Embed Size (px)
Citation preview

Ultrahigh Modulus Polyethylene. 11. Effect of Drawing Temperature on Void Formation and
Modulus
LESZEK JARECKI* and DALE J. MEIER, Michigan Molecular Insti tute, Midland, Michigan 48640
Synopsis
The maximum degree of molecular orientation and deformation obtained by ultradrawing of high-density polyethylene in air is limited by formation of internal voids (both longitudinal separation of fibrils and perpendicular cracking), and thus values of Young’s moduli which are achievable by ultradrawing techniques are also limited to values much below the theoretical limit for fully extended chains. Temperature has a significant effect on the critical draw ratios a t which intensive void formation begins, and also on the draw ratio a t which failure occurs during the ultradrawing. The temperature effect is observed only for high-density polyethylene having a wide molecular-weight distribution, and which can be drawn at higher temperatures (304OOC below i ts melting point), e.g., Dow Chemical polyethylene LP51.1. As a result of ultradrawing at higher temperatures, transparent, ultrahigh modulus samples having draw ratios of order of 40 have been obtained. The higher drawing temperatures significantly reduce fibril separation, and perpendicular cracking is shifted toward higher draw ratios. Hence, with LP51.1 the highest Young’s moduli (65-70 GPa) have been exhibited by the samples which were ultradrawn at 100-105°C.
INTRODUCTION
High molecular orientation and deformation lead to very high values of ex- tensional modulus and tenacities along the orientation axis of a linear polyeth- ylene. Highly oriented high-density polyethylene has shown an increase in the tensile modulus of elasticity by a factor of 70 to 100 (depending on the method of formation) over that of isotropic, solid polyethylene. During the past decade several techniques have been used to achieve high degrees of alignment of the chain macromolecules. Pennings and co-worker~l-~ grew continuous, highly oriented crystalline fibers of a high-molecular-weight polyethylene from a dilute solution subjected to flow in a Couette-type apparatus. These a u t h o r ~ l - ~ have reported extremely high-tensile moduli, about 100 GPa, and the take-up velocity of the fibers was also relatively high, about 20 cm/min. Melt and solid-state extrusion of polyethylene through a capillary with a conical entrance has been used by Porter and co-~orkers,4-~ by Imada,lo and by Predecki and Statton.ll This technique led to transparent, highly oriented filaments exhibiting room- temperature moduli of elasticity close to 1/3 of the upper limit of -240 GPa (ref. 12) which has been estimated for fully extended chains of polyethylene. How- ever, extrusion rates are very low, e.g., several c m h , especially in the case of high ratios of inlet-to-outlet cross-sectional areas of the capillary dies. Recently, Griswold et al.13 have oriented polyethylene by a novel radial-compression technique where a part of solid cylinder of polyethylene has been plastically
* On leave from the Polish Academy of Sciences.
Journal of Polymer Science: Polymer Physics Edition, Vol. 17,1611-1621 (1979) 0 1979 John Wiley & Sons, Inc. 0098- 1273/79/0017 - 16 1 1 $01 .OO
1612 JARECKI AND MEIER
deformed to a draw ratio of about 40 times by externally pressurizing a portion of the cylinder surface. An intense radial pressure on the cylinder was produced by heating highly stretched elastic spandex filaments which were coiled around the cylinder circumference. Transparent ultrahigh modulus samples a few centimeters long have been obtained, showing moduli of elasticity comparable to those obtained by capillary extrusion techniques. Faster extrusion technique through a conical die, so-called solid state coextrusion, has been proposed recently by Zachariades et al.14J5 The method involves cold coextrusion of a solid, lon- gitudinally split billet of high-density polyethylene with a film strip inserted between those two sheath halves. Draw ratios of the order of 30 have been achieved, with the highest reported values of the modulus being about 30 GPa, and the samples being transparent. Ultradrawing of solid polyethylene samples to very high extensions in air by Capaccio and Ward16-19 has led to a very high degree of molecular orientation and deformation. This technique has been in- vestigated also by Barham and Keller20 who have reportedl6Pz0 a unique corre- lation between the tensile modulus and draw ratio. The highest values of the modulus which have been reported for samples with draw ratios above 30 were close to one-third of the theoretical limit for polyethylene. However, these drawn samples showed intensive internal void formation, especially at the higher draw ratios. The volume fraction of internal voids exceeded 20% for the polyethylene samples ultradrawn to draw ratios above 30.
Recently, we reported21 some aspects of the effect of drawing temperature on the drawing behavior of high-density polyethylene and on the Young's modulus of the ultradrawn material. We have concludedz1 that the molecular-weight distribution affects the temperature range within which effective drawing can be performed. As far as the Young's modulus and the transparency of drawn polyethylene samples are concerned, our best results have been obtained with Dow Chemical high-density polyethylene LP51.1, which has a broad molecu- lar-weight distribution (M, = 11,000 and M J M , = 18.9). The highest Young's modulus (about 65 GPa) was achieved at a drawing temperature of 105OC and a draw ratio of about 36. Under these conditions, the polyethylene remained transparent even at this high draw ratio.
In this paper, some other results concerning the effect of drawing temperature on the modulus of ultradrawn polyethylene as well as on the intensity of internal void formation will be presented.
