Embed Size (px)
Citation preview

www.elsevier.com/locate/jfoodeng
Journal of Food Engineering 74 (2006) 516–522
Sunflower oil miscella degumming with polyethersulfone membranesEffect of process conditions and MWCO on fluxes and rejections
Ana Garcıa a, Silvia Alvarez b, Francisco Riera a, Ricardo Alvarez a,*, Jose Coca a
a Department of Chemical Engineering and Environmental Technology, University of Oviedo, C/Julian Claverıa 8, 33071 Oviedo, Spainb Department of Chemical and Nuclear Engineering, Polytechnic University of Valencia, ETSII, C/Camino de Vera s/n, 46022 Valencia, Spain
Received 15 July 2004; accepted 7 March 2005
Available online 26 May 2005
Abstract
The aim of this work was to study the removal of phospholipids from sunflower oil miscella by membrane filtration using a cross-
flow UF pilot-plant. Two tubular polyethersulfone membranes with different MWCO (4000 and 9000 Da) were compared. A sun-
flower oil miscella with an oil content of about 30% w/w was used as feed and the following operating conditions were employed:
40 �C, 5 m/s, and 0.4–1.2 MPa. Both membranes presented approximately the same rejection of phospholipids (95–97%), although
the 9000 Da membrane showed higher miscella permeate flux, lower oil rejection and higher free fatty acids rejection. The influence
of operating parameters, i.e. temperature, feed flow rate, and applied pressure, on fluxes and rejections was studied with the 9000 Da
membrane. The results were then evaluated in order to choose the best operating conditions to concentrate a sunflower oil miscella
using this membrane up to a VCR of 3.2.
� 2005 Elsevier Ltd. All rights reserved.
Keywords: Sunflower oil; Polyethersulfone; Ultrafiltration; Degumming; Bleaching
1. Introduction
The sources of commercial edible oils and fats in-
clude oilseeds, fruit pulps, animals and fish, oilseeds
being the major source. The most widely used method
to obtain the oil from oilseeds is pressing followed by
solid-liquid extraction. The main solvent used in the
extraction is commercial hexane, which is a mixture
of aliphatic and cyclic hydrocarbons. The extraction
step results in an oil/solvent mixture (miscella) withabout 25–30% (w/w) oil content. The solvent is subse-
quently removed by evaporation until the hexane con-
tent in the oil is lower than 1%. Besides the oil, the
solvent also extracts certain undesirable compounds,
0260-8774/$ - see front matter � 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.jfoodeng.2005.03.038
* Corresponding author. Tel.: +34 985 10 34 38; fax: +34 985 10 34
34.
E-mail address: [email protected] (R. Alvarez).
such as phospholipids, free fatty acids (FFA), pig-
ments, sterols, carbohydrates, proteins and theirrespective degradation products. These are substances
that may impart an undesirable flavour and colour
and shorten the shelf life of the oil (Lin, Rhee, &
Koseoglu, 1997; Pagliero, Ochoa, Marchese, & Mattea,
2004). Crude vegetable oils therefore undergo complex
refining processes to achieve the desired quality,
namely degumming, neutralisation, bleaching and
deodorization. The process has remained unchangedin recent decades even though it presents numerous
drawbacks, such as high energy requirements, loss of
neutral oil, the need for large amounts of water and
chemicals, loss of nutrients and disposal of highly pol-
luted effluents (Subramanian et al., 2001, 2001a,
2001b).
The removal of phospholipids (degumming) is the
first step in the refining process, in which water, salt
FT PT
TT
PTTT
criostato
N2
P PT
cryostat
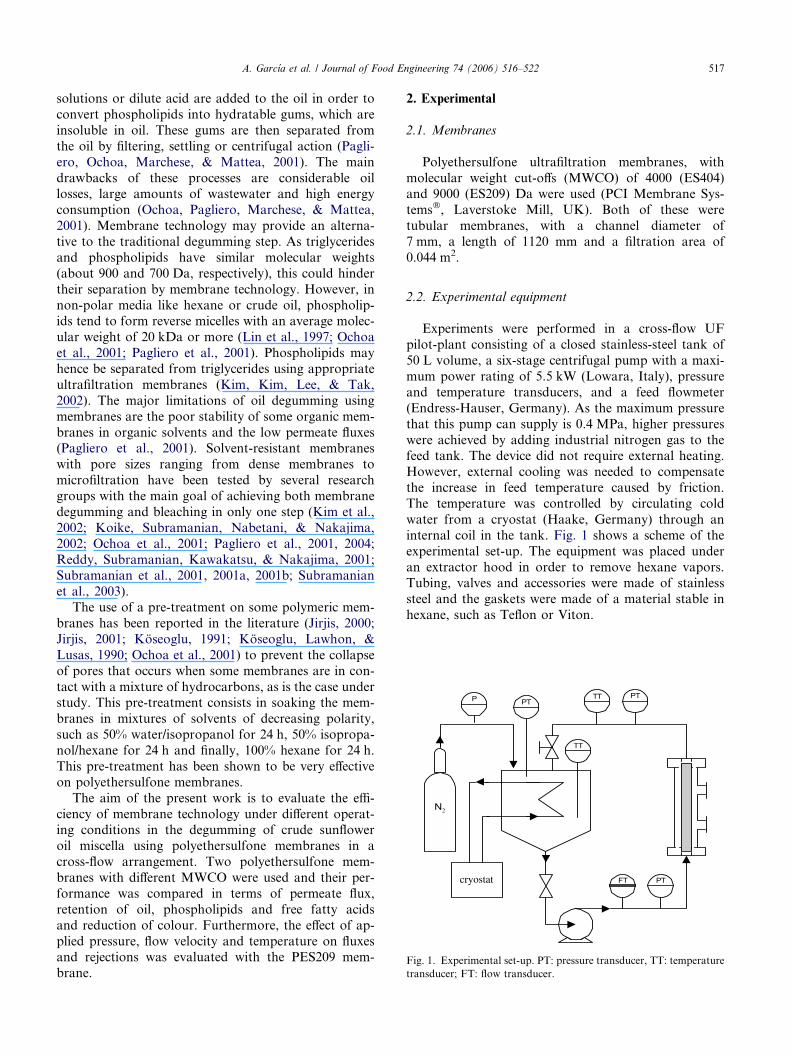
Fig. 1. Experimental set-up. PT: pressure transducer, TT: temperature
transducer; FT: flow transducer.
