Embed Size (px)
Citation preview

XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
0(00) 1–19
! The Author(s) 2013
Reprints and permissions:
sagepub.co.uk/journalsPermissions.nav
DOI: 10.1177/1528083713518087
jit.sagepub.com
Original Article
Viscose fabric bondedwith soy protein isolate byfoam application method
Rakesh Kumar1,2,3, Doice Moyo1 and Rajesh D Anandjiwala1,2
Abstract
A soy protein-based water-soluble binder composition for natural fiber nonwoven
fabric is discussed in this paper. Before applying to viscose fibers, foam decay studies
of soy protein and acrylic binders are carried out and results are compared. The bio-
binder (soy protein and sodium dodecyl sulphate modified soy protein) composition
effectively binds natural fibers in a nonwoven fabric by foam application method. Such
fabrics are widely used for industrial wipes and non-reusable products such as diapers,
sanitary napkins, bandages, etc. The mechanical and thermal properties of viscose fabric
bonded with soy protein bio-binder are compared with the same fabric produced with
commercially applied acrylic binder. Scanning electron microscope was used to confirm
the bonding of the viscose fiber with the bio-binders.
Keywords
Soy protein binder, acrylic binder, viscose fabric, foam applicator, foam decay,
mechanical properties
Introduction
Nonwoven fabrics are generally prepared by randomly assembling individual fibersto form a web and subsequently bonding the fibers by chemical, thermal or mech-anical means. Generally, for chemical or adhesive bonding the fibers are bonded by
1CSIR Materials Science and Manufacturing, Port Elizabeth, South Africa2Department of Textile Science, Faculty of Science, Nelson Mandela Metropolitan University, Port Elizabeth
6001, South Africa3Current Affiliations: Birla Institute of Technology, Mesra, Patna Campus, Patna 800014, India
Corresponding author:
Rakesh Kumar, BIT Mesra, Patna Campus, P.O. B.V. College, Near J.P.N. International Airport, Patna 800 014,
India.
Email: [email protected]
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
impregnating the web in a binder solution and heating the web at an effectivetemperature to volatilize the carrier and thereby provide fiber-to-fiber adhesion.However, impregnation-based methods are costly and energy consuming because aconsiderable amount of energy is required to evaporate the liquid from a fullysaturated web. Therefore, in view of energy conservation and environmental pol-lution, a foam application of aqueous binder system has gained acceptance and ismore prevalent method in the industry for adhesive bonding of nonwoven fabricsfor certain applications.
Chemical bonding of nonwovens is widely used for certain special end-uses,such as automotive air filters, liquid filters and household and industrial wipes.Synthetic binders from fossil fuel, such as acrylic and vinyl polymers, are widelyused in chemical-bonded nonwovens due to their cost, availability and uniqueproperties. However, the increasing cost of petroleum products, impact of newerwaste disposal regulations, environmental awareness and newer concepts oflife cycle analyses for minimizing energy consumption from farm-to-factorygate have compelled producers to focus on biodegradable and bio-basedproducts [1–3].
Few inventions are related to bio-based binder. US Pat 20110086567 A1describes an aqueous binder which includes a carbohydrate, such as dextrin ormaltodextrin, and cross-linking agent, such as citric acid, in presence and absenceof the catalyst, coupling agent and other additives [4]. US Pat 7,893,154 B2 alsodescribes about a carbohydrate-based binder for nonwoven products, such as fiberglass insulation [5]. There has been made a mention of alcohol-based or carbohy-drate-based eco-friendly binders, however no report on plant protein-based bindersfor adhesive bonding of nonwoven fabrics is available. Importantly, these plant-based protein binders are inexpensive and biodegradable in nature [6,7]. Soy pro-tein isolate (SPI) is one of the biodegradable polymers from renewable resourceswith high hydrophilicity [8]. SPI has also been explored extensively as adhesivesand plastics [9,10]. Because of its availability and low cost, SPI represents anattractive raw material for the bonding of cellulosic substrates [8]. Similar toacrylic-based polymer, soy protein in presence of several additives are also usedas adhesive for manufacturing replacement of urea formaldehyde-bonded particleboards [11].
We are reporting a research work relating to the preparation of soy protein-based binder formulation and its application on the viscose fiber to produce non-woven fabrics. For comparison, the commercial acrylic binder was also used toprepare similar fabrics. Both protein and acrylic-bonded viscose fabrics were sub-jected to mechanical, thermal and water absorption studies. Scanning electronmicroscope study was pursued to confirm the bonding between viscose fiber andthe binders. Soy protein-based bio-binder can be exploited to develop a variety ofproducts, from dry and wet wipes to disposable sanitary fabrics, such as diapers,sanitary napkins, bandages etc.
