Embed Size (px)
Citation preview




UNIVERSIDAD NACIONAL DE PIURA
Facultad de Ciencias
Escuela Profesional de Físicas
TESIS
“DETERMINACIÓN DEL ESPESOR DE PARED DE TUBERÍA DE
PRODUCCIÓN DE 2 3/8” UTILIZANDO EL MÉTODO DE
DISPERSIÓN DE FLUJO MAGNÉTICO, PARA ESTABLECER
DESGASTES INTERNOS PRODUCIDOS DURANTE LA
EXTRACCIÓN DE CRUDO EN POZOS PETROLEROS”
Presentada por:
Br. Yury Alexander Gonzales Niño
PARA OPTAR EL TITULO PROFESIONAL DE:
LICENCIADO EN FISICA
Línea de investigación:
Aplicación de Campos Magnéticos
Piura - Perú
2019





DEDICATORIA
A Dios,
Mis queridos padres Buenaventura Gonzales y Rosa Niño
Mi hermano Lennin Gonzales

AGRADECIMIENTOS
En primer lugar, quiero agradecer al profesor Lic. Angel Carrasco Porras, docente de
la Escuela Profesional de Física de Ciencias de la Universidad Nacional de Piura, por aceptar
ser mi asesor, por su colaboración y por su constante guía en la elaboración de esta tesis. A
todo el personal del Laboratorio de Física de la Universidad Nacional de Piura por
permitirme utilizar las instalaciones, equipos y su apoyo para el desarrollo de esta tesis.
Así mismo al Ing. José Arevalo Olivares, actual Gerente de Operaciones de la
empresa Servicios Petroleros y Conexos S.R.L, por brindarme las muestras (tubería)
utilizadas en este estudio con los desgastes predeterminados para realizar el análisis
correspondiente y darme las facilidades para realizar este estudio.
Finalmente, mi agradecimiento entero a mi familia y amigos por apoyarme y estar
siempre presente, por no permitir que desistirá en los momentos difíciles.

ÍNDICE
Pag.
1. Introducción 01
2. Aspectos de la Problemática 02
2.1. Descripción de la realidad problemática 02
2.2. Justificación e importancia de la investigación 04
2.2.1. Justificación 04
2.2.2. Importancia 04
2.3. Objetivos 05
2.4. Delimitaciones de la Investigación 06
3. Marco Teórico 07
3.1. Antecedentes de la investigación 07
3.2. Bases teóricas 09
3.2.1. Tubería de producción (Tubing) 09
3.2.2. Flujo magnético disperso (MFL) 09
3.2.3. Principios de electromagnetismo 11
3.2.3.1. Campo Magnético 11
3.2.3.1. Magnetización 11
3.2.3.1. Vectores magnéticos B, H y M 12
3.2.3.1. Permeabilidad y saturación 12
3.2.3. Elementos finitos – Programa FEMM 4.2 14
4. Marco Metodológico 15
4.1. Enfoque y diseño 15
4.2. Sujetos de la investigación 15

4.3. Métodos y procedimientos 16
4.3.1. Desarrollo 19
4.4. Técnicas e instrumentos 21
4.5. Aspectos éticos 21
5. Resultados y Discusión 22
5.1. Resultados 22
5.1.1. Datos experimentales 22
5.1.2. Datos teóricos – Programa FEMM 4.2. 24
5.2. Discusión 28
6. Conclusiones 29
7. Recomendaciones 30
8. Referencias Bibliográficas 31
Anexo A 34
Anexo B 45
Anexo C 61

ÍNDICE DE FIGURAS
Pag.
Fig. 2.1. Unidad de Bombeo Mecánico
02
Fig. 2.2. Tubería de producción de 2 3/8” Ø – Grado J 55 con desgaste
interno.
03
Fig. 3.1. Tubería de producción de 2 3/8”
09
Fig. 3.2. Líneas de flujo magnético de una barra de hierro sin defectos
10
Fig. 3.3. Líneas de flujo magnético de una barra de hierro con defecto
superficial.
10
Fig. 3.4. Fuga de campo magnético para distintos valores de magnetización
13
Fig. 3.5. Curva de magnetización del material
13
Fig. 4.1. Muestras de tuberías de producción de 2 3/8” utilizadas
17
Fig. 4.2. Toma de espesores de pared con ultrasonido MG-2-DL
OLYMPUS
18
Fig. 4.3. Unidad de inspección implementa con equipos UNP y materiales
de SPC
18
Fig. 4.4. Base de la Unidad Inspección
19
Fig. 4.5. Bobinas Magnetizadoras
19
Fig. 4.6. Fuente Tensión Balmer perteneciente a los Laboratorios de UNP
20
Fig. 4.7. Equipo - Vernier LabPro
20
Fig. 4.8. Sensor de Campo Magnético (MG-BTA)
20
Fig. 4.9 Esquema con las dimensiones y posición de las bobinas y las
muestras de tubería de producción al momento de la
magnetización
21
Fig. 4.10. Medida de la densidad de flujo magnético utilizando el sensor MG-
BTA
22
Fig. 4.11. Medida de la densidad de flujo magnético utilizando el FEMM 4.2. 23
Fig. 4.12. Medida de la densidad de flujo magnético en tubería
desmagnetizada
24
Fig. 5.1. (a) Señal generada con 1.00 Amp. (b) Señal generada con 2.00
Amp., para una muestra de tubería con 30% de pérdida de espesor
de pared
27
Fig. 5.2. Simulación de la dispersión de flujo magnético generada por la
magnetización de tubería con 45% de pérdida de espesor de pared
29
Fig. 5.3. Grafica de la disminución del área de sección transversal de la
tubería en función de la pérdida de espesor de pared
30
Fig. 5.4. Grafica de la dispersión de flujo magnético en función del espesor
de pared. Se muestra la comparación entra la dispersión de flujo
magnético generado por la magnetización de tuberías que
presentan desgaste homogéneo externo e interno
31
Fig. 5.5. Grafica de la dispersión de flujo magnético en función del
porcentaje de pérdida de espesor de pared. Se muestra la
comparación entra la dispersión de flujo magnético generado por
la magnetización de tuberías que presentan desgaste homogéneo
externo e interno.
31
Fig. 5.6. Grafica de la dispersión de flujo magnético en función del área de
la sección transversal de la tubería. Se muestra la comparación
entra la dispersión de flujo magnético generado por la
magnetización de tuberías que presentan desgaste homogéneo
externo e interno
32
Fig. 5.7. Grafica de la dispersión de flujo magnético en función del
porcentaje de disminución del área de la sección transversal de la
tubería. Se muestra la comparación entra la dispersión de flujo
magnético generado por la magnetización de tuberías que
presentan desgaste homogéneo externo e interno.
32

ÍNDICE DE TABLAS
Pag.
Tabla N° 4.1 Medida de la densidad de flujo magnético en el aire en el eje axial.
22
Tabla N° 5.1 Valores experimentales de la dispersión de flujo magnético
obtenido con el sensor de Efecto Hall MG-BTA para distancias de
separación entre bobinas.
26
Tabla N° 5.2 Valores experimentales de la dispersión de flujo magnético
utilizando los valores óptimos para magnetizar las muestras de
tuberías.
28
Tabla N° 5.3 Porcentajes de pérdidas de espesor de pared y Porcentajes de la
disminución del área de sección transversal para tuberías con
desgastes externos e internos
30

SIGLAS
API : Instituto Americano del Petróleo (American Petroleum Institute)
END : Ensayos No Destructivos (Nondestructive Testing)
FEMM : Metodo Magnetico de Elementos Finitos (Finite Element Method Magnetics)
MFL : Dispersión de Flujo Magnético (Magnetic Flux Leakage)
VT :
Inspección Visual (Visual Testing)
UT :
Inspección Ultrasónica (Ultrasonic Testing)
MT :
Inspección con Partículas Magnéticas (Magnetic Testing)
PT :
Inspección con Liquidos Penetrantes (Penetrant Testing)
B :
Densidad de Flujo Magnético, T
H :
Campo Magnético, Hm-1
M :
Magnetización, Hm-1
µ :
Permeabilidad Magnética, Hm-1
µ0
: Permeabilidad Magnética del Vacío, Hm-1
µr :
Permeabilidad Relativa
Xm
: Susceptibilidad Magnética
RESUMEN
Uno de los principales métodos utilizados en la inspección integral de tubing (tubería
de producción) es la técnica de Dispersión de Flujo Magnético (MFL del inglés “Magnetic
Flux Leakage”) que utiliza el flujo magnético producido por la magnetización de la tubería
para detectar defectos (fisuras, pit de corrosión, cortes mecánicos, etc.) superficiales y
subsuperficiales. Se utiliza un cabezal con zapatas que se encuentran en contacto directo con
la superficie de la tubería, motivo por el cual la pérdida de espesor de pared mediante este
tipo de equipos no es factible debido a la poca eficiencia de las señales registras y porque no
se puede diferenciar de las señales generadas por otros defectos superficies de la perdida de
espesor de pared.
Teniendo en cuenta lo descrito anteriormente, se implementó un pequeño equipo de
inspección utilizando la técnica MFL y el Efecto Hall. Se realizó un gran número de
experiencias en el laboratorio mediante las cuales se determinó que la tubería debe estar
desmagnetizada antes de ser inspeccionada, que la corriente idónea para este equipo debe ser
aproximadamente 1.00 Amperio y que la separación entre bobinas que magnetizan la tubería
debe ser apropiadamente 8.4 pulgadas. Utilizando el sensor de Efecto Hall se registraron una
gran cantidad de datos los cuales fueron analizados y a través de simulaciones mediante
elementos finitos y utilizando el programa Finite Element Method Magnetics (FEMM),
versión 4.2 se obtuvo una relación cuadrática entre la dispersión de flujo magnético medido
y la perdida de espesor de pared en tubería de producción con desgaste homogéneo en su
diámetro externo. Además, se verifico que la geometría del área de la sección transversal
afecta directamente en la magnitud de la densidad de flujo magnético la cual se puede
registrar con el sensor de Efecto Hall.
Palabras claves: Tubing, zapatas, flujo magnético, Efecto Hall, defectos y espesor de pared.
ABSTRACT
One of the main methods used in integral pipe inspection (production pipe) is the
Magnetic Flux Dispersion (MFL) technique that uses the magnetic flux produced by the
magnetization of the pipe for sensor sensors. defects (mechanical, corrosion pit, mechanical
cuts, etc.) superficial and subsurface. A head is used with shoes that are in direct contact with
the pipe surface, which is why the loss of cutting thickness by this type of equipment is not
feasible due to the low efficiency of the recorded signals and because it is not It can
differentiate from the signals generated by other surface defects from the loss of wall
thickness.
Taking into account what has been described above, a small inspection team will be
implemented using the MFL technique and the Hall Effect. A large number of experiences
were carried out in the laboratory through which it was determined that the pipe must be
demagnetized before being inspected, that the suitable current for this equipment should be
approximately 1.00 Ampere and that the separation between coils that magnetize the
obligation to be properly 8.4 inches. Using the Hall Effect sensor, record a large amount of
data that was analyzed through simulations using finite elements and using the Finite
Element Method Magnetics (FEMM) program, version 4.2, a quadratic relationship between
the magnetic flux dispersion was obtained. measured and the loss of wall thickness in
production pipe with homogeneous wear in its external diameter. In addition, verify that the
geometry of the cross-sectional area directly affects the magnitude of the magnetic flux
density which can be recorded with the Hall Effect sensor.
Keywords: Tubing, shoes, magnetic flux, Hall Effect, defects and wall thickness.
17
1.- INTRODUCCION
En el proceso de extracción de hidrocarburos de la industria petrolera mayormente se
utiliza tubería de producción, pero debido a las condiciones de operación, altas temperaturas,
fricción entre materiales, corrosión, etc. a la que está sometida; se generan defectos que
afectan la integridad mecánica de la misma. La pérdida de espesor de pared es uno de estos
defectos, por lo que es necesario monitorear en forma física la integridad de la misma
utilizando alguna técnica o método que no modifique ni altere tanto sus propiedades
mecánicas y su aptitud para el servicio. Los ensayos no destructivos (END) son la rama de
las ciencias de materiales que se ocupa de estos aspectos como uniformidad, calidad y
utilidad de materiales, estructuras y sistemas. Desde el punto de vista industrial, su propósito
consiste en determinar si un material o componente desempeñara satisfactoriamente o no su
función.
La inspección visual (VT) ha dejado de ser el método principal para detectar
variaciones, presencia de fisuras u otras discontinuidades físicas debido a sus limitaciones.
Si bien se puede utilizar hoy en día equipos de ultrasonido para determinar espesores de
pared estos se encuentran limitados por la limpieza de la tubería y el área aplicada con el
palpador con el cual se obtienen los datos. Es por ello que se desarrolla el presente trabajo
que tiene como finalidad detectar y determinar las variaciones de espesores de pared en
tubería de producción utilizando el método MFL.
La técnica de MFL se ha utilizado desde hace muchos años para la inspección de
materiales ferromagnéticos. El principio de operación para la detección de defectos se basa
en la magnetización del material y el uso de un detector (Sensor de punta Hall, bobinas, etc.)
a una distancia prudente de la superficie, los cuales no se deben mover en forma paralela al
eje del otro, cuando el detector pasa por la zona que presenta la perdida de espesor, la señal
generada presentara una variación brusca en el valor promedio medido de la densidad de
flujo magnético, esta variación en el valor promedio es la que contiene la información directa
del defecto analizar. Esto ocurre por los polos magnéticos en el área de la superficie interior
o exterior de la tubería que contienen el defecto no se encuentran compensados, lo que genera
se produzca un campo magnético en las inmediaciones de la zona que presentan pérdida de
espesor de pared. Este campo magnético adicional es el campo disperso asociado a la pérdida
de espesor de pared.
18
2.- ASPECTOS DE LA PROBLEMÁTICA
2.1.- Descripción de la realidad problemática
En la industria petrolera existen una gran variedad de operaciones dedicadas a la
extracción de petróleo y gas. Para realizar estas operaciones se requiere que la boca del pozo
ubicado en la superficie se encuentre conectada con los yacimientos de hidrocarburos
presentes en el subsuelo. Esta conexión es posible mediante tubería de revestimiento
(Casing) la cual permite estabilizar las paredes del pozo y tubería de producción (Tubing)
por la que circula en forma de fluido los hidrocarburos desde el subsuelo hasta la superficie
donde son almacenados en recipientes para luego ser procesados en una refinería.
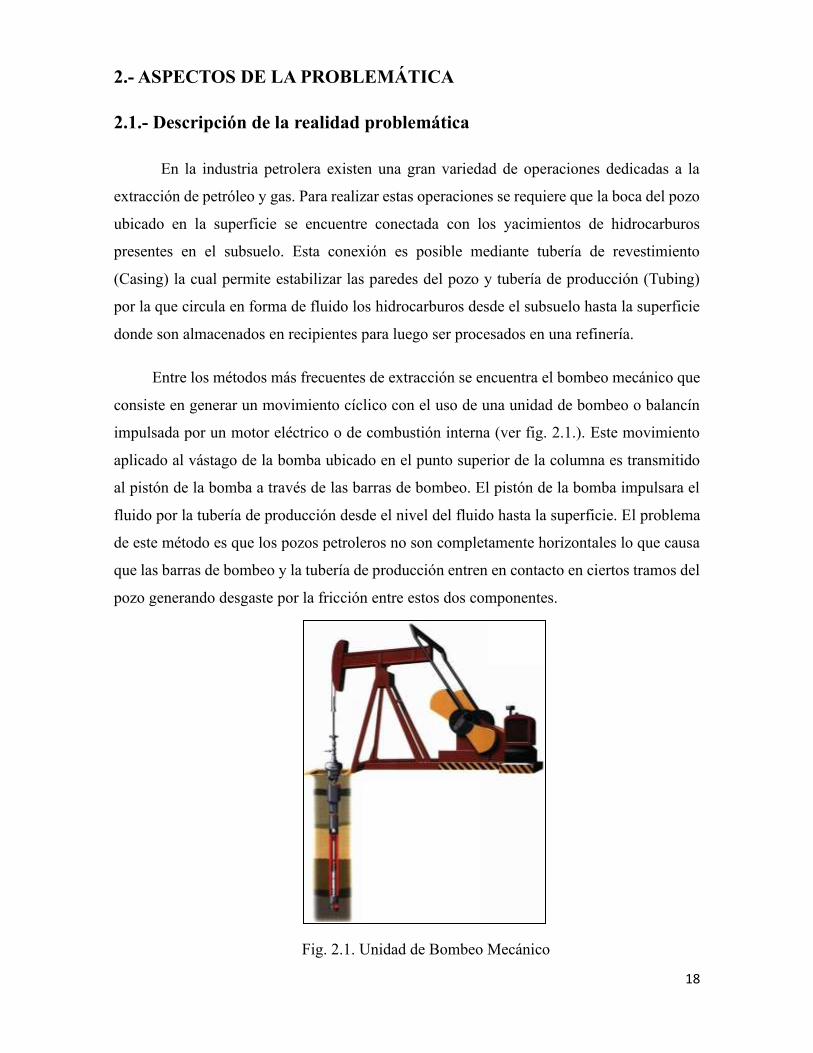
Entre los métodos más frecuentes de extracción se encuentra el bombeo mecánico que
consiste en generar un movimiento cíclico con el uso de una unidad de bombeo o balancín
impulsada por un motor eléctrico o de combustión interna (ver fig. 2.1.). Este movimiento
aplicado al vástago de la bomba ubicado en el punto superior de la columna es transmitido
al pistón de la bomba a través de las barras de bombeo. El pistón de la bomba impulsara el
fluido por la tubería de producción desde el nivel del fluido hasta la superficie. El problema
de este método es que los pozos petroleros no son completamente horizontales lo que causa
que las barras de bombeo y la tubería de producción entren en contacto en ciertos tramos del
pozo generando desgaste por la fricción entre estos dos componentes.
Fig. 2.1. Unidad de Bombeo Mecánico

