Embed Size (px)
Citation preview
ME2027 - PROCESS PLANNING AND COST ESTIMATION
UNIT II
PROCESS PLANNING
Definition – Objective – Scope – Approaches to Process Planning- ProcessPlanning Activities – Finished Part Requirements – Operating Sequences –Machine Selection – Material Selection Parameters – Set of Documents forProcess Planning – Developing Manufacturing Logic and Knowledge –Production Time Calculation – Selection of Cost Optimal Processes.
ME2027 - PROCESS PLANNING AND COST ESTIMATION
UNIT II
PROCESS PLANNING
Definition – Objective – Scope – Approaches to Process Planning- ProcessPlanning Activities – Finished Part Requirements – Operating Sequences –Machine Selection – Material Selection Parameters – Set of Documents forProcess Planning – Developing Manufacturing Logic and Knowledge –Production Time Calculation – Selection of Cost Optimal Processes.
PROCESS PLANNING
Process Planning can be defined as an act of preparing adetailed processing documentation for the manufactureof a piece part of assembly. In other case, Process Planning is the systematicdetermination of the methods by which a product is to bemanufactured, economically and competitively. Process Planning is an intermediate stage betweendesigning product and manufacturing it.
Process Planning can be defined as an act of preparing adetailed processing documentation for the manufactureof a piece part of assembly. In other case, Process Planning is the systematicdetermination of the methods by which a product is to bemanufactured, economically and competitively. Process Planning is an intermediate stage betweendesigning product and manufacturing it.
Purpose of Process Planning
The purpose of process planning is to determine anddescribe the best process for each job so that, Specific requirements are established for whichmachines, tools and others equipment can be designed orselected. The efforts of all engaged in manufacturing the productare coordinated. A guide is furnished to show the best way to use theexisting or the providing facilities.
The purpose of process planning is to determine anddescribe the best process for each job so that, Specific requirements are established for whichmachines, tools and others equipment can be designed orselected. The efforts of all engaged in manufacturing the productare coordinated. A guide is furnished to show the best way to use theexisting or the providing facilities.
Scope of Process Planning
New Product Manufacture Sales Quantity Effective use of facilities Cost Reduction
New Product Manufacture Sales Quantity Effective use of facilities Cost Reduction
Information's Required To Do Process Planning Quantity of work to be done along with productspecifications. Quality of work to be completed. Availability of equipments, tools and personnels. Sequence in which operations will be performed on theraw material. Names of equipment on which the operations will beperformed. Standard time for each operation. When the operations will be performed?
Quantity of work to be done along with productspecifications. Quality of work to be completed. Availability of equipments, tools and personnels. Sequence in which operations will be performed on theraw material. Names of equipment on which the operations will beperformed. Standard time for each operation. When the operations will be performed?
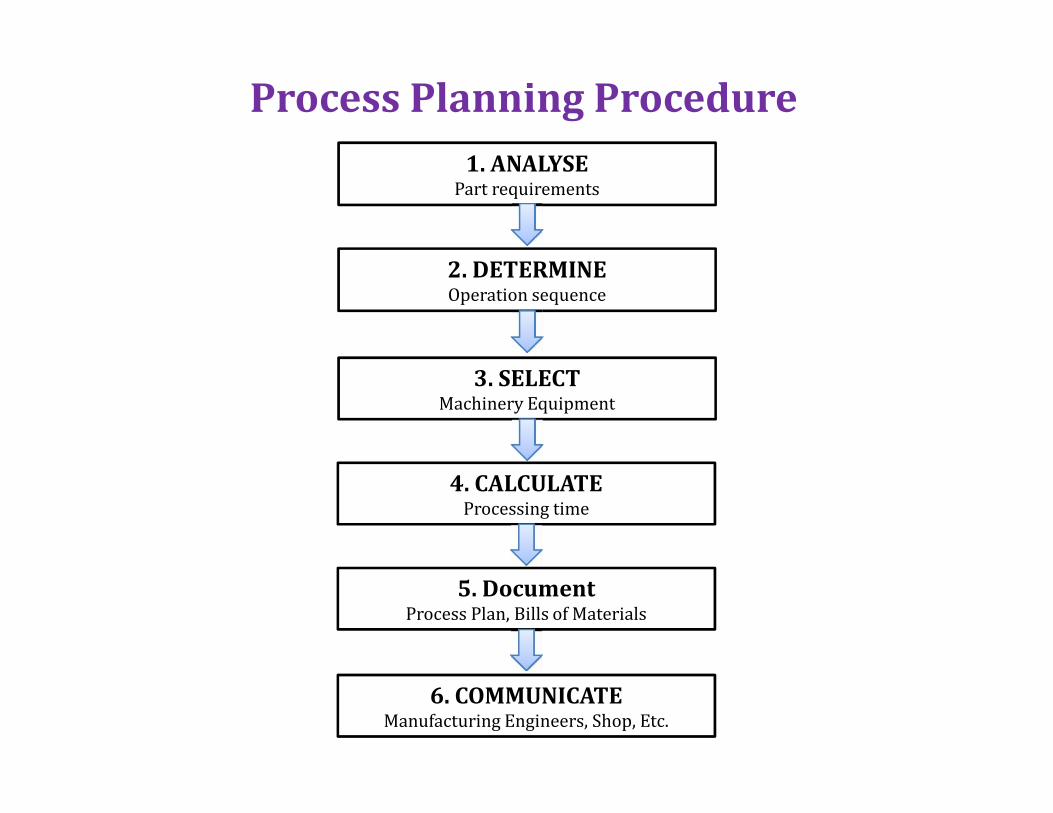
Process Planning Procedure1. ANALYSEPart requirements
2. DETERMINEOperation sequence3. SELECTMachinery Equipment3. SELECTMachinery Equipment
4. CALCULATEProcessing time5. DocumentProcess Plan, Bills of Materials
6. COMMUNICATEManufacturing Engineers, Shop, Etc.
Process Planning Procedure
1. Analyze Finished Part Requirement:
Finished part requirements shown in Engineering Drawing or CADModels. Features, Dimensions, and Tolerance specification can be identified.2. Determine Operating Sequence:
