Embed Size (px)
Citation preview

POSTE ITALIANE SPA - SPED. IN ABB. POST. D.L. 353/2003 (CONV. IN L. 27/02/2004 N. 46) ART. 1, COMMA 1, DCB MI - TAXE PERÇUE - TASSA RISCOSSA - MI - C.M.P./2 - ROSERIO - IN CASO DI MANCATO RECAPITO RESTITUIRE AL MITTENTE PRESSO: C.M.P. ROSERIO - VIA BELGIOIOSO MILANO (MI) CHE SI IMPEGNA ALLA RELATIVA TASSA DI RESTITUZIONE
Vol. 86 - 2010 n. 11/12 NOVEMBRE-DICEMBRE NOVEMBER-DECEMBER
SINCE 1924 RAW MATERIALS, FORMULATIONS & FINISHING

IN Q
UEST
O N
UM
ERO
/ IN
TH
IS ISS
UE
Vol. 86 - 2010 n. 11/12 NOVEMBRE-DICEMBRE NOVEMBER-DECEMBER
SINCE 1924 RAW MATERIALS, FORMULATIONS & FINISHING
UF
FIC
I + O
FF
ICIN
E -
OF
FIC
ES
+ W
OR
KS
HO
PS
: V
ia B
agno
lo,
17 -
268
38 T
avaz
zano
(LO
) Ita
lia/I
taly
Te
l./P
h- +
39 0
371
4700
64
Fax
+39
037
1 47
0040
info
@p
eng
s.it

Nuove formulazioni di pitture alchidiche a base solvente con Opaque PolymerNew Opportunities to Formulate Solvent Based Alkyds Paints with Opaque Polymer
Jetfine® 1A, il nuovo talco ultrafine offre superiore opacità senza ridurre la brillantezzaJetfine® 1A, a New Ultrafine Talc that Confers Superior Hiding Power to Paint Without Diminishing Gloss
Nuovi catalizzatori organometallici esenti da stagno e da mercurio per applicazioni uretaniche CASENew Tin and Mercury Free Organometallic Catalysts for CASE Urethane Applications
Coating Hardide™ CVD resistenti all’usura, all’erosione e alla corrosioneHardide™ CVD Coatings resist wear, erosion and corrosion
IN QUESTO NUMERO / IN THIS ISSUE

colorantipigmenti perlescenti
pigmenti organici e inorganici pigmenti in dispersione
Sede legale: via E. Fermi, 77 - 50013 Campi Bisenzio (FI) - Italy
Sede operativa ed amministrativa: Via F. Frediani 34 - 59100 Prato (PO) -Italy
Tel. +39.0574.540014 - Fax +39.0574.644282 - www.iris-green.com - [email protected]


BENASOLAlchidiche pure e modificatePure and modified alkydsBENCRYLOligomeri e polimeri acrilici fotopolimerizzabili U.V curing acrylic olygominersand polymersISOBENPoliesteri ossidrilatiHydroxylated polyesters
BENALACAlchidiche perinchiostriAlkyds for printing inks
BENESTER
Poliesteri saturi e insaturi
Saturated and unsaturated polyesters
EPOBENEsteri epossidici
Epoxy estersHARTBEN
Addoti isocianati e polisocianati
Isocyanic adducts and polyisocyanates
IDROBENResine idrodiluibili
Water-dilutable resins
Nuove resine alto solido all’acqua per uso industriale e decorativo, in base al limite di VOC del 2010 (Direttica CE 2004-42)New high solids and waterborne resins for industrial and decorative, according to VOC limits 2010 (2004-42 CE Directive)
BENASEDO
N.BENASEDO S.p.A
Via Asiago, 332 - Tel. 0039-2-96399211 r.a - Fax 0039-2-9656728 21042 Caronno Pertusella (VA) - [email protected] legale: Via Anguissola S., 2 - 20146 Milano

materie primeraw materials
I siliconi nella produzione di pitture e di coatingsSilicones in Paint and Coatings ManufacturingRick Vrckovnik - Siltech18
Membri fondatoriFounder memberFATIPEC - UATCMAITIVAAssociazione ItalianaTecnici IndustrieVernici e Affini
Organo ufficiale / Official journal
AITIVA
FATIPEC
A.F.T.P.V.A.
Membri fondatoriFounder memberFATIPEC - UATCMAssociation Françaisedes Techniciens desPeintures Vernis Encresd’Imprimerie Colles et Adhésifs
Membri fondatoriFounder member UATCMAsociación Española deTecnicos en Tintas y Afines
Federation des Associationsde Techniciensdes Industries des Peinturesde l’Europe Continentale
UATCMUnione AssociazioniTecnici di CulturaMediterranea
per l’ingegneria dei materialiavanzati
formulazioneformulation
Nuove formulazioni di pitture alchidiche a base solventecon Opaque PolymerNew Opportunities to Formulate Solvent Based Alkyds Paintswith Opaque PolymerAlain Garzon - Dow Coating Materials
S o m m a r i oindex
Editore / PublisherCREI s.r.l.20128 Milano, Italy - Via Ponte Nuovo, 26Tel. +39 02 26305505 - Fax +39 02 26305621www.pittureevernici.it - [email protected]
Direttore responsabileManaging DirectorGian Battista Pè[email protected]
Segretaria di redazioneEditorial AssistantEmanuela [email protected]
RedazioneEditorial OfficeElena [email protected]
Antonio [email protected]
TraduzioniTranslationsLaura Grasso
ImpaginazioneLayoutElisabetta [email protected]
Pubblicità ItaliaAdvertising ItalyCREI s.r.l.Tel. +39 02 26305505Fax +39 02 26305621
Liviana [email protected]
Barbara [email protected]
Pubblicità esteroInternational [email protected]
Stampa / PrintingSegraf - Secugnago (LO)
In copertinaCover feature
Vibro-MacVia Europa, 1726817 San Martino in Strada (LO)Tel. +39 0371 79016/7Fax +39 0371 [email protected]
POSTE ITALIANE SPA - SPED. IN ABB. POST. D.L. 353/2003 (CONV. IN L. 27/02/2004 N. 46) ART. 1, COMMA 1, DCB MI - TAXE PERÇUE - TASSA RISCOSSA - MI - C.M.P./2 - ROSERIO - IN CASO DI MANCATO RECAPITO RESTITUIRE AL MITTENTE PRESSO: C.M.P. ROSERIO - VIA BELGIOIOSO MILANO (MI) CHE SI IMPEGNA ALLA RELATIVA TASSA DI RESTITUZIONE
Vol. 86 - 2010 n. 11/12 NOVEMBRE-DICEMBRE
NOVEMBER-DECEMBER
SINCE 1924 RAW MATERIALS, FORMULATIONS & FINISHING
9
additiviadditives
Nuovi catalizzatori organometallici esenti da stagno e damercurio per applicazioni uretaniche CASENew Tin and Mercury Free Organometallic Catalystsfor CASE Urethane ApplicationsJohn Florio, Ravi Ravichandran, Bing Hsieh, and Robert CoughlinKing Industries, Inc.
Brilla
nte
zza 6
0°,
%G
loss
60
°, %
Invecchiamento della pittura (ore) / Paint Age (Hours)
23
materie primeraw materials
Jetfine® 1A, il nuovo talco ultrafine offre superiore opacità senzaridurre la brillantezzaJetfine® 1A, a New Ultrafine Talc that Confers SuperiorHiding Power to Paint without Diminishing GlossFrédéric Jouffret, Jean-Jacques Pauly, Michel Ménez - Rio Tinto Minerals
15
associazione
anno LXXXVI - n. 11/12 - Novembre/Dicembre 2010November/December 2010
Lum
inos
ità (
L*)
/Brig
htne
ss (
L*)
Senza talcoWithout talc
Taglio 10 μm10 μm top cut Jetfine 1 A
Secondi /
Seconds
Iper
bagn
ante
sili
coni
co M
.W. 6
00Si
licon
e Su
perw
ette
r M
.W. 6
00
Polie
tere
sili
coni
co M
.W. 7
80Si
licon
e Po
lyet
her
M.W
. 780
Polie
tere
sili
coni
co M
.W. 1
400
Silic
one
Poly
ethe
r M
.W. 1
400
Polie
tere
sili
coni
co li
near
e M
.W. 6
00Li
near
Sili
cone
Pol
yeth
er M
.W. 6
00
Polie
tere
sili
coni
co li
near
e M
.W. 1
000
Line
ar S
ilico
ne P
olye
ther
M.W
. 100
0
Dio
ttil s
ulfo
succ
inat
oD
ioct
yl s
ulfo
succ
inat
e
Silic
one
polie
tere
M.W
. 240
0Si
licon
e Po
lyet
her
M.W
. 240
0
Sodi
o la
uril
solfa
toSo
dium
laur
yl s
ulfa
te
Pitture e Vernici - European Coatings • 11-12 /2010 5


confezionamentopackaging
Il punto sulla situazione dell’imballaggio metallicoOverview of the metal packaging situationUmberto Chiodi - Impress 39
coatings
Coating Hardide™ CVD resistenti all’usura, all’erosionee alla corrosioneHardide™ CVD Coatings resist wear, erosion and corrosionDr.Yuri N. Zhuk - Hardide Plc
31
Omya: Competenza, Innovazione, SostenibilitàOmya: Expertise, Innovative, Sustainable45
Andrea GiavonCATASDirettore GeneralePresidente del GL 7 “Metodi di prova”
Franco BulianCATASVice Direttore e Responsabile del reparto chimico
Roberta BongiovanniPolitecnico di TorinoDipartimento Scienza dei Materiali
Massimo MessoriUniv. di Modena e Reggio EmilaDipartimento Ingegneria dei Materiali e dell’Ambiente “Coatings ibridi e nanostrutturati”
Pierluigi TraversoCNR ISMAR di Genova(Istituto Scienze Marine) “Corrosione e protezionedi materiali tecnologicamente avanzatid’interesse industriale ad uso marino”
Vittorio RomaironeCNR ISMAR di Genova(Istituto Scienze Marine) “Antivegetative”
Flavio DeflorianUniversità di TrentoDipartimento Ingegneria dei Materiali e Tecnologie Industriali “Anticorrosione Industriale”
Stefano RossiUniversità di TrentoDipartimento Ingegneria dei Materiali eTecnologie Industriali “Anticorrosione Industriale”
Claudio PagellaPROCOATDirettore, Professore a contratto Politecnico di Torino“Impianti dell’industria dei prodotti vernicianti”
AliceChrisamEckart ItaliaPigmenti perinchiostri da stampa
AlessandroNastaLamberti SpaDispersioni poliuretaniche
AmedeoNavarrettaBYK CHEMIEAdditivi
Comitato tecnico / Technical Board
52
Mauro GiuratoEckart ItaliaPigmentimetallici
Massimo PionPietro CariniMaterie prime
MaurizioCorbellaWarwick ItaliaStrumentidi laboratorio
MoiraBianchiWarwick ItaliaMaterie prime
PasqualeRobertiBYK GARDNERStrumentidi laboratorio
fieretrade fairs
Scadenziario Fiere e Congressi 2010/11Trade Fairs and Congresses 2010/11
news
eventievents
Surface Expo 2010:grande soddisfazione alla “prima”Surface Expo 2010: the success of the première50
AitivaInforma
55 55 L’Aprochimide Ima Mineral
56 Mirodur
58 Idealtec
60 Interpolymer
62 Lubrizol Corp.Ravarini Castoldi & C.
64 Lehvoss
67 Evonik Tego
69 Comec
73 Intex System
76 Isi Plast
79 IVMChemicals
83 SiliconiCommerciale
84 AnimaUCISP
86 Arkema
90AntonellaRamaioliDolderMassaraMaterie prime
ITALIA - COSTO ABBONAMENTO (6 fascicoli annui) 100,00 euroCOPIA SINGOLA 25,00 euro.
L’importo dell’abbonamento può essere versato con assegno bancario oppure con bonifico intestato a CCREI srl su:
Bancoposta IBAN: IT 41S0760101600000093185155oppure INTESA SAN PAOLO IBAN: IT
57G0306901601100000060788.L’abbonamento può decorrere da qualsiasi numero.A richiesta si rilascia fattura. (Iva assolta dall’Editore).
Registrazione Tribunale Civile di Milano n. 717 del 17-11-1990.L’Editore non assume responsabilità per le opinioni espresse
dagli autori. Originali e foto non si restituiscono.Estratti degli articoli vengono forniti a richiesta.
ABROAD - YEARLY SUBSCRIPTION RATES: (6 issues per year) euro 200,00SINGLE COPY euro 30,00.The subscription amount can be paid by bank transfer in the name of CCREI srl to: INTESA SANPAOLO IBAN IT 57G0306901601100000060788 - BICBCITITMM.The subscription can start from any issue upon request.Invoice is granted upon request. Registration at the civil court in Milan No. 717 of the 17-11-1990.The publisher is not responsible for the opinion expressed by theauthors. Photographs and originals are not given back. Abstracts of articles are sent upon request.
94
indiceindex
88sommario rivistemagazines index
parliamo di...focus on...
Tutti gli articoli pubblicati nel 2010All the papers published in 2010
Pitture e Vernici - European Coatings • 11-12 /2010 7
FATIPEC 2010
THE EUROPEAN CONTEST
FOR COATING SCIENTISTS
ATTTAATAATATFFAFFAFATTHEHE EE
FFOROR CC
TIPEC 201TIPEC 201EEUROPEANUROPEAN CCONTONT
CCOATINGTING OA SSCIENTICIENTI
1010ESTEST
ISTSISTS


Nuove formulazioni di pitture alchidiche a base solvente con Opaque Polymer■ Alain Garzon - Dow Coating Materials
La situazione economica generale as-sociata alla ristrettezza delle fornitu-re delle materie prime nell’industriadelle pitture ha incoraggiato i produt-tori a ricercare materie prime alterna-tive con buon rapporto costi/efficaciae dotate di caratteristiche prestazionalisimili per le loro formulazioni.È noto che i materiali che incidono prin-cipalmente sui costi di una formula-zione sono il legante e il pigmento TiO2.Una pratica industriale ben consolida-ta per ridurre le rispettive quantità inuso di questi materiali nelle pitture abase acquosa, senza compromettere laqualità, consiste nell’aggiungere gliOpaque Polymers (OP). Questa tecno-logia delle materie prime a sfera cavaè ormai nota a molti formulatori, inquanto consente di ridurre i costi ge-nerali della formulazione. Fra i vantag-gi offerti si citano la riduzione delladensità della formulazione finale, la mi-nore impronta al carbonio correlata al-la sostenibilità e il facile trattamentoe incorporazione dovuto alla forma li-quida. I vantaggi relativi alla presta-zione del film possono includere ilmaggiore indice di bianchezza e la sta-bilità del colore, il minore assorbimen-to dello sporco, la resistenza allosfregamento e alla screpolatura per ap-plicazioni in ambiente esterno.
Per molti anni è stato possibile appli-care la tecnologia OP soltanto alle pit-ture a base acquosa. Tuttavia, i recentiprogressi dei materiali hanno dimo-strato che essa è ormai disponibile an-che per la formulazione delle pitturealchidiche a base solvente. Gli ultimisviluppi di OP sono stati applicati aiprodotti a base acquosa, ma sono sta-ti perfezionati per resistere anche aisolventi delle pitture. Questa tecno-logia non solo consente di ridurre ilcontenuto di TiO2 nei sistemi a basealchidica, ma contribuisce inoltre, conl’inclusione dell’acqua, alla riduzionedei VOC caratterizzandosi per i van-taggi sopraelencati e prestazionali delfilm di questi sistemi. Inoltre, lo stesso materiale può esse-re utilizzato nelle formulazioni a baseacquosa semplificando l’opera dei for-mulatori nella gestione dei materialicon entrambi i sistemi alchidici e a ba-se acquosa.
Opaque Polymer comeopacizzante per le alchidichea base solvente
La riduzione del contenuto di TiO2 inuna formulazione di pittura a base sol-vente influisce negativamente sulla
prestazione coprente. Nel grafico difig. 1 è riportato l’impatto esercitatodalla funzione coprente per incrementidella riduzione del PVC del TiO2 in unaformulazione di pittura. L’esperimen-to è stato condotto con PVC totale co-stante e regolando di conseguenza ilPVC della carica. Le misure sono sta-te eseguite adottando il metodo delrapporto contrasto.
Per misurare il potere coprente, que-sto metodo è facile da adottare ed èampiamente utilizzato dai formulato-ri di pitture nelle procedure di svilup-po e di analisi delle loro formulazionidi pitture. Tuttavia, esso è molto sen-sibile allo spessore del film di pittura
e anche piccolissime variazioni dispessore possono determinare diffe-renze significative dei risultati. Quanto detto è particolarmente veroquando lo spessore dei film è basso;il metodo basato sulla misurazionedell’opacità, comunque, integra sia lapropagazione che l’assorbimento del-la luce. Per avere un’idea più precisadel ruolo di OP nella prestazione opa-
cizzante, si predilige la misura dellaforza di propagazione. Essa può esse-re calcolata grazie all’equazione Kubelka-Munck, che comprende sia icoefficienti S (propagazione) che i co-efficienti K (assorbimento). La tecnica della propagazione offre il
Pitture e Vernici - European Coatings • 11-12 / 2010 9
The general economic environment, com-bined with tight raw material supplies inthe paint industry, has encouraged pro-ducers to look for cost effective and al-ternative raw materials that deliver asimilar performance for their formulations.It is known that the two main contributorsto cost in a paint formulation are thebinder and the TiO2 pigment. A well es-tablished industry practice to reduce theirrespective usage levels in water bornepaints, without compromising quality, isto add Opaque Polymers (OP). This HollowSphere technology has become a standardraw material for many formulators, en-abling overall formulation cost reduction.Associated benefits include lowering of
the density of the final formulation, low-er carbon footprint linked to sustainabili-ty arguments, and easy handling andincorporation due to the liquid form. Filmperformance related benefits can includeadditional whiteness and tint retention,improved dirt pick-up, scrub resistance,and cracking resistance for exterior ap-plications. For many years, OP technolo-gy was only applicable to water-bornepaints. However, recent material ad-vancements mean that this technology isnow also available for the formulation ofarchitectural solvent borne alkyd paints.The more recent OP is also delivered inwater but designed to resist commonlyused solvents in paints. It permits not on-
ly a reduction in the TiO2 content for alkydbased systems, but it also contributes,through water inclusion, to VOC reduction.The aforementioned associated and filmperformance benefits of OP for waterbased systems also apply. Moreover, thesame material can be used in water basedformulations which will allow formulatorsless complexity in their materials man-agement when purchasing OP for bothalkyd and water based systems.
Contribution of OpaquePolymer to hiding in solventborne alkyds
Reducing the TiO2 content in a solventborne paint formulation negatively impactsthe hiding performance. Fig. 1 shows theimpact on hiding performance of an in-cremental reduction of TiO2 PVC in a paintformulation. The experiment was con-
ducted at constant total PVC by adjustingthe extender PVC accordingly. Measure-ments were made using the Contrast Ra-tio method. The Contrast Ratio method tomeasure hiding performance is easy toperform and widely used by paint formu-lators when developing and testing theirpaint formulations. However, this methodcan be very sensitive to the applied paintfilm thickness, and small thickness varia-tions can induce significant differences inresults. This is particularly true at low filmthickness. This method of opacity meas-urement, however, integrates both light s-cattering and light absorption. In order to obtain a more precise idea ofthe contribution of OP to hiding perform-ance, the measurement of Scattering pow-er is preferable. It can be calculated fromthe Kubelka-Munck equation which in-cludes both S (scattering) and K (absorp-tion) coefficients. The Scattering methodhas the advantage of being more accurate
FORMULAZIONE
New opportunities to formulate solventbased alkyds paints with Opaque Polymer■ Alain Garzon - Dow Coating Materials
▼ ▼
FORMULATIONS
Fig. 1 Con valori iniziali inferiori al 90-85% di TiO2 il rapporto contrasto siriduce fortemente / Below 90-85% of the initial TiO2 level thecontrast ratio is dramatically reduced
Rap
port
o co
ntra
sto
/Con
tras
t Rat
io
Riduzione del PVC del TiO2 / TiO2 PVC reduction

Fig. 3 Tab. 1
vantaggio di essere più accurata delmetodo del rapporto contrasto e, di-versamente da quest’ultima, le varia-zioni sono lineari in rapporto allospessore del film, come illustrato infig. 2.
L’introduzione di Opaque Polymer nel-le alchidiche a base solvente (OPSB)può aiutare a compensare la perditadel potere coprente e dell’opacità ri-sultante dalla diminuzione di TiO2.In base alla quantità di OPSB aggiun-to, la funzione coprente può variare inmodo significativo, come si osservanel grafico di fig. 3. I metodi del rap-porto contrasto e della propagazionedanno risultati coerenti, ma la propa-gazione offre al formulatore il vero eproprio apporto funzionale di TiO2 e diOPSB alla prestazione opacizzante del-la propria formulazione.
Riformulare una pitturaalchidica a base solventecon OPSB
Come nel caso dei sistemi a base ac-quosa, è necessario prestare atten-zione alla modalità con cui si formula
l’alchidica compatibilmente con OP, alfine di ottenere la migliore combina-zione dell’opacità e del controllo del-la viscosità.
Medesima opacità
La prestazione opacizzante ottimale èottenibile grazie a un protocollo ba-sato sull’esperienza maturata nella ri-formulazione dei sistemi a base ac-quosa con l’alta qualità degli OpaquePolymer per pitture a base acquosa(OPWB). Tipicamente, il livello PVC delTiO2 si riduce di un fattore variabile dal15 a 20%. Il PVC rimosso viene sosti-tuito con 3 o 4 ordini di PVC di OP. IlPVC totale viene poi innalzato da 3 a5 unità incrementando il PVC della ca-rica. In tab 1 è presentata la nuova for-mulazione di una pittura alchidica abase solvente in cui è stato applicatoil suddetto protocollo.
Le misure dell’opacità, o con rapportocontrasto o metodo della propagazio-ne dimostrano che OPSB gioca un ruolomolto importante come sostituto delTiO2 nella formulazione, grazie alla pro-prietà intrinseca di diffondere la luce.L’efficace propagazione della luce diOPSB dipende principalmente da duefattori:- distribuzione uniforme nel film di pittura- dimensione ottimizzata della cavitàinternaFig. 4 presenta la dispersione idealedi OPSB, in cui si osserva chiaramen-te la buona distribuzione delle cavitàdel polimero opaco in tutto il film dipittura alchidica secco a base sol-vente.Se non è ben disperso, la sua effica-cia risulta decisamente ridotta, conconseguente riduzione dell’opacità.Quindi, si raccomanda di introdurreOPSB con alte forze di taglio per ga-rantire la dispersione corretta.
FORMULAZIONE
Pitture e Vernici - European Coatings • 11-12 / 201010 ▼ ▼
than the Contrast Ratio method and un-like the latter, varies linearly with filmthickness as shown in fig. 2. The intro-duction of Opaque Polymer for SolventBorne alkyds (OPSB) can help to compen-sate the loss of hiding or opacity result-ing from the TiO2 reduction. Depending onthe amount of added OPSB, the hiding per-formance can vary significantly as illus-trated in fig. 3. The Scattering and ContrastRatio methods lead to consistent resultsbut the former gives the formulator thetrue contributions of TiO2 and OPSB to opac-ity performance in their formulations.
Reformulation of a solventborne alkyd paint with OPSB
Similar to water borne systems, attentionto the manner in which the alkyd com-patible OP is formulated is needed in or-der to achieve optimized matching of theopacity and control of the viscosity.
Matching opacity
Opacity performance matching can beachieved through a protocol based on theexperience developed with the reformu-lation of aqueous based systems with highquality Opaque Polymers for Water Bornepaint (OPWB). Typically, the original TiO2 PVC content is re-duced by a factor of 15 to 20%. Each re-moved PVC is then replaced by 3 to 4 OPPVC’s. Total PVC is then raised from 3 to 5units by increasing the extender PVC. Table1 illustrates the reformulation of a solvent-borne alkyd paint to which the aforemen-tioned protocol has been applied.The opacity measurements, either by theContrast Ratio or Scattering methods, showthat OPSB advantageously contributes to thereplacement of TiO2 in the formulation thanksto its inherent light scattering property.The light scattering efficiency of OPSB de-pends mainly on two factors:
- uniform distribution in thepaint film- optimized size of the inner void Fig. 4 shows the ideal disper-sion of OPSB, where there is avisible good distribution of theopaque polymer voids through-out a dry solvent borne alkydpaint film. If not well disper -sed, its efficiency is definitivelylowered leading to poor opac-ity. It is therefore recommend-ed to add the OPSB at high shearto insure proper dispersion.
Viscosity Control
The addition of water to solvent bornealkyd formulations is already an estab-lished practice aimed at reducing VOC orformulation cost. It is known that this ad-dition can induce a viscosity change in the
paint formulation. Experience has shownthat it is the low shear viscosity which ismore likely to be impacted, sometimesleading to an elevated in-can viscosity. Thechange in viscosity can occur at the initialstage of the paint preparation, after oneto two days equilibrium, or, after longerterm ageing. Specific additives are available on the mar-
FORMULATIONS
Fig. 2 Rosso=risultati del rapportocontrasto, blu=diffusioneRed=Contrast Ratio restults,blue=Scattering results
Materie primePittura campione Riformulazione
Raw MaterialsReference Paint Reformulation
Peso % PVC % Peso % PVC %Weight % PVC % Weight % PVC %
TiO2 32,7 22 28,7 18,2Cariche 22,5 22 15,5 14,4ExtendersOPSB 0 0 11,7 14.8
PVC totale 44,0 47,4Total PVC
Diffusione 5,2 5,6Scattering
Rapporto contrasto 96,3 96,6Contrast Ratio
Spessore del film bagnato (μ)Wet film thickness (μ)
Rap
port
o co
ntra
sto
/Con
tras
t Rat
io
Diff
usio
ne /
Sca
tterin
g
Riduzione del PVC del TiO2 - aggiunta di OPSB
TiO2 PVC reduction - OPSB Addiction
Rap
port
o co
ntra
sto
/Con
tras
t Rat
io
Diff
usio
ne /
Sca
tterin
g
Fig. 4 Cavità del polimero opacoin un film di pittura alchidicaOpaque Polymer Voids in an AlkydPaint Film
DiffusioneScattering
Rapporto contrastoContrast Ratio

Controllo della viscosità
L’aggiunta dell’acqua nelle formula-zioni di alchidiche a base solvente ègià una pratica ben consolidata, chemira a ridurre i VOC o i costi della for-mulazione. È noto che questa aggiun-ta può causare una variazione dellaviscosità nella formulazione della pit-tura. L’esperienza ha insegnato che èproprio la viscosità con basse forze ditaglio ad essere maggiormente in-fluenzata, a volte con il conseguenteincremento della viscosità in baratto-lo. La variazione della viscosità puòaver luogo nella fase iniziale della pre-parazione della pittura, dopo uno o duegiorni di equilibrio, oppure a seguitodi un invecchiamento di durata supe-riore. Sul mercato sono disponibili additivispecifici che facilitano l’inclusione del-l’acqua migliorando la stabilità dellamiscela eterogenea risultante, non mi-scibile. Questi additivi sono commer-cializzati come tensioattivi, agentibagnanti, di accoppiamento ed altri.Dal momento che OPSB è fornito in ac-qua, è possibile utilizzare gli additiviper ottimizzare la risposta reologicanelle pitture a base di alchidiche ri-formulate. Per controllare al meglio laviscosità a basse forze di taglio, si rac-comanda di iniziare il lavoro di rifor-mulazione rimuovendo ogni resinatissotropica o agente addensante dal-la formulazione originale. Questi possono essere reintrodotti inuna fase operativa successiva, dopoaver adeguato correttamente il profi-lo reologico.
Controllo iniziale dellaviscosità e impatto sulleemissioni VOC
La viscosità iniziale a basse forze ditaglio può essere controllata mante-nendo il rapporto resina alchidica/sol-vente della formulazione originalecampione. In tab. 2 sono presentatiesempi di riformulazione con OPSB avari rapporti solvente/alchidica, dovesiano stati rimossi la resina tissotro-pica e l’agente addensante. Una riduzione eccessiva del rapporto
solvente/resina può causare una vi-scosità iniziale alta (riformulazione 1).D’altra parte, se viene mantenuto ilrapporto iniziale, la viscosità vieneuguagliata prontamente (riformula-zione 2). Per quanto riguarda il livellodi VOC, si osserva in tab. 2 che, no-nostante la riformulazione 2 abbia lostesso rapporto solvente-resina dellapittura campione, il suo contenuto VOCrisulta inferiore. Ciò dimostra che l’in-corporazione di OPSB può contribuire aridurre favorevolmente le emissioni delsolvente. È altresì vero che l’aggiunta
di acqua pura contribuisce anch’essa aridurre i VOC, ma ciò potrebbe com-promettere la prestazione opacizzante.
Controllo della viscosità inequilibrio e dopoinvecchiamento
L’altro aspetto da considerare nel con-trollo della viscosità è la fase in cui siintroduce OPSB, in quanto questo puòinfluire sulla viscosità in equilibrio edopo l’invecchiamento. L’esperienza ha
Tab. 2
Pitture e Vernici - European Coatings • 11-12 / 2010
FORMULAZIONE
11▼ ▼
ket to facilitate the inclusion of water andimprove the stability of the resulting het-erogeneous, non miscible mixture. Theseadditives are marketed as surfactants, wet-ting agents, coupling agents, etc.Because OPSB is supplied in water, addi-tives can also be used to optimize the rhe-ology behaviour in the reformulated alkydbased paints. In order to better control the low shear vis-cosity, it is recommended to start the re-formulation by removing any thixotropicresin or thickening agent from the origi-nal formulation. These can be re-intro-duced at a latter stage when fine tuningthe rheological profile.
Initial Viscosity Control andimpact on VOC
The initial viscosity at low shear can becontrolled by maintaining the solvent to
alkyd resin ratio of the original referenceformulation. Tables 2 shows examples of the reformu-lation with OPSB at different solvent toalkyd ratios where the thixotropic resinand thickening agent have been removed.A too high reduction in solvent to resin ra-tio can lead to high initial viscosity (refor-mulation 1). If the initial ratio is maintained on the oth-er hand the viscosity is readily matched(reformulation 2). As far as the level of Volatile Organic Com-pounds (VOCs) is concerned, Table 2shows that although reformulation 2 hasthe same solvent to resin ratio as the ref-erence paint, its VOC is lower.This demonstrates that the incorporationof OPSB can contribute to an attractive re-duction in the emission of solvent. It istrue that neat water addition also con-tributes to VOC reduction but this can beat the expense of hiding performance.
Equilibrated and agedviscosity control
The other aspect to consider in order to con-trol viscosity, is the stage at which OPSB isadded. This can impact both the equilibrat-ed and aged viscosity. Experience hasdemonstrated that its addition toward theend of the formulation preparation, ratherthan after the pigment and extenders dis-persion, is preferred. The choice of additionstage will depend on manufacturing capa-bilities. The aforementioned protocol canalready be sufficient for a good control ofviscosity. In cases where additional controlof viscosity is needed the use of additivescan help. The typical use level for these ad-ditives is 0.1% of the total formulation, rep-resenting 10% of the OPSB amount used forthe reformulation. Fig. 5 compares the e-quilibrated and aged Brookfield viscositiesof a reference paint with a reformulated onewhere OPSB had been added at two differ-
ent stages in the presence of an additive.The reference paint contained a thixotrop-ic resin and thickening agent. The reformu-lated ones did not. It shows that in bothreformulation cases the viscosity achievedis below that of the reference paint and thatthere is still room for final adjustment withthixotropic resin and thickening agent.
Final reformulation tunningwuth OPSB
Once the opacity performance and viscos-ity control steps have been completed, thethixotropic resin and the thickening agentcan be re-introduced in the formulation. Itis recommended to work with incrementallevels of each ingredient. Based on expe-rience, the “demand” for each of them maybe lower than in the reference paint. Table3 shows the final optimized formulationwith OPSB . It can be seen that the viscosi-ty profile could be matched to the refer-
FORMULATIONS
Pittura campione Riformulazione 1 Riformulazione 2Reference Paint Basso rapporto solvente/resina uguale rapporto solvente/resina
Reformulation 1 Reformulation 2Materie prime Low solvent/resin ratio Same solvent/resin ratioRaw Materials Peso % PVC % Peso % PVC % Peso % PVC %
Weight % PVC % Weight % PVC % Peso % PVC %
Resina alchidica 30.2 31,2 31,2Alkyd resinResina tissotropica 2.2 0Thixo. Resin/thicken. agentTiO2 32.7 22 28.7 18.2 28.7 18.2Cariche / Extenders 22.5 22 15.5 14.4 15.5 14.4OPSB 0 11.7 14.8 11.7 14.8Solvente / Solvent 11.9 8.3 11.9VOC g/I VOC g/I 320 255 285Rapp. solv./resina 37% 26% 37%Solvent/Resin RatioViscosità inizialeInitial ViscosityUnità Kreb 75 95 74Kreb UnitsBrookfield 1500 4200 1400(6 rpm) mPa.sBrookfield 950 2000 880(60 rpm) mPa.s

dimostrato che è preferibile l’aggiuntanelle fasi finali della preparazione del-la formulazione, piuttosto che dopo averdisperso il pigmento e le cariche. Lascelta della fase di incorporazione di-pende dalle tecniche produttive.Il suddetto protocollo può, di per sé, es-sere sufficiente per un controllo soddi-sfacente della viscosità. Nei casi in cuisi richieda un controllo supplementaredella viscosità, l’utilizzo degli additivipuò essere utile. Le quantità tipiche diutilizzo di questi additivi sono pari allo0,1% della formulazione totale, vale adire, pari al 10% del livello di OPSB uti-lizzato nella nuova formulazione.Nel grafico di fig. 5 si esegue l’analisicomparata delle viscosità Brookfield inequilibrio e dopo l’invecchiamento diuna pittura campione e di una pittura ri-formulata, in cui OPSB è stato inserito indue fasi differenti, in presenza di un ad-ditivo. La pittura campione contenevauna resina tissotropica e un agente ad-densante, diversamente dalle pitture ri-
formulate. Si evidenzia che in entram-bi i casi di riformulazione, la viscositàottenuta si è rivelata inferiore a quelladella pittura campione e che sono an-cora possibili regolazioni con la resinatissotropica e l’agente addensante.
Riformulazione finaleadeguata a OPSB
Una volta completate le fasi operati-ve della funzionalità opacizzante e delcontrollo della viscosità, la resina tis-sotropica e l’agente addensante pos-sono essere reintrodotti nella formu-lazione. Si raccomanda di operare conquantità in incremento di ogni com-ponente. In base all’esperienza matu-rata, la domanda di ciascuno di essipotrebbe essere inferiore rispetto aquella della pittura campione.In tab. 3 è rappresentata la formula-zione ottimizzata con OPSB, dove si no-ta che il profilo della viscosità potrebbe
FORMULAZIONE
Pitture e Vernici - European Coatings • 11-12 / 201012 ▼ ▼
ence paint by using a lower amount of rhe-ological ingredients while maintaining goodaging stability. The reformulation with OPSB
allowed to obtain a paint having equal, ifnot better, opacity performance at a sig-nificantly lower TiO2 concentration (circa100g/ litre of paint) and VOC. Although notdeveloped in this paper, the influence ofOPSB on properties like gloss and dryingwere also studied. The control of gloss wasachieved through extenders in a similarmanner to using opaque polymer in waterbased systems. As far as drying character-istics are concerned, the use of OPSB ap-peared to have no or limited effect on either“dry to touch” or “dry through” times.
Opaque Polymer for solventborne alkyds in waterbornepaints
The development of an opaque polymer forsolvent borne alkyd formulations represents
a clear improvement in the technology ofhollow sphere polymers. Needless to saythat the OPSB polymer has been engineeredto the same exacting standards as the bestperforming opaque polymer found on themarket for water based paints. This meansoptimized particle size and inner void frac-tion, as well as uniform particle size dis-tribution. The combination of theseparameters leads to optimal hiding per-formance for enhanced paint film proper-ties. In addition to the compatibility withsolvent borne alkyds and possibility to low-er VOC, the OPSB , can extend its use intowater borne systems and is in fact designedto be interchangeable with existing premi-um quality opaque polymer limited to wa-ter borne paints. This is made possible asOPSB is an aqueous dispersion. When test-ed as a one-to-one replacement in waterborne paints, OPSB demonstrated similarperformance in all types of formulation,from below to above critical PVC, and with
binder technologies covering pure Acrylic,Styrene-Acrylic, VaVeoVa, Vinyl copolymers.The possibility to use a single opaque poly-mer for both water and solvent borne sys-tems offers the advantage of reduced rawmaterial management complexity (singlepurchasing, reduced number of storagetanks, etc).
Results at a Glance
- Improvements in Hollow Sphere bindertechnology have enabled the synthesis ofan opaque polymer which can be formu-lated in architectural solvent borne alkydpaints. It has sufficient resistance to the
solvents commonly used in these types offormulation to retain its particle integrity.- The use of this opaque polymer can leadto a significant reduction in TiO2 usage perunit volume of solvent borne alkyd paintwhile maintaining the opacity performance.This allows formulators an opportunity tooptimize formulation cost.- The polymer is supplied as a dispersionin water and therefore contributes to thereduction of Volatile Organic Compound(VOC) emission through water inclusion inthe alkyd paint. - The application of the polymer is not re-stricted to the reformulation of solventborne systems. Its performance in waterborne systems is similar to that of readilyavailable high quality opaque polymergrade.
Fig. 5
Tab. 3
Equilibrio dopoinvecchiamento
Equilibrium After agingPittura campioneReference Paint
Equilibrio dopoinvecchiamento
Equilibrium After agingTrattamento 1 con additivo 1
Process 1 with Additive 1
Equilibrio dopoinvecchiamento
Equilibrium After agingTrattamento 2 con additivo 2
Process 2 with Additive 2
Materie primePittura campione Riformulazione
Raw MaterialsReference Paint Reformulation
Peso % PVC % Peso % PVC %Weight % PVC % Weight % PVC %
Resina alchidica 30.2 31,2Alkyd resinResina tissotropica/Thixo. Resin/ 2.2 0.5thicken. agentTiO2 32.7 22 28.7 18.2Cariche/Extenders 22.5 22 15.5 14.4OPSB 0 11.7 14.8Solvente / Solvent 11.9 11,9PVC totale 44,0 47,4Total PVCDensità / Density 1.501 1.354Diffusione 5,2 5,6ScatteringRapporto contrasto 96,3 96,6Contrast RatioVOC g/I VOC g/I 320 285Viscosità inizialeInitial ViscosityUnità Kreb 75 83Kreb UnitsBrookfield 1500 3500(6 rpm) mPa.sBrookfield 950 1540(60 rpm) mPa.s
Viscositàin equilibrioEquilibratedViscosityUnità Kreb 88 94Kreb UnitsBrookfield 4000 3600(6 rpm) mPa.sBrookfield 2300 1970(60 rpm) mPa.s
Viscosità dopoinvecchiamentoAged ViscosityUnità Kreb 93 100Kreb UnitsBrookfield 7200 3900(6 rpm) mPa.sBrookfield 2930 2580(60 rpm) mPas
FORMULATIONS

essere uguagliato a quello della pittu-ra campione utilizzando una quantitàinferiore di agenti reologici e mante-nendo una buona stabilità dell’in-vecchiamento. La riformulazione conOPSB ha fornito infine una pittura dota-ta della medesima, se non superioreopacità con una concentrazione di TiO2
ed emissioni VOC significativamenteinferiori (circa 100g/litro di pittura).Sebbene questo non sia un tema trat-tato in questo articolo, è stato analiz-zato anche l’influsso esercitato da OPSB
su proprietà quali la brillantezza e l’es-siccazione. Il controllo della brillantez-za è stato possibile grazie alle carichee secondo modalità simili a quelle del-l’utilizzo del polimero opaco nei siste-mi a base acquosa. Per quanto concer-ne la proprietà di essiccazione, l’im-piego di OPSB non sembra influente op-pure appare limitatamente responsa-bile dell’effetto secco al tatto o seccoin profondità.
Polimero Opaco peralchidiche a base solventenelle pitture a base acquosa
Lo sviluppo del polimero opaco per for-mulazioni di alchidiche a base solven-te è il risultato del progresso della
tecnologia dei polimeri a sfera cava. È superfluo dire che il polimero OPSB èstato sviluppato secondo gli stessi stan-dard di precisione del polimero opacoe con le migliori prestazioni, attual-mente reperibile sul mercato per pittu-re a base acquosa. Tutto questo è sino-nimo di granulometria e frazione sot-tovuoto interna ottimizzate, ma anchedi distribuzione granulometrica unifor-me. La combinazione di questi para-metri fornisce una prestazione opaciz-zante ottimale per proprietà avanzatedel film di pittura. Oltre alla compati-bilità con le alchidiche a base solven-te e alla possibilità di ridurre le emis-sioni VOC, OPSB può essere impiegatoanche nei sistemi a base acquosa edè stato sviluppato effettivamente peressere intercambiabile con il polimeroopaco esistente, di qualità premium,utilizzabile solo con le pitture a baseacquosa. Di conseguenza, OPSB è unadispersione acquosa. Analizzato comesostituto totale nelle pitture a base ac-quosa, OPSB ha dato prova di presta-zioni simili in tutti i tipi di formu -lazione, con PVC inferiore o superioreai livelli critici e con le tecnologie dellegante che coprono le acriliche pure,le stirene acriliche, VaVeoVa e dei co-polimeri vinile. La possibilità di utiliz-zare un unico polimero opaco per i
sistemi a base acquosa e a base sol-vente offre il vantaggio ulteriore di ri-durre le complessità di gestione dellematerie prime (acquisti unitari, nume-ro inferiori di contenitori di stoccaggio).
Panoramica dei risultati
- I progressi della tecnologia del le-gante a sfera cava hanno dato luogoalla sintesi di un polimero opaco chepuò essere formulato nelle pitture de-corative, a base di alchidiche a sol-vente. Offre una resistenza sufficienteai solventi comunemente utilizzati inqueste tipologie di formulazioni con-servando l’integrità della particella.- L’utilizzo di questo polimero opacopuò favorire la riduzione significativadell’impiego di TiO2 per volume unita-rio di pittura alchidica a base solven-te pur conservando la prestazioneopacizzante. Ciò offre ai formulatoril’opportunità di ottimizzare i costi diproduzione.- Il polimero è fornito come dispersio-ne acquosa e contribuisce di conse-guenza all’abbassamento dei livelli diemissioni VOC, grazie all’inclusionedell’acqua nella pittura alchidica.- L’applicazione del polimero non è li-mitata alla riformulazione dei sistemi
a base solvente; infatti, la sua pre-stazione nei sistemi a base acquosa èsimile a quella della categoria di po-limeri opachi di alta qualità.
FORMULAZIONE
CURRICULUM VITAE
Alain Garzon è Senior Scientist dei La-boratori europei di Dow Coating Mate-rials (Sophia Antipolis, Francia). Inizia alavorare in questa società nel 1977, do-po aver conseguito il Diploma pressoITECH, l’Istituto Francese di Lione. Daquel momento ha rivestito varie cariche,a partire dal settore dei rivestimenti d’usoindustriale e per costruzione fino ai coa-ting decorativi nel 1190. Ha svolto ruo-li professionali di crescente responsabilitàcome Projct Scientist nel campo del sup-porto tecnico e sviluppo dei prodotti bril-lanti, primers, coating per legno e addi-tivi per l’Europa.Alain Garzon is a Senior Scientist in theEuropean Laboratories of Dow CoatingMaterials (Sophia Antipolis, France). Hejoined the company in 1977 after grad-uating from ITECH – the French PaintSchool in Lyon. Since then he has helda variety of positions starting with Indus-trial and Construction Coatings and mov-ing to Architectural Coatings in 1990. Hehas held roles of increasing responsibili-ty as Project Scientist within the devel-opment and technical support of Gloss,Primers, Wood Coatings and Additivessegments for the European region.