2 Journal of Industrial Textiles 0(00)
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Material and methods
Materials
Viscose fibers of 1.7 dtex in fineness and 38mm in length were used as rawmaterial for producing adhesive bonded nonwoven fabrics. SPI containing90.27% of protein on dry weight basis was purchased from Zhenghou RuikangEnterprise Co., Ltd. (Zhengzhou, China). Sodium dodecyl sulphate (SDS) (as afoaming agent) was purchased from Sigma-Aldrich and used as received.Glycerol (as a plasticizer) and sodium hydroxide were supplied by AssociatedChemical Enterprises, Ltd and Merck, South Africa, respectively. Acrodur DS3558 binder, with solid content of �50% as indicated by the supplier, was used asthe commercial acrylic synthetic binder for the nonwoven fabrics. Chemically it isa single component system consisting of an aqueous dispersion of modified poly-carboxylic acid and a polyalcohol cross-linker. The cross-linkages are formedduring curing through ester bonds that create a dimensionally stable structure.Before curing, the binder is completely bonded which create the substrate to beimpregnated during processing.
Preparation of viscose fabric
The fiber web was produced from viscose fibers using the Belmatex roller cardingmachine and a cross-lapper. Fibers were fed to the card through the chute feed at aconstant feed rate. The loose fibers were carded twice with the first passage meantto open the fibers and the second pass to form the fiber web with the aid of a cross-lapper. The feed rate to the carding machine was maintained at 0.8m/min and thecross-lapper speed at 1m/min to produce nonwoven fabric with area weight ofabout 200 g/m2. The pre-needling of the web was achieved using a Dilo TypeOD-11 6 needle loom. The needles used were the Groz-Beckert needles with spe-cification of 15� 18� 36� 3 R222G3037. The depth of needle penetration was setat 1mm and the needling density maintained at 75 punches per cm2.
The pre-needled web was transported on a conveyor belt through the Aquajetmachine, as shown in Figure 1(a). In the Aquajet hydroentanglement machine, theweb of fibers was initially pre-wetted by waterjets at a pressure of 5 bars from Jet 1.On reaching Jet 2 and Jet 3, intense bonding occurred as the web was exposed towaterjets at a high pressure (150 bar) on the face and back side of the fabric,respectively. The jet-strip used on the manifolds had nozzles of 0.10mm in diameterand a density of 15.74 jets/cm. The speed of the machine was maintained at3m/min. Excess water was removed from the nonwoven fabric before it wasdrawn to the foam applicator of the Foulard as shown in Figure 1(c). As thefabric is passed through the gap between the padding rollers, the foam of thebinder collapses on the fibers to bind them.
Kumar et al. 3
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from

XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Preparation of the SPI dispersion in presence and absence of SDS
In a first step, 48 g of SPI (8% w/v), 14.4 g of glycerol (30% wrt weight of SPI) wasdispersed in 600mL of distilled water in a 1 -L beaker. The pH of the dispersionwas maintained at 9.5–10 by addition of 1M NaOH. The dispersions were thenmechanically stirred for 1 h at 60 r/min and 65�C for thorough mixing. The proteindispersion thus obtained was designated as SPI; 6 g (1% w/v wrt SPI dispersion) ofSDS was added to SPI dispersion under mechanical stirring for 30min at 65�C toget SDS-SPI dispersion designated as MSPI.
Viscosity of SPI, modified SPI and acrylic binder
The viscosity of the binder was determined by viscosity cups supplied by ViscoTechnologies, Garsfonten, South Africa. To determine the viscosity of a liquid, thecup was filled completely with the liquid binder. After that the liquid binder wasallowed to stream out. ‘‘Efflux time’’ is recorded once the binder streaming out of itbreaks up. The efflux time is put in calibration equations corresponding to the sizeof the orifice used.
Figure 1. Schematics of aquajet hydroentanglement machine (a), foam generating machine
(b) and foam applicator (c).
4 Journal of Industrial Textiles 0(00)
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Foam decay study of SPI, modified SPI and acrylic binder
The foam decay experiments were carried out in a graduated borosilicate glasscylinder (typically 5 cm diameter, 30 cm height). A 300-mL sample of the foamingsolution was mechanically stirred at very high speed (100 r/min) for 30min. Afterthat it was transferred to graduated borosilicate cylinder up to the height of 25 cmand the foam column height was monitored over a period of time (48 h). Theexperiment was carried out at ambient temperature of 23� 2�C. The initial drain-ing stage was very short, generally few minutes, which was an insignificant time lagwith respect to the decay time scale in most cases.
Bonding of the viscose fabric with SPI, modified SPI and acrylic binderby foam application method
The chemical binder mix was diluted with water and poured in a container con-nected to the Hansa mixer as shown in Figure 1(b). The binder was applied by thefoam application method; therefore the aqueous suspension of the diluted binderwas mixed with air to generate foam.
The chemical binder was initially diluted depending on the mixing ratio neededand then drawn into the Hansa mixer. In the mixer, a set amount of air was mixedwith the liquid binder to generate foam, which was subsequently forced through aflexible pipe to the Foulard as shown in Figure 1(c).
