Embed Size (px)
Citation preview

The Steel Book
A stronger, lighter and more sustainable worldSSAB's vision

Contents
The world needs steel 4How steel is used 5SSAB in the world of steel 8
HOW WE MAKE STEEL Ore-based hot metal and steel 10Scrap-based steel 12Strip products 14Heavy plate 16Rolling – Quenching 18
A sustainable world 20People and steel – The future 23
IN MORE DETAILOre-based hot metal and steel 26Secondary metallurgy and continuous casting 30Strip products 32Heavy plate 34
Glossary 36
The Steel Book
Production The Steel Book: SSAB Communications, Lena Westerlund.Reviewed by SSAB Technical Communication CommitteeIllustrations: Gunvor Ekström Mediagrafik & illustration ABDesign: Ola Höglund, Höglund Design ABPrinting: Henningsons Tryckeri AB, Borlänge 2012
3

The world needs steelThe global demand for steel is great. Annually about 1.4 billion tons of steel is produced in the world. The steel industry is central to our social structure, in particular our infrastructure, but steel also improves the everyday lives of most people.
Steel is one of the materials that most affects society simply because it is so prevalent in everyday life. It is hard to imagine a day without the use of steel in some shape or form. There is a need for steel for all forms of development and growth around the world. At the same time, demands for resource management and sustainable development are increasing, which benefits SSAB as manufacturers of high-strength steels.
Management of the Earth's resources requires energy-efficient processes, including making the most efficient and smart use of steel.
The steel industry is very energy intensive and uses large amounts of commodity resources, but at the same time steel can be recycled and used again and again. Steel scrap such as old cars, industrial machinery or railway equipment is melted down and turned into new steel and new products.
About a third of the world's steel production is based on scrap recycling.
4

DID yOu knOW?
∑ Steel is the world's most important engineering material due to its high strength relative to weight and cost effectiveness.
∑ Steel is produced in many forms – from thin sheets to thick load-bearing bridge girders.
∑ Industrial development requires steel.
∑ Steel is constantly evolving and is a high-tech material.
∑ Steel makes up part of a cycle, and is the world's most recycled material.
How SSAB's steel is usedSSAB has strong brands for steel plate for different applications, which require strength, wear resistance and formability. SSAB sells not only steel, but also the knowledge and services around the applications of its steels.
SSAB's steels are used for transporting, lifting or carrying, and for security applications. SSAB's high strength steels allow a user to reduce the weight of a product while increasing its strength and extending the life
of various structures. These are properties that are especially valuable to manufacturers of construction machinery, mining equipment, trucks, cranes, and containers. These tough steels also are used for various safety applications in the automotive industry. SSAB also produces a variety of lower strength steels, which are used for various products within the manufac-turing, construction, and energy (including wind turbines) industries.
5

GARBAGE TRuCkS CARRy LARGER LOADSA Canadian garbage truck manufacturer has designed a vehicle which takes advantage of the breadth and possibili-ties of high strength steels. It is a front-loader garbage truck which can carry about 700 kg more payload using SSAB's steels compared to previous models. The new design has not only become lighter, but also can withstand higher compression in the hopper. The result is a more efficient vehicle that requires fewer trips and therefore has a reduced environmental impact.
DuMP TRuCkS In MInESDump trucks for use in mining are exposed to very high wear conditions. A South African company uses high strength wear plate in its redesign of the truck bed to create a lighter and more durable component. The weight of the truck is reduced by 19%, nearly eight tons. As a result, operating and maintenance costs are reduced, as well as the impact on the environment due to lower emissions.
SPECIALISTSSSAB focuses on solving difficult problems. The company has specialists with unique expertise in everything from the steel properties such as strength, bending, cutting and joining to fatigue and wear. The close collaboration between SSAB's application engineers and customers contributes to new knowledge, new ideas and solutions to problems. SSAB is at the forefront of design, innovation, technology and environmental responsibility. The specialists in technical customer support are involved in new products and projects at an early stage. Collaboration with customers is very valuable for both parties.
RIGHT: A front-loading garbage truck with approximately 700 kg higher payload capacity when SSAB's steel is used.
BELOW: Reduced operating and maintenance costs and environmental impact when SSAB wear plate is used for dump trucks that are exposed to excessive wear.
6

