Embed Size (px)
Citation preview
http://jtc.sagepub.com/Composite Materials
Journal of Thermoplastic
http://jtc.sagepub.com/content/early/2013/11/21/0892705713513291The online version of this article can be found at:
DOI: 10.1177/0892705713513291
published online 26 November 2013Journal of Thermoplastic Composite MaterialsKoay Seong Chun, Salmah Husseinsyah and Hakimah Osman
Effect of maleated polypropyleneUtilization of cocoa pod husk as filler in polypropylene biocomposites:
Published by:
http://www.sagepublications.com
at: can be foundJournal of Thermoplastic Composite MaterialsAdditional services and information for
http://jtc.sagepub.com/cgi/alertsEmail Alerts:
http://jtc.sagepub.com/subscriptionsSubscriptions:
http://www.sagepub.com/journalsReprints.navReprints:
http://www.sagepub.com/journalsPermissions.navPermissions:
What is This?
- Nov 26, 2013OnlineFirst Version of Record >>
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
Article
Utilization of cocoapod husk as filler inpolypropylenebiocomposites: Effectof maleatedpolypropylene
Koay Seong Chun1, Salmah Husseinsyah1 andHakimah Osman1
AbstractThe aim of the research was to utilize cocoa pod husk (CPH) in polypropylene (PP)biocomposites. Maleated polypropylene (MAPP) was used as coupling agent to improvethe properties of PP/CPH biocomposites. The addition of MAPP had increased thestabilization torque of PP/CPH biocomposites. The tensile strength and modulus ofPP/CPH with MAPP were higher compared to PP/CPH biocomposites without MAPP,except the elongation at break decreased. The crystallinity and thermal stability of PP/CPH biocomposites with MAPP increased. These improvements were due to theenhanced interfacial bonding between CPH and PP matrix, which were proved by SEManalysis.
KeywordsCocoa pod husk, polypropylene, biocomposites, maleated polypropylene
Introduction
Cocoa (Theobroma Cacao) is an important agricultural crop in several tropical countries.1–3
Cocoa pod husk (CPH) is a by-product of the process of obtaining cocoa bean from cocoa
1 Division of Polymer Engineering, School of Materials Enginering, Universiti Malaysia Perlis, Jejawi, Perlis,
Malaysia
Corresponding author:
Salmah Husseinsyah, Division of Polymer Engineering, School of Materials Engineering, Universiti Malaysia
Perlis, Jejawi 02600, Perlis, Malaysia.
Email: [email protected]
Journal of Thermoplastic Composite
Materials
1–15
ª The Author(s) 2013
Reprints and permissions:
sagepub.co.uk/journalsPermissions.nav
DOI: 10.1177/0892705713513291
jtc.sagepub.com
1
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from

pod, and it usually accounts for 52–76% of the cocoa pod wet weight. In the cocoa industry,
every ton of dry cocoa bean produced will generate 10 ton of CPH as waste.2,3 In general, the
CPH is readily abundant but does not have any market value. Therefore, the utilization of
CPH as natural filler in thermoplastic materials will provide a new application route for CPH
as the useful resource for thermoplastic industry. Moreover, the utilization of CPH can bring
economic benefit and reduce the environmental impact. Recently, the use of natural filler in
thermoplastic materials also gained great interest among researchers and industries due to
some advantage of natural filler compared to mineral filler (e.g., calcium carbonate, kaolin,
mica, and talc), for example, low cost, renewable, minimal health hazard, low density, less
abrasion to machine, biodegradable, and ecofriendly4–7
Currently, there are numerous combinations of agricultural by-products (such as
coconut shell,4–7 palm kernel shell,8 corn cob,9 durian seed,10 rice husk,11 banana fiber,12
rapeseed,13 sunflower stalk,14 and sunflower seed cake15) and thermoplastic materials
had been developed by researchers to produce biocomposites. Moreover, some of the
biocomposites already marketed in Malaysia, like Melsom Biodegradable Enterprise
made eco-friendly tableware from rice husk-based thermoplastic biocomposites mate-
rial.7 In our previous studies, coconut shell and corn cob was introduced to polylactic
acid thermoplastic to produce ecopackaging and ecotableware materials.6,9 Currently,
the developments of polypropylene (PP)/CPH biocomposites have the potential to
replace forest product, such as wooden fittings, fixtures, deck, and furniture. This will
reduce the forest consumption in cutting trees and give benefit to environment.
Generally, the poor adhesion between natural filler and thermoplastic matrix due to
the polarity difference are common issue among researchers and industries. Therefore,
without coupling agents, biocomposites with good filler dispersion, filler–matrix
adhesion, and mechanical strength are hard to achieve. Usually, maleated polymers
(such as maleated polypropylene (MAPP) and maleated polyethylene (MAPE)) are used
as coupling agents in the production of natural filler-based biocomposites. During com-
pounding process at temperature above 170�C, maleated polymer is active and then the
maleic anhydride group is chemically reacting with natural filler via esterification.16 The
long polymer chains covalently bond to the filler surface provide more efficient interfa-
cial bonding with matrix. Thus, many researchers reported the biocomposites properties
were remarkably improved by adding maleated polymer.10,14–21
Nowadays, there is no research on CPH-filled PP biocomposites. Against this back-
ground, the present research has been undertaken, with the aim to utilize CPH as filler in
PP biocomposites. The present research is to investigate the effect of filler content and
MAPP on processing torque, mechanical properties, thermal properties, and morphology
of PP/CPH biocomposites.