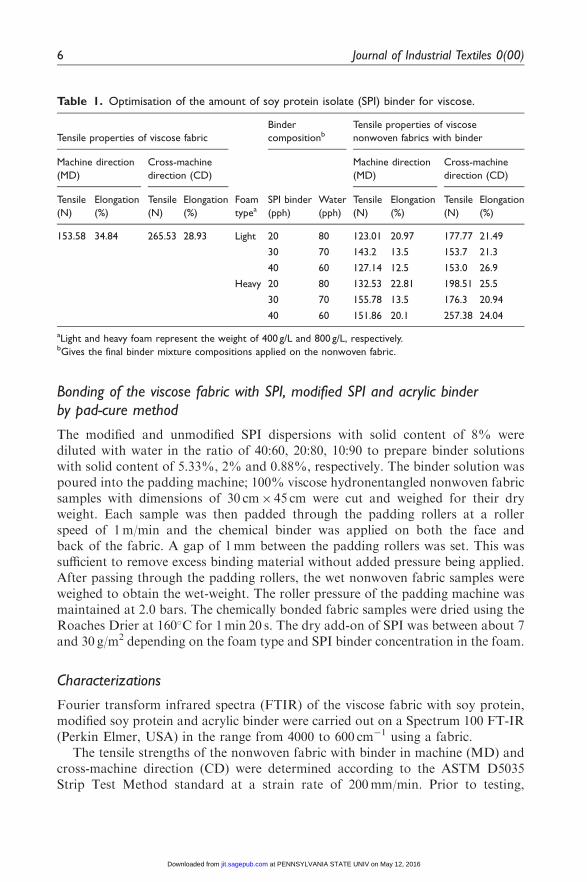
The Foulard consisted of a Pneumatic linear drive system and two padder roll-ers. The pipe carrying the foam was attached to the drive system and traversesthe width of the padder rollers for applying the foam evenly across the width ofthe fabric. The nonwoven fabric running between the padder rollers as shown inFigure 1(a) was applied with the binder on both sides before being carried to theoven for curing. Two types of foam depending on the mixing of air content with thebinder were generated. In the initial experiments, low (2.10 cm3) and high(5.00 cm3) amount of air was mixed with the binder to generate heavy and lightfoam, respectively. Mechanical properties of the fabrics produced with light andheavy foams are shown in Table 1. From Table 1, it was found that the fabricproduced with heavy foam type and diluted by 60 part water was the most suitablefor further studies. After dilution of acrylic binder by 60 part water, the solidcontent got reduced from 50% to 33%.
In the subsequent experiments about 15m of nonwoven viscose fabric wastreated with a heavy foam prepared from a dilution ratio of 40 to 60 parts perhundred of the binder mix and water, respectively. The same ratio was used for theacrylic (Acrodur DS 3558), protein (SPI) and the modified protein (MSPI) binders.Two different approaches have been used to apply the binder. In the first approachdesignated as A, dry fabric was used for binder applications while in the secondapproach designated as B pre-wet fabric was used for binder applications. Viscosefabrics bonded with acrylic, SPI and MSPI binders separately are designated asVis-AcB, Vis-P and Vis-MP, respectively.
Kumar et al. 5
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Bonding of the viscose fabric with SPI, modified SPI and acrylic binderby pad-cure method
The modified and unmodified SPI dispersions with solid content of 8% werediluted with water in the ratio of 40:60, 20:80, 10:90 to prepare binder solutionswith solid content of 5.33%, 2% and 0.88%, respectively. The binder solution waspoured into the padding machine; 100% viscose hydronentangled nonwoven fabricsamples with dimensions of 30 cm� 45 cm were cut and weighed for their dryweight. Each sample was then padded through the padding rollers at a rollerspeed of 1m/min and the chemical binder was applied on both the face andback of the fabric. A gap of 1mm between the padding rollers was set. This wassufficient to remove excess binding material without added pressure being applied.After passing through the padding rollers, the wet nonwoven fabric samples wereweighed to obtain the wet-weight. The roller pressure of the padding machine wasmaintained at 2.0 bars. The chemically bonded fabric samples were dried using theRoaches Drier at 160�C for 1min 20 s. The dry add-on of SPI was between about 7and 30 g/m2 depending on the foam type and SPI binder concentration in the foam.
Characterizations
Fourier transform infrared spectra (FTIR) of the viscose fabric with soy protein,modified soy protein and acrylic binder were carried out on a Spectrum 100 FT-IR(Perkin Elmer, USA) in the range from 4000 to 600 cm�1 using a fabric.
The tensile strengths of the nonwoven fabric with binder in machine (MD) andcross-machine direction (CD) were determined according to the ASTM D5035Strip Test Method standard at a strain rate of 200mm/min. Prior to testing,
Table 1. Optimisation of the amount of soy protein isolate (SPI) binder for viscose.
Tensile properties of viscose fabric
Foam
typea
Binder
compositionb
Tensile properties of viscose
nonwoven fabrics with binder
Machine direction
(MD)
Cross-machine
direction (CD)
SPI binder
(pph)
Water
(pph)
Machine direction
(MD)
Cross-machine
direction (CD)
Tensile
(N)
Elongation
(%)
Tensile
(N)
Elongation
(%)
Tensile
(N)
Elongation
(%)
Tensile
(N)
Elongation
(%)
153.58 34.84 265.53 28.93 Light 20 80 123.01 20.97 177.77 21.49
30 70 143.2 13.5 153.7 21.3
40 60 127.14 12.5 153.0 26.9
Heavy 20 80 132.53 22.81 198.51 25.5
30 70 155.78 13.5 176.3 20.94
40 60 151.86 20.1 257.38 24.04
aLight and heavy foam represent the weight of 400 g/L and 800 g/L, respectively.bGives the final binder mixture compositions applied on the nonwoven fabric.