A. Garcıa et al. / Journal of Food Engineering 74 (2006) 516–522 517
solutions or dilute acid are added to the oil in order to
convert phospholipids into hydratable gums, which are
insoluble in oil. These gums are then separated from
the oil by filtering, settling or centrifugal action (Pagli-
ero, Ochoa, Marchese, & Mattea, 2001). The main
drawbacks of these processes are considerable oillosses, large amounts of wastewater and high energy
consumption (Ochoa, Pagliero, Marchese, & Mattea,
2001). Membrane technology may provide an alterna-
tive to the traditional degumming step. As triglycerides
and phospholipids have similar molecular weights
(about 900 and 700 Da, respectively), this could hinder
their separation by membrane technology. However, in
non-polar media like hexane or crude oil, phospholip-ids tend to form reverse micelles with an average molec-
ular weight of 20 kDa or more (Lin et al., 1997; Ochoa
et al., 2001; Pagliero et al., 2001). Phospholipids may
hence be separated from triglycerides using appropriate
ultrafiltration membranes (Kim, Kim, Lee, & Tak,
2002). The major limitations of oil degumming using
membranes are the poor stability of some organic mem-
branes in organic solvents and the low permeate fluxes(Pagliero et al., 2001). Solvent-resistant membranes
with pore sizes ranging from dense membranes to
microfiltration have been tested by several research
groups with the main goal of achieving both membrane
degumming and bleaching in only one step (Kim et al.,
2002; Koike, Subramanian, Nabetani, & Nakajima,
2002; Ochoa et al., 2001; Pagliero et al., 2001, 2004;
Reddy, Subramanian, Kawakatsu, & Nakajima, 2001;Subramanian et al., 2001, 2001a, 2001b; Subramanian
et al., 2003).
The use of a pre-treatment on some polymeric mem-
branes has been reported in the literature (Jirjis, 2000;
Jirjis, 2001; Koseoglu, 1991; Koseoglu, Lawhon, &
Lusas, 1990; Ochoa et al., 2001) to prevent the collapse
of pores that occurs when some membranes are in con-
tact with a mixture of hydrocarbons, as is the case understudy. This pre-treatment consists in soaking the mem-
branes in mixtures of solvents of decreasing polarity,
such as 50% water/isopropanol for 24 h, 50% isopropa-
nol/hexane for 24 h and finally, 100% hexane for 24 h.
This pre-treatment has been shown to be very effective
on polyethersulfone membranes.
The aim of the present work is to evaluate the effi-
ciency of membrane technology under different operat-ing conditions in the degumming of crude sunflower
oil miscella using polyethersulfone membranes in a
cross-flow arrangement. Two polyethersulfone mem-
branes with different MWCO were used and their per-
formance was compared in terms of permeate flux,
retention of oil, phospholipids and free fatty acids
and reduction of colour. Furthermore, the effect of ap-
plied pressure, flow velocity and temperature on fluxesand rejections was evaluated with the PES209 mem-
brane.
2. Experimental
2.1. Membranes
Polyethersulfone ultrafiltration membranes, with
molecular weight cut-offs (MWCO) of 4000 (ES404)and 9000 (ES209) Da were used (PCI Membrane Sys-
tems�, Laverstoke Mill, UK). Both of these were
tubular membranes, with a channel diameter of
7 mm, a length of 1120 mm and a filtration area of
0.044 m2.
2.2. Experimental equipment
Experiments were performed in a cross-flow UF
pilot-plant consisting of a closed stainless-steel tank of
50 L volume, a six-stage centrifugal pump with a maxi-
mum power rating of 5.5 kW (Lowara, Italy), pressure
and temperature transducers, and a feed flowmeter
(Endress-Hauser, Germany). As the maximum pressure
that this pump can supply is 0.4 MPa, higher pressures
were achieved by adding industrial nitrogen gas to thefeed tank. The device did not require external heating.
However, external cooling was needed to compensate
the increase in feed temperature caused by friction.
The temperature was controlled by circulating cold
water from a cryostat (Haake, Germany) through an
internal coil in the tank. Fig. 1 shows a scheme of the
experimental set-up. The equipment was placed under
an extractor hood in order to remove hexane vapors.Tubing, valves and accessories were made of stainless
steel and the gaskets were made of a material stable in
hexane, such as Teflon or Viton.