19
Debido a las condiciones de operación, el fluido transportado, etc. Es necesario que
periódicamente se inspeccione la tubería de producción para verificar la integridad mecánica
de la misma y evitar problemas en la extracción del crudo. Para ello se utilizan los
denominados END los cuales tienen como finalidad verificar la integridad de la tubería sin
alterar sus propiedades mecánicas. El desgaste es uno de los defectos que se quiere descartar
y para ello se utiliza equipos y métodos de inspección que permiten detectar y determinar el
espesor de pared de la tubería, entre los métodos de inspección utilizados se encuentra la
inspección visual, inspección ultrasónica, inspección gammagrafíca, etc., pero cada uno de
estos métodos tiene diferentes limitaciones o restricciones al momento de detectar este tipo
de defectos.
Fig. 2.2. Tubería de producción de 2 3/8” Ø – Grado J 55 con desgaste interno
En este trabajo se utilizó la técnica de MFL como método alternativo para determinar
el espesor de pared en tuberías de producción de 2 3/8” Ø, para lo cual se utilizó dos bobinas
que generaban un campo magnético aproximamente uniforme que permitía magnetizar la
pieza a inspeccionar. Al introducir el material ferromagnético dentro de las dos bobinas, las
líneas de campo tienden a ir por dentro del material, pero no todas lo hacen, ya que la
permeabilidad del mismo no es infinita. Existirá entonces una densidad de flujo magnético
medible fuera del tubo el cual presenta una variación en su valor promedio cuando la sección
transversal del tubo disminuya. Es esta variación al disminuir el área de la sección transversal
del tubo la que se analiza para poder determinar una relación entre la dispersión de flujo
magnético medido y el espesor de pared del tubo.

20
2.2.- Justificación e importancia de la investigación
2.2.1.- Justificación
El proyecto se justifica en los siguientes pilares:
- Actualmente existen equipos que se utilizan en END que permiten detectar y
determinar las pérdidas de espesor de pared en tuberías de producción, pero todos
estos equipos presentan en alguna medida deficiencias, riesgos a la salud, o requieren
complementarse con otros métodos de END para poder encontrar y cuantificar los
desgastes en la tubería.
- Utilizar la técnica de Dispersión de Flujo Magnético (MFL), adaptarla y aplicarla a
este caso en particular, utilizando los principios físicos en electromagnetismo y
propiedades magnéticas del material para describir el comportamiento de la tubería
cuando esta se ubica dentro de campo magnético generado por dos bobinas,
permitiendo realizar exploraciones desde el exterior que perciban variaciones de
espesor en tiempo real y poder determinar perdidas de espesor de pared sin las
limitaciones de los otros métodos.
2.2.2.- Importancia
La importancia del proyecto radica en lo siguiente:
- La adaptación de la técnica MFL para detectar pérdidas de espesor de pared en
tuberías de producción permitirá observar, descartar o rechazar tuberías que no
cumplan con los estándares o normas establecidas para la inspección integral de
tubería cuando se encuentre este tipo de defectos. Así mismo permitirá aumenta la
eficiencia en el proceso de inspección.
- Se reducirá el tiempo de inspección lo que disminuirá el tiempo de parada en los
pozos petroleros cuando se coloque tubería recién inspeccionada, incrementaran la
producción de estos. Así mismo las pérdidas materiales y económicas disminuirán
gradualmente lo que generara mayores utilizadas a las empresas y por ende mejores
puestos de trabajo.

21
- Este método permitirá contrarrestar las limitaciones presentes en los otros métodos
descritos anteriormente:
➢ Inspección visual (VT) solo detecta discontinuidades superficiales, las
secciones internas del tuvo no son percibidas visualmente, depende
íntegramente de la resolución del ojo humana y requiere buena iluminación.
➢ Inspección ultrasónica (UT) requiere de acoplamiento para transmitir el
sonido, solo se concentra en áreas puntuales y es necesario que la superficie
del tubo este complemente limpia y pulida.
➢ Inspección gammagrafíca la radiación empleada es peligrosa para los
trabajadores y el público, tiene un costo bastante elevado el equipo y requiere
de permisos especiales para poder ser utilizado.
2.3.- Objetivos
Objetivo general
Determinar el espesor de pared una tubería de producción de 2 3/8” utilizando el
Método de Dispersión de Flujo Magnético.
Objetivos específicos
Obtener una ecuación que relacione el espesor de pared de una tubería de producción
de 2 3/8” y la densidad de flujo magnético medido en el exterior del tubo, cuando esté se
encuentra magnetizado por un campo magnético generado por dos bobinas.
Determinar cómo influye la geométrica de la sección transversal de la tubería de
producción de 2 3/8” referente a la densidad de flujo magnético medido en el exterior del
tubo, cuando esté se encuentra magnetizado por un campo magnético generado por dos
bobinas.
Determinar la variación de la densidad de flujo magnético de una tubería de
producción de 2 3/8” que presenta diferentes espesores de pared utilizando el Efecto Hall
para medir la densidad de flujo magnético en el exterior del tubo, cuando esté se encuentra
magnetizado por un campo magnético generado por dos bobinas
22
2.4.- Delimitación de la investigación
La investigación se realizó en los laboratorios de la Facultad de Ciencias de la
Universidad Nacional de Piura, para ello se empleó muestras de tubería de producción de
2 3/8” Ø proporcionadas por la empresa Servicios Petroleros y Conexos S.R.L., ubicado en
el distrito de la Brea – Talara – Piura. La investigación tuvo por finalidad adaptar y aplicar
la técnica de Dispersión de Flujo Magnético para realizar exploraciones desde el exterior del
tubo para percibir variaciones de espesor de pared en tiempo real y poder determinar perdidas
de espesor de pared.
Desde un inicio se registraron los datos obtenidos de las muestras proporcionados
para diferentes corrientes y perdidas de espesor, lo que permitió determinar los parámetros
óptimos para la obtención de datos. Simultáneamente estos datos se compararon con los
obtenidos en el Programa FEMM 4.2. Lo que permitió simular casos hipotéticos de desgaste
en tuberías producción para poder predecir desgastes y obtener la relación entre la densidad
de flujo magnético y el espesor de pared.
Los equipos, muestras y materiales a utilizar estarán limitados por la configuración
de las dos bobinas, debido a que está preestablecida su configuración geométrica y porque
tiene una capacidad máxima de 5.00 amperios en cada bobina. Lo que genera que la
magnetización producida en la tubería tenga un límite inferior al punto de saturación del
material. Así mismo los desgastes preestablecidos de las tuberías utilizadas en este estudio
limitan en gran medida el análisis que se puede realizar, debido a que simulan un tipo de
defecto muy puntal dentro de los diferentes defectos por perdida de espesor de pared.
23
3.- MARCO TEORICO
3.1.- Antecedentes de la investigación
Lic. Juan Pablo Carbajal (2004) desarrollo una tesis titulada “Detección de fisuras por
la técnica de flujo magnético disperso”, para obtener una maestría en ciencias físicas de la
Universidad Nacional de Cuyo, Argentina. El trabajo de investigación tuvo como objetivo
general obtener la configuración espacial del campo magnético en un dominio conocido por
medio de mediciones u obtener simulaciones con modelos numéricos para poder establecer
una correspondencia entre el campo que se obtiene y las propiedades geométricas de los
defectos. En esta tesis se encaró el estudio de la técnica del flujo magnético disperso desde
un punto de vista experimental y teórico. Experimentalmente se extremaron las precauciones
para obtener una señal limpia: se usó un tubo maquinado en sus caras externa e interna para
eliminar las imperfecciones superficiales de los tubos laminados, y se utilizaron ocho
defectos maquinados por electroerosión en las superficies externas e internas del tubo.
Teóricamente se desarrollaron modelos matemáticos para describir condiciones y situaciones
en las que el campo magnífico producido por las dos bobinas se veía afecto cuando la tubería
magnetizada presentaba defectos. De este estudio se puede decir que se han aportado datos
experimentales valiosos para el estudio del fenómeno del flujo magnético disperso, que se
han verificado las principales características de un modelo que describe su comportamiento,
y que se han señalado direcciones en que se debe proceder para llegar a una concordancia
satisfactoria entre el modelo y las mediciones experimentales. [5]
Marcelo L. Moreyra (2006) desarrollo una tesis titulada “Diseño de ensayo no
destructivo para detección de fallas en coiled tubing”, para obtener el grado de ingeniero
electrónico en la faculta de ingeniería de la Universidad Nacional de Comahue, Argentina.
El trabajo de investigación tuvo como objetivo general el diseño e implementación de un
prototipo de laboratorio para la detección de grietas transversales e imperfecciones
tridimensionales en tuberías de coiled tubing a través de técnicas de ensayos no destructivos.
Para esto se utilizado la técnica de dispersión de flujo magnético, la cual se ha adaptado y
aplicado a este caso. Los objetivos y metas propuestos fueron alcanzados satisfactoriamente
dado que el sistema implementado logró detectar gran parte de las discontinuidades
estudiadas con relativa eficacia. El diseño y los resultados obtenidos en este trabajo son
comparables a aquellos obtenidos con herramientas que se utilizan en la industria,

24
desarrolladas por empresas u otras universidades del mundo. Pero el modelo construido
puede mejorarse en muchos aspectos tales como el sistema mecánico, la utilización de
circuitos electrónicos de precisión y sensores de mayores prestaciones. El post-filtradi y
adaptaciones de las señales. Todos estos factores contribuirán a la detección de
discontinuidades de menores dimensiones con mayor resolución. Es factible entonces la
construcción de una herramienta de campo eficaz y de bajo costos para la inspección en línea
de este tipo de tuberías.
Abigail Stein (2013) desarrollo una tesis titulada “Análisis de técnicas de inspección
no destructivas en tubos de acero”, para obtener el grado de licenciatura en matemáticas en
la faculta de ciencias exactas y naturales de la Universidad de Buenos Aires, Argentina. El
trabajo de investigación tuvo como objetivo general desarrollar modelos numéricos
ejecutables en programa MATLAB utilizando diversas técnicas y considerando distintas
fuentes de errores típicas del campo experimental. En este trabajo de investigación se
modelan sistemas para identificar y caracterizar defectos en tubos analizando la técnica de
inspección no destructiva MFL. La formulación matemática de este problema se analizó
posibles soluciones de los problemas y se observaron cuáles de ellas estaban próximas de las
soluciones reales. Para ello lo que se realizo fue regularizar el problema, ósea que
incorporaron alguna condición externa (a partir de conocimientos a priori del problema) que
debe tener la solución, y mediante un replanteo adecuado del problema para obtener la mejor
solución, para ello utilizaron el método de regularización de Tikhonov. Además, se investigó
la detección de alteraciones en el espesor de un tubo de acero, el cual no es un problema
estándar. Si bien este es un problema intrínsecamente no lineal, se consideró la posibilidad
interesante de simplificarlo mediante una linealización local. El resultado obtenido nos
permite describir con bastante precisión posibles perturbaciones en los bordes.
25
3.2.- Marco teórico
3.2.1.- Tubería de producción (Tubing)
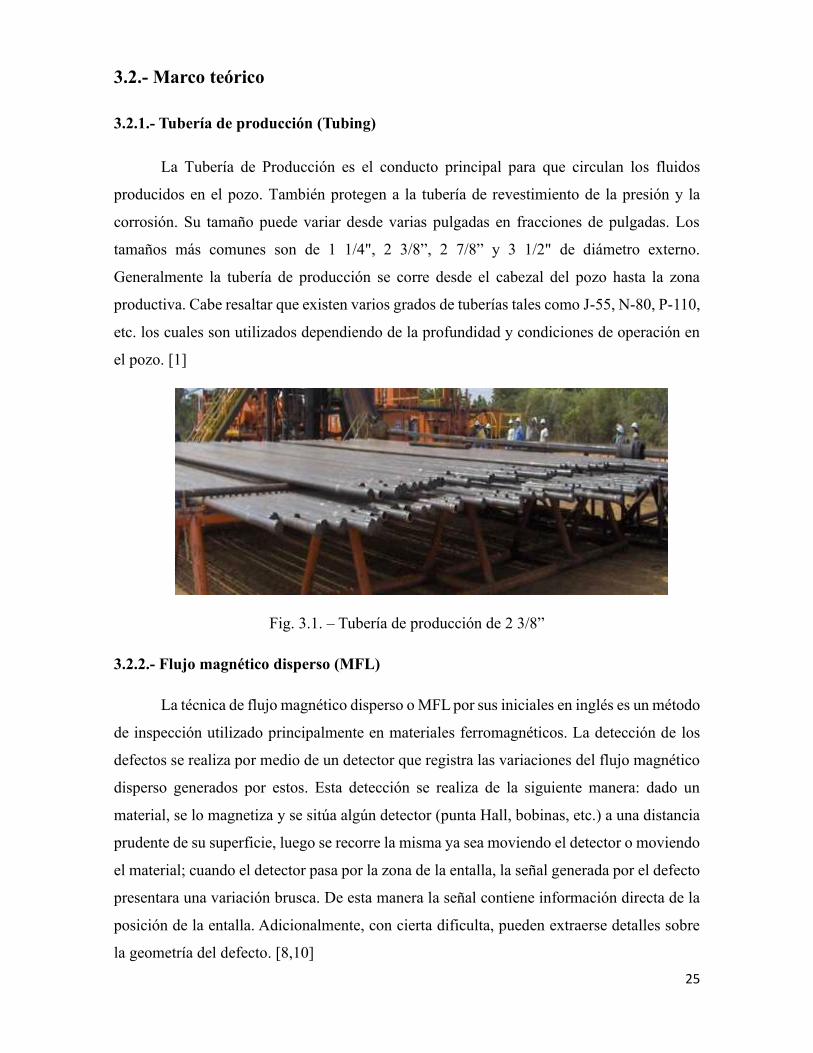
La Tubería de Producción es el conducto principal para que circulan los fluidos
producidos en el pozo. También protegen a la tubería de revestimiento de la presión y la
corrosión. Su tamaño puede variar desde varias pulgadas en fracciones de pulgadas. Los
tamaños más comunes son de 1 1/4", 2 3/8”, 2 7/8” y 3 1/2" de diámetro externo.
Generalmente la tubería de producción se corre desde el cabezal del pozo hasta la zona
productiva. Cabe resaltar que existen varios grados de tuberías tales como J-55, N-80, P-110,
etc. los cuales son utilizados dependiendo de la profundidad y condiciones de operación en
el pozo. [1]
Fig. 3.1. – Tubería de producción de 2 3/8”
3.2.2.- Flujo magnético disperso (MFL)
La técnica de flujo magnético disperso o MFL por sus iniciales en inglés es un método
de inspección utilizado principalmente en materiales ferromagnéticos. La detección de los
defectos se realiza por medio de un detector que registra las variaciones del flujo magnético
disperso generados por estos. Esta detección se realiza de la siguiente manera: dado un
material, se lo magnetiza y se sitúa algún detector (punta Hall, bobinas, etc.) a una distancia
prudente de su superficie, luego se recorre la misma ya sea moviendo el detector o moviendo
el material; cuando el detector pasa por la zona de la entalla, la señal generada por el defecto
presentara una variación brusca. De esta manera la señal contiene información directa de la
posición de la entalla. Adicionalmente, con cierta dificulta, pueden extraerse detalles sobre
la geometría del defecto. [8,10]