6 Journal of Industrial Textiles 0(00)
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from

XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
the specimens were conditioned for 24 h at standard atmospheric conditions of20� 2�C and 65� 2% relative humidity. The sample dimensions were125mm� 50mm (length�width) and 0.9� 0.1mm in thickness. The clampinglength for each specimen in each jaw was kept at 25mm to avoid the slippage.The tensile strength of the wet nonwoven fabric with binder was also determined.Wet samples were prepared by keeping the bonded nonwoven fabric in distilledwater for 10min. An average value from eight replicates of each sample wasreported for each of the tests mentioned above. The tensile strength and elongationat break of viscose fabric with SPI and MSPI binders were also measured.
Thermogravimetric analysis (TGA) of viscose fabrics with soy protein, modifiedsoy protein and acrylic binder was carried out at a heating rate of 10�C per minbetween room temperature and 600�C under nitrogen atmosphere on a thermo-gravimetric analyzer (Perkin Elmer, U.S.A.).
The moisture absorption of the samples at different time intervals was evaluatedat 97% relative humidity (RH) maintained in a desiccator containing saturatedsolution of potassium sulphate. The samples were preconditioned at 50�C for 24 hand weighed (W0). The pre-weighed samples were then kept in a desiccator forcertain time interval. The samples were taken out and weighed (W1) after condi-tioning. The total weight gain of the samples was used to calculate the absorbedmoisture. The moisture absorption test was continued for several days until aconstant weight of the samples was attained. An average value from three meas-urements was reported. The moisture absorption of the samples was calculated asfollows
%Moisture absorption ¼W1 �W0=W0 � 100 ð1Þ
Scanning electron microscopy (SEM) images of the cross sections of the viscosefabric with soy protein and modified soy protein binders were taken on FEIQuanta 200 (Eindhoven, The Netherlands) electron microscope at an acceleratingvoltage of 20Kev. The samples for SEM characterization were prepared by freez-ing them in liquid nitrogen before fracturing.
Results and discussion
Viscosity of protein, modified protein and acrylic binder
Figure 2 shows the viscosity of various binders. The viscosity of as-received acrylicbinder with solid content of �50% was very high (625.8� 2 cSt) and we diluted itwith water in the ratio of 40:60 and the resulting acrylic binder with solid content of33% is designated as Dil-AcB. Upon dilution, the viscosity of acrylic binderdecreases to 14.2� 0.26 cSt. From Figure 2, it should be noticed that with theincorporation of SDS in SPI (designated as MSPI), the viscosity is decreased incomparison to native SPI. Figure 2 also shows the increase in viscosity of MSPI atincreasing amounts of SPI and it was found to be 302.5� 1.5 cSt at 10% SPI.
Kumar et al. 7
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from

XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Foam decay study of protein, modified protein and acrylic binder
The foam column height was found to change with time according to a decaypattern shown in Figure 3. From the foam decay curves shown in Figure 3, itwas easy to conclude that MSPI had higher foam stability than that of SPI [12].Additionally, it was also observed that the foam decay curve of MSPI was similarto that of acrylic binder. There were some obvious differences in the early decaybetween MSPI and acrylic binder up to 4 h, thereafter the differences in decayalmost vanished and they decayed at the same place.
FTIR spectra of viscose fabric with protein, modified protein and acrylic binder
Figure 4 shows the FTIR spectra of viscose fabric with protein, modified proteinand acrylic binder. Hydroxyl (–OH of alcoholic and carboxylic) and –C=O bandsof viscose fibers are represented at 3296 and 1641 cm�1, respectively. An ester bondat 1723 cm�1 is observed for viscose fabric bonded with acrylic binder. FTIR spec-tra of the viscose fabric bonded with protein exhibit typical amide vibrations,which include amide A (N–H stretching, 3200–3400 cm�1), amide I (C=O stretch-ing at 1640 cm�1), amide II and amide III (N–H bending and CN stretching, ataround 1540 and 1240 cm�1, respectively) as shown in Figure 4. Viscose fabricbonded with modified protein showed the decrease in the intensity of band at1540 cm�1.
Figure 2. Viscosities of binders.
8 Journal of Industrial Textiles 0(00)
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from

XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Mechanical properties
Table 1 shows the tensile properties of viscose fabric both in machine (MD) andcross-machine (CD) directions, at different dilutions of SPI binder. This experiment
Figure 4. FTIR spectra of viscose fabric with different binders.
Figure 3. Foam decay curves for different binders.