518 A. Garcıa et al. / Journal of Food Engineering 74 (2006) 516–522
2.3. Degumming experiments
First, the membranes were cleaned and the water flux
was measured. The membranes were then pre-treated
according to the aforementioned procedure (Jirjis,
2000, 2001; Koseoglu, 1991; Koseoglu et al., 1990;Ochoa et al., 2001) and the hexane permeate flux was
subsequently measured as a function of the applied pres-
sure (from 0.2 to 1.2 MPa) at room temperature (about
20 �C) and 3 m/s. The degumming experiments were car-
ried out with a sunflower oil miscella supplied by the
Spanish manufacturer KOIPE, S.A. (Jaen, Spain). The
miscella used for the experiments with the ES404 mem-
brane had a sunflower oil content of around 30%, some1.20 g phospholipids/100 g oil, and a free fatty acids
content of about 2.80 g oleic acid/100 g oil. The miscella
used with the ES209 membrane had the same sunflower
oil content, some 1.50 g phospholipids/100 g oil, and a
free fatty acids content of about 1.20 g oleic acid/100 g
oil.
The experimental conditions chosen were 40 �C, feedflow of 5 m/s, increasing the pressure within the range of0.4–1.2 MPa. Phospholipids and free fatty acids reten-
tions were expressed in oil basis terms, according to
the following equation:
Ri ð%Þ ¼ 1� Ci;p
Ci;f
� �� 100 ð1Þ
where Ri is the rejection coefficient for component i, and
Ci,f and Ci,p are the concentrations of this component in
the feed and permeate, respectively (in grams per 100 gof oil).
The influence of temperature, feed flow rate and ap-
plied pressure on permeate flux and retention was then
analysed using the ES209 membrane. After each run,
the membrane was cleaned with hexane until the original
pure hexane permeate flux was restored. The best oper-
ating conditions obtained from these runs were then
used to perform a miscella concentration experimentwith this membrane. A batch operating mode was con-
sidered for the concentration tests.
2.4. Analytical methods
Oil, phospholipids and free fatty acids content were
analysed in feed, permeate and retentate streams using
the following procedures:
• To determine the oil content, hexane was evaporated
from the mixture under vacuum. The oil content was
calculated from the weight difference of the sample
before and after evaporation of the solvent (method
supplied by KOIPE, Spain).
• Phospholipids content was determined by adding ace-
tone to a weighed amount of oil (having previouslyevaporated the hexane). A precipitate constituted by
the phospholipids was thus obtained. This was sepa-
rated from the sample by vacuum filtration and was
subsequently weighed (UNE 55-115).
• The amount of free fatty acids (FFA) in the oil was
determined after evaporating the solvent by titration
with KOH (in ethanol solution). The percentage ofFFA was expressed as oleic acid content (UNE 55-
102).
• The colour of the samples (without dilution in any
solvent) was spectrophotometrically estimated.
Absorption was measured in the wavelength range
of 400–750 nm with a Helios a spectrophotometer
(Thermo Electron Corporation, United States), using
cyclohexane as blank.
3. Results and discussion
3.1. Water and hexane permeate fluxes
Water permeability for the ES404 (4000 Da) and
ES209 (9000 Da) membranes was 141 and 476 L/
h m2 MPa (at 25 �C), respectively, while hexane perme-
ability was 97 and 170 L/h m2 MPa (at 20 �C), respec-tively. As expected, water and hexane permeate fluxes
were higher for the ES209 membrane, due to its higher
MWCO. Moreover, water permeability was greater than
hexane permeability for both membranes.
3.2. Degumming experiments
The aim of the degumming process is to remove as
many phospholipids as possible from the crude oil, thus
obtaining an almost phospholipid-free edible oil. Low
triglyceride losses are also required during this opera-
tion. After degumming, the oil is submitted to the subse-quent refining operations, i.e. neutralization (removal of
free fatty acids), bleaching (removal of pigments) and
deodorization. These refining steps could be improved
if free fatty acids and/or pigments were removed to-
gether with the phospholipids. When membranes are
used for edible oil degumming, high permeate fluxes
are desirable in order to achieve high yields. To date,
the authors who have studied the applicability of mem-brane technology to edible oil processing have used both
miscella and crude oil as feed. If miscella is used as feed,
viscosity is lower, which improves permeate fluxes.
When using miscella, however, the hexane could damage
the membrane structure if this is not solvent resistant. In
this study, it was observed that pre-treated polyether-
sulfone membranes were hexane-resistant. Therefore,
the miscella was used as feed in order to obtain higherpermeate fluxes. Apart from a high permeate flux, the
operating conditions should be chosen to obtain high
phospholipids, free fatty acids and pigments retention,
and low oil retention.