26
Principio de operación
La técnica de MFL requiere que se magnetice uniformemente la pieza, en este caso
se considerara una barra de hierro (ver fig. 3.2.), cuando esta se magnetiza un gran número
de dominios magnéticos se alinean en la dirección de magnetización. Dentro del material,
cada polo magnético esta exactamente compensado por la presencia de un polo adyacente de
polaridad opuesta, y como resultado los polos interiores no contribuyen al campo magnético
fuera del material. En la superficie, sin embargo, los polos magnéticos no están compensados
y producen un campo magnético en los alrededores del material.
Fig. 3.2. Líneas de flujo magnético de una barra de hierro sin defectos
Si existiera una ranura en la barra de hierro (ver fig. 3.3.), los polos en la superficie
de esta ranura también estarán descompensados y por lo tanto producirán en un campo
magnético en las inmediaciones de la ranura. Este campo magnético adicional es el campo
disperso asociado a la ranura. Su presencia modifica el campo magnético en la vecindad de
la misma, por lo tanto, la magnetización no se mantiene uniforme.
Fig. 3.3. Líneas de flujo magnético de una barra de hierro con defecto superficial
27
3.2.3.- Principios de electromagnetismo
3.2.3.1.- Campo Magnético
Una carga eléctrica estática tiene un campo eléctrico y una carga móvil constituye
una corriente eléctrica y posee un campo magnético. Los campos magnéticos se presentan
alrededor de un conductor por el que fluye corriente. También existen alrededor de un objeto
magnetizado como un imán de barra de hierro. En la barra de hierro las corrientes fluyen en
circuitos de dimensiones pequeñas. [24] esto es debido a que toda la materia consiste
fundamentalmente en átomos, y cada átomo consiste en electrones en movimiento. Estos
circuitos de electrones, cada uno de los cuales este confinado a un solo átomo, son los que
llamaremos corrientes atómicas. Por tanto, parece que tenemos dos clases de corrientes: (1)
una corriente verdadera que consiste en transporte de carga, esto es, el movimiento de
electrones libres o de iones cargados, y (2) corrientes atómicas, que son corrientes puras que
circulan sin dar origen a transporte de cargas. Sin embargo, ambas clases de corrientes
pueden producir campos magnéticos. [4,2]
El campo magnético producido en un punto cualquiera, debido a una corriente
constante que circula por un conductor está dado por la Ley de Biot y Savart y se define por
la siguiente ecuación (1):
B⃗⃗ =μ0I
4π∫
dl xr
r3 (1)
3.2.3.2.- Magnetización
Cada corriente atómica es un pequeño circuito cerrado de dimensiones atómicas, y
puede, por tanto, describirse apropiadamente como un dipolo magnético. De hecho, el
momento dipolar es la cantidad que interesa aquí, puesto que el campo de inducción
magnética debido a un solo átomo se determina completamente especificando su momento
dipolar magnética, �⃗⃗⃗� . Definiremos ahora una cantidad vectorial macroscópica, la
magnetización �⃗⃗⃗� , como la suma vectorial de todos los momentos dipolares de un pequeño
elemento de volumen ∆ν, y luego dividimos el resultado por ∆ν; la cantidad resultante, se
llama momento dipolar magnético por unidad de volumen o simplemente magnetización.
M⃗⃗⃗ = lim∆v→0
1
∆v∑ m⃗⃗⃗ i
i
(2)

28
La cantidad �⃗⃗⃗� es una funcional vectorial. En el estado desmagnetizado, la suma de
todos los momentos dipolares magnéticos dará cero como resultado de la orienta al azar, pero
cuando está presente un campo magnético externo excitante �⃗⃗⃗� dependerá generalmente de
este campo. [14]
3.2.3.3.- Vectores magnéticos �⃗⃗� , �⃗⃗� y �⃗⃗⃗�
Donde:
B⃗⃗ = μ0(H⃗⃗ + M⃗⃗⃗ ) (3)
Para resolver problemas de teoría electromagnética, es esencial tener una relación
entre �⃗⃗� y �⃗⃗� o, equivalentemente, una relación entre �⃗⃗⃗� y uno de los vectores magnéticos. [11]
Por ello es conveniente definir una Susceptibilidad Magnética y una Permeabilidad Relativa
tal que
M⃗⃗⃗ = XmH⃗⃗ (4)
Dado la ecuación (3) se obtiene entonces,
B⃗⃗ = μ0(1 + Xm)H⃗⃗ = μ0μrH⃗⃗ = μH⃗⃗ (5)
Donde:
μr = (1 + Xm) (6)
La ecuación (3) es general, pero las ecuaciones (5) y (6) se basan en hipótesis de que
el material es isótropo y lineal; en otras palabras, que �⃗⃗⃗� es proporcional a �⃗⃗� y que tienen la
misma dirección. Desgraciadamente, en los materiales ferromagnéticos, esta hipótesis nunca
es totalmente cierta. [13]
3.2.3.4.- Permeabilidad y Saturación
Cuanto mayor es el campo magnético aplicado a la pieza a inspeccionar, mayor es la
cantidad de líneas de flujo que escapa del material cerca de la discontinuidad (Fig. 3.4.), y
por lo tanto las señales de escape de campo medidas tendrán una mayor amplitud. Sin
embargo, la relación entre el campo aplicado �⃗⃗� y la densidad de flujo magnético �⃗⃗� en un
material magnético es no lineal, por lo que se alcanza un máximo de líneas de flujo por
unidad de área y la cantidad de líneas que se escapan ya no aumentara con la magnetización.
29
Fig. 3.4. Fuga de campo magnético para distintos valores de magnetización
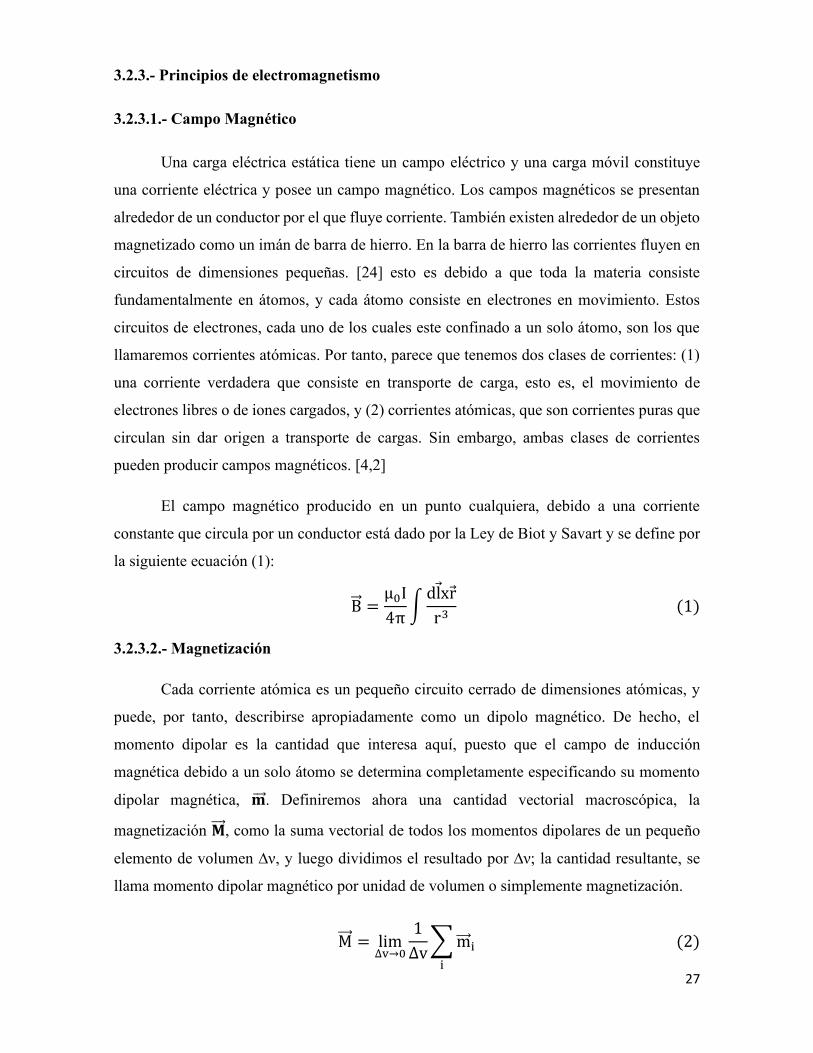
A bajos niveles de campo aplicado, un cambio pequeño es este producto produce una
gran variación en el flujo. A niveles medios, la relación es altamente lineal y a niveles altos,
grandes cambios en el campo producen solo un pequeño cambio en el flujo. Esta zona de la
curva se denomina “zona de saturación”
Este comportamiento esta descrito por la ecuación (3), la curva que muestra esta
relación se denomina “curva de magnetización”, ver Figura 3.5.
Fig. 3.5. Curva de magnetización del material
- Saturación Magnética: es el grado de magnetización donde un incremento en la
intensidad magnética no produce un incremento significativo en la densidad de flujo
magnético en el material.
- Permeabilidad magnética (µ): es una magnitud que mide la habilidad del flujo
magnético para inducirse en un material magnético y se representa como la pendiente
de una línea que va desde el origen a un punto en particular en la curva de
magnetización. [10,11]

30
3.2.4.- Elementos finitos – Programa FEMM 4.2
El desarrollo manual de las ecuaciones de Maxwell necesarias para poder simular y
predecir los valores de campo magnético producido por las dos bobinas al magnetizar las
muestras de tubería de producción, son demasiado complejas para poder desarrollarse de la
forma tradicional. Por ello se optó por el método de elementos finitos utilizando el software
FEMM 4.2. Este es un programa para resolver problemas electromagnéticos en dominios
bidimensionales planos y axisimétricos. [6]
3.2.4.1.- Ecuaciones diferenciales parciales relevantes
FEMM aborda algunos casos limitantes de las ecuaciones de Maxwell. Los
problemas magnéticos abordados son aquellos que pueden considerarse como "problemas de
baja frecuencia", en los que las corrientes de desplazamiento pueden ignorarse. Las
corrientes de desplazamiento son típicamente relevantes para problemas magnéticos solo en
frecuencias de radio. [22]
Los problemas magnetostáticas son problemas en los que los campos son invariables
en el tiempo. En este caso, la intensidad de campo (�⃗⃗� ) y la densidad de flujo (�⃗⃗� ) deben
obedecer:
∇ x H⃗⃗ = J ⃗ (7)
∇. B = 0 (8)
Si un material es no lineal (ejemplo, hierro saturado o imanes de alnicos), la
permeabilidad, µ es en realidad una función de �⃗⃗� :
μ =B
H(B) (9)
FEMM trata de encontrar un campo que satisfaga (7) - (8) a través de un enfoque de
potencial de vector magnético. La densidad de flujo se escribe en términos del potencial
vectorial, 𝐀⃗⃗ ⃗ como:
B⃗⃗ = ∇ x A⃗⃗ (10)
Ahora, esta definición de �⃗⃗� siempre satisface (8). Entonces, (7) puede reescribirse como:
∇ x (1
μ(B)∇ x A⃗⃗ ) = J (11)

31
Para un material isotrópico lineal (suponiendo el indicador de Coulomb, ∇·�⃗⃗� = 0),
la ecuación. (11) se reduce a:
−1
μ∇2A⃗⃗ = J (12)
FEMM conserva la formula (11), de modo que los problemas magnetostáticas con
una relación �⃗⃗� -�⃗⃗� no lineal se pueden resolver.
La ventaja de usar la formulación potencial del vector es que todas las condiciones
que deben cumplirse se han combinado en una sola ecuación. Si se encuentra �⃗⃗� , �⃗⃗� y �⃗⃗�
pueden deducirse diferenciando �⃗⃗� . La ecuación (11), es una ecuación diferencial parcial
elíptica, surge en el estudio de muchos tipos diferentes de fenómenos de ingeniería. Hay una
gran cantidad de herramientas que se han desarrollado a lo largo de los años para resolver
este problema en particular.[6]
3.2.4.2.- Condiciones de contorno
Es necesario discutir algunas condiciones límites para asegurarse de definir un
número adecuado de condiciones límites que garanticen una solución única. Para problemas
magnéticos se presentan en cinco variedades:
- Dirichlet: En este tipo de condición límite, el valor del potencial �⃗⃗� se define
explícitamente en la frontera. En problemas magnéticos se define �⃗⃗� = 0 a lo largo de
un límite para evitar que el flujo magnético cruce el límite.
- Neumann: Esta condición de límite especifica la derivada normal del potencial a lo
largo del límite. En problemas magnéticos, la condición de frontera homogénea de
Neumann, ∂A / ∂n = 0 se define a lo largo de una frontera para forzar que flujo pase
la frontera exactamente en un ángulo de 90º a la frontera. Este tipo de condición límite
es consistente con una interfaz con un metal muy altamente permeable.
- Robin: Esta condición de límite es una especie de mezcla entre Dirichlet y Neumann,
que prescribe una relación entre el valor de �⃗⃗� y su derivada normal en el límite. Un
ejemplo de esta condición límite es:
∂A
∂η+ cA⃗⃗ = 0 (13)

32
- Periódico Las condiciones de contorno periódicas unen dos límites. En este tipo de
condición límite, los valores límite en los puntos correspondientes de los dos límites
se establecen iguales entre sí.
- Antiperiódico: La condición de límite antiperiódico también se une a dos límites. Sin
embargo, los valores límite se hacen de igual magnitud, pero de signo opuesto.
Si no se definen explícitamente condiciones de contorno, cada límite se convierte en
una condición de contorno de Neumann homogénea. Sin embargo, una condición límite no
derivada debe definirse en alguna parte (o el potencial debe definirse en un punto de
referencia en el dominio) para que el problema tenga una solución única.
Para problemas magnéticos axisimétricos, �⃗⃗� = 0 se aplica en la línea r = 0. En este
caso, se puede obtener una solución válida sin definir explícitamente ninguna condición
límite, siempre que parte del límite del problema se encuentre a lo largo de r = 0.
Análisis con elementos finitos
Aunque las ecuaciones diferenciales de interés parecen relativamente compactas,
generalmente es muy difícil obtener soluciones de forma cerrada para todas las geometrías,
excepto las más simples. Aquí es donde entra el análisis de elementos finitos. La idea de los
elementos finitos es dividir el problema en un gran número de regiones, cada una con una
geometría simple (por ejemplo, triángulos). Sobre estas regiones simples, la solución
"verdadera" para el potencial deseado se aproxima mediante una función muy simple. Si se
utilizan suficientes regiones pequeñas, el potencial aproximado coincide estrechamente con
la solución exacta. La ventaja de dividir el dominio en varios elementos pequeños es que el
problema se transforma de un problema pequeño pero difícil de resolver a un problema
grande pero relativamente fácil de resolver. A través del proceso de discretización, se forma
un problema de álgebra lineal con quizás decenas de miles de incógnitas. Sin embargo,
existen algoritmos que permiten resolver este tipo de problemas, generalmente en un corto
período de tiempo. Específicamente, FEMM discretiza el dominio del problema utilizando
elementos triangulares. Sobre cada elemento, la solución se aproxima mediante una
interpolación lineal de los valores de potencial en los tres vértices del triángulo. El problema
del álgebra lineal se forma minimizando una medida del error entre la ecuación diferencial
exacta y la ecuación diferencial aproximada como está escrita en términos de las funciones
de prueba lineal. [6,22]

33
3.3.- Glosario de Términos
Corrosión: Se define como el deterioro de un material a consecuencia de un ataque
electroquímico por su entorno.
Defecto: Imperfección de un diámetro y/o densidad del producto superior a los criterios de
aceptación especificados en las normas de inspección.
Desmagnetización: Método por el cual se pierde el alineamiento de los imanes moleculares
y con ello el magnetismo.
Entalla: Corte que se hace en una pieza con extracción de materia.
Hidrocarburo: Compuesto químico de carbono e hidrogeno. Todos los combustibles y
derivados del petróleo son compuestos de hidrocarburos.
Imperfección: Discontinuidad o irregularidad en la pared o en la superficie del producto que
es detectable por los métodos de inspección.
Indicación: Evidencia obtenida mediante una inspección no destructiva.
Inspección: Actividades, tales como medir, examinar, probar o calibrar una o más
características de un producto y comparar los resultados de dichas acciones con los requisitos
especificados, con el fin de determinar la conformidad.
Integridad: Estado de una cosa que tiene todas sus partes o que no ha sufrido alteración.
Ferromagnetismo: Es un fenómeno físico en el que se produce ordenamiento magnético de
todos los momentos magnéticos de una muestra, en la misma dirección y sentido.
Magnetizar: Comunicar a un cuerpo propiedades magnéticas.
Permeabilidad: Es la facilidad con que un cuerpo se deja atravesar por las líneas de fuerza
magnética; así se sabe que materiales ferromagnéticos tienen alta permeabilidad magnética.
Polo: Cualquiera de los dos puntos opuestos de un cuerpo, en los cuales se acumula en mayor
cantidad la energía de un agente físico; como el magnetismo en los extremos de un imán.