Kumar et al. 9
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from

XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
was conducted to determine suitable dilution and foam type for the preparation ofviscose fabric with the protein binder. Tensile strength either decreased or remainedthe same for viscose fabric with decreasing dilution of SPI binder. Interestingly, theelongation at break of the viscose fabric decreased with the increase in the bindercontent. This suggests the increase in the stiffness of the viscose fabric at highercontents of SPI binder. Also, the effect of foam type on the mechanical propertiesof viscose fabric was apparent. From Table 1, resin to water ratio as 40:60 andheavy foam type is the most suitable combination for further studies.
Viscose fabric was prepared by two ways. In the first case, dry fabric and in thesecond case, wet fabric was subjected for bonding with protein binder. Since theprotein binder is hydrophilic in nature, these two approaches were followed to pre-pare the viscose fabric prior to bonding. Figure 5 and Figure 6 show the stress–staincurves of the viscose fabrics bonded by first and second methods, respectively.
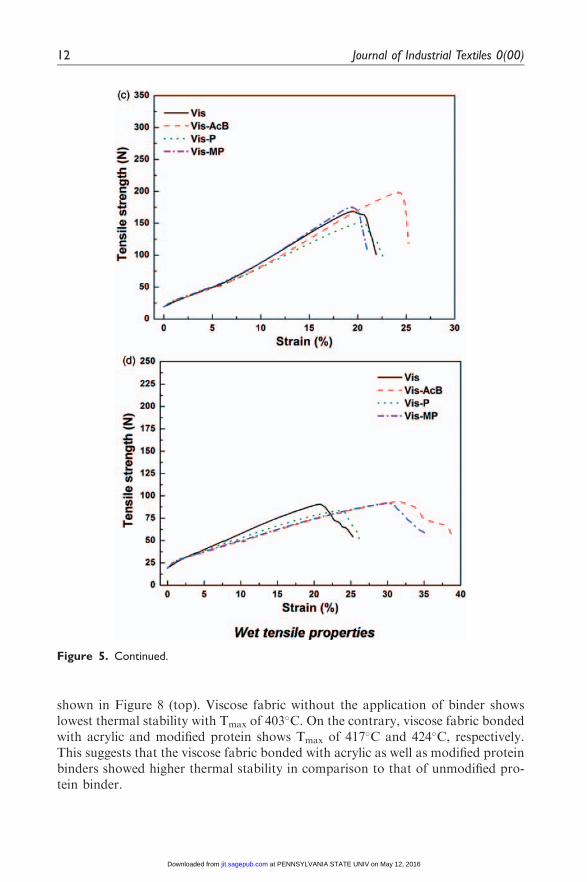
Figure 5(a) and (b) show the stress–strain curves of the bonded viscose fabric incross-machine and machine directions, respectively. As shown in Figure 5(b), thetensile strength in machine direction of viscose fabric with applied acrylic binder(Vis-AcB) is higher than for the other materials Figure 5(c) and (d) shows thestress–strain curves of the bonded viscose fabric in wet conditions. Since the bin-ders used are hydrophilic in nature, the tensile strength of the samples decreases butelongation at break either remains same or increases slightly.
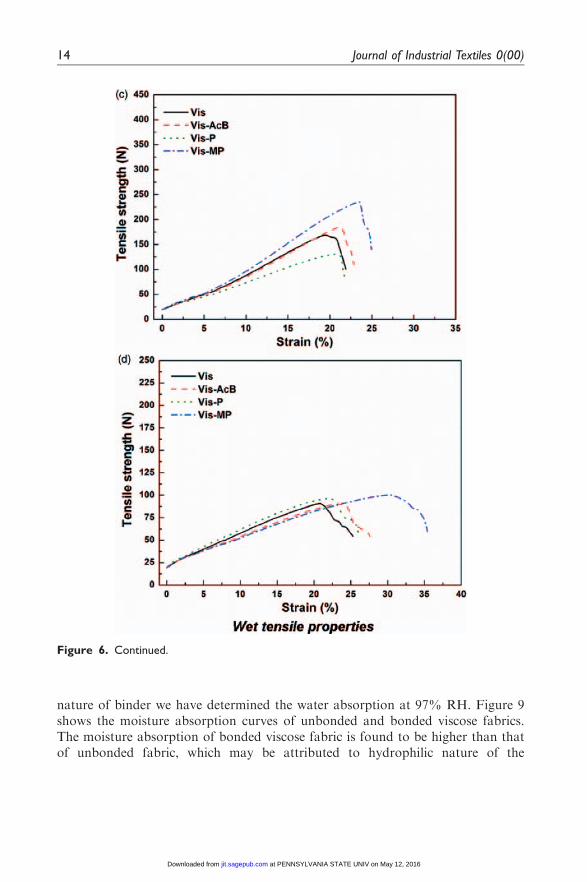
Figure 6(a) and (b) shows the stress–strain curves of the bonded viscose fabric incross-machine and machine directions, respectively. As shown in Figure 6(a), thetensile strength in cross-machine direction of viscose fabric with applied modifiedSPI binder (Vis-MP) is higher than of the other materials.