A. Garcıa et al. / Journal of Food Engineering 74 (2006) 516–522 519
In order to select the best membrane to carry out the
degumming of sunflower oil miscella, ES404 and ES209
membranes were compared in terms of permeate fluxes
and rejections at 40 �C, 5 m/s and increasing pressure
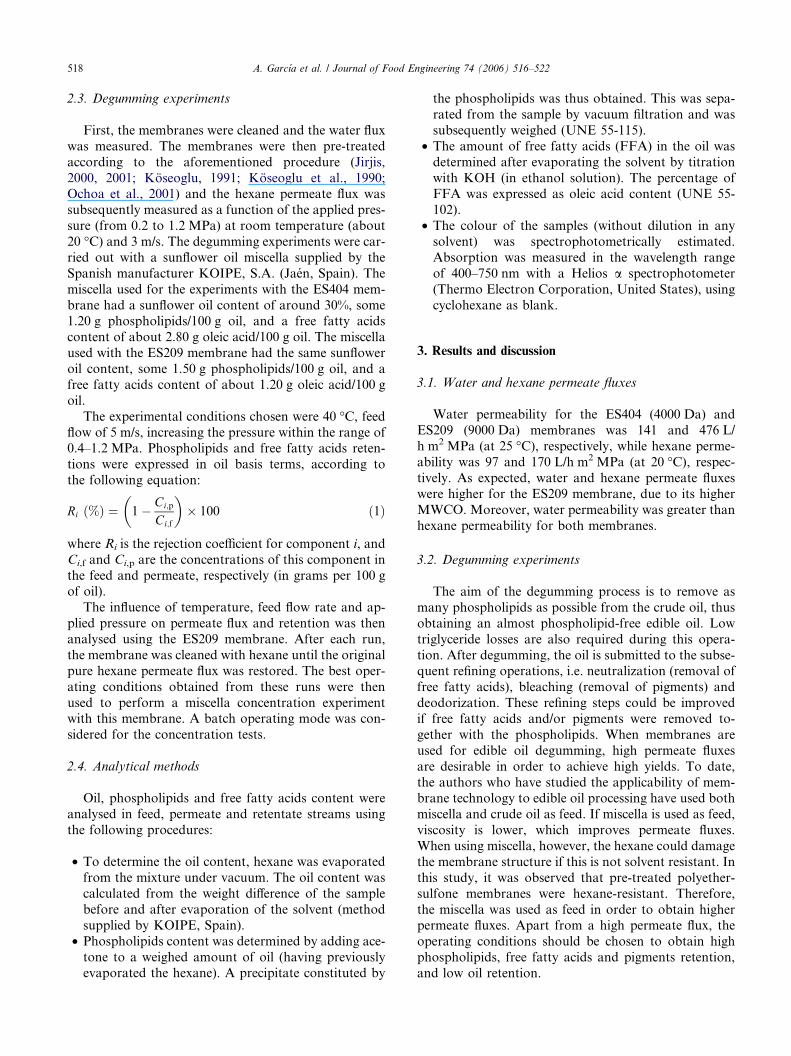
from 0.4 to 1.2 MPa. As expected, miscella permeate
fluxes were higher for the membrane with the higherMWCO (Fig. 2). Furthermore, miscella permeate fluxes
increased when the operating pressure was increased
within this range. However, miscella permeate flux with
the ES404 membrane at 1.2 MPa was slightly lower than
that corresponding to a linear increase. According to the
literature, the permeation process is pressure-controlled
when low pressures are employed. However, when high
pressures are used, it is mass transfer-controlled(Pagliero et al., 2001). Within the chosen operating pres-
sure range, the miscella permeate flux with the ES209
membrane lay within the pressure controlled region,
though both regions could be observed when using the
ES404 membrane.
As can be seen in Table 1, phospholipids rejection
was more or less the same for both membranes (95–
97%). Oil rejection was slightly lower for the ES209membrane. As already mentioned, low oil retention is
desirable for the degumming process. Free fatty acids
rejection was lower with the ES404 membrane. This
contradicts the expected trend, as the theoretical
MWCO of this membrane is lower than that of the
0
20
40
60
80
100
120
140
160
0 0.4 0.8 1.2 1.6P (MPa)
J (L
/h m
2 )
ES209ES404
Fig. 2. Effect of operating pressure on miscella permeate flux at 40 �Cand 5 m/s flow rate during the filtration of 30% (w/w) sunflower oil
miscella with ES404 and ES209 polyethersulfone membranes.
Table 1
Effect of operating pressure on oil, phospholipids and free fatty acids rejec
sunflower oil miscella with ES404 and ES209 polyethersulfone membranes
P (MPa) Oil retention (%) Phosphol
ES404 ES209 ES404
0.4 25.2 21.6 96.2
0.8 35.6 32.6 94.6
1.2 42.1 38.2 95.9
ES209 membrane. However, the free fatty acids content
in the miscella used as feed was not the same for the
experiments carried out with both membranes, being
higher for those runs performed with the ES404 mem-
brane. This fact could be the reason for the different
rejections observed. Some authors (Subramanian et al.,2003) have reported that a higher concentration of
FFA in the feed reduced viscosity and increased the
FFA permeation rate, thus decreasing their rejection.
Moreover, the free fatty acids retentions obtained with
the ES404 membrane were negative, which means a
higher FFA concentration in the permeate than in the
feed. This result may be explained by the preferential
permeation of these constituents when compared to tri-glycerides due to selective sorption (Subramanian et al.,
2001, 2001a, 2001b, 2003; Snape & Nakajima, 1996).
The increase in applied pressure had no significant
influence on phospholipids rejection for any of the mem-
branes tested. However, free fatty acids rejection de-
creased for both of the membranes with increasing
pressure. These results were similar to those reported
by other authors (Subramanian et al., 2001, 2001a,2001b), who also obtained negative FFA rejections.
On the other hand, oil content in the permeate decreased
with increasing operating pressure for both membranes.