Methodology
Materials
CPH was collected from cocoa plantations, Perak, Malaysia. First, the CPH was dried in
oven at 80�C for 24 h. The dried CPH was crush into small pieces and further ground into
2 Journal of Thermoplastic Composite Materials
2
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
fine powder. The CPH powder was sieved and average particle size of CPH powder was
22 mm, which was measured by Malvern Particle Size Analyzer Instrument (Italy). PP
type co-polymer, grade SM 340 used as matrix, was supplied by Titan Petchem (M) Sdn.
Bhd (Malaysia). MAPP used was obtained from Sigma Aldrich (Penang, Malaysia).
Melt compounding and molding procedures
The PP/CPH biocomposites with and without MAPP were compounded using Bra-
bender1 plastograph intermixer, Model EC PLUS (Germany) at a counterrotating mode
of 180�C and rotor speed of 50 r min�1 (Table 1). The mixing procedures involved (i) PP
transferred into mixing chamber for 3 min until it melted homogeneously and (ii) CPH was
added to molten PP and mixed continuously for 5 min. The total time for compounding
was 8 min. All the compounds were molded into 1 mm thickness sheet using hot press,
model GT 7014A (Taiwan) at 180�C. The compression sequences involved (i) preheat
compound for 4 min; (ii) compress under pressure of 100 kgf cm�2 for 1 min; and (iii) cool
under the same pressure for 5 min. The PP/CPH biocomposites sheet was cut into tensile
bar using dumbbell cutter with the dimension referring to ASTM D638 type IV.
Processing torque measurement
The processing torque was measured during the compounding of PP/CPH biocomposites
by using Brabender plastrograph internal mixer. The torque changes with time in
biocomposites were recorded, and the torques versus time curves were plotted by com-
puter. The torque values at the end of processing time were taken as stabilization torque.
Tensile testing
The tensile tests were carried out by Instron Universal Testing Machine, model 5569
(Massachusetts, USA). The load cell selected was 50 kN and the cross-head speed used
was 30 mm min�1. The test was performed at 25 + 2�C condition.
Morphological analysis
The tensile fracture surface of PP/CPH biocomposites were analyzed using SEM, model
JEOL JSM-6460 LA (Japan). The samples were coated with a thin layer of palladium for
conductive purpose and analyzed at 5 keV.
Table 1. Formulation of PP/CPH biocomposites.a
Materials PP (phr) CPH (phr) MAPP (phr)
PP/CPH without MAPP 100 0, 10, 20, 30, 40 –PP/CPH with MAPP 100 10, 20, 30, 40 5*
aCPH: cocoa pod husk; PP: polypropylene; MAPP: maleated polypropylene; phr: part per hundred resin.*5 phr from weight of PP.
Chun et al. 3
3
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
Fourier transform infrared (FTIR) spectroscopy
FTIR analysis of neat PP, PP/CPH biocomposites with and without MAPP was carried
out by PerkinElmer Spectrum FTIR, Model Paragon 1000 (Germany) and the attenuated
total reflectance (ATR) method was applied. The sample was recorded with 4 scans in
the frequency range of 4000–650 cm�1 with a resolution of 4 cm�1.
Differential scanning calorimetry analysis
Differential scanning calorimetry (DSC) analysis was evaluated using DSC Q10,
Research Instrument (California, USA). The sample was cut into small pieces and placed
into closed aluminum pan with sample weight in range of 7 + 2 mg. The specimen was
heated from 30 to 200�C with a heating rate of 10�C min�1 under nitrogen atmosphere.
The nitrogen gas flow rate was 50 ml min�1. The degree of crystallinity of biocomposite
(Xc) can be evaluated from DSC data using the following equation:
Xc ¼ �Hf =�H0f
� �� 100; ð1Þ
where �Hf is the heat fusion of the PP/CPH biocomposites and �H0f the heat fusion for
100% crystalline PP (�H100 ¼ 209 J g�1).
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was carried out using TGA Pyris Diamond Perkin
Elmer apparatus (California, USA). The sample was about 7 + 2 mg in weight and was
placed into platinum crucible. Then, the sample was heated from 30 to 700�C at a heating
rate of 10�C min�1 under nitrogen atmospheric condition with the nitrogen flow rate of
50 ml min�1.
Results & discussion
Processing torque
The processing torque verses time curves for PP/CPH biocomposites with and without
MAPP are shown in Figure 1. The first processing torque increased rapidly, while the PP
pellets transferred into the mixing chamber. This was due to the shearing action from the
solid PP pellets. The processing torque was reduced gradually with the change in
viscosity as the PP pellets was melted at high temperature and under shearing. For
PP/CPH biocomposites, a second processing torque was increased at time after 3 min.