Il potere della sinergia

MATERIE PRIME
Pitture e Vernici - European Coatings • 11-12 / 2010 15▼ ▼
RAW MATERIALS
Jetfine® 1A, il nuovo talco ultrafine offre superioreopacità senza ridurre la brillantezza■ Frédéric Jouffret, Jean-Jacques Pauly, Michel Ménez - Rio Tinto Minerals
Rio Tinto Minerals è un produttore ditalchi di fama internazionale. Con ilmarchio Luzenac, la società estrae,tratta e commercializza ogni anno cir-ca 1 milione di tonnellate di talco eminerali affini dalle proprie cave ditalco e impianti di lavorazione in tut-to il mondo. Il talco fornisce presta-zioni superiori in una moltitudine diapplicazioni, ad esempio la carta, lepitture, plastica, cosmetici, prodottifarmaceutici, saponi, ceramica, gom-ma e generi alimentari per uomini edanimali. Rio Tinto Minerals vanta a livello mon-diale competenze nell’area delle scien-ze applicative operando nei due centriR&D ubicati a Denver, USA e Tolosa,Francia. La serie di talchi tecnici for-nisce ai formulatori di polimeri e di ri-vestimenti soluzioni a costi contenutiche migliorano le proprietà e la pos-sibilità di riciclare i prodotti finiti ri-sparmiando fonti energetiche. Nel2009, Rio Tinto Minerals ha lanciatoJetfine® 1A, un nuovo prodotto a ba-se di talco destinato all’industria del-le pitture e dei rivestimenti, giàpresentato all’European and AmericanCoatings Show. Jetfine® 1A dà supe-riore potere coprente ai p.v. a bassoed alto PVC ed è un efficace extenderdel Ti02 consentendo una ottimizza-zione dei costi.
Record storicodell’innovazione
Rio Tinto Minerals sviluppa prodotti dirivestimento specifici da più di 30 an-ni. Fra le recenti innovazioni si citanoi talchi a granulometria grossolana econtrollata da cui si ricavano agentiopacizzanti e talchi lamellari ed altaarea specifica, ideali come extenderdel TiO2. Questi talchi lamellari con-sentono di incorporare un quantitati-vo di aria superiore nel film durante ilprocesso di essiccazione conferendoun effetto coprente secco superiore alCPVC. Gli extender del TiO2 vengonoutilizzati per incrementare l’indice dibianchezza e l’opacità nei coating de-corativi. Fino a poco tempo fa, i for-mulatori di pitture impiegavanopigmenti di alto valore quali i TiO2 perpitture brillanti a basso PVC perché italchi bianchi standard da 10 μm nonerano considerati un’alternativa effi-cace. Grazie alle tecnologie e alle at-trezzature di macinazione, Rio TintoMinerals può produrre talchi micro-nizzati quali Jetfine® 3 C A e Jetfi-ne® 1 C A, già commercializzati perapplicazioni basate sull’utilizzo di po-limeri di alta gamma. Gli specialistidi pitture Rio Tinto Minerals hannoconsolidato questa nuova tecnologiaper sviluppare talchi specifici per il
settore delle pitture decorative, inparticolare quelle ad alto PVC a ba-se acquosa e solvente e le pitture al-chidiche semibrillanti e brillanti abasso PVC.
Jetfine® 1A, talco amacinazione ultrafine
I talchi Jetfine® sono stati sviluppatiin base alla tecnologia brevettata dei
prodotti ultrafini micronizzati per pro-durre talchi altamente lamellari conelevata area superficiale specifica.Jetfine® 1A è un talco naturale, ad al-ta purezza e microcristallino con ta-glio da 5 μm e granulometria mediapari a meno di 1 μm. Jetfine® è il talco più fine attualmen-te disponibile sul mercato (fig. 2). È costituito da un talco ad alto gradodi bianchezza con un valore colorime-trico di L* > 91 e b* < 1,5.
Frédéric Jouffret
Rio Tinto Minerals is the world’s leading talcproducer. Under the Luzenac brand, thecompany mines, processes and commer-cialises approximately 1 million tonnes of talcand talc-related minerals each year from its25 talc deposits and processing facilitiesworldwide. Talc provides enhanced per-formance in a myriad of applications such aspaper, paints, plastics, cosmetics, pharma-ceuticals, soaps, ceramics, rubber, and hu-man and animal foodstuffs. Rio Tinto Min-erals leads the world in talc applications sci-ence through its two R&D centers in Denver,USA, and Toulouse, France. The range of en-gineered talcs provide polymers and coatingformulators with cost-effective solutions
that enhance the properties and recyclabili-ty of end products and lead to energy savings.In 2009, Rio Tinto Minerals launched Jetfine®
1A, a new talc-based product for the paint andcoatings industry, which was showcased atthe European and American Coatings Shows.Jetfine® 1A confers superior dry hiding in lowand high PVC coatings and is an efficient,cost-effective TiO2 extender.
Proven track record of Innovation
Rio Tinto Minerals has been developingcoatings specific products for over 30years. Recent innovations include coarse
and controlled particle size distribution talcswhich make effective matting agents andhighly lamellar talcs with a high specificarea which are ideal TiO2 extenders. Theselamellar talcs allow more air to be incor-porated into the film as it dries giving aneffect of dry hiding above the CPVC.TiO2 extenders are used to increase white-ness and opacity in decorative coatings.Until recently, paint formulators used high-value pigments as TiO2 extenders in lowPVC gloss paint since standard 10 μm white
talcs were not considered an effective al-ternative. Using new milling technology andequipment, Rio Tinto Minerals is able to pro-duce very fine micronized talcs such asJetfine® 3 C A and Jetfine® 1 C A alreadymarketed for high-end polymers applica-tions. The paint specialists have now har-nessed this new technology to developcoatings specific talcs for the decorativepaint market, in particular, high PVC water-and solvent-based decorative paints andlow PVC gloss and semi gloss alkyd paints.
Jetfine® 1A, a new ultrafine talcthat confers superior hiding powerto paint without diminishing gloss■ Frédéric Jouffret, Jean-Jacques Pauly, Michel Ménez - Rio Tinto Minerals
Fig.1 Record storico dell’innovazione / Proven track record of innovation
Assistenza al clienteper la formulazionedi coatings specificiCoatings-specific customer forrmulationassistance
Seriedi talchi-cloriteper coatingsA range oftalc-chloritesfor coatings
Talco SSteabright®
carica micronizzataper coating decorativiSteabright®
a micronised extenderfor decorative coatings
Mistron®
Monomix Gper inchiostriflessograficiMistron®
Monomix Gin flexographic inks
Rapporto larghezza-lunghezza (HAR®)del talco per coatingcoil e canHigh Aspect Ratio (HAR®)talc in can and coil coatings
Talco SSteopac®
per una buonadispersione ed effettodella carica TiO2
Steopac® talcfor good dispersionand TiO2 extender effect
Plastorit® 000per applicazionia basso VOCPlastorit® 000for low VOCapplications
Steamat®
come opacizzanteSteamat®
as a matting agent
Jetfine® 1ATalcoultrafineJetfine® 1AUltrafine talc
Fig. 2 Distribuzione granulometrica (Sedigraph) di Jetfine® 1A in funzionedel talco a macinazione fine commercializzatoParticle size distribution (Sedigraph) of Jetfine® 1A Vs. a fine-grindtalc grade available on the coatings market
Diametro sferico equivalente (μm) / Equivalent spherical diameter (μm)
Mas
sa (
%)
/Cum
ulat
ive
mas
s (%
)
200920062004200019981993199019801975

Pitture e Vernici - European Coatings • 11-12 / 201016 ▼ ▼
MATERIE PRIME
Può essere utilizzato come extenderdel TiO2 in rivestimenti ad alto e bas-so PVC e come riempitivo in rivesti-menti a basso PVC. Per la sua forma lamellare e la natu-ra inerte della superficie, Jetfine® 1Aè altamente idrofobo e idrorepellen-te, ideale per coating destinati ad am-bienti interni ed esterni. Inoltre, esso apporta grandi migliorieall’effetto coprente secco nelle pittu-re decorative in emulsione (PVC =74%) superando le formulazioni privedi talco oppure le formulazioni che con-tengono talchi standard da 10 μm.
Jetfine® 1A, talco comecarica per pitture decorativein emulsione ad alto PVC
Gli studi compiuti sulle pitture deco-rative a base stirene-acriliche ad altoPVC ed in emulsione con PVC pari a75% hanno dimostrato che modifican-
do la formulazione in modo da com-pensare la differenza dell’assorbimentodi olio fra i due (70 anziché 140), i tal-chi Jetfine® possono sostituire carichequali i silicati di alluminio sintetico:- per sostituzione di una parte di cari-ca con una parte di Jetfine® 1A- riducendo la quantità di resina dal4% al 16%, in base alla quantità di si-licato di alluminio sintetico nella for-mulazione- aumentando la calcite per mantene-re il contenuto solido secco.La differenza di assorbimento di olioha consentito di ridurre il contenuto di
legante per ottenere un rapportoPVC/CPVC simile. Il costo della for-mulazione risultante si riduce così dialmeno il 4% pur conservando le pro-prietà principali della pittura quali l’in-dice di bianchezza, la coprenza, laresistenza all'abrasione e la brillan-tezza a 85° (tab.1).
Jetfine® 1A, talco utilizzatocome carica nelle pitturealchidiche brillanti
I test di laboratorio intensivi dimo-strano che Jetfine® 1A può essere uti-lizzato come riempitivo per pitturealchidiche brillanti - l’applicazione prin-cipale della carica minerale naturaledi colore bianco - senza ridurne la bril-lantezza. La formulazione campionecontenente il 75% di resina alchidicalungolio e il 26% di TiO2 è stata con-
frontata con una formulazione in cuiJetfine® era stato aggiunto come so-stituto parziale del TiO2 e della resinaalchidica tissotropica. I risultati han-no infine dimostrato che nella formu-lazione ottimizzata contenente il 5%di Jetfine® 1A, la brillantezza a 60° e20° e l’opacità erano state conserva-te. La formulazione contenente Jetfi-ne® presenta una buona efficacia dicosti, è facile da applicare e conferi-sce un potere coprente superiore susuperfici irregolari (tab. 2).
Jetfine® 1A, an ultra fine grind talc
Jetfine® talcs have been developed usingproprietary, ultrafine, micronizing tech-nology to produce highly lamellar talcs witha high specific surface area. Jetfine® 1Ais a natural, high purity, microcrystalline talcwith a top cut of 5 μm and a median par-ticle size of less than 1 μm. Jetfine® is the finest talc grade availableon the coatings market (fig. 2). Jetfine® 1A is based on high brightnesstalc ore with a colorimetric value of L* >91 and b* < 1.5. It can be used as a TiO2
extender in low and high PVC coatings andas a filler in low PVC coatings. Due to its platy form and the inert natureof its platelet surfaces, Jetfine® 1A is high-ly hydrophobic and a suitable water re-pellent in outdoor and indoor coatings.Jetfine® 1A improves dry hiding in deco-rative emulsion paint (PVC = 74%) out-
performing formulations without talc or for-mulations containing standard 10 μm talcs(fig. 3).
Jetfine® 1A, talc asan extender in high PVCdecorative emulsion paint
Studies made on high PVC styrene acrylicdecorative emulsion paint at high PVC(75%) showed that, by altering the formu-lation to compensate for the difference inoil absorption between the two (70 instead140), Jetfine® talcs can replace extenderssuch as synthetic aluminium silicate:- replace one part of extender by one partof Jetfine® 1A- reduce resin level by 4 to 16% depend-ing on the amount of synthetic aluminiumsilicate in the formulation- increase calcite to maintain the dry solidcontent.
The difference in oil absorption enables usto reduce binder content for a similarPVC/CPVC ratio. The resulting formulationcost is reduced by at least 4% whilemaintaining principal paint propertiessuch as whiteness, opacity, scrub andsheen at 85° (tab. 1).
Jetfine® 1A, talc as anextender in gloss alkyd paint
- Extensive lab tests demonstrate thatJetfine® 1A can be used as a filler for glossalkyd paint-the principal application forwhite natural mineral filler-without di-minishing gloss. The reference formulationcontained 75% long oil alkyd resin and26% TiO2 was compared to a formulationwhere Jetfine® had been added in partialreplacement of TiO2 and alkyd thixotropicresin. Results showed that in the optimized for-
mulation containing 5% Jetfine® 1A, glossat 60° and 20° and opacity were main-tained. The formulation containing Jetfine®
is cost-effective, easy to apply and conferssuperior hiding power on irregular surfacessuch as moldings (tab. 2).
Conclusion
With its ultra-fine grind, new Jetfine® 1Aprovides formulators with a cost-effectivealternative to TiO2 and confers superior dryhiding to low and high PVC coatings.Jetfine® 1A is also a suitable filler for glossalkyd paint which does not diminish gloss.It is a cost-effective replacement for moreexpensive fillers and resins and improvespaint performance in terms of application,adhesion, and paint behavior. Jetfine® 1Ais available in powder form (bags or bulk)for optimum dispersion in emulsion or glossalkyd paint.
RAW MATERIALS
Standard Jetfine® 1A(peso %) (peso %)Standard Jetfine®1A
(%weight) (%weight)
Acqua + additivo / Water + additives 46,0 46,5TiO2 6,0 6,0Calcite (d50=5 μm) 33,0 34,0Carica riempitivo / Filler extender 3,0 -Jetfine® 1A - 33,0Stirene acrilico (0° MFT) / Acrylic Styrene (0° MFT) 12,00 10,5Totale / Total 100,0 100,0
PVC % 73,1 75,9CPVC % 56,3 60,2Rapporto / Ratio 1,29 1,26Densità (g/mI) / Density (g/ml) 1,41 1,42
Risultati / ResultsIndice di bianchezza L* (%) / Whiteness L* (%) 95,3 95,2
b*(%) / b*(%) 2,7 2,7Opacità Yb/Yw (%) / Opacity Yb/Yw (%) 95,4 95,6Luminosità 85° / Sheen 85° 2,5 2,5Porosità Gilsonite (ΔL) / Gilsonite porosity (ΔL*) 15 14Rugosità ISO 11998 (classe) / Scrub ISO 11998 (Class) 2 2Risparmi economici (%) / Cost saving (%) 4
Fig. 3 Brillantezza delle pitture decorative in emulsione (PVC = 74%)Brightness in emulsion decorative paints (PVC = 74%)
Lum
inos
ità (
L*)
/Brig
htne
ss (
L*)
Senza talcoWithout talc
Taglio 10 μm10 μm top cut Jetfine® 1A
Tab. 1

Pitture e Vernici - European Coatings • 11 - 12 / 2010 17
Conclusioni
Grazie alla macinazione ultrafine, ilnuovo Jetfine® 1A offre ai formulato-ri un’alternativa al TiO2 con buon rap-porto costi/efficacia e fornisce supe-
riore potere coprente ai coating a bas-so e alto PVC. Jetfine® 1A è anche ilriempitivo ideale per pitture alchidi-che brillanti, in quanto non riduce labrillantezza ed è un sostituto efficacee a costi contenuti di riempitivi e re-
sine più costose in quanto migliora laprestazione della pittura in termini diapplicazione, adesione e comporta-mento della pittura.
Dr. Frédéric Jouffret è Direttore della di-visione Sviluppo Polimeri & Minerali di RioTinto Minerals. È coordinatore di iniziativesu scala globale per lo sviluppo del talcoe dei prodotti borati e per il reperimentodi nuove aree applicative di questi mine-rali suo mercati dei polimeri, della gom-ma e delle pitture. Ha conseguito il dot-torato di ricerca in chimica dei polimeripresso l’Università di Parigi VI. Ha pubbli-cato molti articoli tecnici su diverse rivistee detiene vari brevetti in campo chimico.Partecipa regolarmente alle conferenzesu polimeri e coatings.Dr. Frédéric Jouffret is Director for Poly-mer & Paint Development within Rio Tin-to Minerals. He leads initiatives on a globalscale to develop talc and borate productsand discover new applications for theseminerals in the polymer, rubber and paintmarkets. He holds a Ph.D. degree in Poly-mer Chemistry from the University of ParisVI. Dr. Jouffret has published many tech-nical papers in different journals and isthe author of several patents in the chem-ical field. He is a regular presenter at poly-mer and coatings conferences.
CURRICULUM VITAE
www.coloris-gcc.comColorants for In-Plant and P.O.S Tinting Systems
The Colorants Company
l ioants fColor
wor In-Plant and P
.coloris-gww
e CThThe Co
.O.S Tinting SysPgcc.com
mConts aants Comolorolor
emsst
ypa yanpan
Fig. 6 L’immagine della scansione almicroscopio elettronico mostrala struttura a piastre e leparticelle di questo talcoultrafine / Scanning electronmicroscope image showingthe play structure and fineparticles of this ultrafinegrind talc
Standard Ottimizzato(peso %) (peso %)Standard Optimized
(%weight) (%weight)
Resina lungolio (75%) / Long alkyd resin (75%) 55,5 55,5Bagnante / Wetting agent 0,4 0,4Bentone 0,1 0,1
TiO2 26,0 23,0Jetfine® 1A - 5,0
Alchidica tissotropica (50%) / Thixotropic alkyd (50%) 4,0 3,0Essiccativo / Drier agent 1,9 1,9Antipelle / Anti-skinning agent 0,3 0,3Acqua ragia minerale / White Spirit (<1%) 11,8 10,8
Totale / Total 100,0 100,0
Risultati / ResultsPVC (%) 13,2 15,2CPVC (%) 55,6 46,7Rapporto / Ratio 0,24 0,33Densità (g/ml) / Density (g/ml) 1,20 1,21Viscosità (KU) / Viscosity (KU) 95 98
Tab. 2 Fig. 4
N.B. I valori ottimali si trovano verso la parteesterna dell’asse. Una graduazione è ≥ di 2 deviazioni standardN.B. Best values are towards the exterior of the axis. One graduation is ≥ thantwo standard deviations
StandardOttimizzato con 5% Jetfine® 1A Optimized with 5% Jetfine® 1A
Opacità Opacity
Gloss 20° Gloss 60°Brillantezza 20° Brillantezza 60°
96 94
-3,7% -5 g/1
CostoCost VOC g/1
-97,5%
MATERIE PRIME

Fig. 1 Silicone polymer structure
▼ ▼Pitture e Vernici - European Coatings • 11-12 / 201018
RAW MATERIALS
I siliconi nella produzione di pitture e di coatings■ Rick Vrckovnik - Siltech
MATERIE PRIME
I siliconi sono utilizzati da molti anninell’industria produttrice di pitture edi coating, ma il loro impiego comemateriali antischiuma è stato tardivo;infatti, i formulatori di rivestimentipensavano che i siliconi fossero in-gredienti dannosi per i loro sistemi eche causassero difetti quali l’effetto“occhio di pesce” e altri. Recente-mente, non è più così, infatti i silico-ni a modificazione organica possonoessere impiegati come antischiumache non causano difetti superficiali, alcontrario possono agire anche da ad-ditivi per migliorare lo scorrimento, illivellamento e la resistenza alla mac-chia, lo slittamento e la brillantezza efungere anche da promotori di di-spersione e da bagnanti.Grazie ai recenti progressi conseguitiin questo campo, i siliconi possono es-sere utilizzati come co-reagenti o mo-nomeri che reagiscono effettivamentenei sistemi di rivestimento a benefi-cio della flessibilità, della resistenzatermica e agli UV e della resistenza al-lo sgualcimento del rivestimento inmodo permanente.Fra le proprietà dei siliconi si ricorda-no la bassa tensione superficiale, l’al-ta bagnabilità, la consistenza molle, ibassi livelli di tossicità e le proprietàdi non adesività. La catena Si-O offre
flessibilità e libertà nel moto rotato-rio che permette alle molecole di ope-rare secondo modalità a livelli ener-getici minimi nell’interfaccia, fornen-do una tensione superficiale che è so-stanzialmente inferiore rispetto allamaggior parte dei prodotti organici. Latenacità del legame di Si-O non solooffre termostabilità, ma anche inerziachimica, che rende possibile la resi-stenza all’ossidazione e agli ultravio-letti, all’irraggiamento, all’ozono e allescariche elettriche.La struttura di un polimero siliconicopuò essere espressa come segue:
Dove R = CH3o R è il gruppo polietere=
Oppure R può essere una catena lun-ga alchilica, aril, fluoro, acrilata, car-binolo o altri gruppi funzionali.
Dal diagramma riportato sopra, si evin-ce che il copolimero siliconico può es-sere o ramificato o “polifunzionale”
con i gruppi R agganciati alla catena,o può essere lineare o “disfunziona-le” con i gruppi R terminali o ancoral’uno e l’altro, con gruppi funzionaliterminali agganciati alla catena.I siliconi possono essere pensati an-che come blocchi del Lego creandocombinazioni di gruppi organici nellacatena per ottenere una maggiorecompatibilità con le formulazioni spe-cifiche. Per esempio, è possibile crea-re un polietere alchilico, fluoro alchilicoo il silicone fluoro-polietere e altri.Le applicazioni in cui i siliconi posso-no essere utilizzati sono schematizza-bili in tre categorie: antischiuma,additivi e reagenti.
Antischiuma
Si tratta dell’applicazione forse me-glio conosciuta in materia di siliconi.I siliconi offrono vantaggi in quantoessi presentano bassa tensione su-perficiale per un controllo effettivo del-la schiuma, una lunga durata e perchépossono agire sia da distruttori dischiuma che da antischiuma.I fluidi siliconici standard, dove i grup-pi R presentati in fig. 1 sono tutti me-tilici, solitamente incorporati consilice, sono i prodotti standard utiliz-
zati per la rimozione della schiuma.Essi sono altamente idrofobi e posso-no essere emulsionati nei sistemi abase acquosa. Il problema che si po-ne con queste tipologie di antischiu-ma è che in certe applicazioni essipossono causare difetti superficiali co-me l’effetto “occhio di pesce”, bucciad’arancia e altri, a causa dell’incom-patibilità del fluido siliconico.I polieteri siliconici sono impiegati daqualche tempo come agenti anti-schiuma. Il vantaggio offerto è rap-presentato dalla loro efficacia al 100%con quantità d’uso inferiori e dal fat-to che non contengono silice che se-para e causa difetti. Essi sono ancheautoemulsionanti per una facile in-corporazione nei rivestimenti a baseacquosa o polari.Variando il rapporto fra silicone idro-fobo e polietere idrofilo, è possibilealterare la compatibilità del silicone eintensificare l’azione antischiuma informulazioni specifiche senza render-le incompatibili e causare difetti su-perficiali. Incrementando la dose x difig. 1 il prodotto diventa più idrofobo,mentre incrementando la dose y o laporzione di polietere, il silicone diventapiù idrofilo. Anche il rapporto fra a eb può essere variato. Tanto maggioreè il rapporto fra a e b (vale a dire
Silicones have been used in the Paints andCoatings industry for many years, but havecome a long way from their initial use as de-foamers. Formulators of coatings used tothink of silicones as an ingredient thatcould be detrimental to their system andcause defects such as fish eyes etc. This isno longer the case. By using organically mod-ified silicones, they can be used as de-foamers that will not cause surface defects,but can also be used as additives to increaseflow, leveling, mar and stain resistance, slip,gloss and act as dispersing and wetting aids. Due to more recent advances, silicones canalso be used as co-reactants or monomersto actually react into the coating system tohelp improve the flexibility, heat, and UV re-sistance and scuff resistance of the coatingin a more permanent manner. Some of silicone’s properties include low sur-face tension, high lubricity, enhanced soft-ness, low toxicity and non-stick properties.
The Si-O backbone provides flexibility andfreedom of rotation which enables themolecules to adopt the lowest energy con-figuration at interfaces, providing a surfaceten sion that is substantially lower than mostorganic based products. The strength of the Si-O bond not only pro-vides thermal stability, but also chemical in-ertia, making it highly resistant to oxidizingand to ultraviolet, radiation, ozone andelectrical discharges. The structure of a silicone polymer can besummarizes as follows:
Silicones in Paint and Coatings Manufacturing■ Rick Vrckovnik - Siltech
Fig. 1 Struttura del polimerosiliconico
From the diagram it can be seen that thesilicone copolymer can be either a branchedor “multi functional” with R groups hang-ing off the backbone, or it can be linear or“difunctional” with the R groups at the ter-minal end or it can be both, having functionalgroups at terminal ends and hanging off thebackbone. Silicones can also be thought ofas Lego blocks, so one can attach a combi-nation of organic groups on the backbone togive the silicone better compatibility to spe-cific formulations. For instan ce, one canmake an alkyl polyether, alkyl fluoro, or flu-oro polyether silicone etc. The applications where silicones can beused can be broken down into three cate-gories, Defoamers, Additives and Reactants.
Defoamers
This is probably the best known applicationfor silicones. Silicones are advantageoussince they have low surface tension for ef-fective foam control, are long lasting, and canact as both defoamers and antifoams.Standard silicone fluids, where the R groupsin figure 1 are all methyl, usually incorporatedwith silica, are the standard products usedfor defoaming. They are very hydrophobic andcan be emulsified for use in water based sys-tems. The problem with these types of de-foamers is that in certain applications theycan cause surface defects such as fish eyes,orange peel etc. due to the incompatibility ofthe silicone fluid.Silicone polyethers have been used more re-cently as defoaming agents. Their advantageis that they are 100% active for lower use lev-els, and do not contain any silica that can sep-arate and cause defects. They are also self-emulsifying for easier incorporation intoaqueous or polar coatings. By varying the ratio of the hydrophobic sili-cone and the hydrophilic polyether, one can
Where R = CH3 or R is polyether group=
Or R can be a long chain alkyl, aryl, fluoro,acrylate, carbinol or other functional groups.

EO:PO), quanto più idrofilo sarà la do-se di polietere. Generalmente, la quan-tità di PO è superiore rispetto ad EO,quando questi prodotti sono utilizzaticome antischiuma.I siliconi fluoro e alchil-arilici sono an-ch’essi efficaci agenti antischiuma neicoating a base solvente e non, e re-centi sviluppi hanno dato avvio al-l’impiego dei siliconi a base di acrilaticome antischiuma.
AdditiviI siliconi sono utilizzati nelle pitture enei coating come additivi per migliora-re le proprietà di slittamento, di resi-stenza all’usura e alla macchia, loscorrimento, il livellamento e agisconoda disperdenti del pigmento, intensifi-cando inoltre la brillantezza. Sono im-piegati nei sistemi a base acquosa e abase solvente e non. Grazie alle basseforze intermolecolari, il silicone può mi-grare nell’interfaccia aria/superficie of-frendo proprietà di slittamento, diresistenza all’usura, di livellamento edi bagnabilità.Queste caratteristicheprestazionali sono correlate alla ten-sione superficiale del tensioattivo sili-conico. Infatti, tanto più bassa è latensione superficiale, quanto maggio-re è la bagnabilità. Nei siliconi, dal mo-mento che è possibile variare il rapportofra x e y, come da fig. 1, la bagnabilitàmigliore è ottenibile quando il valore dix, y, a e b è basso. Gli agenti iperba-gnanti siliconici sono polieteri siliconicidove x = 0 e y = 1 e a e b si trovano fra 2
e 10 unità di lunghezza. Il peso mole-colare di una dose polietere può esse-re variato per rendere la molecola piùidrofoba o idrofila. Gli agenti iperba-gnanti siliconici possono presentareuna bassa tensione superficiale, pari a21 dynes/cm. La tabella 1 fornisce unabreve analisi comparata della bagna-bilità di vari polieteri siliconici con i ten-sioattivi standard.
Per via della loro limitata tensione su-perficiale, l’impiego dei tensioattivi si-liconici può giocare un ruolo impor-tante nella sostituzione dei solventicome agenti di scorrimento e di livel-lamento.
Nei coating, i difetti superficiali deri-vano generalmente da uno scorri-mento troppo scarso e eccessivo,direttamente correlato alla bagnabili-tà. Uno scorrimento o bagnabilità ec-cessivi possono provocare colature,gocciolamenti o velature o livellamentiirregolari. Aggiungendo il silicone nelrapporto corretto di siliconi/gruppi or-ganici e selezionando il peso moleco-
lare adeguato, è possibile ottenere unadditivo siliconico che conferisce ca-ratteristiche bagnanti eccellenti, talida prevenire qualsiasi difetto.Solitamente, maggiore è la percen-tuale di silicone nella molecola (su-
periori di x di fig. 1), migliore è lo slit-tamento, la resistenza all’usura e l’an-ti-blocking. Tanto maggiore è laquantità di gruppi organici, quanto mi-gliore è la riverniciabilità e la compati-bilità del silicone nella formulazione.Per trovare la migliore prestazione delsilicone, si tratta di trovare il bilancia-mento corretto fra tutte queste carat-teristiche e solitamente i polimerisiliconici lineari danno migliore slitta-mento e resistenza all’usura grazie al-la catena siliconica ininterrotta che puòorientarsi sulla superficie di aria e in-terfaccia. Gli alchil, aril e fluoro silico-ni e qualsiasi combinazione di queigruppi sono utilizzati anche per intensi-ficare la compatibilità organica e faci-litare la riverniciabilità. I recenti sviluppidegli additivi siliconici includono l’uti-lizzo dei quanti siliconici per ottenereslittamento e resistenza all’usura e al-l’acqua e per migliorare inoltre le pro-prietà antistatiche e antibatteriche.
I siliconi come reagentinei coating
Probabilmente, l’utilizzo più interes-sante dei siliconi consiste nell’incor-porare il silicone nella matrice poli-merica nei coating reticolati a UV e fa-scio di elettroni e altre tipologie di ri-ve stimento per contribuire allo slitta-mento, alla resistenza all’usura e agliUV, all’acqua e anche alla permeabi-lità all’acqua. In questo caso, il silico -
alter the compatibility of the silicone to helpincrease the defoaming for the specific for-mulation without making it so incompatiblethat it will cause surface defects. Increasingthe x portion in figure 1 will make the prod-uct more hydrophobic while increasing they or polyether portion will make the siliconemore hydrophilic. The ratio of a and b can alsobe changed. The higher the ratio of a:b, (ieEO:PO) the more hydrophilic the polyether por-tion will be. Usually there is more PO thanEO when these product are used as de-foamers.Fluoro and alkyl aryl silicones are also usedas defoamers in solvent and non – solventbased coatings and more recent advanceshave used acrylate based silicones as de-foamers.
AdditivesSilicones are used in paints and coatings asadditives to help increase slip, mar and stainresistance, flow, leveling, act as pigment dis-persants and can also improve gloss. Theyare used in waterborne, solvent and sol-ventless based systems. Because of low in-
termolecular forces, the silicone is able to mi-grate to the air/surface interface and provideslip, mar resistance, leveling and wetting.These performance attributes are related tothe surface tension of the silicone surfactant.The lower the surface tension, the better thewetting capabilities. In silicones, because onecan alter the ratio of x and y in Figure 1, thebest wetting can be achieved when the val-ue of x, y, a and b are small. Silicone super-wetters are silicone polyethers where x = 0and y = 1 and a and b are anywhere from 2-10 units long. The molecular weight of thepolyether portion can be varied to make themolecule more hydrophobic or hydrophilic.Silicone superwetters can have a surface ten-sion as low as 21 dynes/cm. Tab. 1 gives abrief comparison of the wetting of various sil-icone polyethers compared to standard sur-factants. Because of their low surface ten-sion, the use of silicone surfactants can helpreplace solvents for use as flow and level-ing agents. In coatings, surface defects areusually the result of little or too much flowwhich is directly related to wetting. Too much flow or wetting can result in sag-
ging, running or curtailing and too littleflow can result in fish eyes, craters and un-even leveling. By adding a silicone with theproper ratio of silicone to organic groups andas well having the proper molecular weightone can provide a silicone additive that willgive optimal wetting characteristics to pre-vent any defects. Usually the larger % silicone in the molecule(ie greater amount of x in figure 1), the bet-ter slip, mar resistance and anti-blocking. Thegreater the amount of organic moiety, the bet-ter the recoatability and compatibility of thesilicone in the formulation. It is a matter of finding the delicate balancebetween all of these to get the best per-formance from the silicone. Usually linear sil-icone polymers will provide better slip and marresistance due to the uninterrupted siliconechain that can orient itself to the air/interfacesurface. Alkyl, aryl, and fluoro silicones andany of the combinations of those groups arealso used to increase organic compatibility andhelp with recoatability. Recent advances in silicone additives includethe use of silicone quats to improve slip and
mar and water resistance and also improveanti-stat and anti-bacterial properties.
Silicones as Reactants in CoatingsPerhaps the most interesting use of sili-cones is the incorporation of silicone intothe polymer matrix in UV, electron beamand other types of coatings to help increaseslip, mar resistance, UV resistance, waterresistance and also to help increase wa-ter permeability. In this case the siliconeis not just an additive, but reacted right intothe polymer so it becomes a permanentpart of the coating.The linear silicones when incorporated intothe polymer matrix will act as chain ex-tenders and usually result in a more flex-ible coating system whereas the branchedsilicones will provide more crosslinking.For electron beam and UV curing systems,acrylate functional silicone and epoxy sil-icones are normally employed.Urethane systems can co-react with sili-cone carbinols and amines.A summary of the reactions that can takeplace are as follows:
RAW MATERIALS
MATERIE PRIME
▼ ▼ Pitture e Vernici - European Coatings • 11-12 / 2010 19
Tab. 1 Confronto fra la bagnabilità di vari tensioattivi siliconici in funzionedei tensioattivi organiciComparison of Wetting of Various Silicone Surfactants vs. OrganicSurfactants
Sec
ondi
/S
econ
ds
Iper
bagn
ante
silic
onico
M.W
. 600
Silic
one
Supe
rwet
ter M
.W. 6
00
Polie
tere
silic
onico
M.W
. 780
Silic
one
Polye
ther
M.W
. 780
Polie
tere
silic
onico
M.W
. 140
0Si
licon
e Po
lyeth
er M
.W. 1
400
Polie
tere
silic
onico
line
are
M.W
. 600
Line
ar S
ilicon
e Po
lyeth
er M
.W. 6
00
Polie
tere
silic
onico
line
are
M.W
. 100
0Lin
ear S
ilicon
e Po
lyeth
er M
.W. 1
000
Diot
til s
ulfo
succ
inat
oDi
octy
l sul
fosu
ccin
ate
Silic
one
polie
tere
M.W
. 240
0Si
licon
e Po
lyeth
er M
.W. 2
400
Sodi
o la
uril
solfa
toSo
dium
laur
yl su
lfate
chem:Layout 1 20-10-2010 13:41 Pagina 19

MATERIE PRIME
The reactive silicones can also be modifiedwith polyether groups, alkyl groups, fluoroetc. to make them more compatible, or toincrease chemical and stain resistance.Because of the unique attributes of the sil-icone backbone, they can provide water re-pellency and water permeability, as wellas UV and chemical resistance which canbe very useful in architectural coatings,such as masonry and wood coatings.
Summary
Silicones have come a long way in their usein paints and coatings. Because of the ver-satility of the silicone molecule, it can bemodified with various organic groups andthe molecular weight can be modified tomake a molecule that can be tailor made forspecific formulations for use as defoamers,slip, flow, mar resistance, pigment disper-sants and as reactants into the polymer sys-tem to help improve heat stability, flexibility,water repellence and water permeability.
They can be used in basically all types ofcoatings including automotive, wood, anti-fouling, architectural, inks and paints etc.As more formulators discover the unique-ness and adaptability of silicones, the fu-ture for coatings will look very bright.
Pitture e Vernici - European Coatings • 11-12 / 201020
ne non è semplicemente un additivo,ma se fatto reagire correttamente nelpolimero, diventa una parte integrantedel coating. I siliconi lineari, quando in-corporati nella matrice polimerica, agi-scono da estensori di catena e soli-tamente forniscono un sistema di rive-stimento più flessibile, mentre i sili coniramificati favoriscono maggiormente il
processo di reticolazione. Per i si-stemi reticolati con fascio di elet-troni e UV, si utilizzano solitamenteil silicone acrilato funzionale e i si-liconi epossidici. I sistemi uretani-ci possono coreagire con i carbinolie le ammine.Segue un riepilogo delle reazioniche possono aver luogo:
Rick Vrckovnik si laurea presso l’Uni-versità di Toronto. Lavora per quattroanni in qualità di chimico presso Alka-ril Chemicals, occupandosi della sinte-si di un nuovo tensioattivo organico ein questi ultimi 18 anni ha rivestito lacarica di Direttore Tecnico di Siltech,occupandosi di tutti gli aspetti di di R&Se di avanzamento tecnico.Rick Vrckovnik obtained his BSc at theUniversity of Toronto. He worked for fouryears as a chemist at Alkaril Chemicalsinvolved in new organic surfactant syn-thesis and has spent the last 18 years asthe Technical Director at Siltech, involvedin all aspects of R&D and scale-up.
Siliconi vinilici / Vinyl Silicones
Reazione con i monomeri vinilici / Reaction With Vinyl Monomers
Reazione con SiH / Reaction With SiH
Ammine siliconiche / Silicone Amines
Reazione con gli isocianati / Reaction With Isocyanaets
Reazione con gli acidi carbossilici / Reaction With Carboxylic Acids
Carbinoli siliconici / Silicone Carbinols
Reazione con gli isocianati / Reaction With Isocyanates
Dove R può essere un polietere o R può essere = 0
Where R can be a polyether or R can = 0
Reazione con gli acidi carbossilici / Reaction With Carboxylic Acids
Reazione con le epossidiche / Reaction With Epoxides
I siliconi reattivi possono essere modi-ficati anche con i gruppi polietere, al-chilici, fluoro e altri per renderli piùcompatibili o per incrementare la resi-stenza chimica e alle macchie. Per gli at-tributi unici della catena siliconica, essipossono offrire idrorepellenza e per-meabilità all’acqua oltre alla resistenzaagli agenti chimici, che può essere mol-to utile nei coating decorativi, come i ri-vestimenti murali e per legno.
Conclusioni
I siliconi hanno seguito un lungo percor-so nell’utilizzo nelle pitture e nei rivesti-menti. Grazie alla versatilità dellamolecola siliconica, essa può essere mo-
dificata con vari gruppi organici e il peso molecolare può essere modificato perprodurre una molecola che può esseremirata a formulazioni specifiche da uti-lizzare come antischiuma, agenti di slit-tamento, di scorrimento resistenti al-l’usura e come disperdenti e reagenti nelsistema polimerico per migliorare la ter-mostabilità, la flessibilità, l’idrorepel-lenza e la permeabilità all’acqua. Essipossono essere impiegati fondamental-mente in tutte le tipologie di coating, fracui quelli per le aree automotive, del le-gno, antifouling, dei prodotti decorativi,inchiostri e pitture. Dal momento che unnumero sempre più alto di formulatoriha scoperto le alte prestazioni e l’adat-tabilità dei siliconi, si può ipotizzare unfuturo brillante per i rivestimenti.
Siliconi epossidici / Silicone Epoxides
Reazione con le epossidiche organiche / Reaction With Organic Epoxides
Reazione con gli alcoli / Reaction With Alcohols
Reazione con le ammine / Reaction With Amines
CURRICULUM VITAE
Siliconi acrilati / Silicone Acrylates
Reazione con i monomeri vinilici / Reaction With Vinyl Monomers
Reazione con i monomeri acrilici / Reaction With Acrylic Monomers
Reazione con le epossidiche / Reaction With Epoxides
chem:Layout 1 20-10-2010 13:41 Pagina 20

www.Celanese-Emulsions.com
f o r m u l a r e . p r o d u r r e . l a n c i a r e s u l m e r c a t o . v e r n i c i a r e . r e s p i r a r e a p i e n i p o l m o n i .
I rivestimenti per interni formulati con emulsioni VAE Mowilith si prendono subito cura delvostro ambiente.
Contattateci:

Nuovi catalizzatori organometallici esenti da stagnoe da mercurio per applicazioni uretaniche CASE■ John Florio, Ravi Ravichandran, Bing Hsieh, and Robert Coughlin - King Industries, Inc.
Introduzione
Gli isocianati reagiscono con i com-posti contenenti idrogeni attivi. Peresempio, nelle applicazioni di rivesti-menti, gli isocianati reagiscono tipi-camente con i polioli per formare ipoliuretani oppure con le ammine pri-marie e secondarie per formare i gruppipoliureici. Per sviluppare una ri spo stareticolante adeguata, spesso è ne-cessaria la catalisi delle reazioni po-liolo/isocianato. Tutto questo può es-sere ottenuto con svariati composti.I catalizzatori più diffusi delle reazio-ni poliolo/isocianato comprendono isali metallici, i composti organome-tallici e le ammine terziarie. In gene-rale, le basi, gli acidi e, in alcuni casi
anche l’acqua possono accelerare lereazioni isocianate. La selezione delcatalizzatore può essere un processomolto complesso, in special modo perle formulazioni di coating a base diuretaniche che contengono compo-nenti in grado o di accelerare o di ral-lentare la reazione interagendo con icatalizzatori o con le resine attive. Trai componenti più comuni che disatti-vano i catalizzatori nelle formulazionitipiche a base di poliuretani si citanol’acqua (idrolisi), il pigmento (assorbi-mento), i solventi (solubilità), i gruppiacidi (formazione di sali inattivi) e al-tri. Fra questi componenti, l’acqua ri-veste un’importanza particolare neisistemi poliuretanici perché può di-sattivare i catalizzatori per idrolisi e
può reagire con gli isocianati liberi performare infine gruppi poliureici con isottoprodotti CO2 (gassatura). Oltre adinfluire sulla velocità di reazione, va-ri catalizzatori possono provocare rea-zioni con profili specifici. I profili dellereazioni sono molto importanti quan-do il prodotto viene fuso negli stampi.Il dibutilstagno dilaurato (DBTDL) è uti-lizzato spesso in applicazioni di rive-stimenti e i catalizzatori a base dimercurio possono conferire proprietàinteressanti in molte applicazioni distampo per fusione non-coating. En-trambi i casi sono oggetto di regola-mentazione più precisa.Dagli anni ’80, epoca in cui i paesi han-no iniziato a imporre restrizioni sul tri-butilstagno e a proibire l’uso deltributil nelle pitture antivegetative, de-stinate al mercato dei prodotti per usonautico, i rischi per la salute degli es-seri umani e le problematiche am-bientali associate ai composti di sta-gno in generale hanno incominciatoad essere presi in considerazione mol-to seriamente. Il dibutilstagno è il pro-dotto d’idrolisi dei composti antive-getativi a base di tributilstagno. I com-posti dibutilstagno possono contene-re virtualmente tracce di tributilstagno.I composti organostannici sono rite-nuti inquinanti organici persistenti.
Essi sono regolamentati dalla con-venzione Sistemi Antivegetativi del-l’International Maritime Organization(IMO AFS) e dal Decreto legge statu-nitense Organotin Antifouling PaintControl . Attualmente è in vigore la le-gislazione REACH che limita l’utilizzodei composti organostannici in Euro-pa. La Disposizione della Commissio-ne Europea 2009/425/EC dichiara chei composti organostannici nei prodot-ti di consumo pongono rischi per la sa-lute degli esseri umani. Per questomotivo il raggio d’azione delle restri-zioni verrà esteso anche ai mercati deiprodotti nautici.Il Ministero per la Tutela dell’Ambiente(EPA) considera il mercurio un inqui-nante bioaccumulativo persistente etossico (PBT). Il mercurio ed altri me-talli pesanti tossici incorporati nei vei-coli reticolati, come gli elastomeri, isigillanti e i coating possono porre ri-schi per la salute quando sono prodottidi estrazione della pioggia acida e ba-gnati nei corsi d’acqua sotterranei.La finalità di questo articolo è dimo-strare la prestazione di diversi coatinge non-coating, catalizzati con agentiversatili e unici che non contengonostagno o mercurio. Questi catalizza-tori possono soddisfare efficacemen-te i requisiti delle normative del DBTDL
Pitture e Vernici - European Coatings • 11-12 / 2010 23
Introduction
Isocyanates react with compounds thathave active hydrogens. For example, incoating applications isocyanates are typi callyreacted with polyols to form polyurethanes,
or with primary and secondary amines toform polyureas. Catalysis of the polyol/isocyanate reaction is often required todevelop sufficient cure response. This canbe achieved with a variety of compounds.The most common catalysts for the poly-
ol/isocyanate reactons include metal salts,organometallic compounds and tertiaryamines. More generally, bases, acids andin some cases even water can accelerateisocyanate reactions. Catalyst selectioncan be a very complicated process, par-ticularly for urethane coating formulationsthat contain ingredients that can eitheraccelerate or decelerate the reaction rateby interacting with catalysts or activeresins. Among the most common catalystdeactivating components in typicalpolyurethane formulations are water (hy-drolysis), pigment (absorption), solvents(solubility), acid groups (formation of in-active salts) and others. Of these compo-nents, water is a particular concern in
polyurethane systems because it can de-activate catalysts by hydrolysis, and it canreact with free isocyanate to eventuallyform polyurea with a CO2 byproduct(gassing). Along with affecting the rate ofreaction, different catalysts can providereactions with distinctive profiles. Reac-tion profiles are particularly importantwhen the product is cast into molds.Dibutyltin dilaurate (DBTDL) is often usedin coatings applications and mercury cat-alysts can provide desirable characteris-tics in many non-coating casted moldapplications. Both are becoming increas-ingly regulated.Since the early 1980’s when countriesstarted placing restrictions on tributyltinand prohibiting the use of tributyl in anti-fouling paints for marine markets, the hu-man health risks and the environmentalissues associated with tin compounds ingeneral have been increasingly scrutinized.Dibutyltin is the hydrolysis product of trib-
ADDITIVI
New Tin and Mercury Free Organometallic Catalystsfor CASE Urethane Applications■ John Florio, Ravi Ravichandran, Bing Hsieh, and Robert Coughlin - King Industries, Inc.
▼ ▼
ADDITIVES
Riassunto
Sono stati messi a punto dei nuovicatalizzatori che accelerano la rea-zione dei polimeri idrossifunzionalicon gli agenti reticolanti isocianati,utilizzati nelle applicazioni degli ure-tani CASE (Coatings, Adesivi, Sigil-lanti, Elastomeri). Questi catalizzatorisono prodotti ecocompatibili parti-colarmente efficaci, alternativi ai
catalizzatori a base di stagno e dimercurio. Le caratteristiche presta-zionali che questi nuovi catalizzato-ri possono offrire sono rappresentate,fra l’altro, dalla catalisi selettiva,dalla stabilità idrolitica, da una potlife migliorata dei coatings e da unprofilo di reazione eccellente per ap-plicazioni non-coating.
Abstract
New organometallic catalysts have been developed that promote the reaction ofhydroxyl functional polymers with isocyanate cross-linking agents used in CASE(Coatings, Adhesives, Sealants, Elastomers) urethane applications. These catalystsare particularly effective as environmentally friendly alternatives to tin and mercu-ry catalysts. The performance characteristics that these new catalysts can con-tribute include selective catalysis, hydrolytic stability, enhanced pot life in coatingsand exceptional reaction profiles in non-coating applications.
John Florio

