermal-physical parameters of the casting system wereobtained either from the literature or by an inverse simulation procedure by comparing thesimulation results for simple casting geometries with experimental data. The hot spots andareas with enhanced porosity which are located in the thickest parts of the NGV wereaccurately predicted. In addition, the porosity predictions were in good agreement with theexperimental results in many NGV areas. The shortcomings of the porosity predictionsinclude a slight underestimation of porosity in the hot spots and an overestimation ofshrinkage porosity in the thinnest parts of the NGV. It is concluded that the developedmodelling tool can be successfully utilized for further improvement of NGV designallowing to minimize the number of casting trials.
MODEL
Comparison of experimental measurements from metal with the thermal model prediction in the temperature range between liquidus (1366 °C) and solidus (1266 °C)..
py images of porosity for the V is marked by red circle
Porosity prediction by the ProCast model (left) and optical microscopy images of porosity for defined areas (right).
Area a b c dLocal porosity fraction [%] 0.19 4.87 4.82 0.14
Average pore size [μm] 32 113 27 29
Location of the hot spot in the solid vane represented in the figure on the left
Middle Bottom
0.08 0.08
17 15
CONCLUSIONSTMB