1. For mining and heavy transport, resistance to wear and extreme dura- bility are important characteristics. Hardox and Weldox give designers many possibilities.
2. Prelaq Energy was used for roofs and walls in the Swedish pavilion at the World Exhibition in Shanghai in 2010. The material makes it possible to reduce the energy consumption in buildings.
3. SSAB's steel is often used in award- winning interior design, such as the bookshelf Cell by Peter Cohen.
4. For extreme racing gear Docol is a super-strong and light material.
5. Armox makes embassy buildings more secure.
6. Weldox increases the reach of cranes by utilizing the steel's extreme strength.
HIGH-STREnGTH STEEL HAS MAny APPLICATIOnS
1 2 3
4
5 6
Learn more about SSAB's product brands on page 9. 7
In the world of steel, SSAB is a relatively small player, with a production capacity of 6 million tons of steel annually. SSAB has production facilities in Sweden and the U.S. SSAB steel production takes place in blast furnace pro-cesses using iron ore and coal, as well as in the steel mills that use recycled scrap as the raw material. It is customary to divide steel production into long products, such as pipes and beams, and flat products, such as heavy plate and strip products. SSAB produces both plate and strip products.
In Sweden, about 3.5 million tons of steel is produced using blast furnaces and refining equipment in Oxelösund and Luleå. In Borlänge, there is a roll mill, which refines the steel into strip products. Oxelösund has the entire process chain with hot metal and steel manufacturing, as well as rolling facilities for refining heavy plate production. In the United States, SSAB has two steelworks that use scrap as the basis for the production of heavy plate. SSAB produces about 2.5 million tons of steel per year in the U.S.A.
SSAB produces high strength steel that has several advan-tages from a sustainability perspective. The steels are stron-ger and can be used to build lighter equipment compared to ordinary steels. This means lower carbon emissions during equipment use. There is great demand for SSAB’s high strength steel products.
SSAB in the world of steel
8
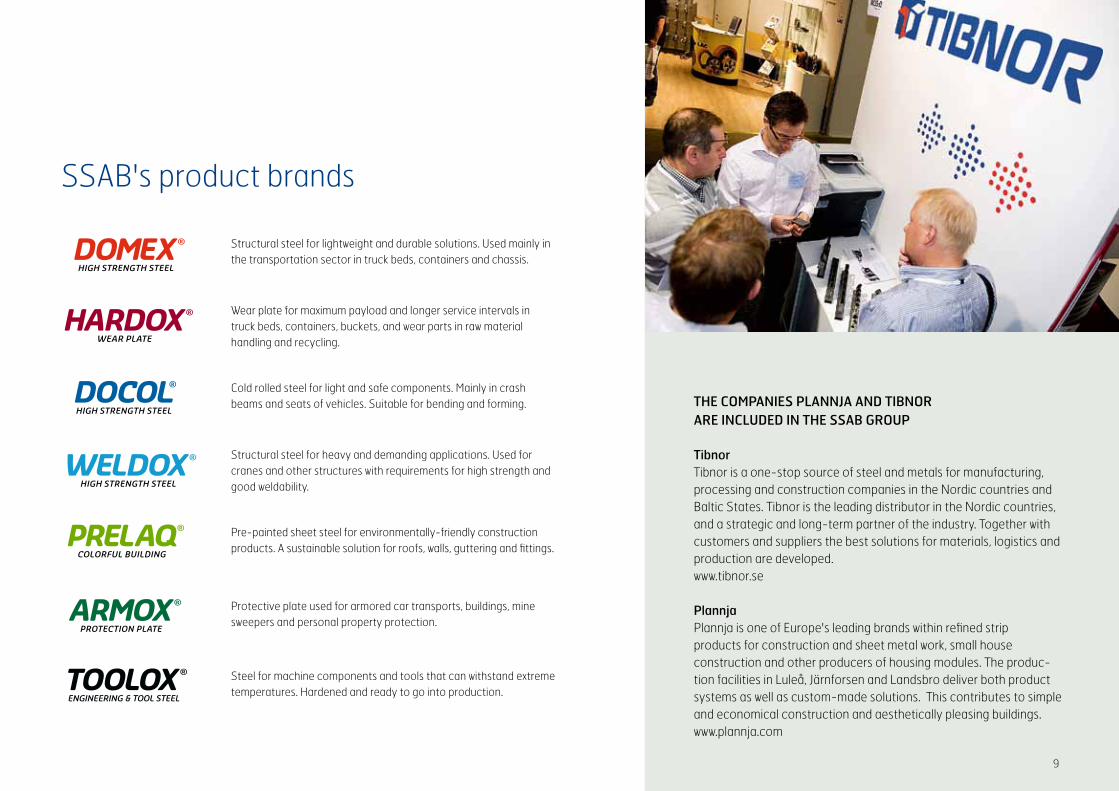
Structural steel for lightweight and durable solutions. Used mainly in the transportation sector in truck beds, containers and chassis.
Wear plate for maximum payload and longer service intervals in truck beds, containers, buckets, and wear parts in raw material handling and recycling.
Cold rolled steel for light and safe components. Mainly in crash beams and seats of vehicles. Suitable for bending and forming.
Structural steel for heavy and demanding applications. Used for cranes and other structures with requirements for high strength and good weldability.
Pre-painted sheet steel for environmentally-friendly construction products. A sustainable solution for roofs, walls, guttering and fittings.
Protective plate used for armored car transports, buildings, mine sweepers and personal property protection.
Steel for machine components and tools that can withstand extreme temperatures. Hardened and ready to go into production.
SSAB's product brands
THE COMPAnIES PLAnnJA AnD TIBnOR ARE InCLuDED In THE SSAB GROuP
TibnorTibnor is a one-stop source of steel and metals for manufacturing, processing and construction companies in the Nordic countries and Baltic States. Tibnor is the leading distributor in the Nordic countries, and a strategic and long-term partner of the industry. Together with customers and suppliers the best solutions for materials, logistics and production are developed. www.tibnor.se
PlannjaPlannja is one of Europe's leading brands within refined strip products for construction and sheet metal work, small house construction and other producers of housing modules. The produc-tion facilities in Luleå, Järnforsen and Landsbro deliver both product systems as well as custom-made solutions. This contributes to simple and economical construction and aesthetically pleasing buildings. www.plannja.com
9
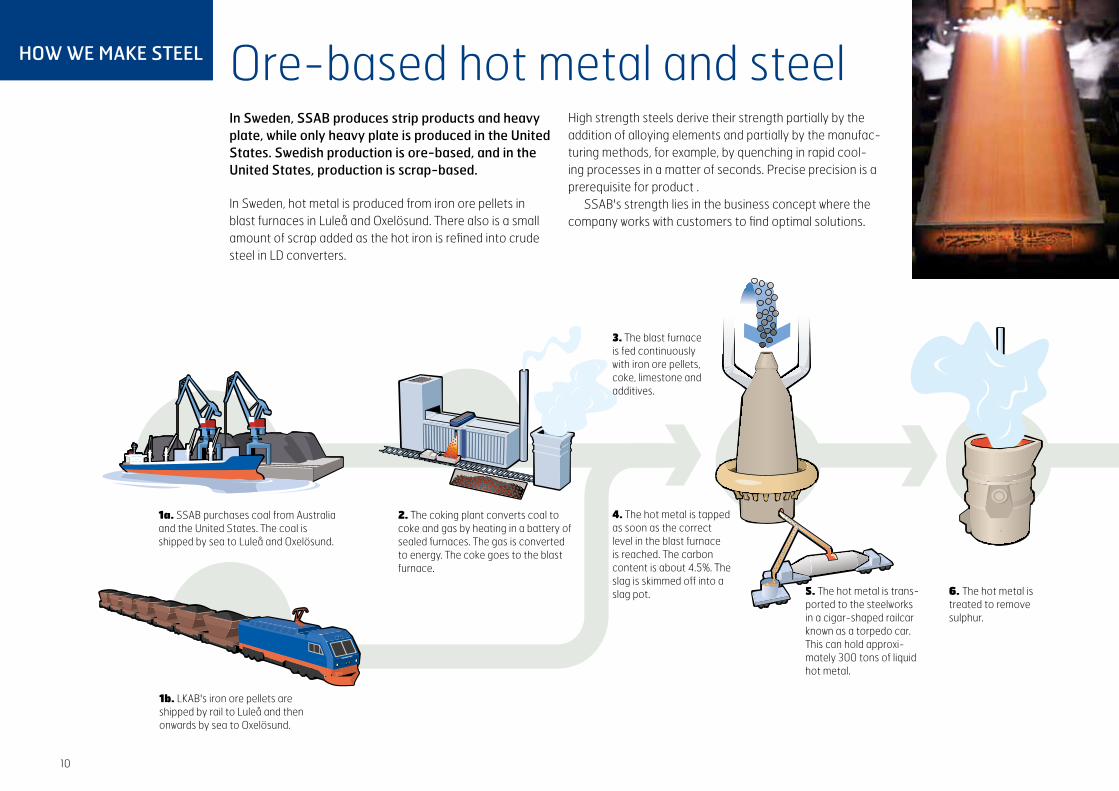
Ore-based hot metal and steelIn Sweden, SSAB produces strip products and heavy plate, while only heavy plate is produced in the united States. Swedish production is ore-based, and in the united States, production is scrap-based.
In Sweden, hot metal is produced from iron ore pellets in blast furnaces in Luleå and Oxelösund. There also is a small amount of scrap added as the hot iron is refined into crude steel in LD converters.
High strength steels derive their strength partially by the addition of alloying elements and partially by the manufac-turing methods, for example, by quenching in rapid cool-ing processes in a matter of seconds. Precise precision is a prerequisite for product . SSAB's strength lies in the business concept where the company works with customers to find optimal solutions.
1a. SSAB purchases coal from Australia and the United States. The coal is shipped by sea to Luleå and Oxelösund.
1b. LKAB's iron ore pellets are shipped by rail to Luleå and then onwards by sea to Oxelösund.
2. The coking plant converts coal to coke and gas by heating in a battery of sealed furnaces. The gas is converted to energy. The coke goes to the blast furnace.
3. The blast furnace is fed continuously with iron ore pellets, coke, limestone and additives.
4. The hot metal is tapped as soon as the correct level in the blast furnace is reached. The carbon content is about 4.5%. The slag is skimmed off into a slag pot. 5. The hot metal is trans-
ported to the steelworks in a cigar-shaped railcar known as a torpedo car. This can hold approxi-mately 300 tons of liquid hot metal.
6. The hot metal is treated to remove sulphur.
HOW WE MAkE STEEL
10
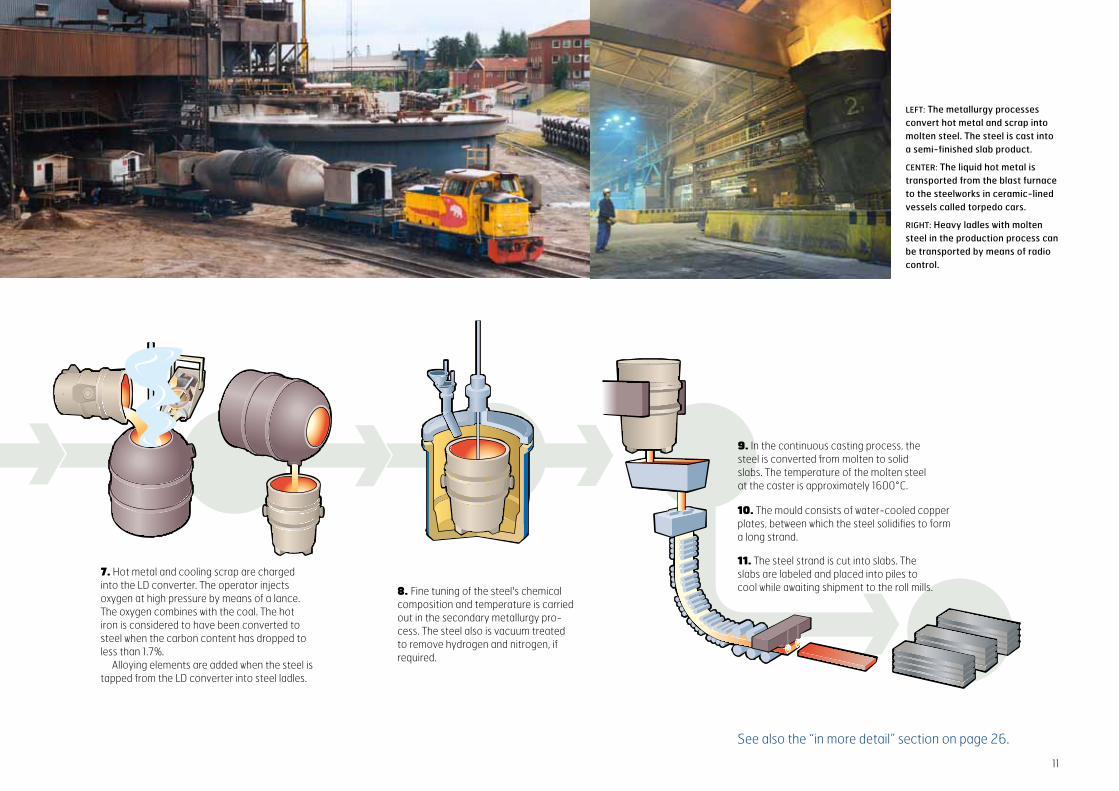
7. Hot metal and cooling scrap are charged into the LD converter. The operator injects oxygen at high pressure by means of a lance. The oxygen combines with the coal. The hot iron is considered to have been converted to steel when the carbon content has dropped to less than 1.7%. Alloying elements are added when the steel is tapped from the LD converter into steel ladles.
8. Fine tuning of the steel's chemical composition and temperature is carried out in the secondary metallurgy pro-cess. The steel also is vacuum treated to remove hydrogen and nitrogen, if required.
9. In the continuous casting process, the steel is converted from molten to solid slabs. The temperature of the molten steel at the caster is approximately 1600°C.
10. The mould consists of water-cooled copper plates, between which the steel solidifies to form a long strand.
11. The steel strand is cut into slabs. The slabs are labeled and placed into piles to cool while awaiting shipment to the roll mills.
LEFT: The metallurgy processes convert hot metal and scrap into molten steel. The steel is cast into a semi-finished slab product.
CEnTER: The liquid hot metal is transported from the blast furnace to the steelworks in ceramic-lined vessels called torpedo cars.