34
Saturación: Condición en la que un material que está siendo magnetizado alcanza la fuerza
total y la densidad máxima de flujo.
Señal: Alteración que se introduce o que aparece en el valor de una magnitud cualquiera y
que sirve para trasmitir información.
Susceptibilidad: Razón entre la polaridad magnética producida en una sustancia y el campo
magnético que la ha producido.
Yacimiento: Es la acumulación natural de minerales en la corteza terrestre, en forma de uno
o varios cuerpos minerales agrupados, los cuales en este estado, pueden ser objeto de
extracción y explotación industriales, en la actualidad o en un futuro inmediato.
3.4.- Hipótesis
3.4.1.- Hipótesis general
Utilizando el método de Dispersión de Flujo Magnético (MFL) en tuberías de
producción de 2 3/8” que presenta diferente espesor de pared comparado con el espesor
nominal de la tubería de producción de 2 3/8” nueva y comparando la variación de la
densidad de flujo magnético generada por ambos casos, se puede llegar determinar el espesor
de pared de la tubería.
3.4.2.- Hipótesis especificas
Existe una dependencia directa entre el valor medido de la densidad de flujo
magnético y el espesor de pared de la tubería de producción de 2 3/8” magnetizada cuando
está se encuentra ubicada dentro de en un campo magnético generado por dos bobinas, la
cual se puede expresar en términos matemáticos.
Cuando se reduce la sección transversal de una tubería de producción de 2 3/8”
magnetizada por un campo magnético generado por dos bobinas aumentara el valor de la
densidad de flujo magnético medida en el exterior del tubo.
La densidad flujo magnético medido por un sensor de Efecto Hall que se genera por
una tubería de producción de 2 3/8” que presenta diferentes espesores de pared y que está
magnetizada por un campo magnético generado por dos bobinas, presentara diferentes
valores para cada espesor de pared.

35
4.- MARCO METODOLOGICO
4.1.- Enfoque y diseño
El enfoque de la investigación es experimental, debido a que se manipulo intencionalmente
la variable independiente para ver sus efectos sobre la variable dependiente, es decir, se
modificó previamente y de manera deliberada el espesor de pared de las muestras de la
tubería de producción para ver como variaba la dispersión de flujo magnético generada por
dos bobinas y la magnetización de tubería. Para ello previamente las muestras de tubería han
sido sometidas a trabajos de desbaste en torno de 0%, 15%, 30%, 45% y 60% de desgaste
aproximadamente uniforme en el centro de cada muestra, además los datos se obtuvieron
mediante un sensor de Efecto Hall los cuales son cuantificables. Así mismo se utilizó un
software para modelar el problema y los datos obtenidos por este medio se corroborarán con
los datos experimentales.
4.2.- Sujeto de la investigación
El estudio se realizó con muestras de tubería de producción nueva (ver fig. 4.1.)
proporcionada por la empresa Servicios Petroleros y Conexos S.R.L – Talara, la cual realiza
el servicio de inspección integral de tubería de las diferentes empresas que se dedican a la
extracción del crudo en la Región Piura. Son 05 muestras de tubería de 2 3/8” de diámetro,
grado J 55 y de aproximadamente 2.5 metros de longitud, de las cuales 04 se les ha realizado
un desgaste de 15%, 30%, 45% y 60% en el centro de la tubería de aproximadamente 25
centímetros de longitud. La última muestra no se le realizó ningún trabajo previo y sirvió
como tubo patrón para las medidas del campo magnético cuando la tubería no presenta
desgaste.
Fig. 4.1. Muestras de tuberías de producción de 2 3/8” utilizadas

36
Teniendo en cuenta que el espesor de pared en tuberías de producción no es uniforme
en forma radial y a lo largo de toda su longitud, se realizó la toma de espesores de pared a
cada muestra de tubería con un equipo de ultrasonido MG-2-DL OLYMPUS, a intervalos
constantes con la finalidad de verificar las dimensiones de los espesores de pared y poder
trabajar con los valores promedios obtenidos con los datos de este equipo. En la figura 4.2
se puede observar la toma de espesores de pared a las muestras de tubería que presentan
desgaste. Los datos se encuentran tabulados en el Anexo A.
Fig. 4.2. Toma de espesores de pared con ultrasonido MG-2-DL OLYMPUS
4.3.- Métodos y procedimientos
Para obtener los datos necesarios para el estudio realizado, se implementó una pequeña
unidad de inspección, ver figura 4.3., constituida por equipos de laboratorio de la UNP y
materiales proporcionados por la empresa SPC. Esta unidad permite magnetizar las muestras
de tubería de producción de 2 3/8” Ø, desplazar las tuberías a lo largo de toda su longitud y
registrar en tiempo real los valores de la densidad de flujo magnético a una determina
distancia de la tubería cuando esta se encontraba magnetizada.
Fig. 4.3. Unidad de inspección implementada con equipos UNP y materiales de SPC

37
La unidad de inspección se encuentra implementada de la siguiente manera:
- Base de la Unidad de Inspección, ver figura 4.4. Está construida de madera para no
generar interferencia con los campos magnéticos generados por las dos bobinas que
se acoplan a él. Forma el esqueleto propio de la unidad, además de presentar los
soportes por donde se desplaza la tubería de forma manual.
Fig. 4.4. Base de la Unidad Inspección
- Bobinas Magnetizadoras, ver figura 4.5. La unidad está conformada por 02 bobinas
construidas de conductor para bobina AWG N°14 y tienen 585 espiras cada una de
ellas. El alambre se encuentra embobinado en tambores de cartón prensado que tienen
las mismas dimensiones.
Fig. 4.5. Bobinas Magnetizadoras

38
- Fuente de Tensión Balmer, ver figura 4.6. Es la fuente de alimentación de corriente
de la unidad de inspección. Es un equipo monofásico de entrada de 220 V AC y salida
de voltaje variable de 0 a 24 voltios y corriente de 0 a 20 Amperios DC.
Fig. 4.6. Fuente de Tensión Balmer perteneciente a los Laboratorios de UNP
- Equipo - Vernier LabPro, ver figura 4.7. Es una interfaz de recopilación de datos
versátil que se puede utilizar para recopilar datos de diversas maneras en el
laboratorio o en campo. Se puede usar con una computadora, calculadora gráfica TI
o como un registrador de datos independiente.
Fig. 4.7. Equipo - Vernier LabPro
- Sensor de Campo Magnético MG-BTA, ver figura 4.8. El sensor usa un transductor
de Efecto Hall. Produce un voltaje que es lineal con el campo magnético. El sensor
mide el componente del campo magnético que es perpendicular al punto blanco
situado en el fin del sensor. La lectura es positiva cuando el punto blanco en el sensor
señale un polo sur magnético.
Fig. 4.8. Sensor de Campo Magnético (MG-BTA)

21
Con los equipos y materiales descritos se procedió a la implementación de la unidad de inspección. La posición de las bobinas y de la muestra
de tubería de producción está de acuerdo el esquema de la figura 4.9. Además, en esta imagen se aprecia las dimensiones de estos componentes las
cuales se encuentran en metros para propósitos de cálculo.
Distancias permanentes Distancias que pueden variar Datos de las Bobinas
R2 0.124 mt Radio externo de la bobina Z 0.100 mt Distancia axial entre bobinas N1 60 Numero de espiras x capa
R1 0.109 mt Radio interno de la bobina D2 0.060 mt Diámetro exterior del tubo N2 9.75 Numero de capas x bobina
L 0.081 mt Ancho de la bobina D1 0.055 mt Diámetro interior del tubo N 585 Numero de espiras totales
L-Tubo 2.500 mt Longitud de la tubería P 0.025 mt Distancia radial - Sensor AWS 14 Calibre del alambre
Fig. 4.9. Esquema con las dimensiones y posición de las bobinas y las muestras de tubería de producción al momento de la magnetización.
Bobina N° 01
Bobina N° 01 Bobina N° 02
Bobina N° 02
L - Tubo
R2 R1 R2 R1
L L
Eje Radial “r”
Eje Axial “z”
D2
D1
Z Z
Nota: Vista de la sección
transversal de la tubería.
P

22
4.3.1. Desarrollo
Antes de realizar la toma de datos a las muestras de tubería se debe:
➢ Verificar que los valores obtenidos con el sensor de campo magnético
MG-BTA sean los correctos. Para ello se efectúan toma de datos con el sensor,
ver figura 4.10, cuando este se encuentra ubicado en el centro entre las dos
bobinas, en el eje axial; posteriormente los datos obtenidos son comparados
con los datos teóricos que se encuentran tabulados en la Tabla N° 4.1. Los
valores teóricos tabulados previamente se han calculado por medio de la
ecuación (1) y utilizando el programa FEMM 4.2., ver figura 4.11.
Tabla N° 4.1 – Medida de la densidad de flujo magnético en el aire en el eje axial.
Amperaje
Valor
Teórico
(mT)
FEMM 4.2. Sensor de Efecto Hall
Valor
(mT) Error (%)
Valor
(mT) Error (%)
0.5 0.781 0.781 0.000 0.737 0.056
1.0 1.561 1.562 0.064 1.547 0.009
1.5 2.342 2.342 0.000 2.378 0.015
2.0 3.122 3.123 0.032 3.136 0.004
2.5 3.903 3.904 0.026 3.943 0.010
3.0 4.683 4.685 0.043 4.702 0.004
Fig. 4.10. Medida de la densidad de flujo magnético utilizando el sensor MG-BTA

23
Fig. 4.11. Medida de la densidad de flujo magnético utilizando FEMM 4.2.
24
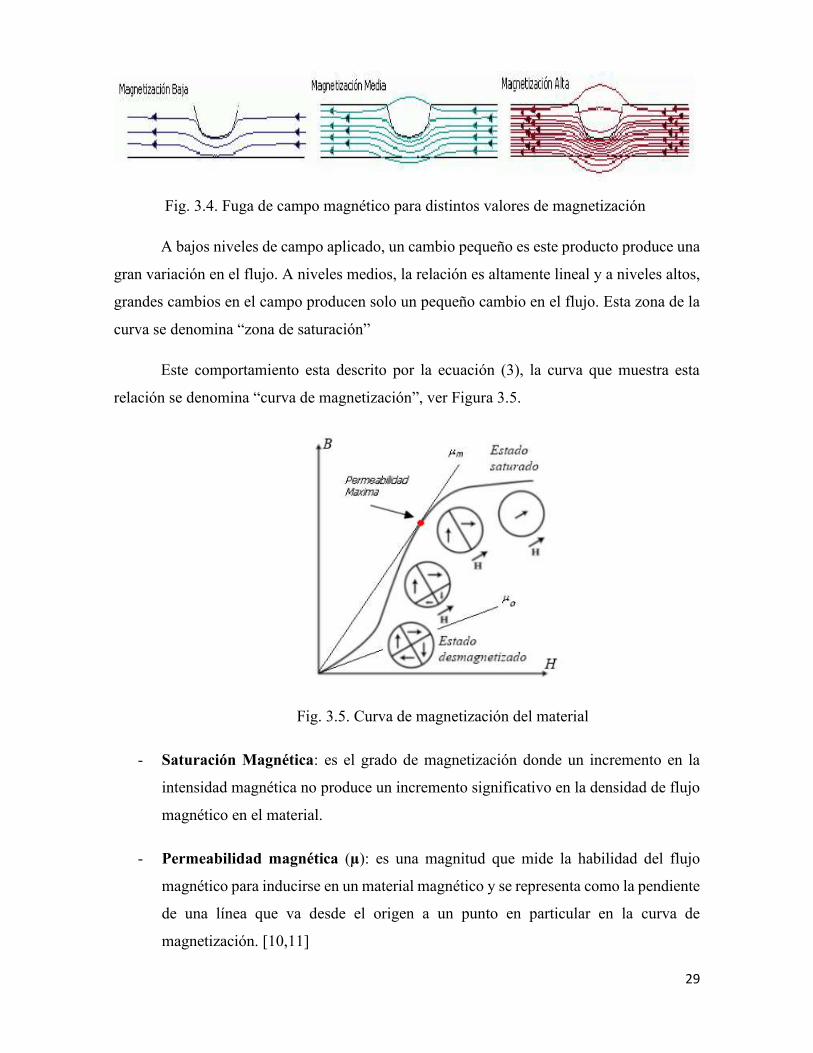
➢ Desmagnetizar las muestras de tubería de producción antes de cualquier toma
de datos, ver figura 4.12. Se verifico que el magnetismo remanente producto
de una previa magnetización del material afecta al valor medido de la
dispersión de flujo magnético, el cual debido a la orientación de los dipolos
magnéticos puede disminuyendo o aumento su valor al momento de la
inspeccionado.
Fig. 4.12. Medida de la densidad de flujo magnético en tubería desmagnetizada
Verificado que los datos que se obtienen del sensor son correctos y que las muestras
de tubería se desmagnetizaron. Se procede a color la cara del sensor paralelo al eje de la
tubería en el punto P acorde al esquema de la figura 4.9 (ver página 21). El punto P se
encuentra a una distancia de 1 1/2 pulgadas del centro del eje de la tubería y es perpendicular
al eje z, por fines prácticos y de cálculo. Esta distancia permite detectar variaciones muy
pequeñas del campo magnético al estar cerca de la superficie de la tubería.
Se gradúa la intensidad de corriente adecuada y se procede a pasar las muestras de
tubería por las dos bobinas. Se inicia con la muestra que no presenta desgaste, la cual servirá
como patrón y posteriormente se continuara con las muestras que presentan 15%, 30%, 45%
y 60% respectivamente.

25
Los datos obtenidos son almacenados en el programa Logger Pro 3.15, estos
posteriormente son utilizados para corroborar las simulaciones realizadas en el Programa
FEMM 4.2. El cual me permite simular casos donde la tubería presentara desgastes externos
e internos y poder encontrar una relación directa entre la perdida de espesor de pared y la
dispersión de flujo magnético generado por el desgaste de la tubería.
4.4.- Técnicas e instrumentos
La técnica utilizada en el proyecto de tesis es de observación, debido a que se
recolectaran datos de manera sistemática de situaciones observables, es decir de medir la
dispersión de flujo magnético obtenidas del sensor de efecto Hall, las cuales se registraron y
guardaran en el programa Logger Pro 3.15 para cada muestra de tubería de producción, las
muestras proporcionaran situaciones diferentes del mismo problema. Las muestras utilizadas
son de tipo no probabilístico debido a que dependen de sus propiedades magnéticas y no de
sus probabilidades.
4.5.- Aspectos éticos
El presente trabajo no representa ningún riesgo a la salud, integridad o demás factores
que puedan afectar a las personas o animales debido a que no tiene ninguna participación a
excepción de mi persona. Referente al medio ambiente se busca implementar un nuevo
método de inspección que permita verificar la integridad de la tubería para evitar condiciones
que afecten el medio ambiente.

26
5.- RESULTADOS Y DISCUSION
5.1.- Resultados
Todo sistema MFL consta de cuatro etapas básicas: dispositivo de magnetización,
sistema de detección, procesamiento de señales y por último visualización de las mismas.
Utilizando la unidad de inspección implementada se realizó un análisis preliminar de dos de
las etapas básicas. El dispositivo de magnetización para determinar el mejor método de
magnetizar la pieza y la visualización de las señales para lo cual se requiere que la dispersión
de flujo magnético generada por la magnetización de las muestras de tubería forme señales
constantes y de poca fluctuación o ruido. Este análisis ha permitido obtener los mejores datos
que se han comparado con los datos obtenidos de la simulación utilizando el programa
FEMM 4.2 para poder conseguir los objetivos propuestos.
5.1.1. Datos Experimentales
De modo experimental se midió la dispersión de flujo magnético considerando la
variación de dos variables indispensables para la magnetización de las muestras de tuberías
que presenta desgaste externo con pérdida de espesor de pared aproximadamente
homogéneo, ver Anexo A, la corriente de magnetización y la distancia de separación entre
las dos bobinas. Los datos obtenidos se encuentran tabulados en las siguientes tablas:
Tabla N° 5.1 – Valores experimentales de la dispersión de flujo magnético obtenidas con el
sensor de Efecto Hall MG-BTA para distancias de separación entre bobinas.
Dispersión de Flujo Magnético (mT)*
Desgaste1
(%)
S. Transv.2
(%)
Corriente
(Amp)
Separación
a 8.4 Pulg.
Separación
a 6.0 Pulg.
Separación
a 4.0 Pulg.
0.56 0.60 1.00 1.224 1.436 1.669
2.00 2.826 3.398 4.216
15.89 17.06 1.00 1.380 1.521 1.792
2.00 3.267 3.883 4.670
30.18 32.02 1.00 1.486 1.718 2.219
2.00 3.331 5.401
Fuera del
rango del sensor
45.55 47.71 1.00 1.638 1.986
2.00 3.998 3.601
58.32 60.44 1.00 1.870 2.146
2.00 3.935 4.153 (*) Representa el valor promedio medido de la densidad de flujo magnético en el eje axial de la tubería. Se encuentra ubicado
aproximadamente a 1.5 pulgadas del centro de coordenadas y es perpendicular al eje de simetría.
(1) Representa el porcentaje de perdida de espesor de pared.
(2) Representa el porcentaje de disminución del área de la sección transversa de la tubería.