EXPERIMENTAL
High-density Dow Chemical polyethylene LP51.1 having a broad molecular- weight distribution was chosen for this study. Dumbbell-shaped test samples with a gauge length of 1 cm and a width of 0.5 cm were cut from a compression- molded film 0.08 cm thick, prepared by a slow cooling technique described elsewhere.z1 The room-temperature density of the isotropic film, measured by a flotation technique in a density gradient column, was 0.9618. Toluene and chlorobenzene were used as the liquids for the density gradient column. The melting point of the unoriented material as measured on the Perkin-Elmer 1B DSC apparatus was 133.5"C.
The dumbbell samples were drawn on the Instron Tensile Testing Machine in air at a fixed crosshead speed of 5 cm/min at various constant drawing tem-
ULTRAHIGH MODULUS POLYETHYLENE 1613
peratures in the range from 70 to 105°C. Draw ratios were determined by measuring distances between ink marks which were initially drawn on the samples every millimeter. The content of voids in the ultradrawn material was estimated by a comparison of the macroscopic, apparent densities estimated by weighing and measuring the macroscopic volume of the samples with the densities measured by flotation in the density gradient column. This method for esti- mating the internal void content in ultradrawn polyethylene had been used by Smith et al.22 The samples were placed in a vacuum for 30 min and then covered while under vacuum with liquid from the top of the gradient column before they were put into the column. It has been assumed that the gradient column fluid penetrates the internal voids and gives to a good approximation the real density of the ultradrawn polyethylene. Smith et a1.22 reported a satisfactory corre- spondence between the degree of crystallinity calculated from the density measured by this density gradient column technique and the mass fraction of crystalline material determined from NMR broad-line spectra. Even if the gradient column fluid does not fully penetrate the voids within the ultradrawn samples, the real fraction of the internal defects cannot be lower than that esti- mated by this method. The method hence provides a lower bound for the volume fraction of internal voids. The results are also in a qualitative agreement with the critical draw ratios at which transparent-to-opaque transition were observed during drawing at various drawing temperatures. The volume fraction of in- ternal voids f u was calculated using the formula
(1)
where papp denotes the apparent macroscopic density determined by weighing and measuring the dimensions of strips several centimeters long, and p is the density measured by the gradient column method.
f u = 1 - P a p p I P
RESULTS AND DISCUSSION
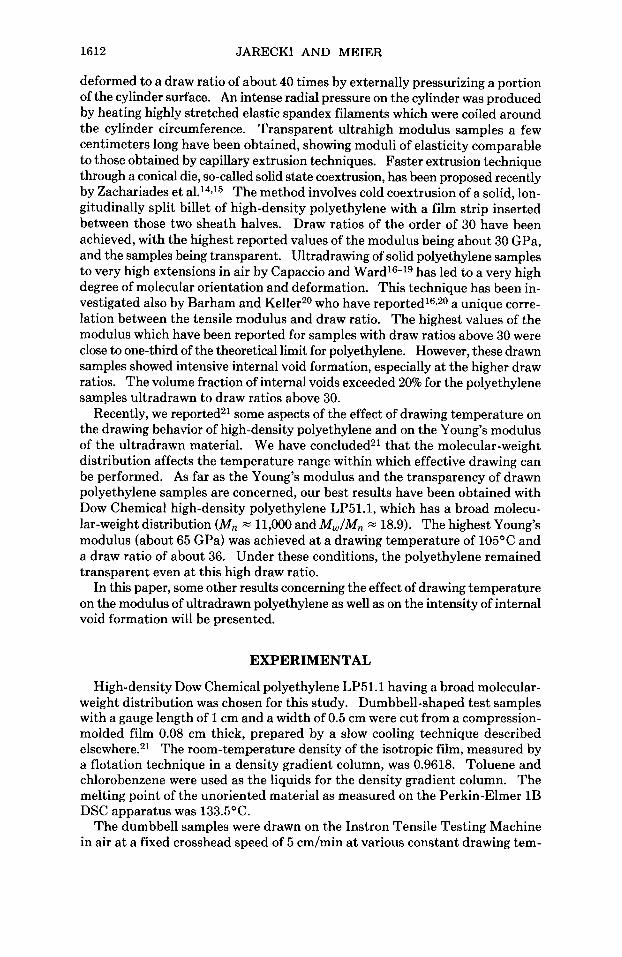
The volume content of internal voids in ultradrawn LP51.1 depends on the draw ratio as well as on the drawing temperature Td. The draw ratios at which whitening of the drawn polyethylene was observed (corresponding to an extensive formation of internal voids) was higher at higher drawing temperatures. Figure 1 shows the variation of f u with draw ratio for various drawing temperatures. At lower drawing temperatures (below 80°C) the volume fraction of internal voids increases significantly with increasing draw ratio and reaches values above 20% at draw ratios of 20-25. Ward and his co-workersZ2 have also described the ex- tensive void formation of drawn polyethylene at higher draw ratios. Their results are shown for comparison in Figure 1 by the dashed line, which shows a fraction of internal voids of order of 20% at draw ratios above 30. Figure 1 shows that with increasing drawing temperature Td, the formation of voids becomes less extensive, and at the higher temperatures, high draw ratios can be achieved with a relatively low content of internal defects in the drawn material. For example, a t a fixed draw ratio of 30, the volume content of internal voids in LP51.1 can be reduced from a value of above 20% almost to zero by increasing drawing temperature from 80 to 100°C. Visually LP51.1 drawn at 80°C to a draw ratio of 30 was opaque, while the material drawn at 100°C to the same extent was transparent. The material drawn at a temperature of 100°C also becomes
1614 JARECKI AND MEIER
Fig. 1. Volume fraction of internal voids as a function of draw ratio for LP51.1 samples ultradrawn at various temperatures. Dashed line shows the results reported by Ward and co-workers (ref. 22) for Rigidex 50 ultradrawn at 75OC.