RIGHT: Heavy ladles with molten steel in the production process can be transported by means of radio control.
See also the “in more detail” section on page 26.
11
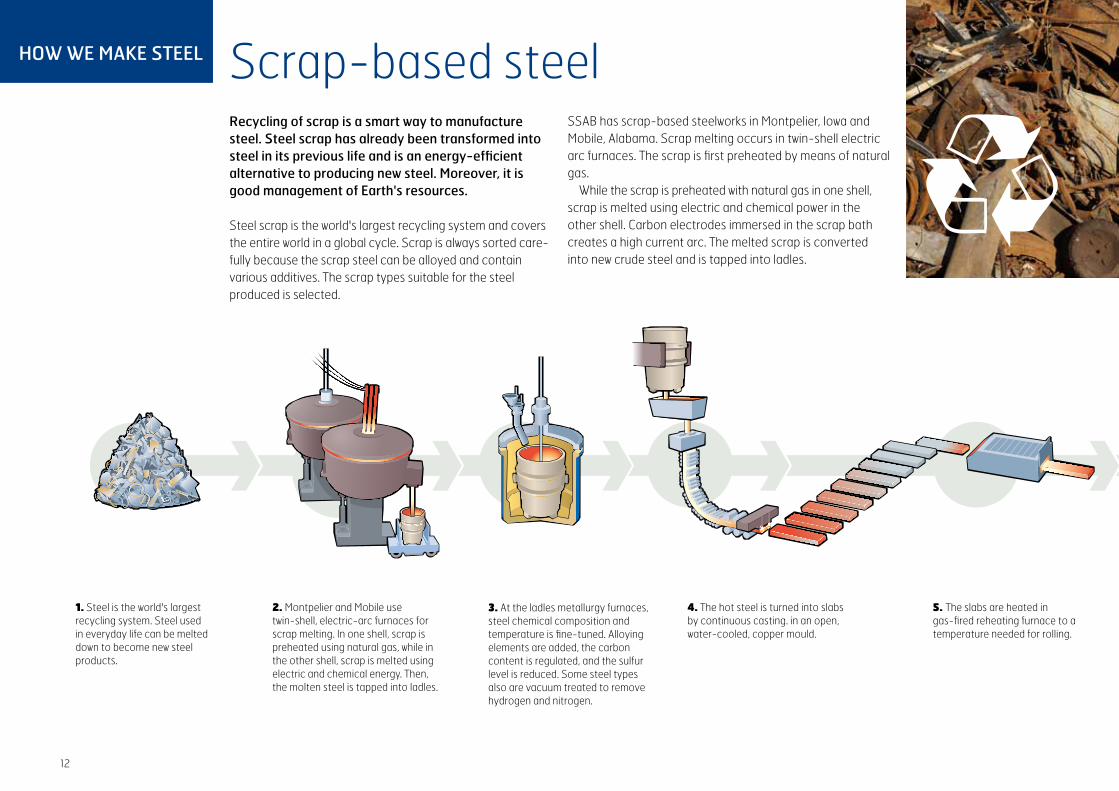
Recycling of scrap is a smart way to manufacture steel. Steel scrap has already been transformed into steel in its previous life and is an energy-efficient alternative to producing new steel. Moreover, it is good management of Earth's resources.
Steel scrap is the world's largest recycling system and covers the entire world in a global cycle. Scrap is always sorted care-fully because the scrap steel can be alloyed and contain various additives. The scrap types suitable for the steel produced is selected.
SSAB has scrap-based steelworks in Montpelier, Iowa and Mobile, Alabama. Scrap melting occurs in twin-shell electric arc furnaces. The scrap is first preheated by means of natural gas. While the scrap is preheated with natural gas in one shell, scrap is melted using electric and chemical power in the other shell. Carbon electrodes immersed in the scrap bath creates a high current arc. The melted scrap is converted into new crude steel and is tapped into ladles.
1. Steel is the world's largest recycling system. Steel used in everyday life can be melted down to become new steel products.
2. Montpelier and Mobile use twin-shell, electric-arc furnaces for scrap melting. In one shell, scrap is preheated using natural gas, while in the other shell, scrap is melted using electric and chemical energy. Then, the molten steel is tapped into ladles.
3. At the ladles metallurgy furnaces, steel chemical composition and temperature is fine-tuned. Alloying elements are added, the carbon content is regulated, and the sulfur level is reduced. Some steel types also are vacuum treated to remove hydrogen and nitrogen.
4. The hot steel is turned into slabs by continuous casting. in an open, water-cooled, copper mould.
5. The slabs are heated in gas-fired reheating furnace to a temperature needed for rolling.
Scrap-based steelHOW WE MAkE STEEL
12
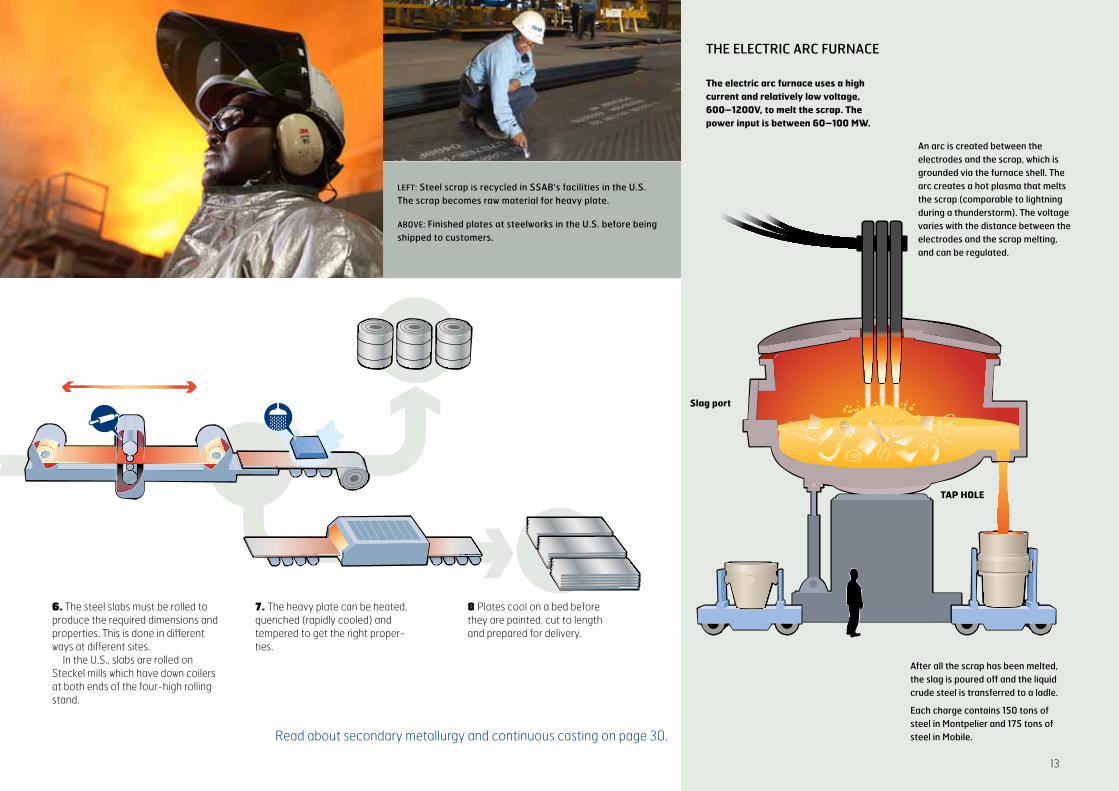
6. The steel slabs must be rolled to produce the required dimensions and properties. This is done in different ways at different sites. In the U.S., slabs are rolled on Steckel mills which have down coilers at both ends of the four-high rolling stand.
7. The heavy plate can be heated, quenched (rapidly cooled) and tempered to get the right proper-ties.
8 Plates cool on a bed before they are painted, cut to length and prepared for delivery.
THE ELECTRIC ARC FuRnACE
After all the scrap has been melted, the slag is poured off and the liquid crude steel is transferred to a ladle.
Each charge contains 150 tons of steel in Montpelier and 175 tons of steel in Mobile.
The electric arc furnace uses a high current and relatively low voltage, 600–1200V, to melt the scrap. The power input is between 60–100 MW.
An arc is created between the electrodes and the scrap, which is grounded via the furnace shell. The arc creates a hot plasma that melts the scrap (comparable to lightning during a thunderstorm). The voltage varies with the distance between the electrodes and the scrap melting, and can be regulated.
TAP HOLE
Slag port
LEFT: Steel scrap is recycled in SSAB's facilities in the u.S. The scrap becomes raw material for heavy plate.
ABOVE: Finished plates at steelworks in the u.S. before being shipped to customers.
Read about secondary metallurgy and continuous casting on page 30.
13
vatten
glödskal
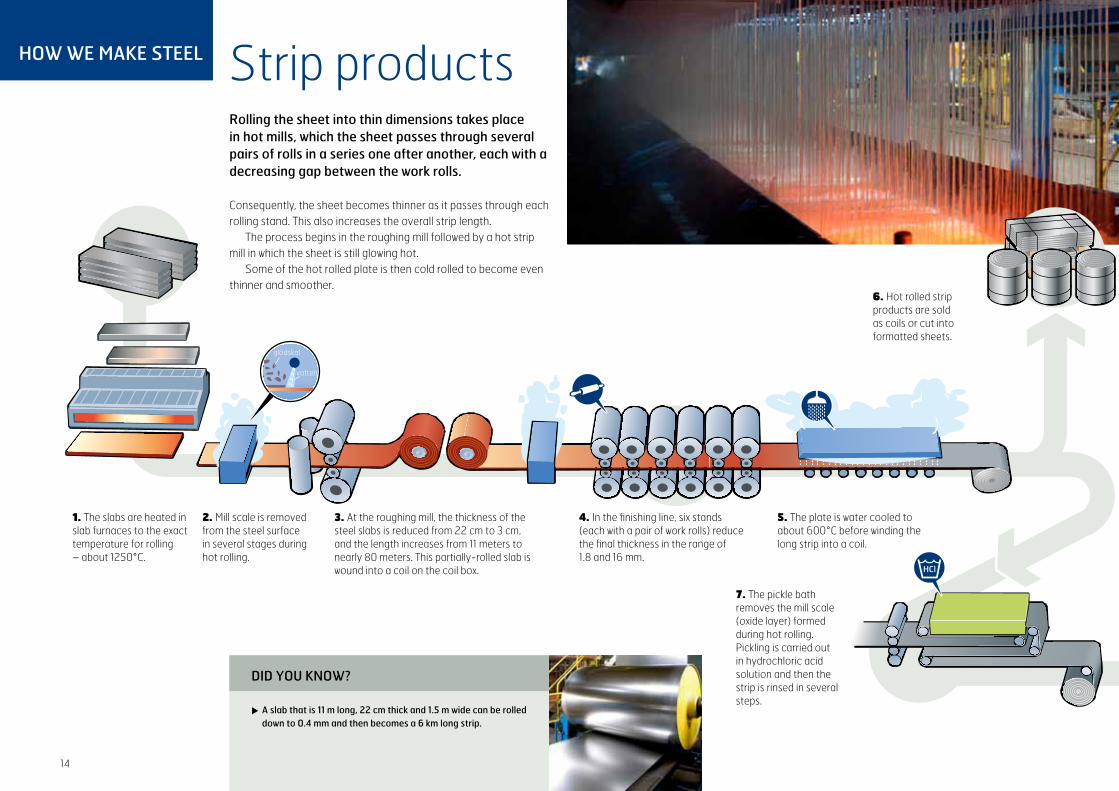
1. The slabs are heated in slab furnaces to the exact temperature for rolling – about 1250°C.
3. At the roughing mill, the thickness of the steel slabs is reduced from 22 cm to 3 cm, and the length increases from 11 meters to nearly 80 meters. This partially-rolled slab is wound into a coil on the coil box.
2. Mill scale is removed from the steel surface in several stages during hot rolling.
4. In the finishing line, six stands (each with a pair of work rolls) reduce the final thickness in the range of 1.8 and 16 mm.
5. The plate is water cooled to about 600°C before winding the long strip into a coil.
7. The pickle bath removes the mill scale (oxide layer) formed during hot rolling. Pickling is carried out in hydrochloric acid solution and then the strip is rinsed in several steps.
6. Hot rolled strip products are sold as coils or cut into formatted sheets.
Strip productsRolling the sheet into thin dimensions takes place in hot mills, which the sheet passes through several pairs of rolls in a series one after another, each with a decreasing gap between the work rolls.
Consequently, the sheet becomes thinner as it passes through each rolling stand. This also increases the overall strip length. The process begins in the roughing mill followed by a hot strip mill in which the sheet is still glowing hot. Some of the hot rolled plate is then cold rolled to become even thinner and smoother.
DID yOu knOW?
∑ A slab that is 11 m long, 22 cm thick and 1.5 m wide can be rolled down to 0.4 mm and then becomes a 6 km long strip.
HOW WE MAkE STEEL
14
vatten
glödskal
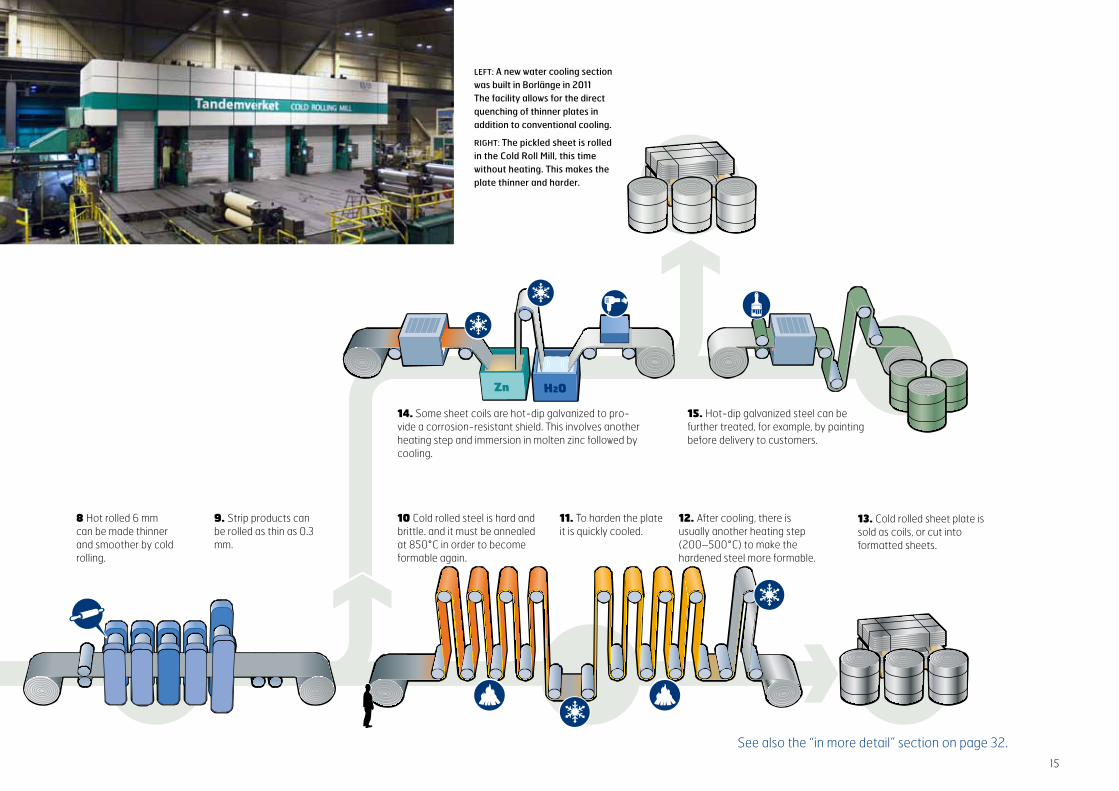
8 Hot rolled 6 mm can be made thinner and smoother by cold rolling.
9. Strip products can be rolled as thin as 0.3 mm.
10 Cold rolled steel is hard and brittle. and it must be annealed at 850°C in order to become formable again.
12. After cooling, there is usually another heating step (200–500°C) to make the hardened steel more formable.
11. To harden the plate it is quickly cooled.
13. Cold rolled sheet plate is sold as coils, or cut into formatted sheets.
14. Some sheet coils are hot-dip galvanized to pro-vide a corrosion-resistant shield. This involves another heating step and immersion in molten zinc followed by cooling.
15. Hot-dip galvanized steel can be further treated, for example, by painting before delivery to customers.
LEFT: A new water cooling section was built in Borlänge in 2011 The facility allows for the direct quenching of thinner plates in addition to conventional cooling.
RIGHT: The pickled sheet is rolled in the Cold Roll Mill, this time without heating. This makes the plate thinner and harder.
See also the “in more detail” section on page 32.15
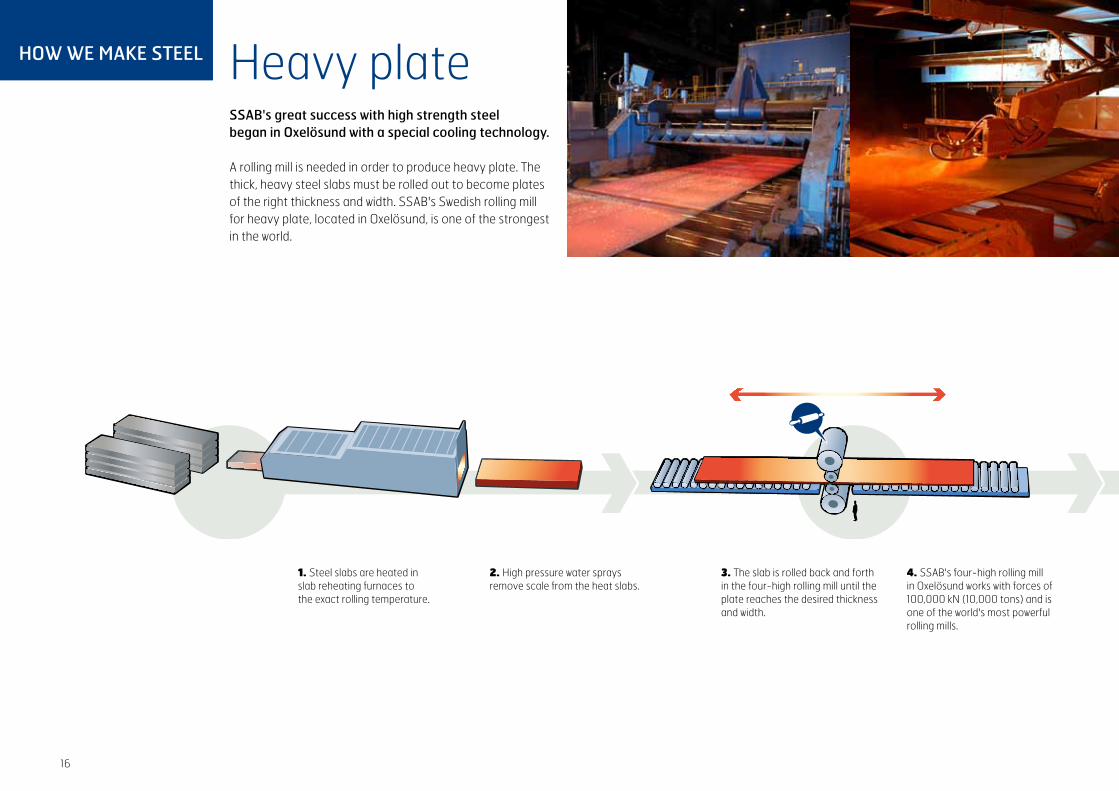
1. Steel slabs are heated in slab reheating furnaces to the exact rolling temperature.
2. High pressure water sprays remove scale from the heat slabs.
4. SSAB's four-high rolling mill in Oxelösund works with forces of 100,000 kN (10,000 tons) and is one of the world's most powerful rolling mills.
3. The slab is rolled back and forth in the four-high rolling mill until the plate reaches the desired thickness and width.
SSAB's great success with high strength steel began in Oxelösund with a special cooling technology.
A rolling mill is needed in order to produce heavy plate. The thick, heavy steel slabs must be rolled out to become plates of the right thickness and width. SSAB's Swedish rolling mill for heavy plate, located in Oxelösund, is one of the strongest in the world.
Heavy plateHOW WE MAkE STEEL
16

