Embed Size (px)
Citation preview

�
� � �"#��23�
�00���=�#������
��� ������ �� ����:51�3�0�%+��
���� ��*
����, ,���'" ��+,��#"������� � � � 32!��������� �,+�0(4���'" �0�+,��#"������� � � 32�!�����.��0(4���'" ��+,�� &�.�,-���9+,��#"������:� � 32�2������'"#� �")� � � � � � 3!�2�!���������'&#� ,,'0�� � � � � � 3262�����������#.( ,���,D�9!:�� � � � � 3�*2�6��
����
��>"&#�� � � � � � �!��
������ "�4���8"��� � � � � 3�*�����
�

Etablissement de RAISMES
Z I du Bas Pré
BP 9
59500 RAISMES
FRANCE
Tél +33(0)3 27 22 26 26
Fax +33(0)3 27 22 26 00
Email : [email protected]
Siret 389 670 142 00030
RAILTECH INTERNATIONAL, SA au capital de 15 851 323 €uros – Siège Social : Z.I. du Bas Pré – B.P. 9 – 59500 RAISMES - FRANCE Tél +33(0)3 27 22 26 26 – Fax +33(0)3 27 22 26 00 - www.railtech.fr
RCS Valenciennes 389 670 142 – Siret 389 670 142 00030 – Ident. TVA FR 00 389 670 142
PP RR OO CC EE SS SS
FF OO RR
AA LL UU MM II NN OO TT HH EE RR MM II CC WW EE LL DD II NN GG
P L K - C C
O N E S H O T C R U C I B L E
REVISION N°0 September 2009
REF MAN /PLKCC/25/LU/OP/CJ/09-2009/SB/RTI22T/B N° B 20 10 5
G A P
L U T I N G
P R E H E A T I N G RRTTII 2222 HHoolleess PPrreehheeaattiinngg LLiinnee BB
VVeerrssiioonn 00,,99 bb // 00,,33bb
ONE SHOT CRUCIBLE
C O O L I N G
For specific grade R 320 Cr , R 350 LHT R 370 LHT and MHH

Page 2
CONTENTS
PART I - GENERAL OPERATING INSTRUCTIONS
PART II - PRELIMINARY WORKS
PART III - APPLICATION - WELDING EXECUTION
PARTIE I - GENERAL OPERATING INSTRUCTIONS
I/ 1 - GENERAL REMARKS 6
I/ 1.1 - Quality 6 I/ 1.2 - Before leaving for the site 7 I/ 1.3 - Safety 8
I/ 2 - CHECK OF THE JOINT TO BE WELDED 9
I/ 3 - IDENTIFICATION 10
I/ 3.1 - Consumables 10 I/ 3.1.1 - Sand moulds kit - Normal gap 25mm 10 I/ 3.2 - Kit marking 12 I/ 3.3 - Portion marking 13 I/ 3.4 - Mould marking 13
PARTIE II - PRELIMINARY WORKS
II/ 1 - ONE-SHOT CRUCIBLE 15
II/ 2 - ADJUSTING THE SHEARING TOOLS 17
II/ 3 - VERIFICATION OF PREHEATING MATERIAL 18 II/ 3.1 - Safety measures before preheating set starting 18