27
De los datos experimentales obtenidos por la medición de la dispersión de flujo
magnético utilizando un sensor de Efecto Hall se puede determinar lo siguiente:
➢ 1.00 amperio es la corriente idónea para realizar la inspección de las muestras de
tubería y obtener los datos necesarios que serán comparados con los valores
obtenidos en la simulación con el programa FEMM 4.2. Esto se debe a que la
desviación estándar obtenida con 1.00 amperio es siempre menor a la desviación
estándar obtenido con 2.00 amperios.
Además, las gráficas generadas con una corriente de 1.00 amperio presentas picos
más constantes y de poca fluctuación en las áreas con desgaste, ver figura 5.1.1., que
las gráficas generadas con una corriente de 2.00 amperios.
(a)
(b)
Fig. 5.1. (a) Señal generada con 1.00 Amp. (b) Señal generada con 2.00 Amp, para una
muestra de tubería con 30% de pérdida de espesor de pared

28
➢ 8.4 pulgadas es la distancia optima de separación entre las dos bobinas para
magnetizar la tubería y realizar las mediciones de dispersión de flujo magnético
generados por las muestras de tubería. Esto se puede apreciar en el Anexo B y C,
donde la menor desviación estándar es menor para una separación entre bobinas de
8.4 pulgadas.
A continuación, se ha tabulado las mediciones de la dispersión de flujo magnético
realizadas utilizando la unidad de inspección y los valores óptimos de las dos variables
necesarias para magnetizar las muestras de tubería.
Tabla N° 5.2 – Valores experimentales de la dispersión de flujo magnético utilizando los
valores óptimos para magnetizar las muestras de tuberías.
Desgaste1
(%)
Dispersión de Flujo Magnético (mT)*
1 2 3 4 5 6 7 8 9 10
0.56 1.224 1.230 1.197 1.257 1.191 1.234 1.230 1.234 1.199 1.210
15.89 1.380 1.320 1.382 1.363 1.370 1.354 1.329 1.344 1.375 1.332
30.18 1.486 1.459 1.450 1.482 1.471 1.464 1.482 1.485 1.466 1.478
45.55 1.638 1.624 1.647 1.609 1.636 1.672 1.640 1.631 1.618 1.645
58.32 1.870 1.847 1.929 1.885 1.905 1.853 1.897 1.864 1.909 1.876
(*) Representa el valor promedio medido de la densidad de flujo magnético en el eje axial de la tubería. Se encuentra ubicado
aproximadamente a 1.5 pulgadas del centro de coordenadas y es perpendicular al eje de simetría.
(1) Representa el porcentaje de perdida de espesor de pared.
5.1.2. Datos teóricos – Programa FEMM 4.2.
Para el desarrollo de las simulaciones se ha considerado las medidas del esquema
presentado en la figura 4.9 (ver página 21). Así mismo las pérdidas de espesor de pared
homogéneas consideradas son: 0.0%, 0.5%, 10%, 15%, 20%, 25%, 30%, 35%, 40%, 45%,
50%, 55%, 60%, 65% y 70%. La figura 5.2 muestra la simulación realizada con el programa
FEMM 4.2., correspondiente a la dispersión de flujo magnético generado por la
magnetización de una muestra de tubería que presenta un desgaste homogéneo externo del
45% del espesor de pared. Cabe resaltar que la dispersión de flujo magnético en la simulación
es la densidad de flujo magnético en el eje z.

29
Fig. 5.2. Simulación de la dispersión de flujo magnético generada por la magnetización de tubería con 30% de pérdida de espesor de pared

30
La Tabla N° 5.3 y la gráfica de la figura 5.3 muestra que existe una relación lineal
entre la pérdida de espesor de pared y la disminución del área de la sección transversal de las
tuberías que presentan desgaste homogéneo externo o interno.
Tabla N° 5.3 – Porcentajes de pérdidas de espesor de pared y Porcentajes de la disminución
del área de sección transversal para tuberías con desgastes externos e internos
Perdida de
Espesor de
Pared (%)
Desgaste Externo Desgaste Interno
Área de Sección
Transversal (in2)
Disminución del
Área (%)
Área de Sección
Transversal (in2)
Disminución del
Área (%)
0.0 1.310 0.00 1.310 0.00
5.0 1.239 5.42 1.250 4.58
10 1.169 10.79 1.189 9.21
15 1.099 16.12 1.128 13.88
20 1.030 21.40 1.067 18.60
25 0.961 26.64 1.004 23.36
30 0.893 31.84 0.941 28.16
35 0.825 36.99 0.877 33.01
40 0.758 42.10 0.813 37.90
45 0.692 47.16 0.749 42.84
50 0.626 52.19 0.683 47.81
55 0.561 57.16 0.618 52.84
60 0.496 62.10 0.551 57.90
65 0.432 66.99 0.484 63.01
70 0.369 71.84 0.417 68.16
Fig. 5.3. Gráfica de la disminución del área de sección transversal de la tubería en función
de la pérdida de espesor de pared
0
10
20
30
40
50
60
70
80
0 10 20 30 40 50 60 70
Dis
min
ucio
n del
Are
a de
la S
ecci
on
Tra
nsve
rsal
(%)
Perdida de Espesor de Pared (%)
Desgaste Externo Desgaste Interno

31
Además, se observa que para desgastes internos la disminución del área de sección
transversal de la tubería es menor que para desgastes externos. Esta diferencia genera una
variación en los valores medidos de la dispersión de flujo magnético para un mismo espesor
de pared y se puede apreciar en las gráficas de las figuras 5.4, 5.5, 5.6 y 5.7 obtenidas de los
valores encontrados en las simulaciones para los distintos casos presentados.
Fig. 5.4. Gráfica de la dispersión de flujo magnético en función del espesor de pared. Se
muestra la comparación entra la dispersión de flujo magnético generado por la magnetización
de tuberías que presentan desgaste homogéneo externo e interno.
Fig. 5.5. Gráfica de la dispersión de flujo magnético en función del porcentaje de pérdida de
espesor de pared. Se muestra la comparación entra la dispersión de flujo magnético generado
por la magnetización de tuberías que presentan desgaste homogéneo externo e interno.
32
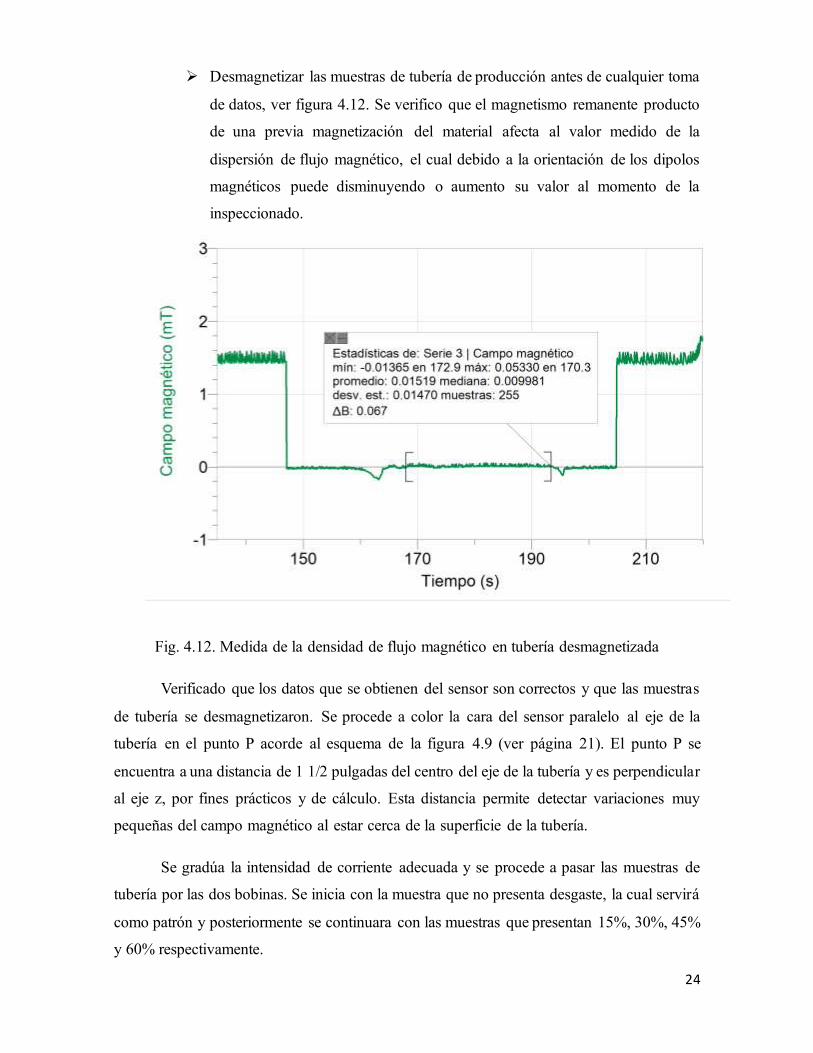
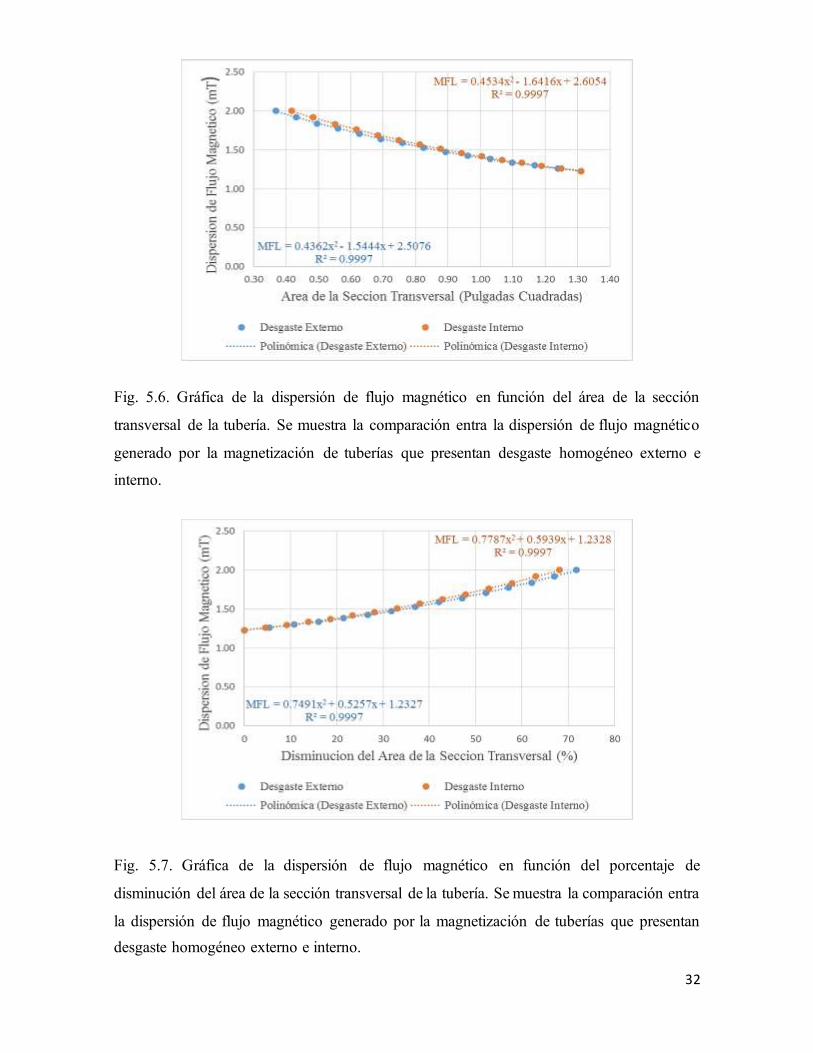
Fig. 5.6. Gráfica de la dispersión de flujo magnético en función del área de la sección
transversal de la tubería. Se muestra la comparación entra la dispersión de flujo magnético
generado por la magnetización de tuberías que presentan desgaste homogéneo externo e
interno.
Fig. 5.7. Gráfica de la dispersión de flujo magnético en función del porcentaje de
disminución del área de la sección transversal de la tubería. Se muestra la comparación entra
la dispersión de flujo magnético generado por la magnetización de tuberías que presentan
desgaste homogéneo externo e interno.

33
5.2.- Discusión
Todos los valores de la dispersión de flujo magnético obtenidos de la unidad de
inspección y de las muestras de tubería de producción se encuentran próximos a los valores
obtenidos en las simulaciones con el programa FEMM 4.2. Se puede observar en la figura
5.8 que los valores teóricos y experimentales tienen la misma tendencia acorde a las
ecuaciones presentadas en el gráfico de la figura 5.4. Lo que representa ser un modelo
matemático muy acertado para determinar pérdidas de espesor de pared por desgastes
homogéneos en tuberías de producción midiendo la densidad de flujo magnético.
Fig. 5.8. Gráfica de la dispersión de flujo magnético considerando las simulaciones para
desgaste externo e interno y considerando los datos experimentales. Se puede apreciar que
para espesores de pared menores a 0.100 pulgadas los datos experimentales y teóricos
divergen.
La dispersión de flujo magnético está íntegramente relacionada a la disminución del
área de la sección transversal de la tubería como se aprecia en las figuras 5.6 y 5.7. Además,
las tuberías con desgaste externo o interno que presenten perdida de espesor de pared con el
mismo valor exhiben variaciones mínimas en el valor medido de la dispersión de flujo
magnético. Lo que representa que la dispersión de flujo magnético es independiente del tipo
de desgaste para tuberías que presentan desgaste homogéneo en todo su diámetro, como es
el caso de las muestras de tuberías utilizadas.

34
6.- CONCLUSIONES
✓ La relaciona matemática entre densidad de flujo magnético y el espesor de pared en
tuberías de producción de 2 3/8” es una ecuación cuadrática, la cual permite cuantificar
la perdida de espesor de pared midiendo la densidad de flujo magnético disperso.
✓ La geometría del área de la sección transversal de la tubería de producción de 2 3/8”
influye directamente en la magnitud de la dispersión de la densidad de flujo magnético,
al reducirse el área la dispersión de flujo magnético medido aumenta.
✓ Utilizando un sensor de Efecto Hall a una distancia predeterminada de la tubería de
producción de 2 3/8” que se encuentra magnetizada se puede registrar las variaciones en
la densidad de flujo magnético, si esta presenta perdidas de espesor de pared.
✓ La corriente idónea para magnetizar las muestras de tubería debe ser aproximadamente
de 1.00 amperio, la separación entre las bobinas debe ser aproximadamente de 8.4
pulgadas y que la distancia a la que se debe colocar el sensor de Efecto Hall paralelo a la
tubería, debe ser aproximadamente de 1 1/2 pulgadas del eje de simetría de la tubería.
35
7.- RECOMENDACIONES
✓ Se implementó un equipo de inspección experimental en el laboratorio en el cual se puede
seguir trabajando. Este equipo básico se puede mejor en muchos aspectos, tales como el
sistema mecánico para el desplazamiento de la tubería, circuitos electros de mayor
precisión para disminuir el ruido en las señales obtenidas y sensores con mayor
sensibilidad y rango de medida. Todos estos factores contribuirán a lograr detectar
desgastes en tuberías de manera más precisa.
✓ En presente trabajo se realizó utilizando un sensor de Efecto Hall, lo que limitaba a
obtener datos en una sola posición. Este no genera problemas para las muestras de tuberías
de producción utilizadas, debido a que el desgaste es uniforme en todo el diámetro
externo, pero si se requiere realizar estudios con tuberías que presenten desgastes
excéntricos es necesario la utilización de varios sensores de Efecto Hall que cubran todo
el diámetro exterior de tubo para ver como varia la dispersión de flujo magnético en este
caso.
✓ Debido a que todas las experiencias se realizaron con un mismo tipo de tubería, serie
recomendables realizar nuevos ensayos con tuberías que presenten otras propiedades
mecánicas y/o diámetros. Así mismo incluir en estas nuevas muestras defectos como
fisuras, golpes, deformaciones, etc., para que ver que efectos tienen sobra la dispersión de
flujo magnético.