5. The hot plates are cut into sheets of manageable lengths after rolling.
7. Heating (tempering) of the plate occurs at between 200–700°C. This makes the quenched plate more ductile.
6. Quenching is done by rapid and evenly distributed cooling with water. This gives the plate its high-strength properties.
8 The plate is cut to length before being blasted to provide a scale-free surface. Then the plate is labeled and painted with anticorrosive paint.
LEFT: Heavy plate is cut into manageable lengths after rolling.
CEnTER: The finished plate is blasted, painted and labeled.
RIGHT: The granulation facility at the steel-works in Oxelösund converts hot metal into iron pellets.
See also the “in more detail” section on page 34.
17

Rolling – Quenching
Steel slabs are large and heavy. They weigh about 25 tons each and must become thinner and lighter to be able to be used. Therefore, slabs are processed in roll mills. Slabs can be rolled into heavy plate, or strip products. Plate products are supplied in flat form, while sheets can be supplied as either flat sheets, or in coils.
The steel slabs are heated in furnaces until they become soft and glowing. The roll mill acts as a giant rolling pin, which rolls out the steel slab to its final thickness. After rolling, the plate can be rapidly cooled, quenched and tempered and further treated. Some plate products are cut to length and painted before they are delivered to SSAB's customers. SSAB has rolling mills in Oxelösund, Borlänge, Montpelier and Mobile.
The strength of steel can be measured by a so-called tensile test, which a piece of steel is pulled with such force until it breaks into two pieces. One measure of strength is yield strength, which refers to the point where the steel loses its ability to regain its original shape. Draghållfastheten mäts i Megapascal, MPa. An example of steel with very high yield strength is Docol 1500M. A 1 dm wide piece of metal which is 0.5 mm thick can resist a pulling force equivalent of six tons before it deforms permanently.
The yield strength of Docol 1500M is 1,200 MPa. This means that the sheet metal piece is strong enough to lift five connected normal size cars under each other. Another way to measure the strength of steel is the tensile strength – the maximum load of the steel before breakup. Toughness and durability are also important characteristics of steel products.
HOW TO MEASuRE THE STREnGTH OF STEEL?
HOW WE MAkE STEEL
SSAB's focus on producing high strength steel started in Oxelösund in the 1970s. The brand Hardox is steel with exceptional wear resistance.
18

TOP: The hot strip mill in Borlänge manufactures sheet products. Slabs are reheated to about 1250°C prior to rolling.
LEFT: Sheet products can be delivered as coils, or as cut-to-length flat sheet.
19

MAnAGInG RESOuRCESThe world's resources are finite. Therefore it is important to manage raw materials and use them as efficiently as possible. The steel industry is central to social structure, and SSAB's high strength steel has several advantages from a sustainability perspective.
Management of the world’s resources requires energy-efficient processes, and efficient and smart utilization of the finished steel. The business activity requires environmental efforts that contribute to a lasting and sustainable development. A lighter, but stronger design needs a smaller amount of steel, provides greater capacity, and reduces emissions of carbon dioxide. This leads to energy conservation, good management of resources, and a reduced environmental impact.
SSAB's vision mirrors the direction the company is heading. SSAB's work method is consistently characterized by its respect for employees, partners, countries and environments in which it operates. SSAB has signed the un Global Compact. The un Global Compact is an initiative to promote corporate responsibility. Its frame-work comprises ten principles in the areas of human rights, labor rights, environment and corruption.
A stronger, lighter and more sustainable worldSSAB's vision
20

All steel can be recycled. Steel is one of the most recycled materials in the world. used materials are melted down and turned into new products again. Scrap is an important raw material.
SSAB uses scrap as a raw material in the electric arc furnaces in the united States. Scrap is recycled using natural gas and electricity.
SSAB recycles steel in both ore-based and scrap- based metallurgy.
SSAB uses scrap as a cool-ant in the LD converters in Luleå and Oxelösund.
THE LIFECyCLE OF STEEL
ORESSAB is one of the world's most energy-efficient steel producers. For example, the pellets provided by LKAB consist of 100% magnetite ore. This represents a major energy advantage. Magnetite ore requires less energy and gener-ates only a third as much carbon dioxide compared to pellets made from hematite ore.
EnERGy-EFFICIEnT BLAST FuRnACESSSAB's blast furnaces are some of the most energy-efficient in the world. The amount of coal and coke used per ton of hot metal are among the lowest. Efficient processes are crucial for the energy-efficient use of resources. Electric power and district heating produced by SSAB's process gases are examples of the efficient use of natural resources.
DID yOu knOW?
SSAB annually awards the international Swedish Steel Prize.
Every year in november, a winner who has made the best use of high strength steel in a design is selected from dozens of candidates.
EnERGyThe steel industry is one of the world's most energy-intensive basic industries. Steel production uses mainly electricity and coal.
The processes generate energy-rich gases from coke ovens and blast furnaces. Using the gases created from the processes means that, for example, the need for oil can be reduced.
Using process gases as a raw material produces electricity in gas turbines in combined heat and power (CHP) plants. It covers half of SSAB's electricity needs for the production facilities in Luleå, Oxelösund and Borlänge. Process gases also contribute to the production of district heating. The households connected to the district heating network in Oxelösund, Luleå and Borlänge have SSAB as their district heating provider.
Natural gas is used to preheat the processes of scrap recy-cling in SSAB's U.S. facilities. Thereafter, the scrap is melted in electric arc furnaces. Natural gas is also used for the slab reheating furnaces.
21

ABOVE RIGHT: Finely crushed blast furnace slag (Hyttsten) – a bearing surface layer for equestrian sports.
ABOVE LEFT: Hyttsten is an environmentally friendly road construction material for major and minor roads.
LEFT: Fine-grained materials such as filter dust are mixed with cement and used in the form of briquettes as a new raw material in the blast furnace.
BLAST FuRnACE SLAGBlast furnace slag is formed during hot metal production and is a good raw material for cement-like binders, road materials, and other applications. The uses of blast furnace slag include road construction. It is sold under the name Hyttsten and has the advantage of being a lightweight construction material. Blast furnace slag contains lime and is therefore also used as a raw material for KRAV certified agricultural lime. Blast furnace slag is a good example of the resource management of raw materials in the steel industry.
MEROxMerox is a subsidiary of SSAB operating primarily at the three production sites in Sweden. The company specializes in the handling and sale of by-products formed during steelmaking. Merox’s responsibilities include bringing ferrous materials back into SSAB's processes. Merox produces and sells products covering a wide range of areas, including construction materials for roads, riding tracks, raw materials for cement, fertilizer, magnets, and coloring pigments. Bringing materials back into the processes and using by-products as new materials are examples of effective management of the world's resources.
22