Page 4
PARTIE III - APPLICATION - WELDING EXECUTION
PREPARATION OF THE JOINT TO BE WELDED 20
III/ 1 - ADJUSTING THE JOINT 21 III/ 1.1 - Welding gap 21 III/ 1.2 - Vertical alignment (PEAK) 21 III/ 1.3 - Twisting of the rails 22 III/ 1.4 - Horizontal alignment 22 III/ 1.5 - Gap checking 22
III/ 2 - MOULDS SETTING 23 III/ 2.1 - First half mould setting 23 III/ 2.2 - Second half mould setting 24 III/ 2.3 - Setting the felt briquet 24 III/ 2.3 - Felt briquet - for gap 25mm 24
III/ 3 - LUTING 27 III/3.2 - Sand moulds for gap 25mm 27
III/ 4 - PREHEATING 28 III/ 4.1 - Blowpipe fifting 28 III/ 4.2 - Lighting the blowpipe 28 III/ 4.3 - Preheating time 29 III/ 4.4 - Blowpipe removing 29 III/ 4.5 - Once the preheating is completed 29
III/ 5 - ONE SHOT CRUCIBLE LOADING 31
III/ 6 - POURING 32 III/ 6.1 - As soon as the preheating is over 32 III/ 6.2 - Reaction 32
III/ 7 - WITHDRAWING THE SLAG TRAY 33
III/ 8 - UNMOULDING 33
III/ 9 - SHEARING 34
III/ 10 - REMOVING RISERS 35
III/ 11 - ROUGH GRINDING 35
III/ 12 - FINISHING WELDING 36 III/ 12.1 - Final grinding 36 III/ 12.2 - Cleaning 37 III/ 12.3 - Verification 37 III/ 12.4 - Marking and tracking 37
APPENDICES 38
Appendices 1-A-B-C Welding hardware 39 Appendices 2 In case of incorrect pressures 42 Appendices 3 Preheating tools 43

Page 4
FOREWORD
This manual concerns instructions for successfully carrying out the welding:
PLK CC Oxy Propane preheating with ONE SHOT CRUCIBLE
�� The PLK CC process is used with one kind of gap:
� Normal gap 25mm
Respect the general instructions and apply the specific requirements in
accordance with your worksite and rail profile.
�� The PLK CC process could be used with
� Sand moulds ( gap 25mm)
THIS DOCUMENT DOES NOT REPLACE THE RAILWAYS SPECIFICATIONS AND SAFETY INSTRUCTIONS CONCERNING EXECUTION OF WELDING OPERATIONS AND RECEPTION OF
WORKS DETERMINED BY THE CUSTOMERS

Page 5
PART I
GENERAL OPERATING INSTRUCTIONS

Page 6
I/ 1 - GENERAL REMARKS
I/ 1.1 - QUALITY Quality is achieved when all precautionary measures are required at each step of the works in progress, CHECK:
�� The gap value, the tolerance span limits
�� Joint inspection
�� Rail adjustment
�� Moulds inspection
�� Moulds and briquet centring
�� Luting
�� Burner positioning
�� Preheating time
�� Preheating pressures
�� Portion bag
�� Crucible inspection
�� Crucible centering
�� Tapping time
�� Unmoulding time before shearing
�� Adjusting shear blades
�� Cooling time
�� Final grinding
It is recommended to carry out the welding at a temperature over > 0°C. If the temperature is under this limit we get gas characteristics (flow/pressure) inappropriate
to achieve the expected quality level.
In any case :
All consumables (crucible, moulds ...) and hardware as well as the work site should be carefully protected from the rain.

Page 7
I/ 1.2 - BEFORE LEAVING FOR THE SITE
Make sure that the operator disposes of the equipment necessary for the performance of the works and more particularly:
�� Enough kits to perform all the welds and check if the kits are appropriate to the profiles to weld and to the types of welds (See § I/ 3 - Identification)
�� For an Oxy propane preheating : Check the condition of the preheating equipment and if there are enough consumables, connection, flexible joints, hoses, manometer, pressure reducers in perfect condition.
�� Complete set of hardware (base plate, jackets, mould clamp) (See Appendix 1 - Welding hardware)
�� Control tools: straight edge, wedges, chronometer, gauge...
�� Procedure or welding draft in force on the network
�� The necessary equipment to prepare and to finish the welds : A frame aligners, grinding machine, and the necessary expendable (oil, petrol, grinding disks, ...)
�� The tools necessary to perform small reparation concerning hoses, etc...
�� Safety equipment (goggles, gloves ...), safety signs and so on...