Determine the sequence of operation to transform the features,dimensions and tolerance from a model state to finished state. Manufacturing steps are identified using the part requirement.
1. Analyze Finished Part Requirement:
Finished part requirements shown in Engineering Drawing or CADModels. Features, Dimensions, and Tolerance specification can be identified.2. Determine Operating Sequence:
Determine the sequence of operation to transform the features,dimensions and tolerance from a model state to finished state. Manufacturing steps are identified using the part requirement.
Process Planning Procedure3. Select Machines:
Based on the operating sequence, select appropriate machines,equipments and tools to accomplish the required operations. Factors considered to selecting a machine are,
Economic Consideration Production rate Minimum setup and initial cost Productivity life of machine and equipment.
4. Calculate Processing Times:
The specific operation setup times and cycle times on each machineare to be calculated. Time for part loading, part unloading, machine indexing, and otherfactors involved in processing a part must be included.
3. Select Machines:
Based on the operating sequence, select appropriate machines,equipments and tools to accomplish the required operations. Factors considered to selecting a machine are,
Economic Consideration Production rate Minimum setup and initial cost Productivity life of machine and equipment.
4. Calculate Processing Times:
The specific operation setup times and cycle times on each machineare to be calculated. Time for part loading, part unloading, machine indexing, and otherfactors involved in processing a part must be included.
Process Planning Procedure5. Document Process Planning:
All the informations are documented clearly in detail. The resulting process plan is generally documented as a job routing oroperation sheet. A route sheet usually provides the following information:
Part name and number Description of processing steps Operation sequence and machines Tooling requirement for each operation.
6. Communicate Process Knowledge:
Communicate the manufacturing knowledge to the shop floor through theoperations sheet and process drawing. This communication is essential to ensure that the part will be processedaccording to the most economically possible way determined throughprocess planning.
5. Document Process Planning:
All the informations are documented clearly in detail. The resulting process plan is generally documented as a job routing oroperation sheet. A route sheet usually provides the following information:
Part name and number Description of processing steps Operation sequence and machines Tooling requirement for each operation.
6. Communicate Process Knowledge:
Communicate the manufacturing knowledge to the shop floor through theoperations sheet and process drawing. This communication is essential to ensure that the part will be processedaccording to the most economically possible way determined throughprocess planning.
Approaches to Process Planning
The two general approaches to process planning are:1. Manual Process Planning2. Computer Aided Process Planning (CAPP)i. Retrieval CAPP Systemii. Generative CAPP System
Manual Process Planning A skilled individual examines a part drawing to develop the necessaryinstructions for the process plan. Requires knowledge of the manufacturing capabilities of the factory. Excessive time and cost may be required to develop necessary skills forsuccessful planners.Advantage:
Very much suitable for small scale companies with few process plans togenerate. This method is highly flexible & require low investment cost.Disadvantage:
Require skilled process planner and large amount of data. More possibilities for human error because this method depends on theplanner’s skill, judgment and experience.