This is due to the fact that dispersive resistance from CPH particles increased the
viscosity of PP matrix. Furthermore, the processing torque gradually decreased and
achieved the stabilization torque after PP and CPH were homogenously mixed. This was
a common trend that was also followed in our previous research and by other
researchers.22,23 Figure 2 shows the stabilization torque of PP/CPH biocomposites with
and without MAPP. The stabilization torque of both biocomposites increased with
increasing of CPH content. This was because the dispersed CPH particles in molten PP
4 Journal of Thermoplastic Composite Materials
4
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
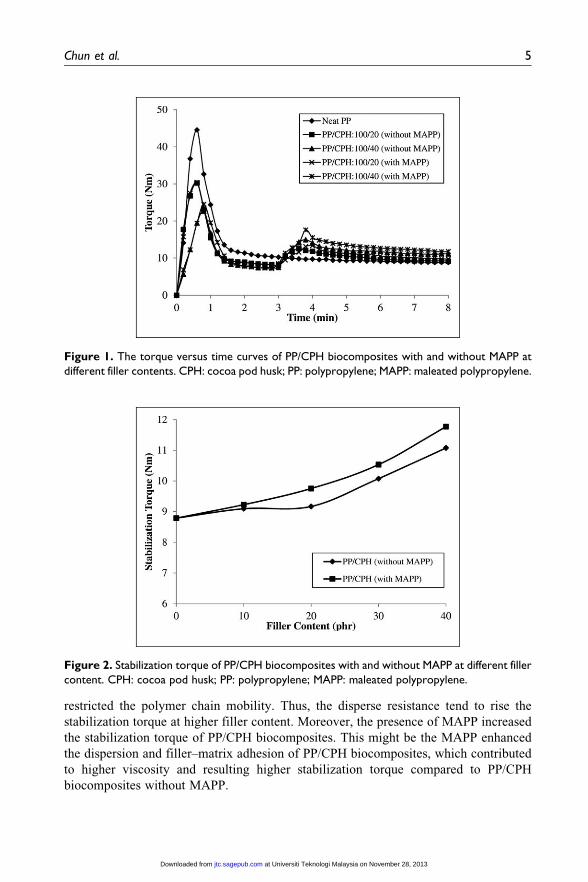
restricted the polymer chain mobility. Thus, the disperse resistance tend to rise the
stabilization torque at higher filler content. Moreover, the presence of MAPP increased
the stabilization torque of PP/CPH biocomposites. This might be the MAPP enhanced
the dispersion and filler–matrix adhesion of PP/CPH biocomposites, which contributed
to higher viscosity and resulting higher stabilization torque compared to PP/CPH
biocomposites without MAPP.
Figure 1. The torque versus time curves of PP/CPH biocomposites with and without MAPP atdifferent filler contents. CPH: cocoa pod husk; PP: polypropylene; MAPP: maleated polypropylene.
Figure 2. Stabilization torque of PP/CPH biocomposites with and without MAPP at different fillercontent. CPH: cocoa pod husk; PP: polypropylene; MAPP: maleated polypropylene.
Chun et al. 5
5
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
Tensile properties
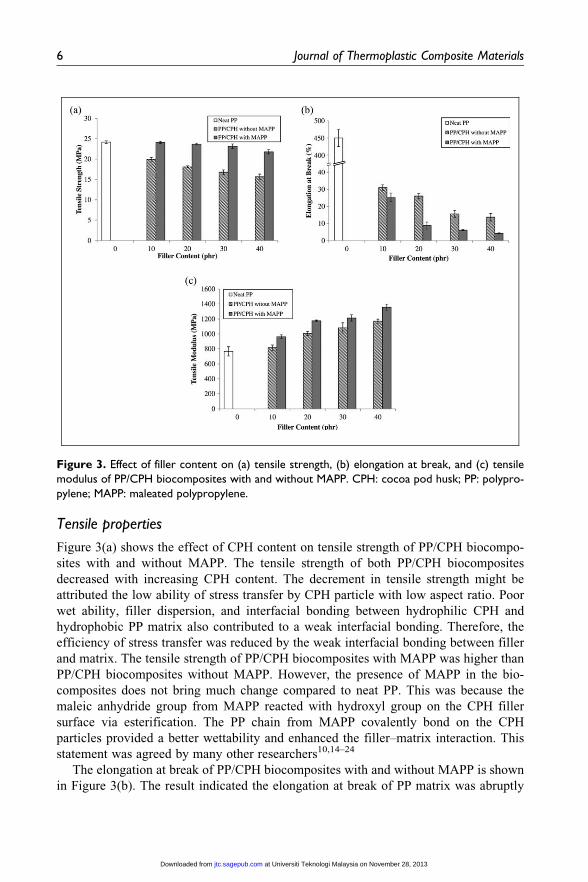
Figure 3(a) shows the effect of CPH content on tensile strength of PP/CPH biocompo-
sites with and without MAPP. The tensile strength of both PP/CPH biocomposites
decreased with increasing CPH content. The decrement in tensile strength might be
attributed the low ability of stress transfer by CPH particle with low aspect ratio. Poor
wet ability, filler dispersion, and interfacial bonding between hydrophilic CPH and
hydrophobic PP matrix also contributed to a weak interfacial bonding. Therefore, the
efficiency of stress transfer was reduced by the weak interfacial bonding between filler
and matrix. The tensile strength of PP/CPH biocomposites with MAPP was higher than
PP/CPH biocomposites without MAPP. However, the presence of MAPP in the bio-
composites does not bring much change compared to neat PP. This was because the
maleic anhydride group from MAPP reacted with hydroxyl group on the CPH filler
surface via esterification. The PP chain from MAPP covalently bond on the CPH
particles provided a better wettability and enhanced the filler–matrix interaction. This
statement was agreed by many other researchers10,14–24
The elongation at break of PP/CPH biocomposites with and without MAPP is shown
in Figure 3(b). The result indicated the elongation at break of PP matrix was abruptly
Figure 3. Effect of filler content on (a) tensile strength, (b) elongation at break, and (c) tensilemodulus of PP/CPH biocomposites with and without MAPP. CPH: cocoa pod husk; PP: polypro-pylene; MAPP: maleated polypropylene.