People and steel – The future
SSAB’s operations have a high knowledge content, and the company is dependent on the initiatives and innovation of all employees to continuously improve and streamline operations.
SSAB is a knowledge-intensive company with sites on all continents and in over 45 countries. SSAB’s major production facilities are in Sweden and the united States. There are nearly 300 different professions in the company, and many employees are working locally and globally at the same time.
Development opportunities for employees within SSAB are plentiful. There are close to 300 different professions within the company.
knOWLEDGE-InTEnSIVEProducing advanced steel products requires great knowledge and a thorough understanding of metallurgical processes. SSAB also conveys knowledge to its customers about how high strength steel can be used. New applications, designs and products are constantly developed together with customers. Hence the need for employees with skills and innovative ideas across many areas – from marketing, research and development to logistics, production and process development.
The impact on the environment can be reduced by constantly improving and streamlining the various stages of steel manufacturing. Continuous professional development is essential in order for employees to meet their different missions and to con-tribute in the best way possible. Development opportunities within SSAB's operations are numerous.
23
EnVIROnMEnT AnD SAFETySSAB is systematically and persistently working to create a safe working environment for all employees. The company's demanding work sites require a high level of safety-focused thinking from everyone involved.
The goal of SSAB is to be the safest steel company in the world.
A FuTuRE FOR yOu?Are you a future employee? Do you want to be part of creating a stronger, lighter and more sustainable world?
To learn more, please visit: www.ssab.com/careeror look us up on Facebook.
24
Application and product developer • Technician • Electrician Seller • Chemist • HR partner • Crane operator • Bricklayer Controller • Development engineer • Metallurgist • Project leader Researcher • Strategic buyer • Product developer • Economist Application Engineer • Fireman • Planner • Mechanic Continuous caster • Constructor • Ergonomist • Logistician System developer • Customer service engineer • Welder Controls and control engineer • Machine operator • Truck driver IT architect • Work environment engineer • Construction leader Designer with different orientations
Some of the more than 300 occupations that are represented at SSAB
25

COkInG PLAnTS In addition to iron ore pellets, SSAB uses both pulverized coal and coke for producing hot metal. SSAB metallurgical processes have coking plants in Luleå and Oxelösund. Injection coal and coke are the reduction agents in the blast furnace process. At the core of the coking plant is the cok-ing battery which comprises a number of tall, narrow ovens. Coking is a dry distillation process, i.e. combustion without access to oxygen. The black coal is charged by coal machines above the oven battery. The ovens have brick partitions in which the heating wall channels are heated by the gas generated in the coking battery itself, possibly mixed with blast furnace gas. The coal is heated in the narrow, airtight ovens until it is in an almost fluid-flowing, plastic form. The elements that are to be removed will then be gasified. The total process takes approximately 18 hours. The temperature is above 1000°C and the coal is converted to 75% coke and 25% gas. The coking plant has a series of processes in which the gas is purified in several steps and many raw materials are recovered. The most important is the purified coke oven gas that provides energy to the coking plant and other facilities, such as the blast furnace.
Raw materials are also recovered for use in the chemical process industry, such as sulphur for agricultural fertilizer use, tar and asphalt. Other customers to the coking plant include manufacturers of perfumes and pharmaceuticals.
BLAST FuRnACES – A SMELTInG REDuCTIOn PROCESSOne hundred years ago, Sweden had approximately 120 blast furnaces. Combined, they produced about half a million tons of hot metal per year. Today, Sweden has three blast furnaces, all of which are owned by SSAB. The largest of them is in Luleå, and this alone produces 2.5 million tons of hot metal per year. There are two smaller blast furnaces in Oxelösund. SSAB's total hot metal capacity is just over 4 million tons. All Swedish hot metal is produced using pellets from the LKAB ore deposits in northern Sweden. The LKAB pellets are produced from magnetite ore and have a high iron content – more than 66%. LKAB utilizes the properties of the magnetite ore in its pellets, so that a lower amount of energy is needed for produc-ing the blast furnace pellets. The high purity of the LKAB pellets provides SSAB with benefits in hot metal production.
Ore-based hot metal and steel
150º C
1 400 - 1 800º CMalmen smälter
2 200º CKoks förbränns
1 500º CRåjärn tappas ut
Purified process gas is an important energy source for SSAB's own processes, for power generation and district heating.
The furnace's interior tem-perature reaches approximately 2200°C. The melting reduction process combines the ore's oxygen with coal.
The hot blast air meets the ore and coke in the blast furnace belly. The burden lets the process gas through, while the molten iron drips down.
The hot metal is collected at the bottom of the blast furnace, the hearth.
Tapping goes on for two hours and then there is a 40–50 minutes break before the next tapping takes place. The slag is separated from the hot metal using a skimmer. The iron temperature is more than 1500°C.
Hot blast air is forced with high pressure through large nozzles, called tuyeres.
The gas from the reduction process rises through the burden. It consists of carbon monoxide and carbon dioxide.
The blast furnace is charged continu-ously with iron ore pellets, coke and additives from the top.
InSIDE THE BLAST FuRnACE
In MORE DETAIL
Pulverized coal is injected at high pressure to the blast air.
26
REDuCInG ELEMEnTS, ADDITIVESIn order to convert ore pellets into hot metal in the blast furnace, the oxygen in the ore must be removed. This is called reduction. The blast furnace process is a melting reduction process. In the iron ore, the iron is bound to oxygen as magnetite, with the chemical formula Fe3O4. Fe is the chemical symbol for iron and O the chemical symbol for oxygen. The numerals specify the number of atoms of each element. A reducing agent that will combine with the oxygen at high tempera-ture must be added. Carbon, with the chemi-cal symbol C, is used as a reducing agent in the form of coke and injection coal.
HOT METAL FLOWInG AROunD THE CLOCkThe blast furnace is continuously charged around the clock from the top with iron ore pellets, coke and additives. The coke supports the large column of ore and coke inside the blast furnace. The particle size of the coke allows the molten hot metal to trickle down and the gas to rise through the blast furnace. Some of the coke can be replaced by injecting pulverized coal to the blast furnace's blast air.
EFFICIEnT BLAST FuRnACES In WESTERn EuROPE
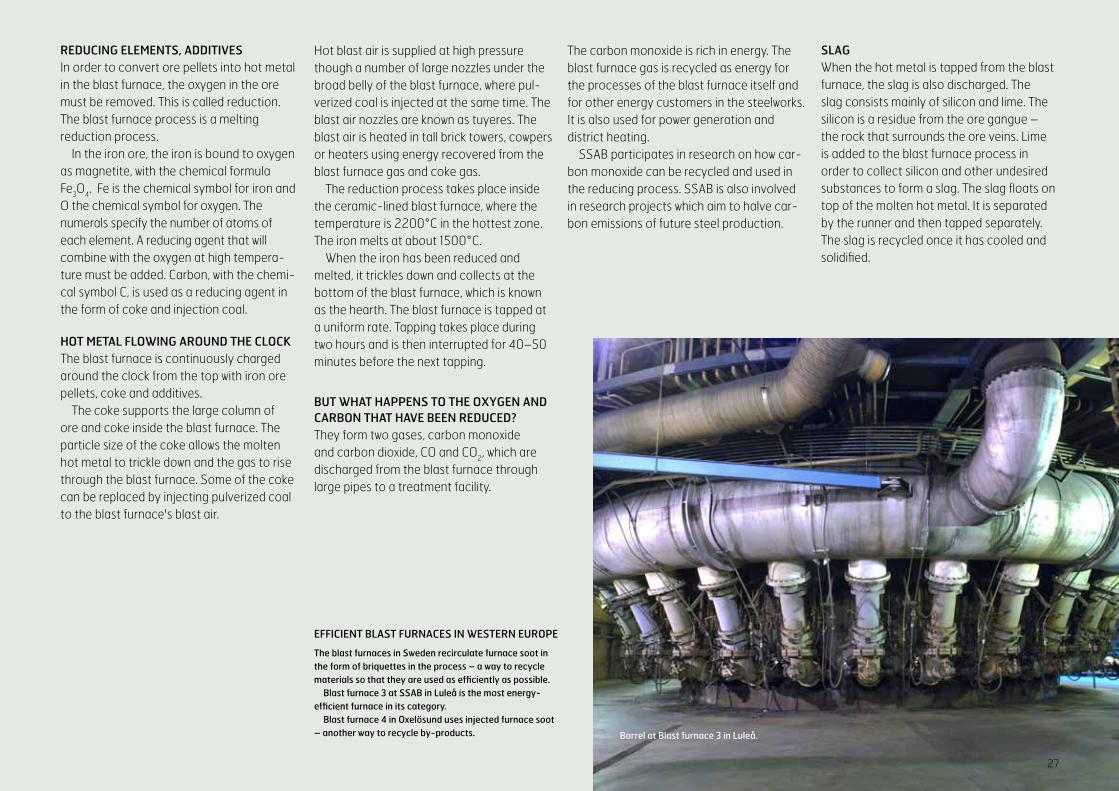
The blast furnaces in Sweden recirculate furnace soot in the form of briquettes in the process – a way to recycle materials so that they are used as efficiently as possible. Blast furnace 3 at SSAB in Luleå is the most energy-efficient furnace in its category. Blast furnace 4 in Oxelösund uses injected furnace soot – another way to recycle by-products. Barrel at Blast furnace 3 in Luleå.
Hot blast air is supplied at high pressure though a number of large nozzles under the broad belly of the blast furnace, where pul-verized coal is injected at the same time. The blast air nozzles are known as tuyeres. The blast air is heated in tall brick towers, cowpers or heaters using energy recovered from the blast furnace gas and coke gas. The reduction process takes place inside the ceramic-lined blast furnace, where the temperature is 2200°C in the hottest zone. The iron melts at about 1500°C. When the iron has been reduced and melted, it trickles down and collects at the bottom of the blast furnace, which is known as the hearth. The blast furnace is tapped at a uniform rate. Tapping takes place during two hours and is then interrupted for 40–50 minutes before the next tapping.
BuT WHAT HAPPEnS TO THE OxyGEn AnDCARBOn THAT HAVE BEEn REDuCED? They form two gases, carbon monoxide and carbon dioxide, CO and CO2, which are discharged from the blast furnace through large pipes to a treatment facility.
The carbon monoxide is rich in energy. The blast furnace gas is recycled as energy for the processes of the blast furnace itself and for other energy customers in the steelworks. It is also used for power generation and district heating. SSAB participates in research on how car-bon monoxide can be recycled and used in the reducing process. SSAB is also involved in research projects which aim to halve car-bon emissions of future steel production.
SLAGWhen the hot metal is tapped from the blast furnace, the slag is also discharged. The slag consists mainly of silicon and lime. The silicon is a residue from the ore gangue – the rock that surrounds the ore veins. Lime is added to the blast furnace process in order to collect silicon and other undesired substances to form a slag. The slag floats on top of the molten hot metal. It is separated by the runner and then tapped separately. The slag is recycled once it has cooled and solidified.
27