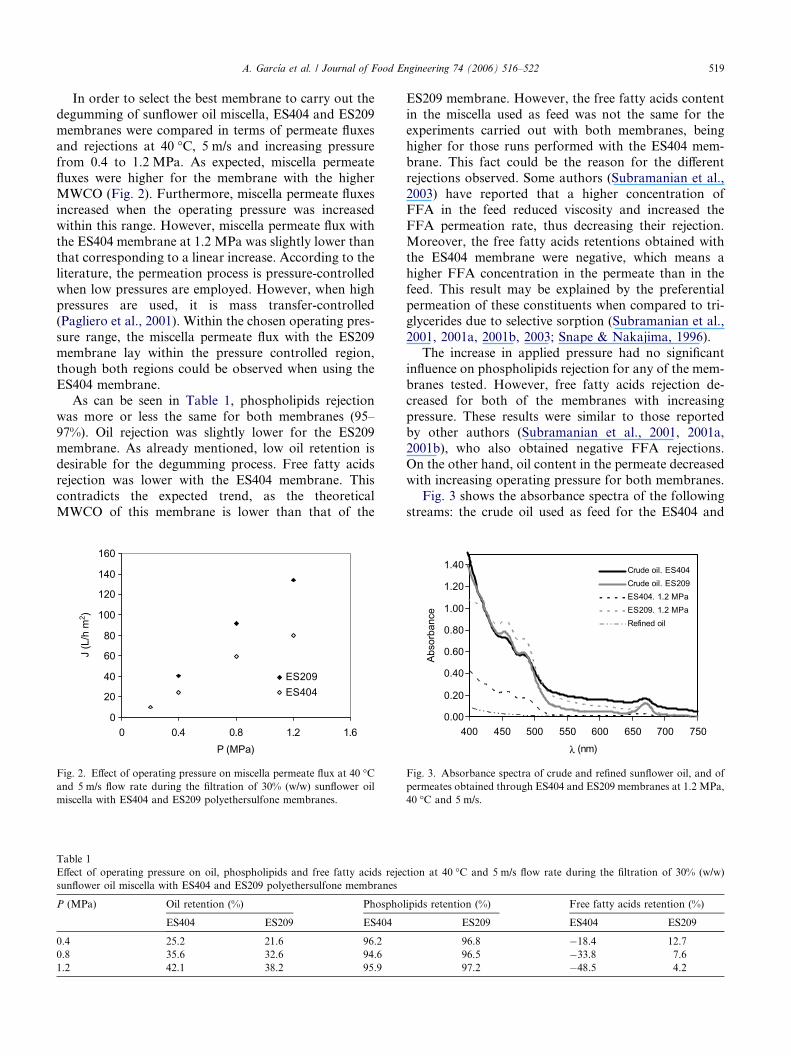
Fig. 3 shows the absorbance spectra of the following
streams: the crude oil used as feed for the ES404 and
tion at 40 �C and 5 m/s flow rate during the filtration of 30% (w/w)
ipids retention (%) Free fatty acids retention (%)
ES209 ES404 ES209
96.8 �18.4 12.7
96.5 �33.8 7.6
97.2 �48.5 4.2
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
400 450 500 550 600 650 700 750
λ (nm)
Abso
rban
ce
Crude oil. ES404Crude oil. ES209ES404. 1.2 MPaES209. 1.2 MPaRefined oil
Fig. 3. Absorbance spectra of crude and refined sunflower oil, and of
permeates obtained through ES404 and ES209 membranes at 1.2 MPa,
40 �C and 5 m/s.
520 A. Garcıa et al. / Journal of Food Engineering 74 (2006) 516–522
ES209 membranes, the conventionally refined oil, and
permeates obtained at 1.2 MPa with both membranes.
The major pigments present in edible oils are carote-
noids and chlorophyll, with absorbance maximums at
about 450 and 670 nm, respectively. As can be seen in
Fig. 3, the ES404 membrane retained both carotenoidsand chlorophyll, although the colour in the permeate
was stronger than that in a conventionally refined oil.
However, the ES209 membrane showed negative pig-
ment rejection. Previous studies (Koseoglu, 1991; Lin
et al., 1997; Pagliero et al., 2001, 2004) suggested that
pigment rejection was due to the entrapment of these
compounds in phospholipid micelles. Thus, two mem-
branes with similar phospholipid rejection should showsimilar pigment rejection. However, other authors have
reported that the mechanism of pigment retention is
more complex. Subramanian et al. (2001, 2001a,
2001b) concluded that some carotenoids do not have
affinity for the phospholipid reverse micelles, and the ex-
tent of rejection depends on the actual composition of
the different carotenoid pigments present in the oil and
their relative polarity. On the other hand, chlorophyllrejection seems to depend on the MWCO of the mem-
branes (Reddy et al., 2001). Therefore, the different
composition of both types of miscellas may be the rea-
son for the differences observed in pigment retention.
As miscella permeate fluxes were higher with the
ES209 membrane, phospholipid rejection being similar,
FFA rejection higher and oil rejection lower than with
the ES404, the former was selected for the followingset of experiments, which analysed the effect of the oper-
ating parameters on permeate flux and retention. Pig-
ment retention was not taken into account in this part
of the study.