6 Journal of Thermoplastic Composite Materials
6
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
reduced by the addition of CPH. It is possible that the presence of rigid interface between
CPH particle and PP matrix decreased the deformability of PP matrix. This led to more
rigid and stiffer biocomposites. The PP biocomposites with coconut shell,7 rattan,22 rice
husk,23 wood flour,24,25 and chitosan26,27 also showed a similar trend on elongation at
break. Furthermore, the PP/CPH biocomposites with MAPP exhibit lower elongation at
break than PP/CPH biocomposites without MAPP. This was because the MAPP
enhanced the interfacial interaction between CPH and PP matrix, and it generated a
stronger interfacial bonding due to the reduction of molecular chain flexibility. This was
a general observation that was also found by other researchers.24,25
Figure 3(c) illustrated the tensile modulus of PP/CPH biocomposites with and without
MAPP increased with the CPH content. Both biocomposites showed increased trend on
tensile modulus because the CPH particles were rigid than the PP matrix. Therefore, the
stiffness of biocomposites increased with the additional of CPH as expected. The increase
in tensile modulus was also supported by the increased surface crystallization over bulk
crystallization of PP matrix. The presence of CPH promoted transcrystalline formed
around the filler surface. As a result, the crystalline region in PP matrix increased, and it
might increase the tensile modulus of biocomposites. The tensile modulus of PP/CPH
biocomposites was significantly higher with the addition of MAPP. The increase in tensile
modulus of biocomposites was due to the improvement in interfacial bonding between the
CPH and the PP matrix. A strong interfacial bonding also enhanced the nucleating effect of
CPH on PP matrix, and it yields stiffer biocomposites. Some other researchers also found
that the addition of natural filler increased the tensile modulus of PP biocomposites and the
tensile modulus was further increased by MAPP.10,14–24
Morphological study
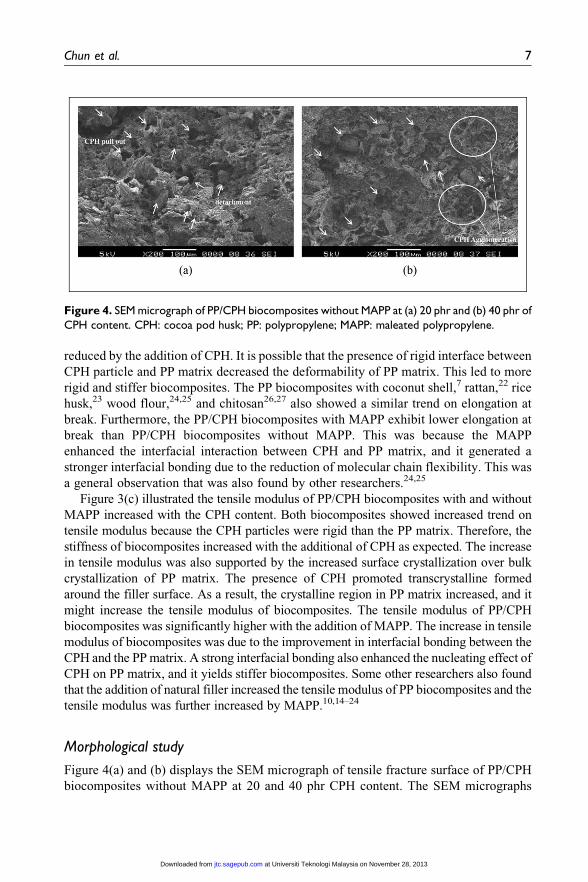
Figure 4(a) and (b) displays the SEM micrograph of tensile fracture surface of PP/CPH
biocomposites without MAPP at 20 and 40 phr CPH content. The SEM micrographs
Figure 4. SEM micrograph of PP/CPH biocomposites without MAPP at (a) 20 phr and (b) 40 phr ofCPH content. CPH: cocoa pod husk; PP: polypropylene; MAPP: maleated polypropylene.
Chun et al. 7
7
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
show poor filler dispersion and agglomeration of CPH particles. This indicated the
incompatibility between hydrophilic CPH and hydrophobic PP matrix. Figure 4(a) and
(b) also shows fibrils, indicating plastic deformation of PP matrix. This was because of
the poor filler–matrix interaction and the PP matrix can deform independently until CPH
particles inherent in the deformation. The poor filler–matrix interaction also assigned to
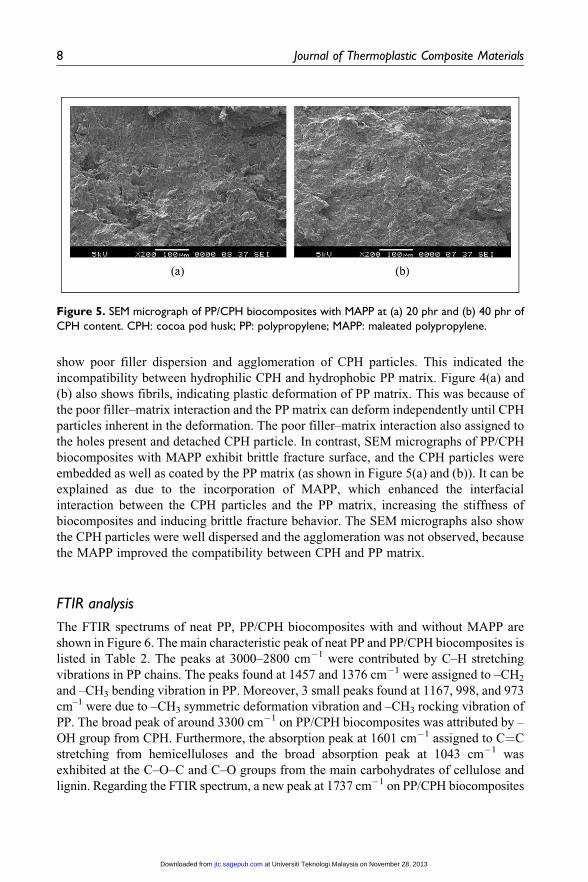
the holes present and detached CPH particle. In contrast, SEM micrographs of PP/CPH
biocomposites with MAPP exhibit brittle fracture surface, and the CPH particles were
embedded as well as coated by the PP matrix (as shown in Figure 5(a) and (b)). It can be
explained as due to the incorporation of MAPP, which enhanced the interfacial
interaction between the CPH particles and the PP matrix, increasing the stiffness of
biocomposites and inducing brittle fracture behavior. The SEM micrographs also show
the CPH particles were well dispersed and the agglomeration was not observed, because
the MAPP improved the compatibility between CPH and PP matrix.