The LD process is an oxygen-related steelmaking method used to decarburize iron, i.e. to lower the carbon content so that the iron is converted into malleable steel. Hot metal is converted into steel when the carbon content has been lowered to 1.7%.
The LD converter has a thick lining of a special ceramic brick. The bricks and tap hole wear out and must be replaced at regular intervals.
The oxygen lance is inserted in the molten metal and oxygen is blown at high pressure into the vessel.
The oxygen reacts with the carbon to make carbon monox-ide and carbon dioxide gases. The oxygen infusion continues until the predetermined carbon content has been reached. 1.7% is the threshold between the brittle hot metal (pig iron) and malleable steel.
The tapping temperature is over 1600°C.
The purified process gas is very rich in energy and is used both in our own processes for metallurgy and for energy for consumers. Half of SSAB's electricity demands are met by its own process gases, primarily from the blast furnace but also from the coking plant and the LD process.
DESuLPHuRIZATIOn OF HOT METALThe hot metal is transported in liquid form to the steelworks for refining via ceramic-lined vessels, called torpedoes. The hot iron is close to 1500°C, and contains about 4.5% carbon, 0.1% sulphur and 0.5% silicon. In the first step, the sulphur is removed by refining by adding magnesium oxide or calcium carbide to the molten metal. It binds the sulphur to form a liquid slag which is skimmed off the top of the hot metal. Transportation of hot metal and steel at the steelworks is done by ceramic-lined containers, ladles.
STEEL PRODuCTIOn uSInG THE LD PROCESS The LD process (converter) is a steel-making method in which hot metal is decarburized and converted to steel by blowing oxygen from above into the molten metal with a water-cooled lance. Hot metal is converted into steel when the carbon content has been lowered to 1.7%. The final carbon content can vary from 1% for very hard carbon steel to only a few hundredths for steel with ultra-low carbon content. Such ultra low-carbon steels are soft and pliable. Besides hot metal, scrap is also added to the converter. Scrap is an important raw material in the LD process and is melted with-out the addition of any other energy – a highly energy-efficient recycling method. The scrap is added primarily to cool the molten metal which sees a sharp rise in temperature when oxygen reacts with, for
THE LD PROCESS
In MORE DETAIL
Ore-based hot metal and steel
28