e del mercurio rimuovendo le proble-matiche ambientali associate alDBTDL e al mercurio [1].
Coatings
Dal punto di vista della formulazionedei coating, si tende ad ottenere uncatalizzatore efficace e versatile chesia selettivo per la reazione polio-lo/isocianato, evitando molti dei casiproblematici associati alle formula-zioni complesse contenenti compo-nenti disattivanti. I formulatori prefe-riscono generalmente operare con ca-talizzatori “universali”, vale a dire cheoffrono efficacia a tutti i sistemi ure-tanici. Sebbene il DBTDL non sia uncatalizzatore molto selettivo, esso èconsiderato relativamente versatile edefficace per molte applicazioni di ri-vestimenti a base di poliuretaniche.Tuttavia, le tematiche ambientaliste eprestazionali hanno indotto i formula-tori a ricercare alternative allo stagno,possibilmente altrettanto efficaci eversatili del DBTDL. Allo stato attua-le non esiste in commercio un cataliz-zatore “universale”, fra cui DBTDL, ingrado di soddisfare tutti i requisiti ditutte le formulazioni di p.v.
Selettività del catalizzatoreLa catalisi della reazione dell’isocia-nato per produrre un uretano è un pro-cesso selettivo. I gruppi isocianati(R-NCO) reagiscono con i composticontenenti atomi di idrogeno attivi, co-me gli alcoli, i fenoli, le ammine, igruppi carbossilici e l’acqua. La rea-
zione del poliolo contenente gruppiidrossilici con l’isocianato è la reazio-ne richiesta, la quale determina il le-game uretanico nel coating.
Quindi, sarebbe auspicabile un cata-lizzatore che selettivamente potesseperfezionare questa reazione. I cata-lizzatori meno selettivi possono acce-lerare le reazioni collaterali con altricomponenti donatori di idrogeno. Diparticolare interesse è la reazione del-l’isocianato con l’acqua. Il prodotto fi-nale di una reazione isocianato/acquaè il gruppo poliureico con la reazioneintermedia che produce un’amminaprimaria rilasciando biossido di car-bonio (CO2).
Questa reazione laterale può nuocerealla qualità del coating formulato. Unaproduzione sufficiente di CO2 causagassatura riducendo la durabilità del-la pittura e la brillantezza del film ap-plicato. Nei sistemi a base solventel’acqua può essere apportata nella for-mula dai pigmenti, resine, solventi ealtri additivi. Essa può essere presen-te come umidità atmosferica.Ovviamente, nei sistemi idrosolubili laselettività del catalizzatore riveste unruolo molto importante.Quanto è emerso dagli studi compiu-ti recentemente suggerisce che alcu-
ni zirconi complessi sono catalizzato-ri più selettivi di DBTDL. In base a que-sto lavoro, sono stati sviluppati spe-cifici zirconi catalizzatori, i quali dan-no tempi accelerati di essiccazionegrazie alla catalisi selettiva dei coa-ting acrilici bicomponenti e polieste-re uretanici, reticolati con trimeri ebiureti HDI. Nei sistemi a base ac-quosa bicomponenti, questi catalizza-tori zirconi devono essere incorporatinella parte isocianata, il che, a volte,risulta non possibile.La parte di questo articolo dedicata alrivestimento, presenta un’alternativaefficace e versatile ai catalizzatori abase di stagno, che può risolvere di-verse problematiche associate ai ca-talizzatori di stagno. Il catalizzatoremesso a punto determina la catalisiselettiva ed è stabile nel componentepoliolo dei sistemi poliuretanici bi-componenti a base acquosa.
Studi sulla selettivitàUna sfida lanciata ai formulatori di ure-taniche bicomponenti a base acquosaè il reperimento di un catalizzatore chesia stabile nel componente poliolo con-tenente acqua e che riesca a cataliz-zare selettivamente la reazione polio-lo/isocianato in presenza di acqua. Leuretaniche a base acquosa bicompo-nenti sono formulate normalmente inmodo da possedere grandi quantità diNCO, tipicamente con un rapportoNCO:OH pari a circa 1.5:1.0. Questoserve a compensare l’isocianato cheinevitabilmente reagisce con l’acqua.Le proprietà finali del film potrebberoessere fortemente influenzate dalle
variazioni del contenuto poliuria/po-liuretano; in assenza di gassatura, igruppi poliureici possono contribuirea determinare alcune proprietà ri-chieste del film, ad esempio, la du-rezza e la resistenza agli agentichimici. Tuttavia, poiché in una pittu-ra catalizzata e stoccata, si produceun numero superiore di gruppi poliu-reici, i tempi di lavorazione di questepitture si riduce, a causa di una gas-satura eccessiva. I tempi di lavorazio-ne consentiti, o pot life di questepitture si misura non solo con l’au-mento della viscosità o formazione dischiuma, ma anche per riduzione del-la brillantezza dei film realizzati con lapittura invecchiata. Dal momento chenel barattolo una quantità superioredi acqua reagisce con gli isocianati, labrillantezza dei film si riduce, proba-bilmente per via dell’incompatibilitàdei gruppi poliureici e dei prodotti po-liuretanici che causano una separa-zione di fase e a causa anche dellapresenza marcata di CO2 intrappolatanel film.È possibile adottare diverse metodo-logie per quantificare la selettività delcatalizzatore in un sistema uretanicoa base acquosa, bicomponente. La se-lettività del catalizzatore può essereindicata dalla stabilità della pittura inbarattolo, dalle proprietà del film re-ticolato, in particolare la brillantezza(vedi gli studi sui prodotti a base ac-quosa bicomponenti) e con l’analisiFTIR.La formazione e la riduzione dei grup-pi funzionali, come gli ureici e gli iso-cianati, possono essere monitorati con
ADDITIVI
Pitture e Vernici - European Coatings • 11-12 / 201024 ▼ ▼
utyltin antifouling compounds. Dibutyltincompounds can potentially contain tracelevels of tributyltin. Organotin compoundsare considered to be persistent organicpollutants. They are regulated by The In-ternational Maritime Organization’s An-tifouling System (IMO AFS) convention andthe U. S. Organotin Antifouling Paint Con-trol Act (OAPCA). There is current REACHlegislation that restricts the use of organ-otin compounds in Europe. The EuropeanCommission Decision 2009/425/EC claimsorganostannic compounds in consumerproducts pose a risk to human health. Thiswill increase the scope of restrictions be-yond maritime markets.The Environmental Protection Agency(EPA) considers mercury to be a persist-ent, bioaccumulative, and toxic (PBT) pol-lutant. Mercury and other toxic heavymetals that are embedded in cured me-dia, such as elastomers, sealants and coat-ings, can become health risks when they
are extracted by acid rain and washed in-to groundwater.The purpose of this paper is to demon-strate the performance of a variety of coat-ing and non-coating systems catalyzedwith unique and versatile catalysts thatdo not contain any tin or mercury. Thesecatalysts can meet the efficiency stan-dards of DBTDL and mercury while avoid-ing the environmental issues associatedwith DBTDL and mercury [1].
Coatings
From a general coating formulating per-spective, it would be desirable to have anefficient and versatile catalyst that is se-lective to the polyol/isocyanate reactionwhile avoiding many of the traps associ-ated with complex formulations that con-tain potential deactivating components.Formulators would generally prefer to
work with a “universal” catalyst, one thatcould work in all urethane systems.Although DBTDL is not a very selectivecatalyst, it is considered to be a relative-ly versatile and efficient catalyst for manypolyurethane coating applications.However, environmental and performanceissues have driven formulators to searchfor tin alternatives, preferably alternativesthat are as versatile and efficient as DBT-DL. Presently there is no “universal” cat-alyst, including DBTDL, that can satisfyall requirements in all coating formula-tions.
Catalyst selectivityCatalysis of an isocyanate reaction to pro-duce urethane is a selective process. Iso-cyanate groups (R-NCO) react withcompounds containing active hydrogenatoms, such as alcohols, phenols, amines,carboxyl groups and water.The reaction of the hydroxyl containing
polyol with isocyanate is the desired rea ctionleading to urethane linkage in a coating.
Therefore, a catalyst that would selec-tively enhance this reaction would be de-sirable. Catalysts that are less selectivecan accelerate side reactions with otheractive hydrogen donating components. Aparticular concern is the reaction of iso-cyanate with water. The eventual productof an isocyanate/water reaction ispolyurea with an intermediate reactionwhich produces a primary amine and re-leases carbon dioxide (CO2).
ADDITIVES
Carbammato 1° amminainstabile
Unstable 1° amineCarbamate
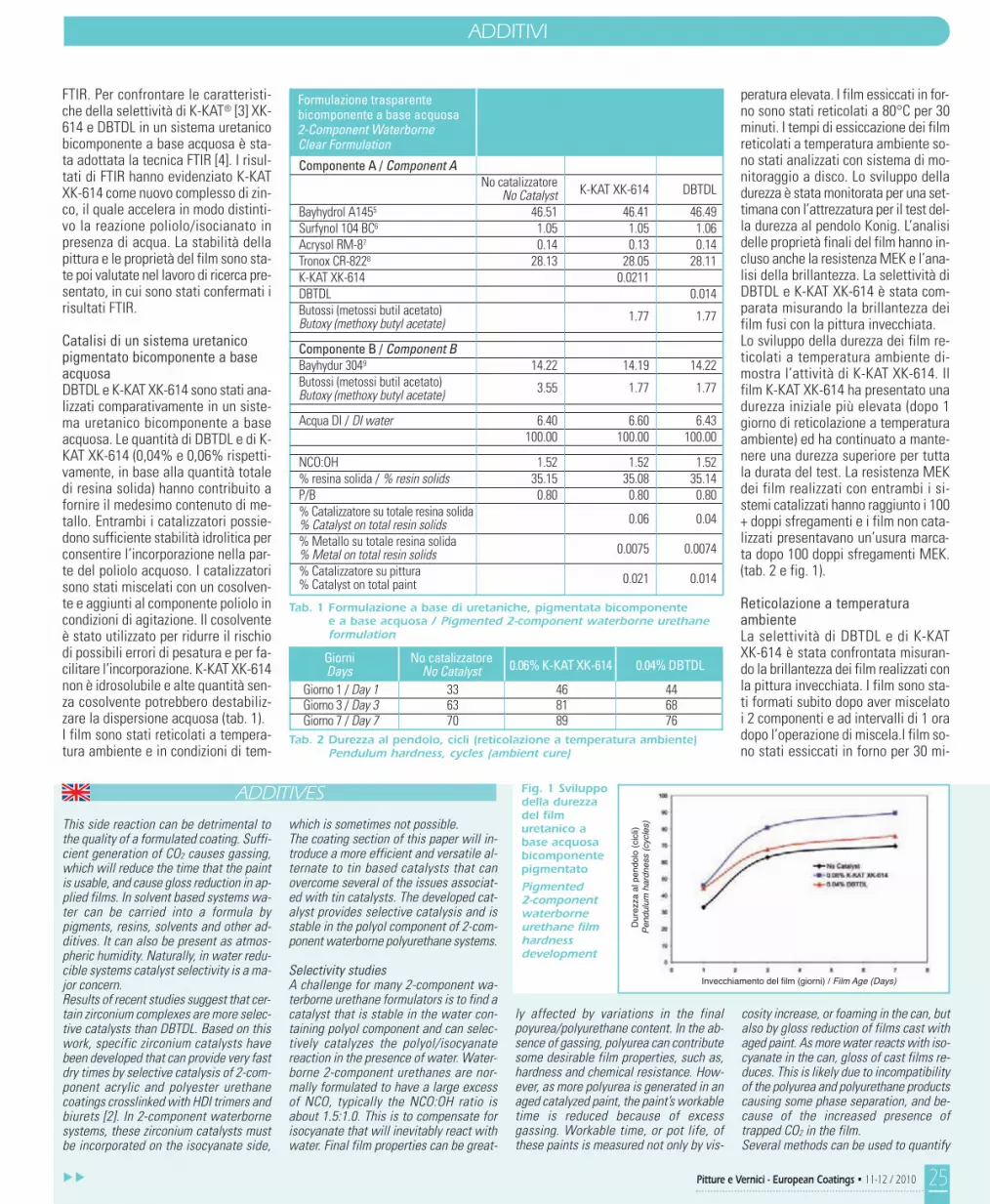
FTIR. Per confrontare le caratteristi-che della selettività di K-KAT® [3] XK-614 e DBTDL in un sistema uretanicobicomponente a base acquosa è sta-ta adottata la tecnica FTIR [4]. I risul-tati di FTIR hanno evidenziato K-KATXK-614 come nuovo complesso di zin-co, il quale accelera in modo distinti-vo la reazione poliolo/isocianato inpresenza di acqua. La stabilità dellapittura e le proprietà del film sono sta-te poi valutate nel lavoro di ricerca pre-sentato, in cui sono stati confermati irisultati FTIR.
Catalisi di un sistema uretanicopigmentato bicomponente a baseacquosaDBTDL e K-KAT XK-614 sono stati ana-lizzati comparativamente in un siste-ma uretanico bicomponente a baseacquosa. Le quantità di DBTDL e di K-KAT XK-614 (0,04% e 0,06% rispetti-vamente, in base alla quantità totaledi resina solida) hanno contribuito afornire il medesimo contenuto di me-tallo. Entrambi i catalizzatori possie-dono sufficiente stabilità idrolitica perconsentire l’incorporazione nella par-te del poliolo acquoso. I catalizzatorisono stati miscelati con un cosolven-te e aggiunti al componente poliolo incondizioni di agitazione. Il cosolventeè stato utilizzato per ridurre il rischiodi possibili errori di pesatura e per fa-cilitare l’incorporazione. K-KAT XK-614non è idrosolubile e alte quantità sen-za cosolvente potrebbero destabiliz-zare la dispersione acquosa (tab. 1).I film sono stati reticolati a tempera-tura ambiente e in condizioni di tem-
peratura elevata. I film essiccati in for-no sono stati reticolati a 80°C per 30minuti. I tempi di essiccazione dei filmreticolati a temperatura ambiente so-no stati analizzati con sistema di mo-nitoraggio a disco. Lo sviluppo delladurezza è stata monitorata per una set-timana con l’attrezzatura per il test del-la durezza al pendolo Konig. L’analisidelle proprietà finali del film hanno in-cluso anche la resistenza MEK e l’ana-lisi della brillantezza. La selettività diDBTDL e K-KAT XK-614 è stata com-parata misurando la brillantezza deifilm fusi con la pittura invecchiata.Lo sviluppo della durezza dei film re-ticolati a temperatura ambiente di-mostra l’attività di K-KAT XK-614. Ilfilm K-KAT XK-614 ha presentato unadurezza iniziale più elevata (dopo 1giorno di reticolazione a temperaturaambiente) ed ha continuato a mante-nere una durezza superiore per tuttala durata del test. La resistenza MEKdei film realizzati con entrambi i si-stemi catalizzati hanno raggiunto i 100+ doppi sfregamenti e i film non cata-lizzati presentavano un’usura marca-ta dopo 100 doppi sfregamenti MEK.(tab. 2 e fig. 1).
Reticolazione a temperaturaambienteLa selettività di DBTDL e di K-KATXK-614 è stata confrontata misuran-do la brillantezza dei film realizzati conla pittura invecchiata. I film sono sta-ti formati subito dopo aver miscelatoi 2 componenti e ad intervalli di 1 oradopo l’operazione di miscela.I film so-no stati essiccati in forno per 30 mi-
Pitture e Vernici - European Coatings • 11-12 / 2010
ADDITIVI
25▼ ▼
This side reaction can be detrimental tothe quality of a formulated coating. Suffi-cient generation of CO2 causes gassing,which will reduce the time that the paintis usable, and cause gloss reduction in ap-plied films. In solvent based systems wa-ter can be carried into a formula bypigments, resins, solvents and other ad-ditives. It can also be present as atmos-pheric humidity. Naturally, in water redu- cible systems catalyst selectivity is a ma-jor concern.Results of recent studies suggest that cer-tain zirconium complexes are more selec-tive catalysts than DBTDL. Based on thiswork, specific zirconium catalysts havebeen developed that can provide very fastdry times by selective catalysis of 2-com-ponent acrylic and polyester urethanecoatings crosslinked with HDI trimers andbiurets [2]. In 2-component waterbornesystems, these zirconium catalysts mustbe incorporated on the isocyanate side,
which is sometimes not possible.The coating section of this paper will in-troduce a more efficient and versatile al-ternate to tin based catalysts that canovercome several of the issues associat-ed with tin catalysts. The developed cat-alyst provides selective catalysis and isstable in the polyol component of 2-com-ponent waterborne polyurethane systems.
Selectivity studiesA challenge for many 2-component wa-terborne urethane formulators is to find acatalyst that is stable in the water con-taining polyol component and can selec-tively catalyzes the polyol/isocyanatereaction in the presence of water. Water-borne 2-component urethanes are nor-mally formulated to have a large excessof NCO, typically the NCO:OH ratio isabout 1.5:1.0. This is to compensate forisocyanate that will inevitably react withwater. Final film properties can be great-
ly affected by variations in the finalpoyurea/polyurethane content. In the ab-sence of gassing, polyurea can contributesome desirable film properties, such as,hardness and chemical resistance. How-ever, as more polyurea is generated in anaged catalyzed paint, the paint’s workabletime is reduced because of excessgassing. Workable time, or pot life, ofthese paints is measured not only by vis-
cosity increase, or foaming in the can, butalso by gloss reduction of films cast withaged paint. As more water reacts with iso-cyanate in the can, gloss of cast films re-duces. This is likely due to incompatibilityof the polyurea and polyurethane productscausing some phase separation, and be-cause of the increased presence oftrapped CO2 in the film.Several methods can be used to quantify
ADDITIVES
Tab. 1 Formulazione a base di uretaniche, pigmentata bicomponentee a base acquosa / Pigmented 2-component waterborne urethaneformulation
Tab. 2 Durezza al pendolo, cicli (reticolazione a temperatura ambiente)Pendulum hardness, cycles (ambient cure)
Fig. 1 Sviluppodella durezzadel filmuretanico abase acquosabicomponentepigmentato
Pigmented2-componentwaterborneurethane filmhardnessdevelopment
Formulazione trasparentebicomponente a base acquosa2-Component WaterborneClear FormulationComponente A / Component A
No catalizzatore K-KAT XK-614 DBTDLNo CatalystBayhydrol A1455 46.51 46.41 46.49Surfynol 104 BC6 1.05 1.05 1.06Acrysol RM-87 0.14 0.13 0.14Tronox CR-8228 28.13 28.05 28.11K-KAT XK-614 0.0211DBTDL 0.014Butossi (metossi butil acetato)Butoxy (methoxy butyl acetate) 1.77 1.77
Componente B / Component BBayhydur 3049 14.22 14.19 14.22Butossi (metossi butil acetato)Butoxy (methoxy butyl acetate) 3.55 1.77 1.77
Acqua DI / DI water 6.40 6.60 6.43100.00 100.00 100.00
NCO:OH 1.52 1.52 1.52% resina solida / % resin solids 35.15 35.08 35.14P/B 0.80 0.80 0.80% Catalizzatore su totale resina solida% Catalyst on total resin solids 0.06 0.04
% Metallo su totale resina solida% Metal on total resin solids 0.0075 0.0074
% Catalizzatore su pittura% Catalyst on total paint 0.021 0.014
Giorno 1 / Day 1 33 46 44Giorno 3 / Day 3 63 81 68Giorno 7 / Day 7 70 89 76
Giorni No catalizzatore 0.06% K-KAT XK-614 0.04% DBTDLDays No Catalyst
Dur
ezza
al p
endo
lo (
cicl
i)P
endu
lum
har
dnes
s (c
ycle
s)
Invecchiamento del film (giorni) / Film Age (Days)

nuti a 80°C per accelerare il proces-so di analisi. La pittura catalizzata conK-KAT XK-614 si è rivelata più stabiledella pittura catalizzata con DBTDL. Labrillantezza dei film catalizzati conDBTDL si era ridotta in modo signifi-cativo dopo la prima ora di invecchia-mento e quella dei film realizzati conla pittura K-KAT XK-614 ha iniziato adiminuire leggermente dopo un in-vecchiamento della pittura di 5 ore.(tab. 3 e figg. 2 e 3). In fig. 3 è ripor-tata l’analisi comparata di un film K-KAT XK-614 realizzato con una pitturainvecchiata per 4 ore con un filmDBTDL realizzato con una pittura in-vecchiata soltanto per due ore.
Stabilità idrolitica di K-KAT XK-614in un sistema trasparente uretanicobicomponente a base acquosaLa formulazione utilizzata per deter-minare la stabilità idrolitica di K-KATXK-614 era una versione trasparentedella suddetta formulazione pigmen-tata. K-KAT XK-614 è stata stoccatanel componente poliolo acquoso a50°C per 5 settimane. Il catalizzatorecontenente il poliolo invecchiato è sta-to poi miscelato con l’isocianato perpoi formare i film. La Durezza al Pen-dolo è stata misurata dopo l’essicca-zione in forno a 80°C per 30 minuti emonitorata durante l’essiccazione adaria per 1, 3 e 7 giorni. La stabilità idro-
litica di K-KAT XK-614 si è rivelata ec-cellente durante l’invecchiamento alcalore nel componente poliolo conte-nente acqua in quanto ha mantenutola sua efficacia nello sviluppo delladurezza, senza osservare effetti noci-vi sulla brillantezza (tab. 4).
K-KAT XK-614 può accelerare effetti-vamente la reazione del poliolo/iso-cianato nelle formulazioni a baseacquosa, sebbene il catalizzatore nonsia idrosolubile. Quindi, K-KAT XK-614deve essere incorporato accurata-mente. Se possibile, K-KAT XK-614 de-ve essere aggiunto alla fase idrofobadel componente poliolo prima di ag-giungere l’acqua. Quando è aggiuntoad un componente poliolo acquoso,K-KAT XK-614 deve essere premisce-lato con un cosolvente e aggiunto du-rante la fase di agitazione. K-KATXK-614 è solubile in una varietà diesteri, chetoni, alcoli, glicoli, glicol ete-re, e solventi aromatici ed alifatici.
Applicazioni non-coating
Nell’area degli elastomeri, le applica-zioni di adesivi e di altre uretaniche
non-coating, i requisiti del catalizza-tore possono variare a seconda dellecondizioni di reticolazione e dei com-ponenti della formulazione. Le appli-cazioni di elastomeri uretanici possonovariare dalle schiume microcellularimorbide ai compositi strutturali rigidi.
Le tematiche relative alla selezionedel catalizzatore per questi sistemicomprendono la selettività (gassatu-ra, sia voluta o no), la latenza e la sta-bilità funzionale.Raggiungere il profilo di reticolazio-ne complessivo del mercurio non è im-presa facile. Nel campo degli elasto-meri uretanici e degli adesivi, i com-po sti organomercurio forniscono un’ec-cellente “reticolazione istantanea” eselettività, ma sono anche molto tos-sici. I composti organomercurio noto-riamente danno un lungo periodo diinduzione seguito da una marcata ge-lificazione dei sistemi uretanici bi-componenti [10]. Molti adesivi d’usoindustriale, sigillanti e applicazioni dielastomeri trattabili spesso richiedo-no la reazione di “reticolazione istan-tanea” che i catalizzatori di mercuriopossono fornire. Le normative in vigo -re che limitano l’impiego dei compo-
ADDITIVI
Pitture e Vernici - European Coatings • 11-12 / 201026 ▼ ▼
catalyst selectivity in a 2-component wa-terborne urethane system. Catalyst se-lectivity can be indicated by in-can paintstability, by properties of cured films, par-ticularly gloss (see 2-component water-borne study) and by FTIR analysis.Formation and reduction of functionalgroups, such as urea and isocyanategroups, can be monitored with FTIR. AnFTIR method was used to compare the s-electivity characteristics of K-KAT® [3] XK-614 and DBTDL in a 2-component water-borne urethane system [4]. The FTIR re-sults suggest K-KAT XK-614, a newly de-
veloped zinc complex, is able to more dis-criminately accelerate the polyol/iso-cyanate reaction in the presence of water.Paint stability and film properties were e-valuated in the following study to confirmFTIR results.
Catalysis of a pigmented 2-componentwaterborne urethane systemDBTDL and K-KAT XK-614 were comparedin a pigmented 2-component waterborneurethane system. The levels of DBTDL andK-KAT XK-614 (0.04% and 0.06% respec-tively, based on total resin solids) contri -
buted equal metal content. Both ca talystshave sufficient hydrolytic stability to al-low incorporation on the aqueous polyolside. The catalysts were blended with aco-solvent and added to the polyol com-ponent under agitation. Co-solvent wasused to decrease the risk of weighing er-rors and to facilitate incorporation. K-KATXK-614 is not water soluble and high lev-els without a co-solvent could destabilizethe aqueous dispersion (tab. 1).Films were cured under ambient and ele-vated temperature conditions. The bakedfilms were cured at 80°C for 30 minutes.Dry times of ambient cured films weretested with circular recorders. Hardnessdevelopment was monitored for a weekwith a Konig pendulum hardness tester.Final film property testing also includedMEK resistance and gloss analysis. Se-lectivity of DBTDL and K-KAT XK-614 wascompared by measuring the gloss of filmsthat were cast with aged paint.
Hardness development of the ambientcured films demonstrates the activity ofK-KAT XK-614. The K-KAT XK-614 film de-veloped higher initial hardness (after 1 dayof ambient cure) and it continued to main-tain a higher hardness through the test pe-riod. MEK resistance of films cast withboth of the catalyzed systems reached100+ double rubs. The uncatalyzed filmshad a heavy mar at 100 double MEK rubs(tab. 2 and fig.1).
Ambient cureSelectivity of DBTDL and K-KAT XK-614was compared by measuring the gloss offilms that were cast with aged paint. Filmswere cast immediately after mixing the 2-components and on hour intervals aftermixing. The films were baked 30 minutesat 80°C to step up the testing process. TheK-KAT XK-614 catalyzed paint was morestable than the DBTDL catalyzed paint.Gloss of DBTDL catalyzed films was sig-
ADDITIVESFig. 3 Pittura con0,06% di K-KATXK-614,invecchiata per 4ore primadell’applicazionein funzione di unapittura con 0,04%DBTL, stoccataper 2 ore primadell’applicazione
Tab. 3 Brillantezza 60°, % (pittura invecchiata) / 60° Gloss, % (aged paint)
0 83.9 83.3 81.71 83.3 83.0 65.12 82.9 83.0 30.63 82.0 81.6 20.94 82.2 80.2 20.35 81.1 77.0 18.1
Invecchiamento No catalizzatoredella pittura (ore) 0.06% K-KAT XK-614 0.04% DBTDLPaint Age (Hours) No Catalyst
*K-KAT XK-614 invecchiato 5 settimane a 50°C nel componente poliolo contenente acqua*K-KAT XK-614 aged 5 weeks at 50°C in the water containing polyol component
Tab. 4 Stabilità idrolitica: sviluppo della durezza dopo l’essiccazione inizialeHydrolytic stability: Hardness development after initial bake
K-KAT XK-614 51 107 107 109K-KAT XK-614 invecchiato*K-KAT XK-614 aged* 91 105 105 109
Durezza al pendolo / Pendulum HardnessCatalizzatore/Catalyst Iniziale/Initial 1 giorno/1 day 3 giorni/3 days 7 giorni/7 days
Fig. 2 Ritenzionedella brillantezzadi un’uretanicapigmentatabicomponente abase acquosacon pitturastoccata
Pigmented2-componentwaterborneurethane glossretention withaged paint
Bril
lant
ezza
60°
, %G
loss
60°
, %
Invecchiamento della pittura (ore) / Paint Age (Hours)
0.06% K-KAT XK-614 paint aged 4 hours before applicationvs. 0.04% DBTDL paint aged 2 hours before application

sti di organomercurio obbligano i for-mulatori a ricercare catalizzatori al-ternativi con prestazioni simili a quelledel catalizzatore mercurio. Gli studi quidi seguito riportati dimostrano le ca-ratteristiche prestazionali dei cataliz-zatori, che possono essere consideratiprodotti alternativi al mercurio.
Metodi di test del profilodi gelificazione Il metodo di test adottato per deter-minare il profilo di gelificazione è di-peso principalmente dalla termodina-mica della reazione. Per gli studi quidi seguito riportati sono stati impie-gati un reometro e un viscosimetro,utili a valutare l’elastomero morbidoe i sistemi adesivi che non davano luo-go a forti esotermie anche quando mi-scelati con masse consistenti. Peranalizzare un sistema esotermico èstato utilizzato un termometro. I siste -mi che danno luogo a prodotti duri enon flessibili, con un alto indice di pro-babilità generano forti esotermie du-rante il processo di reticolazione,mentre i sistemi dotati di superiori pro-prietà elastomeriche danno vita a unaminore esotermia.
Studi sul profilo di gelificazionedelle reazioni a esotermia deboleLe analisi dei sistemi che non hannogenerato forti reazioni esotermiche so-no state effettuate con l’ausilio di unreometro o di un viscosimetro. I reo-metri utilizzati in questi studi eranoAR-1000 e AR-2000 di TA Instruments.Queste apparecchiature sono in gra-do di dare i tempi di gelificazione in
termini quantitativi e in condizioni es-senzialmente statiche con il metododell’oscillazione. Effettuare i test digelificazione in condizioni statiche ri-muove le potenziali variazioni causa-te dalle forze di taglio in eccesso delmateriale. Il metodo dell’oscillazionegenera infatti dati modulari. G’ misu-ra la tendenza solido-elastica e G” mi-sura la tendenza viscosa o liquida.I tempi di gelificazione vengono mi-surati quantitativamente nel punto diintersezione di G’ e G”, oltre il qualeil campione viene considerato “pri-mariamente solido”. Per ragioni dichiarezza, i grafici includono gli sche-mi G’ che indicano lo sviluppo strut-turale.
Elastomero uretanicoIl poliolo selezionato per questo stu-dio era Poly-G 76-120 [11], un triolodell’ossido di polipropilene con pesoequivalente idrossilico pari a 480.L’isocianato selezionato era Desmo-dur E743 [12], un prepolimero poliiso-cianato a base di MDI con peso NCOequivalente, pari a 525.Fra i catalizzatori alternativi al mercu-rio, sviluppati da King Industries, Inc.si citano K-KAT XK-604, K-KAT XK-617e K-KAT XK-618. Questi catalizzatoricontengono diversi carbossilati delmetallo e i profili di gelificazione deisistemi catalizzati con questi “cocktails”di carbossilati del metallo sono equi-valenti a quelli dei sistemi catalizzaticon mercurio.È stato quindi impiegato un catalizza-tore organomercurio [13] come cam-pione di riferimento principale per
questo studio. Esso era un difenil mer-curio acetato al 20% in un diluentenon reattivo. È stata fissata una dura-ta target di gelificazione pari a 35-40minuti con 0.1% di metallo Hg o lo0,5% di catalizzatore. Come campionisono stati aggiunti anche il bismutocarbossilato e una combinazione di bi-smuto/zinco. Il catalizzatore bismutoè stato incluso per rappresentare unprofilo di gelificazione insufficiente e ilcatalizzatore bismuto/zinco era l’alter-nativa al mercurio disponibile in com-mercio. Come dimostrato sopra [14], lozinco e il bismuto possono agire si-nergicamente per fornire infine profi-li di gelificazione migliori. In fig. 4 siconfrontano i profili di gelificazionedel sistema catalizzato con i cataliz-zatori suddetti e con lo 0,12% di K-KATXK-618, come forniti dal produttore.In generale, i composti bismuto car-
bossilati puri sono sembrati più attividurante la fase iniziale della reazio-ne globale del poliolo/ipoliisocianato.I catalizzatori a base di bismuto ten-dono inoltre a perdere la loro effica-cia durante il processo di reticolazioneche spesso causa una scarsa retico-lazione in profondità. La disattivazio-ne è dovuta probabilmente all’idrolisidel catalizzatore bismuto. Il sistemacatalizzato bismuto/zinco ha un pun-to di inizio ritardato, tuttavia, l’entitàdella reazione oltre il punto di gelifi-cazione si è rivelata carente.Oltre al punto di inizio ritardato, il pro-filo di gelificazione ottimale presentaun grado crescente di sviluppo strut-turale oltre il punto di gelificazione.Come dimostrato nei sistemi cataliz-zati a base di mercurio e K-KAT XK-618, questo profilo determina unamigliore reticolazione in profondità.
Pitture e Vernici - European Coatings • 11-12 / 2010
ADDITIVI
27▼ ▼
nificantly reduced even after the first hourof aging. Gloss of films made with the K-KAT XK-614 paint started to decrease s-lightly after the paint was aged for 5 hours.(tab. 3 and figures 2 and 3). Fig. 3 compares a K-KAT XK-614 film thatwas cast with paint aged for 4 hours to aDBTDL film that was cast with paint thatwas only aged 2 hours.
Hydrolytic stability of K-KAT XK-614in a clear 2-component waterborneurethane systemThe formulation used to determine hy-drolytic stability of K-KAT XK-614 was aclear version of the above pigmented for-mulation. K-KAT XK-614 was stored in the aqueouspolyol component at 50°C for 5 weeks.The aged polyol containing the catalystwas then blended with the isocyanate andfilms were cast. Pendulum Hardness wasmeasured after baking at 80°C for 30 min-
utes and monitored while air drying 1, 3and 7 days. Hydrolytic stability of K-KAT XK-614 wasexcellent on heat aging in the water con-taining polyol component since it remainedeffective for hardness development andno detrimental effect on gloss was noted(tab. 4).K-KAT XK-614 can effectively acceleratethe polyol/isocyanate reaction in water-borne formulations, although the catalystis not water soluble. Therefore, K-KAT XK-614 must be proper-ly incorporated. If possible, K-KAT XK-614should be added to a hydrophobic phaseof the polyol component before water isadded. When adding to an aqueous polyol com-ponent, K-KAT XK-614 should be pre-blended with a co-solvent and added withagitation. K-KAT XK-614 is soluble in a va-riety of ester, ketone, alcohol, glycol, gly-col ether, aromatic and aliphatic solvents.
Non-coatings applications
In the area of elastomer, adhesive and othernon-coating urethane applications, catalystrequirements can vary depending on cure con-ditions and formulation components. Ure-thane elastomer applications can range fromsoft microcellular foams to rigid structuralcomposites. Issues related to catalyst selec-tion for these systems include selectivity(gassing, whether desirable or undesirable),latency and activity stability. Achieving thefull cure profile of mercury is a challenge. Inthe field of urethane elastomers and adhe-sives, organomercury compounds provideexcellent “snap cure” and selectivity, butthey are also very toxic. Organomercury com-pounds are known to provide a long induc-tion period followed by a sharp gelationprofile of 2-component urethane systems[10]. Many industrial adhesive, sealant andcastable elastomer applications often re-quire the “snap cure” reaction profile that
mercury catalysts can provide. Governmentregulations restricting the use of organomer-cury compounds compel formulators tosearch for alternative catalysts that can mim-ic the perfor mance of mercury catalysts. Thefollowing studies demonstrate performancecharacteristics of catalysts that can be con-sidered alternatives to mercury.
Gel profile test methodsThe type of test method used to determinethe gel profile mainly depended on the ther-modynamics of the reaction. For the follow-ing studies a rheometer and a viscometerwere used to evaluate soft elastomer and ad-hesive systems that did not generate strongexotherms even when mixed in a large mass.A temperature recorder was used to analyzea more exothermic system. Systems that pro-duce hard, non-flexible product will more like-ly generate strong exotherm during the curingprocess while systems that have more elas-tomeric properties generate less exotherm.
ADDITIVES
Fig. 4 Profili di gelificazione delle reazioni elastomeriche debolmenteesotermiche / Gel profiles of weak exothermic elastomer reactions
Catalizzatore Bismuto/zincoBismuth/Zinc Catalyst
Triolo poliestere/prepolimero MDIuguale gel time
Polyether triol/MDI PrepolymerEqual gel time
Catalizzatore BismutoBismuth Catalyst
Catalizzatore mercurioMercury Catalyst
K-KAT XK-618
Tempo / Time
4000
3500
3000
2500
2000
1500
1000
500
00 50 100 150 200 250 300 350 400

Adesivo uretanicoCome con gli elastomeri uretanici, ilrapporto fra la risposta alla reticola-zione e la pot life di un adesivo ureta-nico bicomponente dipende dal cata-lizzatore. Il sistema a base di resine utilizzatoper compiere lo studio dell’adesivouretanico era a base di PTMEG (Poli-tetrametilen etere-glicole)-prepolime-ro MDI e di un diolo poliestere.Il grado di reazione catalizzata è sta-to determinato preparando inizialmen-te campioni da 100 gr in un bicchie reda 250 mL. Un film di 20 mil è stato poi realizza-to su pannelli di alluminio, poi essic-cato per 5 minuti a 110°C. La risposta alla reticolazione o adesi-vità è stata invece determinata toc-cando il film con una bacchetta divetro. I film sono stati ritenuti secchial tatto quando la bacchetta di vetronon lasciava segni.L’incremento della viscosità è statomonitorato con un viscosimetro Bro-okfield DV-II+Pro, usando i campioniin una quantità di 150 gr. La viscositàè stata registrata ad intervalli di unminuto. In fig. 5 si analizza compara-tivamente il profilo della viscosità delsistema catalizzato con un bismuto car-bossilato e con K-KAT XK-618.
Le quantità di catalizzatore sono statepoi ottimizzate per ottenere un film sec-co al tatto con pot life massima.Il sistema catalizzato con K-KAT XK618 ha dato la stessa risposta di reti-colazione e migliore pot life del si-stema catalizzato con bismuto carbos-silato.
Studi del profilo di gelificazionedelle reazioni fortementeesotermicheL’analisi degli incrementi della tempe-ratura durante la reazione di sistemialtamente esotermici fornisce infor-
mazioni molto valide. In questo caso,sono stati utilizzati campioni di di-mensioni relativamente superiori perconsentire che la termodinamica pro-ducesse i suoi effetti. La quantità diformulazione utilizzata per la valuta-zione di ogni catalizzatore era pari a250 gr. I materiali sono stati miscelati
prima di versare 100 gr. in 2 bicchieridi plastica x 100 ml. Una sonda ter-mocoppia è stata posta immediata-mente in uno dei bicchieri e fissata suun supporto per mantenere una pro-fondità costante in ogni campione
(~1.3 cm dalla parte superiore). La ter-mocoppia è stata poi collegata a un ter-mometro interfacciato con un computer.I tempi di gelificazione approssimativisi sono basati sui rilevamenti fisici del-la sonda nel materiale nel bicchieresenza il sensore termico. Questo me-todo ha prodotto le curve termiche chesono apparse strettamente correlate aiprofili di gelificazione.Gli incrementi di temperatura di una rea-zione altamente esotermica possono at-tivare o intensificare l’attivazione deicatalizzatori che sono interamente o par-zialmente inibiti. In questo caso, i cata-lizzatori attivati dal calore possonovirtualmente migliorare la risposta deisistemi alla reticolazione istantanea.Per dimostrare l’attivazione del cataliz-zatore grazie al calore in questo pro-cesso, è stato condotto uno studio conl’uso del polimero a basso peso mole-colare MDI e un triolo polietere in gra-do di raggiungere le temperature direazione oltre i 140°C. I due profili ter-mici di reazione riportati in fig. 6 de-scrivono comparativamente il sistemacatalizzato con un bismuto carbossila-to puro e K-KAT XK-614. I profili dellareazione suggeriscono che K-KATXK-614 si attiva sempre di più con l’ap-prossimarsi della temperatura agli 80°Cproducendo la reticolazione istantanea.
ADDITIVI
Pitture e Vernici - European Coatings • 11-12 / 201028 ▼ ▼
Gel profile studies of weakexothermic reactionsAnalyses of systems that did not generatestrong exotherms were conducted withrheometers or a viscometer. The rheome-ters used in these studies were the AR-1000and AR-2000 from TA Instruments. Theseinstruments are capable of providing quan-titative gel times under essentially staticconditions using an oscillation method. Per-forming gel tests under static conditionseliminates potential variations caused byover-shearing the material. The oscillationmethod generates modulus data. G’ meas-ures the elastic, or solid, tendency and G”measures the viscous, or liquid, tendency.Gel times are quantitatively measured atthe cross-over point of G’ and G” beyondwhich the sample is considered “primarilysolid”. For clarity the graphs only includethe G’ plots which indicates structure de-velopment.
Urethane elastomerThe polyol selected for this study was Poly-G 76-120 [11], a polypropylene oxide triolwith a hydroxyl equivalent weight of 480.The isocyanate selected was DesmodurE743 [12], a polyisocyanate prepolymerbased on MDI with an NCO equivalentweight of 525. A series of mercury alterna-tive catalysts developed by King Industries,
Inc. include K-KAT XK-604, K-KAT XK-617and K-KAT XK-618. These catalysts containseveral metal carboxylates. Gel profiles ofsystems catalyzed with these metal car-boxylate “cocktails” are comparable to gelprofiles of mercury catalyzed systems. Anorganomercury catalyst [13] was used asthe primary control in this study. It is 20%diphenyl mercury acetate in a non-reactivediluent. A 35-40 minute gel time targetrange was established with 0.1% Hg met-al, or 0.5% catalyst as supplied. Also in-cluded as controls were a bismuthcarboxylate catalyst and a bismuth/zinccombination. The bismuth catalyst was in-cluded to represent a poor gel profile andthe bismuth/zinc catalyst represents a com-mercial mercury alternative. As previouslydemonstrated [14], zinc and bismuth canwork synergistically to provide improved gelprofiles. Fig. 4 compares the gel profiles ofthe system catalyzed with abovementionedcatalysts and with 0.12% K-KAT XK-618 assupplied. In general, the straight bismuthcarboxylate compounds appeared to bemore active during the initial phase of theoverall polyol/polyisocyanate reaction. Bis-muth catalysts also tend to lose activity dur-ing the curing process which often leads topoor through cure. This deactivation is like-ly due to hydrolysis hydrolysis of the bis-muth catalyst. The bismuth/zinc catalyzed
system had a delayed onset point, howev-er, the reaction rate beyond the gel pointwas still lacking. In addition to a delayedonset point, the optimum gel profile has aprogressively increasing rate of structuredevelopment beyond the gel point. Asdemonstrated with the mercury and K-KATXK-618 catalyzed systems, such a profilewill lead to better through cure.
Urethane adhesiveAs with urethane elastomers, the relation-ship between cure response and pot life ofa 2-component urethane adhesive is de-pendent on the catalyst. The resin systemused for the urethane adhesive study wasbased on a PTMEG (Polytetramethyleneether glycol)-MDI prepolymer and a poly-ether diol. Catalyzed reaction rates weredetermined by initially preparing 100 gramsamples in 250 mL beakers. A 20 mil filmwas cast onto aluminum panels and bakedfor 5 minutes at 110°C. Cure response, ortack, was determined by touching the filmwith a glass rod. The films were consideredtack free when the glass rod left no mark.Viscosity increase of was monitored with aBrookfield DV-II+ Pro Viscometer using 150gram samples. Viscosity was recorded atone minute intervals. Fig. 5 compares theviscosity profile of the system catalyzed witha bismuth carboxylate and with K-KAT XK-
618. Catalyst levels were optimized to ob-tain a tack free film and maximum pot life.The system catalyzed with K-KAT XK-618provided equal cure and longer pot life thanthe bismuth carboxylate catalyzed system.
Gel profile studies of strongexothermic reactionsAnalysis of the temperature increase dur-ing the reaction of strong exothermic sys-tems provides valuable profile information.In this case, relatively large samples wereused to allow for the thermodynamics totake effect. The amount of formulation usedfor each catalyst evaluation was 250 grams.The materials were mixed before pouring100 grams into 2X100 ml plastic beakers.A thermocouple probe was immediatelyplaced into one of the beakers. The probefixed to a stand to maintain a constant depthin each sample (~1.3 cm from the top). Thethermocouple was connected to a temper-ature recorder that was interfaced with acomputer. Approximate gel times werebased on physically probing the material inthe beaker without the temperature probe.This method generated temperature curvesthat seem to closely correlate with the gelprofiles. The increasing temperature of astrong exothermic reaction can activate, orincrease the activation, of catalysts that arefully or partially inhibited. In this case, a
ADDITIVES
Fig. 5 Profili di gelificazione delle reazioni dell’adesivo, debolmenteesotermiche / Gel profiles of weak exothermic adhesive reactions
Vis
cosi
tàV
isco
sity
Minuti a temperatura ambiente / Minutes at RT
2500
2000
1500
1000
500
00 10 20 30 40 50 60

Conclusioni
Si è utilizzata una serie di catalizzato-ri per varie applicazioni CASE. Questicatalizzatori possono offrire una pre-stazione simile o eccellente rispettoai catalizzatori a base di mercurio ostagno senza causare problemi di in-quinamento ambientale. In particolare, K-KAT XK-614 è un ca-talizzatore versatile, efficace nei coa-ting a base acquosa e nei sistemi
elastomerici. Presenta una buona sta-bilità idrolitica e tende ad accelerarela reazione poliolo/isocianato in pre-senza di acqua, causando una minoregassatura. Nelle applicazioni di ure-taniche non-coating, i catalizzatori K-KAT a base di un “cocktail” di metallomiscelato hanno dato profili di rea-zione simili rispetto al mercurio ed ec-cellenti profili di reazione rispetto albismuto e alle combinazioni di bismu-to/zinco.
Pitture e Vernici - European Coatings • 11-12 / 2010
ADDITIVI
29
heat activated catalysts can potentially en-hance the systems snap cure response. Todemonstrate heat activation of a catalystusing this process, a study was conductedusing a low molecular weight polymeric M-DI with a polyether triol that was capable ofreaching reaction temperatures above140°C. The two reaction temperature pro-files in Fig. 6 compare the system catalyzedwith a straight bismuth carboxylate catalystand K-KAT XK-614. The reaction profiles sug-gest that the K-KAT XK-614 becomes in-creasingly active as the temperature ap-proaches 80°C, providing more snap cure.
Summary and Conclusions
A series of newly developed catalysts arebeing utilized in a variety of CASE appli-cations. These catalysts are capable of pro-viding similar or exceptional performancewhen compared to tin and mercury cata-lysts without the associated environmen-tal concerns. In particular, K-KAT XK-614is a versatile catalyst that is affective inwaterborne coatings and elastomer sys-tems. It has good hydrolytic stability andit has more tendency to accelerate the
polyol/isocyanate reaction in the presenceof water, resulting in less gassing. In non-coating urethane applications, the mixedmetal “cocktail” K-KAT catalysts havedemonstrated similar reaction profilescompared to mercury, and exceptional re-action profiles compared to bismuth andbismuth/zinc combinations.
Acknowledgements
We thank Marvin Blair for evaluations ofthe new catalysts in various coating sys-tems. We thank King Industries for per-mission to publish this work.
References
[1] Florio, J. J., Miller, D. J., Handbook ofCoatings Additives Second Edition, Mar-cel Dekker/CRC Press, New York, 2004[2] Florio, J. J., Non-Tin Metal Catalystsfor Urethane Coatings. Paint & CoatingsIndustry 1997, 13 (10) 110.[3] K-KAT catalysts are products of KingIndustries, Inc.[4] Ravichandran, R., Hsieh, B., Florio, J.
J., Coughlin, R. D., New Tin Free Orga-nometallic Catalysts for Urethanes. 2010ACS, Charlotte, NC[5] Bayer Material Science, BayhydrolA145: Aqueous hydroxyl-functional poly-acrylic dispersion, solids % = 45, OH eq.wt. ~ 1145 as supplied[6] Air Products, Surfynol 104 BC: Surfac-tant, 50% in Butyl Cellosolve[7] Rohm & Haas, Acrysol RM-8: Rheolo-gy modifier[8] Tronox Incorporated, TiO2 pigment[9] Bayer Material Science, Bayhydur 304:Hydrophilically modified, aliphatic poly-
isocyanate based on HDI, solids % = 100,NCO eq. wt. ~ 230[10] Robins, J. Appl. Polym. Sci., 9 (1965), 821[11] Arch Chemical, Poly-G 76-120:polypropylene oxide triol, hydroxyl equiv-alent weight = 480[12] Bayer Material Science, DesmodurE743: polyisocyanate prepolymer basedon MDI, NCO equivalent weight = 525[13] CasChem , Cocure 44 and Cocure 55[14] Arenivar, J. D., Viscosity Control ofCuring Elastomers Using BiCAT® Catalysts.Polyurethane 1995, September 26-29,1995. 131-136.
John Florio consegue la laurea in Chimica presso la Sacred Heart University di Fair-field, CT. Da quando lavora per King Industries, dal 1981, John ha offerto un note-vole contributo allo sviluppo dei cicli produttivi basati aull’uso di catalizzatori e polioli.Ha redatto o collaborato alla redazione di molti articoli sui processi chimici uretanicied è co-editore del libro “Handbook of Coatings Additives, Second Edition”, pubbli-cato da Dekker/CRC Press. Gli sono stati rilasciati brevetti nel campo dei catalizzatoriuretanici e attualmente, presso King Industies riveste la carica di responsabile del ser-vizio tecnico.
John Florio received his Bachelors Degree in Chemistry from Sacred Heart University inFairfield, CT. Since joining King Industries in 1981, John has made significant contri-butions to the development of their catalyst and polyol programs. He has authoredor co-authored many articles related to urethane chemistry and is co-editor of the book,“Handbook of Coatings Additives, Second Edition”, published by Dekker/CRC Press.He holds patents in the area of urethane catalysts. His current position at King Indus-tries is Technical Service Group Leader.
CURRICULUM VITAE
Fig. 6Profili digelificazionedelle reazionielastomerichefortementeesotermiche
Gel profilesof strongexothermicelastomerreactions
Tem
pera
tura
, °C
Tem
pera
ture
, °C
Minuti a temperatura ambiente / Minutes @ ambient
ADDITIVES

sti di organomercurio obbligano i for-mulatori a ricercare catalizzatori al-ternativi con prestazioni simili a quelledel catalizzatore mercurio. Gli studi quidi seguito riportati dimostrano le ca-ratteristiche prestazionali dei cataliz-zatori, che possono essere consideratiprodotti alternativi al mercurio.
Metodi di test del profilodi gelificazione Il metodo di test adottato per deter-minare il profilo di gelificazione è di-peso principalmente dalla termodina-mica della reazione. Per gli studi quidi seguito riportati sono stati impie-gati un reometro e un viscosimetro,utili a valutare l’elastomero morbidoe i sistemi adesivi che non davano luo-go a forti esotermie anche quando mi-scelati con masse consistenti. Peranalizzare un sistema esotermico èstato utilizzato un termometro. I siste -mi che danno luogo a prodotti duri enon flessibili, con un alto indice di pro-babilità generano forti esotermie du-rante il processo di reticolazione,mentre i sistemi dotati di superiori pro-prietà elastomeriche danno vita a unaminore esotermia.
Studi sul profilo di gelificazionedelle reazioni a esotermia deboleLe analisi dei sistemi che non hannogenerato forti reazioni esotermiche so-no state effettuate con l’ausilio di unreometro o di un viscosimetro. I reo-metri utilizzati in questi studi eranoAR-1000 e AR-2000 di TA Instruments.Queste apparecchiature sono in gra-do di dare i tempi di gelificazione in
termini quantitativi e in condizioni es-senzialmente statiche con il metododell’oscillazione. Effettuare i test digelificazione in condizioni statiche ri-muove le potenziali variazioni causa-te dalle forze di taglio in eccesso delmateriale. Il metodo dell’oscillazionegenera infatti dati modulari. G’ misu-ra la tendenza solido-elastica e G” mi-sura la tendenza viscosa o liquida.I tempi di gelificazione vengono mi-surati quantitativamente nel punto diintersezione di G’ e G”, oltre il qualeil campione viene considerato “pri-mariamente solido”. Per ragioni dichiarezza, i grafici includono gli sche-mi G’ che indicano lo sviluppo strut-turale.
Elastomero uretanicoIl poliolo selezionato per questo stu-dio era Poly-G 76-120 [11], un triolodell’ossido di polipropilene con pesoequivalente idrossilico pari a 480.L’isocianato selezionato era Desmo-dur E743 [12], un prepolimero poliiso-cianato a base di MDI con peso NCOequivalente, pari a 525.Fra i catalizzatori alternativi al mercu-rio, sviluppati da King Industries, Inc.si citano K-KAT XK-604, K-KAT XK-617e K-KAT XK-618. Questi catalizzatoricontengono diversi carbossilati delmetallo e i profili di gelificazione deisistemi catalizzati con questi “cocktails”di carbossilati del metallo sono equi-valenti a quelli dei sistemi catalizzaticon mercurio.È stato quindi impiegato un catalizza-tore organomercurio [13] come cam-pione di riferimento principale per
questo studio. Esso era un difenil mer-curio acetato al 20% in un diluentenon reattivo. È stata fissata una dura-ta target di gelificazione pari a 35-40minuti con 0.1% di metallo Hg o lo0,5% di catalizzatore. Come campionisono stati aggiunti anche il bismutocarbossilato e una combinazione di bi-smuto/zinco. Il catalizzatore bismutoè stato incluso per rappresentare unprofilo di gelificazione insufficiente e ilcatalizzatore bismuto/zinco era l’alter-nativa al mercurio disponibile in com-mercio. Come dimostrato sopra [14], lozinco e il bismuto possono agire si-nergicamente per fornire infine profi-li di gelificazione migliori. In fig. 4 siconfrontano i profili di gelificazionedel sistema catalizzato con i cataliz-zatori suddetti e con lo 0,12% di K-KATXK-618, come forniti dal produttore.In generale, i composti bismuto car-
bossilati puri sono sembrati più attividurante la fase iniziale della reazio-ne globale del poliolo/ipoliisocianato.I catalizzatori a base di bismuto ten-dono inoltre a perdere la loro effica-cia durante il processo di reticolazioneche spesso causa una scarsa retico-lazione in profondità. La disattivazio-ne è dovuta probabilmente all’idrolisidel catalizzatore bismuto. Il sistemacatalizzato bismuto/zinco ha un pun-to di inizio ritardato, tuttavia, l’entitàdella reazione oltre il punto di gelifi-cazione si è rivelata carente.Oltre al punto di inizio ritardato, il pro-filo di gelificazione ottimale presentaun grado crescente di sviluppo strut-turale oltre il punto di gelificazione.Come dimostrato nei sistemi cataliz-zati a base di mercurio e K-KAT XK-618, questo profilo determina unamigliore reticolazione in profondità.
Pitture e Vernici - European Coatings • 11-12 / 2010
ADDITIVI
27▼ ▼
nificantly reduced even after the first hourof aging. Gloss of films made with the K-KAT XK-614 paint started to decrease s-lightly after the paint was aged for 5 hours.(tab. 3 and figures 2 and 3). Fig. 3 compares a K-KAT XK-614 film thatwas cast with paint aged for 4 hours to aDBTDL film that was cast with paint thatwas only aged 2 hours.
Hydrolytic stability of K-KAT XK-614in a clear 2-component waterborneurethane systemThe formulation used to determine hy-drolytic stability of K-KAT XK-614 was aclear version of the above pigmented for-mulation. K-KAT XK-614 was stored in the aqueouspolyol component at 50°C for 5 weeks.The aged polyol containing the catalystwas then blended with the isocyanate andfilms were cast. Pendulum Hardness wasmeasured after baking at 80°C for 30 min-
utes and monitored while air drying 1, 3and 7 days. Hydrolytic stability of K-KAT XK-614 wasexcellent on heat aging in the water con-taining polyol component since it remainedeffective for hardness development andno detrimental effect on gloss was noted(tab. 4).K-KAT XK-614 can effectively acceleratethe polyol/isocyanate reaction in water-borne formulations, although the catalystis not water soluble. Therefore, K-KAT XK-614 must be proper-ly incorporated. If possible, K-KAT XK-614should be added to a hydrophobic phaseof the polyol component before water isadded. When adding to an aqueous polyol com-ponent, K-KAT XK-614 should be pre-blended with a co-solvent and added withagitation. K-KAT XK-614 is soluble in a va-riety of ester, ketone, alcohol, glycol, gly-col ether, aromatic and aliphatic solvents.
Non-coatings applications
In the area of elastomer, adhesive and othernon-coating urethane applications, catalystrequirements can vary depending on cure con-ditions and formulation components. Ure-thane elastomer applications can range fromsoft microcellular foams to rigid structuralcomposites. Issues related to catalyst selec-tion for these systems include selectivity(gassing, whether desirable or undesirable),latency and activity stability. Achieving thefull cure profile of mercury is a challenge. Inthe field of urethane elastomers and adhe-sives, organomercury compounds provideexcellent “snap cure” and selectivity, butthey are also very toxic. Organomercury com-pounds are known to provide a long induc-tion period followed by a sharp gelationprofile of 2-component urethane systems[10]. Many industrial adhesive, sealant andcastable elastomer applications often re-quire the “snap cure” reaction profile that
mercury catalysts can provide. Governmentregulations restricting the use of organomer-cury compounds compel formulators tosearch for alternative catalysts that can mim-ic the perfor mance of mercury catalysts. Thefollowing studies demonstrate performancecharacteristics of catalysts that can be con-sidered alternatives to mercury.
Gel profile test methodsThe type of test method used to determinethe gel profile mainly depended on the ther-modynamics of the reaction. For the follow-ing studies a rheometer and a viscometerwere used to evaluate soft elastomer and ad-hesive systems that did not generate strongexotherms even when mixed in a large mass.A temperature recorder was used to analyzea more exothermic system. Systems that pro-duce hard, non-flexible product will more like-ly generate strong exotherm during the curingprocess while systems that have more elas-tomeric properties generate less exotherm.
ADDITIVES
Fig. 4 Profili di gelificazione delle reazioni elastomeriche debolmenteesotermiche / Gel profiles of weak exothermic elastomer reactions
Catalizzatore Bismuto/zincoBismuth/Zinc Catalyst
Triolo poliestere/prepolimero MDIuguale gel time
Polyether triol/MDI PrepolymerEqual gel time
Catalizzatore BismutoBismuth Catalyst
Catalizzatore mercurioMercury Catalyst
K-KAT XK-618
Tempo / Time
4000
3500
3000
2500
2000
1500
1000
500
00 50 100 150 200 250 300 350 400