FTIR analysis
The FTIR spectrums of neat PP, PP/CPH biocomposites with and without MAPP are
shown in Figure 6. The main characteristic peak of neat PP and PP/CPH biocomposites is
listed in Table 2. The peaks at 3000–2800 cm�1 were contributed by C–H stretching
vibrations in PP chains. The peaks found at 1457 and 1376 cm�1 were assigned to –CH2
and –CH3 bending vibration in PP. Moreover, 3 small peaks found at 1167, 998, and 973
cm–1 were due to –CH3 symmetric deformation vibration and –CH3 rocking vibration of
PP. The broad peak of around 3300 cm�1 on PP/CPH biocomposites was attributed by –
OH group from CPH. Furthermore, the absorption peak at 1601 cm�1 assigned to C¼C
stretching from hemicelluloses and the broad absorption peak at 1043 cm�1 was
exhibited at the C–O–C and C–O groups from the main carbohydrates of cellulose and
lignin. Regarding the FTIR spectrum, a new peak at 1737 cm�1 on PP/CPH biocomposites
Figure 5. SEM micrograph of PP/CPH biocomposites with MAPP at (a) 20 phr and (b) 40 phr ofCPH content. CPH: cocoa pod husk; PP: polypropylene; MAPP: maleated polypropylene.
8 Journal of Thermoplastic Composite Materials
8
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
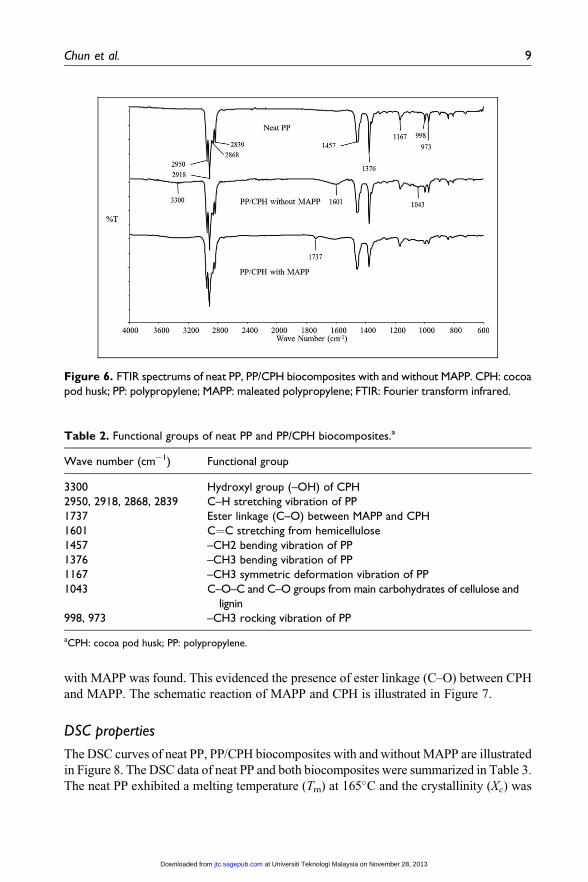
with MAPP was found. This evidenced the presence of ester linkage (C–O) between CPH
and MAPP. The schematic reaction of MAPP and CPH is illustrated in Figure 7.
DSC properties
The DSC curves of neat PP, PP/CPH biocomposites with and without MAPP are illustrated
in Figure 8. The DSC data of neat PP and both biocomposites were summarized in Table 3.
The neat PP exhibited a melting temperature (Tm) at 165�C and the crystallinity (Xc) was
Figure 6. FTIR spectrums of neat PP, PP/CPH biocomposites with and without MAPP. CPH: cocoapod husk; PP: polypropylene; MAPP: maleated polypropylene; FTIR: Fourier transform infrared.
Table 2. Functional groups of neat PP and PP/CPH biocomposites.a
Wave number (cm�1) Functional group
3300 Hydroxyl group (–OH) of CPH2950, 2918, 2868, 2839 C–H stretching vibration of PP1737 Ester linkage (C–O) between MAPP and CPH1601 C¼C stretching from hemicellulose1457 –CH2 bending vibration of PP1376 –CH3 bending vibration of PP1167 –CH3 symmetric deformation vibration of PP1043 C–O–C and C–O groups from main carbohydrates of cellulose and
lignin998, 973 –CH3 rocking vibration of PP
aCPH: cocoa pod husk; PP: polypropylene.