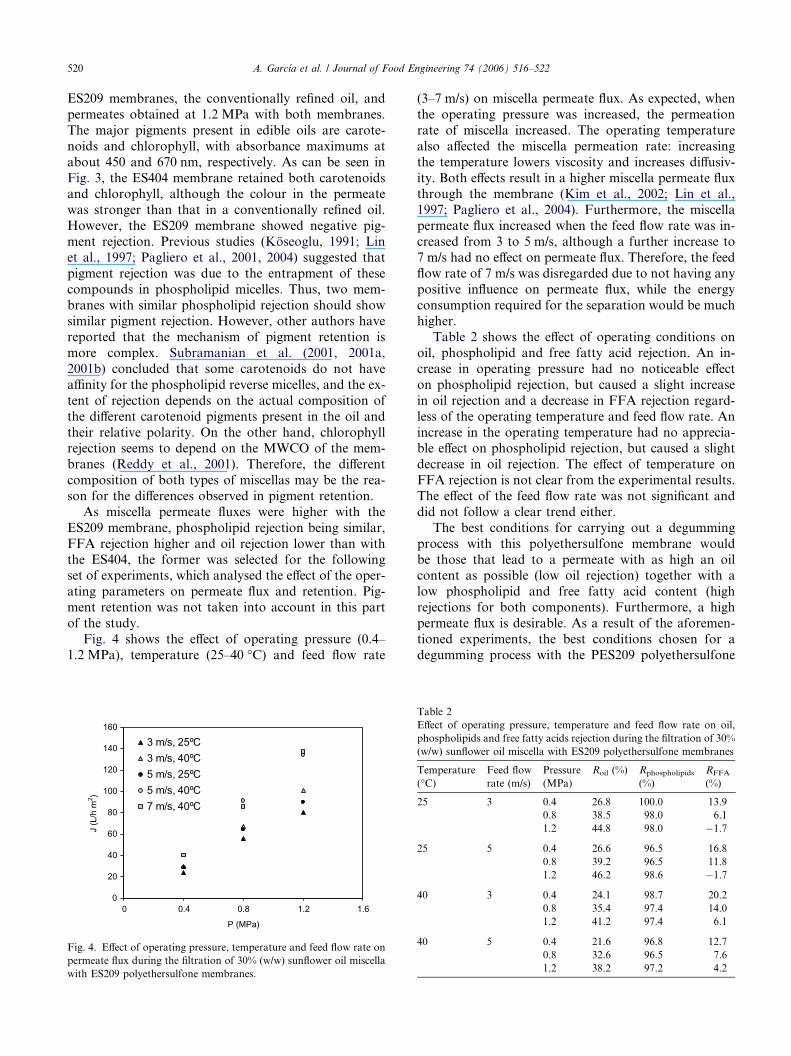
Fig. 4 shows the effect of operating pressure (0.4–
1.2 MPa), temperature (25–40 �C) and feed flow rate
0
20
40
60
80
100
120
140
160
0 0.4 0.8 1.2 1.6
P (MPa)
J (L
/h m
2 )
3 m/s, 25ºC3 m/s, 40ºC5 m/s, 25ºC5 m/s, 40ºC7 m/s, 40ºC
Fig. 4. Effect of operating pressure, temperature and feed flow rate on
permeate flux during the filtration of 30% (w/w) sunflower oil miscella
with ES209 polyethersulfone membranes.
(3–7 m/s) on miscella permeate flux. As expected, when
the operating pressure was increased, the permeation
rate of miscella increased. The operating temperature
also affected the miscella permeation rate: increasing
the temperature lowers viscosity and increases diffusiv-
ity. Both effects result in a higher miscella permeate fluxthrough the membrane (Kim et al., 2002; Lin et al.,
1997; Pagliero et al., 2004). Furthermore, the miscella
permeate flux increased when the feed flow rate was in-
creased from 3 to 5 m/s, although a further increase to
7 m/s had no effect on permeate flux. Therefore, the feed
flow rate of 7 m/s was disregarded due to not having any
positive influence on permeate flux, while the energy
consumption required for the separation would be muchhigher.
Table 2 shows the effect of operating conditions on
oil, phospholipid and free fatty acid rejection. An in-
crease in operating pressure had no noticeable effect
on phospholipid rejection, but caused a slight increase
in oil rejection and a decrease in FFA rejection regard-
less of the operating temperature and feed flow rate. An
increase in the operating temperature had no apprecia-ble effect on phospholipid rejection, but caused a slight
decrease in oil rejection. The effect of temperature on
FFA rejection is not clear from the experimental results.
The effect of the feed flow rate was not significant and
did not follow a clear trend either.
The best conditions for carrying out a degumming
process with this polyethersulfone membrane would
be those that lead to a permeate with as high an oilcontent as possible (low oil rejection) together with a
low phospholipid and free fatty acid content (high
rejections for both components). Furthermore, a high
permeate flux is desirable. As a result of the aforemen-
tioned experiments, the best conditions chosen for a
degumming process with the PES209 polyethersulfone
Table 2
Effect of operating pressure, temperature and feed flow rate on oil,
phospholipids and free fatty acids rejection during the filtration of 30%
(w/w) sunflower oil miscella with ES209 polyethersulfone membranes
Temperature
(�C)Feed flow
rate (m/s)
Pressure
(MPa)
Roil (%) Rphospholipids
(%)
RFFA
(%)
25 3 0.4 26.8 100.0 13.9
0.8 38.5 98.0 6.1
1.2 44.8 98.0 �1.7
25 5 0.4 26.6 96.5 16.8
0.8 39.2 96.5 11.8
1.2 46.2 98.6 �1.7
40 3 0.4 24.1 98.7 20.2
0.8 35.4 97.4 14.0
1.2 41.2 97.4 6.1
40 5 0.4 21.6 96.8 12.7
0.8 32.6 96.5 7.6
1.2 38.2 97.2 4.2
A. Garcıa et al. / Journal of Food Engineering 74 (2006) 516–522 521
membrane were the following: operating pressure,
1.2 MPa; operating temperature, 40 �C; feed flow rate,
5 m/s.