Also, it is important to note that the pre-wetting of the fabric provided highertensile strength in comparison to using dry fabric. This may be attributed to thehydrophilic nature of the binder. The hydrophilic binder distributes itself effectivelywhen the fabric is wet rather than when it is dry. Figure 6(c) and (d) show the stress–strain curves of the bonded viscose fabric in wet conditions. Since the binders usedare hydrophilic in nature, so again, there is a decrease in the tensile strength of thesamples but elongation at break either remained same or increased slightly.
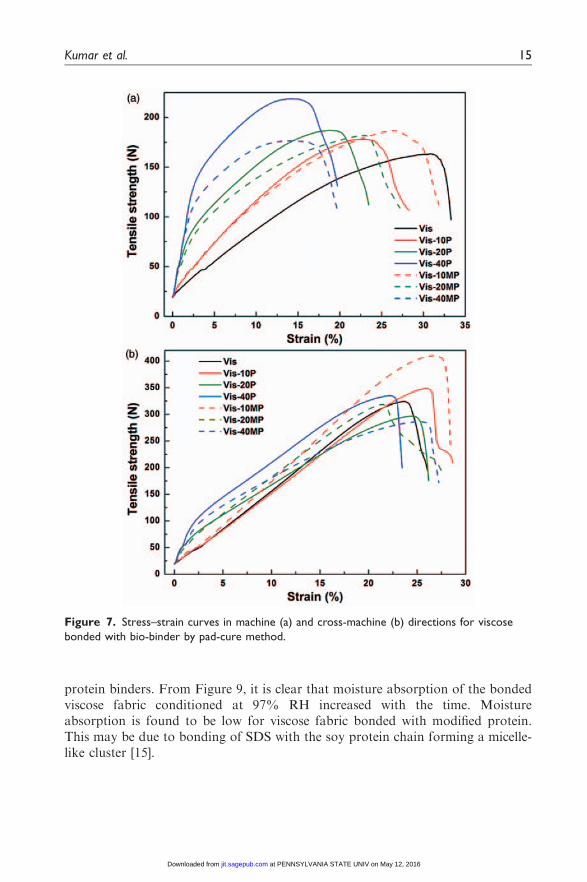
Mechanical properties of viscose fabric bonded with unmodified and modifiedprotein-based bio-binders at different dilution ratios are also compared. We havecalculated the solid content of Vis-40 P/Vis-40MP, Vis-20 P/Vis-20MP and Vis-10 P/Vis10MP as 5.33%, 2% and 0.88%, respectively. The results are shown inFigure 7. In the machine direction (Figure 7(a)), tensile strength of modified pro-tein-padded viscose fabric slightly decreases as compared to unmodified protein-padded viscose fabric.
On the basis of the mechanical properties, we do not find large deviations in thetensile properties of the viscose fabric either prepared by foam application or pad-cure method. So, further characterizations were carried on the samples preparedby foam application method only. The binder pick-up or binder add-on for Vis-P,Vis-MP and Vis-AcB, prepared by foam application method, was found to be19.9� 0.9%, 3.4� 0.5% and 15.0� 1.1%, respectively.
10 Journal of Industrial Textiles 0(00)
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from

XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Thermal properties of viscose fabric with protein, modified proteinand acrylic binder
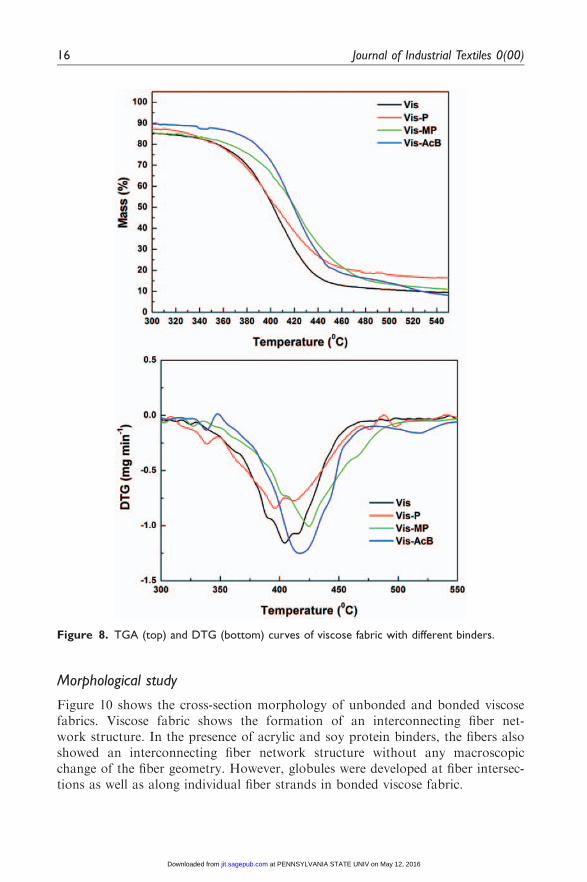
Figure 8 shows the TGA and DTG curves of unbonded and bonded viscose fabrics.The thermal degradation of all the samples experiences a single-stage mass loss as
Figure 5. Stress–strain curves of dry viscose fabric with different binders in dry (a,b) and wet
(c,d) conditions. Here (a), (c) and (b), (d) represent the tensile properties in cross-machine and
machine direction, respectively.