Chun et al. 9
9
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
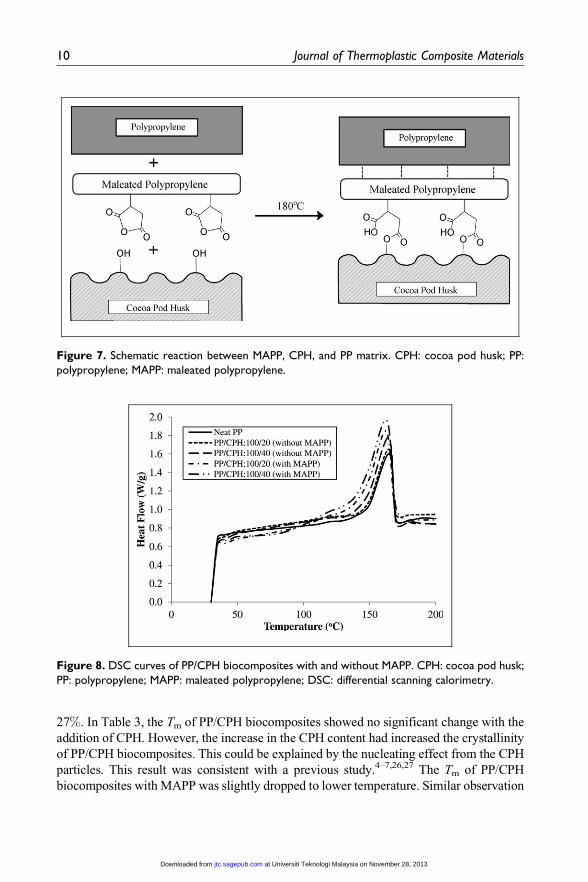
27%. In Table 3, the Tm of PP/CPH biocomposites showed no significant change with the
addition of CPH. However, the increase in the CPH content had increased the crystallinity
of PP/CPH biocomposites. This could be explained by the nucleating effect from the CPH
particles. This result was consistent with a previous study.4–7,26,27 The Tm of PP/CPH
biocomposites with MAPP was slightly dropped to lower temperature. Similar observation
Figure 7. Schematic reaction between MAPP, CPH, and PP matrix. CPH: cocoa pod husk; PP:polypropylene; MAPP: maleated polypropylene.
Figure 8. DSC curves of PP/CPH biocomposites with and without MAPP. CPH: cocoa pod husk;PP: polypropylene; MAPP: maleated polypropylene; DSC: differential scanning calorimetry.
10 Journal of Thermoplastic Composite Materials
10
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
was also found by Nadir et al.15 Alternately, the crystallinity of PP/CPH biocomposites
increased with MAPP. This is due to the presence of MAPP, promoting the migration and
diffusion of PP chain to growth crystalline structure on the CPH filler surface.
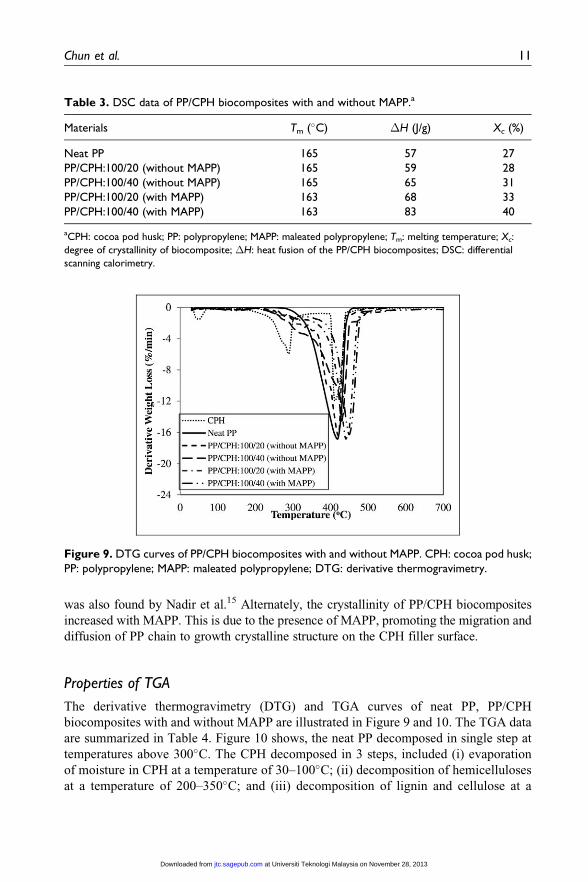
Properties of TGA
The derivative thermogravimetry (DTG) and TGA curves of neat PP, PP/CPH
biocomposites with and without MAPP are illustrated in Figure 9 and 10. The TGA data
are summarized in Table 4. Figure 10 shows, the neat PP decomposed in single step at
temperatures above 300�C. The CPH decomposed in 3 steps, included (i) evaporation
of moisture in CPH at a temperature of 30–100�C; (ii) decomposition of hemicelluloses
at a temperature of 200–350�C; and (iii) decomposition of lignin and cellulose at a
Table 3. DSC data of PP/CPH biocomposites with and without MAPP.a
Materials Tm (�C) �H (J/g) Xc (%)
Neat PP 165 57 27PP/CPH:100/20 (without MAPP) 165 59 28PP/CPH:100/40 (without MAPP) 165 65 31PP/CPH:100/20 (with MAPP) 163 68 33PP/CPH:100/40 (with MAPP) 163 83 40
aCPH: cocoa pod husk; PP: polypropylene; MAPP: maleated polypropylene; Tm: melting temperature; Xc:
degree of crystallinity of biocomposite; �H: heat fusion of the PP/CPH biocomposites; DSC: differential
scanning calorimetry.
Figure 9. DTG curves of PP/CPH biocomposites with and without MAPP. CPH: cocoa pod husk;PP: polypropylene; MAPP: maleated polypropylene; DTG: derivative thermogravimetry.