Page 8
I/ 1.3 - SAFETY
Welding includes all the usual risks to be found in on-site work.
The personal safety equipment must be wear at any time during welding operations.
�� Fireproof industrial clothing
�� Leather gloves
�� Fireproof gloves
�� Safety shoes
�� Leggings
�� Safety goggles with side protections again sparks (plain glasses)
�� Welder's goggles (protection glasses)
�� Consult the safety regulations in force in your network

Page 9
I/ 2 - CHECK OF THE JOINT TO BE WELDED
�� Clean (remove the grease) and brush rail ends in order to eliminate all traces of oxidation(«rust»).
A poorly cleaned rust deposit can cause some porosities into the weld.
�� Check the geometrical aspect of the two rails ends.
�� Check if there is no crack (cut again the rail with cutting machine if necessary).
�� Check if there is no steel smudge which can affect the correct positioning of the moulds (grinding if necessary)
�� The gap shall be:
23 mm to 27 mm (25 +/- 2 mm)
�� In order to obtain this gap, it may be necessary to cut the rails. In this case use only a rail saw or a disc cutting machine. Strictly follow the safety instructions (notice) concerning the use of your saw.
It is strictly forbidden to weld directly on rail ends cut by oxy propane cutting flame.
�� The out of square ness of the rail ends must not exceed 1,5mm. To obtain the right value, use an equipment which is in good aspect, correctly fixed to the rail.
�� CAUTION
The cut shall be carefully cleaned to remove all traces of grease and oxidation to avoid having any defects.

Page 10
I/ 3 - IDENTIFICATION
I/ 3.1 - CONSUMABLES
�� In order to avoid any lack of the products necessary for the welding operation on site all products are put into a same package which is called kit. To avoid having humidity into the product, a plastic wrapped protection is put around the kit.
�� Opening the kit: it is important to check if the original packaging has been preserved, if it is correctly closed and shows neither deformation nor moisture spots.
�� Only use the portion supplied into one kit. Never mix the components of 2 different kits available for others grades or profiles. Never use a open or defective bag. Do not add anything else. Never mix 2 welding portions
II
MM
PP
OO
RR
TT
AA
NN
TT

Page 11
I/ 3.1.1 - Sand mould kit - Normal gap 25mm
The kit consists of:
�� 2 half moulds
�� 1 felt briquet
�� 1 plug
�� 1 portion bag (plastic) watertight
If there is a difference of wear between the two rails, the two half moulds have to be grind according to
the rail wear.
Sands moulds can be used with a maximum wear’s difference of 6mm between the two rails.

Page 12
I/ 3.2 - KIT MARKING
�� Kit identification has the following indications on the box
- on one side the tracing of the product
Preparation date / Item Code
30 DEC 2008 / X X X X X X X X
�� and on the other side the identification of the product : profile, process…
For sand moulds kits GAP 25 MM
Profile Moulds Process
UIC60 LU PLK CC
Article code
X X X X X X X X
Batch
8V9630

Page 13
I/ 3.3 - PORTION MARKING
�� The references indicated on the snap set adhesive label shall be kept for tracing of the weld.
Article Code /
xxxxxxxx /
Preparation date / Batch
30 DEC 2008 / 8V9630
I/ 3.4 - MOULDS MARKING
�� The printing of the mould packaging includes the following informations :
Gap 25 mm For sand moulds kits
Profile Moulds
UIC 60 LU
Process Gap
XXXX 25
Date Préparateur
30.12.08 35
Article code
x x x x x x x x

Page 14
PART I I
PRELIMINARY WORKS
The different stage developed in this part are essential and must be realised with harshness to obtain in a hand a good quality, and in an other hand
security for the workers.

Page 15
II/ 1 - ONE SHOT CRUCIBLE
The one-shot crucible is made from a refractory compound by means of a resin.
It can be used as such and does not require any preparation. The fusible component allowing the automatic tapping is placed during fabrication.
However to keep good safety conditions and quality it is absolutely necessary to check:
�� The original packing
�� The crucible is not damaged or wet
�� The crucible should be stored in standing position in a dry place and free of moisture
�� The automatic tapping is not damaged
Safety :
�� In the exhaust of non tapping The melting steel flows through the safety valve. The crucible is then pulled out with the special fork. NEVER REMOVE THE CRUCIBLE MANUALLY.
�� In the exhaust of non tapping of the safety valve or crucible
Leave the crucible in its position untill self destruction