Adesivo uretanicoCome con gli elastomeri uretanici, ilrapporto fra la risposta alla reticola-zione e la pot life di un adesivo ureta-nico bicomponente dipende dal cata-lizzatore. Il sistema a base di resine utilizzatoper compiere lo studio dell’adesivouretanico era a base di PTMEG (Poli-tetrametilen etere-glicole)-prepolime-ro MDI e di un diolo poliestere.Il grado di reazione catalizzata è sta-to determinato preparando inizialmen-te campioni da 100 gr in un bicchie reda 250 mL. Un film di 20 mil è stato poi realizza-to su pannelli di alluminio, poi essic-cato per 5 minuti a 110°C. La risposta alla reticolazione o adesi-vità è stata invece determinata toc-cando il film con una bacchetta divetro. I film sono stati ritenuti secchial tatto quando la bacchetta di vetronon lasciava segni.L’incremento della viscosità è statomonitorato con un viscosimetro Bro-okfield DV-II+Pro, usando i campioniin una quantità di 150 gr. La viscositàè stata registrata ad intervalli di unminuto. In fig. 5 si analizza compara-tivamente il profilo della viscosità delsistema catalizzato con un bismuto car-bossilato e con K-KAT XK-618.
Le quantità di catalizzatore sono statepoi ottimizzate per ottenere un film sec-co al tatto con pot life massima.Il sistema catalizzato con K-KAT XK618 ha dato la stessa risposta di reti-colazione e migliore pot life del si-stema catalizzato con bismuto carbos-silato.
Studi del profilo di gelificazionedelle reazioni fortementeesotermicheL’analisi degli incrementi della tempe-ratura durante la reazione di sistemialtamente esotermici fornisce infor-
mazioni molto valide. In questo caso,sono stati utilizzati campioni di di-mensioni relativamente superiori perconsentire che la termodinamica pro-ducesse i suoi effetti. La quantità diformulazione utilizzata per la valuta-zione di ogni catalizzatore era pari a250 gr. I materiali sono stati miscelati
prima di versare 100 gr. in 2 bicchieridi plastica x 100 ml. Una sonda ter-mocoppia è stata posta immediata-mente in uno dei bicchieri e fissata suun supporto per mantenere una pro-fondità costante in ogni campione
(~1.3 cm dalla parte superiore). La ter-mocoppia è stata poi collegata a un ter-mometro interfacciato con un computer.I tempi di gelificazione approssimativisi sono basati sui rilevamenti fisici del-la sonda nel materiale nel bicchieresenza il sensore termico. Questo me-todo ha prodotto le curve termiche chesono apparse strettamente correlate aiprofili di gelificazione.Gli incrementi di temperatura di una rea-zione altamente esotermica possono at-tivare o intensificare l’attivazione deicatalizzatori che sono interamente o par-zialmente inibiti. In questo caso, i cata-lizzatori attivati dal calore possonovirtualmente migliorare la risposta deisistemi alla reticolazione istantanea.Per dimostrare l’attivazione del cataliz-zatore grazie al calore in questo pro-cesso, è stato condotto uno studio conl’uso del polimero a basso peso mole-colare MDI e un triolo polietere in gra-do di raggiungere le temperature direazione oltre i 140°C. I due profili ter-mici di reazione riportati in fig. 6 de-scrivono comparativamente il sistemacatalizzato con un bismuto carbossila-to puro e K-KAT XK-614. I profili dellareazione suggeriscono che K-KATXK-614 si attiva sempre di più con l’ap-prossimarsi della temperatura agli 80°Cproducendo la reticolazione istantanea.
ADDITIVI
Pitture e Vernici - European Coatings • 11-12 / 201028 ▼ ▼
Gel profile studies of weakexothermic reactionsAnalyses of systems that did not generatestrong exotherms were conducted withrheometers or a viscometer. The rheome-ters used in these studies were the AR-1000and AR-2000 from TA Instruments. Theseinstruments are capable of providing quan-titative gel times under essentially staticconditions using an oscillation method. Per-forming gel tests under static conditionseliminates potential variations caused byover-shearing the material. The oscillationmethod generates modulus data. G’ meas-ures the elastic, or solid, tendency and G”measures the viscous, or liquid, tendency.Gel times are quantitatively measured atthe cross-over point of G’ and G” beyondwhich the sample is considered “primarilysolid”. For clarity the graphs only includethe G’ plots which indicates structure de-velopment.
Urethane elastomerThe polyol selected for this study was Poly-G 76-120 [11], a polypropylene oxide triolwith a hydroxyl equivalent weight of 480.The isocyanate selected was DesmodurE743 [12], a polyisocyanate prepolymerbased on MDI with an NCO equivalentweight of 525. A series of mercury alterna-tive catalysts developed by King Industries,
Inc. include K-KAT XK-604, K-KAT XK-617and K-KAT XK-618. These catalysts containseveral metal carboxylates. Gel profiles ofsystems catalyzed with these metal car-boxylate “cocktails” are comparable to gelprofiles of mercury catalyzed systems. Anorganomercury catalyst [13] was used asthe primary control in this study. It is 20%diphenyl mercury acetate in a non-reactivediluent. A 35-40 minute gel time targetrange was established with 0.1% Hg met-al, or 0.5% catalyst as supplied. Also in-cluded as controls were a bismuthcarboxylate catalyst and a bismuth/zinccombination. The bismuth catalyst was in-cluded to represent a poor gel profile andthe bismuth/zinc catalyst represents a com-mercial mercury alternative. As previouslydemonstrated [14], zinc and bismuth canwork synergistically to provide improved gelprofiles. Fig. 4 compares the gel profiles ofthe system catalyzed with abovementionedcatalysts and with 0.12% K-KAT XK-618 assupplied. In general, the straight bismuthcarboxylate compounds appeared to bemore active during the initial phase of theoverall polyol/polyisocyanate reaction. Bis-muth catalysts also tend to lose activity dur-ing the curing process which often leads topoor through cure. This deactivation is like-ly due to hydrolysis hydrolysis of the bis-muth catalyst. The bismuth/zinc catalyzed
system had a delayed onset point, howev-er, the reaction rate beyond the gel pointwas still lacking. In addition to a delayedonset point, the optimum gel profile has aprogressively increasing rate of structuredevelopment beyond the gel point. Asdemonstrated with the mercury and K-KATXK-618 catalyzed systems, such a profilewill lead to better through cure.
Urethane adhesiveAs with urethane elastomers, the relation-ship between cure response and pot life ofa 2-component urethane adhesive is de-pendent on the catalyst. The resin systemused for the urethane adhesive study wasbased on a PTMEG (Polytetramethyleneether glycol)-MDI prepolymer and a poly-ether diol. Catalyzed reaction rates weredetermined by initially preparing 100 gramsamples in 250 mL beakers. A 20 mil filmwas cast onto aluminum panels and bakedfor 5 minutes at 110°C. Cure response, ortack, was determined by touching the filmwith a glass rod. The films were consideredtack free when the glass rod left no mark.Viscosity increase of was monitored with aBrookfield DV-II+ Pro Viscometer using 150gram samples. Viscosity was recorded atone minute intervals. Fig. 5 compares theviscosity profile of the system catalyzed witha bismuth carboxylate and with K-KAT XK-
618. Catalyst levels were optimized to ob-tain a tack free film and maximum pot life.The system catalyzed with K-KAT XK-618provided equal cure and longer pot life thanthe bismuth carboxylate catalyzed system.
Gel profile studies of strongexothermic reactionsAnalysis of the temperature increase dur-ing the reaction of strong exothermic sys-tems provides valuable profile information.In this case, relatively large samples wereused to allow for the thermodynamics totake effect. The amount of formulation usedfor each catalyst evaluation was 250 grams.The materials were mixed before pouring100 grams into 2X100 ml plastic beakers.A thermocouple probe was immediatelyplaced into one of the beakers. The probefixed to a stand to maintain a constant depthin each sample (~1.3 cm from the top). Thethermocouple was connected to a temper-ature recorder that was interfaced with acomputer. Approximate gel times werebased on physically probing the material inthe beaker without the temperature probe.This method generated temperature curvesthat seem to closely correlate with the gelprofiles. The increasing temperature of astrong exothermic reaction can activate, orincrease the activation, of catalysts that arefully or partially inhibited. In this case, a
ADDITIVES
Fig. 5 Profili di gelificazione delle reazioni dell’adesivo, debolmenteesotermiche / Gel profiles of weak exothermic adhesive reactions
Vis
cosi
tàV
isco
sity
Minuti a temperatura ambiente / Minutes at RT
2500
2000
1500
1000
500
00 10 20 30 40 50 60

Conclusioni
Si è utilizzata una serie di catalizzato-ri per varie applicazioni CASE. Questicatalizzatori possono offrire una pre-stazione simile o eccellente rispettoai catalizzatori a base di mercurio ostagno senza causare problemi di in-quinamento ambientale. In particolare, K-KAT XK-614 è un ca-talizzatore versatile, efficace nei coa-ting a base acquosa e nei sistemi
elastomerici. Presenta una buona sta-bilità idrolitica e tende ad accelerarela reazione poliolo/isocianato in pre-senza di acqua, causando una minoregassatura. Nelle applicazioni di ure-taniche non-coating, i catalizzatori K-KAT a base di un “cocktail” di metallomiscelato hanno dato profili di rea-zione simili rispetto al mercurio ed ec-cellenti profili di reazione rispetto albismuto e alle combinazioni di bismu-to/zinco.
Pitture e Vernici - European Coatings • 11-12 / 2010
ADDITIVI
29
heat activated catalysts can potentially en-hance the systems snap cure response. Todemonstrate heat activation of a catalystusing this process, a study was conductedusing a low molecular weight polymeric M-DI with a polyether triol that was capable ofreaching reaction temperatures above140°C. The two reaction temperature pro-files in Fig. 6 compare the system catalyzedwith a straight bismuth carboxylate catalystand K-KAT XK-614. The reaction profiles sug-gest that the K-KAT XK-614 becomes in-creasingly active as the temperature ap-proaches 80°C, providing more snap cure.
Summary and Conclusions
A series of newly developed catalysts arebeing utilized in a variety of CASE appli-cations. These catalysts are capable of pro-viding similar or exceptional performancewhen compared to tin and mercury cata-lysts without the associated environmen-tal concerns. In particular, K-KAT XK-614is a versatile catalyst that is affective inwaterborne coatings and elastomer sys-tems. It has good hydrolytic stability andit has more tendency to accelerate the
polyol/isocyanate reaction in the presenceof water, resulting in less gassing. In non-coating urethane applications, the mixedmetal “cocktail” K-KAT catalysts havedemonstrated similar reaction profilescompared to mercury, and exceptional re-action profiles compared to bismuth andbismuth/zinc combinations.
Acknowledgements
We thank Marvin Blair for evaluations ofthe new catalysts in various coating sys-tems. We thank King Industries for per-mission to publish this work.
References
[1] Florio, J. J., Miller, D. J., Handbook ofCoatings Additives Second Edition, Mar-cel Dekker/CRC Press, New York, 2004[2] Florio, J. J., Non-Tin Metal Catalystsfor Urethane Coatings. Paint & CoatingsIndustry 1997, 13 (10) 110.[3] K-KAT catalysts are products of KingIndustries, Inc.[4] Ravichandran, R., Hsieh, B., Florio, J.
J., Coughlin, R. D., New Tin Free Orga-nometallic Catalysts for Urethanes. 2010ACS, Charlotte, NC[5] Bayer Material Science, BayhydrolA145: Aqueous hydroxyl-functional poly-acrylic dispersion, solids % = 45, OH eq.wt. ~ 1145 as supplied[6] Air Products, Surfynol 104 BC: Surfac-tant, 50% in Butyl Cellosolve[7] Rohm & Haas, Acrysol RM-8: Rheolo-gy modifier[8] Tronox Incorporated, TiO2 pigment[9] Bayer Material Science, Bayhydur 304:Hydrophilically modified, aliphatic poly-
isocyanate based on HDI, solids % = 100,NCO eq. wt. ~ 230[10] Robins, J. Appl. Polym. Sci., 9 (1965), 821[11] Arch Chemical, Poly-G 76-120:polypropylene oxide triol, hydroxyl equiv-alent weight = 480[12] Bayer Material Science, DesmodurE743: polyisocyanate prepolymer basedon MDI, NCO equivalent weight = 525[13] CasChem , Cocure 44 and Cocure 55[14] Arenivar, J. D., Viscosity Control ofCuring Elastomers Using BiCAT® Catalysts.Polyurethane 1995, September 26-29,1995. 131-136.
John Florio consegue la laurea in Chimica presso la Sacred Heart University di Fair-field, CT. Da quando lavora per King Industries, dal 1981, John ha offerto un note-vole contributo allo sviluppo dei cicli produttivi basati aull’uso di catalizzatori e polioli.Ha redatto o collaborato alla redazione di molti articoli sui processi chimici uretanicied è co-editore del libro “Handbook of Coatings Additives, Second Edition”, pubbli-cato da Dekker/CRC Press. Gli sono stati rilasciati brevetti nel campo dei catalizzatoriuretanici e attualmente, presso King Industies riveste la carica di responsabile del ser-vizio tecnico.
John Florio received his Bachelors Degree in Chemistry from Sacred Heart University inFairfield, CT. Since joining King Industries in 1981, John has made significant contri-butions to the development of their catalyst and polyol programs. He has authoredor co-authored many articles related to urethane chemistry and is co-editor of the book,“Handbook of Coatings Additives, Second Edition”, published by Dekker/CRC Press.He holds patents in the area of urethane catalysts. His current position at King Indus-tries is Technical Service Group Leader.
CURRICULUM VITAE
Fig. 6Profili digelificazionedelle reazionielastomerichefortementeesotermiche
Gel profilesof strongexothermicelastomerreactions
Tem
pera
tura
, °C
Tem
pera
ture
, °C
Minuti a temperatura ambiente / Minutes @ ambient
ADDITIVES


Coating Hardide™ CVD resistenti all’usura,all’erosione e alla corrosione■ Dr. Yuri N. Zhuk - Hardide Plc (UK)
Introduzione
I componenti d’acciaio con rivesti-menti duri sono un’alternativa inte-ressante all’impiego di materiali durisfusi, ad esempio la ceramica o i me-talli duri a base di carburo sinterizza-to. Produrre un articolo con formacomplessa e dimensioni precise conla ceramica può essere un processomolto dispendioso e di lunga durata.I materiali sfusi duri, spesso sono an-che fragili e impongono dei limiti ri-gorosi alla dimensione della parte dalavorare e forme quali come le filet-tature, gli spigoli appuntiti o piccoliparticolari possono facilmente subireun danneggiamento durante la lavo-razione o il trattamento. È molto piùeconomico e semplice realizzare lastessa parte con forma complessa conl’acciaio resistente per poi applicareun rivestimento duro di qualità avan-zata che offre uguali o superiori pro-prietà di resistenza all’usura e al -l’erosione dei materiali duri sfusi.Il componente d’acciaio rivestito resi-ste maggiormente alle deformazioni oagli urti da carico e permette al pro-gettista di lavorare particolari detta-gliati come piccoli fori, filettature ospigoli appuntiti così da ottenere unasuperiore prestazione tecnica.
Il rivestimento duro deve avere unospessore sufficientemente alto perconferire alla parte la durabilità ri-chiesta e la capacità di resistere al ca-rico.Inoltre, la tecnologia di rivestimentodeve essere in grado di coprire in mo-do uniforme forme complesse per ri-durre al minimo le operazioni di finiturasuccessive. I coating Hardide sono sta-ti sviluppati specificatamente per pos-sedere queste caratteristiche tecniche.Sono disponibili sul mercato vari coa-ting duri per trattamenti superficiali,ad esempio i rivestimenti applicati perspruzzatura termica e al plasma, laplaccatura dura al cromo, PVD (depo-sizione fisica da fase vapore) e CVD –nitrurazione - Trattamento al boro.È altresì vero, comunque, che ciascu-no di questi processi ben consolidatipresenta dei limiti. In particolare, i pro-cessi PVD e CVD tradizionali danno ri-vestimenti a basso spessore, pari ameno di 5 micron [1, 10, 11], i qualinon sono dotati di resistenza all’a -brasione e all’erosione e che richie-dono un substrato duro per acquisirealte capacità di carico. La placcaturaal cromo è molto dibattuta in quantonon è ecocompatibile e sebbene i ri-vestimenti per spruzzatura siano con-siderati un’alternativa al cromo, essi
Pitture e Vernici - European Coatings • 11-12 / 2010 31
Introduction
Steel components with hard coatings rep-resent an attractive alternative to the useof bulk hard materials such as ceramicsor cemented carbide hardmetals. Produc-ing a complex shaped item with precisedimensions out of hard ceramic can bevery expensive as well as time and labour-consuming. Bulk hard materials are oftenbrittle and impose strict limitations on thepart’s size and shape as threads, sharpedges or small features can be easily dam-aged during machining or handling. It ismuch cheaper and simpler to make thesame complex shape part out of tough s-teel and then apply advanced hard coat-ings which can give similar or even betterwear and erosion resistance surface prop-
erties than bulk hard materials. The coat-ed steel part is better able to survive de-formations or shock loads and enables thedesigner to use finer features like smallholes, threads or sharp edges to achievebetter engineering performance. The hardcoating has to be sufficiently thick to givethe part the necessary durability and load-bearing capacity, and the coating tech-nology should be capable of coatingcomplex shapes uniformly to minimizepost-coating finishing. Hardide coatingswere developed specifically with thesecapabilities.There are a number of hard coatings andsurface treatments commercially avail-able, such as Plasma and thermal spraycoatings, Hard Chrome plating, PVD (Phys-ical Vapor Deposition) and CVD coatings- Nitriding and Boronizing. However, eachof these well-established processes haslimitations. In particular, the traditionalPVD and CVD processes produce very thin
COATINGS
Hardide™ CVD Coatings resist wear, erosion and corrosion■ Dr. Yuri N. Zhuk - Hardide Plc (UK)
▼ ▼
COATINGS
Riassunto
Hardide™ è una nuova categoria dicoating a base di carburo di tun-gsteno CVD, recentemente svilup-pati, i quali si caratterizzano per ladurata superiore della vita utile del-le parti critiche in esercizio, in am-bienti abrasivi, erosivi e chimica-mente aggressivi.I coating Hardide-T sono dotati dielevata durezza, pari a 1100-1600Hv, associata a una eccellente te-nacità e resistenza alle screpolatu-re e all’urto. Presenta tipicamenteuno spessore di 50 micron, eccezio-nale per CVD e resiste a 3000 de-formazioni da microsollecitazionesenza subire alcun danneggiamen-to. Questa deformazione provocanella maggior parte dei rivestimen-ti di alto spessore e duri, screpola-ture o elevata friabilità. Hardide-Tè ben 12 volte più resistente al-l’abrasione del cromo duro e il gra-do di erosione dell’allumina neiflussi gassosi è pari alla metà diquello dei rivestimenti WC.Questo prodotto è stato sviluppatocome sostituto delle placcature alcromo duro. Il suo spessore e durez -
za si allineano a quelli del cromo du-ro e le prestazioni sono superiori aquest’ultimo per quanto concerne laprotezione dal processo corrosivoed alcune proprietà meccaniche.Il processo CVD in fase gassosa dàun rivestimento uniforme delle su-perfici interne e delle forme com-plesse come valvole e cilindri dipompe. Hardide è il risultato di unprocesso CVD a bassa temperatura,a 500°C, e per questo, consente dirivestire una vasta gamma di me-talli, fra cui tutte le tipologie di ac-ciaio inossidabile, la maggior partedelle leghe d’acciaio, Ni-Cu- e le le-ghe Co e il titanio.Hardide, priva di porosità, è resi-stente agli acidi e ai veicoli aggres-sivi, compreso H2S. Questi coatingvengono utilizzati nelle industrie dinicchia in cui la vita utile di alcunicomponenti gioca un ruolo presta-zionale e/o economico determinan-te, come nel caso del controllo edella produzione di petrolio e gas,dell’industria aeronautica e dellepompe e valvole d’uso industriale ingenerale.
AbstractHardide™ is a newly-developed family of CVD Tungsten Carbide coatings which increaselife of critical parts operating in abrasive, erosive and chemically aggressive environ-ments. Hardide-T coating has enhanced hardness of 1100-1600 Hv combined with ex-cellent toughness, crack and impact resistance. The coating is typically 50 microns thick– exceptionally thick for CVD – and withstands 3000 microstrain deformations withoutany damage. This deformation will crack or chip most other thick, hard coatings.Hardide-T is up to 12 times more abrasion resistant than Hard Chrome, the erosion rateby Alumina in gas jet is half that of WC cladding. Hardide-A coating was developed asa replacement for Hard Chrome plating, it matches thickness and hardness of Hard Crand outperforms Cr in corrosion protection and some mechanical properties. The gas-phase CVD process enables the uniform coating of internal surfaces and complex shapessuch as valves and pump cylinders. Hardide is produced in a low-temperature CVD processat 500°C, this allows coating a wide range of metals, including all grades of stainless s-teel, most alloy steels, Ni-, Cu-, and Co-alloys, Titanium. Pore-free Hardide is resistant toacids and aggressive media, including H2S. The coatings are used in high-value indu strieswhere optimal part life plays an economic and/or performance critical role such as oiland gas exploration and production, aviation and general industrial pumps and valves.

non si addicono a superfici interne erichiedono la carteggiatura post-coa-ting per ottenere una finitura soddi-sfacente. La maggior parte di questitrattamenti non protegge il substratodai veicoli chimicamente aggressivi.Hardide è un nuovo coating che offreuna combinazione unica di proprietà.Con uno spesssore tipico di 50 micron,resiste all’usura, all’erosione e agliagenti chimici aggressivi e corrosivi,quali gli acidi. Come il rivestimentoCVD, viene applicato partendo dallafase gassosa e può rivestire in modouniforme parti con forme complesse esuperfici interne. È già stato speri-mentato con successo in applicazionifra cui parti forate, valvole e pompe,trattando fluidi abrasivi e chimica-mente aggressivi.
Composizione e strutturadei coating Hardide
Attualmente sono in uso quattro tipidi coating Hardide per varie applica-zioni, come descritto in tab 1. Tutti que-sti rivestimenti sono a base di carburodi tungsteno/composto metallo tun-gsteno, prodotto per CVD. Diversa-mente da molti altri coating a base dicarburo di tungsteno, i coating Hardi-de non contengono matrici al cobaltoo nichel.
Il tipo di coating più duro, Hardide-Hè composto da carburi di tungstenopuri, estremamente duri, ma con unarobustezza “appena soddisfacente”.Il rivestimento pluristratificato, Hardi-de-M include strati di durezza variabilee variando il rapporto fra lo spesso-re e le proprietà di ogni singolo strato,le caratteristiche generali del coatingpossono essere regolate in modo da sod-disfare requisiti applicativi specifici.Il tipo di rivestimento maggiormenteutilizzato è Hardide-T, a base di nano-particelle di carburo di tungsteno, ti-picamente con dimensioni da 1 a 10nanometri, disperse in una matrice ditungsteno. Questa struttura conferi-sce al rivestimento una combinazioneunica di proprietà. Infatti, la durezzamolto elevata (variabile da 1100 HV a1600 HV) si associa a una eccellenterobustezza e resistenza all’urto e allescrepolature. Il coating resiste a de-formazioni da 3000 microsollecitazio-ni senza subire alcun danneggiamento,che in altri casi causa la screpolaturao la picchiettatura della maggior par-te dei rivestimenti duri e di alto spes-sore. La combinazione di durezza e dirobustezza è importante per applica-zioni pratiche.Hardide-A è un nuovo tipo di coatingHardide, messo a punto come sosti-tuto della placcatura dura al cromo, ilcui uso è attualmente oggetto di pres-
sioni legislative per ragioni ambienta-li, sanitarie e di sicurezza. Hardide-Aè dotato delle caratteristiche tecni chedel cromo duro (durezza e spessore) esupera il cromo in quanto a protezio-ne dal processo corrosivo dei substratid’acciaio.Tutti i coating Hardide sono prodottimediante CVD a bassa temperatura.La temperatura di processo varia da480 a 550°C (la temperatura esatta diprocesso dipende dal materiale delsubstrato e dal tipo di coating) che fa-cilita il processo di rivestimento di unavasta gamma di metalli, compresi va-ri tipi di acciaio, acciaio inossidabile,nichel, rame e leghe a base di cobal-to e titanio. La temperatura di processopiù bassa riduce inoltre le sollecita-zioni nel rivestimento, dando luogo aun rivestimento con uno spessore ti-pico di 50 micron, unico nella catego-ria dei coating CVD duri.
PorositàGrazie al meccanismo di deposizione,i coating Hardide sono privi di pori inprofondità, a partire da uno spessoreinferiore a 1 micron. Il rivestimento cri-stallizza dalla fase gassosa atomo peratomo; i prodotti di reazione ad altamobilità riempiono i micropori e i di-fetti con il consolidarsi del rivesti-mento stesso. La porosità, misurata
come differenza fra la densità del ma-teriale teorica ed effettiva è inferioreallo 0,04%. Il coating a base di tun-gsteno/carburo di tungsteno esente dapori offre un’alta resistenza agli agen-ti chimici [6] e protegge il substrato dal-l’attacco dei veicoli aggressivi.I coating da sempre utilizzati comequelli applicati per spruzzatura allafiamma o al cromo duro, solitamentepresentano micropori e microscrepo-lature che possono aprirsi quando ilsubstrato si deforma sotto carico e cheoffrono la soluzione agli attacchi delsubstrato. Per contro, il coating Har-dide, dopo l’applicazione, presentaun’eccellente bassa porosità e non ri-chiede nella maggior parte dei casil’applicazione del sigillante (fig. 1).
COATINGS
Pitture e Vernici - European Coatings • 11-12 / 201032 ▼ ▼
coatings of less than 5 microns [1, 10, 11]which cannot resist abrasive or erosiveconditions and need a hard substrate toprovide load-bearing capacity. Chromeplating is under pressure for environmen-tal reasons and although spray coatingsare considered as an alternative toChrome, they are not suitable for internalsurfaces and require post-coating grind-ing to achieve a good finish. Most of thesetreatments do not protect the substrate
from chemically aggressive media.Hardide is a new coating which offers aunique combination of properties. Thecoating, typically 50 microns thick, is re-sistant to wear, erosion and aggressiveand corrosive chemicals such as acids. Asa CVD coating it is applied from the gasphase and can uniformly coat complexshaped parts and internal surfaces. It hasalready proven successful in applicationsincluding downhole tools, valves and
pumps handling abrasive and chemicallyaggressive fluids.
Composition and structureof Hardide coatings
Four types of Hardide coatings are cur-rently used in various applications as de-tailed in Table 1. All of these coatingsconsist of a tungsten carbide / metal tung-
sten composition produced by CVD. Un-like most other tungsten carbide coatingsHardide does not use cobalt or nickel met-al matrix binder .The hardest coating type, Hardide-H, con-sists of pure tungsten carbides which areextremely hard but have only ‘satisfacto-ry’ toughness. The multi-layer coating,Hardide-M, includes layers of varioushardness. By varying the ratio betweenthe thickness and properties of each indi-vidual layer, the overall coating charac-teristics can be adjusted to meet specificapplication requirements. The most widely used type of coating isHardide-T which consists of tungsten car-bide nano-particles, typically between 1and 10 nanometres, dispersed in a metaltungsten matrix. This structure gives thecoating a unique combination of proper-ties. Ultra-high hardness (varied from1100 HV up to 1600 HV) is combined with
Fig. 1 Immagne SEM della sezionetrasversale del coatingHardide su un substrato dicarburo sinterizzato.Il coating depositato presentaun’eccellente bassa porosità epuò isolare il substrato dagliattacchi di veicoli aggressivi,quali gli acidiSEM image of a cross-sectionof Hardide coating layer oncemented carbide substrate.The coating as deposited hasexceptionally low porosityand it can isolate substratematerial against attacks ofaggressive media, such as acids
Tab. 1 Caratteristiche chiave dei principali tipi di rivestimenti HardideKey characteristics of the main types of Hardide coating
Tipo Durezza Tenacità Spessore ApplicazioniType hardness Toughness Thickness Applications
Hardide-T (tenace) Eccellente Tipicamente 50 μm Impianti petroliferi, pompe, valvole, attuatoriHardide-T (Tough) 1100 – 1600 Hv Excellent Typically 50 μm Oil tools, pumps, valves, actuators
Sviluppato come sostituto del cromo duro
Hardide-A 800 – 1200 Hv Eccellente Tipicamente 50-100 μm principalmente per applicazioni aerospazialiExcellent Typically 50-100 μm Developed as a Hard Chrome replacement,
primarily for aerospace applicationsHardide-M
(pluristratificato) 1200 – 2000 Hv Buona Tipicamente 50 μm Resistente all’abrasione/ErosioneHardide-M Good Typically 50 μm Abrasion/Erosion-resistance
(Multi-Layer)Hardide-H(ultraduro) 3000 – 3500 Hv Soddisfacente 5-12 μm Pale auto-taglientiHardide-H Satisfactory Self-sharpening blades
(Ultra-Hard)

Rivestimento delle superfici internee di forme complesseI coating Hardide si depositano per de-posizione chimica da fase vapore(CVD) dalla fase gassosa. Ciò consen-te di ottenere il rivestimento uniformeanche di forme complesse e delle su-perfici interne. Quanto detto è impor-tante per applicazioni quali attuatorifilettati, cilindri idraulici, valvole epompe. In fig. 2 è presentata la sezione tra-sversale di un filamento M5, rivestitocon 50 micron di Hardide. Essa illustrala buona uniformità dello spessore delcoating e sui margini appuntiti non siosserva il consolidamento del rivesti-mento con spessore e nessuna ombradelle parti con spessore inferiore fra ifilamenti ed anche le più piccole im-perfezioni del substrato sono precisa-mente coperte dal coating.Un vantaggio supplementare di que-sta uniformità è che Hardide™ può es-sere smerigliato con una finitura aspecchio. Normalmente non è richie-sta la carteggiatura per ottenere unafinitura di 0,2 micron Ra. Grazie allasua struttura uniforme, Hardide man-tiene integra la sua finitura che pre-viene l’usura come in molti altriprodotti realizzati con metalli dolci omateriali elastomerici.
Proprietà chiave dei coatingHardide
Resistenza all’usuraLa resistenza all’abrasione del coatingHardide è stata esaminata in base al-la normativa ASTM G65, procedure Ae B. I risultati hanno dimostrato che ilgrado di usura di Hardide è 40 volteinferiore all’acciaio resistente all’a -bra sione AR-500, 12 volte inferiore alcromo duro e quattro volte inferioreal WC applicato per spruzzatura ter-mica.
Resistenza all’erosioneLa resistenza all’erosione del coatingHardide è stato analizzato in base adASTM G76-95; la velocità era pari a70 m/sec, usando come materiale ero-sivo l’ossido di alluminio (granulome-tria 50 μm). Il grado di erosione diHardide è risultato pari a 0,017-0,019mm3/g, significativamente migliore delgrado di erosione delle tipologie di pro-dotto esaminate, a base di carburo sin-terizzato, ghisa bianca, cromo duro ecromo di carburo saldati. Hardide resi-ste all’erosione delle particelle di al-lumina tre volte meglio dell’acciaio,più di due volte del carburo sinteriz-zato (metallo duro). Il grado di erosio-ne di Hardide è rimasto pressoché
inalterato con l’angolo di variazione.Inoltre, la sua prestazione si è rivela-ta chiaramente superiore a vari mate-riali duri attualmente utilizzati in untest dell’erosione sabbia/acqua.La resistenza all’usura e all’erosionedi Hardide sono superiori a quelle dialtri materiali analizzati nonostante al-cuni di essi presentassero una mag-giore durezza. Questa prestazioneavanzata è dovuta all’eccellente ro-bustezza e resistenza a fatica di Har-dide. La microscrepolatura da friabilità,fra cui le screpolature ad anello Herze le screpolature a cono che causanouna perdita di materiale per picchiet-tatura sono i meccanismi tipici del-l’usura e dell’erosione dei materialiduri come il carburo di tungsteno allafiamma o il cromo duro. Un materialepiù robusto resiste di più a questa for-ma di degradazione.
Tenacità, resistenza all’urtoe alle deformazioniLa tenacità e la resistenza alle defor-mazioni sono proprietà di grande im-portanza a livello pratico, in particolarmodo in applicazioni soggette a urtoda carico. La friabilità e la scarsa re-sistenza all’urto rappresentano alcuniinconvenienti dei metalli pesantiWC/Co. I coating HVOF WC/Co, noto-riamente si screpolano e si scheggia-no in condizioni di alto carico e di ciclia fatica. Questi difetti limitano l’im-piego del carburo sinterizzato e deicoating applicati per spruzzatura sucomponenti o parti usurate, impiegatein condizioni in cui i carichi d’urto pos-sono causare fratture e degradazione
irreversibile. Il coating Hardide può of-frire una soluzione a questi problemi.Un utilizzatore di Hardide, produttoredi valvole per l’industria gas-petrolife-ra, per garantire una sigillatura affida-bile, ha messo a punto una sede valvolache si deformava durante l’uso. I coa-ting tradizionali come HVOF a spruzzonon erano più idonei in quanto eranosoggetti a screpolature o a picchietta-tura deformandosi. Hardide ha invecedimostrato di resistere alle deforma-zioni da 3000 microsollecitazioni sen-za subire microscrepolature ed è statoesaminato e approvato per questo tipodi applicazione. Ciò ha confermato leaspettative teoriche dei materiali na-nostrutturati, i quali possono offrire unatenacità unica e una resistenza allescrepolature e all’urto.Figg. 3 e 4 illustrano la funzionalità delcoating Hardide, il quale resiste al-l’urto e a gravi deformazioni del sub-strato senza scheggiarsi o screpolarsi.Le parti rivestite conservano la loro in-tegrità e possono continuare ad ope-rare anche in condizioni d’uso severe.
Pitture e Vernici - European Coatings • 11-12 / 2010
COATINGS
33▼ ▼
excellent toughness, impact and crack-re-sistance. The coating can withstand 3000microstrain deformations without anydamage; this deformation will crack or chipmost other thick hard coating. This com-bination of hardness and toughness is im-portant for practical applications. Hardide-A is a new type of Hardide coat-ing developed as a replacement to HardChrome plating which is under pressurefor environmental, and health and safetyreasons. Hardide-A matches the key char-acteristics of Hard Cr plating (hardness andthickness) and outperforms Chrome in thecorrosion protection of steel substrate.
All Hardide coatings are produced by lowtemperature CVD.The process temperature is between 480and 550°C (the exact process temperaturedepends on the substrate material andcoating type) which facilitates the coat-ing of a wide range of metals includingvarious types of steel, stainless steel,Nickel, Copper and Cobalt-based alloysand titanium.The lower process temperature also re-duces stresses in the coating. This pro-duces a hard coating with a typicalthickness of 50 microns – uniquely thickamong CVD hard coatings.
PorosityDue to the deposition mechanism, Hardidecoatings are free from through-porosityfrom a thickness of less than 1 micron. Thecoating is crystallised from the gas-phaseatom-by-atom; the highly mobile reactionproducts fill micro-pores and defects inthe coating as it grows. The porosity,measured as the difference between the-oretical and actual material density, is lessthan 0.04%. Pore-free tungsten / tungstencarbide coating has high chemical resist-ance [6] and protects the substrate fromattacks by aggressive media.Traditionally used coatings like flame-spray or Hard Chrome usually have micro-pores and micro-cracks which may openwhen the substrate deforms under loadand which allows the solution to attackthe substrate. In contrast, the Hardidecoating has exceptionally low porosity asapplied and does not require additionalsealing in most applications (fig. 1).
Ability to Coat Internal Surfacesand Complex ShapesHardide coatings are deposited by Chem-ical Vapour Deposition (CVD) technologyfrom the gas phase, this allows uniform
COATINGS
Fig. 2 Microfotografia della sezione trasversale di un coating Hardide-T, conspessore di 50 micron su filamento M5. Il rivestimento uniforme segueil substrato; anche le più piccole imperfezioni (ingrandimento 20X)A micro-photograph of a cross-section of 50-microns thick Hardide-Tcoating on M5 thread. The uniform coating follows the substrate;even slight imperfections are accurately followed (magn. 20X)
Fig. 3 Microfotografie di un’incisionedal diametro di 1 mm (sopra)e test della scalfittura di uncoating Hardide-T con spessoredi 50 micron su acciaio.Assenza di screpolature eframmenti per un’altatenacitàMicro-photographs of a 1mm diameter indentation(top) and the scratch test of50 microns thick Hardide-Tcoating on steel. Absence ofcracking, chipping orspalling demonstratecoating’s unique toughness

Resistenza alla corrosionetest della nebbia salinaÈ importante ricordare che la presta-zione del coating Hardide è un vero eproprio punto di arrivo rispetto ad al-tri coating.Sono stati commissionatitest della nebbia salina su lastre d’ac-ciaio dolce, rivestite con Hardide, surivestimenti al cromo duro in com-mercio e su coating Oxy-fuel ad altavelocità al fine di compiere un’analisicomparata delle loro rispettive pro-prietà anti-corrosione. I test della du-rata di 480 ore sono stati condottisecondo ASTM B117-07, un test del-la nebbia salina neutro. In fig. 5 sonoillustrati i campioni di ciascuno dei trecoating dopo aver eseguito i test. I
campioni rivestiti al cromo duro si pre-sentavano gravemente corrosi e il testè stato interrotto dopo soltanto 288ore di esposizione. I campioni rivesti-ti con HVOF mostravano macchie diruggine marcate e un rivestimentoscrepolato a causa di un grave pro-cesso corrosivo della lastra d’acciaiosottostante. I campioni Hardide, alcontrario, presentavano soltanto qual-che macchia poco significativa. Di-versamente da varie pitture e dacoating morbidi anticorrosione, Har-dide offre l’ulteriore vantaggio di of-frire grande resistenza all’usura eall’erosione. Può inoltre essere utiliz-zato a temperature d’esercizio di400°C, laddove i coating e i sigillantiorganici impongono dei limiti termici.Nei coating non sigillati, applicati perspruzzatura termica, il legante cobal-to è soggetto a corrosione. Hardidenon contiene cobalto, quindi, il rive-stimento in sé non viene intaccato dalprocesso corrosivo nel test della neb-bia salina. Dal momento che il coatingHardide non presenta pori in profon-dità, esso protegge efficacemente ilsubstrato d’acciaio dolce dagli attac-chi corrosivi senza dover sigillare il ri-vestimento.Altri test della nebbia salina neutraeseguiti sul coating del tipo HardideA hanno dimostrato l’assenza di cor-rosione dopo 750 ore.
Resistenza alla screpolaturada sollecitazione del solfuroHardide è stato poi sottoposto al testdei Materiali Bodycote [7] per verifi-care la resistenza alla screpolatura dasollecitazione del solfuro, in base altest NACE TM0177-2005/ASTM G39– Metodo B (1 bara H2S) in una solu-zione di NaCl al 5%, di acido aceticoallo 0,5%, saturo di H2S. i campioni diacciaio inossidabile 17-4 PH e 316L edi Inconel 625 sono stati sottoposti altest in condizioni di sollecitazione delraggio di piegatura in 4 punti, defor-mati allo 0,2%, 0,25 e 0,3%. In fig. 6sono descritti due campioni di accia-io inossidabile 17-4 PH dopo esserestati sottoposti al test della durata di30 giorni: la lastra scura in alto è ilcampione di controllo non rivestito chepresenta screpolature per 20 mm di lar-ghezza con gravi microscrepolature ecamolatura. Il campione più chiaro inbasso era stato rivestito con Hardidee dopo il medesimo test non presentascrepolature o degradazione.Risultati simili sono stati ottenuti sul-l’acciaio inossidabile 316L e Inconel625, rivestiti con Hardide e sottopostia deformazioni fino a 0,2%, 0,25 e0,3%. Il rivestimento Hardide ha agi-to prevenendo la screpolatura da cor-rosione di questi campioni. Nessuno deicampioni rivestiti, infatti, ha mostratosegni di screpolatura del coating, di de-
gradazione o di delaminazione dopo unperiodo di 720 ore di esposizione.Grazie al meccanismo di deposizione,Hardide è privo di porosità profonda,a partire da uno spessore inferiore a1 micron. I coating privi di pori offronoun’alta resistenza agli agenti chimici[6] e proteggono il substrato dagli at-tacchi di veicoli aggressivi. I coatingtradizionali come la spruzzatura allafiamma o al cromo duro hanno semprepresentato micropori e microscrepola-ture che possono aprirsi in caso di de-formazione sotto carico, permettendoalla soluzione di attaccare il substrato.
Resistenza all’acidoHardide è particolarmente efficacenella protezione dagli acidi minerali,fra cui HCl e gli acidi solforici e nitri-ci. Può inoltre resistere all’acquragiaa temperatura ambiente; è partico -larmente interessante in quanto que-sta miscela di acidi idrocloridrici e ni-trici può disciogliere l’oro.Il coating Hardide è stato analizzato in-sieme a un rivestimento di detonazio-ne WC/Co per verificare la resistenzaal 20% di acido nitrico per 113 ore. Ilcampione Hardide ha acquistato unacolorazione giallognola per via della leg-gera ossidazione della superficie, men-tre le sue dimensioni sono rimasteinalterate con una perdita di peso nonmisurabile, pari a meno dello 0,001 g;
COATINGS
Pitture e Vernici - European Coatings • 11-12 / 201034 ▼ ▼
coating of complex shapes and internalsurfaces.This is important for applications withparts like actuator threads, hydraulic cylin-ders, valves and pumps.Fig. 2 shows a cross-section of M5 threadcoated with 50 microns of Hardide. Thisillustrates good uniformity of thickness ofthe coating, there is no thicker coatingbuild-up on the sharp edges and no thin-ner coating “shadows” between thethreads, even small imperfections in thesubstrate are accurately followed by thecoating.An additional benefit of this uniformity isthat Hardide™ can be polished to a mir-ror-like finish.Normally grinding is not required toachieve a finish of 0.2 microns Ra. Due toits uniform structure, Hardide retains itsfinish which prevents the wear of coun-terparts made of softer metals or elas-tomeric materials.
Key Properties of HardideCoatings
Wear ResistanceAbrasion resistance of Hardide coatingswas tested in accordance with ASTM G65
standard, Procedures A and B. The resultsshowed that the Hardide wear rate is 40times lower than abrasion resistant steelAR-500, 12 times lower than Hard Chromeand four times lower than thermal sprayWC.
Erosion ResistanceHardide coating erosion resistance wastested in accordance with ASTM G76-95;velocity was 70 m/sec and aluminium ox-ide (particle size 50 μm) was used as theerosive material. Hardide’s erosion rate
COATINGS
Fig. 4 Test dell’anello d’acciaio con ilrivestimento Hardide di 50micron sollecitato per valutarel’adesione e la tenacità delcoating. Nessunadelaminazione o separazionedel coating dal substratoSteel test ring with 50microns Hardide coatingcrushed to test coatingadhesion and toughness – noflaking or coating separationfrom substrate
Fig. 5 Campioni di tre diversi rivestimenti dopo il test della corrosione alla nebbia salina: a sinistra HVOF dopo 480 ore;in centro – cromo duro dopo 288 ore; destra – coating Hardide dopo 480 oreSamples of three different coatings after salt spray corrosion tests: left - HVOF after 480 hours; centre – HardChrome after 288 hours; right – Hardide coating after 480 hours

la rugosità della superficie è rimastainalterata dopo il test, pari a 0,10 mi-cron Ra, indicazione del fatto che il coa-ting non era stato attaccato. Nellostesso test, il campione di detonazionerivestito aveva cambiato colore diven-tando grigio scuro, mentre la soluzioneacida era diventata color rosa per la li-sciviazione del cobalto dal campione.La perdita di peso del campione WC/Codopo 46 ore e 40 minuti è risultata pa-ri a circa 0,3 g, la rugosità del campio-ne di detonazione prima del test era di0,10 micron Ra e dopo il test questa èaumentata a 0,41 micron Ra, a causa del-la lisciviazione del legante metallico.Conseguentemente all’aumento della ru-gosità il p.v. di detonazione può diven-tare molto abrasivo per sigilli e imbal-laggi esposti a veicoli aggressivi.
Applicazioni del coatingHardide
Hardide ha dato ottimi risultati comeprodotto idoneo alla risoluzione di pro-blemi in una vasta serie di applicazio-
ni su parti utilizzate in ambienti abra-sivi ed erosivi, fra cui componenti cri-tici di utensili forati, sedi valvole asfera metallica e pompe a contatto confluidi abrasivi.
Componenti di utensili criticiper operazioni di foraturaPerforatori di gas e petrolio e altriutensili forati operano in ambientiestremamente abrasivi, erosivi e cor-rosivi, che riducono la vita utile dellaparte stessa, specialmente in appli-cazioni con materiali acidi. I coatingHardide sono utilizzati con successoper molti utensili di concezione avan-zata per operazioni di foratura:- parti idrauliche a fango per foraturedirezionali;- perni di supporto di alto carico- pinze per trattori di lavoroIn ciascuna di queste applicazioni, leparti rivestite con Hardide operano inambienti fangosi di estrazione moltoabrasivi ed erosivi. In alcuni casi,l’abrasione meccanica si associa al-l’attacco chimico di fluidi acidi e diH2S. Il rivestimento Hardide prolunga
la vita utile delle parti critiche di que-sti mezzi di lavoro di un fattore di 4 ridu-cendo i costi degli intervalli d’esercizio.
Componenti di valvole a sferaLe valvole a sfera simili a quelle illu-strate in fig. 7 sono soggette all’abra-sione della sabbia o a frammenti dipietra presenti nei fluidi o all’erosio-ne provocato dal flusso acceleratoquando la valvola è chiusa o aperta. Ilrivestimento Hardide protegge le par-ti della valvola dalla scalfittura con-ferendo resistenza all’abrasione eall’erosione. Ciò incrementa in modosignificativo la vita utile della valvola.
LG Ball Valve Ltd, un produttore in-glese di valvole a sfera è un utilizza-tore di Hardide, il quale ha iniziato adusare questo coating nel 2003. Lamaggior parte delle valvole rivestitecon Hardide di LG Ball Valves è utiliz-zata in applicazioni di alta nicchia nel-l’industria gas-petrolifera, in funzionein Gran Bretagna, Norvegia, e SudAfrica, ma anche per applicazioni di
raffinazione del petrolio ad alta pres-sione. Le valvole rivestite con Hardidesono in servizio da uno o due anni enon sono stati riportati casi di degra-dazione.In una struttura produttiva nel campodel caffè espresso, le valvole a sferarivestite con Cromo duro erano sog-gette a intensa abrasione ed erosionee dovevano essere sostituite frequen-temente dopo pochi giorni. Da quan-do queste vengono rivestite conHardide, la loro durata è aumentata a18 mesi.Le valvole rivestite con Hardide di LGBall Valves sono utilizzate con suc-cesso anche negli stabilimenti in cuisi producono agenti chimici di specia-lità, dove un requisito essenziale è laresistenza agli agenti chimici. In que-sti casi, le valvole rivestite sono in usoda più di sei mesi, mentre prima si de-terio ravano dopo qualche giorno o set-timana. Le valvole rivestite conHardide sono in uso anche nelle at-trezzature criogeniche per il controllodell’elio liquido ad una temperaturad’esercizio di -196°C e a una pressio-ne di 200 bar; un’applicazione vera-mente abrasiva per le valvole.Dopo due anni di lavoro in partnershipe dopo gli eccellenti risultati del testdel fango, Hardide è stato approvatoper essere utilizzato su una nuova li-nea di sfere e fissaggi di Flowserve,uno dei primi fornitori di prodotti peril controllo di portata. Il coating Har-dide ha consentito a Flowserve di for-nire l’acciaio inossidabile 316 comemetallo di base per applicazioni incondizioni estreme che richiedono fis-
Pitture e Vernici - European Coatings • 11-12 / 2010
COATINGS
35▼ ▼
was 0.017-0.019 mm3/g which is signifi-cantly better than the erosion rate of thetested types of cemented carbide, whiteiron, Hard Chrome and chrome carbideweld overlay. Hardide resists erosion byalumina particles three times better thansteel and more than two times better thancemented carbide (hardmetal). Hardide ero-sion rate remained almost constant withthe angle variation. Hardide also signifi-cantly exceeded various currently used hardmaterials in a sand/water erosion test.Hardide’s wear and erosion resistance aresuperior to other tested materials despitethe fact that some of them have higherhardness. This enhanced performance canbe explained by Hardide’s excellent tough-ness and fatigue resistance. Brittle micro-cracking including Hertzian ring cracks andcone cracks leading to material loss viachipping are the typical mechanisms ofwear and erosion of hard materials likeflame-spray tungsten carbide or Hard
Chrome. A tougher material will better re-sist this degradation.
Toughness, Resistance to Impactand DeformationsToughness and resistance to deformationsare properties of significant practical im-portance, especially for applications in-volving shock loads and impact. Brittlenessand poor impact resistance are among thefew drawbacks of traditional WC/Co hard-metals. HVOF WC/Co coatings are knownto crack and spall under high load and highcyclic fatigue conditions. These drawbacksrestrict the use of cemented carbides andspray coatings on tools and wear parts op-erating in conditions where shock loadsand impact may cause fracture and cata-strophic failure. Hardide coating can pro-vide a solution to these problems. One ofHardide’s customers, a producer of valvesfor the oil and gas industry, developed avalve seat which deformed in operation
to ensure reliable sealing. Traditional coat-ings like HVOF spray were not suitable asthey crack or chip under this deformation.Hardide was proven to withstand defor-mations of 3000 microstrain without mi-cro-cracking and has been tested andapproved for this application. This con-firmed the theoretical expectation thatnano-structured materials can show u-nique toughness, crack and impact-resis-tance. Figs. 3 and 4 illustrate the ability of theHardide coating to survive impact and sig-nificant substrate deformations withoutspalling or cracking. The coated parts re-tain integrity and can continue operatingunder harsh conditions (fig. 4) .
Corrosion ResistanceSalt Spray testingIt is important that the Hardide coating’sperformance is benchmarked against oth-er coatings. Independent salt spray tests
were commissioned on mild steel platescoated with Hardide, as well as commer-cially sourced Hard Chrome plating andHigh-Velocity Oxy-Fuel (HVOF) coating tocompare their corrosion protective prop-erties. The 480 hour tests were conduct-ed in accordance with ASTM B117-07, aNeutral Salt Spray Test. Fig.5 shows sam-ples of each of the three coatings aftertesting. The Hard Chrome plated sampleswere badly corroded and had to be re-moved from test after just 288 hours ex-posure. HVOF-coated samples showedheavy rust stains and the coating crackeddue to the intensive corrosion of the steelplate beneath. The Hardide samplesshowed only light staining. Unlike variouspaints and soft anti-corrosion coatings,Hardide offers the additional benefit ofenhanced wear and erosion resistance.Hardide can also be used at temperaturesup to 400OC - where organic coatings andsealants have temperature limitations.
COATINGS
Fig. 6 Lati sollecitati di campioni non rivestiti (in alto) rivestiti con Hardide (inbasso) d’acciaio inossidabile 17-4 PH dopo il test della scalfittura dasollecitazione del solfuro della durata di 30 giorni [7]Stressed faces of Uncoated (top) and Hardide-coated (bottom)samples of 17-4 PH stainless steel after 30 days Sulphide stresscracking test [7]
Fig. 7 Valvole a sfera rivestite conHardideBall valves coated withHardide