opaque, but only at draw ratios above 36. Above this critical draw ratio of 36, the fraction of internal voids increases rapidly with increasing draw ratio, and failure occurs at a draw ratio of about 42.
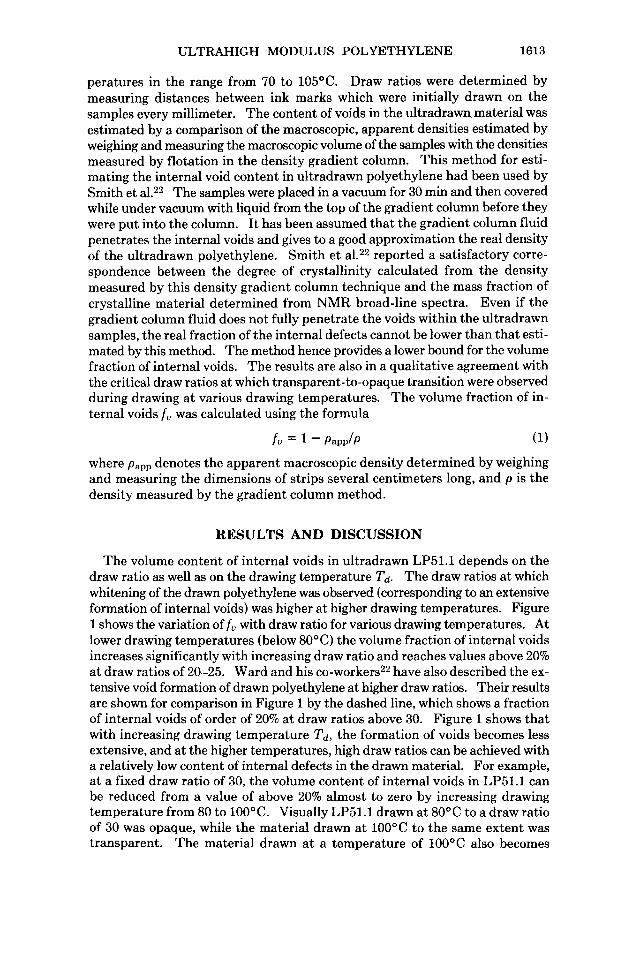
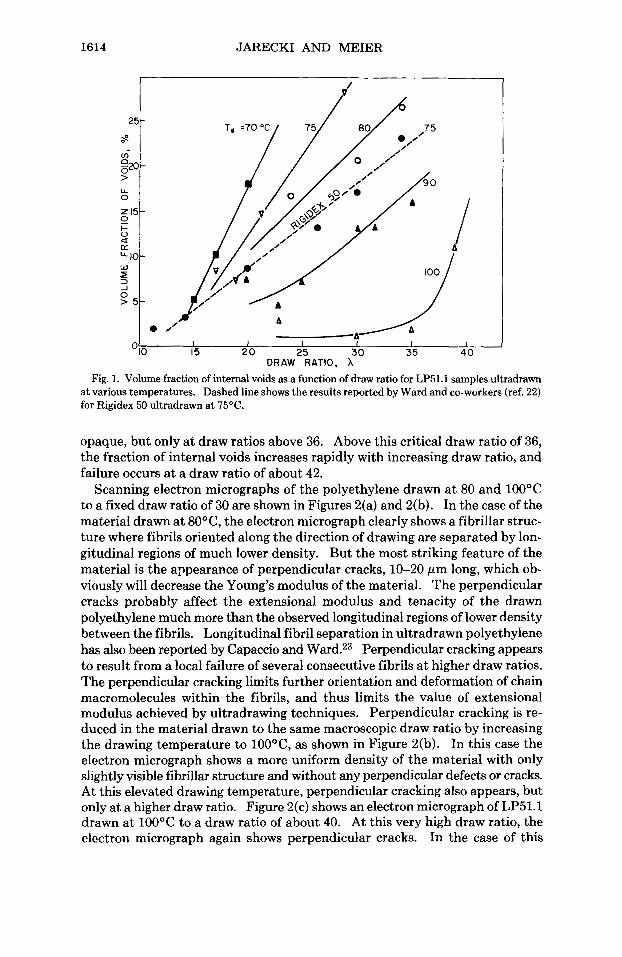
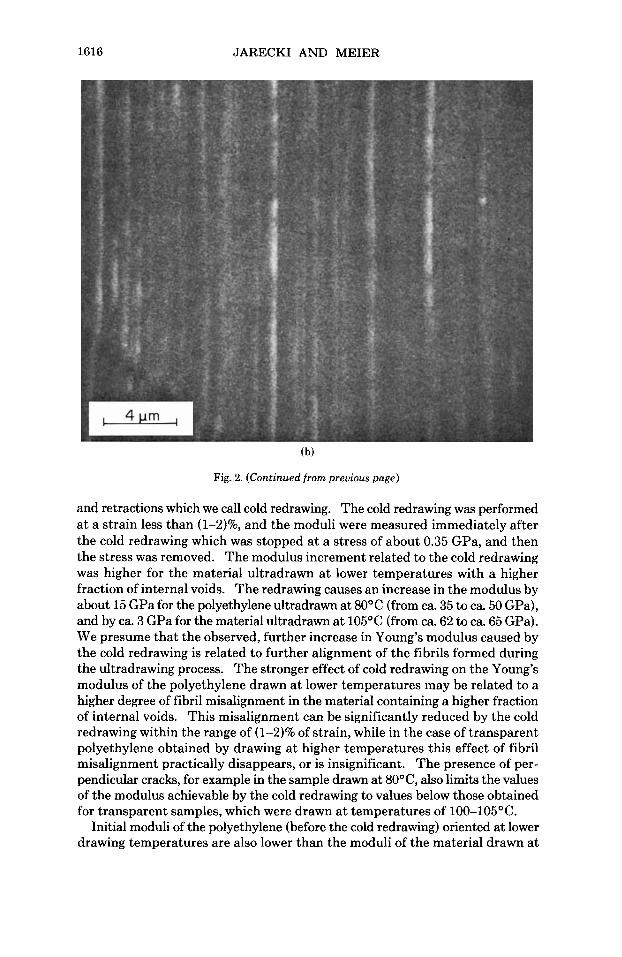
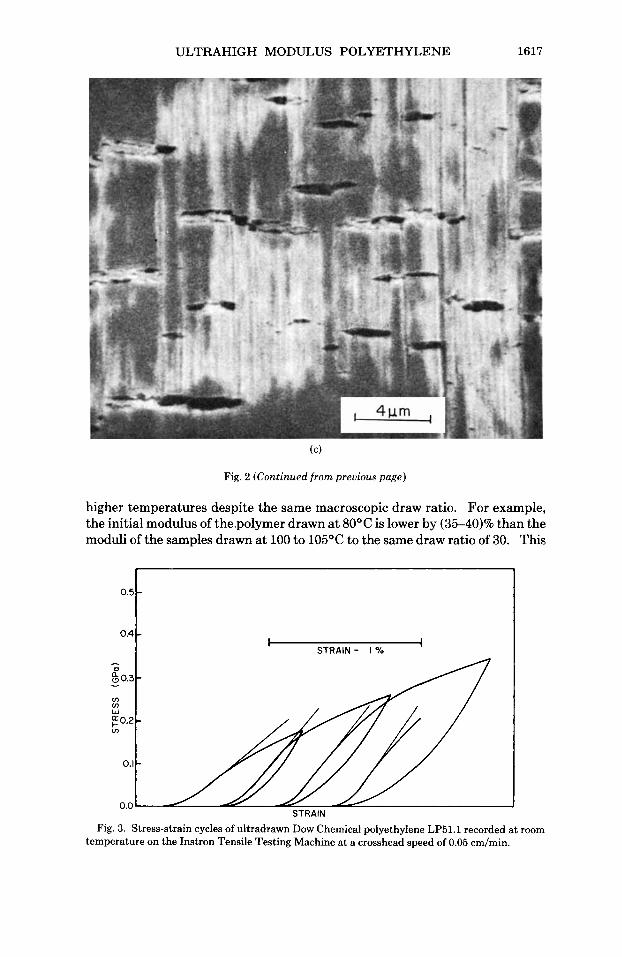
Scanning electron micrographs of the polyethylene drawn at 80 and 100°C to a fixed draw ratio of 30 are shown in Figures 2(a) and 2(b). In the case of the material drawn at 80°C, the electron micrograph clearly shows a fibrillar struc- ture where fibrils oriented along the direction of drawing are separated by lon- gitudinal regions of much lower density. But the most striking feature of the material is the appearance of perpendicular cracks, 10-20 pm long, which ob- viously will decrease the Young's modulus of the material. The perpendicular cracks probably affect the extensional modulus and tenacity of the drawn polyethylene much more than the observed longitudinal regions of lower density between the fibrils. Longitudinal fibril separation in ultradrawn polyethylene has also been reported by Capaccio and Ward.23 Perpendicular cracking appears to result from a local failure of several consecutive fibrils a t higher draw ratios. The perpendicular cracking limits further orientation and deformation of chain macromolecules within the fibrils, and thus limits the value of extensional modulus achieved by ultradrawing techniques. Perpendicular cracking is re- duced in the material drawn to the same macroscopic draw ratio by increasing the drawing temperature to 100°C, as shown in Figure 2(b). In this case the electron micrograph shows a more uniform density of the material with only slightly visible fibrillar structure and without any perpendicular defects or cracks. A t this elevated drawing temperature, perpendicular cracking also appears, but only at a higher draw ratio. Figure 2(c) shows an electron micrograph of LP51.1 drawn at 100°C to a draw ratio of about 40. At this very high draw ratio, the electron micrograph again shows perpendicular cracks. In the case of this
ULTRAHIGH MODULUS POLYETHYLENE 1615
Fig. 2. Scanning electron micrographs of ultradrawn samples of LP51.1 polyethylene. (a) Coarse fibrillar structure and perpendicular cracks in a sample ultradrawn at 80%. Draw ratio X = 30. (b) Slightly visible fibrillar structure in the sample ultradrawn at 100°C. No perpendicular cracks have been found at the same draw ratio, X = 30. (c) Perpendicular cracks and partial separation of fibrils observed at a draw ratio of order of 40 in the polyethylene ultradrawn at 100’C.