Kumar et al. 11
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
shown in Figure 8 (top). Viscose fabric without the application of binder showslowest thermal stability with Tmax of 403
�C. On the contrary, viscose fabric bondedwith acrylic and modified protein shows Tmax of 417�C and 424�C, respectively.This suggests that the viscose fabric bonded with acrylic as well as modified proteinbinders showed higher thermal stability in comparison to that of unmodified pro-tein binder.
Figure 5. Continued.
12 Journal of Industrial Textiles 0(00)
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from

XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Moisture absorption
Moisture absorption of jute-polypropylene needle-punched nonwoven fabric hasbeen reported by Debnath et al. [13,14]. They have determined the water absorp-tion by dipping the samples in water for 24 h. But in our case, due to hydrophilic
Figure 6. Stress–strain curves of pre-wet viscose fabric with different binders in dry (a,b) and
wet (c,d) conditions. Here (a), (c) and (b), (d) represent the tensile properties in cross-machine
and machine direction, respectively.
Kumar et al. 13
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
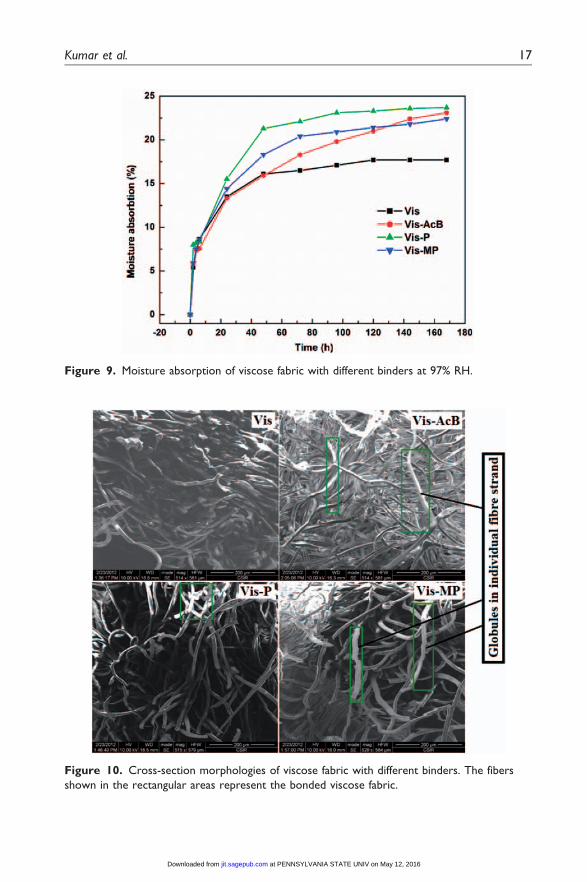
nature of binder we have determined the water absorption at 97% RH. Figure 9shows the moisture absorption curves of unbonded and bonded viscose fabrics.The moisture absorption of bonded viscose fabric is found to be higher than thatof unbonded fabric, which may be attributed to hydrophilic nature of the
Figure 6. Continued.
14 Journal of Industrial Textiles 0(00)
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
protein binders. From Figure 9, it is clear that moisture absorption of the bondedviscose fabric conditioned at 97% RH increased with the time. Moistureabsorption is found to be low for viscose fabric bonded with modified protein.This may be due to bonding of SDS with the soy protein chain forming a micelle-like cluster [15].
Figure 7. Stress–strain curves in machine (a) and cross-machine (b) directions for viscose
bonded with bio-binder by pad-cure method.
Kumar et al. 15
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Morphological study
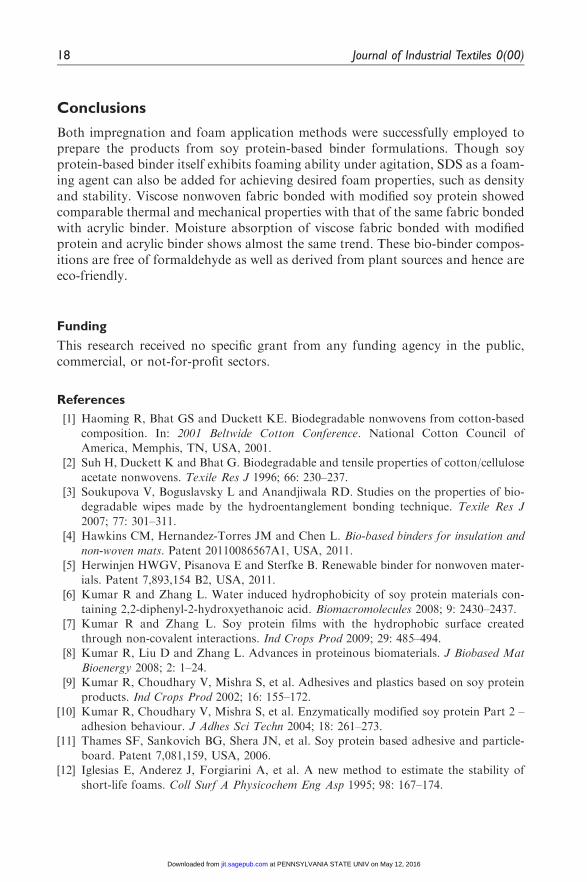
Figure 10 shows the cross-section morphology of unbonded and bonded viscosefabrics. Viscose fabric shows the formation of an interconnecting fiber net-work structure. In the presence of acrylic and soy protein binders, the fibers alsoshowed an interconnecting fiber network structure without any macroscopicchange of the fiber geometry. However, globules were developed at fiber intersec-tions as well as along individual fiber strands in bonded viscose fabric.