saggi in metallo con applicazioni difanghi e abrasivi. Nel test del fango di Flowserve, le val-vole a sfera e i fissaggi rivestiti conHardide sono rimasti operativi dopopiù di 70.000 cicli nel fango, laddovei prodotti Stellite si deterioravano do-po 29.000 cicli.
PompeIl rivestimento Hardide-T è utilizzatosia su cilindri che su pistoni di pompea compressione volumetrica che ope-rano con fluidi viscosi abrasivi a pres-sioni fino a 2800 psi. In questo tipo diapplicazione, i vantaggi principali of-ferti dal coating sono la capacità di ri-vestire superfici interne, di apportaremigliorie alla resistenza all’usura e diridurre l’usura delle superfici a con-tatto con gli imballaggi. Il coating hainfine triplicato la durata d’eserciziodella pompa.
Hardide come sostitutodel cromo duroHardide è un sostituto interessantedel cromo duro, che potrebbe gra-dualmente essere del tutto eliminatoper ragioni ecoambientali.La placca-tura al cromo duro è largamente uti-lizzata come rivestimento resistenteall’usura e all’attrito, anche con pre-stazioni anti corrosione, ma le solu-zioni saline a base di cromo esa-valente utilizzate per produrlo e i re-flui di processo sono notoriamentecancerogeni, creano dunque proble-mi alla salute, alla sicurezza e al-l’ambiente. La legislazione per il controllo dellefonti di inquinamento, ad esempio lenormative REACH UE e OSHA US,esercitano un controllo ancora più se-vero sulle società operanti in que-st’area, con un incremento dei costi econ la minore disponibilità dei rive-
stimento di cromo duro. I coatingHVOF per spruzzatura termica vengo-no spesso selezionati come sostitutipiù rispettosi dell’ambiente, ma nonpossono essere applicati su superficiinterne, presentano una finitura mol-to rugosa e richiedono operazioni dicarteggiature costose e laboriose, cheè impossibile su parti dalle formecomplesse.Per soddisfare la domanda dell’indu-stria di soluzioni alternative, Hardideha messo a punto un nuovo tipo dicoating, Hardide-A, specifica per ap-plicazioni in campo aerospaziale. Que-sto coating presenta una durezzasimile al cromo duro (800…1200 Hv)e può essere applicato con lo stessospessore del cromo duro (tipicamen-te 50-100 micron). Ciò rende agli utilizzatori del cromoduro più semplice adattare i modellie le specifiche passando a Hardide-
A. Dal momento che Hardide-A è pri-vo di microscrepolature, tipiche delcromo duro, esso è molto più resi-stente alla corrosione (fig. 5). Applicato con la tecnologia CVD, Har-dide-A si addice in particolare alleoperazioni di rivestimento di superfi-ci interne e di forme complesse, chesono difficili da coprire adottando letecnologie di rivestimento per spruz-zatura.
Settore aerospazialeDal 2005, il rivestimento Hardide èutilizzato sui componenti dell’aero-mobile Eurofighter Typhoon: infattiHardide e BAE Systems hanno pro-gettato insieme una soluzione analiz-zata e sperimentata con successo. I coating Har dide sono attualmentesottoposti a test da parte di uno deimaggiori produttori di aerei civili e difornitori diretti di componenti aero-
COATINGS
Pitture e Vernici - European Coatings • 11-12 / 201036
In the unsealed thermal spray coatings,the cobalt metal binder is prone to corro-sion. Hardide coating does not containcobalt metal binder, so the coating itselfwas not affected by corrosion during thesalt spray testing. As Hardide coating is free from through-porosity it effectively protects the mild steel substrate from the corrosion attackwithout the need to seal the coating. Fur-ther neutral salt spray tests of Hardide-A type coating shown no corrosion after750 hours .
Resistance to Sulphide Stress CrackingHardide was tested by Bodycote Materi-als Testing [7] for resistance to SulphideStress Cracking in accordance with theNACE test TM0177-2005 / ASTM G39 –Method B (1 bara H2S) in a solution of 5%NaCl, 0.5% Acetic acid, saturated withH2S. Samples of 17-4PH and 316L stain-less steels as well as Inconel 625 weretested in 4-point bent beam stress condi-tions strained to 0.2%, 0.25% and 0.3%.Fig.6 shows two samples of 17-4 PH s-tainless steel after the 30 day test: the topdark plate is a control uncoated samplewhich cracked across the full 20 mm widthand shows extensive micro-cracking andpitting. The bottom lighter sample wascoated with Hardide and after the sametest shows no cracking or degradation atall (fig.6). Similar results were observedon Hardide-coated 316L stainless steeland Inconel 625 specimens, strained to0.2%, 0.25% and 0.3%. The Hardide coating prevented stress cor-rosion cracking of these samples. None ofthe coated samples displayed any evi-dence of coating cracking, degradation orde-lamination after the 720 hr exposureperiod.
Due to its deposition mechanism, Hardideis free from through-porosity from a thick-ness of less than 1 micron. Pore-free coat-ings have high chemical resistance [6] andprotect the substrate from attacks by ag-gressive media. Traditionally used coat-ings like flame-spray or Hard Chrome havemicro-pores and micro-cracks which canopen when deformed under load and al-low the solution to attack the substrate.
Acid ResistanceHardide is particularly effective at pro-tecting against mineral acids, including H-Cl, Nitric and Sulphuric acids. It can evenresist Aqua Regia at room temperature;particularly notable as this mixture of hy-drochloric and nitric acids is capable ofdissolving noble gold.Hardide coating was tested alongside aWC/Co detonation coating for resistanceto 20% Nitric acid for 113 hours. The Har-dide sample got yellowish colour due toslight surface oxidation, meanwhile its di-mensions have not changed, the weightloss was not measurable – less than 0.001g and its surface roughness remained thesame as before testing - 0.10 micron Ra -which all indicate that the coating had notbeen attacked. In the same test, the det-onation coated sample has changed colourto dark grey, while the acid solution be-came rose color due to Cobalt leachingfrom the sample. The weight loss of theWC/Co sample after 46 hours 40 min wasapprox. 0.3 g, Roughness of detonationsample before testing was 0.10 micronsRa, after testing this increased to 0.41 mi-crons Ra due to metal binder leaching. Asa result of the increase in roughness thedetonation coating can become extreme-ly abrasive for seals and packing when ex-posed to aggressive media.
Hardide coating applications
Hardide has been proven as a problemsolving material for a diverse range of ap-plications on parts operating in abrasiveand erosive environments, including crit-ical components of downhole tools, met-al seated ball valves, and pumps handlingabrasive fluids.
Critical Downhole Tool ComponentsOil and gas drilling and downhole toolsoperate in extremely abrasive, erosive andcorrosive environments which reduce partlife, especially in sour well applications.Hardide coatings are used successfully inseveral advanced downhole tools includ-ing:- Mud-driven hydraulic parts for directionaldrilling tools;- High loading bearing pins;- Grippers for downhole tractors.In each of these applications the Hardide-coated parts are operating in a highly abra-sive and erosive drilling mud environment.In some cases, the mechanical abrasionis combined with chemical attack by acidicfluids and H2S. Hardide coating typicallyextends the life of critical parts for thesetools by factor of 4 and reduces the down-time costs.
Ball Valve ComponentsBall valves similar to those shown on Fig.7suffer from abrasion by sand or stone chip-pings present in the fluids or from erosionby accelerating flow when the valve is be-ing closed/opened. Hardide coatingsmake the valve parts scratch-proof andable to resist abrasion and erosion. Thissignificantly increases the valve life. LG Ball Valves Ltd, a UK producer of ballvalves is a Hardide customer which start-
ed using the coating in 2003. Most of theHardide-coated LG Ball Valves’ valves areused in topside applications in the oil andgas industry – these are in service in theUK, Norway and South Africa as well asin high pressure oil refinery applications.The Hardide-coated valves have been inservice for between one and two yearswith no failures reported. In an instant coffee manufacturing appli-cation, Hard Chrome plated ball valves suf-fered from intensive abrasion and erosionand had to be replaced every few days.Since being Hardide-coated, they havebeen in continuous service for over 18months. Hardide-coated LG Ball Valves’ valves arealso used successfully in speciality chem-icals manufacturing where chemical re-sistance is required. In these cases, thecoated valves have been in service formore than six months while previously thevalves were failing every few days orweeks. Hardide-coated valves are also inuse in cryogenic equipment controlling liq-uid Helium at temperature of -196°C andpressure 200 bar; an application which isvery abrasive for valves. After two years of working in co-opera-tion and impressive slurry test results, Har-dide has been approved for use on a newline of ball and seats by Flowserve - oneof the leading providers of flow controlproducts. The Hardide coating has enabledFlowserve to offer 316 stainless steel asthe base metal for use in severe serviceapplications that require metal to metalseating, including abrasive and slurry ap-plications. In the Flowserve slurry tests,Hardide coated 316 balls and seats re-mained operational after more than 70,000cycles in slurry where Stellite failed in29,000 cycles.
COATINGS

spaziali come sostituti della placcatu-ra al cromo duro sulle cellule di aerei.I coating Hardide sono stati analizza-ti anche per applicazioni su pale di tur-bine, sia per applicazioni aerospazialiche di produzione di energia. I risultati iniziali hanno dimostrato chei coating più resistenti migliorano laresistenza all’erosione della sabbia edelle gocce d’acqua, i due principaliproblemi che causano la degradazio-ne delle pale delle turbine.
Conclusioni
I coating nanostrutturati Hardide of-frono una combinazione unica di pro-prietà protettive, comprese la resi -stenza all’erosione e all’usura, la pro-tezione dagli agenti chimici aggressi-vi e dalla corrosione. La tecnologiaCVD consente di sviluppare rivesti-
menti dotati di superiore tenacità, re-sistenza all’urto e alla scalfittura, es-senziali in molte applicazioni indu-striali critiche; il rivestimento può es-sere applicato su un’ampia serie dimateriali di substrati, fra cui l’ac-ciaio inossidabile, alcuni tipi di uten-sili e di acciai al carbonio, nichel,rame e leghe a base di cobalto e ti-tanio. La possibilità di rivestire superfici in-terne e forme complesse apre nuoviorizzonti applicativi dei rivestimentiduri di parti critiche. Privo di pori, ilcoating protegge il substrato dagliattacchi di veicoli aggressivi.Queste proprietà sono tangibili in va-rie applicazioni fra cui utensili fora-ti, pompe e valvole utilizzati inimpianti gas-petroliferi, stabilimentialimentari, raffinerie, attrezzaturecriogeniche e centrali elettriche. Tipicamente, il rivestimento triplica la
vita utile delle parti critiche in am-bienti abrasivi. L’impiego di Hardideconsente progettazioni avanzate di si-
stemi tecnologici che operano in am-bienti corrosivi e abrasivi e soggetti aurto da carico.
Pitture e Vernici - European Coatings • 11-12 / 2010
COATINGS
37▼ ▼
COATINGS
PumpsThe Hardide-T coating is used on bothcylinders and pistons of positive dis-placement pumps handling abrasive vis-cous fluids at pressure up to 2800 psi. Inthis application, the main coating advan-tages were the ability to coat internal sur-faces, enhanced wear-resistance and alsoreduced wear of packing counter-surfaces.The coating has tripled the pump life.
Hardide as a Hard ChromeReplacementHardide is an attractive replacement forHard Chrome, which could be phased-outdue to environmental considerations. HardChrome plating is widely used as a wearresistant and anti-galling coating withsome degree of corrosion protection, butthe hexavalent chrome salt solutions usedin the coating production, and the processeffluents, are known carcinogens whichrepresent major health, safety and envi-ronmental problems. Restrictive pollution control legislation,such as EU REACH and the US OSHA, ap-ply further pressure on the plating com-panies which increases the cost andreduces the availability of Hard Chromeplating. HVOF thermal spray coatings areoften selected as a suitable more envi-ronment-friendly replacement but theycan’t be applied to internal surfaces, theyhave a very rough finish and require ex-pensive and complicated grinding whichis not possible on complex shaped parts.To meet industry demand for an alterna-tive solution, Hardide has developed anew type of coating, Hardide-A, specifi-cally for aerospace applications. This coat-ing has hardness similar to Hard Chrome(800…1200 Hv) and can be applied withthe same thickness as Hard Chrome (typ-
ically 50 - 100 microns). This makes it eas-ier for Hard Chrome users to adapt draw-ings and specifications to switch toHardide-A. As Hardide-A is free from mi-cro-cracks typical of Hard Chrome, it hasmuch better corrosion-resistance – seeFig.5. Applied by CVD technology, Hardide-A is particularly suitable for the coatingof internal surfaces and complex shapeswhich are difficult to coat by spray coat-ing technologies.
Aerospace Since 2005, Hardide coating has beenused on components on the EurofighterTyphoon aircraft after Hardide and BAESystems worked together to engineer asolution which was extensively tested andproven successful. Hardide coatings arecurrently being tested by one of the largestcivil aircraft manufacturers, and also byseveral first-tier suppliers or aerospacecomponents as a replacement for HardChrome plating on the airframe. Hardide coatings are also being tested forapplications on turbine blades, both foraerospace and for power generation ap-plications. The initial results have proventhat the tougher coatings have enhancedresistance to sand erosion as well as towater droplet erosion which are two ma-jor problems that cause turbine bladedegradation.
Summary and Conclusions
The nano-structured Hardide coatings of-fer a unique combination of protectiveproperties, including wear and erosion re-sistance, protection against aggressivechemicals and corrosion. The CVD tech-nology enables the development of coat-
ings with enhanced toughness, impact andcrack resistance - properties that are es-sential in many critical industrial applica-tions. The coating can be applied to abroad range of substrate materials in-cluding stainless steel, some grades oftool and carbon steels, nickel, copper andcobalt-based alloys and titanium. The a-bility to coat internal surfaces and com-plex shapes opens new potential appli-cations for hard coatings with criticalparts. Being pore-free, the coating pro-tects the substrate from attacks by ag-gressive media.These properties are realised in variousapplications including downhole tools,pumps and valves operating in oil and gasfacilities, food manufacturing, refineries,cryogenic equipment and power genera-tion. Typically, the coating triples the op-erational life of critical parts in abrasiveconditions. The use of Hardide enables theadvanced design of engineering systemsoperating in abrasive and corrosive envi-ronment and under shock loads.
References
[1] http://www.richterprecision.com/richter_precision_FAQ.htm [2] Eureka, November 1999, p.21 “Super-Hard Coating goes deep inside”.
[3] ASTM G65-94, Standard test for meas-uring abrasion using the dry sand/rubberwheel apparatus, 1996 Annual Book ofASTM Standards, Volume 03.02, ASTM[4] TUNGSTEN CARBIDE COATINGS ANDPROCESS FOR PRODUCING THE SAME,Patent PCT/RU/99/00037, filed 11.02.1999,published WO 00/47796 (17.08.2000Gazette 2000/33), Applicant: Hardide Ltd[5] Characterisation of Tungsten CarbideCoatings produced by Chemical VapourDeposition”, Davide Di Maio PhD Thesis,Department of Materials, University of Ox-ford, England, April 2005. [6] Website http://www.tungsten.com/tungcorr.html[7] Bodycote Materials Testing test report:30 DAY SULPHIDE STRESS CRACKING(SSC) TEST TO NACE TM0177-2005 /ASTM G39 – Method B ( 1 bar H2S)[8] An Updated Thintri MARKET STUDY:2009: Chrome Plating Alternatives: Ther-mal Spray, Electroless Plating, and Oth-ers, from http://www.thintri.com/chrome-plating-report.htm [9] Hard Chrome Plating Alternatives -Thermal Spray, from http://www.hazmat-alternatives.com/DoD_Programs_Altsums-HCPA-TS.php[10] http://www.ionbond.com[11] Dr. Andy Bloyce, "Coatings" October2000 “Engineering Coatings Beyond Tita-nium Nitride”.
Dr. Yuri Zhuk Direttore tecnico di Hardide Plc.MSc (honorem), e PhD in Fisica, Lo-monosov Moscow State University; MBA, the Open University (UK).Yuri è cofondatore di Hardide, crea-ta ad Oxford nel 2001 per com-mercializzare il coating CVD nano-strutturato. Nel 2005 Hardide Plc èapprodata alla Borsa valori di Lon-dra (AIM) e attualmente è produt-tore leader di coating CVD duri,forniti ai clienti operanti nell’area deiblue-chip in UK, US, Norvegia e al-tri paesi europei.
Dr. Yuri ZhukTechnical Director, Hardide Plc.MSc (Honours), PhD in Physics,Lomonosov Moscow State University; MBA, the Open University (UK).Yuri is a Founding Director of HardidePlc, established in Oxford in 2001 tocommercialise a unique nano-struc-tured CVD coating.In 2005 Hardide Plc was floated on theLondon Stock Exchange (AIM) and cur-rently is a leading producer of CVD hardcoatings supplied to blue-chip cus-tomers in the UK, the US, Norway, EUcountries.
CURRICULUM VITAE
Questa relazione è stata presentata alla conferenza NanoMaterials2010, tenutasi a Londral’8-10 giugno. Questo importante evento, organizzato in collaborazione con NanoCentral eIntertechPira, è dedicato alla commercializzazione dei nanomateriali. Oltre alla confere-renza, con sessioni plenarie e percorsi tematici paralleli, NanoMaterials include presenta-zioni a poster, altri eventi correlati e l’esposizione degli ultimi prodotti e servizi offerti dallesocietà leader.Maggiori informazioni sono disponibili all’indirizzo: www.nanomaterials-conference.com
This presentation was given at the NanoMaterials2010 conference that took place on 8-10 June in London, UK. NanoMaterials event, co-organised by NanoCentral and IntertechPira,is the leading event dedicated to the commercialisation of nanomaterials. Alongside theconference featuring plenary sessions and parallel tracks, NanoMaterials also comprise aposter display, various networking events and an exhibition showcasing the latest prod-ucts and services by the leading companies.To find out more, log onto: www.nanomaterials-conference.com

ECKARTBlueffects
In Balance with Nature.The ECKART effect helps the environment. ECKART aluminium pigments for aqueous or water-soluble coating systems boast all the great product properties of conventional systems and offer you a significant advantage: Outstanding quality in a product with considerably reduced volatile organic content which is much more environmentally friendly. That’s the ECKART effect. www.eckart.net/blueffectsPlease visit us at Eurocoat, Booth C58
For further information please contact: ECKART GmbH . Guentersthal 4 . 91235 Hartenstein . Germany
Phone: +49 9152 77-0 . Fax: +49 9152 77-7008 . E-mail: [email protected]

CONFEZIONAMENTO
Charles F. Kettering, imprenditore disuccesso, mecenate, filantropo ma an-che instancabile innovatore a cui sideve, tra le altre fortunate intuizioni,l’invenzione delle prime vernici adasciugatura rapida per il mercato del-l’automobile, già nei primi decenni delnovecento, argutamente sosteneva:“Tutti dovremmo preoccuparci del fu-turo, perché là dovremo passare il re-sto della nostra vita."E questo è ciò che sta accadendo, losi percepisce leggendo giornali e rivi-ste, guardando la televisione. Analiz-zando lo spazio mediatico che lenegoziazioni per il protocollo di Kyotooppure la fuoriuscita di petrolio nelGolfo del Messico hanno ottenuto, siintuisce quanto l’opinione pubblica stiaprendendo coscienza delle tematicheambientali. Inoltre, il fervido prolifera-re di campagne pubblicitarie che esal-tano la responsabilità ambientale diprodotti, aziende e organizzazioni, di-mostra che i trend setter, i precursori,hanno intuito questa rinnovata sensi-bilità e intendono cavalcarla.Anche il mondo dell’imballaggio di-mostra di non essere alieno a questatendenza. Il packaging è il comple-mento necessario e irrinunciabile diogni prodotto, tale capillare diffusio-ne ne fa un elemento critico per la ri-duzione dell’impatto ambientale. Ma cosa s’intende per impatto am-
bientale quando si parla di processiindustriali e di imballaggio?- Selezione di materie prime riciclatee riciclabili;- utilizzo di fonti energetiche rinnovabili;- riduzione degli scarti e degli stock;- ricerca e innovazione;- riduzione dell’u -tilizzo di energia emateria prima;- rigido controllodel la filiera di approv -vigionamento;- efficienza logistica;- produzione just in time e snella; - selezione di fornitori che condivi-dano i principi e le azioni volte a
migliorare la sostenibilità.Il contenitore, ha sempre dovuto ri-spondere a quesiti come la praticità,la facilità di utilizzo, l’aspetto grade-vole, l’efficienza nella protezione delprodotto a cui è destinato; ora tutto
ciò non basta più,una ulteriore ne-
ces sità si affac-cia: l’imballag gio
deve co municare sostenibilità,sensibilità per l’ambiente e dimo-strare un’evoluzione verso tali valori.I consumatori sono sempre più at-tenti e apprezzano il packaging di so-stanza, quello che obiettivamente èutile quanto basta per proteggere,
conservare e fornire informazioni,mentre non lesinano critiche quandosi accorgono di pagare più la scatoladel contenuto. Un costo che paganodirettamente, ma soprattutto indiret-tamente quando il packaging va a ri-cadere sull'ambiente, producendo ri-fiuti da smaltire.Il packaging può rappresentare unafonte di ricchezza se adeguatamentesmaltito o riciclato, superando le pro-blematiche dei rifiuti di famiglie e co-munità. Costituisce indubbiamente unfattore di importanza primaria per laconservazione, la garanzia e la sicu-rezza del contenuto, immediatamen-te percepibile per tutte le tipologie diprodotto.Non può essere vero che esistano incommercio prodotti per i quali la sca-tola costa più del contenuto. Il packa-ging rappresenta percentuali infini-tesimali del costo complessivo dei pro-dotti ed è una opportunità importan-te, se pensiamo alla sua funzionesociale, capace di comunicare al gran-de pubblico informazioni importanti edi intercettare i bisogni del consuma-tore, come ad esempio offrire un pro-dotto sicuro e protetto.Il packaging, insomma, adempie a unaserie di compiti di cui spesso non ciaccorgiamo. Oggi nessun prodotto in-dustriale potrebbe circolare ed esse-re posto in vendita senza un involucro,
Il punto sulla situazione dell’imballaggio metallico■ Umberto Chiodi - Impress
Charles F. Kettering, a successful manag-er, a Maecenas and philanthropist, but al-so a restless innovator, which is respon-sible for the invention of the first quickdrying varnishes, among other intuitions,for the automotive sector, early in 1900,cleverly stated that all of us should beconcerned with the future since it just inthe future that we’ll have to spend the restof our life. This is what is going on, as it is spread bynewspapers, magazines and TV pro-grammes. Analyzing the mass media success dueto the negotiations for the Kyoto proto-col or to the oil spillage in the Gulf ofMexico, we realize how the public opin-ion is more and more aware of the envi-ronmental issue. Furthermore, the
growing advertising campaigns stressingthe environment topics awareness as faras products, companies and organizationsare concerned, show that the trend set-ters and pioneers have perceived thisnew consciousness and that they are go-ing to support it.Even the packaging world shows not to ig-nore this trend. Packaging is the neces-sary and unavoidable complement to everyproduct and such capillary diffusion makesit a critical element in view of a lower en-vironmental impact.What is it meant by environmental impactwhen speaking of industrial processes andpackaging?- selection of recycled and recyclable rawmaterials- use of renewable energy sources
- decrease in waste and stock- research and innovation- lower use of power sources and raw ma-terials- strict control over the distribution chain- logistic efficiency- just in time and easier production- selection of suppliers sharing the prin-ciples and the actions aimed at improvingthe sustainability.The container has always had to meet re-quirements such as practical and easy use,aesthetic properties and the high protec-tion performance of the product. All thisis no longer enough currently, and anoth-er need is more important: packagingshould suggest sustainability, awarenessof the environment and show a develop-ment toward such values.Users are more and more watchful andthey appreciate the substantial packag-ing, which is objectively useful enough forprotection purposes, preservation and as
information source, while they do nothesitate to criticize it when they realizethat they have paid more money for thebox than for the content. It is a cost whichis directly paid by them, but also an indi-rect one when packaging has an impacton the environment, producing waste tobe disposed.Packaging can represent a source ofwealth if it is properly disposed or recy-cled, thus solving the problem of garbagefor families and communities.Of course it is a really essential factor forthe preservation, guarantee and for thesafety of the content, which can be im-mediately perceived as for all types ofproducts.It cannot be true that there are on the mar-kets products whose box is more expen-sive than the content. Packaging represents the infinitesimalpart of the total cost of products and itstands for an important opportunity if we
PACKAGING
Overview of the metal packaging situation■ Umberto Chiodi - Impress
Pitture e Vernici - European Coatings • 11-12 / 2010 39

capace di assolvere ad esigenze di pro-tezione, garanzia, movimentazione, co-municazione, ma anche di fascinazionee lusinga e persino autopromozione.
La storia
In questo scenario complesso e sti-molante, l’industria dell’imballaggiosi appresta a festeggiare il 200° annodi vita della scatola.Un contenitore che in due secoli di vi-ta ha subito un’evoluzione che lo haportato a diventare un imballaggio in-dispensabile che soddisfa giorno do-po giorno le molteplici necessità deiconsumatori in tutto il mondo.Il concetto di contenitore e poi di sca-
tola affonda le sue radici nella storiadell’uomo e nella sua necessità di stoc-care e facilitare il trasporto e l’utilizzodei più disparati materiali. Come si puòfacilmente comprendere, tuttavia, il piùdelicato di questi materiali, il più depe-ribile e importante per l’uomo è il cibo. Si è deciso quindi di datare la nascitadella scatola nell’epoca napoleonica,quando le necessità belliche, comespesso accadde nella storia dell’evo-luzione tecnologica umana, portaronoa sperimentare lo stoccaggio e la con-servazione di cibo prima in vetro e poiin metallo.La fragilità del vetro e la scarsa pro-pensione al trasporto di tale materialeportò rapidamente allo sviluppo dellascatola in metallo e la difficoltà di con-
servazione del cibo fece nascere solu-zioni tecniche di cui poterono giovaretutte le altre tipologie di prodotti.Nel 1810 l’inventore Peter Durand, fa-cendo tesoro degli esperimenti di con-servazione del cibo in vetro del fran -cese Nicolas Appert, depositò il bre-vetto della prima scatola in banda sta-gnata.Nel 1813 in Inghilterra nasce la primafabbrica di inscatolamento di cibo perl’esercito britannico e nel corso del19° secolo l’utilizzo della banda sta-gnata si afferma a livello mondiale neipiù disparati ambiti.L’acciaio manterrà il suo ruolo di in-contrastata supremazia nel mondo del-l’imballaggio fino agli anni ’50 del 20°secolo, fino cioè all’avvento dell’allu-
minio, della plastica e dei materiali ac-coppiati.L’imballaggio metallico negli ultimi 60anni ha dimostrato di poter esserecompetitivo rispondendo con l’inno-vazione alle sfide poste dai nuovi ma-teriali e, al sorgere della questioneambientale, risulta essere il materia-le principe e l’unico veramente in gra-do di fornire una risposta efficientealla nuova sfida.
Acciaio e Alluminio
La materia prima degli imballi metal-lici si suddivide principalmente in duetipologie:- Banda stagnata, cioè acciaio con di-verse percentuali di stagno e leghe ac-coppiate di acciaio e polimeri plastici.La banda stagnata viene utilizzata mol-to nelle confezioni per alimenti, be-vande, aerosol e vernici. Le confezionipossono essere tre pezzi (corpo sal-dato, fondo e coperchio aggraffati),due pezzi (corpo imbutito e coperchioaggraffato).- Alluminio, utilizzato principalmentenelle confezioni alimentari, bevandeed aerosol. Le confezioni sono due pez-zi (corpo imbutito e coperchio aggraf-fato).
Mercati
Come si è accennato precedentemen-te, le applicazioni che richiedono ilpackaging metallico si possono in bre-ve suddividere in diverse categorie:
Pitture e Vernici - European Coatings • 11 - 12 / 201040 ▼ ▼
just think of its social function which cancommunicate important information to thegeneral public, also finding out the user’sneeds such as the offer of a safe and pro-tected product.In other words, packaging accomplishesa range of tasks, which we are not oftenaware of.Nowadays, no industrial product could bedistributed and sold without a case, re-quired for protection, guarantee, handlingand communication purposes, but also forattractive and self-promotion reasons.
Historical background
In this complex and stimulating context,the packaging industry is going to cele-brate the package’s 200th birthday. It is a container which throughout two centuries life has gone through a steadyevolution to become the fundamental
pack aging which meet every day the nu-merous needs of consumers all over theworld.The container concept and then the boxconcept find its origins in the history ofthe human beings and in their need tostorage and facilitate the transportationand the use of all materials; the mostperishable and important of them to thehuman beings is food.Therefore it was decided to date back thebirth of the box to the Napoleon’s timewhen war circumstances, as it alwayshappens in the history of the technologi-cal progress, lead to experiment withstorage and food packaging, at first inglass and then in metal boxes.The fragility of glass and the low suitabilityfor transportation operations of this ma-terial quickly lead to the development ofa metal box and the difficult food storagespurred technical solutions, which werethen used for the other types of products.
In 1810 the inventor Peter Durand, takingadvantage of the food packaging experi-ments with glass, made by the FrenchNicolas Appert, registered a patent of thefirst tin-plated box.In 1813 in England the first food packag-ing industry was born for the British armyand during the 19th century the use of thetin-plated solutions spread worldwide inevery field.Steel kept its ultimate role in the packag-ing world till the 50s in the 20th century,that is till the aluminum, plastic and com-bined materials prevailed. In these last 60 years, metal packaginghas proved to be able to be competitiveand through the innovation, acceptedthe challenge launched by new materi-als, and as far as the environmental is-sue is concerned, it has shown to be thechief and only material which can pro-vide an efficient solution to the newchallenge.
Steel and aluminium
The raw material of metal packagings isbroken down mainly into two classes:- Tin-plated technology, that is steel with var-ious % amount of tin and combined alloysof steel and plastic polymers. The tin-platedsolution is widely used for food, beverages,aerosol and varnishes packages. The pack-ages can consist of three pieces (weldedbody, seamed bottom and lid) or of only twopieces (deep-drawn and seamed lid).- Aluminium, mainly used for food beverageand aerosol packages. Packages consist oftwo pieces (deep-drawn and seamed lid).
Markets
As it was hinted above, the applicationswhich require the metal packaging can bebroken down into several categories:- Food market, tinned food industry in-
PACKAGING

- Mercato alimentare, l’industria delcibo in scatola che comprende il sea-food, cioè il pesce in scatola, carni,verdure, frutta, tutto il pomodoro e de-rivati e infine alimenti per animali. Co-me si può intuire, questa tipologia discatola è di solito di piccole dimen-sioni e deve avere un sistema di chiu-sura ermetica e barriera che garanti -scano la perfetta conservazione delprodotto insieme ad un aspetto este-tico accattivante per poter veicolareun messaggio di qualità. Non ultimo ilsistema di apertura di questa catego-ria deve essere molto facile e affida-bile per agevolarne l’utilizzo casalingo.La grande maggioranza della produ-zione è in banda stagnata, con quoteminoritarie per l’alluminio.- Mercato bevande, sostanzialmentelattine e contenitori per soft drink, bir-ra e liquidi alimentari. Comparto mol-to vasto con una distribuzione capillarea livello mondiale, le scatole devonoessere leggere, sicure e facilmentemaneggiabili. L’evoluzione dei siste-mi di chiusura ha avuto un ruolo im-portante nella diffusione di taletipologia di prodotto soprattutto nel-l’affermazione del metallo contro il piùtradizionale vetro.L’alluminio, data la leggerezza che locaratterizza, è il più utilizzato in que-sta categoria, affiancato tuttavia dal-l’acciaio grazie alle sofisticate tec-nologie di riduzione dello spessore edi imbutitura che sono state sviluppa-te di recente. Alternative sono vetro,plastica e materiali accoppiati.- Mercato di colori e vernici, conteni-tori, secchielli e fusti destinati allo
stoccaggio, miscelazione e trasportodi prodotti chimici a base solvente o abase acqua. La grande maggioranza diquesti prodotti prevede un uso pro-fessionale quindi le caratteristicheprincipali richieste sono robustezza,affidabilità, tenuta e protezione delconsumatore da prodotti che possonoessere altamente tossici. Anche inquesta tipologia un elemento chiavesono i sistemi di chiusura poiché mol-to spesso contenitori di generose di-mensioni come questi devono pre-vedere una ripetuta apertura e chiu-sura facilitandone le varie fasi. Discorso a parte va fatto per le scato-le dedicate a prodotti da miscelare,questi devono avere, oltre ad un si-stema di apertura e chiusura confor-tevole e sicuro, anche la possibilità didosare il prodotto in maniera efficientee senza sprechi, necessità che spes-so viene risolta attraverso la rimozio-ne di ghiere e anelli (sistemi ringless).Il materiale principe in questo ambitoè l’acciaio, scelto per la propria robu-stezza, compatibilità con i prodotti chi-mici e per l’efficienza nello stoccaggio.- Mercato aerosol, vasta categoria chespazia dai deodoranti personali, schiu-me da barba e lacche, per quanto ri-guarda il comparto cosmesi; insetticidi,pulitori vetri, bagni e mobili, per il com-parto casalingo; vernici spray, degrip-panti e staccanti nel comparto deiprodotti tecnici; schiume scherzo, stel-le filanti e trombe da stadio, per il com-parto prodotti festa natale/carnevale;fino alla panna spray ed alimentari dinicchia come topping e salse spray.L’aerosol, essendo l’unica tipologia di
prodotto che lavora sotto pressione, de-ve garantire prima di tutto la sicurezza,l’affidabilità nel funzionamento ed è si-curamente il packaging tecnologica-mente più avanzato.È anche uno degliambiti in cui viene richiesta una mag-gior qualità decorativa e una continuaricerca e sviluppo di nuovi concept.La maggioranza delle confezioni sonoin acciaio grazie all’indiscusso prima-to della qualità di stampa che esso of-fre, l’alluminio mantiene una fortepresenza nel comparto cosmesi.- Mercato prodotti speciali, in questacategoria si riuniscono le confezioni perbiscotti, salatini, noccioline, sigari, in-volucri per alcolici e tutte le applica-zioni che non rientrano nei compartiprecedenti. Le caratteristiche principa-li di questa tipologia di prodotti sono laqualità grafica e la robustezza.
Riciclo
AcciaioNel 2009, in Italia, il77,8% dell’imballag-gio in acciaio immes -so nel mercato è sta-to riciclato, rilavora-to e riutilizzato. Grazie alla raccoltadifferenziata 44 mi-lioni di italiani stan-no attivamente par -tecipando al conse-guimento di questi ri-sultati.È importante sottoli-neare che la proprie-
tà magnetica dell’acciaio facilita leoperazioni di selezione e lavorazionedei rifiuti e che non c’è un limite mas-simo alle capacità di riutilizzo del me-tallo, infatti, esso, a differenza di altrimateriali, non perde le proprie carat-teristiche, non si contamina e non sideteriora durante la rilavorazione edè quindi infinitamente riciclabile.Ciò contribuisce a ridurre l’estrazionedi nuovo materiale ma soprattutto con-corre a rendere più efficiente la ge-stione dei rifiuti, una carta vincenteper un materiale da imballaggio.
AlluminioNel 2009, il 48% degli imballaggi inalluminio immessi nel mercato in Ita-lia sono stati riciclati. La percentualeè più bassa rispetto all’acciaio so-prattutto per la difficoltà di recupera-re l’alluminio utilizzato in imballaggi
Pitture e Vernici - European Coatings • 11 - 12 / 2010
CONFEZIONAMENTO
41▼ ▼
cluding seafood, that is tinned fish, meat,vegetables, fruits, tomato and derivativesand finally food for animals. As it is wellshown, this type of can is usually smalland must be provided with an air-tight andbarrier seal, guaranteeing the totalpreservation of the product as well as at-tractive characteristics to be able to com-municate a top quality message. Last butnot least, the opening system of this typeof product should be simple and reliableto make the domestic use easier. Mostproduction is tin-plated with less %amounts for the aluminum.- Beverage markets, mainly cans and softdrink containers, beer and liquid food. Itis a wide area with a capillary distributionall over the world, cans must be light, safeand easy to handle. The progress of theclosing systems has played an importantrole in the diffusion of this type of product,especially with the consolidation of metal,versus the more traditional glass materi-
al. Due to its low weight, aluminium is themostly used material in this class of prod-ucts, together with steel, following thehighly advanced technologies for the de-crease in the thickness and deep-drawingwhich have been recently developed. Oth-er alternative products are glass, plasticand combined materials.- Tints and varnishes, containers, buckets anddrum markets for storage, mixing and wa-terborne or solvent borne chemical trans-portation operations. Most of these productsare for professional use, therefore the main-ly required properties are sturdiness, relia-bility, air and water-tightness as well as theprotection of the user against products whichcould be highly toxic. Even for this type ofproducts, a key feature is represented by thefastening systems since very often large con-tainers such as these ones are expected tobe closed and opened frequently, makingthese steps easier. Packaging of products tobe mixed deserves more attention, as it not
only should be provided with a simple andsafe opening and closing systems, but theymust also allow metering operations of prod-uct efficiently and without waste, a require-ment which is often met by removing ringnuts and rings (ringless systems). The chiefmaterial in this field is steel, due to its stur-diness, compatibility with chemicals and dueto the storage efficiency.- The aerosol market include a wide cate-gory ranging from personal care deodorants,shaving foams and hair sprays for the cos-metics area; insect killers, glass, bathroomand furniture cleansers for domestic use,spray varnishes, paint pickling and strippingagents for technical products area, and jokefoams, streamers, sta dium trumpets for car-nival and Christmas time up to the spraycream and niche food products such as top-ping and spray sauces. As aerosol is the on-ly type of product working under pressure,it must guarantee safety first of all, theworking re liability and it is certainly the most
technologically advanced packaging. It isalso an area where a higher decorative qual-ity and a steady research and developmentof new concept are required. Most pack-ages are steel based due to the unrivalledbenefit of the printing quality, while alu-minium keeps its strong position in the cos-metics sector.- Special products market, including bis-cuits, crackers, peanuts, cigars packs andalcohols packages as well as all those ap-plications which are not included in theprevious product categories. The main fea-tures of this type of products are thegraphic quality and the sturdiness.
Recycling
SteelIn 2009 in Italy 77,8% of steel packaginglaunched on the market were recycled,reprocessed and reused.
PACKAGING
fonte - http://www.consorzio-acciaio.org
Tass
o pe
rcen
tual
e di
ricic
lo /
Recy
cling
% ra
te
Tasso di riciclo su immesso al consumonel periodo 2001-2009
Recycling rate versus consumption ratesfrom 2001 to 2009

multi materiale. Per quanto riguardal’imballaggio totalmente in alluminio,oggi in Germania il contenitore per be-vande è riciclato fino al 96%.Il recupero della materia prima quindiè fondamentale poiché il processo diproduzione dell’alluminio è molto di-spendioso in termini energetici, l’al-luminio non si trova in natura se nonsotto forma di composti e viene de-purato mediante il complesso proces-so di elettrolisi di allumina fusa. Alcontrario la rigenerazione degli imballiavviene a temperature relativamentebasse e risulta quindi molto più sem-plice e conveniente.
Innovazioni:
Nonostante le buone qualità di rici-claggio dei metalli, i produttori di im-ballaggio da anni dedicano risorse etempo alla continua ricerca di innova-zioni che ne limitino ulteriormente l’im-patto ambientale e diano un valoreaggiunto al cliente. Molte di questeinnovazioni sono facilmente riscon-trabili semplicemente guardando unacomune scatola che utilizziamo tutti igiorni, altre sono frutto di studi e mo-
difiche strutturali complesse che mi-rano a rendere più godibile il prodot-to a cui il pack è destinato.
Riduzione degli spessoriLa riduzione del peso dei contenitori,ha contribuito negli anni e contribuiràa rendere più confortevoli, economici,competitivi ed eco-compatibili gli im-balli metallici. Alcune applicazioni cri-tiche, come per esempio, le bomboleaerosol richiedono un continuo pro-cesso di ricerca e sviluppo per garan-tire alte performance, un ottimo livellodi sicurezza e allo stesso tempo uncontinuo alleggerimento dell’involu-cro metallico. In questo ambito l’allu-minio garantisce un maggior confortgrazie al suo peso specifico inferiorerispetto alla banda stagnata che vie-ne però pagato con una inferiore qua-lità litografica.
Stampa litograficaIl processo produttivo dei contenitoriin acciaio a tre pezzi permette di ef-fettuare la stampa in piano del corposcatola, cosa che, unitamente alle per-formance raggiunte dalle macchine li-tografiche su metallo, garantisce unaqualità finale molto più alta rispetto
alla stampa offset delle scatole pro-dotte con altri materiali.Concretamente, si possono ottenereeffetti perlescenti, soft touch, coloriopachi oppure con effetti gloss, tuttistru menti al servizio della creativitàdel marketing.
SagomaturaIl packaging deve contribuire anche al-la promozione del prodotto e uno deifattori critici è la possibilità di perso-nalizzare la forma dell’imballo, cosìcontribuendo a veicolare il messaggioche il produttore vuole lanciare e a sti-molare il consumatore all’acquisto. Ilmetallo si presta in tal senso alla de-formazione e alla modifica dei forma-ti standard competendo alla pari conla plastica.
ClosuresGli imballi a due e tre pezzi hanno incomune la necessità di avere una chiu-sura che ne faciliti l’utilizzo, agevoli lafuoriuscita del prodotto, l’eventualeapertura e richiusura reiterata e ga-rantisca la tenuta ermetica durante lefasi di trasporto e stoccaggio. Ancorauna volta l’acciaio e l’alluminio forni-scono prestazioni differenti tra loro e
hanno caratteristiche che di volta involta rendono l’uno o l’altro più appe-tibile in un dato contesto. Lo sviluppoche questo comparto del packagingmetallico ha avuto è eclatante, se sipensa che si è passati in pochi annidall’apertura di una lattina di pomo-doro mediante l’utilizzo obbligato diun apriscatole, ai sofisticati sistemieasy open delle confezioni alimentaridi ultima generazione.
ProtezioneIl prodotto inscatolato deve poter man-tenere le proprie qualità organoletti-che fino al momento dell’utilizzo daparte del consumatore quindi un fat-tore chiave è la protezione e la barrie-ra fornita dal pack. Gli imballi metallici,siano essi alimentari, aerosol, per be-vande, vernici o ancora in banda sta-gnata o alluminio hanno in comune lapossibilità di essere internamente pro-tetti con vernici epossifenoliche chegarantiscono la qualità del prodotto daogni possibile contaminazione e pre-servano il contenitore stesso dall’at-tacco delle sostanze confezionate.Inoltre il metallo è il materiale che of-fre la migliore barriera dall’aria e daigas garantendo il sottovuoto.
CONFEZIONAMENTO
Pitture e Vernici - European Coatings • 11 - 12 / 201042 ▼ ▼
Due to the separate waste collection, 44million Italians have been actively con-tributing to these achievements.It is important to underline that the mag-netic property of steel facilitates the wasteselection and processing so that metal re-cycling is unlimited, and that, contrary toother materials, it does not lose its proper-ties, it is not contaminated and it is notsubject to degradation, therefore it can berecycled completely.This contributes to the decrease in thenew material mining activities, but it main-ly makes the waste handling more effi-cient, actually, the winning card for apackaging material.
AluminiumIn 2009, 48% of marketed aluminium pack-ages in Italy were recycled. The % quan-tity is lower than steel, mainly due to thedifficult recovery of the aluminium usedfor multi material packages. As for pack-aging which is totally based on alumini-um, nowadays in Germany the beveragecontainer is recycled up to 96%.Therefore, the recovery of the raw mate-rial is essential, since the manufacturingprocess of aluminium is very expensive asfar as the power consumption is concernedand aluminium is not found in nature ex-cept for the form of compounds and it isrefined through a complex process of melt-ed alumina electrolysis.
On the contrary, the packages regenera-tion takes place at relatively low temper-atures, therefore, it is simpler and moreefficient.
InnovationDespite the good quality of metal recy-cling activities, for some years, packagingmanufacturers have devoted time and ef-forts to the steady search for innovation,aiming at further reducing its environ-mental impact, with added value to thecustomer. Many of these innovations can be wellperceived looking at an ordinary box thatwe use everyday, while others are resultin studies and complex structural modifi-cations of the package that enhance thecustomer’s expectations.
Lower thicknessThe decrease in the containers weightover the years has contributed and it willgo on playing a role making metal pack-ages more comfortable, economic, com-petitive and eco-friendly. Some critical applications, such as theaerosol bombs require a steady researchand development process to guaranteehigh performance an excellent safety lev-el and, also a steady reduction in the met-al case weight. In this area, aluminium guarantees agreater comfort due to its specific weight
which is lower than the tin-plated solu-tion, although with a poorer lithographicquality.
Lithographic printingThe manufacturing process of steel basedcontainers consisting of three pieces al-lows to make a flat printing of the box,which, together with the performanceachieved by the lithographic equipmentson metal, gives a final quality which ismuch higher than the offset printing ofboxes manufactured using other materi-als. Actually, pearlescent and soft toucheffects can be obtained, as well as opaquecolours or gloss effects, all of them beingtools for marketing creativeness.
Forming processPackaging should contribution also to thepromotion of the product and one of thecritical factor is the possibility to customizethe package shape, so as to communicatethe message that the manufacturer wantsto launch and to induce the user to buy it.In this respect, metal is the ideal materi-al as its shape can be modified over thestandard formats, thus competing withplastic objects.
ClosuresThe two-three piece packages have thecommon characteristic of an an easy-to-use closure, easy unpacking and repeat-
ed opening and closing, thus guarantee-ing the hermetic closure during trans-portation and storage.Again steel and aluminium give differentperformance levels showing featureswhich all the time make each other moreinteresting in a specific utilization context.The development of this packaging areahas been outstanding, just think of theshift, in few years’ time, from the use ofa tin-opener to open a tomato can to themodern easy-open systems of the latestgeneration food packages.
ProtectionThe tinned product should keep itsorganoleptic qualities till it is used by theuser, so a key factor is the protection andthe barrier effect given by the package.Metal packs, being both food, aerosol, bev-erages, varnishes and also tin-plated or a-luminium show the common feature to beprotected inside using epoxy-phenolic var-nishes which guarantee the top quality ofthe product, protecting it against the pos-sible contamination and preserving the con-tainer itself from the packed substancesattack. Moreover, metal is the materialwhich offers the best barrier effect from airand gases, offering the vacuum solution.
LaminatesThe continuous research activities through-out the years has given various combined
PACKAGING