36
8.- REFERENCIAS BIBLIOGRAFICAS
[1] American Petroleum Institute – API (1998) Especificación API 5CT – “Especificación para Casing y Tubing”. Sexta Edición.
[2] American Society of Mechanical Engineers – ASME. (1995) Designation: 709 – 95,
Standard Guide for Magnetic Particle Examination. [3] American Society of Mechanical Engineers – ASME. (1997) Designation: 570 – 97,
Standard Practice for Flux Leakage Examination of Ferromagnetic Steel Tubular Products.
[4] Andrew, J. (2009) Tesis “Magnetic Flux Leakage Robotic Pipe Inspection: Internal and External Methods”
[5] Carbajal, J (2004) Tesis “Detección de Fisuras por la Técnica de Flujo Magnético Disperso”
[6] David, M (2018) “Finite Element Method Magnetics”, Version 4.2. Pag. 1-13
[7] Diana, P., Jefry, L., Henry, M. y Alejandro, S. (2012) “Detector de posición de la Medición de un Campo Magnético”, Pag. 133-148.
[8] Drury, C. (s.f) “La tecnología de la Dispersión del Flujo Magnético”
[9] Esmeralda, I. (2010) “Manual de Experimentos de Electromagnetismo con Equipo Bobinas de Helmholtz”
[10] Fernández, L., Lopez, G. y Moreyra, M. (2006) Tesis “Diseño de Prototipo de Laboratorio para Detección de Fallas en Coiled Tubing.
[11] Fernández, J (2004) “Materiales Magnéticos”
[12] Fidel, G. (s.f) “Caracterización Magnética de un Par de Bobinas de Helmholtz para su Utilización como Sistema Generador de Campos Magnéticos Bajos en Metrología”
[13] Hildreth, H (s.f) “Fundamentos de las Ondas Electricas” Ediciones librería del colegio,
Pag 99 – 124 [14] Kraus, J.(s.f) “Electro-Magnetismo”, Tercera Edición, Pag. 228- 281.
[15] Javier, A., Luciano, B., Ezequiel, R., Ruben, F. y Eduardo, R. (2009) “Experimentos con
un Sensor de Efecto Hall”, Pag 606-611 [16] Julio, R. (2009) “Efecto Hall”. Pag. 01-09

37
[17] Luis, V. (2006) Tesis “Diseño y Construcción de un Sistema de Medidas de Efecto Hall Basado en la Tecnica de Van Der Pauw”
[18] Marco, A. y Mario, A. (2005) “Medición de Susceptibilidad Magnética X de Materiales”
[19] Paul, L. y Dale, R. (s.f) “Campos y Ondas Electromagnéticos”, Segunda Edición, Pag. 314
[20] Popayan, P. (2013) Tesis “Sistema de detección de fallas en tuberías ferromagnéticas por dispersión de flujo magnético”
[21] Rene, R. (2003) “Bobina de Helmholtz”
[22] Shoichiro, N. (1992) “Métodos Numéricos Aplicados con Software”, Primera Edición, Pag 407-433
[23] Stein, A. (2013) Tesis “Análisis de Técnicas de Inspección No Destructiva en Tubos de
Acero”.
38
ANEXOS
39
ANEXO A
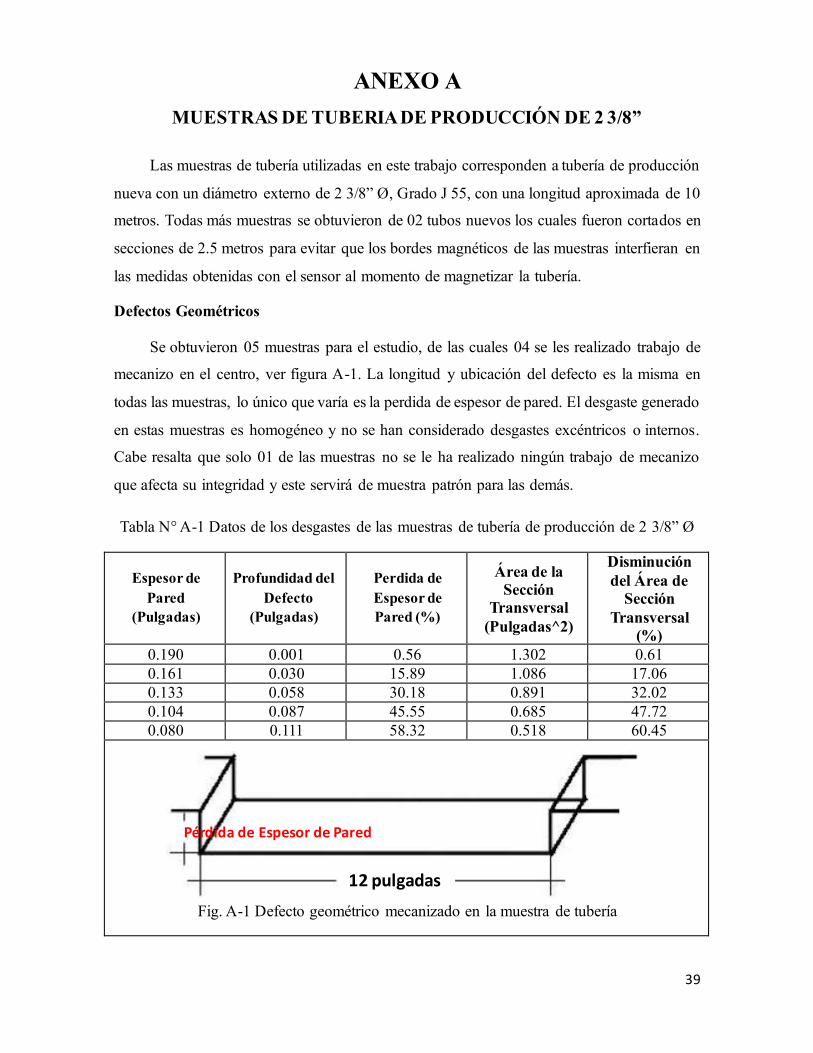
MUESTRAS DE TUBERIA DE PRODUCCIÓN DE 2 3/8”
Las muestras de tubería utilizadas en este trabajo corresponden a tubería de producción
nueva con un diámetro externo de 2 3/8” Ø, Grado J 55, con una longitud aproximada de 10
metros. Todas más muestras se obtuvieron de 02 tubos nuevos los cuales fueron cortados en
secciones de 2.5 metros para evitar que los bordes magnéticos de las muestras interfieran en
las medidas obtenidas con el sensor al momento de magnetizar la tubería.
Defectos Geométricos
Se obtuvieron 05 muestras para el estudio, de las cuales 04 se les realizado trabajo de
mecanizo en el centro, ver figura A-1. La longitud y ubicación del defecto es la misma en
todas las muestras, lo único que varía es la perdida de espesor de pared. El desgaste generado
en estas muestras es homogéneo y no se han considerado desgastes excéntricos o internos.
Cabe resalta que solo 01 de las muestras no se le ha realizado ningún trabajo de mecanizo
que afecta su integridad y este servirá de muestra patrón para las demás.
Tabla N° A-1 Datos de los desgastes de las muestras de tubería de producción de 2 3/8” Ø
Espesor de
Pared
(Pulgadas)
Profundidad del
Defecto
(Pulgadas)
Perdida de
Espesor de
Pared (%)
Área de la
Sección
Transversal
(Pulgadas^2)
Disminución
del Área de
Sección
Transversal
(%)
0.190 0.001 0.56 1.302 0.61
0.161 0.030 15.89 1.086 17.06
0.133 0.058 30.18 0.891 32.02
0.104 0.087 45.55 0.685 47.72
0.080 0.111 58.32 0.518 60.45
Fig. A-1 Defecto geométrico mecanizado en la muestra de tubería
Pérdida de Espesor de Pared
12 pulgadas

40
Espesores de Pared – Ultrasonido
Tabla N° A-2 Muestra de Tuberia sin Desgaste – 056%
Ítem Lado A
(in)
Lado B
(in)
Lado C
(in)
Lado D
(in)
Promedio
(in)
Error*
(%)
1 0.184 0.197 0.201 0.189 0.193 0.916
2 0.184 0.195 0.202 0.193 0.194 1.309
3 0.186 0.193 0.197 0.187 0.191 0.131
4 0.184 0.194 0.201 0.192 0.193 0.916
5 0.182 0.193 0.198 0.190 0.191 0.131
6 0.183 0.196 0.195 0.186 0.190 0.524
7 0.183 0.190 0.193 0.188 0.189 1.309
8 0.178 0.194 0.194 0.193 0.190 0.654
9 0.182 0.197 0.197 0.185 0.190 0.393
10 0.184 0.201 0.192 0.191 0.192 0.524
11 0.179 0.195 0.194 0.187 0.189 1.178
12 0.179 0.192 0.191 0.189 0.188 1.702
13 0.181 0.189 0.194 0.193 0.189 0.916
14 0.179 0.192 0.193 0.190 0.189 1.309
15 0.180 0.191 0.194 0.187 0.188 1.571
16 0.179 0.193 0.195 0.191 0.190 0.785
17 0.185 0.188 0.192 0.189 0.189 1.309
18 0.186 0.194 0.193 0.184 0.189 0.916
19 0.180 0.192 0.189 0.189 0.188 1.832
20 0.178 0.188 0.190 0.191 0.187 2.225
21 0.179 0.197 0.192 0.190 0.190 0.785
22 0.180 0.201 0.189 0.187 0.189 0.916
23 0.187 0.195 0.194 0.189 0.191 0.131
24 0.190 0.188 0.192 0.182 0.188 1.571
25 0.192 0.191 0.196 0.193 0.193 1.047
26 0.188 0.190 0.198 0.187 0.191 0.131
27 0.185 0.189 0.199 0.189 0.191 0.262
28 0.188 0.194 0.194 0.187 0.191 0.131
29 0.186 0.192 0.189 0.190 0.189 0.916
30 0.195 0.187 0.192 0.190 0.191 0.000
31 0.189 0.194 0.194 0.190 0.192 0.393
32 0.184 0.191 0.193 0.191 0.190 0.654
33 0.182 0.190 0.194 0.189 0.189 1.178
34 0.189 0.194 0.192 0.192 0.192 0.393
35 0.190 0.189 0.191 0.188 0.190 0.785
36 0.184 0.194 0.194 0.189 0.190 0.393
37 0.179 0.192 0.195 0.185 0.188 1.702

41
Datos Estadísticos
Media (in) 0.189932
Mediana (in) 0.190000
Valor Máximo (in) 0.202000
Valor Mínimo (in) 0.178000
Desviación Estándar (in) 0.005235
(*) Se ha considerado como valor teórico el espesor de pared proporcionado por la Norma API 5 CT de 0.191 in para tubería nueva.
Fig. A-2 Vista de la sección transversal de la tubería de producción de 2 3/8” Ø
Fig. A-3 Grafica del espesor de pared en función de la longitud de la tubería
0.000
0.050
0.100
0.150
0.200
0.250
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95
Esp
esd
or
de P
are
d (
in)
Longitud de la Tuberia (in)
Lado A Lado B Lado C Lado D

42
Tabla N° A-3 Muestra de tubería con 15.89% de perdida de espesor de pared
Ítem Lado A
(in)
Lado B
(in)
Lado C
(in)
Lado D
(in)
Promedio
(in)
Error*
(%)
Extremo Inicial
1 0.186 0.193 0.195 0.203 0.194 1.702
2 0.185 0.194 0.202 0.202 0.196 2.487
3 0.185 0.191 0.197 0.197 0.193 0.785
4 0.187 0.190 0.201 0.195 0.193 1.178
5 0.191 0.197 0.198 0.196 0.196 2.356
6 0.188 0.192 0.199 0.197 0.194 1.571
7 0.192 0.190 0.196 0.201 0.195 1.963
8 0.192 0.195 0.195 0.200 0.196 2.356
9 0.189 0.195 0.192 0.194 0.193 0.785
10 0.188 0.196 0.195 0.189 0.192 0.524
11 0.192 0.197 0.196 0.198 0.196 2.487
12 0.189 0.196 0.194 0.197 0.194 1.571
13 0.192 0.194 0.191 0.194 0.193 0.916
14 0.196 0.191 0.186 0.195 0.192 0.524
Extremo Final
1 0.199 0.201 0.192 0.191 0.196 2.487
2 0.197 0.200 0.188 0.196 0.195 2.225
3 0.200 0.192 0.193 0.193 0.195 1.832
4 0.201 0.196 0.189 0.189 0.194 1.440
5 0.196 0.201 0.185 0.193 0.194 1.440
6 0.197 0.206 0.190 0.190 0.196 2.487
7 0.197 0.200 0.194 0.186 0.194 1.702
8 0.195 0.196 0.197 0.192 0.195 2.094
9 0.195 0.197 0.191 0.197 0.195 2.094
10 0.199 0.200 0.191 0.196 0.197 2.880
11 0.201 0.194 0.191 0.190 0.194 1.571
12 0.193 0.200 0.187 0.189 0.192 0.654
13 0.193 0.201 0.192 0.192 0.195 1.832
14 0.194 0.195 0.194 0.188 0.193 0.916
Datos Estadísticos
Media (in) 0.194196
Mediana (in) 0.194000
Valor Máximo (in) 0.206000
Valor Mínimo (in) 0.185000
Desviación Estándar (in) 0.004458

43
Área con Desgaste
1 0.155 0.164 0.161 0.165 0.161 15.576
2 0.151 0.164 0.162 0.171 0.162 15.183
3 0.153 0.163 0.165 0.168 0.162 15.052
4 0.150 0.163 0.168 0.165 0.162 15.445
5 0.152 0.164 0.165 0.163 0.161 15.707
6 0.153 0.166 0.170 0.161 0.163 14.921
7 0.147 0.165 0.175 0.160 0.162 15.314
8 0.156 0.160 0.160 0.162 0.160 16.492
9 0.152 0.162 0.163 0.158 0.159 16.885
10 0.157 0.159 0.163 0.163 0.161 15.969
11 0.156 0.157 0.150 0.161 0.156 18.325
12 0.160 0.162 0.162 0.160 0.161 15.707
13 0.162 0.157 0.163 0.161 0.161 15.838
14 0.166 0.164 0.162 0.152 0.161 15.707
15 0.161 0.162 0.160 0.165 0.162 15.183
16 0.159 0.155 0.160 0.168 0.161 15.969
Datos Estadísticos
Media (in) 0.160653
Mediana (in) 0.161500
Valor Máximo (in) 0.175000
Valor Mínimo (in) 0.147000
Desviación Estándar (in) 0.005190
(*) Se ha considerado como valor teórico el espesor de pared proporcionado por la Norma API 5 CT de 0.191 in para tubería nueva.
Fig. A-4 Grafica del espesor de pared en función de la longitud de la tubería con 15.89% de
pérdida de espesor de pared
0.000
0.050
0.100
0.150
0.200
0.250
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95Esp
esd
or
de P
are
d (
in)
Longitud de la Tuberia (in)
Lado A Lado B Lado C Lado D
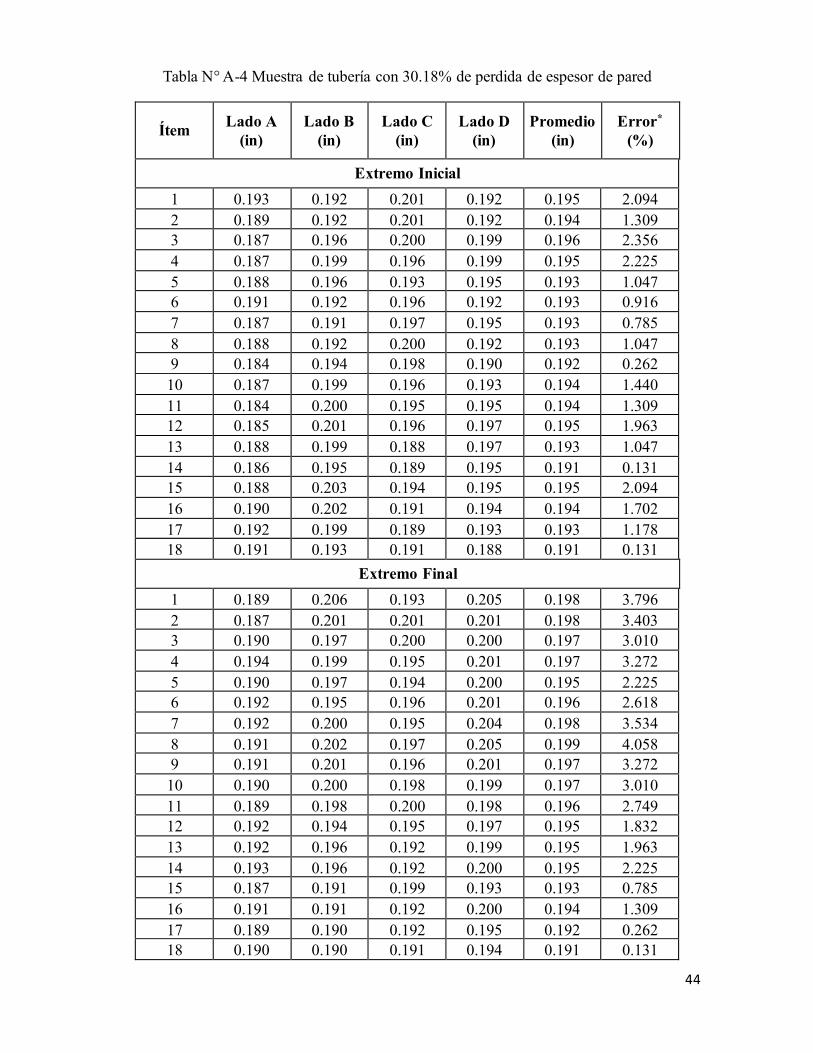
44
Tabla N° A-4 Muestra de tubería con 30.18% de perdida de espesor de pared
Ítem Lado A
(in)
Lado B
(in)
Lado C
(in)
Lado D
(in)
Promedio
(in)
Error*
(%)
Extremo Inicial
1 0.193 0.192 0.201 0.192 0.195 2.094
2 0.189 0.192 0.201 0.192 0.194 1.309
3 0.187 0.196 0.200 0.199 0.196 2.356
4 0.187 0.199 0.196 0.199 0.195 2.225
5 0.188 0.196 0.193 0.195 0.193 1.047
6 0.191 0.192 0.196 0.192 0.193 0.916
7 0.187 0.191 0.197 0.195 0.193 0.785
8 0.188 0.192 0.200 0.192 0.193 1.047
9 0.184 0.194 0.198 0.190 0.192 0.262
10 0.187 0.199 0.196 0.193 0.194 1.440
11 0.184 0.200 0.195 0.195 0.194 1.309
12 0.185 0.201 0.196 0.197 0.195 1.963
13 0.188 0.199 0.188 0.197 0.193 1.047
14 0.186 0.195 0.189 0.195 0.191 0.131
15 0.188 0.203 0.194 0.195 0.195 2.094
16 0.190 0.202 0.191 0.194 0.194 1.702
17 0.192 0.199 0.189 0.193 0.193 1.178
18 0.191 0.193 0.191 0.188 0.191 0.131
Extremo Final
1 0.189 0.206 0.193 0.205 0.198 3.796
2 0.187 0.201 0.201 0.201 0.198 3.403
3 0.190 0.197 0.200 0.200 0.197 3.010
4 0.194 0.199 0.195 0.201 0.197 3.272
5 0.190 0.197 0.194 0.200 0.195 2.225
6 0.192 0.195 0.196 0.201 0.196 2.618
7 0.192 0.200 0.195 0.204 0.198 3.534
8 0.191 0.202 0.197 0.205 0.199 4.058
9 0.191 0.201 0.196 0.201 0.197 3.272
10 0.190 0.200 0.198 0.199 0.197 3.010
11 0.189 0.198 0.200 0.198 0.196 2.749
12 0.192 0.194 0.195 0.197 0.195 1.832
13 0.192 0.196 0.192 0.199 0.195 1.963
14 0.193 0.196 0.192 0.200 0.195 2.225
15 0.187 0.191 0.199 0.193 0.193 0.785
16 0.191 0.191 0.192 0.200 0.194 1.309
17 0.189 0.190 0.192 0.195 0.192 0.262
18 0.190 0.190 0.191 0.194 0.191 0.131