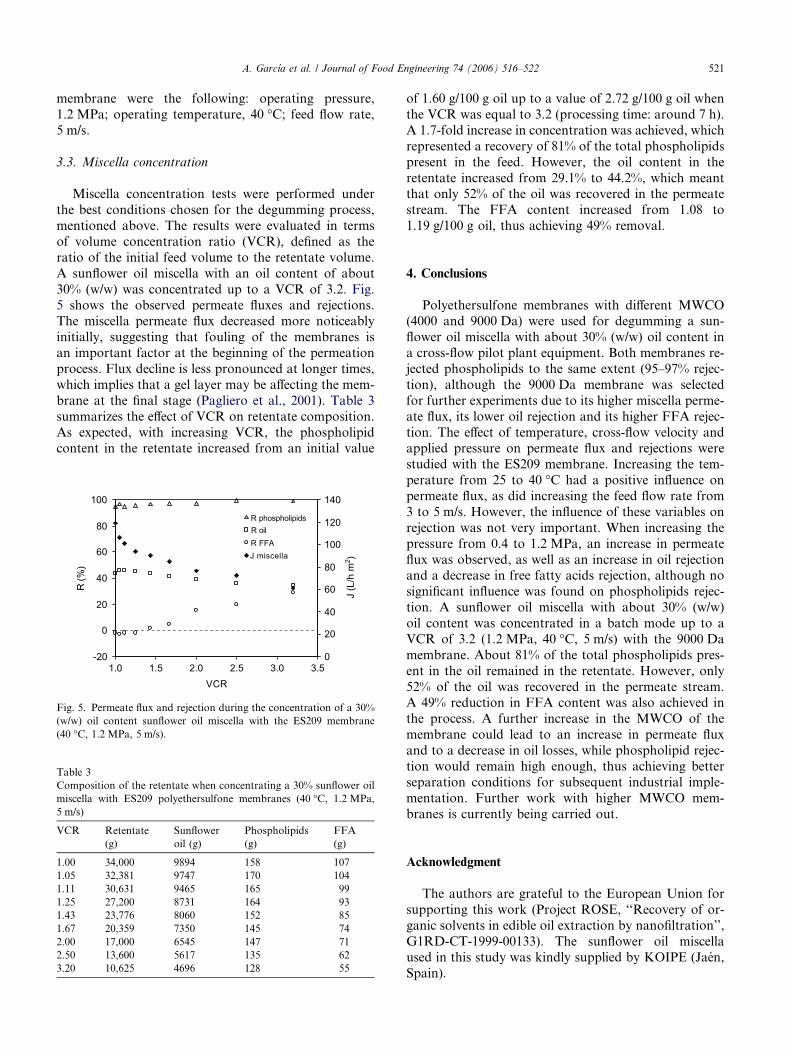
3.3. Miscella concentration
Miscella concentration tests were performed under
the best conditions chosen for the degumming process,
mentioned above. The results were evaluated in terms
of volume concentration ratio (VCR), defined as the
ratio of the initial feed volume to the retentate volume.
A sunflower oil miscella with an oil content of about
30% (w/w) was concentrated up to a VCR of 3.2. Fig.
5 shows the observed permeate fluxes and rejections.The miscella permeate flux decreased more noticeably
initially, suggesting that fouling of the membranes is
an important factor at the beginning of the permeation
process. Flux decline is less pronounced at longer times,
which implies that a gel layer may be affecting the mem-
brane at the final stage (Pagliero et al., 2001). Table 3
summarizes the effect of VCR on retentate composition.
As expected, with increasing VCR, the phospholipidcontent in the retentate increased from an initial value
-20
0
20
40
60
80
100
1.0 1.5 2.0 2.5 3.0 3.5VCR
R (%
)
0
20
40
60
80
100
120
140
J (L
/h m
2 )
R phospholipidsR oilR FFAJ miscella
Fig. 5. Permeate flux and rejection during the concentration of a 30%
(w/w) oil content sunflower oil miscella with the ES209 membrane
(40 �C, 1.2 MPa, 5 m/s).
Table 3
Composition of the retentate when concentrating a 30% sunflower oil
miscella with ES209 polyethersulfone membranes (40 �C, 1.2 MPa,
5 m/s)
VCR Retentate
(g)
Sunflower
oil (g)
Phospholipids
(g)
FFA
(g)
1.00 34,000 9894 158 107
1.05 32,381 9747 170 104
1.11 30,631 9465 165 99
1.25 27,200 8731 164 93
1.43 23,776 8060 152 85
1.67 20,359 7350 145 74
2.00 17,000 6545 147 71
2.50 13,600 5617 135 62
3.20 10,625 4696 128 55
of 1.60 g/100 g oil up to a value of 2.72 g/100 g oil when
the VCR was equal to 3.2 (processing time: around 7 h).
A 1.7-fold increase in concentration was achieved, which
represented a recovery of 81% of the total phospholipids
present in the feed. However, the oil content in the
retentate increased from 29.1% to 44.2%, which meantthat only 52% of the oil was recovered in the permeate
stream. The FFA content increased from 1.08 to
1.19 g/100 g oil, thus achieving 49% removal.