A skilled individual examines a part drawing to develop the necessaryinstructions for the process plan. Requires knowledge of the manufacturing capabilities of the factory. Excessive time and cost may be required to develop necessary skills forsuccessful planners.Advantage:
Very much suitable for small scale companies with few process plans togenerate. This method is highly flexible & require low investment cost.Disadvantage:
Require skilled process planner and large amount of data. More possibilities for human error because this method depends on theplanner’s skill, judgment and experience.
Computer Aided Process Planning (CAPP) In order to overcome the drawbacks of manual process planning, thecomputer aided process planning is used. With the use of computers in the process planning, one can reduce theroutine clerical work of manufacturing engineers. CAPP also provides the interface between CAD and CAM.
Computer Aided Design(CAD) CAPP Computer Aided Manufacturing
(CAM)
Computer Aided Process Planning (CAPP)
Benefits of CAPP:
Process Rationalization and Standardization Increased productivity of process planners Reduced lead time for process planning Product cost reduction Elimination of human error Reduced clerical effort and paper work Faster response to engineering changes Incorporation of other application programs.
Benefits of CAPP:
Process Rationalization and Standardization Increased productivity of process planners Reduced lead time for process planning Product cost reduction Elimination of human error Reduced clerical effort and paper work Faster response to engineering changes Incorporation of other application programs.
Variant or Retrieval Method of Process Planning(Retrieval CAPP System)
Process Plan for a new part is created by recalling, identifying andretrieving an existing plan for a similar part and making necessarymodifications for the new part. Using the current design data supplied by the CAD system, (after acomponent has been designed and dimensioned), it searches for aprocess plan that was based on a part of similar design. Sometimes, the process plans are developed from parts representing afamily of parts called 'master parts'.
Process Plan for a new part is created by recalling, identifying andretrieving an existing plan for a similar part and making necessarymodifications for the new part. Using the current design data supplied by the CAD system, (after acomponent has been designed and dimensioned), it searches for aprocess plan that was based on a part of similar design. Sometimes, the process plans are developed from parts representing afamily of parts called 'master parts'.
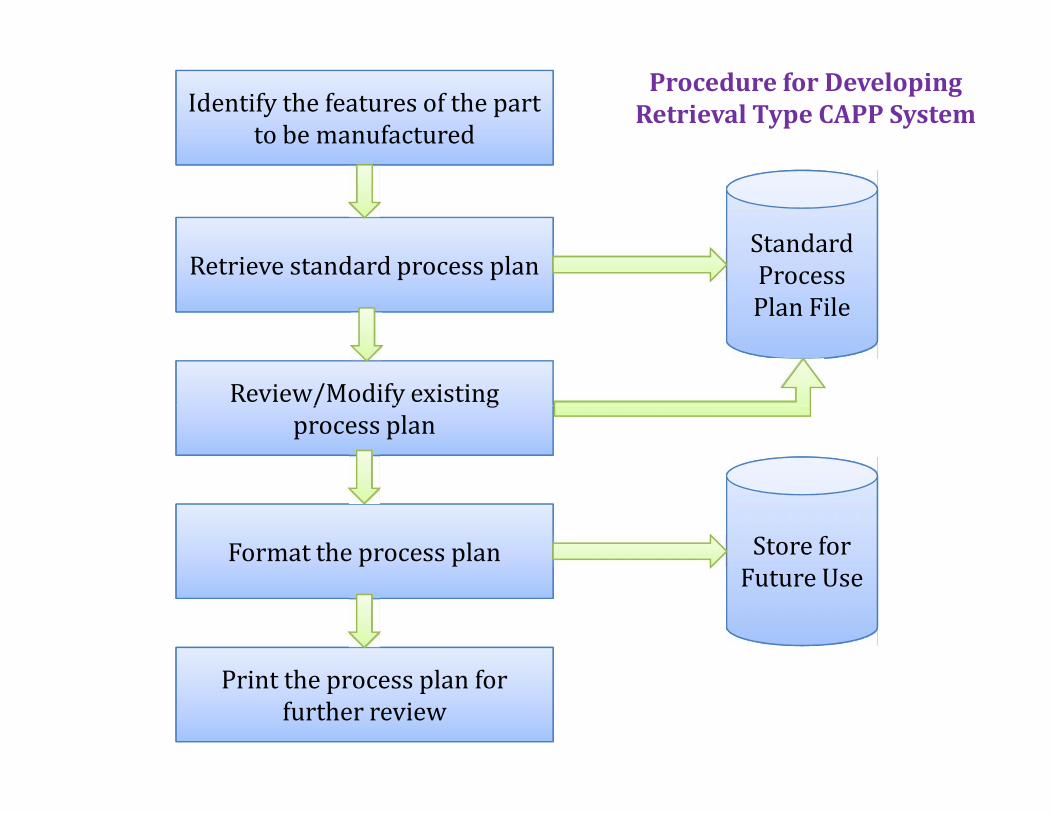
Identify the features of the partto be manufacturedIdentify the features of the partto be manufacturedRetrieve standard process planRetrieve standard process plan
Review/Modify existingprocess planReview/Modify existingprocess planStandardProcessPlan FileStandardProcessPlan File
Procedure for DevelopingRetrieval Type CAPP System
Review/Modify existingprocess planReview/Modify existingprocess planFormat the process planFormat the process plan
Print the process plan forfurther reviewPrint the process plan forfurther reviewStore forFuture UseStore forFuture Use
It is a system that automatically synthesizes a process plan for a newcomponent. It is the creation of a process plan from information available in amanufacturing database without human intervention. Upon receiving the design model, the system is able to generate therequired operations and operation sequence for the component.Steps: Knowledge of manufacturing has to be captured and encoded intocomputer programs. A process planner’s decision-making process can be imitated byapplying decision logic. Other planning functions, such as machine selection, tool selection,and process optimization, can also be automated using generativeplanning techniques.