LaminatiLa continua ricerca, negli anni, ha re-so disponibile sul mercato diversi ma-teriali accoppiati, formati da acciaio epolimeri plastici, creati con lo scopodi aumentare ulteriormente le doti diresistenza e protezione degli imballimetallici. Con tali materiali si produ-cono imballi senza ruggine o corro-sione anche a diretto contatto conl’acqua, senza perdere però la robu-stezza e la qualità del metallo.In definitiva, il packaging metallico,come sopra descritto, è forse il mate-riale da imballaggio più adatto al 21°
secolo e alla vita moderna dei consu-matori. Possiede qualità uniche. No-nostante la sua nascita risalga a 200anni fa, è ancora il migliore in mate-ria di sicurezza, riciclo ed eco-compa-tibilità.Per questi motivi, è molto adatto perprodotti come bevande, alimenti perneonati, frutta e verdura, zuppe, ver-nici, prodotti chimici ed aerosol.Il nostro settore sta lavorando ognigiorno per sviluppare nuovi mercati eImpress Metal Packaging, leader mon-diale nella produzione di imballaggiometallico, è impegnata in prima fila
nella creazione di valore aggiunto lun-go l’intera catena produttiva. Sempre all’avanguardia grazie allapartnership con i più importanti nomidel mercato consumer mondiale, l’o -
biet tivo è essere la migliore aziendad’imballaggi metallici al mondo appli-cando l’eccellenza operativa a tutti ilivelli, dalla selezione della materiaprima al lancio del prodotto.
Pitture e Vernici - European Coatings • 11 - 12 / 2010 43
materials which are available on the mar-ket, based on steel and plastic polymers,especially designed to enhance the re-sistance and protection properties of met-al packages. Such materials are used tomanufacture rust and corrosion free pack-ages, even in direct contact with water,also without losing their sturdiness andthe metal qualities.
Finally, the afore mentioned metal packageis maybe the most suitable packaging ma-terial in the 21st century for the modern lifeof users. It presents unique features. Al-though it was born 200 years ago, it is stillthe best material as for safety, recycling andeco-friendly requirements. For these rea-sons, it is ideal for products such as bever-ages, baby food, fruits and vegetables,
soups, varnishes, chemicals and aerosol.Our sector is working day by day to developnew markets and Impress Metal Packaging,a leading manufacturer in the metal pack-aging field, is committed to the creation ofadded value along the entire manufacturingchain. Always in the forefront, and with the
partnership of the most important manu-facturers of the world’s end user market,they pursue the objective to be the best met-al packaging manufacturing company, of-fering working excellence at all levels, fromthe selection of raw materials up to thelaunch of the product on the market.
PACKAGING
Umberto Chiodi lavora in Impress dal2006 ricoprendo l'incarico di: BusinessDevelopment & Field Marketing Mana-ger per il Sud Europa nella divisione Spe-cialities di Impress. Si occupa di trovarenuove opportunità commerciali e di ge-stire la comunicazione di Impress in Ita-lia, Spagna e Nord Africa. La divisionespecialities in particolar modo si occu-pa delle seguenti tipologie di packaging:scatole per vernici, bombole aerosol ein generale scatole in metallo non peralimenti (general line).
Umberto Chiodi has been workingfor Impress since 2006 holding the po-sition of Business Development & FieldMarketing Manager for Southern Europein the Specialities Division of Impress. Heis searching for new marketing oppor-tunities and he works on the Impresscommunication in Italy, Spain andNorthern Africa. The Specialities Divi-sion deals with the following packag-ing areas: varnish boxes, aerosol bombsand ordinary metal boxes not for food(general line).
CURRICULUM VITAE
CONFEZIONAMENTO

LoVOCoatEmulsionantipolimerici pervernici ad alteprestazioni e abasso COV
Formulare efficientemente vernici a base alchidica con basso COV e con ilminimo sforzoLa tecnologia degli emulsionanti polimerici LoVOCoatTM Form 100 e LoVOCoatTM Stable 100permette di formulare resine alchidiche al solvente in pitture e vernici di alta qualità ed a basso COV.
Questi emulsionanti consentono di incorporare fino al 30% di acqua a parziale sostituzione delsolvente.
Benefici ottenibiliProdotti a basso COV facili da formulare Nessun compromesso nelle prestazioni quando confrontati a prodotti al solvente tradizionali Facili da maneggiare ed applicare Convenienti dal punto di vista dei costi
Per maggiori informazioni consultate il sito: www.crodacoatingsandpolymers.com o inviate una mail a [email protected]
Croda Coatings & Polymers _ your natural choice

Omya è un produttore globale leadernel settore dei minerali industriali. Lasua attività si basa principalmente sul-la produzione di cariche minerali e pig-menti derivati dal carbonato di calcio,carbonato di calcio e magnesio (dolo-mite), carbonato di calcio precipitatoultrafine e sulla distribuzione di pro-dotti chimici grazie alla copertura delterritorio con magazzini in nord e cen-tro Italia.I mercati principali di Omya sono l’in-dustria della carta, della plastica, del-le pitture e vernici, di adesivi esigillanti, nonché l’industria edile, latutela ambientale, l’agricoltura, l’in-dustria alimentare e quella farma-ceutica.Fondata nel 1884 in Svizzera, oggil’azienda è presente con oltre 6.000dipendenti in più di 100 sedi distri-buite in oltre 50 paesi.Omya S.p.A., con sede a Milano, è lafiliale Italiana del Gruppo Omya AG. Gli stabilimenti produttivi di carbona-to di calcio sono localizzati a Carrara(MS), Nocera Umbra (PG) e Vipiteno(BZ).In Italia, come in gran parte del mon-do, l’azienda produce e vende carbo-nato di calcio naturale micronizzato inpolvere, senza e con trattamento su-perficiale, così come granulato o in so-spensione acquosa.
Nel 2008, inoltre, la collaborazione injoint-venture con la società giappo-nese Shiraishi Kogyo Kaisha Ltd. hareso possibile l’ampliamento del por-tafoglio prodotti con l’introduzione disofisticati minerali industriali.
Nella località di Golling, a pochi chi-lometri da Salisburgo (Austria), Omyaproduce specialità basate su carbo-nato di calcio sintetico ultrafine. Leprincipali applicazioni sono nel setto-re adesivi, sigillanti ed inchiostri.
Carbonato di calcio
Nelle pitture e nelle vernici ilcarbonato di calcio si è affer-mato come il principale filler.La sua finezza e distribuzionegranulometrica determinano lacopertura dei rivestimenti. Inol-tre, il carbonato di calcio pre-senta proprietà interessanticome un’elevata bianchezza, unbasso assorbimento di olio, unafacile dispersione, una buonaresistenza agli agenti atmosfe-rici, una bassa abrasività, un ri-dotto contenuto di elettroliti, uneffetto di stabilizzazione del pH,
buone proprietà di anticorrosione ereologiche.Le infinite possibilità di modifica del-le proprietà ottiche e meccaniche del-le pitture e delle vernici con carbonatodi calcio rendono questo minerale par-
ticolarmente affascinante.Le pitture in emulsione per interni so-no senza dubbio le applicazioni più ric-che di carbonato di calcio nell’industriadelle finiture decorative. Il carbonatodi calcio contribuisce alla coperturadelle idropitture formulate al di sopradella concentrazione critica del pig-mento in volume. A seconda della for-mulazione, il contenuto di carbonatodi calcio in peso può raggiungere si-no il 60%.Il carbonato di calcio migliora anchele pitture in emulsione per esterni egli smalti a pennello, garantendo van-taggi economici senza compromette-re le prestazioni tecniche. Le vernici industriali sono impiegateprincipalmente per proteggere dallecondizioni ambientali potenzialmenteavverse. Per quanto riguarda questeapplicazioni, l'attenzione è incentratasulla durabilità, mentre spesso le pro-
Omya is a leading global producer of in-dustrial minerals. Its activities are main-ly focused onto the production of fillerscalcium carbonate, calcium and magne-sium carbonate (dolomite), ultra-fine pre-cipitated calcium carbonate as well asonto the distribution of chemical productsthanks to its network of warehouses inNorthern and Central Italy.Omya’s main markets include the paper,plastics, paints, coatings adhesives indus-tries, as well as construction, environment,agriculture, food and pharmaceutical.Founded in 1884 in Switzerland, Omyanow has a global presence extending tomore than 100 locations in over 50 coun-tries with 6,000 employees.Omya S.p.A., with its main commercial of-fices in Milan, is the Italian branch of theOmya Group.
Omya S.p.A.’s calcium carbonate produc-tion facilities are located in Carrara (MS),Nocera Umbra (PG) and Vipiteno (BZ).Omya is producing and selling natural mi-cronized powder calcium carbonate, ei-ther modified, with or without surfacetreatment, as well as granules or slurry,both in Italy and elsewhere worldwide.Additionally, in 2008, the joint-venturecooperation with Shiraishi Kogyo KaishaLtd., a Japanese company, triggered anenlargement of the product portfoliothanks to the introduction of sophisti-cated industrial minerals. Omya is nowproducing some ultra-fine synthetic cal-cium carbonates in Golling, a town lo-cated a few miles away from Salzburg(Austria). Their main applications are inthe adhesives, coatings and inks indus-tries.
Calcium carbonate
Calcium carbonate has become the mainfiller for paints and coatings.Its fineness and granulometric distributionset the hiding power of coatings. More-over, calcium carbonate owns certain pe-culiar features such as high degree ofwhiteness, low oil absorption, easy dis-persion, good resistance to weather con-ditions, low abrasive power, reducedcontent of electrolytes, pH stabilizationeffect, good anti-corrosion and rheologi-cal properties.The unlimited number of variations of op-tical and mechanical properties of calciumcarbonate based paints and coatings makesthis mineral particularly fascinating.Indoor emulsion paints are without anydoubt the applications which are richestin calcium carbonate in the decorative in-dustry. Calcium carbonate contributes tothe hiding power of hydro paints formu-
lated above the critical pigment volumeconcentration, where calcium carbonatecan be present up 60% in weight.Calcium carbonate also improves outdooremulsion paints and brush enamel paints,thus triggering some economic advantagewithout impairing technical performance. Industrial paints are mainly applied to pro-tect equipment from potential bad envi-ronmental conditions. As far as theseapplications are concerned, the focus ison their durability, while their optical prop-erties are often considered less important.Industrial paints are formulated below thecritical pigment volume concentration andtheir fillers content is lower than in emul-sion paints. Nevertheless, the choice forthe appropriate filler shall not be neg-lected due to its potential impact on bright-ness, viscosity and duration.Plasters are used both for decorative andfunctional purposes. Special plastic plas-ters require mineral particles with aver-
FOCUS ON...
Omya: Expertise, Innovative, Sustainable
Pitture e Vernici - European Coatings • 11-12 / 2010 45
Omya: Competenza,Innovazione, Sostenibilità
PARLIAMO DI...

prietà ottiche sono meno importanti.Le vernici industriali sono formulate aldi sotto della concentrazione criticadel pigmento in volume e con un con-tenuto di carica inferiore rispetto allepitture in emulsione. Tuttavia, la scel-ta di una carica appropriata non deveessere trascurata per via del suo po-tenziale impatto sulla brillantezza, laviscosità e la durata.Gli intonaci sono utilizzati sia a scopodecorativo che funzionale. Gli intona-ci speciali plastici richiedono particelleminerali con un diametro medio fino a7 mm e un’elevata luminosità per sod-disfare le esigenze ottiche dei clienti.L’intonaco deve inoltre agire da bar-riera all’acqua, garantendo allo stes-so tempo la permeabilità al vaporeacqueo, per evitare danni agli edifici.Altri prodotti, come ad esempio ver-nici e cariche sono utilizzati per pre-parare la superficie di un muro per iltrattamento successivo. I materiali de-vono essere resistenti alle screpola-ture e avere una buona carteggiabilitàper consentire agli operatori di tratta-re le superfici ruvide. Anche negli adesivi e sigillanti le ca-riche minerali, tra cui il carbonato di
calcio e la dolomite, sono materie pri-me di base per le formulazioni.In passato, le cariche venivano utiliz-zate per ridurre i costi. Tuttavia, le lo-ro proprietà funzionali stanno divenen-do sempre più importanti data la cre-scente domanda del mercato di pro-dotti adesivi e sigillanti.Le cariche minerali possono essere im-piegate per migliorare le proprietàmeccaniche, la resistenza alla colatu-ra e la reologia.La gamma di cariche oggi utilizzate èvasta quasi quanto la gamma di ade-sivi e sigillanti disponibili. Dalla pol-vere di marmo bianco per i sigillantidei bagni, alle polveri fini e grossola-ne a base di calcite per gli adesivi del-le piastrelle e le malte, fino alle ca -riche trattate in superficie per sistemisensibili all’umidità: Omya offre unavasta gamma di cariche minerali at-traverso una rete globale di impiantiproduttivi locali. Fra le ultime novità vi sono prodotticon un tenore di umidità e un assor-bimento estremamente basso, svilup-pati appositamente per adesivi esigillanti reattivi a base di sistemi po-limerici ibridi.
Prodotti di distribuzione
Il Gruppo Omya è un produttore mon-diale di cariche a base di carbonato dicalcio e dolomite, ma è anche uno deimaggiori distributori di specialità chi-miche. Omya rappresenta fornitori a livello mon-diale di sostanze chimiche per l’industriadelle pitture e vernici, adesivi e sigillanti.La sua attività nella distribuzione è in-cominciata nel 1946 quando furono sti-pulati i primi contratti con compagniefrancesi, belghe ed inglesi. Tuttavia, ènel 1949, con la firma del contratto perla distribuzione in Svizzera con la com-pagnia tedesca Hoechst, che ha vera-
mente inizio la crescita dell’attività di di-stribuzione.Il team Global Distribution Services(GDS) di Omya è dedicato allo sviluppo,alla gestione e al coordinamento delleattività di distribuzione del Gruppo. Es-so trae vantaggio dalle competenze lo-cali e le sfrutta globalmente per rag-giungere una crescita sostenibile a lun-go termine per le aziende rappresenta-te. Società privata dal 1884, oggi Omyaè tra i dieci distributori di sostanze chi-miche più importanti d’Europa.La gamma prodotti di distribuzionecomprende additivi quali addensantie disperdenti sintetici, resine, e cari-che quali caolini idrati e calcinati ani-
Pitture e Vernici - European Coatings • 11-12 / 201046 ▼ ▼age diameter up to 7 mm and high bright-ness to meet customers’ optical require-ments. Plaster shall also be a barrier forwater and shall concurrently allow beingpermeated by steam to avoid damages tobuildings.Other products, such as paints and fillers,are used to prepare wall surfaces for moretreatments. Materials shall be crack-re-sistant and allow a good sanding to en-able the treatment of stipple by users. Mineral fillers, including calcium carbon-ate and dolomite, are basic raw materialsfor formulations even for adhesives andsealants.In past times, fillers were used to reducecosts. Now, instead, their functional prop-
erties are becoming more and more impor-tant, given the increasing market demandfor adhesives and sealants. Mineral fillerscan be used to improve mechanical prop-erties, resistance to dripping and rheology.The range of fillers used nowadays is nearlyas wide as the range of adhesives andsealants available. Omya is offering a widerange of mineral fillers through its globalnetwork of local production facilities fromwhite marble powder for sanitary sealantsto the fine and coarse calcite-based pow-der for tiles adhesives and cements to thesurface-treated fillers for damp sensitivesystems. Its latest innovations include products withextremely low water content and absorp-
tion which have been specifically devel-oped for reactive hybrid polymeric systembased adhesives and sealants.
Distribution products
The Omya Group is a world producer ofcalcium carbonate and dolomite basedfillers, but it is also a leading distributorof chemical specialties. Omya is representing world leading sup-pliers of chemical products for the paintsand coatings, adhesives and sealants in-dustries.Its activity as distributor started in 1946,when it entered into its early agreementswith some French, Belgian and Englishcompanies. But it is only in 1949, aftersigning a distribution agreement forSwitzerland with Hoechst, a German com-pany, that it actually started to increaseits distribution operations.
Omya’s Global Distribution Services team(GDS) is devoted to the development, man-agement and coordination of the Groupdistribution operations. They take advan-tage of local skills and exploit them glob-ally to achieve a long term sustainablegrowth for represented companies. A privatecompany since 1884, Omya is now among theten leading distributors of chemical prod-ucts in Europe.The range of distributed products includesadditives such as synthetic thickeners anddispersing agents, resins and fillers like hy-drated kaolin and calcined clays, alumini-um hydrates, micas, natural barium sul -phate and talcs, just to mention the mainmaterials which are used in the paints,coatings, adhesives and sealants industry. The availability of products, combined withthe development of leading formulationsby laboratories, enables Omya to supplyits customers with solutions tailored totheir specific market requirements.
FOCUS ON...
PARLIAMO DI...

dri, idrati di alluminio, miche, solfatodi bario naturale e talchi, solo per ci-tare i principali con utilizzo nel setto-re pitture, vernici, adesivi e sigillanti. La disponibilità di prodotti, in combi-nazione con lo sviluppo di formulazio-ni guida da parte dei laboratori,
permettono ad Omya di fornire ai clien-ti soluzioni su misura per le loro esi-genze specifiche di mercato.Tuttociò, insieme all’eccellente co-pertura geografica, fa di Omya il par-tner di mercato ideale per le azienderappresentate.
Tecnologia applicata
Per soddisfare le richieste dei suoiclienti, Omya mette a disposizione unservizio di consulenza efficiente e unavasta gamma di materie prime sia mi-nerali che chimiche. Omya è orgogliosa di essere all’avan-guardia nella ricerca e nello sviluppodelle applicazioni, con i suoi labora-tori di eccellenza collocati in Oftringen(Svizzera), presso la casa madre, non-ché con i suoi laboratori locali situatipresso i principali stabilimenti.Queste strutture sono un bene fonda-mentale sia per le attività legate ai mi-nerali industriali che per quelle didistribuzione e forniscono servizi tecniciunici a clienti e aziende rappresentate.Per decenni Omya si è concentrata sul-la tecnologia applicata.Questa esperienza ha dato a Omya lecompetenze tecniche per supportaree aiutare i clienti a migliorare le pro-prie prestazioni e i propri processi. L’impegno di Omya è chiaro: fornire aciascun cliente una soluzione appro-priata alla sua area di attività. Per de-cenni, Omya ha sviluppato e ampliatole sue competenze in tutti i settori pro-prio su questa base.Più di un centinaio di ricercatori, inge-gneri e tecnici lavorano alla tecnologia
delle applicazioni per sviluppare nuoviprodotti e migliorare quelli già affer-mati, così come per supportare i clien-ti con il loro aiuto e i loro consigli. Spesso i clienti si rivolgono a Omyacon problemi complessi, consapevoliche, lavorando insieme, troveranno so-luzioni tecniche adeguate. Gli specialisti di tecnologia applicata diOmya si impegnano nel fornire suppor-to tecnico giornaliero ai clienti per tuttii mercati nei quali i prodotti Omya sonoimpiegati, e nello sviluppare nuove ideeche possano portare alla creazione dinuovi prodotti o nuove applicazioni perprodotti già esistenti. Inoltre, Omya of-fre la possibilità di partecipare a corsidi formazione e seminari di aggiorna-mento per dipendenti e clienti.
Pitture e Vernici - European Coatings • 11-12 / 2010 47▼ ▼
These circumstances, together with ourexcellent geographic presence, makeOmya an ideal business partner for all rep-resented companies.
Applied Technology
In order to meet its customers’ requests,Omya is offering an efficient consultancyservice and a wide range of mineral andchemical raw materials. Omya is proud to be in the lead of researchand development of applications thanksto its laboratories of excellence based inOftringen (Switzerland), where the HeadOffices are located, as well as to its locallaboratories at its main facilities.These structures are a substantial assetof Omya both for the activities connectedto industrial minerals and for the distri-bution products, and supply unique tech-nical assistance to customers and
represented companies.Omya has focused on the applied tech-nology for decades.Thanks to its experience, Omya now ownsthe necessary skills to support and helpits customers to improve their perform-ance and processes. Omya’s commitment is clear: each cus-tomer’s solution shall be tailored to its fieldof activity. Omya has been developing andextending its skills in all fields right to pur-sue this target.Over a hundred researchers, engineers andtechnicians are working on applications tech-nology to develop new products and improvethe successful ones as well as to supportcustomers through their help and advice. Customers are often applying to Omya forcomplicated issues and are confident thatif they cooperate they will find adequatetechnical solutions to their problems. Omya’s experts in the field of applied tech-nologies are committed to support cus-
tomers daily in connection with all mar-kets where Omya’s products are used, aswell as to develop new ideas which maylead to the creation of new products ornew applications for existing products.Additionally, Omya organises, on regularbasis, training courses and workshops foremployees as well as for customers.
Sustainability
Companies managed in a professionalmanner switched from an approach basedon reactive conformity to a process led bya proactive vision in line with long term
company targets.Sustainable development is defined as aform of progress which is able to meet ourcurrent needs without jeopardizing the a-bility of future generations to satisfy theirneeds. Quality, safety and social accountabilityare the principles on which Omya’s oper-ations are founded and developed. Sus-tainability includes:Economic growth• Needs, rights and values of our cus-tomers • Ongoing progress of Omya products andservicesEcological balance
FOCUS ON...
PARLIAMO DI...

Sostenibilità
Le società gestite in modo professio-nale sono passate da un approccio ba-sato sulla conformità reattiva ad unprocesso guidato da una visione pro-attiva in linea con obiettivi aziendali alungo termine.Lo sviluppo sostenibile è definito co-me una forma di progresso in grado disoddisfare i bisogni attuali senza com-promettere la capacità delle genera-zioni future di soddisfare le proprieesigenze. Qualità, sicurezza e responsabilità so-ciale sono i principi su cui si fonda esi sviluppa l’attività di Omya. Per Omyala sostenibilità comprende:Crescita economica• Esigenze, diritti e valori dei propriclienti• Progresso costante dei prodotti eserviziEquilibrio ecologico• Rispetto delle leggi, norme e rego-lamenti applicabili, e impegno co-stante nel ridurre il proprio impatto• Responsabilità nei confronti del-l’ambienteProgresso sociale• Gli impianti operano in sicurezza e so-
no considerati parte integrante della co-munità nella quale si trovano.• Tutti i dipendenti sono guidati daprincipi etici.• Bisogna essere dei buoni cittadini erispettare i propri simili e l’ambientein cui si vive.
Equilibrio ecologico
L’impatto sull’ambiente e sulla salutedelle materie prime utilizzate nel set-tore pitture, vernici, adesivi e sigillantiha certamente modificato le tipologiedi formulazioni oggi esistenti.Ad esempio, in questo settore si è mol-to investito per ridurre o addirittura az-zerare il contenuto di sostanze orga-niche volatili (VOC) presente nei pro-dotti finiti.Omya ha lavorato e sta continuando alavorare in questo ambito, fornendoprodotti che possano soddisfare lenuove normative.Altro settore in cui Omya sta prestandomolta attenzione è la riduzione delleemissioni di Biossido di Carbonio (CO2).Ad esempio, Omya fornisce un’ampiagamma di prodotti utilizzati per i si-stemi a cappotto o ETICS, che sono di-
ventati un sistema di isolamento ter-mico richiesto per le nuove abitazioniin diversi paesi in Europa per limitarele emissioni di CO2.Il Cambiamento Climatico è stato de-finito come una delle maggiori sfideche le nazioni, i governi, le imprese edi cittadini si troveranno ad affrontarenei prossimi decenni.Come risposta sono in via di sviluppoed attuazione iniziative a livello inter-nazionale, nazionale, regionale e loca-le per limitare la concentrazione dei gasserra nell’atmosfera del pianeta. Taliiniziative si basano sulla quantificazio-ne, monitoraggio, segnalazione e veri-fica delle emissioni di gas serra e/o sulloro abbattimento (ISO 14064-1, p.v.).Le quantità totale di Biossido di Car-bonio (CO2) e di altri gas serra emes-si nel corso dell’intero ciclo di vita diun prodotto o di un servizio vieneespressa in chilogrammi equivalentidi CO2.Il biossido di carbonio e gli altri gasserra sono responsabili dei vari effet-ti del riscaldamento globale. Le emissioni di CO2 vengono calcola-te utilizzando la metodologia del-l’Analisi del Ciclo di Vita (Life CycleAssessment – LCA). Per il carbonato
di calcio naturale le emissioni di CO2
sono pari a 75 Kg di CO2 per tonnella-ta di CaCO3 prodotto.A confronto con le altre materie primeutilizzate nei settori delle pitture e ver-nici, intonaci e rivestimenti minerali aspessore, adesivi, sigillanti ed inchio-stri, i risultati del carbonato di calciosono estremamente positivi. Tuttavia, è ancora possibile migliora-re tale posizione favorevole e la sfidaconsiste nell’ottimizzare il processo diproduzione per quanto riguarda l’uti-lizzo dell’energia ed il trasporto cer-cando di utilizzare i mezzi di trasportopiù efficienti. La logistica Omya viene ottimizzatagrazie alla strategia di localizzazionegeografica dell’attività, sviluppata inrelazione alle esigenze dei propri clien-ti. Il CO2, prodotto dal trasporto del car-bonato di calcio di Omya verso la suadestinazione finale, gioca un ruolo im-portante nel calcolo delle emissioni fi-nali di CO2.Oltre 100 impianti Omya, situati in tut-to il mondo, consentono di agire inqualità di fornitore locale e di mini-mizzare così la distanza di consegna,riducendo consistentemente la for-mazione di biossido di carbonio
PARLIAMO DI...
Pitture e Vernici - European Coatings • 11-12 / 201048
• Compliance with applicable laws, rulesand regulations and constant commitmentto reduce own impact • Environmental responsibilitySocial progress• The facilities operate safely and are con-sidered an integral part of the communi-ty in which they operate.• Omya is guided by ethical principles.• We are good local citizens and respectfellow human beings and the environment.
Ecological balance
The impact of raw materials used in thepaints, coatings, adhesives and sealantsindustry on the environment has certain-ly changed the kinds of formulations usednowadays.For example, significant investments have
been made in this field to reduce or eveneliminate the content of volatile organiccompounds (VOC) in finished products.Omya has worked and is still working toaccomplish this target by supplying prod-ucts which can comply with tough VOCregulations.Another field which is being carefullywatched by Omya is the reduction of Car-bon Dioxide (CO2) emissions.For instance, Omya is supplying a widerange of products utilized for ExternalThermal Insulation Composite Systems(ETICS), which are required as thermal in-sulation systems for newly built houses inseveral European countries, with a view
to limiting CO2 footprint.Climate change was defined as one of themajor challenges which will be faced bynations, governments, enterprises and c-itizens over the next few decades.In response, international, domestic, re-gional and local initiatives are currentlybeing developed and implemented to re-duce the greenhouse gases emissions inthe Earth’s atmosphere. Such initiativesare based on the quantification, monitor-ing, reporting and assessment of green-house gases emissions and/or on theirreduction (ISO 14064-1, p.v.).The total quantities of carbon dioxide (CO2)and of other greenhouse gases released
during the whole life cycle of a product orservice are expressed as CO2 equivalentkilograms.Carbon dioxide and the other greenhousegases can be accounted for several effectsof global warming. CO2 footprint is calculated through the LifeCycle Assessment – LCA method.As fornatural calcium carbonate, CO2 footprintis equal to 75 Kg of CO2 per ton of CaCO3
produced.If compared with other raw materials usedin the paints and coatings, plasters andmineral thick coatings, adhesives, sealantsand inks industry, the results achieved bycalcium carbonate are extremely positive. Such favorable position can be neverthe-less improved and the future challenge isthe optimization of the production cycleas far as the use of energy and transportare concerned, thus trying to employ moreefficient means of transport. Logistics are optimized thanks to strate-gy of geographic localization of operationsdeveloped in connection with Customer’sdemand. CO2 produced when transportingOmya’s calcium carbonate to its final des-tination plays a significant role when cal-culating the final amount of CO2 footprint.Over 100 Omya facilities all over the worldenable us to operate as local supplier andthus minimize delivery distance and re-duce the production of carbon dioxide toa large extent.
FOCUS ON...

Experts in the Science of Solutions
www.dow.com/coating
© 2010 The Dow Chemical Company. All rights reserved.
Synergy - At Dow Coating Materials, we’ve got team-work on our minds. We’ve come to admire the harmonious co-existence of the Koi and the image of strength of friendships. It’s an apt metaphor for the collaborative relationship we have with our customers and a reminder that we haveto keep moving, changing and adapting to thrive.
So when you want to learn more about our team-focused approach to customers and how their award-winning products are fuelled byDow Coating Materials experts, come and talk to us.
We’d love to pool our resources and float some ideas with you.
Collaboration
Visit us at Eurocoat, Genoa, 9 - 11 November 2010 and The European Coating Show, Nürnberg, Germany29 - 30 March 2011.

“Le fiere classiche non servono più: al-l'industria manifatturiera necessitanomanifestazioni super specializzate, verie propri contenitori tecnici di consulen-za e di servizio. Le nuove fiere devonocercare il proprio successo nel succes-so degli altri: degli espositori innanzitut-to, ma anche del settore di riferimentoche nel riconoscerne il ruolo le riconoscecome sue” - questo è il pensiero di Gio-vanni Bonfiglio, presidente di SurfaceExpo 2010, l’unico Salone nazionale in-teramente dedicato alla finitura industria-le ed al trattamento delle superfici chesi è svolto presso il polo fieristico di Ber-gamo dal 15 al 18 settembre.Il nuovo standard di manifestazioneinaugurato con la prima edizione diSurface Expo ha funzionato davveromolto bene. La fiera che non cercava ilsuccesso ma un ruolo di servizio, ha tro-vato l'uno e l'altro nella soddisfazione
degli espositori, che hanno chiesto di ri-proporre l'appuntamento con cadenza an-nuale. La Fiera al suo debutto ha conqui-stato ampi consensi tra gli operatori. Ente Fiera Promoberg e Federfinitura nelpromuovere ed organizzare la manifesta-zione avevano ben chiaro gli obiettivi:sostenere gli imprenditori del settore se-lezionando e promuovendo le tecnolo-gie migliori in modo da offrire processiinnovativi a tutti i comparti manifatturie-ri italiani, alle prese con la grave crisieconomico-finanziaria in atto da tempo.Tale visione ha consentito di avere perquattro giorni alla Fiera di Bergamo unconcentrato di prodotti di alta qualità edi progetti innovativi in grado di cambia-re la storia di molte aziende, in alcunicasi di interi distretti produttivi, soprat-tutto in rapporto alla possibilità di con-tinuare a fare impresa ecocompatibile."Seppur in presenza di una pesante con-giuntura - ha osservato Ivan Rodeschi-ni, presidente di Promoberg - ci siamoimpegnati affinché la rassegna potessepresentarsi con un significativo parcoespositivo contraddistinto dall'eccel-lenza. Aver ospitato una larga fetta deimigliori rappresentanti dell'intero setto-re produttivo italiano della finitura, pe-raltro con caratteristiche tecniche che
sconfinano nelle tecnologie strategiche,è stato un grande risultato. Utilizzandoqueste tecnologie come veicoli promo-zionali - ha concluso Rodeschini - pos-siamo favorire e promuovere l'interna-zionalizzazione delle nostre imprese".Surface Expo, nel suo essere al serviziodelle imprese, ha voluto e dovuto fare se-lezione, rinunciando a grandi stand pie-ni di prodotti inquinanti e tecnologie ob-solete e preferendo spazi ridotti, doveperò sono state esposte innovazioni edalta qualità, a partire dalle nanotecno-logie. Concretezza e sostanza, dunque,presentate con intelligenza e razionali-tà. Un evento di servizio a favore di tut-ti gli operatori, voluto da un’associazio-ne, Federfinitura, che oltre a dare rap-presentanza ai propri associati, lavoran-do insieme con Promoberg ha dato rap-presentatività all’intero settore.Le eccellenze di Surface Expo hanno con-quistato i visitatori giunti al polo fieristi-co di Bergamo. "Sapevamo che SurfaceExpo era una manifestazione specializ-zata molto importante, che sta conqui-stando i mercati nazionali e stranieri –hanno raccontato alcuni clienti arrivatida Urbino e dalla Puglia - ma non in que-sti termini. Siamo rimasti particolarmen-te colpiti dal concentrato davvero eleva-
to di alta qualità e innovazione presen-ti". Un commento positivo replicato damolti altri visitatori. "È vero che lo spa-zio espositivo e il numero degli esposi-tori non sono ciclopici – hanno osserva-to operatori del settore della galvanicatradizionale arrivati dalla provincia di Bre-scia - ma è altrettanto vero che ogniespositore di Surface Expo ha delle pro-poste molto particolari, nulla di ripetiti-vo o inutile". "Eravamo venuti per acqui-stare un macchinario sviluppato trami-te una nuova tecnologia a basso inqui-namento – hanno spiegato i titolari diun'azienda con base nel milanese. Oltrea quanto cercavamo, abbiamo però tro-vato una serie di realtà davvero all'avan-guardia". Tra gli espositori, la maggior parte ha sot-tolineato che "la crisi ha colpito duro, inu-tile negarlo. Ma a Surface tutti i visita-tori erano realmente interessati ai no-stri prodotti, nessuno è venuto a perde-re tempo". Questi, in sintesi, i commenti che si sonosentiti riferire i dirigenti di Promoberg edi Federfinitura quando hanno chiuso lamanifestazione con i saluti agli esposi-tori: un gesto inconsueto ed elegante,gradito da tutti, rispettoso verso chi hacreduto in Surface Expo.
POST EVENTI
SURFACE EXPO 2010: GRANDE SODDISFAZIONE ALLA “PRIMA”
Traditional exhibitions are of no furtheruse: manufacturing companies need hy-per-specialized events, which are real tech-nical consultant and service “containers”. Thenew events should pursue their success look-ing at the others’ successful achievements,first of all the exhibitors’, but also the refer-ence sectors’. In fact, recognizing their role,they can reflect the same role as theirown. This is Giovanni Bonfiglio’s belief,president of Surface Expo 2010, the only oneNational Exhibition which is fully devoted tothe industrial finishing and to the surfacetreatment, held at the Exhibition Centre ofBergamo, from 15th to 18th September. Thenew event standard, inaugurated with thefirst Surface Expo edition, has obtained agreat success. This exhibition which did notlook for the success, but rather a service role,at last has achieved both of them, as it waswitnessed by the customers’ appreciation,who asked to relaunch this event every year.The Exhibition at its first edition has obtaineda great success among the operators.Ente Fiera Promoberg and Federfinitura, theorganizers and promoters of this event, pur-
sued well known purposes and objectives,namely, supporting the managers working inthis sector selecting and promoting the besttechnologies so as to offer innovative process-es to all the Italian manufacturing areas, cop-ing with the serious economic-financial cri-sis which has been taking place for some time.Such a vision has allowed to display through-out four days at the Fiera di Bergamo, a greatdeal of high quality products and innovativeprojects which can change the history of manycompanies, in some cases, of entire manufac-turing sectors, mainly as a function of the pos-sibility to go on leading the companies in viewof an ecofriendly manufacturing philosophy.Although the serious economic crisis, we havedone our best to organize an event showingthe largest amount of products and services,standing out for their excellence. Hosting awide part of the best representatives of thewhole Italian manufacturing sector of the fin-ishing industry, also featuring a technical ex-pertise going beyond strategic technologies,it has shown to be a real success, as from IvanRodeschini’s words, the president of Pro-moberg.
“Using these technologies as promotional me-dia, we can boost and promote the interna-tional style of our companies”, Rodeschiniadded. Devoted to the enterprises, Surface Expo,wanted and had to make a selection, renounc-ing large booths full of polluting and old prod-ucts and technologies, choosing smallerspaces where, nevertheless, top quality inno-vations were presented, starting from nan-otechnologies. Practical and actual applica-tions were displayed with rational and cleverobjectives in mind.It is an event devoted to all the operators bythe Federfinitura association, which not onlyrepresents its own members, but the wholesector, working together with Promoberg.The excellence of Surface Expo has really at-tracted the visitors’ attention, who attendedthe Exhibition Centre of Bergamo.“We knew that Surface Expo was an impor-tant and specialized exhibition, which hasbeen enlarged to national and internationalmarkets, but we could not imagine such suc-cessful results”, some customers coming fromUrbino and from the Italian Puglia region said.
“We were really surprised at the astonishingfocus on quality and innovation”, they com-mented with other visitors.“It’s true that the exhibition floor and the num-ber of visitors are not so huge, but, as a mat-ter of fact, each exhibitor at Surface Exposhows special products and nothing is repeat-ed or useless”, the operators of the tradition-al galvanic processes said, coming from theprovince of Bergamo.“At first, we attended the event aiming at pur-chasing an equipment which was developedwith a low environmental impact technology,and not only we found what we were look-ing for, but we also found much more inter-esting and pioneering ideas”, the managersof a company located near Milano said.Among the exhibitors, most of them havepointed out that the economic crisis has re-ally hit everybody, but all the visitors takingpart in Surface were really interested in ourproducts and nobody has wasted his time.These are the general opinions reported to thePromoberg and Federfinitura managers, at theend of the event with the exhibitors’ greetings.It was a kind and unusual attitude, appreci-ated by all, also respectful to those who hasbelieved in Surface Expo.
Pitture e Vernici - European Coatings • 11-12 / 2010
POST EVENTS
50
Surface Expo 2010: the success of the première
Il polo fieristico di Bergamo

SULLA QUALITÀ NON ABBIAMO NIENTEDA DIRE. LO FANNO GIÀ I NOSTRI COLORI.
Quando si parla di qualità basta guardare le nostre paste colorate DecoTint: pigmenti coloranti di altissimo
pregio e un’ottima lavorabilità garantiscono un prodotto fi nale e un’applicazione ineccepibili. E quali sono gli
eff etti pratici? Ad esempio le tonalità del giallo e dell’arancio restano tali – qualunque siano le condizioni
ambientali. E che l’elevata qualità del prodotto implica poi meno reclami e meno costi, potete raccontarlo voi
stessi. Per ricevere ulteriori informazioni sui nostri prodotti visitate il sito www.protec-systempasten.de o
chiamateci al numero: +49 (0)23 30/92 64 32.
Un‘azienda del gruppo Dörken.

Pitture e Vernici - European Coatings • 11-12 /2010
Fiere e congressi • Trade Fairs and Congresses
NOVEMBRE / NOVEMBERSMART COATINGS VI9-10 Novembre • 9-10 NovemberBerlin, GermanyTel: +49 511 9910-273Contact: Matthias [email protected]/events/ecc-smart-coatings.cfmPer smart coatings si intende spesso i rivestimentistrutturati che forniscono vantaggi supplementari graziealla loro risposta adeguata in ambiente esterno. Si parlaspesso di coating autocurativi, anti impronte e antighiaccio,per citarne solo alcuni e sembra che l’attenzione rivolta aquesti materiali sia in continua crescita, non solo inambiti accademici, ma anche industriali. I partecipantiall’European Coatings Conference, “Smart Coatings”,presentano un quadro generale degli odierni sviluppi deicoating funzionali. La conferenza ad alto contenuto tecnicooffre ai partecipanti una visione esaustiva degli sviluppiattuali e rinomati esperti di fama internazionalepresentano i risultati delle loro ricerche su materie prime,formulazioni ed applicazioni.Smart coatings are often referred to as structured coatingswhich provide additional benefits by giving an appropriateresponse to outside conditions. Much talked about areself-healing, anti-fingerprint and anti-ice coatings, toname only a few. Apparently the attention for thesematerials is still on the rise - not only in academic circlesbut also in the industry. Attendees of the EuropeanCoatings Conference "Smart Coatings"will get an overviewof current developments for these functional coatings. Thetechnical conference will provide attendees with anoverview of current developments. Renownedinternational experts will present their findings in terms ofraw materials, formulations and applications.
EUROCOAT 201030th FATIPEC CONGRESS 9-11 Novembre • 9-11 NovemberGenoa, ItalyTel: +39 (0) 1 77929684Contact: Cyril Ladet - [email protected] con il supporto di UATCM e AITIVA, Eurocoat èil Salone leader nell’Europa meridionale dedicato al know-how e all’innovazione nell’industria dei rivestimenti, dellepitture, delle vernici, degli inchiostri di stampa, delle collee degli adesivi. Il XXX Congresso FATIPEC avrà per tema“The Coating throughout the third millennium: Evolution,Innovation or Revolution?” dando all’evento un elevatovalore aggiunto per un incontro imperdibile.Organized with support from UATCM and AITIVA, Eurocoatis the leading Trade Show in Southern Europe andMaghreb for know-how and innovation in the coating,paint, varnish, printing ink, glue and adhesive Industries.The XXX FATIPEC Congress will have the theme “TheCoating throughout the third millennium: Evolution,Innovation or Revolution?” giving the event a great addedvalue for a meeting that can’t be ignored.
GREENBUILD 2010 17-19 Novembre • 17-19 NovemberChicago, IL, USATel: +1 (800) [email protected] -www.greenbuildexpo.org Grazie al principale expo mondiale rivolto alla bioedilizia,Greenbuild 2010 è l’occasione da non perdere per impararecome l’economia “Verde” può accrescere il business.
With the world's largest expo hall devoted to greenbuilding, Greenbuild 2010 is the place to go to learn howgreen can grow your business.
ACT 10 - ADVANCES IN COATINGSTECHNOLOGY CONFERENCE23-25 Novembre • 23-25 NovemberKatowice, PolandTel: +48 (32) 231 9043Contact: Anna Pajak [email protected]/en.html La conferenza Act è un evento biennale che ponel’attenzione sui temi e sugli sviluppi più recenti dellatecnologia della pittura. La Conferenza vuole intensificareil dialogo tra gli specialisti di pitture dell’Europa Centrale,dell’Est e dell’Ovest. / The ACT Conference is anestablished event held biannually. Focusing on the latesttopics and developments concerning paint technology, theConference is designed to intensify the dialogue betweenCentral, East and West European paint specialists.
DICEMBRE / DECEMBERPOLYURETHANES FORHIGH PERFORMANCE COATINGS7-8 Dicembre • 7-8 DecemberBerlin, GermanyTel: +49 511 9910-271Contact: Sandra [email protected]@vincentz.comwww.european-coatings.com/events/ecc-pur.cfmProdotti esenti da VOC o a basso contenuto VOC, prodotti abase acquosa e nanotecnologia: tutte le loro caratteristichesono ormai applicate nel campo della tecnologia deipoliuretani, in rapida ascesa. In molte aree applicative, isistemi di rivestimento PUR rappresentano una delleprincipali soluzioni standard per molti ambiti di utilizzo.I polimeri poliuretanici sono già ampiamente utilizzati comeleganti per pitture per ambienti interni, ma anche altretipologie di rivestimenti si basano sui processi PUR, adesempio, le applicazioni di vernici trasparenti di altaprestazione. I nuovi e diversificati sviluppi delle materieprime per coatings poliuretanici danno risalto alla diffusatendenza ecoambientalista e all’utilizzo delle tecnologie UV.VOC-free or VOC-reduced, waterborne andnanotechnology, all characteristics are applied in the fastdeveloping polyurethane technology. In many applications,PUR coating systems are one of the major standardsolutions for a broad range of usage. Polyurethanepolymers are already commonly used as binders in interiorpaints, but also other types of coatings are using PURprocesses, thus for example enabling high performanceclearcoat applications. Different new developments onraw materials for polyurethane coatings underline thegreen trend as well as the application with UV-technology.
GENNAIO / JANUARY 2011 INDIA INTERNATIONAL COATINGS HOW(TRADE FAIR AND CONFERENCE)28-30 Gennaio • 28-30 JanuarySurajkund, IndiaTel: +91 11 [email protected] -www.coatingsindia.comIndia International Coatings Show 2011 è il principaleevento internazionale sulle materie prime, attrezzature emacchinari per la produzione di vernici, pigmenti, inchiostrie prodotti vernicianti in India. India International CoatingsShow 2011 is the leading International exhibition on Raw
material, equipments and machinery for the manufactureof paints, pigments, inks and coatings in India.
FEBBRAIO / FEBRUARY 2011GREENCOAT 201131 Gennaio-3 Febbraio • 31st January-3rd FebruaryLas Vegas, Nevada, USATel: +1 412 281 2331Contact: Michael Kline - [email protected]/greencoatSociety for Protective Coatings divulga la creazione diGREENCOAT, la prima fiera e conferenza tecnica incentratasulle soluzioni ecocompatibili di rivestimenti protettivi.The Society for Protective Coatings announces theformation of GREENCOAT, the first trade show andtechnical conference focusing on environmentallyresponsible protective coatings solutions.
PIPELINE COATING 20117-9 Febbraio • 7-9 FebruaryVienna, AustriaTel: +44 117 924 9442Contact: [email protected]à e integrità sono determinanti per le prestazionidelle condotte con eventi climatici estremi in condizioni difunzionamento sempre più dure, i rivestimenti offrono unmodo conveniente per estendere il ciclo di vita e ridurre icosti di manutenzione. Pipeline Coating 2011 riunisce igestori di gasdotti, produttori di coatings per condotte,ricercatori e fornitori del settore. La fiera offrel'opportunità di tenersi aggiornati con gli ultimi sviluppidelle tendenze sui rivestimenti dei tubi e sulla tecnologiain tutto il mondo.Durability and integrity are key to pipeline performanceand with climate extremes and increasingly harshoperating conditions, pipe coatings offer a cost-effectiveway to extend lifespan and reduce maintenance costs.Pipeline Coating 2011 brings together pipeline operators,pipe coaters, researchers and suppliers to the industry. Itprovides an opportunity to keep up to date with the latestdevelopments in pipe coating market trends andtechnology worldwide.
MARZO / MARCH 2011MIDDLE EAST COATING SHOW1-3 Marzo • 1st-3rd MarchCairo, EgyptTel: +44 (0) 1737 855 631Contact: Rosalind Priestley [email protected] Middle East Coatings Show continua ad essere il piùgrande evento dedicato ai rivestimenti nel Medio Orientee nella Regione del Golfo per i fornitori delle materieprime e i produttori di attrezzature per l'industria deirivestimenti. L’evento promuove le ultime tecnologie nelcampo delle vernici e dei coating per l’ambiente, laproduzione e le esigenze industriali e fornisce unafantastica opportunità per rete con l'industria leadermondiale. The Middle East Coatings Show continues to bethe largest dedicated coatings event in the Middle Eastand Gulf Region for raw materials suppliers andequipment manufacturers for the coatings industry. TheMiddle East Coatings Show promotes the latest paint andcoatings technologies for the region’s environmental,manufacturing and industrial needs and provides afantastic opportunity to network with the industry'sworld's leaders.
20102011
52

Fiere e congressi • Trade Fairs and Congresses
CORROSION 2011CONFERENCE & EXPO13-17 Marzo • 13-17 MarchHouston, Texas, USA Tel: +1 281 288 6242Contact: Laura Herrera - [email protected]://events.nace.org/conferences/c2011/savethedate.asp Corrosion 2011 è un’opportunità per i leader del settoredella corrosione, dirigenti e decision-makers di incontrarsiper un’esclusiva settimana di convegni, congressi, eventidi networking e per altre opportunità di interazione.Corrosion 2011 is an opportunity for corrosion industryleaders, executives, and decision-makers to join togetherfor an exciting week of symposia, forums, networkingevents, and other interactive opportunities.
EUROPEAN COATINGS SHOW 201129-31 Marzo • 29-31 MarchNuremberg,[email protected]’European Coatings Show, dedicato agli adesivi, sigillanti,produzione di prodotti chimici, è la fiera biennale leaderinternazionale per l'industria dei rivestimenti e dellevernici. / The European Coatings Show plus Adhesives,Sealants, Construction Chemicals is the leading exhibition forthe international coating and paint industry every two years.
MAGGIO / MAY 2011CHINA COAT EXPO 11-13 Maggio • 11-13 MayGuangzhou, China [email protected] - www.coatexpo.cn Coat Expo China è un evento biennale internazionalededicato ai rivestimenti, agli inchiostri da stampa e agliadesivi. Contemporaneamente all’evento si terrannoinoltre molti seminari e forum tecnici sui rivestimenti.The Coat Expo China is a biennial International eventdedicated to Coatings, Printing Inks and Adhesives. Manytechnical forums and seminars on coatings will also beheld concurrently.
ASIA COATINGS CONGRESS 2011TRADE FAIR AND CONGRESS 18 -19 Maggio • 18 -19 MayHo Chi Minh, VietnamTel: + 44-1737-855000 http://www.tradeshowalerts.com/chemicals-plastics/asia-coatings-congress-2011.html Asia Pacific Coatings Show è l’evento principale nel SudEst asiatico e nel Bacino del Pacifico per i fornitori di ma-terie prime e produttori di attrezzature per l’industria deiprodotti vernicianti. The Asia Pacific Coatings Show is the leading coatingsevent in South East Asia and the Pacific Rim for raw ma-terials suppliers and equipment manufacturers for thecoatings industry.
LUGLIO / JULY 2011LATIN AMERICAN COATINGS SHOW 201113-14 Luglio • 13-14 JulyMexico City, MessicoContact: Jeff [email protected]/LACS/Index.aspx?cl=enIl Latin American Coatings Show continua a essere ilmaggiore evento per i rivestimenti in America Latina per ifornitori di materie prime e per i produttori di attrezzaturedel settore.The Latin American Coatings Show continues to be thelargest coatings event in Latin America for raw materialssuppliers and equipment manufacturers for the coatingsindustry.
SETTEMBRE / SEPTEMBER 2011EUROFINISH 201127-29 Settembre • 27-29 SeptemberGhent, BelgiumTel: +32 (0)9 241 [email protected] è la fiera europea dedicata alle tecnologie per iltrattamento delle superfici. In risposta ai recenti sviluppi
del mercato, Eurofinish è un crocevia dove competenza etecnologia si incontrano in un evento da non perdere,dove, oltre ai contatti interpersonali, vi sarà spazio perfare business e per scoprire nuovi orizzonti., Eurofinish is the European Trade Fair for surface treatmenttechnologies. In response to the latest marketdevelopments, Eurofinish is a crossroad where expertise& technology meet an event that is not be missed, where,besides the interpersonal contacts that will be made,there's room to do business as well as to discover newhorizons.
OTTOBRE / OCTOBER 2011TURKCOAT 20116-8 Ottobre • 6-8 October Istanbul, TurkeyTel: +90 (212) 324 00 00www.turkcoat.comTurkcoat non è solo l’evento più importante dedicato almondo dei coating in Turchia, ma lo è anche per l’Europadell’est e per il Medio Oriente.La fiera mette in mostra coatings, inchiostri, adesivi,prodotti sigillanti, prodotti chimici e tecnologie produttive. Turkcoat it's not only the most important coatings event inTurkey, but also in Eastern Europe & Middle East Area.The fair showcases coatings, inks, adhesives, sealants,construction chemicals and production technologies.
RADTECH EUROPE 2011 CONFERENCE & EXHIBITION19- 21 Ottobre • 19- 21 OctoberBasel, SwitzerlandTel: +49 511 99 10-271Contact: Matthias Janz –[email protected]://www.european-coatings.com/radtech/Radtech è il luogo di incontro per i principali utilizzatori dimateriali foto-reticolabili, attrezzature e prodotti. Radtech is the meeting place for the major users ofradiation curing materials, equipment and products.
20102011
Pitture e Vernici - European Coatings • 11-12 /2010 53