4. Conclusions
Polyethersulfone membranes with different MWCO(4000 and 9000 Da) were used for degumming a sun-
flower oil miscella with about 30% (w/w) oil content in
a cross-flow pilot plant equipment. Both membranes re-
jected phospholipids to the same extent (95–97% rejec-
tion), although the 9000 Da membrane was selected
for further experiments due to its higher miscella perme-
ate flux, its lower oil rejection and its higher FFA rejec-
tion. The effect of temperature, cross-flow velocity andapplied pressure on permeate flux and rejections were
studied with the ES209 membrane. Increasing the tem-
perature from 25 to 40 �C had a positive influence on
permeate flux, as did increasing the feed flow rate from
3 to 5 m/s. However, the influence of these variables on
rejection was not very important. When increasing the
pressure from 0.4 to 1.2 MPa, an increase in permeate
flux was observed, as well as an increase in oil rejectionand a decrease in free fatty acids rejection, although no
significant influence was found on phospholipids rejec-
tion. A sunflower oil miscella with about 30% (w/w)
oil content was concentrated in a batch mode up to a
VCR of 3.2 (1.2 MPa, 40 �C, 5 m/s) with the 9000 Da
membrane. About 81% of the total phospholipids pres-
ent in the oil remained in the retentate. However, only
52% of the oil was recovered in the permeate stream.A 49% reduction in FFA content was also achieved in
the process. A further increase in the MWCO of the
membrane could lead to an increase in permeate flux
and to a decrease in oil losses, while phospholipid rejec-
tion would remain high enough, thus achieving better
separation conditions for subsequent industrial imple-
mentation. Further work with higher MWCO mem-
branes is currently being carried out.
Acknowledgment
The authors are grateful to the European Union for
supporting this work (Project ROSE, ‘‘Recovery of or-
ganic solvents in edible oil extraction by nanofiltration’’,
G1RD-CT-1999-00133). The sunflower oil miscella
used in this study was kindly supplied by KOIPE (Jaen,
Spain).
522 A. Garcıa et al. / Journal of Food Engineering 74 (2006) 516–522
References
Jirjis, B. (2000). Method and apparatus for processing vegetable oil
miscella. International Patent 00/42138.
Jirjis, B. (2001). Method for removing phospholipids from vegetable
oil miscellas, method for conditioning a polymeric microfiltration
membrane, and membrane. US Patent 6207209.
Kim, I.-C., Kim, J.-H., Lee, K.-H., & Tak, T.-M. (2002). Phospho-
lipids separation (degumming) from crude vegetable oil by polyi-
mide ultrafiltration membrane. Journal of Membrane Science, 205,
113–123.
Koike, S., Subramanian, R., Nabetani, H., & Nakajima, M. (2002).
Separation of oil constituents in organic solvents using polymeric
membranes. Journal of American Oil Chemists Society, 79, 937–942.
Koseoglu, S. S. (1991). Membrane technology for edible oil refining.
Oils and Fats International, 5, 16–21.
Koseoglu, S. S., Lawhon, J. T., & Lusas, E. W. (1990). Membrane
processing of crude vegetable oils: Pilot plant scale removal of
solvent from oil miscellas. Journal of American Oil Chemists
Society, 67(5), 315–322.
Lin, L., Rhee, K. C., & Koseoglu, S. S. (1997). Bench-scale membrane
degumming of crude vegetable oil: Process optimisation. Journal of
Membrane Science, 134, 101–118.
Ochoa, N., Pagliero, C., Marchese, J., & Mattea, M. (2001).
Ultrafiltration of vegetable oils. Degumming by polymeric mem-
branes. Separation and Purification Technology, 22-23, 417–422.
Pagliero, C., Ochoa, N., Marchese, J., & Mattea, M. (2001).
Degumming of crude soybean oil by ultrafiltration using polymeric
membranes. Journal of American Oil Chemists Society, 78, 793–
796.
Pagliero, C., Ochoa, N., Marchese, J., & Mattea, M. (2004). Vegetable
oil degumming with polyimide and polyvinilidenfluoride ultrafil-
tration membranes. Journal of Chemical Technology and Biotech-
nology, 79, 148–152.
Reddy, K., Subramanian, R., Kawakatsu, T., & Nakajima, M. (2001).
Decolorization of vegetable oils by membrane processing. Euro-
pean Journal of Food Research Technology, 213, 212–218.
Snape, J. B., & Nakajima, M. (1996). Processing of agricultural fats
and oils using membrane technology. Journal of Food Engineering,
30, 1–41.
Subramanian, R., Nabetani, H., Nakajima, M., Ichikawa, S., Kimura,
T., & Maekawa, T. (2001). Rejection of carotenoids in oil systems
by a nonporous polymeric composite membrane. Journal of
American Oil Chemists Society, 78, 803–807.
Subramanian, R., Raghavarao, K. S. M. S., Nabetani, H., Nakajima,
M., Kimura, T., & Maekawa, T. (2001a). Differential permeation
of oil constituents in nonporous denser polymeric membranes.
Journal of Membrane Science, 57–69.
Subramanian, R., Raghavarao, K. S. M. S., Nabetani, H., Nakajima,
M., Kimura, T., & Maekawa, T. (2001b). Differential permeation
of oil constituents in nonporous denser polymeric membranes.
Journal of Membrane Science, 57–69.
Subramanian, R., Raghavarao, K. S. M. S., Nakajima, M., Nabetani,
H., Yamaguchi, T., & Kimura, T. (2003). Application of dense
membrane theory for differential permeation of vegetable oil
constituents. Journal of Food Engineering, 60, 249–256.





