polyethylene, by use of relatively high drawing temperatures (100-105°C) a significant reduction in the formation of internal voids (fibril separation and perpendicular cracking) can be achieved, and thus polyethylene which has both a very high Young’s modulus and is transparent can be obtained by ultradrawing techniques.
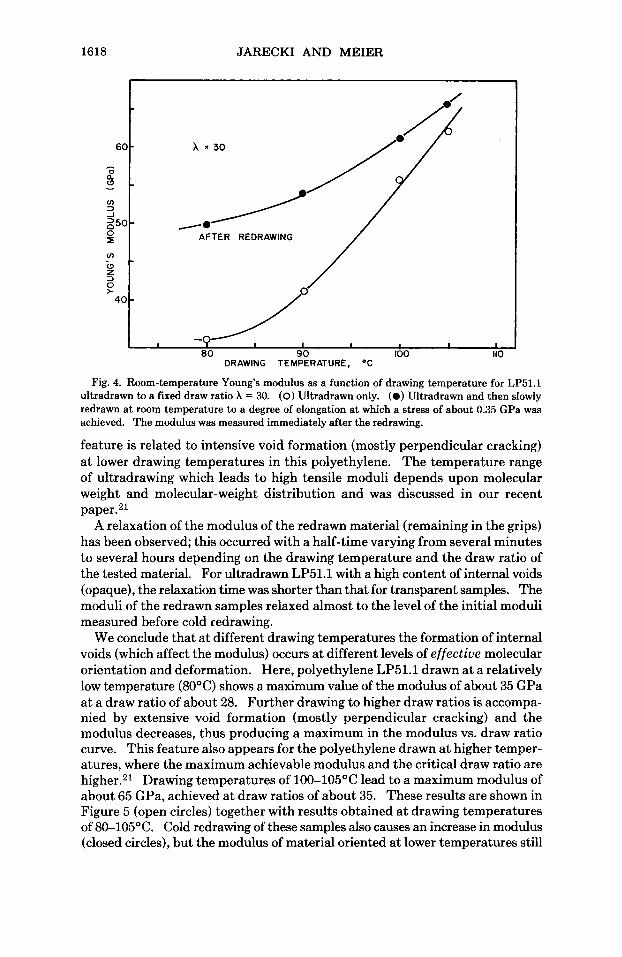
Young’s moduli of ultradrawn LP51.1 samples were measured at room tem- perature with the Instron tensile testing machine at the crosshead speed of 0.05 cm/min. The gauge length was 5 cm. Cyclical extensions and retractions were performed for every sample. It appears that stresses applied during this cyclical testing affect the moduli of the ultradrawn polyethylene. Slopes of the stress- strain curves increase with an increase in the final stress applied during any preceding cycle as shown in Figure 3. Young’s modulus was determined from the tangent of the stress-strain curves taken a t the point corresponding to 0.1% strain.
The room-temperature Young’s modulus of LP51.1, drawn to a fixed draw ratio of 30, is shown as a function of drawing temperature (80-105°C) in Figure 4. Open circles show the initial modulus of the drawn material calculated from the slope of the stress-strain curve obtained during the first cycle of the mechanical test. Closed circles show the higher moduli achieved by the cyclical extensions
1616 JARECKI AND MEIER
Fig. 2. (Continued from previous page)
and retractions which we call cold redrawing. The cold redrawing was performed at a strain less than (1-2)%, and the moduli were measured immediately after the cold redrawing which was stopped at a stress of about 0.35 GPa, and then the stress was removed. The modulus increment related to the cold redrawing was higher for the material ultradrawn at lower temperatures with a higher fraction of internal voids. The redrawing causes an increase in the modulus by about 15 GPa for the polyethylene ultradrawn at 80°C (from ca. 35 to ca. 50 GPa), and by ca. 3 GPa for the material ultradrawn at 105°C (from ca. 62 to ca. 65 GPa). We presume that the observed, further increase in Young's modulus caused by the cold redrawing is related to further alignment of the fibrils formed during the ultradrawing process. The stronger effect of cold redrawing on the Young's modulus of the polyethylene drawn at lower temperatures may be related to a higher degree of fibril misalignment in the material containing a higher fraction of internal voids. This misalignment can be significantly reduced by the cold redrawing within the range of (1-2)% of strain, while in the case of transparent polyethylene obtained by drawing at higher temperatures this effect of fibril misalignment practically disappears, or is insignificant. The presence of per- pendicular cracks, for example in the sample drawn at 80°C, also limits the values of the modulus achievable by the cold redrawing to values below those obtained for transparent samples, which were drawn at temperatures of 100-105°C.