COMINDER s.r.l.materie prime per tutte le industrie
raw materials for all industries
cariche - pigmenti - resine additivi - modificatori reologici
plastificanti - microsfereresine in polvere - fillers funzionali
cariche alleggerite - calce pura - fibre filtri industriali
Impianti per la produzione di:
prodotti vernicianti, intonaci e miscelazione polveri
contenitori industriali (Pails)COMINDER s.r.l
via Polveriera, 54 - 20026 Novate Milanese (MI) ItalyTel. +39 02 3545895/74 - +39 02 3541629 - Fax +39 02 3545874
www.cominder.it - e-mail: [email protected]

L’Aprochimide is present on thecoating market since 1965 assupplier of raw materials pro-duced by important manufac-turers all over the world and itis happy now to inform that hasconcluded an agreement fordistribution of Calcium carbon-ate produced by Ima Mineral.The society Ima Mineral S.r.lstarted the extractive activitybeginning from 2000 in theown quarry called “Marera”situated in the territory ofChies D' Alpago, in the heartof the Alpago region, easternpart of the Do lomites.The activity of the quarry is dis-tinguished above all for the rig-orous selection of the obtainedfractions of stones after dis-couragement with explosive,first crushing and screening.The destined qualities for thesuccessive transformation inthe plant are constantly moni-tored for all chemical-physicaland also environmental as-pects. The transfer from thequarry to the plant happens isorganized in the respect of thenorm in order to avoid any kindof pollution.
The new plant, based in PieveD’Alpago (BL) and constructedin 2008, entered in productionin the spring of 2009 is con-ceived for the transformationof the selected rocks. A own laboratory, integratedpart of the plant, continuouslycontrols the productive cyclesand finished products. All deliveries are controlledand equipped with analysis
certificate. The certification and qualitycontrols are specially concen-trated above on the followinganalysis: Particle size analysis– with laser-equipment forpowders, whiteness control –with spectrophotometer work-ing with the most recentnorms, moisture-control andcontrol of the pH-value. Otherphysical analysis are carriedout based on the demands forthe customer.The chemical analysis are car-ried out by near external certi-fied laboratories.The transformation of the stonehappens in two productiverows: fine granulated productsfrom 0 to 4 milimeter and Milled,selected and micronized prod-ucts from 200 to 5 micron top-size.Productive capacity for the 6granulated products: about60,000 Ton/year.All powder products distin-guished by high chemical pure-ness and whiteness are ob tai-ned with dry processes of grind-ing and powder selections, sub-divided for types, from the 5 up
to 180 micron top-size.The initial productive capacityfor powder-products: about50,000 Ton/year.All products can be supplied inbulk or packed in big bagsand/or 25 Kg- paper- bags.In the month of June 2010 ImaMineral S.r.l has supported theAudits in order to obtain certi-fication ISO 22000 and also thecertifications Kasher and Halal.
Pitture e Vernici - European Coatings • 11-12 / 2010 55
NOTIZIENEWS
L’Aprochimide, presente sulmercato del Coating dal 1965come fornitore di materie pri-me di importanti produttorimondiali, è lieta di informaredi avere concluso un accordodi distribuzione del carbona-to di calcio prodotto dalla ImaMineral.La società Ima Mineral S.r.l.ha iniziato l’attività estrattivaa partire dal 2000 nella pro-pria cava “Marera” situata incomune di Chies D’Alpago(BL), nel cuore dell’ Alpago -parte del territorio orientaledelle Dolomiti.L’attività della cava si distin-gue soprattutto per la rigoro-sa scelta e cernita delle fra-zioni di roccia ottenute dopoabbattimento con esplosivo,la prima frantumazione e va-gliatura. Le qualità destinatealla successiva trasformazio-ne in stabilimento sono co-stantemente monitorate pertutti gli aspetti chimico-fisicoed ambientali. Il trasferimen-to dalla cava allo stabilimen-to avviene nel rispetto dellanormativa per evitare inquina-menti di qualunque tipologia.Il nuovo stabilimento di PieveD’Alpago (BL), costruito nel2008, è entrato in produzionenella primavera del 2009 ed èconcepito per la trasformazio-ne della roccia selezionata.
Il proprio laboratorio, parte in-tegrante dello stabilimento,controlla continuamente i ci-cli produttivi e i prodotti fini-ti. Tutte le spedizioni sonoulteriormente controllate ecorredate di certificato d’ana-lisi. I controlli di qualità e lecertificazioni si concentranosoprattutto sulle seguentianalisi: analisi granulometri-ca – con apparecchiatura allaser per le polveri, analisi del-la bianchezza – con spettrofo-tometro secondo le più recentinormative, controllo umidità econtrollo valore pH. Altre ana-lisi fisiche vengono effettua-te in base alle richieste delcliente. Le analisi chimiche sieffettuano presso laboratoriesterni certificati in base allenecessità e tipologia.La trasformazione della pietraavviene in due filiere produt-
tive: granulati fini da 0 a 4 mme prodotti macinati, selezio-nati e micronizzati da 200 a 5micron tetto granulometrico.I sei prodotti granulati copro-no una capacità produttiva an-nua di ca. 60.000 tonnellate.I prodotti in polvere, chimica-mente molto puri nonché bian-chi, ottenuti con processi dimacinazione e micronizzazio-ne a secco hanno distribuzionigranulometriche, suddivise pertipi, dai 5 ai 180 micron.La capacità produttiva inizia-le dei prodotti in polvere è dica. 50.000 ton./anno.Tutti i prodotti possono essereforniti alla rinfusa oppure con-fezionati in sacchi e big bags.Nel mese di Giugno 2010 ImaMineral S.r.l. ha sostenuto gliAudit per ottenere la certifi-cazione ISO 22000 nonché lecertificazioni Kosher e Halal.
ACCORDO COMMERCIALE TRAL’APROCHIMIDE E IMA MINERAL PER LADISTRIBUZIONE DEL CARBONATO DI CALCIO
COMMERCIAL AGREEMENTBETWEEN L’APROCHIMIDE AND IMA MINERALFOR THE DISTRIBUTIONOF CALCIUM CARBONATE

After so many years, Turbomill which is the firstof all the immersion mills in a historical back-ground, is still going on playing the role of thereference equipment on the varnishes, inks andrelated products grinding market.
As a matter of fact, so far, more than 1000 unitshave been sold in 70 countries all over the world.This success is always due to its peculiarities,namely:- shorter grinding time over other marketed mills
- easy washing and total colour changein just 10 minutes;
- use of a low amount of washingsolvent and, consequently, lower
waste and disposal;- smaller grinding chamber in compar-
ison with other mills.Over the years, the research and de-
velopment of the Mirodur’s Patent Divi-sion, have never stopped and therefore,
the shift from the original RV2 basket to thenew RV3 model has taken place, as well asfrom the hydraulic drive to the electronic onevia inverter. Many models have been devel-
oped too, such as 2HP, 20HP, 50HP, 75HP and150HP to cover a range of manufacturing vo-
lumes, varying from 1 to 2500 litres.Not satisfied enough of this, the technicians of the
company have also developed the Plus basket, which as it wasmounted to the 20HP, 50HP, 75HP models, not only has short-ened further the working time, being already the shortest on themarket, but has also developed the pigment transparency andthe film gloss rate, bringing the ground product quality to the topgamut level, even in highly demanding sectors such as concen-trated pastes, car refinish paints and silk-screen printing inks.All this concerns both solvent borne and water based products.In a more and more innovation-oriented market, Mirodur has de-veloped the equipment hardware and at the same time, has in-vested a great deal of resources to develop the softwaretechnology required in view of a modern and careful handlingtechniques via a range of automatism, inspections and services.The operator has to set the time which is considered suitablefor the product treatment, the rpm of the basket and the maxi-mum temperature which the material can reach. After inputtingthe above said data, the grinding cycle can start.Hereafter the description of the main software controls and servi-ces are given:- regardless of the set speed rate, the basket start rotating at apre-established rpm, sometimes stopping for a short time to al-low the air discharge in the basket. In order to prevent theequipment operator from considering a failing case as respon-sible for the rotation at a different speed rate than the one whichhas been set, on the display a flash-light shows the running op-eration and, during the rest time, a video animation shows theair discharge. At the end of this cycle, the basket starts rotatingautomatically at the set speed rate.- During the treatment process, in case the systems detects a toohigh electrical absorption, which might go beyond the “enginerating plate” amperes, automatically the software slows downthe rotation according to the safety parameters, to recover thenthe starting settings, when the working conditions allow it.- In case of a sudden and anomalous starting absorption, an ad-vanced inspection system stops the rotation and on the displayan alarm appears as well as the instructions for the followingworking steps.
▼ ▼
Ancora dopo tanti anni il Tur-bomill, primo in ordine di tem-po tra tutti i mulini immersi,continua a essere il macchi-nario di riferimento nel mer-cato della macinazione divernici, inchiostri e affini. Ad oggi, infatti, sono statevendute oltre 1000 unità in 70paesi del mondo.Questo successo è sempredovuto a quelle che sono lesue peculiarità e cioè:- tempi di macinazione piùbrevi tra i mulini sul mercato;- facilità di lavaggio e cambiocolore completo in soli 10 mi-nuti;- uso di poco solvente di la-vaggio e di conseguenza mi-nori sprechi e smaltimenti;- camera di macinazione ridot-ta rispetto agli altri mulini.Negli anni lo studio e lo svi-luppo della divisione brevettidella Mirodur non si sono maifermati e così, dall’originalecestello RV2 si è passati alnuovo cestello RV3, così comedalla trasmissione idraulica siè passati a quella e lettronicatramite inverter. Sono inoltrestati sviluppati numerosi mo-delli e cioè 2HP, 20HP, 50HP,75HP e 150HP per coprire unagamma di volumi di lavorazio-ne da 1 a 2500 litri.Non paghi di ciò i tecnici del-l’azienda hanno sviluppato ilcestello Plus che applicato aimodelli 20HP, 50HP e 75HP hanon solo accorciato ulterior-mente i tempi di lavorazionegià prima i più brevi sul mer-cato, ma sviluppato ulterior-mente la trasparenza delpigmento e la brillantezza delfilm portando la qualità delprodotto macinato al top del-la gamma anche in settorimolto esigenti quali pasteconcentrate, car refinish edinchiostri per serigrafia.Tutto ciò per prodotti sia a ba-se solvente che acqua.In un mercato sempre spintoall’innovazione, contempora-neamente allo sviluppo del -
l’hard ware dellamacchina, la Mirodurha investito notevo-li risorse per sviluppare latecnologia software neces-saria ad una gestione mo-derna ed oculata dellelavorazione tramite una se-rie di automatismi, control-li e servizi.L'operatore deve impostare iltem po che ritiene neces sarioper il trattamento del prodotto,il numero dei giri del cestello ela temperatura massima che ilmateriale può raggiungere. Dopo aver inserito i suddetti da-ti il ciclo di macinazione può ini-ziare.Qui di seguito una de-scrizione dei principalicontrolli e servizi delsoftware: - a prescindere dalla velocitàimpostata il cestello inizierà aruotare ad un numero di giriprestabilito effettuando dellebrevi soste per consentire l'e -spulsione dell'aria nel cestel-lo. Per evitare che l'addetto allamacchina possa attribuire aduna malfunzione la rotazionead una velocità diversa daquella impostata, sul display,
un avviso lampeggiante vi-sualizzerà l'operazione in cor-so e, nel tempo di sosta,un'animazione mostrerà l'e -spulsione dell'a ria. Al terminedi tale ciclo il cestello inizieràautomaticamente a ruotare al-la velocità impostata. - Durante la lavorazione qua-lora il sistema rilevas se un ec-cessivo assorbimento elettrico,
che potrebbesuperare gliampere della “targadel motore” automaticamen-te il software farà rallentarela rotazione per rientrare neiparametri di sicurezza per poi,quando le condizioni lo con-sentiranno, ritornare alle im-postazioni iniziali. - Un sofisticato controllo, qua-
lora rilevasse un ano-malo improvviso assor-bimento in partenza,fermerà la rotazione esul display sarà mo-strato un allarme ele istruzioni per pro-seguire nella lavora-zione. - Nel controllo dellatemperatura, poco pri-
ma del raggiungimento dellasoglia massima, il softwarefarà apparire un’indicazionedi avvicinamento alla tempe-ratura massima impostata. Se la temperatura non doves-se diminuire, il cestello inizie-rà a ruotare in senso inversofacendo raffreddare il prodot-to, per poi ripartire ad una ve-locità più bassa per un de-terminato tempo, allo scade-re del quale tornerà ai para-
NEWSNOTIZIE
TURBOMILL: LA TECNOLOGIA DI RIFERIMENTOPER LA MACINAZIONE DI VERNICI E INCHIOSTRIFIRMATA MIRODUR
Pitture e Vernici - European Coatings • 11-12 / 201056
TURBOMILL: THE ROLE OFTHE REFERENCE EQUIPMENT ON THE VARNISHES AND INKSGRINDING MARKET BY MIRODUR

metri impostati. Mentre si svolgono lesuddette operazioni l'operatore è avver-tito tramite messaggi sul display. Se an-che la rotazione inversa non riuscisse arisolvere il problema la macchina si fer-merà e apparirà il relativo messaggio diallarme.- Nel caso l’operatore avesse la neces-sità di aprire il raffreddamento della va-sca solo a macinazione avviata, ilsoftware potrà azionare l’apertura diun’elettrovalvola al raggiungimento diuna temperatura programmabile .- Qualsiasi inconveniente dovesse verifi-carsi durante la lavorazione, come unblackout o un blocco dell'inverter, sul di-splay apparirà la segnalazione dell'allar-me, il tempo di lavorazione trascorso e leistruzioni per proseguire la lavorazione.- Il software gestisce altri allarmi quali:
vasca prodotto non perfettamente fis-sata alla macchina, temperatura mo-tore elevata, cestello non immerso nelprodotto, temperatura del prodotto su-periore a quella inserita nei parame-tri ecc. Tutti gli allarmi sono visualizzatisul display e un'apposita mappaturaindicherà anche la posizione in cui èpresente l'inconveniente.- Al termine del tempo impostato, sul
display apparirà la pagina in cui sarà pos-sibile leggere il tempo impiegato, le istru-zioni per iniziare una nuova lavorazionee l’eventualità di effettuare una delle ma-nutenzioni programmate.- Naturalmente è prevista anche una op-zione di lavorazione manuale (non auto-matica) ad esclusione dell’assorbimentoelettrico, lasciando a discrezione del-l’operatore la variazione dei parametrisempre però con l’ausilio dei dati sul di-splay. In questa situazione sarà possibi-le effettuare anche il lavaggio del ce-stello.- Tutto quanto sopra non inficia la sem-plicità d’impiego del Turbomill che l’hareso così apprezzato sul mercato.- La Mirodur mette a disposizione mac-chine per effettuare prove presso la se-de dei clienti.
- While inspecting the temperature, a short time before reaching the maxthreshold, the software will slow the rotation speed when the set maximumtemperature is going to be approached. In case the temperature does not de-crease, the basket will start rotating in the opposite direction cooling theproduct, and afterwards recovering the parameters which had been set.While the above said operations are carried out, the operator is warned bythe displayed messages, and in case the opposite rotation does not succeedin solving the problem, the equipment stops working and the related alarmmessage appears on the display.- In case the operator needs to start the tank cooling process only when thegrinding operation has already started, the software will be able to activatethe solenoid valve opening, when the programmable temperature has beenreached.- In case of any trouble occurrence during the working steps, for example ablackout or an inverter failure, the display shows the alarm signal, the work-ing time and the instruction to go on with the grinding process.- This software handles other alarms such as: product tank which is not wellfixed to the equipment, high engine temperature, the basket which is notproperly immersed in the product, product temperature being higher than thepreset parameters and so on. All the alarms are displayed and an adequatemapping also shows the position where the trouble has occurred.- When the set time has elapsed, the display will show the page where itwill be possible to read the time spent, the instructions to start a new work-ing process and the possibility to carry out one of the preset maintenanceoperations.- Of course even a manual working option is allowed (not automatic) exceptfor the electrical absorption, leaving the operator free to vary the parame-ters, although still supported by the displayed data. In this situation, the bas-ket washing operations are possible too.- The above said description does not affect the easy-to-use feature of Tur-bomill, which has been so appreciated on the market.- The equipments by Mirodur are available for trials at the customers’ work-ing site.
Pitture e Vernici - European Coatings • 11-12 / 2010 57
NOTIZIENEWS
Con l’emulsione copolimera cationica a bade acqua di
INTERPOLYMER, oggi è possibile produrre una migliore qua-
lità di pitture speciali. Studiata per bloccare le macchie più
difficili, sia profonde che superficiali. Estremamente efficace
nel bloccaggio delle spiacevoli macchie di trasudazione
del legno, nicotina, graffiti, acqua e macchie di alimenti;
può essere impiegato nei primers e nelle pitture one coat.
Fornisce ottimi risultati anche in condizioni di alta umidità e
temperatura. Eccellente adesione su diversi tipi di substrato.
I polimeri cationici SYNTRAN® sono concepiti nel rispetto
dell’ambiente e forniscono una reale soluzione ai diversi e
complicati problemi di macchie.
UTILIZZA LA NOSTRA SOLUZIONE POLIMERICA
PER CREARE I TUOI PRODOTTI DI ELEVATA QUALITA’!
Contattate il nostro servizio tecnico per assistenza.
SYNTRAN® Copolimeri acrilici cationici per pitture antimacchia
Distributore esclusivo per l’Italia:
QUORUM srl · Via Le Ricole · 26010 Capralba (CR)
Tel. 0373 450772 · Fax. 0373 450374
[email protected] · www.interpolymer.com
PIU’ POTERE ALLE TUE PITTURE! NESSUNA POSSIBILITA’ PER LE MACCHIE
Hassloch, Germany · Wissembourg, France · Canton, MassachusettsLouisville, Kentucky · Shanghai, China
Booth C-59
ane pitturreper cationici
remilopoC®SYNTRAN
fitifffi tild l
spiacevolidellebloccaggionel
superficiacheofondeprrosiaficili, difff
peStudiataspeciali.e pitturdi lità
possibileè oggi YMER,INTERPOLLY
catcopolimeral’emulsioneCon
ntimacchia
i cilircair
li tidihi
trasudazionedimacchie
ficaceefffemamenteEstrali.
piùmacchiele e bloccarer
-quaemigliorunae odurrpr
diacqua badeationica
l’Italia:peresclusivoeDistributor
tecnicoservizioo nostrilate tattCon
DPRODOTTI TUOI ICREAREPER
SOLUZIONNOSTRALAUTILIZZA
macchie.dioblemiprcomplicati
eruna niscono fore dell’ambiente
so®SYNTRANcationici polimeri I
adesioneEccellentetemperatura.
cinancherisultatiottiminisceFor
primersneiimpiegato e esserpuò
acqufiti,grafffnicotina,legno,del
assistenza.per o
’!AA’QUALITTAA TTAAATELEVVADI
POLIMERICAE
ediversiai soluzioneeale
rispettonel concepiti ono
substrato.ditipi diversisu
eumiditàaltadicondizioni
coat.oneepitturrenelle e s
alimenti;dimacchie e ua
ChinaShanghai,·KentuckyLouisville,C·Franceg,Wissembour· GermanyHassloch,
.intwww·[email protected]
45030373 Fax. · 450772 0373el.TTe
2601·RicoleLeiaV·srlQUORUM
l Italia:per esclusivoeDistributor
MassachusettsCanton,
.comterpolymerr.
74
(CR)Capralba10

The solution chosen by Ideal-tec for storage, loading and un-loading operations of materials
is applied to the rangeof FIBC unloading sta-tions to obtain the high-est performance via anespecially designed tech-nology. The models whichhave been launched workout the designing mini-malist principles with thecare for detail. Simple to install and han-dle during the ordinaryand extraordinary main-tenance operations, theFIBC Idealtec unloadingstations are complement-ed with additional struc-tural elements adjustingtheir function accordingto the customer’s needs.The fixed bearing struc-ture, essential and dy-namic is supported byvertical rods and earth
fixing interlaced with horizon-tal windbracings, which areplaced at various height. Theconstruction materials and theproper fixed joints of eachcomponent make the structurecompact and sturdy also pro-viding stability and durability(fig. 1).On top of the bearing structure,the hooking bag chassis isplaced, which favours the ful-ly loaded big bag handling, viaa fork lift truck. In fact thechassis is provided with hooksfacilitating the lifting and han-dling and positioning of the bigbag on the FIBC unloading sta-tion, removing the manual loadhandling operation and the ex-posure of the worker to emis-sions and polluting powders.The forks of the lift truck areintroduced in the chassis slide-ways, which is held either byoverhang supporting arms orby mobile telescopic uprightrods. To avoid a fall risk, thechassis supporting elementsare provided with adequatecontainment brackets, strong-ly anchored to their supportingbasements. Depending on thebig bag size, the arms or tele-scopic upright rods height isadjusted and connected to thebearing structure via mechan-ical fixing wedges or pins.
However, the mobile telescop-ic structure version is going tobe the most suitable alterna-tive product for applicationswith loading cells, since it isnecessary to position the cellson the ground, under the bear-ing structure.To the version for the big bagloading with fork lift truck, themodel provided with hoist,beam and a hoist rail holderhas been added. All versionsare properly sized and support-ed by finite element calcula-tion reports, obtained fromdedicated softwares (fig. 2).The lower big bag supportingplatform, connected to theoverhang arms, that is to thebearing structure, is suppliedwith the pneumatic actuatorfor the easy and total unload-ing operation of the big bagcontent. Such a system usespneumatic starting cylinders,leaning over couples of flaps,facilitating the big bag unload-ing and the material comingout of the unloading sleeve onthe bottom. The flaps whichare parallel aligned and fixedto a supporting chassis allow-ing its free motion, alternative-ly press (opposite couples) thelower bottom of the big bag,pushing the material throughthe open sleeve on the bottom.The cylinders are compressed-air fed, leading to a cyclic mo-tion (thrust traction) of thepiston stem and to the flapcompression against the low-er part of the big bag. The flapends are moderately tilted, al-lowing the big bag bottomcompression and so as not todamage the case. This actionalso contributes to the disag-gregation of possible materialclusters (fig. 3).The platform with the pneu-matic actuators is combinedwith a slot for the access portto the big bag sleeve, so as tomake the opening easier, witha filtering sleeve stub pipe forpowder detection. It is alsosupplied with safety sensor tostop the equipments with themobile cascade connectedtransmission elements, in caseof the port opening occur-rences (fig.4).For the easier unloading sleeve
▼ ▼
La formula scelta da Idealtecper lo stoccaggio, il carico elo scarico di materiali si tra-spone nella serie di stazionisvuota FIBC progettate per ot-tenere le massime prestazio-ni con una tecnologia apposi-tamente studiata.I modelli proposti rielaboranogli stilemi della semplicità mi-nimalista del design giustap-posta alla ricercatezza deldettaglio. Semplici da instal-lare e gestire, nell’ordinaria estraordinaria manutenzione,le stazioni svuota FIBC Ideal-tec sono addizionate di ele-menti compositivi in grado diadattarne la funzione a secon-da delle necessità del cliente.La struttura portante fissa, es-senziale e dinamica, è sorret-ta da montanti verticali, confissaggio a terra, che si intrec-ciano con controventatureorizzontali ovvero diagonali,collocate ad altezze diverse.I materiali di costruzione e ilsapiente incastro dei singolicomponenti conferiscono al-la struttura solidità e robustez-za, nonché stabilità, re sistenzae durata nel tempo (fig. 1).
Sulla sommità della strutturaportante è posto il telaio diaggancio saccone che favori-sce la movimentazione del bigbag, a pieno carico, median-te carrello elevatore. Il telaioè infatti dotato di ganci cheagevolano il sollevamento e
posizionamento del sacconesulla stazione svuota FIBC, ov-viando alla movimentazionemanuale del carico e all’espo-sizione diretta dell’operatorea esalazioni e polveri inqui-nanti. Le forche del carrelloelevatore vengono infilatenelle apposite guide del tela-io, mantenuto in posizione dabracci di sostegno a sbalzo oda montanti telescopici mo-bili. Per ovviare al rischio dicaduta, gli elementi di soste-gno del telaio sono provvistidi apposite staffe di conteni-mento ancorate solidalmentealla loro base di appoggio. A seconda delle dimensionidel saccone i bracci ovvero imontanti telescopici vengonoregolati in altezza e vincolatialla struttura portante permezzo di cunei o perni di fis-saggio meccanici. Tuttavia, laversione con struttura tele-scopica mobile si candida aessere l’alternativa più adat-ta alle applicazioni provvistedi celle di carico, data la ne-cessità di dover posizionarele celle a terra, sotto la strut-tura portante.
Alla versione per il carico deisacconi con carrello elevato-re si affianca il modello dota-to di paranco e corredato ditravi e di rotaia porta paran-co. Ogni realizzazione è op-portunamente dimensionatae accompagnata da relazioni
di calcolo ad elementi finitiottenuti con programmi soft-ware dedicati (fig. 2).
Il pianale inferiore di appog-gio del saccone, ancorato abracci a sbalzo ovvero allastruttura portante, è provvistodi attuatori pneumatici, atti afavorire il rapido e completosvuotamento del contenutodel saccone. Tale sistema pre-vede l’impiego di cilindri adazionamento pneumatico, ap-poggiati su coppie di petali,al fine di facilitare lo scaricodel saccone e agevolare lafuoriuscita del materiale dal-la manica di scarico presentesul fondo. I petali, allineati inparallelo e fissati a un telaiodi sostegno che ne consenteil libero movimento, compri-mono alternativamente (incoppia contrapposta) la baseinferiore del saccone, favo-rendo la fuoriuscita del mate-riale attraverso la manicaaperta sul fondo. I cilindri so-no alimentati ad aria com-pressa, che induce il ciclicomovimento (spinta e trazione)dello stelo del pistone nonchéla compressione dei petalicontro la sezione inferiore delbig bag. L’estremità dei peta-li infatti presenta una lieve in-clinazione atta ad agevolare
NOTIZIE NEWS
IDEALTEC: LA SOLUZIONE MULTIFUNZIONALEPER LO STOCCAGGIO, IL CARICOE LO SCARICO DI MATERIALI
IDEALTEC: THE MATERIALSTORAGE, LOADING AND UNLOADINGMULTIFUNCTIONAL SOLUTION
Pitture e Vernici - European Coatings • 11-12 / 201058
Fig.1
Fig.2

la compressione del fondo delsaccone e a non danneggiar-ne l’involucro. Tale azione con-tribuisce inoltre alla disgre-gazione di eventuali compat-tamenti del materiale (fig. 3).
Al pianale con attuatori pneu-matici è accoppiato un cana-le provvisto di portello diaccesso alla manica del sac-cone, per favorirne l’apertu-ra, e di tronchetto con manicafiltrante per la captazione del-le polveri. Esso è corredatoinoltre di sensore di sicurez-za atto ad arrestare, in caso
di apertura del portello, le ap-parecchiature con elementimobili di trasmissione colle-gate in cascata (fig. 4).Per facilitare l’apertura dellamanica di scarico del sacco-
ne e rendere le operazioni piùconfortevoli e sicure è possi-bile inserire tra il pianale conattuatori pneumatici e il ca-nale di apertura FIBC una val-vola a diaframma a comandomanuale o automatico (fig. 5).Per garantire la totale tenutae ovviare alla fuoriuscita dipolveri in ambiente il pianale
può essere invece dotato didispositivo di bloccaggio etensionamento della manicadi scarico del saccone azio-nato anch’esso da attuatoripneumatici con regolatore dicorsa (fig. 6).Il materiale può essere scari-cato a intervalli regolari e inquantità controllate median-te l’impiego di celle di caricomontate a terra sotto la strut-tura portante della stazionesvuota big bag; mentre l’ali-mentazione controllata delle
unità di trasporto collegate incascata può essere ottenutacon l’ausilio di convogliato-ri volumetrici o gravimetrici(convogliatori a coclea) accop-piati allo scarico della stazio-ne svuota FIBC (figg. 7 e 8).A corollario, completano laserie le versioni destinate adapplicazioni speciali che ri-spondono all’equilibrata sin-tesi di funzionalità e praticitàd’impiego con la scelta rigo-rosa dei dettagli.Tra le varianti più richieste, siannoverano i modelli con can-celletto di protezione, per ov-viare alla sosta dell’operatoresotto i carichi sospesi, non-ché i modelli salva spazio cor-redati di cabina taglia sacchimanuale integrata. Le unitàcarrellate di svuotamento FIBC,che sottolineano la versatilitàdel sistema, rappresentano ilperfetto equilibrio tra sicurez-za e massimo comfort. Pensa-te per agevolare l’operatorenella movimentazione del ca-rico e nell’organizzazione fles-sibile degli spazi di lavoro, essegarantiscono adeguate condi-zioni d'igiene, salubrità e be-
nessere ambientale, nonchémassima economia d'esercizioe gestione in automatico di tut-te le operazioni di comando.Degna di nota la stazionesvuota FIBC con paranco, chesi eleva fino a 11 m di altezzae che accoglie una tramoggiadi carico con capacità di 3000litri. La scala e il ballatoio diaccesso alla manica del sac-cone ne definiscono la struttu -ra portante, elevando i sistemidi carico e scarico sacconi aun ruolo di primo piano.
opening of the big bag and formore comfortable and safer op-erations it is possible to insertbetween the pneumatic actua-tor platform and the FIBC slot,a manual or automatic con-trolled diaphragm valve (fig. 5).
To guaranteethe completetightness andto avoid pow-der emissionin the atmo-sphere, theplatform canbe suppliedwith a lock-ing device aswell as withthe unload-ing sleeve tensioning system,which is started by the pneu-matic actuators and run ad-juster (fig. 6).The material can be unloadedaccording to a scheduled pro-gramme and at controlled ratesthrough the use of loading cellswhich are earth mounted un-der the bearing structure of thebig bag unloading station,while the controlled feedingsystem of the cascade trans-portation units can be obtainedfrom the volumetric or gravi-metric conveyors (meteringscrews conveyors) which arecombined with the FIBC station(figg. 7 and 8).In addition, there are the ver-sions for special applications,meeting the balanced require-ments of performance and easy-to-use property, combined withthe care for details.Among the most appreciatedversions, there are the modelssupplied with a protection de-vice to avoid stopping the op-erator under the overhang loads,as well as the room saving mod-els endowed with the integrat-ed manual bag cutting system.The unloading mounted FIBC
units, highlighting the systemversatility, represent the fullbalance of safety and comfort.Especially designed to help theworker during the load han-dling operations and in theflexible arrangement of the
working room, they guaranteeadequate hygienic conditions,a healthy environment and thehighest working performancewith the automatic handling ofall controls.The FIBC unloading stationwith hoist reaches a height of11 mt, working with a 3000 ltcharging hopper. The access ladder and galleryto the big bag sleeve define itsbearing structure, showing thatthe loading and unloading bigbags are really efficient systems.
NOTIZIENEWS
Pitture e Vernici - European Coatings • 11-12 / 2010 59
Fig.3 Fig.4
Fig.5
Fig.7 Fig.8
Fig.6

During next Eurocoat exhibition, Inter-polymer introduces Syntran® acrylicpolymers for wood and concrete coat-ings. Integration of specialty function-al groups allows Syntran® acrylicpolymers to be an excellent solution formany specific applications.Formulated as a unique component orin combination with hauthane® polyu-rethane dispersions distributed by In-terpolymer, these polymers offer ex-cellent protection with excellent che-mical resistance, abrasion resistance ofsurfaces while enhancing the aesthet-ical properties. They will also providevery good adhesion on various sub-strates like wood, concrete or plastic.The water based cationic polymer Syntran® fx310-1 offers also excep-tional blocking of stains like wood andcork extractives while giving excellentadhesion properties on even difficultsubstrates. The discoloration of coat-ings is thus effectively and permanent-ly prevented. Its very good sandabilitymakes Syntran fx310-1 a good choicefor wood coatings.
In occasione di Eurocoat, Interpolymer presen-ta i polimeri acrilici Syntran® per rivestimentiper legno e calcestruzzo. L’integrazione deigruppi funzionali di specialità permette ai po-limeri acrilici Syntran® di offrire una soluzioneeccellente in molti ambiti applicativi specifici.Formulati come componente singolo oppure incombinazione con le dispersioni poliuretani-che Hauthane®, distribuite da Interpolymer,questi polimeri offrono una protezione eccel-lente oltre all’ottima resistenza agli agenti chi-mici, all’abrasione delle superfici e alle alteproprietà estetiche. Essi forniscono inoltreun’adesione molto buona su vari substrati co-me il legno, il calcestruzzo o la plastica.Il polimero cationico a base acquosa Syntran®
fx 310-1 offre fra l’altro, un’eccellente proprie-tà antimacchia come i prodotti di estrazionedel legno e del sughero pur conservando ec-cellenti proprietà adesive anche su substratidifficili. La perdita di colore dei coating vienecosì evitata in modo efficace e permanente.La buona carteggiabilità rende Syntran fx310-1la scelta ideale per coating per legno.
NOTIZIE NEWS
I POLIMERI SYNTRAN® PER RIVESTIMENTIPER LEGNO E CALCESTRUZZO
SYNTRAN® POLYMERS FOR WOODAND CONCRETE COATINGS
Pitture e Vernici - European Coatings • 11-12 / 201060

Potere coprente naturaleProprio come la neve, che avvolge il paesaggio...
...il nuovo talco Jetfine® conferisce un migliore potere coprente alle pitture decorative
Tel. +33 5 61 50 20 20 • www.luzenac.com • [email protected]
Jetfine® – La soluzione naturale.
• Jetfine® è un talco micronizzato ultrafine con un’elevata superficie specifica che migliora significativamente il potere coprente a secco delle pitture ad alto e medio PVC, senza diminuirne la brillantezza.
• Jetfine® è un talco naturale, inerte e scorrevole con dimensioni massime di 5μm e una distribuzione granulometrica media inferiore a 1μm.
• Jetfine® è prodotto utilizzando una tecnologia di micronizzazione esclusiva.

NOTIZIE NEWS
Lubrizol Corporation ha immesso sul mercatol’emulsione di cloruro di vinilidene Permax®
805, un’emulsione di copolimeri acrilati di clo-ruro di vinilidene, esenti da APE, a granulome-tria fine e a basso contenuto VOC, dotatainoltre di bassa permeabilità al vapore acqueoed eccellenti proprietà barriera all’ossigeno.Questo nuovo prodotto è consigliato per nu-merosi coatings in applicazioni OEM e del me-tallo d’uso industriale, ad esempio per primerdi manutenzione, rivestimenti per sottoscoccae capotte, prodotti di conversione della rug-gine e rivestimenti barriera. Consigliato per applicazioni con uno spesso-re del film secco di 3-4 ml (75-100), questi ri-vestimenti in emulsione offrono una resi-stenza superiore al processo corrosivo e al-l’umidità, oltre ad aderire bene a una varietàdi substrati metallici. Inoltre, il suddetto pro-
dotto ha un contenuto VOC inferiore ai 50 gr.per litro. Grazie inoltre all’assenza di APE, es-so è la scelta ideale per chi intende soddisfa-re gli attuali requisiti ambientali, molto re-strittivi. Permax 805 è eccellente per primers su cui ap-plicare le finiture e altri utilizzi finali in cui ifilm non sono esposti alla luce diretta del so-le possono trarre grande beneficio da questeproprietà uniche. Il polimero associa in sé eccellenti proprietàbarriera all’ossigeno con una permeabilità mol-to limitata del vapore acqueo, maggiore resi-stenza al processo corrosivo e adesione sullamaggior parte delle superfici metalliche. Esso inoltre presenta una superiore stabilità,da cui deriva una durata d’esercizio fino a 12mesi, superiore a quella dei polimeri tradizio-nali contenenti il cloruro di vinilidene.
The Lubrizol Corporation introduces Permax® 805 vinylidene chlo-ride emulsion - an APE-free, low VOC, small particle size vinylidenechloride acrylate copolymer emulsion that exhibits extremely lowmoisture vapor permeability and excellent oxygen barrier proper-ties. This new product is recommended for a variety of coatings inOEM and industrial metal applications - such as maintenanceprimers, underhood and underbody coatings, rust converting prod-ucts and barrier coatings. Recommended at a film thickness of 3-4 mils (75-100) dry, coatings based on this emulsion provide bothsuperior corrosion and humidity resistance. It also adheres well toa variety of metal substrates. In addition, It has a low VOC capa-bility of less than 50 grams per liter. When combined with its APE-free properties, it is a solid choice for helping to meet today’sstringent environmental requirements. Permax 805 is an excellentchoice for primers that will be top-coated. Other end uses wherefilms remain unexposed to direct sunlight can also benefit fromthese features. The polymer combines excellent oxygen barrierproperties with very low moisture vapor transmission for superiorcorrosion resistance and adhesion to most metallic surfaces. It al-so exhibits improved stability for a shelf-life up to 12 months, whichis longer than traditional vinylidene chloride containing polymers.
LUBRIZOL'S PERMAX® 805VINYLIDENE CHLORIDEEMULSION PROVIDES APE-FREE,CORROSION-RESISTANT SOLUTIONSFOR METAL SUBSTRATES
L’EMULSIONE DI CLORURO DI VINILIDENEPERMAX® 805 DI LUBRIZOL OFFRE NUOVESOLUZIONI ESENTI DA APE EANTICORROSIONE PER SUBSTRATI METALLICI
Le apparecchiature elettrostatiche perl’applicazione di prodotti vernicianti inpolvere EPS HI-TECH ed EPS HI-TECHa tazza – dotate entrambe dell’esclu-sivo sistema di carico coassiale – han-no ottenuto la certificazione CE-ATEXdal prestigioso organismo federale ger-manico PTB di Braunschweig secondola Norma Europea EN50050:2006. È unnuovo ambito riconoscimento del livel-lo tecnico della Ravarini Castoldi & C.,dal 1964 fabbricante di apparecchiatu-
re elettrostatiche per la verniciatura.Le apparecchiature elettrostatiche perl'applicazione di prodotti vernicianti inpolvere EPS HI-TECH, economiche,versatili, d’ingombro ridotto e grandiprestazioni, sono state concepite perrendere accessibile questo modernoed economico metodo di verniciaturaad un numero sempre maggiore di uti-lizzatori, allontanando le remore do-vute ad investimenti elevati ed in-gombri notevoli. EPS HI-TECH a tazza
dispone di un’esclusiva tazza autoflui-dificante montata sopra la pistola.Pratica e comoda da uti-lizzare, grazie alle di-dimensioni ridotte, èl'ideale per velocissimi cambidi tinta, campionature e pro-ve di laboratorio. Racchiudetutta la tecnoIogia HI-TECHnella più compatta ed econo-mica apparecchiatura EPS sulmercato.
APPARECCHIATURE ELETTROSTATICHE PER L’APPLICAZIONEDI PRODOTTI VERNICIANTI IN POLVERE
EPS 28.1
ELECTROSTATIC EQUIPMENTSFOR POWDER COATINGS APPLICATION
NEWS
EPS 65.1
Pitture e Vernici - European Coatings • 11-12 / 201062
The EPS HI-TECH and the cup EPS HI-TECH electrostatic equipments for pow-der coatings, both of them provided witha coaxial loading system have obtainedthe CE ATEX certification from the pres-tigious German Federal PTB Committeeof Braunschweig, according to theEN50050:2006 European Standard. It isa very important acknowledgement ofthe technical expertise shown by Ravari-ni Castoldi & C, manufacturing paintingelectrostatic equipments since 1964.The EPS HI-TECH electrostatic equip-ments for the application of powder coat-ings, which are not very expensive, and
which are multifunctional, with low vol-ume and high performance, have beendesigned so as to offer this modern andeconomic painting technology to moreand more users, getting rid of complaintsdue to high investments and high vol-umes.The cup EPS HI-TECH has a self-fludify-ing cup which is mounted on the gun,practical and easy-to-use, due to its lowsize, it is ideal for very quick colourchanges, samplings and laboratory tests.It embodies all the Hi-Tech technologyin the most compact and economic EPSequipment, available on the market.

Hydro PLIOLITE® blocca tutte le macchie.
Eliokem, leader mondiale nelle resine speciali, lancia Hydro Pliolite®
050 & 055, una innovativa famiglia di leganti che permettono la formulazione di pitture e primer antimacchia.
Qualunque sia il tipo di sottofondo (poroso, non poroso) i primer e le pitture a base Hydro Pliolite®
050 & 055 hanno una eccellente adesione senza tensione interna, ottimo potere coprente delle macchie e una superba finitura minerale.
Eliokem lancia Hydro Pliolite®
050 & 055
Su qualsiasi sottofondo.
NUOVA TECNOLOGIA
www.eliokem.com

▼ ▼
Lehvoss presenta a Eurocoat2010 di Genova LUVOTIX® PA20 XA, un nuovo additivo reo-logico organico sviluppato informa di pasta a base di po-liammide, per facile incorpo-razione e da utilizzare comepost additivo. Esercita un’a -zione intensiva a temperatu-re di processo molto basse(< 45°C) ed è impiegato comeagente tissotropico e adden-sante per migliorare le pro-prietà antisedimentazione eanticolatura dei coating a ba-se solvente alto solido.
Analisi dellaformulazione
Il prodotto è stato analizzatoin un primer standard epossi-dico bicomponente compara-tivamente con un prodottodella concorrenza. La formu-lazione utilizzata è a base del-
la resina epossidica GY 783di Hunstman, comprendentefosfato di zinco, talco e bios-sido di titanio. Come solven-te è stata utilizzata una mi-scela di xilolo ed n-butanolo(3:1) e come indurente Aradur450 BD (Huntsman). Il conte-
nuto solido di questa formu-lazione è pari a circa il 94% ela viscosità ad alte forze di ta-glio è pari a circa 2 Pa*s.Il processo di dispersione èstato realizzato con alte for-ze di taglio a tre diverse tem-perature, 45°C, 55°C e 65°C.Dopo aver aggiunto l’induren-te, è stata analizzata la rispo-sta reologica dei singoli cam-pioni e impiegato circa il 4%di additivi reologici. In questoarticolo sono presentate ledifferenze fra i singoli additivireologici in un primer epossi-dico bicomponente standard.
NOTIZIE NEWS
NUOVA PASTA A BASE POLIAMMIDELUVOTIX® PA 20 XA: PRESTAZIONINELLE EPOSSIDICHE BICOMPONENTI
NEW DEVELOPED POLYAMIDBASED PASTE LUVOTIX® PA 20 XA:PERFORMANCE IN 2K EPOXY
Pitture e Vernici - European Coatings • 11-12 / 201064
Lehvoss presents at Eurocoat2010 in Genoa LUVOTIX PA 20XA a new developed organicrheological additive in pasteform based on Polyamide, foreasy incorporation and to beused as post additive. It is fullyactivated and suitable at verylow process temperatures (<45ºC)and it is used as a thixo tropicand thickening agent to improveanti-settling and anti-sag prop-erties of solvent based and highsolid coatings.
Testing formulation
The product has been tested inan standard 2K-Epoxy primer
against the Competitor. Theformulation used is based onHuntsman epoxy resin GY 783,including zinc phosphate, talcand titan dioxide. As a solventa mixture of Xylene and n-Bu-tanol (3:1) has been used. Asa hardener Aradur 450 BD(Huntsman) has been used.The solid content of this for-mulation is appr. 94%, the highshear viscosity is appr. 2 Pa*s.The dispersing process hasbeen made with high shear atthree different temperatures,45ºC, 55ºC and 65ºC. Afteradding the hardener, the rhe-ological behavior of the singlesamples has been analyzed.
Appr. 4 % of the rheologicaladditives has been used. Thisreport will show the differ-ences between the single rhe-ological additives in a standard2K-Epoxy primer.
Application testingresults
Fig.1, Fig. 2 and Fig. 3 showflow curves in logarithmic scale,based on different pro cesstemperatures. The samples are placed on acone-plate-measuring system.After a short pre-shearing time(6 sec at 100 1/s) and a shortrelaxing time (6 sec) the read-
ing is started at 0 1/s and is in-creasing up to 150 1/s, after-wards it is directly decreasingfrom 150 1/s down to 0 1/s. Sothe flow curve is demonstrat-ing the low-, mid- and the highshear viscosity as well as thethixotropy at the same time.Fig.4, Fig.5 and Fig.6 show anOscillation vs. time ba sed ondifferent process temperatu -res. The y-axis is showing anangle between 0º and 90º. Thelower the angle, the higher thelow shear viscosity, which hasan direct relationship to thesag resistance (the lower theangle, the better the sag re-sistance).
Preparazione formule di provaPreparing testing formulations
Analisi proprietà reologicheAnalyzing of rheologicalproperties
Misuratore di distribuzione granulometrica per controllo qualità delle materie primeutilizzate / Particle size analyzing equipment to test the particle size distributionof the raw materials used

Risultati dei testapplicativi:
In figg. 1, 2 e 3 sono riporta-te le curve dello scorrimentoin scala logaritmica, basatesulle diverse temperature diprocesso. I campioni sonostati collocati in un sistemadi misura cono-piatto e dopoun breve periodo di preappli-cazione delle forze di taglio(6 sec a 100 1/s) e un breveperiodo di riposo (6 sec.) si èdato avvio alla lettura a 0/1s,incrementata a 150 1/s e poiridotta da 150 1/s a 0 1/s.Quindi la curva di scorrimen-to indica la viscosità a bas-so-medio ed alto taglio eanche il comportamento tis-sotropico.Le figg. 4, 5 e 6 indicanol’oscillazione in funzione deltempo, in base alle varie tem-perature di processo. L’assey presenta un angolo variabi-le da 0° a 90°. Quanto più li-mitato è l’angolo, tantomaggiore la viscosità a bas-se forze di taglio, direttamen-
te correlata alla resistenza al-la colatura (quanto più limi-tato è l’angolo tanto mag gio-re è la resistenza alla cola-tura).In tab. 1 sono riportati i risul-tati dei test applicativi, otte-nuti a temperature di proces-so differenti per l’incorpora-zione di Luvotix.I diversi campioni della for-mulazione del test sono statiapplicati con vari spessori afini dimostrativi dell’insorge-re del fenomeno di colatura.Inoltre, è stato eseguito untest del grado di macinazionee di brillantezza nelle formu-lazioni del test con l’ausiliodell’attrezzatura Byk-GardnerGloss con uno spessore delfilm di 200 μm.
Discussione
Le curve di scorrimento a tut-te le temperature di processodimostrano che Luvotix® PA20 XA presenta un comporta-mento tissotropico migliore ri-
spetto ai prodotti concorren-ti. La viscosità a basse forzedi taglio è superiore e la vi-scosità ad alte forze di taglio,inferiore. La brillantezza si riduce se lecaratteristiche di colatura so-no molto soddisfacenti, il cheè correlato allo scorrimento.Se la resistenza alla colaturasi riduce utilizzando quantitàinferiori di additivo reologico,la brillantezza aumenta.Le caratteristiche di colaturae il test oscillatorio di Luvo-tix® PA 20 XA dimostrano pro-prietà molto avanzate a tuttele temperature di processo.Nella pratica quoti diana, è ri-chiesta una quantità inferioredi Luvotix® PA 20 XA per ot-tenere le stesse caratteristi-che di colatura, rispetto adaltri additivi.Questo prodotto può essereimpiegato a basse tempera-ture e incorporato a forze ditaglio moderate, quindi un’al-tra area di utilizzo importan-te di questo prodotto è nellapost additivazione.
Tab.1 shows application testing results obtained atdifferent process temperatures for the incorpora-tion of the Luvotix®. The different samples of thetesting formulation have been applied with differ-ent thickness to show when it is starting to sag(Drain Off). In addition a grindometer test has beenaccomplished, and the gloss of the test formula-tions have been measured with a Byk-Gardner Glossmeasuring equipment at a film thickness of 200 μm.
Discussion
The flow curves at all process temperatures showthat Luvotix® PA 20 XA has a significant betterthixotropic behavior in comparison to the Com-
petitor. Low shear viscosity is higher and highshear viscosity is lower. The gloss is reduced, ifthe Drain-Off characteristics are very good, whichhas to do with the flow. If the sagging resistanceis reduced with using lower quantities of an rhe-ological additive, the gloss is increasing. The Drain-Off characteristics and the Oscillationtest of Luvotix® PA 20 XA is showing outstandingproperties at all process temperatures. In prac-tice, less quantity of Luvotix® PA 20 XA is need-ed to achieve the same Drain-Off characteristicsin comparison with the other additives. This prod-uct could be used at low temperatures, it could beincorporated at moderate shear, so another im-portant use of Luvotix® PA 20 XA is the use as apost additive.
Pitture e Vernici - European Coatings • 11-12 / 2010 65
NOTIZIE
45°C 55°C 65°C
ColaturaDrain-Off 1000 1500 500 1000 750 1125
Granulometria (μm)Grindometer Test (μm) 10 10 <13 <10 10 10
Brillantezza 60° (200μm)Gloss 60° (200μm) 90 80 93 82 90 80
Conc
orre
nza
Com
petit
or
Conc
orre
nza
Com
petit
or
Conc
orre
nza
Com
petit
or
LUVO
TIX
PA 2
0 XA
LUVO
TIX
PA 2
0 XA
LUVO
TIX
PA 2
0 XA
NEWS
Curve di scorrimento 45°C / Flow Curve 45°C
Concorrenza 45°CCompetitor 45°CPA 20 XA 45°C
Forze di taglio [1/s] - Shear rate [1/s]
Visc
osità
[Pa*
s]Vi
scos
ity [P
a*s]
Curve di scorrimento 55°C / Flow Curve 55°C
Concorrenza 55°CCompetitor 55°CPA 20 XA 55°C
Forze di taglio [1/s] - Shear rate [1/s]
Visc
osità
[Pa*
s]Vi
scos
ity [P
a*s]
fig.1
fig.2
Curve di scorrimento 65°C / Flow Curve 65°C
Concorrenza 65°CCompetitor 65°CPA 20 XA 65°C
Forze di taglio [1/s] - Shear rate [1/s]
Visc
osità
[Pa*
s]Vi
scos
ity [P
a*s]
fig.3
Oscillazione 45°C / Oscillation 45°C
Concorrenza 45°CCompetitor 45°C
PA 20 XA 45°C
Senza additivoWithout additive
Tempo [s] - Time [s]
Ridu
zione
ango
loLo
ss A
ngle
fig.4
Oscillazione 55°C / Oscillation 55°C
Concorrenza 55°CCompetitor 55°C
PA 20 XA 55°C
Senza additivoWithout additive
Tempo [s] - Time [s]
Ridu
zione
ango
loLo
ss A
ngle
fig. 5
Oscillazione 65°C / Oscillation 65°C
Concorrenza 65°CCompetitor 65°C
PA 20 XA 65°C
Senza additivoWithout additive
Tempo [s] - Time [s]
Ridu
zione
ango
loLo
ss A
ngle
fig. 6