In Luleå, Borlänge and Oxelösund, house-holds receive district heat-ing with the help of SSAB. SSAB gas produces steam that drives turbines with electric generators. The hot water is used for district heating.
The top picture shows one of the blast furnaces in Oxelösund which, besides hot metal, also produces energy-rich gas.
The hot liquid steel is continuously cast into manageable slabs.
example, carbon and silicon. The carbon reacts with the oxygen and forms carbon monoxide, while other elements, such as silicon, form a slag. Burnt lime is also added to capture silicon and other unwanted substances in the slag. When the hot metal is tapped to a ladle, at a temperature of about 1700°C, a variety of alloying elements also are added. These will form the basis of the steel analysis which will be manufactured.
EnERGy-RICH GASESThe purified process gas is very rich in energy and is used in our own processes for metallurgy and as energy for consumers. For example, half of SSAB's electricity needs in Luleå, Borlänge and Oxelösund is produced using our own process gases, mainly from the blast furnace but also from the coking plant and the LD process.
29
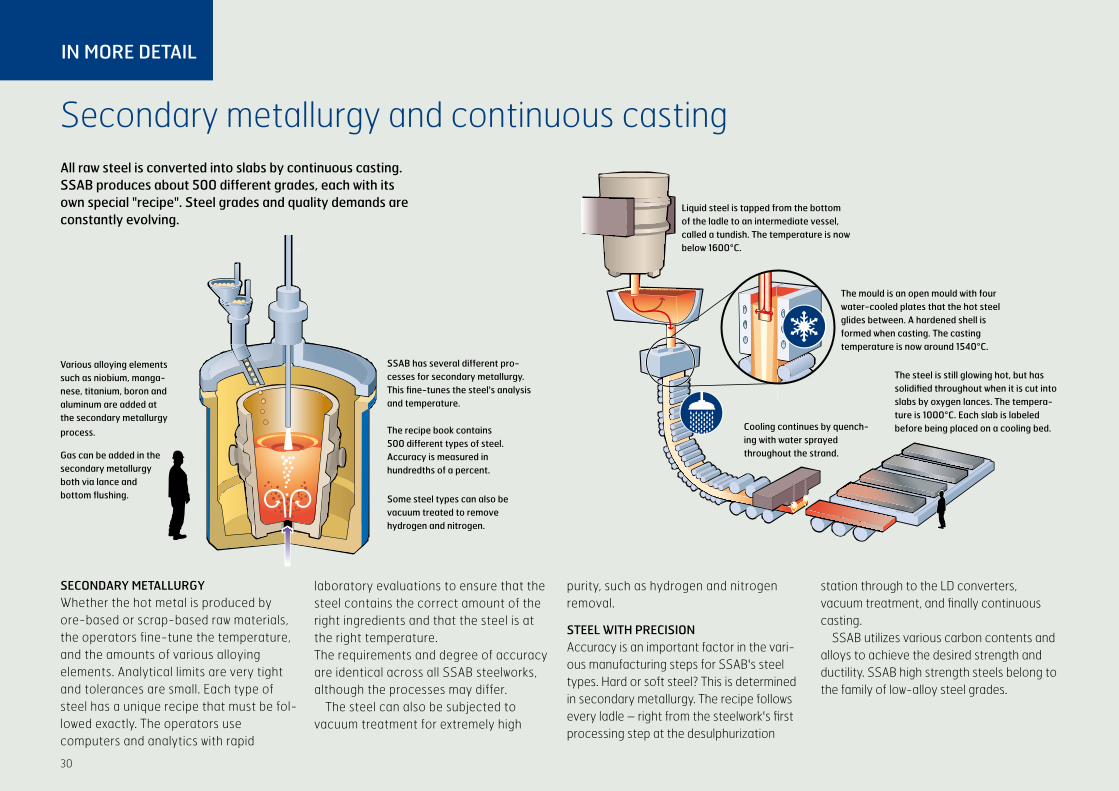
Various alloying elements such as niobium, manga-nese, titanium, boron and aluminum are added at the secondary metallurgy
process.
SSAB has several different pro-cesses for secondary metallurgy. This fine-tunes the steel's analysis and temperature.
The recipe book contains 500 different types of steel. Accuracy is measured in hundredths of a percent.
Some steel types can also be vacuum treated to remove hydrogen and nitrogen.
Gas can be added in the secondary metallurgy both via lance and bottom flushing.
Liquid steel is tapped from the bottom of the ladle to an intermediate vessel, called a tundish. The temperature is now below 1600°C.
The mould is an open mould with four water-cooled plates that the hot steel glides between. A hardened shell is formed when casting. The casting temperature is now around 1540°C.
Cooling continues by quench-ing with water sprayed throughout the strand.
The steel is still glowing hot, but has solidified throughout when it is cut into slabs by oxygen lances. The tempera-ture is 1000°C. Each slab is labeled before being placed on a cooling bed.
SECOnDARy METALLuRGyWhether the hot metal is produced by ore-based or scrap-based raw materials, the operators fine-tune the temperature, and the amounts of various alloying elements. Analytical limits are very tight and tolerances are small. Each type of steel has a unique recipe that must be fol-lowed exactly. The operators use computers and analytics with rapid
laboratory evaluations to ensure that the steel contains the correct amount of the right ingredients and that the steel is at the right temperature.The requirements and degree of accuracy are identical across all SSAB steelworks, although the processes may differ. The steel can also be subjected to vacuum treatment for extremely high
purity, such as hydrogen and nitrogen removal. STEEL WITH PRECISIOnAccuracy is an important factor in the vari-ous manufacturing steps for SSAB's steel types. Hard or soft steel? This is determined in secondary metallurgy. The recipe follows every ladle – right from the steelwork's first processing step at the desulphurization
station through to the LD converters, vacuum treatment, and finally continuous casting. SSAB utilizes various carbon contents and alloys to achieve the desired strength and ductility. SSAB high strength steels belong to the family of low-alloy steel grades.
Secondary metallurgy and continuous castingAll raw steel is converted into slabs by continuous casting. SSAB produces about 500 different grades, each with its own special "recipe". Steel grades and quality demands are constantly evolving.
In MORE DETAIL
30
COnTInuOuS CASTInGContinuous casting is a process to convert the 1600°C hot liquid steel into manage-able slabs. The ladle carrying the liquid steel is placed in a holder. From here, the steel is tapped through a casting pipe to a tundish. The tundish is an intermediate vessel used during casting to allow the changeover from one ladle to another without any interruption in the process. Continuous casting is done using a water-cooled mould, which is open both at the top and bottom. A casting powder is used, so that the steel slides smoothly through the mould. Power-ful water-cooling of the mould's casting plates immediately gives the hot liquid melt a shell of hardened steel. The cooled steel shrinks in volume as it is withdrawn from the underside of the mould in a long strand. The strand is continuously cooled on its arc-shaped path down to the cutting station. At this stage, the steel is still hot and glowing, but is sufficiently solid to enable the strand to be cut with movable oxygen torches into pieces up to 11 m long.
SLABSSlabs can vary in length, width and thickness depending on in which of SSAB's plants the slabs are produced. A common slab weighs 25 tons. The steel from one ladle is enough for a handful of slabs, and is the smallest quantity of the same grade of steel that SSAB can produce.
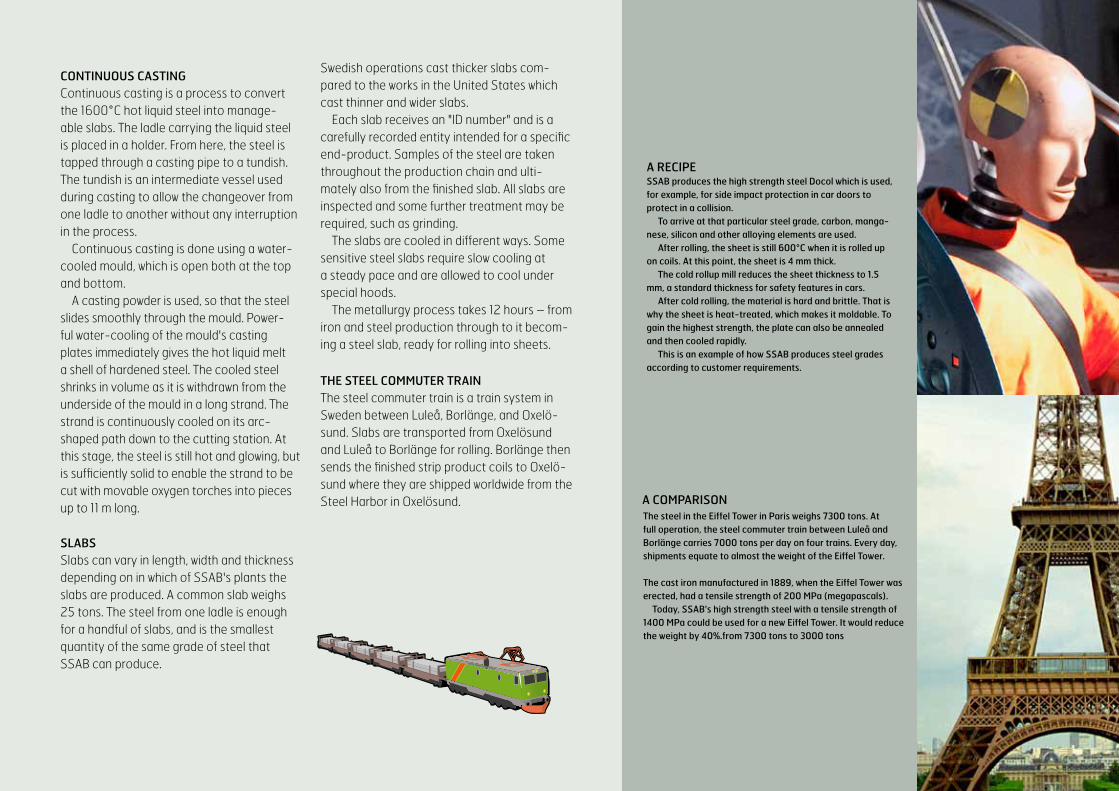
The steel in the Eiffel Tower in Paris weighs 7300 tons. At full operation, the steel commuter train between Luleå and Borlänge carries 7000 tons per day on four trains. Every day, shipments equate to almost the weight of the Eiffel Tower.
The cast iron manufactured in 1889, when the Eiffel Tower was erected, had a tensile strength of 200 MPa (megapascals). Today, SSAB's high strength steel with a tensile strength of 1400 MPa could be used for a new Eiffel Tower. It would reduce the weight by 40%.from 7300 tons to 3000 tons
A COMPARISOn
Swedish operations cast thicker slabs com-pared to the works in the United States which cast thinner and wider slabs. Each slab receives an "ID number" and is a carefully recorded entity intended for a specific end-product. Samples of the steel are taken throughout the production chain and ulti-mately also from the finished slab. All slabs are inspected and some further treatment may be required, such as grinding. The slabs are cooled in different ways. Some sensitive steel slabs require slow cooling at a steady pace and are allowed to cool under special hoods. The metallurgy process takes 12 hours – from iron and steel production through to it becom-ing a steel slab, ready for rolling into sheets.
THE STEEL COMMuTER TRAInThe steel commuter train is a train system in Sweden between Luleå, Borlänge, and Oxelö-sund. Slabs are transported from Oxelösund and Luleå to Borlänge for rolling. Borlänge then sends the finished strip product coils to Oxelö-sund where they are shipped worldwide from the Steel Harbor in Oxelösund.
A RECIPESSAB produces the high strength steel Docol which is used, for example, for side impact protection in car doors to protect in a collision. To arrive at that particular steel grade, carbon, manga-nese, silicon and other alloying elements are used. After rolling, the sheet is still 600°C when it is rolled up on coils. At this point, the sheet is 4 mm thick. The cold rollup mill reduces the sheet thickness to 1.5 mm, a standard thickness for safety features in cars. After cold rolling, the material is hard and brittle. That is why the sheet is heat-treated, which makes it moldable. To gain the highest strength, the plate can also be annealed and then cooled rapidly. This is an example of how SSAB produces steel grades according to customer requirements.
HOT ROLLInGThe slabs are heated to approximately 1250°C in two furnaces at the works in Borlänge, using oil or gas as an energy source. The slabs are then rolled initially in the roughing mill. The thickness is reduced to 3 cm after five passes back and forth in the roughing mill. The glowing hot slab has then grown in length from a slab measur-ing 11 m to an intermediate slab measuring 80 m. It is then wound up as a coil in the so-called coilbox and transferred to the finishing strip mill. The plate is then further rolled down to a thickness of between 1.8–16 mm in a continuous manner through six different mill stands. At the end of the hot strip mill, the steel reaches a speed of 120 km per hour. The decrease in thickness means the sheet must expand in a longitudinal direction. The speed increases with each mill stand, and is fastest at the end. At a final thickness of 2 mm, the sheet strip has grown to a length of 1300 m.
QuEnCHInGAfter the final rolling stand, the sheet is cooled. For some grades of steel the cool-ing process is very rapid. Other steel grades require slower cooling. In the quenching line, the strip is rapidly cooled at about 100°C per second. This gives the sheet its hardness and strength. SSAB can roll the world's toughest hot rolled strip in Borlänge.
After cooling, the sheet undergoes a descaling treatment in one of two so-called pickling lines. During rolling, mill scale (iron oxide) is formed on the plate through its contact with air. In the acid pickling baths, the mill scale is removed from the sheet surface.
COLD ROLLInG AnD AnnEALInGWhen the customer requires thinner plate than that obtained by hot rolling, the sheet must be cold rolled. Cold rolling gives a more precise thickness and a smoother surface. In the cold roll mill, the sheet is cold rolled in a rolling mill with five consecutive pairs of rolls. Each rolling stand has two working roll-ers and two backup rollers. In order to make the plate thinner, high roll forces, as well as sheet tension are required between each pair of rolls. Everything happens automatically at high speed with the help of computers. Cold rolling makes the plate brittle and hard in the first stage. This is because the grains in the structure of the steel have become elongated and deformed. Cold rolled sheet must therefore be annealed. Heating to a sufficiently high temperature causes new grains to grow at the expense of the deformed grains, and restores the formability of the sheet.
A coil of hot rolled sheet can weigh 24 tons.
Strip products
In MORE DETAIL
32
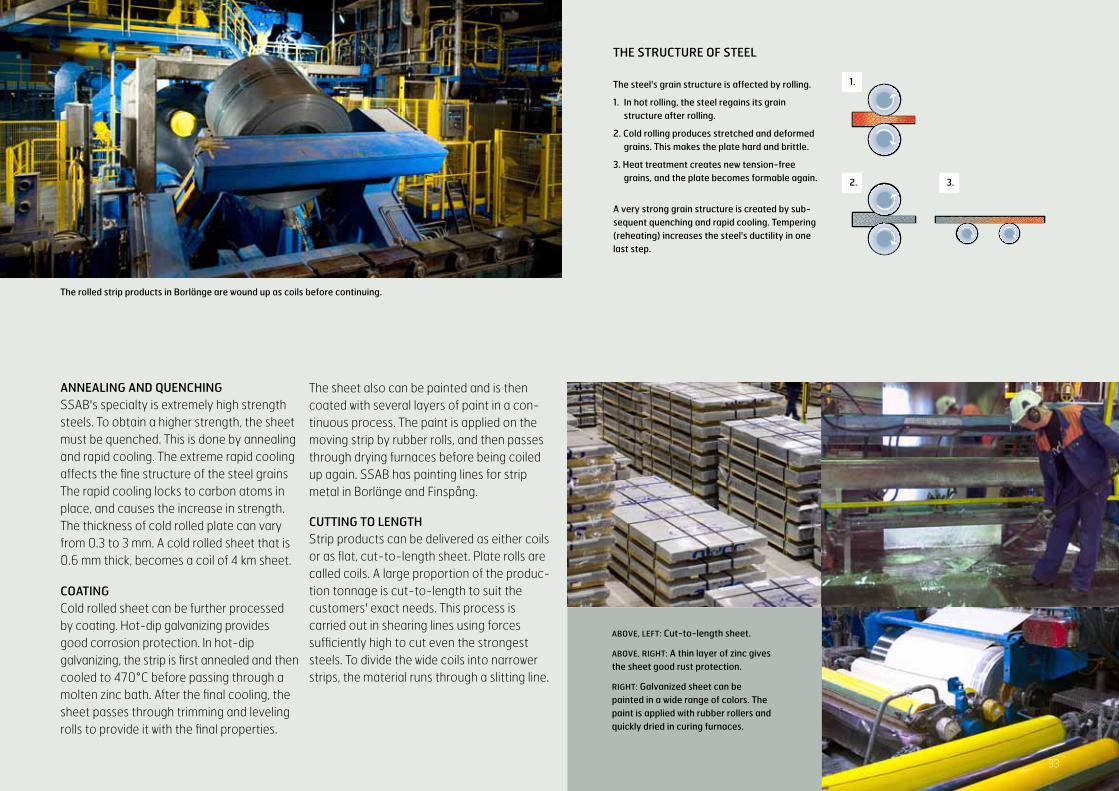
AnnEALInG AnD QuEnCHInGSSAB's specialty is extremely high strength steels. To obtain a higher strength, the sheet must be quenched. This is done by annealing and rapid cooling. The extreme rapid cooling affects the fine structure of the steel grains The rapid cooling locks to carbon atoms in place, and causes the increase in strength. The thickness of cold rolled plate can vary from 0.3 to 3 mm. A cold rolled sheet that is 0.6 mm thick, becomes a coil of 4 km sheet. COATInGCold rolled sheet can be further processed by coating. Hot-dip galvanizing provides good corrosion protection. In hot-dip galvanizing, the strip is first annealed and then cooled to 470°C before passing through a molten zinc bath. After the final cooling, the sheet passes through trimming and leveling rolls to provide it with the final properties.
The sheet also can be painted and is then coated with several layers of paint in a con-tinuous process. The paint is applied on the moving strip by rubber rolls, and then passes through drying furnaces before being coiled up again. SSAB has painting lines for strip metal in Borlänge and Finspång.
CuTTInG TO LEnGTHStrip products can be delivered as either coils or as flat, cut-to-length sheet. Plate rolls are called coils. A large proportion of the produc-tion tonnage is cut-to-length to suit the customers' exact needs. This process is carried out in shearing lines using forces sufficiently high to cut even the strongest steels. To divide the wide coils into narrower strips, the material runs through a slitting line.
The rolled strip products in Borlänge are wound up as coils before continuing.
THE STRuCTuRE OF STEEL
The steel's grain structure is affected by rolling.
1. In hot rolling, the steel regains its grain structure after rolling.
2. Cold rolling produces stretched and deformed grains. This makes the plate hard and brittle.
3. Heat treatment creates new tension-free grains, and the plate becomes formable again.
A very strong grain structure is created by sub-sequent quenching and rapid cooling. Tempering (reheating) increases the steel's ductility in one last step.
1.
2. 3.
ABOVE, LEFT: Cut-to-length sheet.
ABOVE, RIGHT: A thin layer of zinc gives the sheet good rust protection.
RIGHT: Galvanized sheet can be painted in a wide range of colors. The paint is applied with rubber rollers and quickly dried in curing furnaces.
33

Oxelösund has one of the strongest reversing four-high mills in the world. The separating force is 100,000 kN (10,000 tons). Here, 29 cm thick slabs are rolled to plate with thick-nesses ranging all the way from 150 mm to 4 mm. The plates can be up to 40 m long. Four-high rolling means that four heavy rolls, two work rolls and two backup rolls, deform the plate with tremendous forces in a number of passes back and forth through the rollup stand.
HEAVy PLATE On A COILIn the United States, Steckel rolling mills are used to manufacture heavy plate. The Steckel mills are similar to four-high revers-ing plate mills and also uses a four-high mill stand with work rolls and backup rolls through the rolling stand. However, Steckel mills also have heated coil boxes on each side of the rolling standm where the plate can be held between rolling passes (to minimize temperature loss). During the later rolling passes, the plate is run from one downcoiler
to the other downcoiler back and forth in a number of rolling passes until the plate reaches the final thickness. Plates up to 3 m wide can be rolled in Mobile and Montpelier, and they can be delivered as either flat plate or as large coils.
RAPID COOLInG GIVES ExTREME STREnGTHHigh strength steels are finished in SSAB's quenching lines. Quenching takes place through rapid cooling. The rapid cooling is done using water under very high pressure. SSAB was one of the pioneers in the development of high strength steels. SSAB is increasing its quenching capacity in both Sweden and the United States. An increasing volume of high strength steels are being produced.
The slabs for making heavy plates are 15–29 cm thick. The slabs are cut to the right length before being rolled.
Heavy plate
The four-high mill in Oxelösund is one of the strongest rolling mills in the world. The sepa-rating force is 100,000 kn (10,000 tons).
In MORE DETAIL
34