Chun et al. 11
11
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
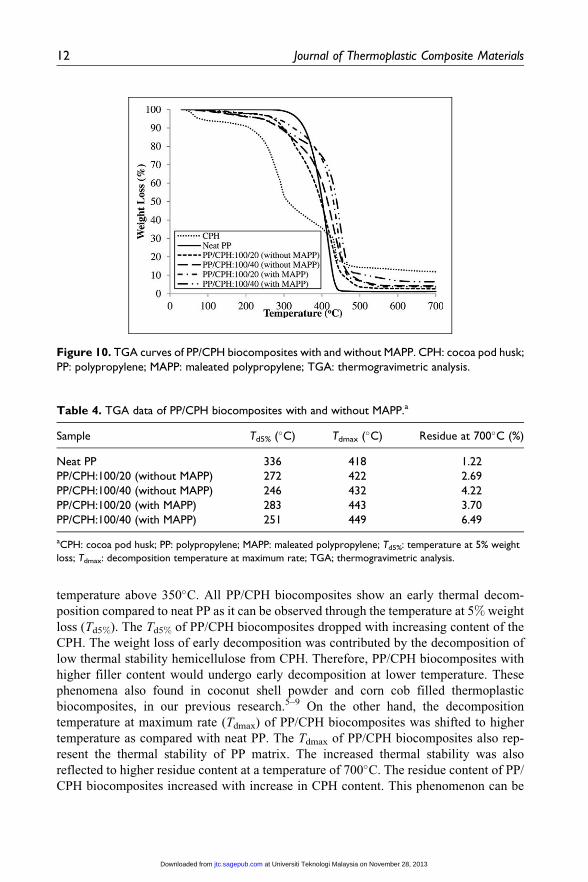
temperature above 350�C. All PP/CPH biocomposites show an early thermal decom-
position compared to neat PP as it can be observed through the temperature at 5% weight
loss (Td5%). The Td5% of PP/CPH biocomposites dropped with increasing content of the
CPH. The weight loss of early decomposition was contributed by the decomposition of
low thermal stability hemicellulose from CPH. Therefore, PP/CPH biocomposites with
higher filler content would undergo early decomposition at lower temperature. These
phenomena also found in coconut shell powder and corn cob filled thermoplastic
biocomposites, in our previous research.5–9 On the other hand, the decomposition
temperature at maximum rate (Tdmax) of PP/CPH biocomposites was shifted to higher
temperature as compared with neat PP. The Tdmax of PP/CPH biocomposites also rep-
resent the thermal stability of PP matrix. The increased thermal stability was also
reflected to higher residue content at a temperature of 700�C. The residue content of PP/
CPH biocomposites increased with increase in CPH content. This phenomenon can be
Figure 10. TGA curves of PP/CPH biocomposites with and without MAPP. CPH: cocoa pod husk;PP: polypropylene; MAPP: maleated polypropylene; TGA: thermogravimetric analysis.
Table 4. TGA data of PP/CPH biocomposites with and without MAPP.a
Sample Td5% (�C) Tdmax (�C) Residue at 700�C (%)
Neat PP 336 418 1.22PP/CPH:100/20 (without MAPP) 272 422 2.69PP/CPH:100/40 (without MAPP) 246 432 4.22PP/CPH:100/20 (with MAPP) 283 443 3.70PP/CPH:100/40 (with MAPP) 251 449 6.49
aCPH: cocoa pod husk; PP: polypropylene; MAPP: maleated polypropylene; Td5%: temperature at 5% weight
loss; Tdmax: decomposition temperature at maximum rate; TGA; thermogravimetric analysis.
12 Journal of Thermoplastic Composite Materials
12
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
explained by the generation of high thermal stability pyrolysis product from early
decomposition of hemicelluloses provided thermal insulative behavior to matrix, thus
the process of thermal decomposition of biocomposites was delayed.4–7 As a result, the
Tdmax and residue content of PP/CPH biocomposites increased at higher CPH content.
Furthermore, the thermal stability of PP/CPH biocomposites with MAPP was better than
PP/CPH biocomposites without MAPP, because the PP/CPH biocomposites with MAPP
showed higher Td5%, Tdmax, and residue content. The existence of MAPP will enable a
better thermal protecting layer chemically bonded on CPH surface and providing
stronger filler–matrix interaction, thus assigned to better thermal stability.
Conclusions
The following conclusions were drawn from the above studies:
1. The processing torque of PP/CPH biocomposites increased with increasing CPH
content. The torque of PP/CPH biocomposites with MAPP were higher compared
to PP/CPH biocomposites without MAPP.
2. The increase in CPH content decreased the tensile strength and the elongation at break
of PP/CPH biocomposites but increased the tensile modulus. The addition of MAPP
improved the tensile strength and tensile modulus of PP/CPH biocomposites.
3. The PP/CPH biocomposites without MAPP exhibit poor filler dispersion, incompat-
ibility and interfacial interaction between CPH and PP matrix. The SEM micrograph
had proved the filler–matrix interaction of PP/CPH biocomposites was improved by
MAPP.
4. The crystallinity of PP matrix increased with the presence of CPH content, and it
increased with a change in CPH content. However, the Tm of PP matrix was not
influenced by the CPH content. The crystallinity of PP/CPH biocomposites
increased with the addition of MAPP.
5. The PP/CPH biocomposites exhibit an early thermal decomposition, but they showed
higher thermal stability at higher temperature. The thermal stability of PP/CPH bio-
composites with MAPP improved as the Td5%, Tdmax, and residue content at 700�Cincreased.
Funding
This research received no specific grant from any funding agency in the public, commer-
cial, or not-for-profit sectors.
References
1. Lucia CM, Reinaldo FT, and Carmen Lucia DOP. Extraction and characterization of pectin
from cocoa pod husks (Theobroma cocoa L.) with citric acid. LWT-Food Sci Technol 2012;
49: 108–116.
2. Lucia CM, Renata Dias d MCA, and Carmen Lucia DOP. Cacao pod husks (Theobroma cocoa L.):
composition and hot-water-soluble. Indus Crop Prod 2001; 34: 1173–1181.
Chun et al. 13
13
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
3. Chun KS, Husseinsyah S, and Osman H. Modified cocoa pod husk-filled polypropylene
composites by methacrylic acid. BioResources 2013; 8: 3260–3275.