Initial moduli of the polyethylene (before the cold redrawing) oriented at lower drawing temperatures are also lower than the moduli of the material drawn at
ULTRAHIGH MODULUS POLYETHYLENE 1617
0.5
0.4
Fig. 2 (Continued from previous page)
8
8
higher temperatures despite the same macroscopic draw ratio. For example, the initial modulus of the.polymer drawn at 80°C is lower by (35-40)% than the moduli of the samples drawn at 100 to 105OC to the same draw ratio of 30. This
I I STRAIN - I %
Fig. 3. Stress-strain cycles of ultradrawn Dow Chemical polyethylene LP51.1 recorded at room temperature on the Instron Tensile Testing Machine at a crosshead speed of 0.05 cm/min.
1618 JARECKI AND MEIER
60 - - E w -
v) 3 J
2 5 0 0 I
- -
v)
W z 3 0 >
-
40 -
- - I I I t I I
00 90 100 110 DRAWING TEMPERATURE, O C
Fig. 4. Room-temperature Young's modulus as a function of drawing temperature for LP51.1 ultradrawn to a fixed draw ratio X = 30. (0) Ultradrawn only. (0 ) Ultradrawn and then slowly redrawn at room temperature to a degree of elongation at which a stress of about 0.35 GPa was achieved. The modulus was measured immediately after the redrawing.
feature is related to intensive void formation (mostly perpendicular cracking) at lower drawing temperatures in this polyethylene. The temperature range of ultradrawing which leads to high tensile moduli depends upon molecular weight and molecular-weight distribution and was discussed in our recent paper.21
A relaxation of the modulus of the redrawn material (remaining in the grips) has been observed; this occurred with a half-time varying from several minutes to several hours depending on the drawing temperature and the draw ratio of the tested material. For ultradrawn LP51.1 with a high content of internal voids (opaque), the relaxation time was shorter than that for transparent samples. The moduli of the redrawn samples relaxed almost to the level of the initial moduli measured before cold redrawing.
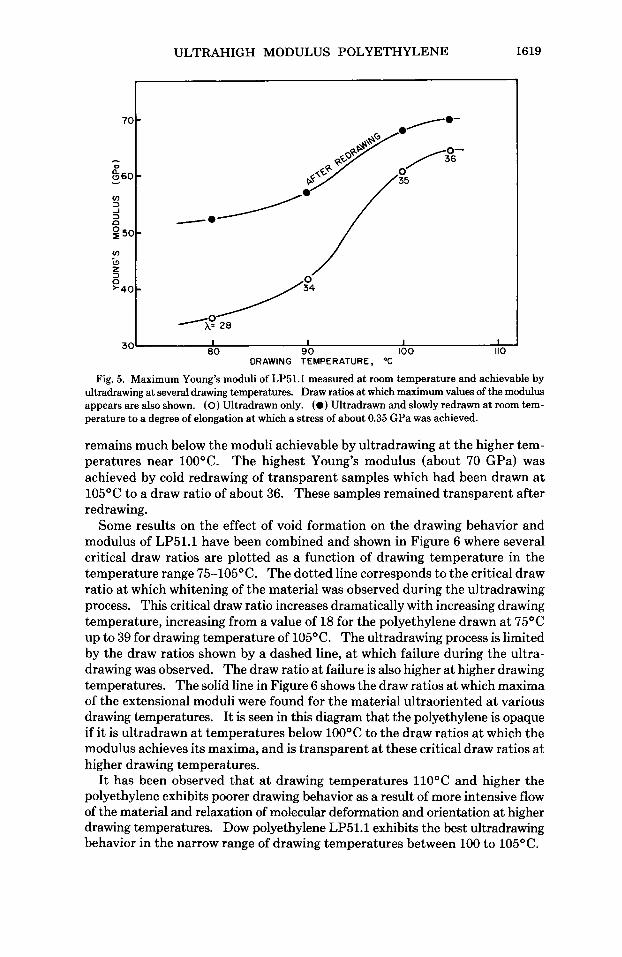
We conclude that at different drawing temperatures the formation of internal voids (which affect the modulus) occurs at different levels of effectiue molecular orientation and deformation. Here, polyethylene LP51.1 drawn at a relatively low temperature (8OOC) shows a maximum value of the modulus of about 35 GPa at a draw ratio of about 28. Further drawing to higher draw ratios is accompa- nied by extensive void formation (mostly perpendicular cracking) and the modulus decreases, thus producing a maximum in the modulus vs. draw ratio curve. This feature also appears for the polyethylene drawn at higher temper- atures, where the maximum achievable modulus and the critical draw ratio are higher.21 Drawing temperatures of 100-105°C lead to a maximum modulus of about 65 GPa, achieved at draw ratios of about 35. These results are shown in Figure 5 (open circles) together with results obtained a t drawing temperatures of 80-105"C. Cold redrawing of these samples also causes an increase in modulus (closed circles), but the modulus of material oriented at lower temperatures still
ULTRAHIGH MODULUS POLYETHYLENE 1619
I I I I 80 90 100 110 301
DRAWING TEMPERATURE, OC
Fig. 5. Maximum Young’s moduli of LP51.1 measured at room temperature and achievable by ultradrawing at several drawing temperatures. Draw ratios at which maximum values of the modulus appears are also shown. (0) Ultradrawn only. (0 ) Ultradrawn and slowly redrawn at room tem- perature to a degree of elongation at which a stress of about 0.35 GPa was achieved.