Page 16
II/ 2 - ADJUSTING THE SHEARING TOOLS
For each rail profile, one shearing blade is dedicated
Adjustment of blades:
To increase the shearing, the adjustment of the blades must be done systematically after sharpening or the changing of the blades themselves.
�� Allow a gap of 1.5 mm minimum between the blades and the laterals faces of the head.
�� The weld shear blades must de adjusted to leave 1.5 to 2mm of weld metal above the running surface for profile grinding.
Adjustment of screws:
To avoid damaging the blades, the shear blades must de adjusted to leave 1mm between them by adjustment of the screws dedicated.
Sleeper Sleepers Adjustable stop

Page 17
II/ 3 VERIFICATION OF PREHEATING MATERIAL
The material is presented in appendix 3 (Cf preheating)
II/ 3.1 -Safety measures before preheating set starting
For a Oxy-Gas preheating:
�� Check gas cylinder are full enough to ensure a full duration of the preheating procedure
�� Check the blowpipe is in good general condition
�� Check the regulator to obtain a good flame. The cone length shall be maintained between 15 to 20 mm
�� Check the hoses
�� Check if the cylinders are in correct vertical position

Page 18
PART I I I
WELDING PERFORMANCE

Page 19
PREPARATION OF THE JOINT TO BE WELDED
�� Undo fasteners on either side of the joint to be welded
- on 3 sleepers in straight track
- on 6 sleepers in curve
�� Clean and brush the ends of the rail in order to eliminate all traces of grease or oxidation.
�� Check the dimensional quality and note the discrepancies (see § I/2 page 9)
> 6 IN CURVE > 3 IN ALIGNMENT
>6 >3

Page 20
III/ 1 - ADJUSTING THE JOINT
This adjustment is especially important because
it determines the geometric quality of the welding and insure its lifespan
III/ 1.1 - WELDING GAP
�� This is the distance between the two rails ends.
25 +/- 2 mm
�� This space is measured with a graduate gauge on both sides of the rail, at the rail head and base, that is to say at 4 different places.
�� The limit values of the four measurements taken must fall within the tolerance span determined above.
III/ 1.2 - VERTICAL ALIGNMENT (PEAK)
�� The rails shall show a peak before welding. This peak is absolutely necessary because it equalizes metal shrinking after cooling. The value of the peak must be adjusted by the welder, depending on the track.
�� The importance of the slope shall be measured after finishing grinding. The railway company shall indicate the final angle.
�� The rails shall never show hollows
Measurements approximately 50 mm from the ends of the straight edge

Page 21
III/ 1.3 - TWISTING OF THE RAILS
�� Inclination of the rails must be carefully checked
- The inside surface of the railhead (1)
- The base and web of the rail (2)
III/ 1.4 - HORIZONTAL ALIGNMENT
�� Check the inside face of the rail
�� Recommandation In general, during operation of adjustment it advices to use A frame aligners.
III/ 1.5 - GAP CHECKING
�� Check if the gap is still into the tolerances
�� The gap must remain in the values of 25 +/- 2 mm.

Page 22
III/ 2 - MOULDS SETTING
III/ 2.1 - First half moulds setting
�� Position the clamp assembly in relation to the gap axis.
�� Place each half mould on respective mould shoe.
The levers are placed toward the inside in open position.
The correct position of the lateral side plate on the mould is visible by the orifice on each side plate.
In specific cases, due to welding space restricted area, it is necessary to use specific plates.
�� Fit the first half mould centrally to the welding gap axis.
�� Maintain this half mould in position and tight the screw of the clamp assembly.

Page 23
III/ 2.2 - Second half moulds setting
�� Place the second half mould centrally to the gap.
�� Make final adjustment (so two half moulds are perfectly centred).
�� Loosen slightly the screw of the clamp.
�� Adjust the moulds if they are not correct centre into the gap.
�� Tighten the clamp sufficiently (without breaking the moulds by over tightening).
�� Check that no sand has entered into the moulds.
III/ 2.3 Setting the briquet
�� Check with the briquet the vertical angle of both rails.
Place the briquet in its base plate. Make sure that it suits in the plate correctly (no wobbling)
�� CAUTION When the rails present a difference of wear, check the perpendicularity of moulds to rail:
- Loosen slightly the screw of the clamp - Centre moulds into the gap axis. - Tighten the clamp sufficiently