Generative Method of Process Planning
It is a system that automatically synthesizes a process plan for a newcomponent. It is the creation of a process plan from information available in amanufacturing database without human intervention. Upon receiving the design model, the system is able to generate therequired operations and operation sequence for the component.Steps: Knowledge of manufacturing has to be captured and encoded intocomputer programs. A process planner’s decision-making process can be imitated byapplying decision logic. Other planning functions, such as machine selection, tool selection,and process optimization, can also be automated using generativeplanning techniques.
PROCESS SELECTIONConsideration should be given to the following factors in selecting aparticular process Nature of part, including materials, tolerances, desired surface finish andoperation required. Method of fabrication including machining or assembling of similar partsor components. Limitation of facilities including the plant and equipment available. In-plant and outside materials handling systems. Inherent process to produce specified shape, surface, finish to givedesired mechanical properties. Available skill level of operators for the production.
Consideration should be given to the following factors in selecting aparticular process Nature of part, including materials, tolerances, desired surface finish andoperation required. Method of fabrication including machining or assembling of similar partsor components. Limitation of facilities including the plant and equipment available. In-plant and outside materials handling systems. Inherent process to produce specified shape, surface, finish to givedesired mechanical properties. Available skill level of operators for the production.
Factors Influencing Process Selection
1. Shape requirements2. Size or dimensional requirements3. Tolerance requirements4. Surface finish requirements5. Annual volume requirements (i.e., productionquantity required per annum)6. Material characteristics.
1. Shape requirements2. Size or dimensional requirements3. Tolerance requirements4. Surface finish requirements5. Annual volume requirements (i.e., productionquantity required per annum)6. Material characteristics.
MACHINE SELECTION Product manufacturing required tools and machines that can produceeconomically as well as accurately. In small lot or jobbing type manufacture, general purpose machines such aslathe, drill press, and milling machine should be considered as best type. Special purpose machine should be considered when large quantities of astandard product are to be produced.Factors Considered in Machine Selection:
Volume of production Quality of finished product Advantage and disadvantage of the various types of equipment capableof doing the work.
Product manufacturing required tools and machines that can produceeconomically as well as accurately. In small lot or jobbing type manufacture, general purpose machines such aslathe, drill press, and milling machine should be considered as best type. Special purpose machine should be considered when large quantities of astandard product are to be produced.Factors Considered in Machine Selection:
Volume of production Quality of finished product Advantage and disadvantage of the various types of equipment capableof doing the work.