remains much below the moduli achievable by ultradrawing at the higher tem- peratures near 100°C. The highest Young’s modulus (about 70 GPa) was achieved by cold redrawing of transparent samples which had been drawn at 105°C to a draw ratio of about 36. These samples remained transparent after redrawing.
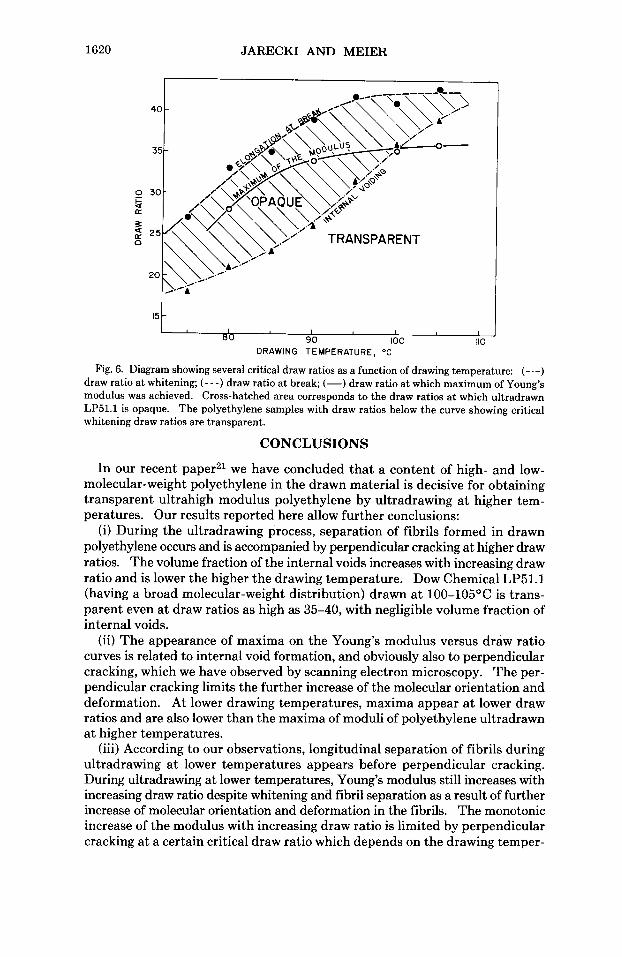
Some results on the effect of void formation on the drawing behavior and modulus of LP51.1 have been combined and shown in Figure 6 where several critical draw ratios are plotted as a function of drawing temperature in the temperature range 75-105°C. The dotted line corresponds to the critical draw ratio a t which whitening of the material was observed during the ultradrawing process. This critical draw ratio increases dramatically with increasing drawing temperature, increasing from a value of 18 for the polyethylene drawn at 75°C up to 39 for drawing temperature of 105°C. The ultradrawing process is limited by the draw ratios shown by a dashed line, a t which failure during the ultra- drawing was observed. The draw ratio a t failure is also higher a t higher drawing temperatures. The solid line in Figure 6 shows the draw ratios at which maxima of the extensional moduli were found for the material ultraoriented at various drawing temperatures. It is seen in this diagram that the polyethylene is opaque if it is ultradrawn at temperatures below 100°C to the draw ratios a t which the modulus achieves its maxima, and is transparent at these critical draw ratios at higher drawing temperatures.
It has been observed that a t drawing temperatures 110°C and higher the polyethylene exhibits poorer drawing behavior as a result of more intensive flow of the material and relaxation of molecular deformation and orientation at higher drawing temperatures. Dow polyethylene LP51.1 exhibits the best ultradrawing behavior in the narrow range of drawing temperatures between 100 to 105°C.
1620 JARECKI AND MEIER
I I I 00 I
90 100 110 DRAWING TEMPERATURE, OC
Fig. 6. Diagram showing several critical draw ratios as a function of drawing temperature: (-.-) draw ratio at whitening; ( - - -) draw ratio at break; (-) draw ratio at which maximum of Young's modulus was achieved. Cross-hatched area corresponds to the draw ratios at which ultradrawn LP51.1 is opaque. The polyethylene samples with draw ratios below the curve showing critical whitening draw ratios are transparent.
CONCLUSIONS
In our recent paper21 we have concluded that a content of high- and low- molecular-weight polyethylene in the drawn material is decisive for obtaining transparent ultrahigh modulus polyethylene by ultradrawing at higher tem- peratures. Our results reported here allow further conclusions:
(i) During the ultradrawing process, separation of fibrils formed in drawn polyethylene occurs and is accompanied by perpendicular cracking at higher draw ratios. The volume fraction of the internal voids increases with increasing draw ratio and is lower the higher the drawing temperature. Dow Chemical LP51.1 (having a broad molecular-weight distribution) drawn at 100-105°C is trans- parent even at draw ratios as high as 35-40, with negligible volume fraction of internal voids.