Figure 8. TGA (top) and DTG (bottom) curves of viscose fabric with different binders.
16 Journal of Industrial Textiles 0(00)
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:05am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Figure 10. Cross-section morphologies of viscose fabric with different binders. The fibers
shown in the rectangular areas represent the bonded viscose fabric.
Figure 9. Moisture absorption of viscose fabric with different binders at 97% RH.
Kumar et al. 17
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from
XML Template (2013) [23.12.2013–10:06am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
Conclusions
Both impregnation and foam application methods were successfully employed toprepare the products from soy protein-based binder formulations. Though soyprotein-based binder itself exhibits foaming ability under agitation, SDS as a foam-ing agent can also be added for achieving desired foam properties, such as densityand stability. Viscose nonwoven fabric bonded with modified soy protein showedcomparable thermal and mechanical properties with that of the same fabric bondedwith acrylic binder. Moisture absorption of viscose fabric bonded with modifiedprotein and acrylic binder shows almost the same trend. These bio-binder compos-itions are free of formaldehyde as well as derived from plant sources and hence areeco-friendly.
Funding
This research received no specific grant from any funding agency in the public,commercial, or not-for-profit sectors.
References
[1] Haoming R, Bhat GS and Duckett KE. Biodegradable nonwovens from cotton-based
composition. In: 2001 Beltwide Cotton Conference. National Cotton Council of
America, Memphis, TN, USA, 2001.
[2] Suh H, Duckett K and Bhat G. Biodegradable and tensile properties of cotton/cellulose
acetate nonwovens. Texile Res J 1996; 66: 230–237.[3] Soukupova V, Boguslavsky L and Anandjiwala RD. Studies on the properties of bio-
degradable wipes made by the hydroentanglement bonding technique. Texile Res J
2007; 77: 301–311.
[4] Hawkins CM, Hernandez-Torres JM and Chen L. Bio-based binders for insulation and
non-woven mats. Patent 20110086567A1, USA, 2011.[5] Herwinjen HWGV, Pisanova E and Sterfke B. Renewable binder for nonwoven mater-
ials. Patent 7,893,154 B2, USA, 2011.[6] Kumar R and Zhang L. Water induced hydrophobicity of soy protein materials con-
taining 2,2-diphenyl-2-hydroxyethanoic acid. Biomacromolecules 2008; 9: 2430–2437.
[7] Kumar R and Zhang L. Soy protein films with the hydrophobic surface created
through non-covalent interactions. Ind Crops Prod 2009; 29: 485–494.[8] Kumar R, Liu D and Zhang L. Advances in proteinous biomaterials. J Biobased Mat
Bioenergy 2008; 2: 1–24.[9] Kumar R, Choudhary V, Mishra S, et al. Adhesives and plastics based on soy protein
products. Ind Crops Prod 2002; 16: 155–172.
[10] Kumar R, Choudhary V, Mishra S, et al. Enzymatically modified soy protein Part 2 –
adhesion behaviour. J Adhes Sci Techn 2004; 18: 261–273.[11] Thames SF, Sankovich BG, Shera JN, et al. Soy protein based adhesive and particle-
board. Patent 7,081,159, USA, 2006.[12] Iglesias E, Anderez J, Forgiarini A, et al. A new method to estimate the stability of
short-life foams. Coll Surf A Physicochem Eng Asp 1995; 98: 167–174.
18 Journal of Industrial Textiles 0(00)
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from

XML Template (2013) [23.12.2013–10:06am] [1–19]//blrnas3/cenpro/ApplicationFiles/Journals/SAGE/3B2/JITJ/Vol00000/130107/APPFile/SG-JITJ130107.3d (JIT) [-PREPRINTER stage]
[13] Debnath S and Madhusoothanan M. Water absorbency of jute-polypropylene blended
needle-punched nonwoven. J Indus Tex 2010; 39: 215–231.[14] Debnath S, Ganguly PK, De SS, et al. Control of soil moisture and temperature by light
weight jute fabrics. Text Eng 2010; 90: 16–19.
[15] Sureshchandra BR, Appu Rao AG and Narasinga Rao MS. Effect of sodium dodecylsulfate on the conformation of soybean glycinin. J Agric Food Chem 1987; 35: 244–247.
Kumar et al. 19
at PENNSYLVANIA STATE UNIV on May 12, 2016jit.sagepub.comDownloaded from





