MATERIAL SELECTIONMaterial selection is done by the product designer considering therequirement of the parts designed and the hardness, strength propertiesand other mechanical characteristics of the material.Material Selection Parameters:1. Functional requirements2. Reliability3. Service life4. Aesthetics and Appearance5. Environmental Factors6. Compatibility with other materials during service7. Producibility and Manufacturability8. Cost
Material selection is done by the product designer considering therequirement of the parts designed and the hardness, strength propertiesand other mechanical characteristics of the material.Material Selection Parameters:1. Functional requirements2. Reliability3. Service life4. Aesthetics and Appearance5. Environmental Factors6. Compatibility with other materials during service7. Producibility and Manufacturability8. Cost
Product design and the engineering drawingsCatalogues of various cutting tools and tool inserts.Specifications of various machine tools available in the shop Sizes of standard materials commercially available in the market.Machine Hr. cost of all equipment available in the shop.Design Data Handbook.Charts of Limits, Fits & Tolerances.Tables showing tolerances and surface finishTables of standard cost.Table of allowances
Set of Documents for Process Planning
Product design and the engineering drawingsCatalogues of various cutting tools and tool inserts.Specifications of various machine tools available in the shop Sizes of standard materials commercially available in the market.Machine Hr. cost of all equipment available in the shop.Design Data Handbook.Charts of Limits, Fits & Tolerances.Tables showing tolerances and surface finishTables of standard cost.Table of allowances
Process Planning Logic
Process Planning logic determines what processes will be usedfor the different geometric features of the component by matching processcapabilities with design specifications.The different Process Planning Logic are,1. Decision Trees2. Decision Tables3. Artificial Intelligence Based Approach4. Axiomatic Approach
Process Planning logic determines what processes will be usedfor the different geometric features of the component by matching processcapabilities with design specifications.The different Process Planning Logic are,1. Decision Trees2. Decision Tables3. Artificial Intelligence Based Approach4. Axiomatic Approach
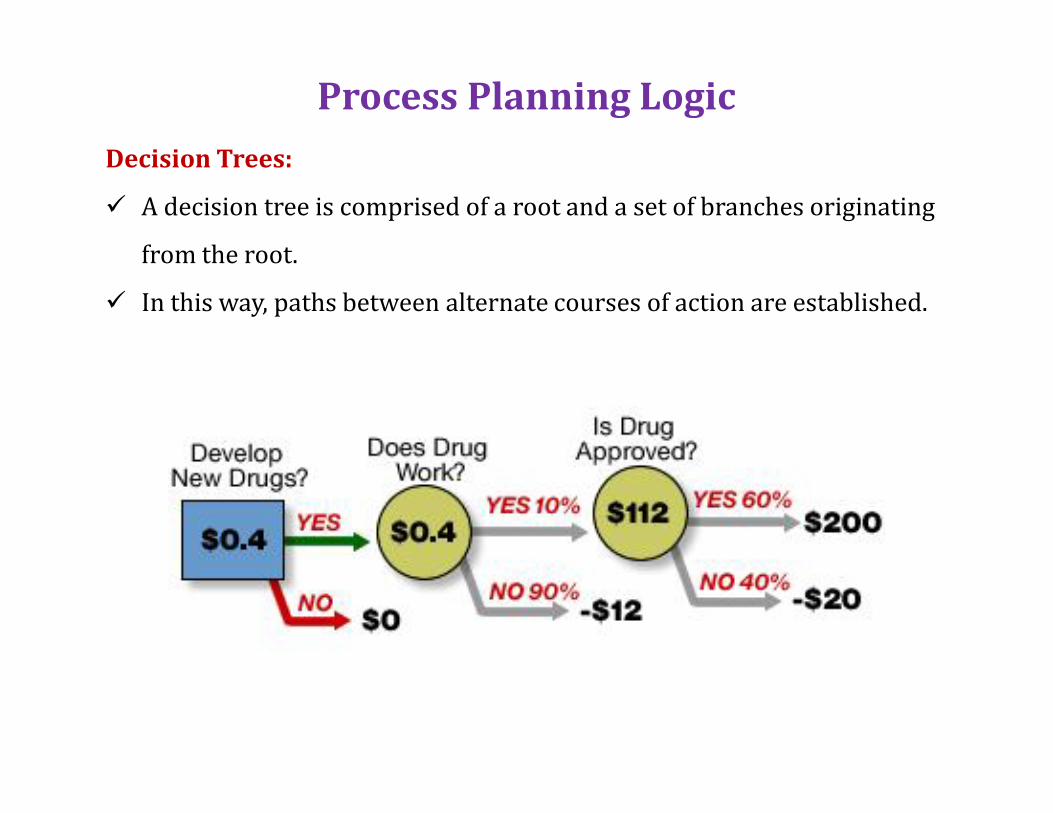
Process Planning LogicDecision Trees:
A decision tree is comprised of a root and a set of branches originatingfrom the root. In this way, paths between alternate courses of action are established.

Process Planning LogicDecision Table:
Decision tables organize conditions, actions and decision rules intabular form. Conditions and actions are placed in rows while decision rules areidentified in columns.