(ii) The appearance of maxima on the Young's modulus versus draw ratio curves is related to internal void formation, and obviously also to perpendicular cracking, which we have observed by scanning electron microscopy. The per- pendicular cracking limits the further increase of the molecular orientation and deformation. At lower drawing temperatures, maxima appear a t lower draw ratios and are also lower than the maxima of moduli of polyethylene ultradrawn at higher temperatures.
(iii) According to our observations, longitudinal separation of fibrils during ultradrawing at lower temperatures appears before perpendicular cracking. During ultradrawing at lower temperatures, Young's modulus still increases with increasing draw ratio despite whitening and fibril separation as a result of further increase of molecular orientation and deformation in the fibrils. The monotonic increase of the modulus with increasing draw ratio is limited by perpendicular cracking at a certain critical draw ratio which depends on the drawing temper-
ULTRAHIGH MODULUS POLYETHYLENE 1621
ature. At higher drawing temperatures, the fibril separation is shifted toward higher draw ratios, and at drawing temperatures of 100-105°C perpendicular cracking appears simultaneously or earlier than the fibril separation. Thus, we observe perpendicular cracking essentially without fibril separation at higher drawing temperatures.
(iv) Cold and slow redrawing of ultradrawn polyethylene performed at room temperature a t the rate of deformation of l%/min has an appreciable effect on the modulus. This redrawing (to less than 2% strain) causes an increase in the modulus as a result of additional alignment of the fibrils. The effect of cold redrawing is higher for the opaque samples, showing that the greater misalign- ment of the fibrils is related to the greater fraction of internal voids in the material ultradrawn at lower temperatures. The value of Young’s modulus which is achievable by cold redrawing is lower for material containing perpendicular cracks and ultradrawn at lower temperatures.
The authors thank Mrs. Susan Barnum from Central Michigan University for making scanning electron micrographs, Kevin Battjes and James Puckett from the Midland Macromolecular Institute for the wide-angle x-ray diffraction data and for technical assistance, respectively.
References
1. A. J. Pennings, A. Zwijnenburg, and R. Lageveen, Kolloid 2.2. Polym., 251,500 (1973). 2. A. Zwijnenburg and A. J. Pennings, Kolloid 2.2. Polym., 253,452 (1975). 3. A. Zwijnenburg and A. J. Pennings, J. Polym. Sci. Polym. Lett. Ed., 14,339 (1976). 4. J. H. Southern and R. S. Porter, J. Appl. Polym. Sci., 14,2305 (1970). 5. N. E. Weeks and R. S. Porter, J. Polym. Sci. Polym. Phys. Ed., 12,635 (1974). 6. N. J. Capiati and R. S. Porter, J. Polym. Sci. Polym. Phys. Ed., 13,1177 (1975). 7. R. S. Porter, J. H. Southern, and N. E. Weeks, Polym. Eng. Sci., 15,213 (1975). 8. W. G. Perkins, N. J. Capiati, and R. S. Porter, Polym. Eng. Sci., 16,200 (1976). 9. W. T. Mean and R. S. Porter, J . Appl. Phys., 47,4278 (1976).
10. K. Imada, T. Yamamoto, K. Shigematsu, and M. Takayanagi, J. Muter. Sci., 6,535 (1971). 11. P. Predecki and W. 0. Statton, J. Polym. Sci. Polym. Lett. Ed., 10,87 (1972). 12. L. Holliday and J. W. White, Pure Appl. Chem., 26,545 (1971). 13. P. D. Griswold, R. S. Porter, C. R. Desper, and R. J. Farris, Polym. Eng. Sci., 18, 537
(1978). 14. P. D. Griswold, A. E. Zachariades, and R. S. Porter, Flow-Induced Crystallization (Midland
Macromolecular Monograph No. 6), R. L. Miller, Ed., Gordon and Breach, New York, 1979. 15. A. E. Zachariades, T. Kanamoto, and R. S. Porter, paper given a t the Meeting of the American
Phys. SOC. and Biophys. SOC., Washington, D.C., 27-30 March 1978. 16. G. Capaccio and I. M. Ward, Polymer, 15,233 (1974). 17. G. Capaccio and I. M. Ward, Polym. Eng. Sci., 15,219 (1975). 18. G. Capaccio and I. M. Ward, Polymer, 16,239 (1975). 19. G. Capaccio, T. A. Crompton, and I. M. Ward, J. Polym. Sci. Polym. Phys. Ed., 14, 1641
20. P. J. Barham and A. Keller, J. Mater. Sci., 11,27 (1976). 21. L. Jarecki and D. J. Meier, Polymer, to appear. 22. J. B. Smith, G. R. Davies, G. Capaccio, and I. M. Ward, J. Polym. Sci. Polym. Phys. Ed., 13,
23. G. Capaccio and I. M. Ward, Polymer, 18,967 (1977).
(1976).
2331 (1975).
Received December 27,1978 Revised April 6,1979





