4. Chun KS, Husseinsyah S, and Osman H. Mechanical and thermal properties of coconut shell
powder filled polylactic acid biocomposites: effect of filler content and silane coupling agent.
J Polym Res 2012; 19: 1–8.
5. Salmah H, Koay SC, and Hakimah O. Surface modification of coconut shell powder filled
polylactic acid biocomposites. J Thermoplast Compos Mater 2013; 26: 809–819.
6. Chun KS, Husseinsyah S, and Osman H. Properties of coconut shell powder-filled polylactic
acid ecocomposites: effect of maleic acid. Polym Eng Sci 2013; 53: 1109–1116.
7. Chun KS, Husseinsyah S, and Azizi FN. Characterization and properties of recycled polypro-
pylene/coconut shell powder composites: effect of sodium dodecyl sulphate modification.
Polym Plast Technol Eng 2013; 52: 287–294.
8. Salmah H, Romisuhani A, and Akmal H. Low-density polyethylene /palm kernel shell
composites: effect of polyethylene co-acrylic acid. J Thermoplast Compos Mater 2013;
26: 3–15.
9. Koay SC and Salmah H. Polylactic acid/corn cob eco-composites: effect of new coupling
agent. J Thermoplast Compos Mater. Epub ahead of print 24 Febuary 2013. doi:10.1177/
0892705712475008.
10. Osman H and Zakaria MH. Effects of durian seed flour on processing torque, tensile, thermal
and biodegradation properties of polypropylene and high density polyethylene composites.
Polym Plast Technol Eng 2012; 51: 243–250.
11. Panthapulakkal S, Law S, and Sain M. Enhancement of processability of rice husk filled
high-density polyethylene composites profiles. J Thermoplast Compos Mater 2005; 18:
445–448.
12. Biswal M, Mohanty S, and Nayak SK. Banana fiber-reinforced polypropylene nanocompo-
sites: effect of fiber treatment on mechanical, thermal, and dynamic mechanical properties.
J Thermoplast Compos Mater 2012; 25: 765–790.
13. Zabihzadeh SM, Omidvar A, Marandi MAB, Mirmehdi SM, and Dastoorian F. Physical and
mechanical properties of rapeseed waste-filled LLDPE composites. J Thermoplast Compos
Mater 2011; 24: 477–458.
14. Kaymakci A, Ayrilmis N, Ozdemir F, and Gulee T. Utilization of sunflower stalk in manufac-
ture of thermoplastic composites. J Polym Environ. Epub ahead of print 18 December 2012.
doi:10.1007/s10924-012-0564-9.
15. Ayrilmis N, Kaymakci A, and Ozedemir F. Sunflower seed cake as reinforcing filler in
thermoplastic composites. J Appl Polym Sci 2013; 129: 1170–1178.
16. Kabir MM, Wang H, Lau KT, and Cardona F. Chemical treatment on plant-based natural fibre
reinforced polymer composites: an overview. Compos B 2012; 43: 2883–2892.
17. Osman H, Ismail H, and Mariatti M. Polypropylene/natural rubber composites filled with
recycled newspaper: effect of chemical treatment using maleic anhydride-grafted polypropy-
lene and 3-aminopropyltriethoxysilane. Polym Compos 2012; 33: 609–618.
18. Salmah, Ismail H and Abu Bakar A. The effect of compatibilizer and coupling agent on the
properties of paper sludge filled polypropylene (PP)/ethylene propylene diene terpolymer
(EPDM) composites. Polym Plast Technol Eng 2005; 44: 863–879.
19. Salmah H and Ismail H. The effect of filler loading and meleated polypropylene on properties
of rubber wood filled polypropylene/natural rubber composites. J Reinforc Plast Compos
2008; 27: 1867–1876.
20. Bledzki AK, Faruk O, and Huque M. Physico-mechanical studies of wood fiber reinforced
composites. Polym Plast Technol Eng 2002; 41: 435–451.
14 Journal of Thermoplastic Composite Materials
14
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from
21. Sombatsompop N, Yotinwattanakumtorn C, and Thongpin C. Influence of type and concen-
tration of maleic anhydride grafted polypropylene and impact modifiers on mechanical
properties of PP/wood sawdust composites. J Appl Polym Sci 2005; 97: 475–484.
22. Shaari Balakrishana N, Ismail H, and Othman N. The effects of rattan filler loadings on prop-
erties of rattan powder-filled polypropylene composites. Bioresources 2012; 7: 5677–5678.
23. Hattotuwa GB, Premala, Ismail H, and Baharin A. Comparison of the mechanical properties of
rice husk powder filled polypropylene composites with talc filled polypropylene composites.
Polym Tes 2002; 21: 833–839.
24. Tajvidi M and Ebrahimi G. Water uptake and mechanical characteristics of natural filler-
polypropylene composites. J Applied Polym Sci 2003; 88: 941–946.
25. Danyadi L, Renner K, Szabo Z, Nagy G, Moczo J, and Pukanszky B. Wood flour filled PP
composites: adhesion, deformation, failure. Polym Adv Technol 2006; 17: 967–974.
26. Salmah H, Faisal A, and Kamaruddin H. Chemical modification of chitosan filled polypropy-
lene composites: the effect 3-aminopropyltriethoxysilane on mechanical and thermal proper-
ties. Int J Polym Mater 2011; 60: 429–440.
27. Salmah H, Faisal A, and Kamarudin H. Properties of chitosan-filled polypropylene (PP)
composites: the effect of acetic acid. Polym Plast Technol Eng 2012; 51: 86–91.
Chun et al. 15
15
at Universiti Teknologi Malaysia on November 28, 2013jtc.sagepub.comDownloaded from





