Page 24
III/ 2.3.1 - Felt briquet - for gap 25mm
Preparing the tube of paste
•• Cut the cartridge tip, screw the nozzle on,
•• Cut the tip in such a way as to obtain approximately a 20 mm outlet,
•• Fit the distributor with the cartridge.
�� Apply a strip of luting paste first of all in the two recesses on either side of the refractory felt, (Pict. A), and secondly on the width of the base plate (both sides) (Pict B).
�� Take care not apply paste on the felt.
�� Put the base plate under the moulds.
�� Attache the fasteners to either side and check the centring of the plate in relation with the moulds,
(Pict. A)
(Pict. B)

Page 25
�� Handle with each hand the two handfuls.
�� Turn both hands at the same time.
It is recommended to cover the moulds with cardboard when these operations have been done.
�� Slap slowly under the bottom plate to insure to nice fitting to nice fitting.

Page 26
III/ 3 - LUTING
III/ 3.1 - SAND MOULDS - for gap 25 mm
�� Apply a strip of luting paste into all recesses around the perimeter of the rail, moulds joints, including the bottom of the base.
�� Level carefully the paste exceeding the higher lever of the bottom briquet.

Page 27
III/ 4- PREHEATING RAILTECH materials recommended
LINE OXY-PROPANE RAILTECH 22HOLES TIP VERSION B (Cf appendix 3)
III/ 4.1 - Blowpipe fitting
To obtain a correct preheating:
�� Fit the blow pipe in its support and centre the nozzle in the middle of the moulds.
�� The distance (d)between the end of the nozzle and the rail top is:
50 mm for gap 25mm
�� Remove the blowpipe from its support.
III/ 4.2 - Lighting the blowpipe
�� Open fully the taps located at the torch.
�� Open slightly the propane regulator located at the propane bottle.
�� Light the blowpipe.
�� Open slightly the oxygen regulator located at the oxygen bottle.
�� Adjust progressively the propane and oxygen flows until obtaining the 0,3b and 0,9b pressures at the gauges located after the flashback arrestors (bottles’side).
�� Check that the cone length measure between 15 and 20 mm. If it is not the case, adjust the propane (with propane regulator located at the bottle) to obtain to right value (between 15 and 20mm).In either case, never modify the oxygen pressure (0,9b).
Propane 0,3b Oxygen 0,9b

Page 28
�� Place the blowpipe in its support in the moulds and centre the nozzle into the moulds
�� During the preheating, the flame comes out of the two risers must be symmetrical and measured approx. 300 - 400mm.
�� Place the plug close to a riser with the upper side close to the flame, (Take care not to block the exhaust of the flame)
III/ 4.3 - Preheating time
GAP 25MM
4 minutes until profile 60E1 (included)
5 minutes for profile superior to 60E1
During this times prepare the crucible for the pouring (see §III/5 page 31)
�� CAUTION ! Never realise preheating if the pressures are not correct (see appendix 2) The cone length must be always superior to 15mm and inferior to 20mm It’s very important to control the pressures of propane and oxygen during the preheating.
Caution at the pressures during cold weather

Page 29
III/ 4.4 - Blowpipe removing
Once the preheating is completed, respect strictly the safety instructions:
�� Remove the blowpipe and take care not to damage the inside of the moulds,
�� First turn the propane feed and then the oxygen feed
If there is backfire (whistling), turn off propane feeding at once.
III/ 4.5 - Once the preheating is completed
�� Place the slag tray and seal the parting line between the slag tray and the moulds.