45
Datos Estadísticos
Media (in) 0.194523
Mediana (in) 0.195000
Valor Máximo (in) 0.206000
Valor Mínimo (in) 0.184000
Desviación Estándar (in) 0.004830
Área con Desgaste
1 0.131 0.135 0.127 0.135 0.132 30.890
2 0.134 0.134 0.128 0.130 0.132 31.152
3 0.131 0.135 0.132 0.136 0.134 30.105
4 0.130 0.138 0.133 0.132 0.133 30.236
5 0.130 0.135 0.137 0.135 0.134 29.712
6 0.127 0.137 0.135 0.137 0.134 29.843
7 0.127 0.137 0.137 0.138 0.135 29.450
8 0.130 0.138 0.132 0.132 0.133 30.366
9 0.128 0.140 0.135 0.134 0.134 29.712
10 0.129 0.141 0.132 0.130 0.133 30.366
Datos Estadísticos
Media (in) 0.133350
Mediana (in) 0.134000
Valor Máximo (in) 0.141000
Valor Mínimo (in) 0.127000
Desviación Estándar (in) 0.003704
(*) Se ha considerado como valor teórico el espesor de pared proporcionado por la Norma API 5 CT de 0.191 in para tubería nueva.
Fig. A-5 Grafica del espesor de pared en función de la longitud de la tubería con 30.18% de
pérdida de espesor de pared
0.000
0.050
0.100
0.150
0.200
0.250
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95Esp
esd
or
de P
are
d (
in)
Longitud de la Tuberia (in)
Lado A Lado B Lado C Lado D

46
Tabla N° A-5 Muestra de tubería con 45.55% de perdida de espesor de pared
Ítem Lado A
(in)
Lado B
(in)
Lado C
(in)
Lado D
(in)
Promedio
(in)
Error*
(%)
Extremo Inicial
1 0.194 0.184 0.190 0.186 0.189 1.309
2 0.192 0.184 0.188 0.189 0.188 1.440
3 0.191 0.187 0.187 0.190 0.189 1.178
4 0.195 0.186 0.188 0.189 0.190 0.785
5 0.196 0.185 0.188 0.189 0.190 0.785
6 0.196 0.185 0.187 0.192 0.190 0.524
7 0.193 0.189 0.189 0.193 0.191 0.000
8 0.196 0.191 0.192 0.191 0.193 0.785
9 0.196 0.184 0.188 0.191 0.190 0.654
10 0.194 0.187 0.189 0.186 0.189 1.047
11 0.194 0.192 0.190 0.188 0.191 0.000
12 0.196 0.188 0.192 0.187 0.191 0.131
13 0.198 0.186 0.190 0.188 0.191 0.262
14 0.194 0.187 0.191 0.186 0.190 0.785
15 0.200 0.185 0.194 0.190 0.192 0.654
16 0.200 0.189 0.193 0.189 0.193 0.916
17 0.196 0.186 0.190 0.188 0.190 0.524
18 0.196 0.187 0.187 0.186 0.189 1.047
Extremo Final
1 0.191 0.193 0.193 0.192 0.192 0.654
2 0.189 0.194 0.191 0.191 0.191 0.131
3 0.190 0.190 0.194 0.193 0.192 0.393
4 0.193 0.189 0.193 0.185 0.190 0.524
5 0.191 0.188 0.197 0.188 0.191 0.000
6 0.192 0.189 0.188 0.192 0.190 0.393
7 0.189 0.190 0.190 0.191 0.190 0.524
8 0.191 0.189 0.190 0.192 0.191 0.262
9 0.191 0.192 0.192 0.195 0.193 0.785
10 0.186 0.192 0.191 0.192 0.190 0.393
11 0.190 0.193 0.187 0.189 0.190 0.654
12 0.190 0.190 0.187 0.185 0.188 1.571
13 0.188 0.191 0.186 0.185 0.188 1.832
14 0.189 0.190 0.184 0.188 0.188 1.702
15 0.190 0.188 0.189 0.188 0.189 1.178
16 0.189 0.189 0.190 0.184 0.188 1.571
17 0.190 0.190 0.189 0.188 0.189 0.916
18 0.189 0.189 0.185 0.182 0.186 2.487

47
Datos Estadísticos
Media (in) 0.190045
Mediana (in) 0.190000
Valor Máximo (in) 0.201000
Valor Mínimo (in) 0.182000
Desviación Estándar (in) 0.003432
Área con Desgaste
1 0.100 0.104 0.108 0.101 0.103 45.942
2 0.095 0.104 0.106 0.102 0.102 46.728
3 0.097 0.106 0.108 0.104 0.104 45.681
4 0.095 0.104 0.107 0.105 0.103 46.204
5 0.102 0.106 0.109 0.105 0.106 44.764
6 0.102 0.107 0.109 0.107 0.106 44.372
7 0.098 0.107 0.107 0.106 0.105 45.288
8 0.101 0.105 0.110 0.102 0.105 45.288
9 0.099 0.102 0.109 0.106 0.104 45.550
10 0.101 0.104 0.108 0.102 0.104 45.681
Datos Estadísticos
Media (in) 0.104000
Mediana (in) 0.104500
Valor Máximo (in) 0.110000
Valor Mínimo (in) 0.095000
Desviación Estándar (in) 0.003810
(*) Se ha considerado como valor teórico el espesor de pared proporcionado por la Norma API 5 CT de 0.191 in para tubería nueva.
Fig. A-6 Grafica del espesor de pared en función de la longitud de la tubería con 45.55% de pérdida de espesor de pared
0.000
0.050
0.100
0.150
0.200
0.250
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95Esp
esd
or
de P
are
d (
in)
Longitud de la Tuberia (in)
Lado A Lado B Lado C Lado D

48
Tabla N° A-6 Muestra de tubería con 58.32% de perdida de espesor de pared
Ítem Lado A
(in)
Lado B
(in)
Lado C
(in)
Lado D
(in)
Promedio
(in)
Error*
(%)
Extremo Inicial
1 0.200 0.194 0.194 0.196 0.196 2.618
2 0.203 0.192 0.192 0.198 0.196 2.749
3 0.201 0.193 0.193 0.193 0.195 2.094
4 0.202 0.189 0.189 0.190 0.193 0.785
5 0.199 0.188 0.188 0.189 0.191 0.000
6 0.197 0.186 0.186 0.188 0.189 0.916
7 0.197 0.184 0.184 0.186 0.188 1.702
8 0.198 0.184 0.184 0.185 0.188 1.702
9 0.196 0.190 0.190 0.185 0.190 0.393
10 0.196 0.188 0.188 0.189 0.190 0.393
11 0.196 0.189 0.189 0.187 0.190 0.393
12 0.197 0.192 0.192 0.187 0.192 0.524
13 0.194 0.199 0.199 0.187 0.195 1.963
14 0.193 0.198 0.198 0.191 0.195 2.094
15 0.200 0.195 0.195 0.191 0.195 2.225
16 0.201 0.197 0.197 0.190 0.196 2.749
17 0.198 0.196 0.196 0.195 0.196 2.749
18 0.197 0.194 0.194 0.187 0.193 1.047
Extremo Final
1 0.192 0.199 0.201 0.202 0.199 3.927
2 0.193 0.200 0.200 0.201 0.199 3.927
3 0.191 0.200 0.195 0.201 0.197 3.010
4 0.197 0.198 0.190 0.199 0.196 2.618
5 0.201 0.200 0.189 0.197 0.197 3.010
6 0.197 0.205 0.191 0.205 0.200 4.450
7 0.192 0.207 0.190 0.200 0.197 3.272
8 0.192 0.201 0.190 0.204 0.197 3.010
9 0.192 0.200 0.193 0.205 0.198 3.403
10 0.193 0.200 0.186 0.206 0.196 2.749
11 0.199 0.205 0.188 0.205 0.199 4.319
12 0.197 0.202 0.188 0.202 0.197 3.272
13 0.194 0.204 0.189 0.199 0.197 2.880
14 0.198 0.202 0.188 0.202 0.198 3.403
15 0.198 0.203 0.190 0.199 0.198 3.403
16 0.197 0.196 0.190 0.194 0.194 1.702
17 0.194 0.204 0.189 0.194 0.195 2.225
18 0.198 0.190 0.188 0.191 0.192 0.393

49
Datos Estadísticos
Media (in) 0.194659
Mediana (in) 0.195000
Valor Máximo (in) 0.207000
Valor Mínimo (in) 0.184000
Desviación Estándar (in) 0.005305
Área con Desgaste
1 0.074 0.090 0.089 0.088 0.085 55.366
2 0.076 0.084 0.088 0.085 0.083 56.414
3 0.077 0.081 0.089 0.079 0.082 57.330
4 0.078 0.082 0.087 0.076 0.081 57.723
5 0.077 0.085 0.082 0.078 0.081 57.853
6 0.075 0.080 0.076 0.076 0.077 59.817
7 0.076 0.076 0.078 0.077 0.077 59.817
8 0.079 0.077 0.081 0.075 0.078 59.162
9 0.083 0.076 0.080 0.070 0.077 59.555
10 0.085 0.074 0.075 0.070 0.076 60.209
Datos Estadísticos
Media (in) 0.079600
Mediana (in) 0.078000
Valor Máximo (in) 0.090000
Valor Mínimo (in) 0.070000
Desviación Estándar (in) 0.005193
(*) Se ha considerado como valor teórico el espesor de pared proporcionado por la
Norma API 5 CT de 0.191 in para tubería nueva.
Fig. A-7 Grafica del espesor de pared en función de la longitud de la tubería con 58.32% de
pérdida de espesor de pared
0.000
0.050
0.100
0.150
0.200
0.250
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95Esp
esd
or
de P
are
d (
in)
Longitud de la Tuberia (in)
Lado A Lado B Lado C Lado D
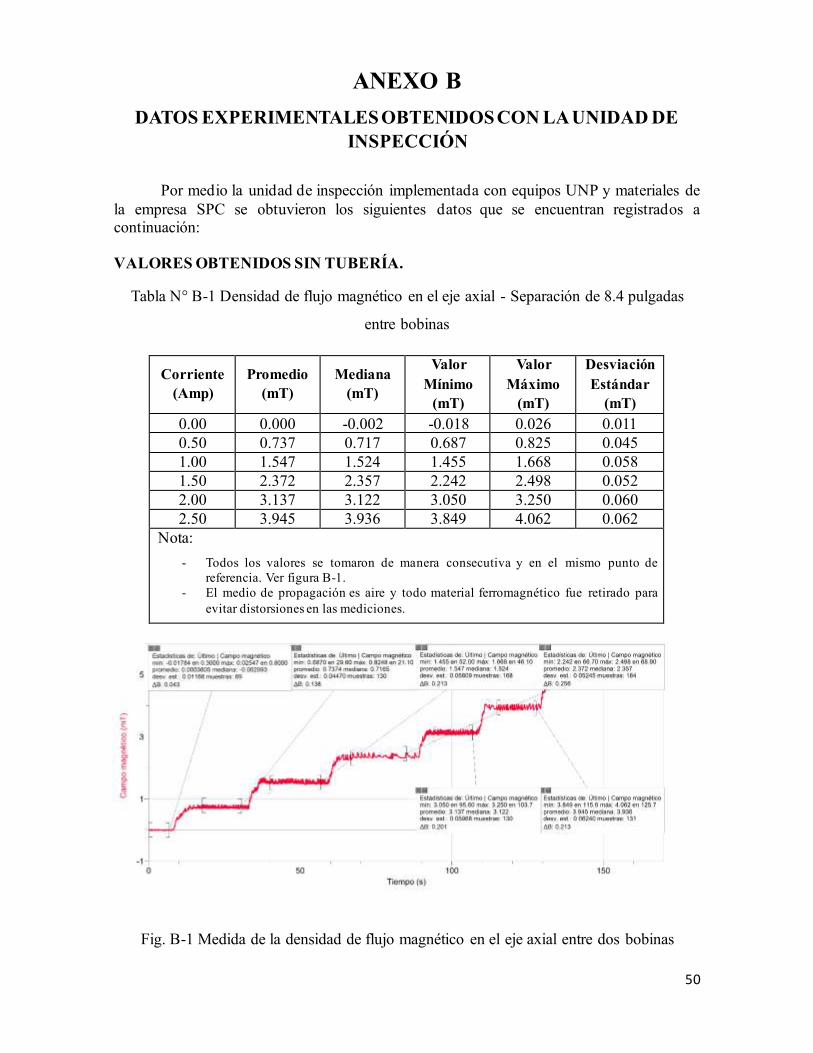
50
ANEXO B
DATOS EXPERIMENTALES OBTENIDOS CON LA UNIDAD DE
INSPECCIÓN
Por medio la unidad de inspección implementada con equipos UNP y materiales de
la empresa SPC se obtuvieron los siguientes datos que se encuentran registrados a continuación:
VALORES OBTENIDOS SIN TUBERÍA.
Tabla N° B-1 Densidad de flujo magnético en el eje axial - Separación de 8.4 pulgadas
entre bobinas
Corriente
(Amp)
Promedio
(mT)
Mediana
(mT)
Valor
Mínimo
(mT)
Valor
Máximo
(mT)
Desviación
Estándar
(mT)
0.00 0.000 -0.002 -0.018 0.026 0.011
0.50 0.737 0.717 0.687 0.825 0.045
1.00 1.547 1.524 1.455 1.668 0.058
1.50 2.372 2.357 2.242 2.498 0.052
2.00 3.137 3.122 3.050 3.250 0.060
2.50 3.945 3.936 3.849 4.062 0.062
Nota:
- Todos los valores se tomaron de manera consecutiva y en el mismo punto de
referencia. Ver figura B-1.
- El medio de propagación es aire y todo material ferromagnético fue retirado para
evitar distorsiones en las mediciones.
Fig. B-1 Medida de la densidad de flujo magnético en el eje axial entre dos bobinas