TEMPERInG
Steel can take on different atomic structures, phases, which differ partly by the degree of hardness and/or ductility. By quenching, heating and rapid cooling, the steel transforms into the martensite phase, which is very hard. Thereafter, the steel can be heat-treated to improve formability and reduce the risk of cracking. The tempering of hardened steel is a process used to increase the steel's ductility and reduce its hardness. To achieve this, the steel is reheated to 200–700°C. In this way, the ductility of most steel types increases.
ABOVE LEFT: SSAB steel is manufactured with a view to achieving different properties, such as Weldox for high strength and weldability.
ABOVE, RIGHT: Monitoring the process from the control room.
RIGHT: In Oxelösund, heavy plate is manufactured with a variety of properties including hardness, ductility and wear resistance. The steel's special properties are created with SSAB's different processes with alloying elements, heat treatment, quenching and rapid cooling.
35
A Abrasion resistance – Ability to withstand abrasive wear; wear resistance
Alloy – Blending, mixing
Alloying elements – Substances that bind with iron or other metals, and alter the metal's properties
Annealing – Heat treatment, heating to above 680 degrees [Celsius], usually to make steel softer
Application – Final customer/end- product for which a certain grade of steel is used
Application engineers – Specialists in the properties and workshop performance of the mate-rials, with a focus on developing new applications
B Basic industries – Industries for extracting and processing raw materials
Blast air – Heated air that is blown into the blast furnace at high pressure
Blasting – Sand or small steel balls are blasted, often with water, at high pressure against a sur-face to clean it, for example, before painting
Burden – The contents of a blast furnace and the supply of raw materials such as ore pellets, lime, coke and coal
Bustle pipe – Pipe around the blast furnace through which blast air is supplied and distributed
C Carbon dioxide, CO2 – Colorless gas, soluble in water to produce carbonic acid, what gives soft drinks their fizz, and by making up 0.03% of the atmosphere is one of the so-called greenhouse gases
Carbon monoxide, CO – Colorless and odor-less energy-rich gas that burns with a blue flame, poisonous. When burnt, carbon dioxide is formed
Coiling, coiler – Machine part that receives sheet or plate from the rolling mill and winds it into a coil
Coilbox – Rolling machinery for intermediate storage of partially-rolled plate between passes
Coils – Large rolls of rolled sheet
Coke – Dry-distilled coal converted into a metallic hard and porous form by heating in sealed ovens
Cold rolling – Technique in which hot rolled plate is rolled out to thinner dimensions without prior
heating
Cowpers – Heaters, ceramic towers used for heating the blast air
Continuous casting – Method of casting steel in continuous long strands, which are then cut up into slabs
Crude steel – Iron that has been decarburized to remove part of the carbon in the molten metal but that has not yet been refined into a definite steel grade
Cutting station – Station in which the steel strand is cut into slabs
D
Decarburizing – Steelworks process where hot metal is converted into crude steel by reducing the carbon content
Desulphurization – Method used for removing sulphur from the hot metal or steel, e.g. by the addition of carbide or magnesium oxide
District heating – Heating systems for cities and communities through a central energy producer and pipes carrying hot water to consumers. It can use different energy sources, such as SSAB's process gases
District heating power plant – Combined heat and power (CHP) plant – power plant that gener-ates both electric power and steam for district heating. Uses steam turbines that drive electric generators. Used steam then produces hot water
Dry distillation process – Combustion in the absence of oxygen
Dual phase steel – High strength steel that has a soft (ferrite) and a hard (martensite) microstruc-ture, resulting in a desired combination of good ductility with high strength
Dust filter – Cleaning facility for gas or air in which the dust is separated and collected for recycling
E
Electric arc furnace – Technique using high voltage between electrodes to create an arc that melts scrap
Electrical arc furnance process – Electrical method to melt iron and steel
F Fatigue – Deterioration of a material's strength caused by frequent changes in the mechanical state of stress
Four-high reversing rolling mill – A roll mill with two work rollers and two backup rolls that exert very high forces to reduce the thickness of slabs to plate in a number of passes
G
Granulation – Liquid slag or steel is rapidly cooled in water in such a way that it turns into fine grains similar to coarse sand, i.e. granules
H Hearth – The blast furnace bottom where molten hot metal is collected
Heat – Refers to a batch of a given recipe from the steel shop
Heavy plate – Plate with dimensions of and above 3 mm rolled in reversing plate or Steckel mills
Hematite – Fe2O3, non-magnetic iron ore
High strength steel – Steels which have been developed a higher strength by micro-alloying, heat treatment or so-called thermo-mechanical treatment
Hot-dip galvanizing – Method of applying an anti-corrosive coat of molten zinc and aluminum to the surface of sheet steel
Hot metal – Iron with a carbon content above 1.7%
Hot rolling – Technique in which slabs are heated in furnaces to high temperatures prior to rolling to reduce the slab’s thickness
Hot sheet mill – Hot strip mill for wide, rolled strips wound into coils
I Impact guards – Energy-absorbing vehicle feature for protection in the event of a collision.
Injection coal – Finely ground coal which is injected into the blast furnace at high pressure without first being converted to coke
Iron ore pellet – Balls of purified compressed iron ore powder
L Ladle – Containers for transporting or treating hot, liquid metal
Ladle change – Changeover from an empty ladle to a ladle full of molten steel (at the caster)
LD converter – Steel process named after Linz Donawitz that consists of a vessel and lance for treatment with oxygen. Converts hot iron metal into crude steel by decarburizing
Low alloy steels – Steel whose properties have been changed with low amounts of alloying elements as opposed to high-alloy steel, often stainless
Dictionary, steel language
36

M Magnetite – Fe3O4, magnetic iron ore
Melting reduction process – Process used for melting and removing unwanted elements from metal raw materials
Metallurgy – The science of the production of metal and its properties
Mill scale – Residual scale (iron oxide) on the surface of the plate during and after hot rolling
Mill stand – A set of two or more cylindrical rollers in a machine
Mould – Casting mould
O Ore wagon – Railway car for transport of chunk ore, iron ore or pellets
Oxygen lance – Tubular lance for injection of oxygen into a liquid steel bath
P
Pair of rolls – A pair of cylindrical rolls used to reduce the plate’s thickness using high pressure
Payload – The useful load a vehicle can carry. If the truck's own weight is reduced, the load can be increased by an equivalent amount
Phases – Steels have different crystal struc-tures at different temperatures and a number of different phases depending on heat treatment, alloy variety, quenching, cooling, etc. Best known are martensite (quenched), ferrite (pure iron) and austenite (non-magnetic)
Pickling line – Process line that uses dilute acid for descaling hot rolled sheet
Post-treatment – Heat treatment, cooling, etc. to give the steel certain properties; also galvanizing, painting and cutting to length
Process gas – Gas from metallurgical processes, often rich in energy
Process/methods – Way to extract raw materials and manufacture products in a continuous process without interruption
Process water – Water from cooling or treat-ment in various SSAB processes. Always treated and can often be recirculated
Q Quenching – Rapid cooling to make the steel harder
R Recycling – Restoring used products or by-products to a new cycle of production and use
Reducing agents – Substances that can unite with an undesirable substance in a process, such as carbon which can remove oxygen from iron ore
Roll pass – The steel's passage one time through rolling stand reduces the thickness
Rolling mill – Machinery using cylindrical rollers to roll out steel to thinner dimensions
Roughing mill – Two cylindrical rough rollers which reduce the slab to a thinner dimension prior to finish rolling
Runner (for tapping the molten steel) – Runner with a ceramic lining for controlling the hot metal
S Scrap – Used materials that can be crushed and recycled, such as steel scrap
Secondary metallurgy – Technique for the fine adjustment of alloying elements, purity and temperature of the steel
Slab furnace – Furnace used for heating steel slabs to rolling temperature
Slabs – Steel slabs
Slag – By-products of slabs separated in metallurgical processes, includes lime and silicon from coal and coke ash
Steckel roll mill – Four-high rolling mill with Steckel coiling furnaces at each side of the rolling stand. The plate is recoiled after each rolling pass in there coilboxes
Steel – Alloy of iron and carbon with a carbon content below 1.7%
Steel commuter train – Train system for the transportation of slabs between Luleå, Borlänge and Oxelösund
Steel slab – Semi-finished product used for producing steel plate or sheet
Strand – Strand of cast steel
Strength – The material's ability to resist, for example, tensile stress without deforming (yield strength) or rupture (tensile strength) or cyclic loading leading to fatigue failure
Strip products – Thin sheet with a maximum thickness of 16 mm. Can be cold rolled down to 0.2–0.3 mm
Submerged entry nozzle – Ceramic tube that protects the steel against contact with air during casting
Surface treatment, surface coating – Cleaning, grinding or coating of surfaces, e.g. by galvanizing and/or painting
T Tempering – Heating to 200–700°C with the aim of making hardened steel tougher and less susceptible to cracking
Tensile strength – Maximum strength that can be applied without breaking
Torpedo car, torpedo – Cylindrical railcar lined with bricks and used for transporting the hot metal from the blast furnace to steel shop
Tundish – Intermediate containment vessel used during casting to be able to pass the liquid steel between the ladle and casting mold
V Vacuum cleaning – Method to vacuum clean the steel from hydrogen and nitrogen
Y yield strength – The maximum stress that the steel can withstand without sustaining permanent deformation. At stresses below the yield strength the material deforms only elastically like a rubber band
37

Luleå
Oxelösund
Borlänge
SSAB AMERICAS
SSAB EMEA
SSAB APAC
Sales office
Steelwork
Rolling mill
Distribution center Annual turnover SEK 45 billion Crude steel volume 5.7 million tons of crude steel Niche products 1.7 million tons Number of employees 9000
LARGE PRODuCTIOn SITES Sweden Luleå, Borlänge, Oxelösund, Finspång United States Montpelier (Iowa), Mobile (Alabama) China Kunshan Exporting countries More than 100 countries
Figures from 2011. For more information, visit www.ssab.com
SSAB is a certified company within quality, environment and occupational environment, and fulfils the requirements of the following standards:
Luleå: ISO 9001, ISO 14001 and OHSAS 18001 and AFS 2001:1
Borlänge, Finspång: ISO 9001, ISO/TS 16949 and ISO 14001
Oxelösund: ISO 9001 and ISO 14001
Mobile: ISO 14001, ISO 9001 and OHSAS 18001
Montpelier: ISO 14001, ISO 9001, and OHSAS 18001
BuSInESS AREAS
38

SSAB is a leading global provider of high strength steel. SSAB offers products developed in close cooperation with customers to create a stronger, lighter and more sustainable world.
SSAB has employees in over 45 countries, and production facilities in Sweden and the United States. SSAB is listed on the NASDAQ OMX Nordic Exchange, Stockholm.
www.ssab.com
100
0-E
N-T
he S
teel
Boo
k-V2
-20
11 H
öglu
nd D
esig
n AB
. Hen
ning
sons
Try
cker
i.





