Page 30
III/ 5 - ONE SHOT CRUCIBLE LOADING
�� Open the bag and pour the portion into the one-shot crucible
�� Place the crucible by the working area
�� Place the ignitor in the portion ready to use,
�� Caution ! It is important that only use the welding portion delivered with the kit. Never mix the contents of two different kits (never use moulds from one kit, the welding portion from another, the thimble from a third, etc…). Never use a welding portion bag which is gutted or incomplete. Do not add anything. Never mix two welding charges. Never use a damaged or cracked crucible Always use the fork provided for this purpose (Never manually)
IMPORTANT

Page 31
III/ 6 - POURING
Welding in wet weather: All consumables must be kept dry and wet rails dried for welding
III/ 6.1 - AS SOON AS THE PREHEATING IS OVER
Put the plug into its lodging with the pliers provided for this purpose and slightly drive it
III/ 6.2 - REACTION
�� The crucible is placed and centred on the top of the moulds.
�� Light the ignitor by contact with inside hot mould wall.
�� Don't dip the ignitor too much, only stitch it into the portion (3 cm). Tapping time could be affected and should be under the minimum value i.e. 17 seconds.
�� Put on the crucible lead.
�� The reaction develops in a few seconds and the pouring will automatically take place at reaction completion (if no tapping see II/1).
�� The tapping time should be between 17 to 27 seconds (from insertion of the ignitor until the crucible taps).(conf. § II/ 1).
�� After the casting, removed the crucible with the fork.
CAUTION ! No waste time between completion of the preheat and starting the reaction

Page 32
III/ 7 - WITHDRAWING THE SLAG TRAY
�� Break the solidified slag between the moulds and the slag tray.
�� Breaking the solidified slag tray will prevent breaking into the moulds too early.
III/ 8 - UNMOULDING
It is absolutely necessary to remove the mould before shearing
�� Before removing the jackets wait:
�� Start the unmoulding at around:
�� Shear the upper part of the moulds with the hot cut chisel and check if the steel is not still liquid.
Specific remark for the welding of micro-alloyed rails as R320Cr, R350 LHT, R370 LHT and MHH, not unmoulding the inferior part of the moulds.
Gap 25mm
3 minutes
5 minutes
After the pouring
�� Caution! The slag tray must be removed only after its content has fully solidified. Place the slag tray with hot content on a dry spot (not on sleepers). Do not place or throw slag tray with hot content on wet surface or into water
�� Caution ! Do not unmould if the steel is still liquid.

Page 33
III/ 9 - SHEARING
�� Start the shearing at:
�� Mould sand and loose paste must be cleaned from the rail head each side of the weld, by wire brushing.
�� Begin the shearing operation by running surface, rail head and risers.
�� There are two operating ways
•• hydraulic shearing with flat blades ; the connections and the rail base exhausts shall be trenched or cut off with a sledge hammer
•• pneumatic shearing with a chipper or self hardening chisel with which it is possible to carry out the three operations
It recommended to use a shearing machine instead of sledge hammer or hot cut chisel. A shearing machine insures a better welding aspect.
Controlled cooling The weld for micro alloyed rail requires controlled cooling.
�� Put the cooling retarder cap on immediately after shearing
�� Kept it on for 8 minutes
Gap 25 mm
6 minutes
After the pouring

Page 34
III/ 10 - REMOVING RISERS
There are two operating ways to remove the risers:
�� Use an electric disk equipped with a disk allowing cold or hot shearing of the risers
or
�� Begin with hot notching. This operation shall be performed quickly after shearing, if not metal is too hard. After notching break the risers.
III/ 11 - ROUGH GRINDING
Rough grinding of the rail head portion of the welding can be performed after shearing or hot cutting is completed
�� Rough grinding of the running surface of the rail shall be performed with an approved surface grinding wheel.
�� Let an excess metal thickness on the running surface according to the customers requirements.

Page 35
III/ 12 - FINAL WELDING
III/ 12.1 - FINAL GRINDING
�� The target of the final grinding is to establish a perfect continuity between the two rails which were welded.
�� The final grinding is realised according to the customers requirements.
�� The final grinding should be done on a cold rail and totally stabilised.