51
VALORES OBTENIDOS CON TUBERÍA.
Tabla N° B-2 Dispersión de flujo magnético – Separación de 8.4 pulgadas entre bobinas
Desgaste1
(%)
S. Transv.2
(%)
Corriente
(Amp)
Promedio
(mT)
Valor
Mínimo
(mT)
Valor
Máximo
(mT)
Desviación
Estándar
(mT)
0.56 0.60 1.00 1.224 1.050 1.428 0.083
2.00 2.826 2.576 3.068 0.106
15.89 17.06 1.00 1.380 1.277 1.553 0.060
2.00 3.267 3.022 3.474 0.098
30.18 32.02 1.00 1.486 1.392 1.640 0.062
2.00 3.331 3.077 3.774 0.187
45.55 47.71 1.00 1.638 1.574 1.700 0.036
2.00 3.998 3.457 4.961 0.420
58.32 60.44 1.00 1.870 1.803 1.984 0.050
2.00 3.935 3.427 5.070 0.366 (1) Representa el porcentaje de perdida de espesor de pared.
(2) Representa el porcentaje de disminución del área de la sección transversal de la tubería.
Nota:
Dispersión de flujo magnético: Representa el valor promedio medido de la densidad de flujo magnético en
el eje axial de la tubería. Se encuentra ubicado aproximadamente a 1.5 pulgadas del centro de coordenadas
y es perpendicular al eje de simetría.
Fig. B-2a Dispersión de flujo magnético – Desgaste 0.56% - Corriente 1.00 Amperio

52
Fig. B-2b Dispersión de flujo magnético – Desgaste 0.56% - Corriente 2.00 Amperio
Fig. B-2c Dispersión de flujo magnético – Desgaste 15.89% - Corriente 1.00 Amperio

53
Fig. B-2d Dispersión de flujo magnético – Desgaste 15.89% - Corriente 2.00 Amperio
Fig. B-2e Dispersión de flujo magnético – Desgaste 30.18% - Corriente 1.00 Amperio

54
Fig. B-2f Dispersión de flujo magnético – Desgaste 30.18% - Corriente 2.00 Amperio
Fig. B-2g Dispersión de flujo magnético – Desgaste 45.55% - Corriente 1.00 Amperio

55
Fig. B-2h Dispersión de flujo magnético – Desgaste 45.55% - Corriente 2.00 Amperio
Fig. B-2i Dispersión de flujo magnético – Desgaste 58.32% - Corriente 1.00 Amperio

56
Fig. B-2j Dispersión de flujo magnético – Desgaste 58.32% - Corriente 2.00 Amperio
Tabla N° B-3 Dispersión de flujo magnético – Separación de 6.0 pulgadas entre bobinas
Desgaste1
(%)
S. Transv.2
(%)
Corriente
(Amp)
Promedio
(mT)
Valor
Mínimo
(mT)
Valor
Máximo
(mT)
Desviación
Estándar
(mT)
0.56 0.60 1.00 1.436 1.237 1.662 0.087
2.00 3.398 3.168 3.609 0.087
15.89 17.06 1.00 1.521 1.439 1.722 0.062
2.00 3.883 3.662 4.060 0.089
30.18 32.02 1.00 1.718 1.604 1.891 0.073
2.00 5.401 4.948 5.767 0.329
45.55 47.71 1.00 1.986 1.915 2.076 0.047
2.00 3.601 3.110 4.162 0.318
58.32 60.44 1.00 2.146 2.051 2.256 0.067
2.00 4.153 3.654 5.505 0.532 (1) Representa el porcentaje de perdida de espesor de pared.
(2) Representa el porcentaje de disminución del área de la sección transversal de la tubería.
Nota:
Dispersión de flujo magnético: Representa el valor promedio medido de la densidad de flujo magnético en
el eje axial de la tubería. Se encuentra ubicado aproximadamente a 1.5 pulgadas del centro de coordenadas
y es perpendicular al eje de simetría.

57
Fig. B-3a Dispersión de flujo magnético – Desgaste 0.56% - Corriente 1.00 Amperio
Fig. B-3b Dispersión de flujo magnético – Desgaste 0.56% - Corriente 2.00 Amperio
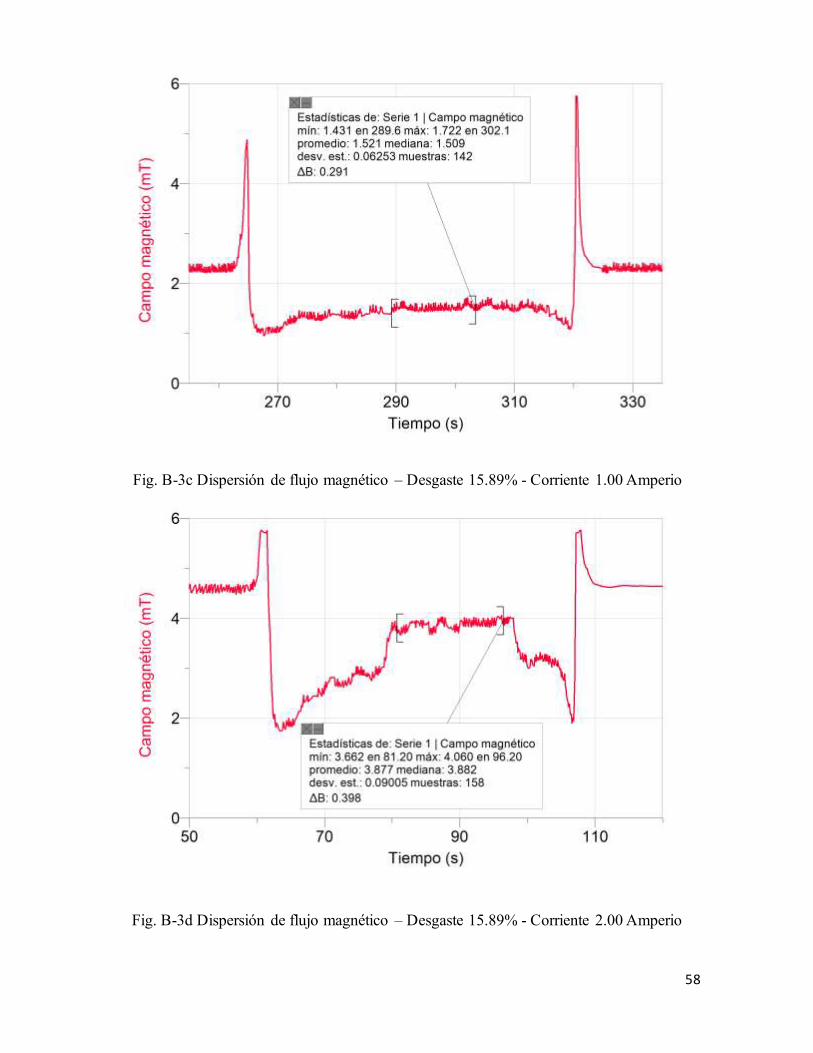
58
Fig. B-3c Dispersión de flujo magnético – Desgaste 15.89% - Corriente 1.00 Amperio
Fig. B-3d Dispersión de flujo magnético – Desgaste 15.89% - Corriente 2.00 Amperio
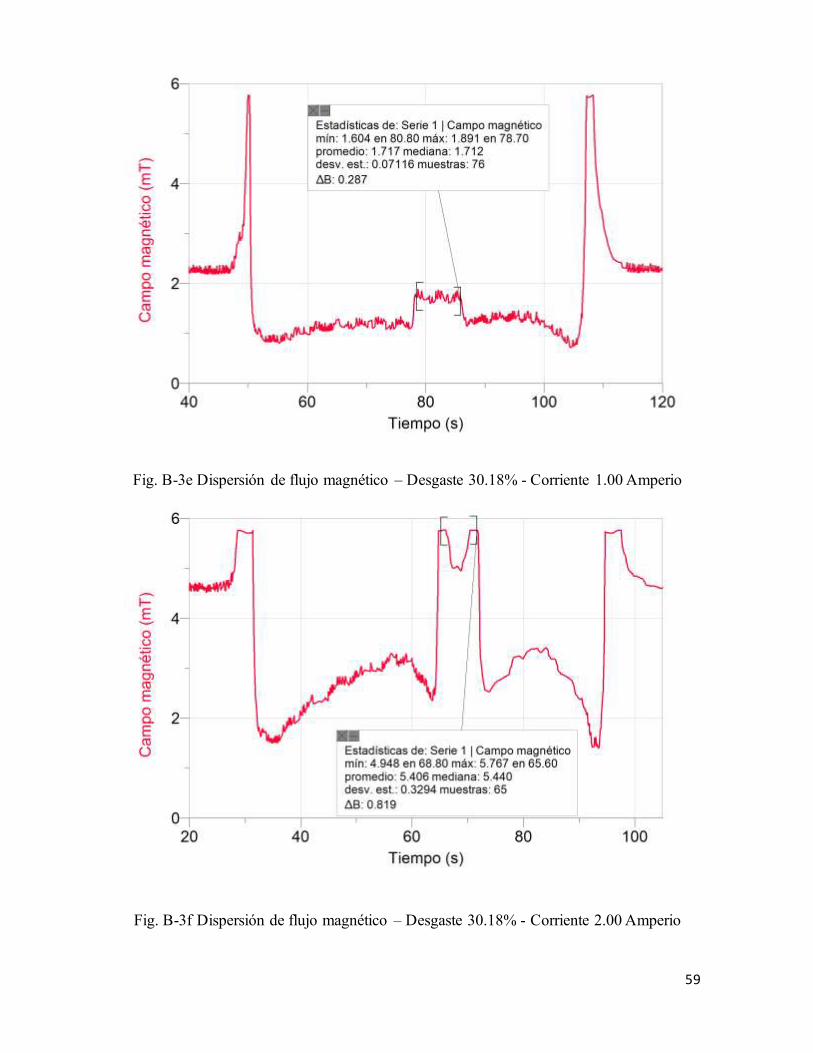
59
Fig. B-3e Dispersión de flujo magnético – Desgaste 30.18% - Corriente 1.00 Amperio
Fig. B-3f Dispersión de flujo magnético – Desgaste 30.18% - Corriente 2.00 Amperio

60
Fig. B-3g Dispersión de flujo magnético – Desgaste 45.55% - Corriente 1.00 Amperio
Fig. B-3h Dispersión de flujo magnético – Desgaste 45.55% - Corriente 2.00 Amperio

61
Fig. B-3i Dispersión de flujo magnético – Desgaste 58.32% - Corriente 1.00 Amperio
Fig. B-3j Dispersión de flujo magnético – Desgaste 58.32% - Corriente 2.00 Amperio
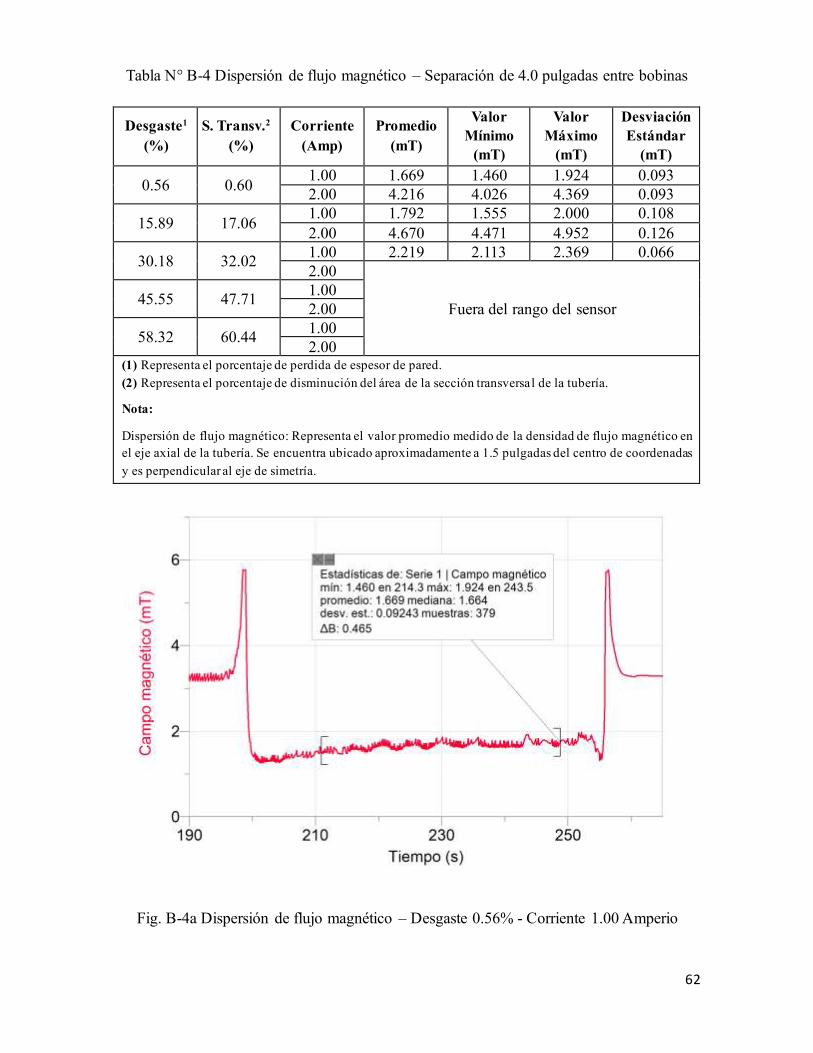
62
Tabla N° B-4 Dispersión de flujo magnético – Separación de 4.0 pulgadas entre bobinas
Desgaste1
(%)
S. Transv.2
(%)
Corriente
(Amp)
Promedio
(mT)
Valor
Mínimo
(mT)
Valor
Máximo
(mT)
Desviación
Estándar
(mT)
0.56 0.60 1.00 1.669 1.460 1.924 0.093
2.00 4.216 4.026 4.369 0.093
15.89 17.06 1.00 1.792 1.555 2.000 0.108
2.00 4.670 4.471 4.952 0.126
30.18 32.02 1.00 2.219 2.113 2.369 0.066
2.00
Fuera del rango del sensor 45.55 47.71
1.00
2.00
58.32 60.44 1.00
2.00 (1) Representa el porcentaje de perdida de espesor de pared.
(2) Representa el porcentaje de disminución del área de la sección transversal de la tubería.
Nota:
Dispersión de flujo magnético: Representa el valor promedio medido de la densidad de flujo magnético en
el eje axial de la tubería. Se encuentra ubicado aproximadamente a 1.5 pulgadas del centro de coordenadas
y es perpendicular al eje de simetría.
Fig. B-4a Dispersión de flujo magnético – Desgaste 0.56% - Corriente 1.00 Amperio

63
Fig. B-4b Dispersión de flujo magnético – Desgaste 0.56% - Corriente 2.00 Amperio
Fig. B-4c Dispersión de flujo magnético – Desgaste 15.89% - Corriente 1.00 Amperio

64
Fig. B-4d Dispersión de flujo magnético – Desgaste 15.89% - Corriente 2.00 Amperio
Fig. B-4e Dispersión de flujo magnético – Desgaste 30.18% - Corriente 1.00 Amperio

65
Fig. B-4f Dispersión de flujo magnético – Desgaste 30.18% - Corriente 2.00 Amperio

66
ANEXO C
DISTRIBUCIÓN DE LA DENSIDAD DEL FLUJO MAGNÉTICO
Por medio del programa FEMM 4.2 se realizan las simulaciones correspondientes, este programa permite obtener datos precisos de la distribución de la densidad de flujo magnético las cuales se encuentran registrados a continuación:
VALORES OBTENIDOS SIN TUBERÍA.
Fig. C-1a Distribución de la densidad de flujo magnético en el eje axial
Fig. C-1b Distribución de la densidad de flujo magnético en forma radial desde 0 a 20 pulg.

67
VALORES OBTENIDOS CON TUBERÍA.
Fig. C-2 Distribución de la densidad de flujo magnético en forma radial desde la superficie de la tubería (1.19) a 20 pulg. – Desgaste 00.00% - Corriente 1.00 Amperio
Fig. C-3 Distribución de la densidad de flujo magnético en forma radial desde la superficie
de la tubería (1.19) a 20 pulg. – Desgaste 15.00% - Corriente 1.00 Amperio
Fig. C-4 Distribución de la densidad de flujo magnético en forma radial desde la superficie de la tubería (1.19) a 20 pulg. – Desgaste 30.00% - Corriente 1.00 Amperio

68
Fig. C-5 Distribución de la densidad de flujo magnético en forma radial desde la superficie
de la tubería (1.19) a 20 pulg. – Desgaste 45.00% - Corriente 1.00 Amperio
Fig. C-6 Distribución de la densidad de flujo magnético en forma radial desde la superficie de la tubería (1.19) a 20 pulg. – Desgaste 60.00% - Corriente 1.00 Amperio





