Page 36
III/ 12.2 - CLEANING
�� Remove all the sand, paste…left around the weld.
�� Remove all burrs with a grinding wheel
�� Grind the excess of steel (base of the risers) according to the customer requirements.
III/ 12.3 - VERIFICATION
According to the customer requirement
III/ 12.4 - MARKING AND TRACKING
According to the customer requirement

Page 37
A P PE N DI C E S
Appendices 1 A B C D WELDING HARDWARE
Appendix 2 IN CASE OF INCORRECT PRESSURES
Appendix 3 PREHEATING TOOLS
Line RTI 22T B (Head width<80mm) Réf : S0000319
Line RTI 22T B (Head width>80mm) Réf : S0000324

Page 38
Appendix 1 - A
WELDING HARDWARE - for gap 25mm
ITEM Ref
Bottom plate for gap 25mm 83100002 Set of side plates for gap 25mm 83200001 One side plate for turn over (for gap 25mm) 83200003 Slag tray 81532010 Plug tools 83432920 Ignitor box (100) 82632450
Gauge S0000150
Retarder cap 82620500

Page 39
Appendix 1 - B
Specific tools for one shot crucible One shot crucible CJ1F1 83450116 CJ1F1 plastic wrapped 83450125 CJ2F1 83450113 CJ2F1 plastic wrapped 83450124 CJ1F1 CCF* 83450128 CJ2F1 CCF* 83450121 CJ2F1 CCF* plastic wrapped 83450123 CJ1G1 83450127 CJ1G1 CCF* 83450129 *CCF: Filtering cover
Clamp assembly for CJ crucible 1250902
Removal fork for CJ crucible 82631411

Page 40
Appendix 1 - C
FELT BRIQUET
Luting with paste distributor
Paste caulking distributor 83461109
Paste caulking distributor compensation 83461110
Tub clay cement (Box of 12) 83661111
SAND MOULDS for gap 25mm
Manual luting
Luting paste (10Kg) 83661130
WORN RAIL
Felts box (30) 83661115

Page 41 Page 41
Appendix 1 - D

Page 42
Appendix 2
IN CASE OF INCORRECT PRESSURES
Propane and oxygen pressures must be maintained throughout the duration of the preheating. Manometers must be adjusting carefully to initial pressures.
In the other case, two solutions can be considered according to requirement of the building site:
�� The welder carries out the welding until his term and declares the welding as defective
�� The welder has to restart again his weld since the beginning (checking of the gap, setting new moulds…)


Manual n° 70.20.0 - Edition SEPTEMBER 2008 - Page 36
No part of this document may be transmitted, reproduced or copied without our authorization in writing. The information supplied is subject to alteration without prior notice
STSTSTSTSTANDANDANDANDANDARD CRARD CRARD CRARD CRARD CRUCIBLE HARDUCIBLE HARDUCIBLE HARDUCIBLE HARDUCIBLE HARDWWWWWAREAREAREAREARE
APPENDICE 1 - B
82422502 Crucible lid
81450421 Crucible rim
81422010 Sheated crucible
81322310 Crucible support
81311264 Axial crucible stand
81250704 Clamp assembly
81431710 Self tapping thimble

Notice n° 132 - 09.07 Edition - Page 12
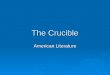
16 - WELDING TOOLS
1
4
23
7
N° Nature Réf
1 One-shot crucible 83450116
one-shot crucible with filter 83450121
2 Pair of mould shoes 83200001
3 Base plate 83100003
4 Clamp assembly for CJ crucible 81250902
5 Paste caulking distributor 83461110
6 Slag tray 81532010
7 Plug tools 83432920
8 Removal fork for CJ crucible 82631411
6
8

�
� � �"#��2��
�
�00���=�#������
�0�9�:�9��55���:51�5���25��9169����������25��9169��������!�!� � � � � � 326�!!*���!�!��'"0 (8�;�"���4� � � � 326�!�������!� � � � � � 326�!!2�����!��'"0 (8�;�"���4� � � � 326�!�6���!�!����N�� � � � � 326�!�3�����!����N� � � � � 326�!�!�����!����N��'"0 (8�;�"���4� � � 326�!�2���!>!� � � � � � 326�!�1���!>!����N� � � � � 326�!���� � � � � � N���@��(' ��(.#�8,-���
�����
�'"���"00���')�+,�����8�&8(�'�� � � !������������
���,-"'�+,�5�+,�����8�&8(�'�� � � � 3�*2!6!!�
���