Evonik Tego is known for high quality products and theambition to provide solutions to any of its client’s prob-lems through an innovative range of coating additives andresins. But there is more than just such products whichmakes Evonik Tego an attracting, reliable partner. The peo-ple and embedded services within Evonik are at least of e-qual value for its customers.With no doubt the Italian market for coatings industry is akey market for Evonik Tego with a long track record of com-mitment to this marketplace. This is reflected in an extraor-dinary team of dedicated experts for these applications.Gianmarco Brugnoli, Massimo Cova and Valerio Restelliare the sales managers responsible for the Italian market.They all are capable to provide the best possible advice toimprove the performance of coating products due to theirvast experience in the field of coating formulations.In addition a wide network of experienced agents and di-
stributors allows an excellent geographical coverage ofall Italian regions.The Sales Support is a team of native speakers located inEssen, Germany. They are the first contact point for allquestions around the order and delivery process.In Pandino Evonik Tego operatetes an application lab ded-icated for the work on its customers formulations, where regularly technical seminars take place.By utilizing such seminars it is possible to learn via hands-on training how to maximize the performance of coatingproducts when using TEGO® additives and resins.In Pandino the company produces a good portion of addi-tives. Thus, the local warehouse enables short turnaroundtimes between order and delivery of regular products.Since June 1st the Italian Team is additionally supportedby Thomas Ries who joined Evonik Tego as a Sales Direc-tor for Southern Europe based in Essen.
NOTIZIE
TEGO® - NON SOLO PRODOTTI ECCELLENTIEvonik Tego è conosciuta per l’al-ta qualità dei suoi prodotti e perla continua attenzione dedicata nelfornire soluzioni mirate a ciascu-no dei suoi clienti, attraverso unagamma innovativa di additivi e re-sine per vernici. Ma c’è molto dipiù che rende Evonik Tego un par-tner attraente ed affidabile: il per-sonale ed i servizi integrati, cherappresentano per la clientela unulteriore valore aggiunto.Senza alcun dubbio il mercato ita-liano delle pitture e vernici rappre-senta per Evonik Tego una stra-tegica risorsa e ciò è dimostrato dal-l’ormai storica e tradizionale pre-senza nel settore. Questo si riflettein uno straordinario team di esper-ti dedicati ai problemi applicativi.Gianmarco Brugnoli, Massimo Co-
va e Valerio Restelli sono i respon-sabili vendite per il mercato italia-no. Grazie alla loro vasta e spe-rienza nel settore, sono in grado diconsigliare le soluzioni ottimali permigliorare le prestazioni dei pro-dotti vernicianti.In aggiunta, una completa rete diagenti e distributori esperti per-mette un’eccellente copertura geo-grafica in tutta Italia.Il Servizio Clienti, situato in Ger-mania (Essen), è composto da ungruppo di collaboratori madrelin-gua e rappresenta il contatto di-retto per risolvere qualsiasi que-sito legato agli ordini ed alle con-segne. A Pandino (CR) opera inoltre un la-boratorio applicativo dedicato al-lo studio delle formulazioni dei
propri clienti, dove vengono orga-nizzati regolarmente seminari tec-nici. Attraverso questi seminari, èpossibile imparare come ottimiz-zare le prestazioni dei prodotti ver-nicianti utilizzando gli additivi e leresine TEGO®.Nel sito di Pandino, l’azienda pro-duce inoltre un’ampia gamma diresine ed additivi. In aggiunta lapresenza di un magazzino in locogarantisce tempi di consegna ve-loci e puntuali.Dal 1° giugno 2010 il team italianoè coordinato dal Signor ThomasRies, il nuovo Direttore Vendite SudEuropa, con sede a Essen.L’obiettivo del team è quello di mi-gliorare la qualità dei prodotti, at-traverso le loro conoscenze edesperienze.
TEGO® - MORE THAN JUST EXCELLENT PRODUCTS
NEWS

DIMETILSOLFOSSIDO MICA DIATOMEE - FARINE FOSSILI POMICE
ALLUMINA IDRATA CARICHE SILANIZZATESILICI MACINATE E MICRONIZZATE FOSFATI
PUMICE PRODUCTS INC.
HUNGARIAN ALUMINIUM GmbH a aoi
PARTNER
ELETTROCHIMICA VALLE STAFFORA
S.p.a.
.ALCOL BENZILICO
.COLOFONIA
.TALCO
.CAOLINO
.CALCIO CARBONATO
.MICROSFERE DI VETRO
.OSSIDO DI FERRO NATURALE
.CROMO OSSIDO VERDE
.TITANIO BIOSSIDO
.OLIO DI RICINO
.ZINCO OSSIDO
.ZINCO POLVERE
.SILICE PRECIPITATA
ALTRI PRODOTTI
Sede sociale e commerciale:20134 Milano - Via Oslavia, 17 Tel. +39 02 2105161 - Fax +39 02 21051633e-mail: [email protected] Imprese Milano 00080290182R.E.A. Milano 1743782Capitale sociale Euro 1.650.000 i.v.
Uffici commerciali, magazzino: 27055 Rivanazzano (PV) - Via Tortona, 73Tel +39 0383.93521 - Fax +39 0383.944594http://www.elettrochimica.com - e-mail: [email protected]

Dal 1970 Comec produce mac-chine e impianti per l'industriachimica. La gamma dei prodot-ti è stata progettata per accon-tentare ogni tipo di bisognonella messa a punto di smalti,inchiostri, vernici, idropitture,collanti, mastici, stucchi, mate -rie plastiche, etc.Ogni operazione di miscelazio-ne, macinazione, filtrazione,confezionamento e tintome-tria è garantita dall'alta qualitàe affidabilità degli impianti edelle macchine Comec. Nel cor-so degli anni l’azienda ha inve-stito nel continuo miglioramen-to dei processi aziendali per ot-tenere un'estrema dinamicitànell'integrazione e nell’imple-mentazione delle tecnologie in-formatiche in continuo muta-mento, al fine di garantire il con-trollo e l’ottimizzazione dellaproduzione. Esperienza e fles-sibilità consentono di soddisfa-re necessità sempre nuove ediverse garantendo elevati stan-dard produttivi anche al piùspinto grado di personalizzazio-ne che il cliente richiede.Un'assistenza tecnica rapidae specializzata, un servizio co-stante di formazione e d’inter-vento, sono, oltre che l'obietti-vo, il vanto e l’eccellenza chel’azienda offre ai propri clienti. Ha conseguito la certificazio-ne di qualità ISO 9001-2000dall’ente di certificazione Sviz-zero SQS. È uno dei pochi pro-
duttori Europei a fregiarsi delmarchio EX II 1/ 2 Gc II B T4in base al certificato 06 ATEX03CO21 rilasciato dall’orga-nismo ICEPI, notifica che at-testa la fornitura di impiantie macchine certificati per ZO-NA 0 secondo quanto previ-sto dalla direttiva 94/9/CE(ATEX). Oggi Comec è fiera dipresentare l’ultimo modello dimulino ad immersione di nuo-va concezione e rivoluziona-rio nel suo genere: Smart Mill.Nato dalla continua evoluzio-ne e ricerca dei tecnici per as-sicurare sempre maggioriprestazioni e qualità a neces-sità di produzioni sempre piùesigenti, si caratterizza per:
Vantaggi funzionali:- Maggior potere di macinazio-ne con minor quantità di sfere.- I tempi di macinazione abbat-tuti.- Il potere macinante di SmartMill è notevolmente superiorea quello dei mulini discontinuitradizionali grazie al ricircoloforzato del prodotto all’internodella camera di macinazione.
- Il lavaggio della macchina eil passaggio da un prodottoall’altro è estremamente sem-plice e rapido ed impiega esi-gue quantità di prodotto pu-lente, grazie alla minor quan-tità di sfere utilizzate.- L’operazione di macinazionesi svolge in un ciclo completa-mente automatico, senza ne-cessità di sorveglianza alcuna.- Possibilità di aggiungerequantità di solvente o legan-te durante la fase di macina-zione senza pericolo di chocpigmentario.- La sostituzione delle sfere dimacinazione è estremamen-te semplice, come pure l'aper-tura della camera di ma cina-zione per il controllo dei cor-pi macinanti o per le opera- zioni di manutenzione.
Caratteristiche costruttive:- Struttura in acciaio con rin-forzi antivibrazione.- Testata con sollevamentoidraulico mediante elettro-pompa incorporata nel grup-po di comando.- Camera di macinazione e ac-
Since 1970 Comec has beenmanufacturing machineriesand plants for the chemical in-dustry. The range of productshas been designed to meet anyneed in developing lacquers,inks, varnishes, waterbornepaints, tackifiers, putties, plas-tic materials and others.Each mixing, grinding, filtering,packaging and tintometric op-erations are guaranteed by thehigh quality and reliability ofthe plants and machineries byComec. Throughout the years,the company has invested inthe continuous improvement ofthe industrial processes to ob-tain a high dynamic level of theintegration and implementa-tion of the steadily in progresscomputer science technologiesso as to guarantee the controland the optimization of themanufacturing process.Experience and flexibility al-low to meet many new needsgiving high manufacturingstandard, even the most cus-tomized ones, which are re-quired by the customer.A quick and specialized tech-nical service, as well as per-manent training and assistan-ce are not only the objectivebut also the pride and the ex-cellence offered by Comec.The company has obtained theISO 9001-2000 quality certifi-cation by the Swiss certifica-tion agency SQS.It is one of the very few Euro-pean manufacturer boastingthe EX II 1/2 Gc II B T4 brand,further to the 06 ATEX 03CO21certificate, issued by the ICEPICommittee, a notification prov-ing the supply of plants andmachineries which are certi-fied by zone 0, according towhat is provided by the 94/9CE directive (ATEX).
Nowadays, Comec is proud tointroduce the latest model ofthe new immersion mill con-cept which is a real break-through in this field, that isSmart Mill. Resulting in thecontinuous progress of the re-search activities performed bythe technicians to guaranteebetter and better performanc-es and quality standards formore and more demandingmanufacturing processes, itsmain features are:
Working benefits:- More grinding capabilitieswith fewer balls.- Shorter grinding time.- The grinding power of SmartMill is much higher than thetraditional discontinuous millsdue to the forced product re-circulation inside the grindingchamber.- The machine washing processand the shift from one productto another is very easy andquick using small quantities ofcleaning product, due to theless quantity of balls used.- The grinding operation takesplace through a completely au-tomatic cycle, without any sur-veillance requirements - Possibility to add amounts ofsolvent or binder during thegrinding phase without any riskof pigment shock occurrences.- Replacing grinding balls is ex-tremely simple, as well as open-ing the grinding chamber formaintenance or for inspection-ing grinding balls.
Construction features:- Steel based structure withantivibration reinforcements.- Hydraulic hoisting head via an in-built motor pump in the drive unit.- Special inox steel based grind-ing machine and accessories,
NEWS
A NEW LINE IN THE COMECMILL FAMILY
NOTIZIE
European Distribution Center
Filter Specialists International GmbHRobert Bosch Strasse 5-765719 Hofheim-Wallau - GermanyEmail: info-europe@fsifi lters.comWeb site: www.fsifi lters.com
Filter Specialists InternationalDAL 1972, INNOVATIVE SOLUZIONI NELLA FILTRAZIONE, PER EVIDENTI RISULTATI
Novità per i nostri Clienti:
Responsabile Vendite in ItaliaSig. Mario BergoTel/Fax: +39 035 5294945Mobile: +39 393 1817839Email: mbergo@fsifi lters.comWeb site: italian.fsifi lters.com
data matrix code
LA FAMIGLIA DEIMULINI COMECSI ARRICCHISCE DIUNA NUOVA LINEA

wear resistant. This group canbe dismantled easily for anymaintenance intervention or forcleaning purposes in case of in-compatible or special products.- Electronic speed modificationby Inverter.- Safety systems complyingwith the current equipment di-rectives.- Engines and ordinary electricequipments, with industrialwatertight seal or in the ATEXversion.- Low weight lid for dust andspray resistant operations andwaterborne product handling,also vapour resistant for solventbased product handling, withvacuum operation if required.- Working tank with cooling slot.- Thermal probe.
Working principle:The grinding chamber where therotor and the zirconium beadsextenders are housed is loweredin the treatment container withthe blend to be ground.The rotor sucks the product in-
side the chamber which, dueto its geometry of new gener-ation, “entraps” the product tobe ground and ejects the ex-ceeding product through theperipheral slots. The mainproduct contact with the mov-ing beads, due to the forced re-circulation, allows to reach therequested fineness in a veryshort time.
Cooling:The grinding chamber and theprocessing container are pro-vided with a slot for water cir-culation. Depending on theproduct characteristics to beground, one can choose whetherto cool one of them or both.The temperature control isguaranteed by a thermal probewhich is connected to a digi-tal thermometer integrated inthe control panel pulpit. Boththe reading of the immediatetemperature degree and thethreshold value are possible,beyond which the systemstops automatically.
cessori costruiti in acciaioinossidabile speciale, resi-stenti all’usura. Questo grup-po è facilmente smontabileper qualsiasi operazione dimanutenzione o particolarepulizia nel caso di prodotti in-compatibili o speciali.- Variazione elettronica di ve-locità con Inverter.- Sistemi di sicurezza conformiall’attuale direttiva macchine.- Motori e apparecchiaturaelettrica di tipo normale a te-nuta stagna industriale, op-pure in versione ATEX.- Coperchio in esecuzione leg-gera per lavorazioni a tenutapolveri e spruzzi per lavora-zioni di prodotti a base acqua,a tenuta vapori per lavorazio-ni di prodotti a base solven-te, a richiesta in esecuzionesottovuoto.- Vasca di lavorazione con inter-capedine di raffreddamento.- Sonda di temperatura.
Principio di funzionamento:La camera di macinazione nel-la quale sono alloggiate la gi-rante e la carica di microsferein zirconio, viene abbassata nelcontenitore di lavorazione conla miscela da macinare. La gi-rante aspira il prodotto all’in-terno della camera che, graziealla geometria di nuova conce-zione, “intrappola” il prodottoda macinare al suo interno edespelle l’eccedenza attraversole feritoie periferiche. Il mag-gior contatto del prodotto conle sfere in movimento, dovutoal ricircolo forzato, permette diraggiungere la finezza deside-rata in brevissimo tempo.
Raffreddamento:La camera di macinazione e ilcontenitore di lavorazione, so-no muniti d’intercapedine perla circolazione dell’acqua. Aseconda delle caratteristichedel prodotto da macinare si può
scegliere se raffreddare l’unao l’altro, oppure tutti e due. Il controllo della temperaturaè garantito da una sonda ter-mometrica collegata ad untermometro digitale integra-to sul pulpito di comando.È possibile, sia la lettura delvalore di temperatura istan-taneo, sia stabilire il valore disoglia, oltrepassata la quale,la macchina si arresta auto-maticamente.
NOTIZIE NEWS
Misure precise - in tutte le posizioniPerfette misure di spessore del rivestimento
Il DUALSCOPE® MP0R non è solamente uno dei più piccoli apparecchi elettronici di misura dello spessore, ma è anche ilprimo con:- due display* LCD retroilluminati - un ampio display frontale e un display superiore - per una lettura delle misure dello spes-
- sore di rivestimento sicura e affidabile in tutte le posizioni,- radio trasmettitore integrato standard per il trasferimento delle misu-
re online o offline direttamente a un computer, fino a una distanza di10-20 metri.
Il DUALSCOPE® MP0R misura lo spessore di- vernice, plastica, ossidazione anodica su tutti i materiali non magnetici
come alluminio, rame, bronzo o acciai inox secondo il metodo dellecorrenti parassite secondo la norma DIN EN ISO 2360,
- zinco, cromo, rame, vernice, plastica, su substrati ferro magnetici utiliz-zando il metodo magnetico secondo la norma DIN EN ISO 2178.
Lo strumento riconosce automaticamente il materiale di base e selezionail metodo di misura adeguato.
*in attesa di brevetto
Helmut Fischer S.r.l., Tecnica di misura - 20128 Milano, ItalyTel. (+39) 02 255 26 26 - Fax (+39) 02 257 00 39 - E-Mail: [email protected]



Intex System è un’aziendaproduttrice di software di co-lorimetria operante in tutti isettori dove si richiede la mi-sura, controllo e formulazio-ne del colore, (vernici, tessile,ceramico, ecc.). In collabora-zione con uno staff di fisici ematematici docenti universi-tari, ha sviluppato un softwa-re di colorimetria, Top-Paint,molto potente dal punto di vi-sta dei risultati sia in primaformulazione che in fase dicorrezione, riducendo drasti-camente i tempi e i costi del-la messa a punto dei nuovicolori. Top-Paint si contraddistingueper la semplicità di utilizzoche permette l’approccio alsoftware anche ad utenti nonesperti dal punto di vista in-formatico.L’azienda ha anche sviluppa-to un software colorimetricoper il punto vendita, Top-Pos,molto potente, ma al tempostesso semplice dal punto divista dell’utilizzo. Top-Pos for-mula nel punto vendita fina-le con estrema semplicità, marispettando ed utilizzando icriteri impostati dal laborato-rio del colorificio centrale. Esso può essere personaliz-zato con grafica e loghi delcliente, diventando così un
prodotto del colorificio.Intex System ha una propriastruttura di programmatori etecnici che le permettono diessere molto vicina al clien-te nello sviluppo e realizza-zione di soluzioni persona-lizzate, andando incontro al-le esigenze del cliente fina-le, stabilendo con lo stessoun rapporto di reciproca col-laborazione.L’azienda non è legata a nes-suna marca di spettrofotome-tri, e si interfaccia con le mar-che e i modelli di spettrofoto-metri più diffusi sul mercato,lasciando così al cliente fina-le ampia libertà, nella sceltadello strumento che più si ad-dice alle sue esigenze, ma,soprattutto per il punto ven-dita, permette di interfaccia-re e quindi recuperare stru-menti già presenti sul merca-to andando ad eliminare laprincipale voce di costo nellaorganizzazione di un puntovendita.Come per gli spettrofotome-tri, ha sviluppato un softwa-re che si interfaccia con tuttii tintometri presenti sul mer-cato, rendendo così estrema-mente interessante l’approc-cio con il punto vendita ridu-cendo drasticamente i costinel caso di recupero di appa-
recchiature già esistenti.Sempre nell’ottica di esserevicina all’esigenze del clien-te, Intex System è in grado difornire al cliente anche tuttauna serie di servizi di labora-torio, che possono andare dal-la caratterizzazione dei color-file, allo sviluppo di libri for-mula o allo studio e test di co-lori a campione.I vantaggi che si hanno intro-ducendo i sistemi colorimetri-ci Top-Paint e Top-Pos dellaIntex System sono:- Riduzione dei tempi nella mes-sa a punto dei nuovi colori.- Riduzione dei costi ricetta. - Riduzione del numero di pig-menti in magazzino.- Riduzione dei problemi dimetamerismo.- Gestione di formule storichedel cliente.- Creazione libri formula inmaniera differita, ma comun-que guidata dall’operatore.- Interfaccia con tutti gli spet-trofotometri presenti sul mer-cato.- Interfaccia con tutti i tinto-metri presenti sul mercato.- Contatto diretto con la pro-grammazione per lo sviluppodi soluzioni personalizzate.In occasione della fiera Euro-coat di Genova viene presen-tato il nuovo programma di
Intex System is a manufactur-er of colorimetry software,working in all the sectorswhere colour measuring, con-trol and formulations (varnish-es, textiles and ceramics) arerequired.In cooperation with a staff ofphysicians and mathematicsprofessors from universities, ithas developed a colorimetrysoftware, called Top-Paint,which is powerful in terms ofresults both for the starting for-mulation and during correction,thus sensibly reducing timeand costs for the new coloursdevelopment.Top-Paint is unique for its sim-ple use which allows also notexpert computer science oper-ators to work with the soft-ware.The company has also devel-oped a colorimetry softwarefor the point of sale, which iscalled Top Pos, which is verypowerful, but also easy-to-use.Top Pos can do the formulationtask easily at the point of sale,although complying with andusing the criteria set at the lab-oratory of the main paint man-ufacturing unit.It can be cu stomized with one’sown graphics and logos, thusbecoming a product reallymade by the manufacturer.Intex System has its own staffof programmers and techni-cians which allow it to workclosely with the customer dur-ing the development and offerof customized solutions, meet-ing the customer’s needs andsetting with him a common co-operation relationship.The company is not related toany spectrophotometers brandand it is interfaced with themost widespread spectropho-tometers models and brandson the market giving the enduser a great freedom of choiceof the equipment which most-ly meets his requirements, butabove all, it allows the point ofsale interfacing, and, there-fore, to recover the tools whichare already marketed, thus re-moving the main cost item inthe point of sale organization.As in the case of the spec-trophotometers, a software hasbeen developed interfacing
with all the tinting systemson the market, thus makingthe point of sale approachvery interesting, sensibly re-ducing costs in the case ofthe recovery of the existingequipments.With the purpose in mind tobe closer and closer to the cu-stomers’ needs, Intex Systemcan provide the customer witha range of laboratory services,which can range from thecharacterization of the color-file to the development of for-mulation records up to thestudy and testing of coloursampling.The benefits given by the in-troduction of the Top-Paint andTop-Pos colorimetric systemsby Intex System are:- Time saving for the colour de-velopment.- Formulation cost saving.- Lower quantities of pigmentstock.- Less metamerism problems. - Customers historical formu-lation records.- Formulation reports editingand recording, lead by theoperator.- Marketed spectrophotome-ters interfacing.- Marketed tinting systems in-terfacing.- Direct contact with the devel-opment planning of customizedsolutions.On the occasion of Eurocoat inGenoa, the new colour cardsinterpolation software is intro-duced, called Interpolation Col-or Card.The varnish world is used tocommunicate colours throughreferences which are identifiedas standard colour cards (forexample NCS, Ral etc), whichare found in all paint compa-ny/points of sale.Each of these cards representa “univocal” language whichcannot be related to all thetools used by the company,which could be other commer-cial colour cards, a companyprofile and others.In this respect, the companyhas developed a softwarewhich can relate any colourspace and through a quality in-dex (DE) can establish whichreferences are alike.
THE COLORIMETRY SOFTWAREBY INTEX REDUCES TIME ANDCOSTS FOR THE NEW COLOURSDEVELOPMENT
I SOFTWARE PER COLORIMETRIA DIINTEX SYSTEM RIDUCONO TEMPI E COSTIPER LA MESSA A PUNTO DI NUOVI COLORI
NOTIZIENEWS
▼ ▼ Pitture e Vernici - European Coatings • 11-12 / 2010 73

Benefits1) Combination of a colour card/company profilewith the most common international colour cards.2) Quick search for similar colours and hues.3) Lower need to develop colour sampling.4) Limited purchase of alternative colour cards.5) Creation of the reproduction original colour .6) Colorimetric data of filed colours (Lab, re-flectance rate).The software is based on two modules.Basic module consisting of:
a. Previously loaded data base of the mostwidespread colour cards.b. Interpolation software of several cards set-ting the combination criteria.c. Search for any single colour in the previouslyloaded colour files.d. Possibility to record the research files.e. Display and print of the research files.f. Display of colour colorimetric data (Lab, re-flectance)
The second Full module consisting of:a. Previously loaded data base of the mostwidespread colour cards.b. Interpolation software of several cards set-ting the combination criteria.c. Search for any single colour in the previous-ly loaded colour files.d. Possibility to record the research files.e. Display and print of the research files.f. Display of colour colorimetric data (Lab, re-flectance).g. Spectrophotometer handling software.h. Possibility to purchase new customizedcolours/records.
Services available- Importing records from other colorimetry sys-tems- Acquisition through the spectrophotometers ofcustomized colour cards/spaces- Spectrophotometer hiring- Regular updating of the previously loaded recordfiles.
interpolazione di cartelle colori denominato:Interpolation Color Card.È di prassi nel mondo delle vernici, comunica-re il colore tramite delle referenze identifica-te in cartelle colori standard (esempio NCS,Ral ecc), presenti in ogni colorificio/pun-to vendita.Ognuna di queste cartelle rappresenta un lin-guaggio “univoco” e non associabile a tutti glistrumenti presenti in azienda che possono es-sere altre cartelle colori di tipo commerciale,uno storico aziendale, ecc. A fronte di ciò, l’azienda ha sviluppato un soft-ware, in grado di poter correlare qualsiasi spa-zio colore ed attraverso un indice qualitativo(DE), di poter stabilire quali referenze sono vi-cine tra di loro.
Benefici1) Permette di associare una cartella colo-ri/storico aziendale, alle più comuni cartellecolori internazionali.2) Ricerca immediata dei colori e di toni similari.
NOTIZIE
Pitture e Vernici - European Coatings • 11-12 / 201074
SPEKEM S.a.s.di Sergio Speziali & C.
Sede: 26841 Casalpusterlengo (LO)Via G. Miglioli, snphone: 0039 0377 84826fax: 0039 0377 413635e-mail: [email protected]
SPEKATCatalizzatori modificati a base DBTL e "DBTL-free" per vernici e smalti poliuretaniciad alto solido, rapidoindurimento e pot-life lungo.
SPEKHAERTIndurenti polisolfurici ad indurimento rapido per resine epossidiche.
SPEKADAdditivi per pitture, vernici e smalti all'acqua ed in solvente.
3) Limita la necessità di svi-luppare colori a campione.4) Limita gli acquisti di cartel-le colore alternative.5) Crea uno storico colore del-le riproduzioni fatte.6) Fornisce i dati colorimetri-ci dei colori in archivio (Lab,valori di riflettenza).Il software è costituito da duemoduli.Il Modulo base è costituito da:
a. Data Base precaricato del-le cartelle colori più diffuse.b. Software di interpolazio-ne delle diverse cartelle im-postando i criteri associa-zione.c. Ricerca del singolo colo-re negli archivi precaricati.d. Possibilità di salvare glistudi fatti.e. Visualizzazione e stampadegli studi fatti.f. Visualizzazione dei daticolorimetrici del colore (Lab,Riflettanze).
Il secondo modulo (full), è co-stituito da:
a. Database precaricato del-
le cartelle colori più diffu-se.b. Software di interpolazio-ne delle diverse cartelle im-postando i criteri di associa- zione.c. Ricerca del singolo colo-re negli archivi. d. Possibilità di salvare glistudi fatti.e. Visualizzazione e stampadegli studi fatti.f. Visualizzazione dei daticolorimetrici del colore (Lab,Riflettanze).g. Software di gestione del-lo spettrofotometro.h. Possibilità di acquisirenuovi colori/archivi perso-nalizzati.
Servizi offerti- Importazione archivi da altrisistemi di colorimetria- Acquisizione mediante spet-trofotometro di cartelle e spa -zi colore personalizzati- Noleggio spettrofotometro- Aggiornamenti periodici de-gli archivi precaricati.
NEWS


Isi Plast Spa, leader nellaproduzione di contenitori inplastica per il settore indu-striale, presenta a Euroco-at 2010 la Serie SC, arric-chita di nuovi formati. Si tratta di una linea di barat-toli particolarmente indicata percontenere smalti all’acqua, ed è compostada 5 formati il cui contenuto spazia da 1,1 a3,3 lt. L’ultimo articolo nato, ad integrazionedei precedenti, è il formato SC3300.Robustezza e praticità sono i termini che con-traddistinguono la Serie SC, lo spessore del-le pareti ed il materiale impiegato li rendonoparticolarmente resistenti agli urti. L’interagamma è stata concepita con una forma ci-lindrica a bocca larga, per uno svuotamentopiù pratico e rapido. Gli articoli, realizzati inpolietilene di prima qualità, sono:- SC1100 con capacità raso bordo pari a 1,1litri, diametro di 111 mm e altezza di 118 mmsenza coperchio, 120 mm con coperchio. Nonpossiede manico.- SC1400 con capacità raso bordo pari a 1,4litri, diametro di 110 mm e altezza di 150 mmsenza coperchio, 152 mm con coperchio. Non
possiede manico.- SC2300 con capacità rasobordo pari a 2,345 litri, dia-
metro di 133 mm e altez-za di 181 mm senza coper-chio, 183 mm con coper-
chio. Non possiede manico.- SC2500 con capacità raso bordo
pari a 2,83 litri, diametro di 133 mm e altez-za di 216 mm senza coperchio, 218 mm concoperchio. Non possiede manico.- SC3300 con capacità raso bordo pari a 3,3litri è l’unico articolo della gamma che è sta-to studiato e realizzato con un manico in pla-stica per facilitarne la movimentazione, tenutoconto della capacità che può contenere e del-le dimensioni che possiede.Tutti i coperchi dei cinque articoli sono dispo-nibili nella versione con sigillo a strappo, ri-chiudibile con tenuta anche dopo l’aspor-tazione del sigillo. I contenitori della serie SCsono impilabili e pertanto possono essere di-sposti sugli scaffali in modo semplice.Ottimi per l’utilizzo con sistemi tintometrici,possono essere etichettati con automatismioppure personalizzati con serigrafia, offset,sleeve o etichette IML.
Isi Plast Spa, the leading Italian company manufacturing plastic contain-ers for the industrial sector, introduces at Eurocoat 2010 the entire newSC range, which has been completed with new additional formats. TheSC series is a line of cans, which is particularly suitable for waterbornelacquers and it consists of 5 formats whose content ranges from 1,1 to3,300 lt. The new born product is the SC3300 version. Sturdiness and prac-tical use are the features which characterize the SC Series, and the wallthickness and the material used make them particularly impact resistant.The whole range has been designed with a cylinder like shape and widetop for a more practical and quicker opening.The items, based on top quality polyethylene is as follows:- SC1100 with full loading capacity accounting for 1,1 lt, 111 mm diam-eter and 118 mm height without lid, and 120 mm height with lid. Thereis no handle.- SC1400 with full loading capacity, accounting for 1,4 lt, 110 mm diame-ter and 150 mm height without lid, 152 mm with lid. There is no handle.- SC2300 with full loading capacity accounting for 2,345 lt, 133 mm di-ameter and 181 mm height without lid, 183 mm with lid. There is nohandle.- SC2500 with full loading capacity accounting for 2,83 lt, 133 mm di-ameter and 216 mm height without lid, 218 mm with lid. There is nohandle.- SC3300 with full loading capacity accounting for 3,3 lt, is the only oneitem of the range which has been designed and constructed with a plas-tic handle to make handling easier, taking into account its capacitiesand size.All the lids of these five items are available in the tear strip sealedversion, which can be tightly closed even after removing the seal. TheSC Series containers can be stacked and, therefore, can be placed onthe shelves easily. They are excellent to be used with the tintometricsystems and can be labelled automatically or customized with silk-screen, offset printing, sleeve or ML labels.
NEWS
THE LINE OF SC CONTAINERSBY ISI PLAST
Pitture e Vernici - European Coatings • 11-12 / 201076
BLANC FIXE SOLVAY
Solvay Bario e Derivati SpAVia degli Oliveti 84 - 54100 Massa ITALY
Tel. 0585 / 8901Fax 0585 / 833424Email: [email protected]
OLV
AY L’UNICOMADE IN ITALY
I CONTENITORI SC DI ISI PLAST
NOTIZIE

www.perstorp.com
{ }waterborne ease
Easaqua™ – the new way to say Rhodocoat™
Polyisocyanates have a new name when it comes to waterborne polyurethane coatings: Easaqua™. But while the name of the Rhodocoat™ range has changed, its unique properties of easy mixing and fast drying remain the same. Easaqua™ makes easy work of waterborne coatings, letting you replace solvents with water to create high-performance coatings with low VOC content and less environmental impact.
Visit us on Eurocoat 2010!Genoa, Italy, November 9–11Stand A32

Le nanotecnologie si propon-gono di sfruttare le insoliteproprietà che molti materialiacquistano quando le loroparticelle assumono dimen-sioni dell’ordine di un millesi-mo dello spessore di un ca-pello o più piccole. Questi pic-colissimi pezzi di materia sicomportano, infatti, in manie-ra diversa sia dalle molecoleo dagli atomi individuali chele compongono che da aggre-gati più grandi della stessanatura: mostrano nuovi feno-meni come se fossero “super-molecole”, secondo leggi quan-tistiche, interagiscono diversa-mente con la luce perché le lo-ro dimensioni diventano similialla lunghezza d’onda della lu-ce stessa, ed interagisconodiversamente con la materiacircostante perché è come sefossero “tutta superficie”. Inmolti ambiti si studiano datempo soluzioni per migliora-re prodotti con l’impiego dinanotecnologie, dall’elettro-nica alla cura della salute al-lo sviluppo di processi soste-nibili per l’ambiente e l’uomo.Ed è anche il caso delle ver-nici per legno. IVM Chemicals ha dedicatoapprofonditi studi all’impiegodelle nanotecnologie nellosviluppo di prodotti vernician-ti per legno, concentrandosiin particolare sulla possibili-tà di sfruttare le proprietà diprotezione e resistenza di ma-terie prime che fino ad ogginon è stato possibile utilizza-re nella formulazione di pro-
dotti vernicianti, a causa del-la loro struttura inadatta. Lananotecnologia, rende oggipossibile creare prodotti conresistenze eccezionali.E i primi risultati arrivano pro-prio nel segmento delle ver-nici per legno in cui si richie -dono massime performance,ossia quello dei prodotti ver-nicianti per esterno. Serra-menti, infissi, porte, portoni,recinzioni, gazebo e arredi dagiardino sono da sempre i ma-nufatti in legno che richiedonoil più alto grado di protezione,a causa della loro esposizio-ne diretta a fenomeni atmo-sferici e biologici, ed è signi-ficativo che la prima lineaMilesi di prodotti a svilupponanotecnologico nasca pro-prio per questi manufatti.NANO-C, la nuova linea di pro-dotti per esterno Milesi, offretutti i vantaggi di questa stra-ordinaria tecnologia, conferen-do al legno protezioni superioria qualsiasi altra tecnologia fi-no ad oggi conosciuta. La dimensione nanometricadelle particelle impiegate nepermette una più capillare di-stribuzione all’interno del pro-dotto verniciante. Ne risultache le proprietà protettive del-la materia prima impiegata so-no distribuite in modo moltopiù omogeneo (milioni di voltepiù omogeneo, si potrebbe di-re) nella vernice, per una capa-cità di protezione non solosuperiore alle tradizionali tec-nologie, ma impossibile da ot-tenere con queste ultime.
In particolare le nanotecnolo-gie hanno reso possibile l’im-piego di materie prime dalleottime proprietà di resistenza,che consentono di miglioraree potenziare notevolmente laprotezione dalle radiazioni UV,uno dei nemici più pericolosi peril legno esposto all’esterno. I raggi UV infatti minaccianol’integrità del film di vernicein due modi. Per effetto delcalore, il film tende, nei casipiù gravi, a seccare eccessi-vamente e a rompersi (espo-nendo il legno agli attacchi diacqua e parassiti). La luce in-vece influisce sulla stabilitàdel colore, che col temposbiadisce e perde intensità.I prodotti NANO-C per ester-no garantiscono elevate resi-stenze all’umidità e alla luce,come dimostrano i test effet-tuati su campioni con la spe-ciale apparecchiatura QUV(Accelerated Weathering Te-sters) Solar Eye con sistemaspray, test di invecchiamentoaccelerato che riproduce glieffetti dannosi della luce delsole e dell’umidità. La tabella confronta le presta-zioni di un ciclo standard diverniciatura comunementeutilizzato per la protezione dimanufatti esposti all’esternocon quelle della nuova solu-
Nanotechnologies are pro-posed to exploit the unusualproperties that many materialspurchase when their particlessize of the order of taking onethousandth the thickness of ahair or smaller. These tinypieces of matter behave, infact, differently from either in-dividual molecules or atomsthat make up that larger clus-ters of the same nature: theyshow new phenomenons as ifthey were "supermolecules,"according to quantum laws,they interact differently withlight, because their size be-comes similar to the wave-length of light itself, andotherwise interact with matteraround it is as if "all surface" .In many areas we study longways to improve products us-ing nanotechnology, from elec-tronica to health care in thedevelopment of sustainableprocesses for the environmentand man.It is also the case for woodcoatings.
IVM Chemicals has dedicatedextensive studies to the use ofnanotechnology in developingwood coatings, particularly fo-cusing on the usability of se-curity properties and durabilityof materials that until now theycould not be used in the formu-lation of paint products, unsuit-able because of their structure.Nanotechnology makes it pos-sible today to create productswith exceptional strength. And the first results come justin the segment of wood coat-ings which require maximum
performance, namely the exte-rior coatings. Doors, windows,doors, gates, fences, gazebosand garden furniture have al-ways been the wooden itemswhich require the highest de-gree of protection because oftheir direct exposure to atmos-pheric and biological phenom-ena, and it is significant thatthe first line of Milesi nano -technology development pro-ducts arises because of theseartifacts. NANO-C, Milesi’s new line ofproducts for outdoor, offers allthe advantages of this technol-ogy, giving the wood protec-tion superior to any othertechnology known to date. Thenanoscale particles used al-lows a more widespread dis-tribution within the coating. Itappears that the protectiveproperties of raw material aredistributed in a much more ho-mogeneous (millions of timesmore homogenous, one mightsay) in the varnish, for a capac-ity of protection not only supe-
rior to traditional technologies,but impossible to achieve withthese .In particular nanotechnologyhave made possible the use ofraw materials with excellentstrength properties which im-proves and enhances signifi-cantly the protection againstUV radiation, one of the mostdangerous enemies for woodexposed outdoors. The UV raysin fact threaten the integrity ofthe film in two ways. Whenheated, the film tends, in seri-ous cases, to dry excessively
▼ ▼
NOTIZIENEWS
THE INNOVATION FOR WOODCOATINGS PASSESTHROUGH NANOTECHNOLOGY
A WORLD WHERE THE SMALL DETAILS, IN FACT, VERY SMALL, ARE THE PROTAGONISTA
L’INNOVAZIONE NEL CAMPO DELLE VERNICIPER LEGNO PASSA PER LA NANOTECNOLOGIA
Pitture e Vernici - European Coatings • 11-12 / 2010 79
UN MONDO DOVE I PICCOLI DETTAGLI,ANZI, PICCOLISSIMI, SONO PROTAGONISTI
Ciclo standard 30 18 0 0/1 2 2 n.m 1 ΔE *Standard cycle gloss gloss 3.9Ciclo NANO-C 29 25 0 0/1 1 1 n.m 0/1 ΔE *NANO-C cycle gloss gloss 1.4
Opac
ità in
izial
eIn
itial
opa
city
Opac
ità fi
nale
Fina
l opa
city
Bolle
Bubb
les
Rottu
reBr
eaks
Sfar
inam
ento
Chal
king
Ades
ione
Adhe
sion
Perd
ita d
i cal
ore
Heat
loss
Sfog
liatu
reSt
rippi
ng
Ingi
allim
ento
Yello
win
g
Legenda: 0 = ottimo 5 = pessimo Legend: 0 = excellent 5 = very bad

NANO-C per esterni: i prodottiNANO-C for exterios: products
zione NANO-C. Il test è statocondotto secondo i criteri fissa-ti dalla norma EN927/3 (espo-sizione 2016 ore). Come si puòosservare nella tabella, la va-riazione di gloss del ciclo NA-NO-C è nettamente inferiorea quella del ciclo tradiziona-le (un calo di 4 gloss contro i12 del ciclo standard), per unagaranzia di colori sempre bril-lanti. Ottime anche le presta-zioni di resistenza all’ingial li-mento, evidenziate dal deltae, inferiore a quello rilevatoper il ciclo standard.Si osserva anche una miglio-re aderenza e una bassa ten-denza allo sfarinamento, duefattori molto importanti per ladurata del film di vernice.Il ciclo di verniciatura NANO-C è interamente realizzato conprodotti all’acqua a svilupponanotecnologico: la linea peresterno NANO-C è infatti com-pleta di impregnante bianco,fondo intermedio neutro e fi-nitura neutra, studiati per ot-tenere ottima resistenza al- l’esterno e stabilità alla luce. Le proprietà tecniche salien-ti del ciclo NANO-C per ester-no sono: maggiore tenutadella brillantezza all’esterno,maggiore adesione ed elasti-cità, maggiore resistenza al-l’ingiallimento del film e mas-sima resistenza all’acqua intempi brevi (water-proof).L’effetto estetico finale è lieve-mente mordenzato, semico-prente bianco, particolarmenteapprezzato su legni di conifera.Inoltre, le paste del SistemaTintometrico KromosystemMilesi, opportunamente mi-scelate all’impregnate, con-sentono di ottenere le diversetonalità pastello oggi moltorichieste dal mercato.Come si può osservare dallatabella, il ciclo realizzato conprodotti NANO-C presenta iseguenti vantaggi:- maggiore tenuta della bril-lantezza all’esterno- maggiore adesione ed ela-sticità - maggiore resistenza all’in-giallimento del film.Il livello estetico del ciclo diverniciatura è in linea con imigliori prodotti per esterniall’acqua attualmente presen-
Pitture e Vernici - European Coatings • 11-12 / 201080
and rupture (exposing thewood to attack by water andpests). Light instead affectsthe stability of color, whichfades over time and loses in-tensity. Nano-C products with a highresistance to external moistureand light, as shown by tests onspecimens with special equip-ment QUV (Accelerated Weath-ering Testers) Solar Eye spraysystem, accelerated agingtests which reproduces the ef-fects of harmful sunshine andhumidity. The table compares the per-formance of a standard cyclepaint commonly used to pro-tect items on display withthose outside of the new so-lution NANO-C.The test was conducted accord-ing to the criteria of the stan-dard EN927/3 (2016 hours ex-posure) (see table).As you can see the NANO-C cy-cle change of gloss is signifi-cantly lower than the traditionalcycle (a decrease of 4 glosscompared to the 12-cycle stan-dard) for a guarantee of consis-tently brilliant colors. Alsoexcellent resistance to perform-ance, highlighted by the deltaand lower than that found forthe standard cycle. There is al-so a better grip and a lower ten-dency to chalk, two very impor-tant factors for the duration ofthe film.The NANO-C coating system ismade entirely with water ba-sed products in nanotechnol-ogy development: the NA-NO-C exterior line is in fact fullof white soaked backgroundneutral and intermediate neu-tral finish, designed for excel-lent outdoor resistance andstability to light.Key technical properties ofNano-C exterior cycle are:
more outside seal gloss, im-proved adhesion and flexibil-ity, greater resistance to thefilm and maximum waterresistance rapidly (water-proof).The aesthetic final effect is s-lightly stained, white semi-covering, especially welcomeon softwood.In addition, Milesi’s pastries ofthe Mixing System Kromosys-tem, properly mixed, boat de-liver the various pastel shadesnow in great demand from themarket.As can be seen from the table,the cycle products made withNano-C has the following ad-vantages:- more held of the exterior bril-liance- more adhesion and elasticity - more held for the yellowingfilm.The esthetic level of the paint-ing cycle is consistent with thebest water based exteriorproducts currently on the mar-ket.The finishing is also character-ized by the following proper-ties: - Opacity 30 gloss- High lift- Excellent flexibility and ad-hesion- Reduced swelling of thewood fiber- High coverage- Rapidly maximum water re-sistance (water-proof).NANO-C painting cycle is par-ticularly suitable for the paint-ing of woods weakly etched.The best results are obtainedon effect with conifer semi-covering white finish.In this specific case, the newproposal offers the best pro-tection for permeability toUV-visible, thus limiting theyellowing of wood.
NOTIZIE
ti sul mercato.La finitura è inoltre caratteriz-zata dalle seguenti proprietà:- Opacità 30 gloss - Elevata verticalità- Ottima elasticità ed adesione - Ridotto rigonfiamento dellafibra del legno - Elevato riempimento- Massima resistenza all’acquain tempi brevi (water-proof).Il ciclo di verniciatura NANO-C è particolarmente indicatoper la verniciatura di legni de-bolmente mordenzati.I migliori risultati si ottengo-no su conifera con effetto a fi-nire semicoprente bianco.In questo specifico caso, lanuova proposta offre la mas-sima protezione di permeabi-
lità ai raggi UV-visibili, limi- tando così l’ingiallimento dellegno.
XHT100 • Impregnante bianco all’acqua applicabile adimmersione o flow coating. Caratterizzato da ottimo scorrimento,ottima pigmentazione e ridotto sollevamento della fibra del legno.Formulato con speciali polimeri in grado di conferire ottimaresistenza all’ingiallimento del supporto nel tempo. È possibilemodificarne il colore con le paste serie HMT10-90 del KromosystemMilesi, per realizzare le varie tonalità pastello richieste dal mercato.
XBC100 • Fondo intermedio neutro all’acqua applicabile adimmersione o flow coating. Caratteristiche principali: oltre allafacilità nella lavorazione e all’ottimo scorrimento, il prodotto sidistingue per l’elevato riempimento, e soprattutto per il ridottorigonfiamento della vena, in particolare su legni di conifera.
XGC100 • Finitura neutra all’acqua contraddistinta da un’ottimaversatilità applicativa con i normali sistemi a spruzzo (manuale oautomatico). Presenta elevato riempimento, ottima resistenzaall’esterno e stabilità alla luce. Water-proof: offre massima resistenzaall’acqua in tempi brevi, evitando il fenomeno della sbiancatura deimanufatti esposti alla pioggia dopo la verniciatura.
XHT100 • Immersion or flow coating applicable water basedwhite impregnating. It is featured of great flow, good pigmentationand reduced lifting of the wood fiber. It is formulated with a specialpolymer that can give excellent resistance to the ongoing support.You can change the color pastes HMT10-90 series of Milesi Kro-mosystem to carry out the various pastel shades demanded by themarket.
XBC100 • Water based neutral intermediate fund applicable asimmersion or flow coating. Key Features: In addition to easy pro-cessing and excellent flow, the product stands for the high filling, e-specially for the reduced swelling of the vein, especially on conifers.
XGC100 • Water based neutral finishing characterized by an ex-cellent application versatility with normal spray systems (manual orautomatic). It presents high coverage, excellent outdoor resistanceand light stability. Water-proof: it offers quickly maximum resist-ance to water, avoiding the phenomenon of bleaching of articles ex-posed to rain after painting.


Pinova SA
Gewerbestrasse 1CH-2543 Lengnauphone +41 32 654 10 [email protected]
Pinova SA azienda leader nella produzione di paste e sistemi coloranti.
Da oltre 25 anni sviluppa sistemi innovativi per il settore dell’edilizia e del decorativo.
Certificati ISO 9001 e ISO 14001 da oltre 10 anni.
Le paste coloranti NOVAPINT
AcquaNovapint D per il settore edilizia: prodotti di finitura e rivestimenti per interni ed esterniNovapint E per il settore edilizia: SENZA VOC a bassa concentrazione di pigmentiNovapint W per il settore industria: sistemi acrilici, bi-componenti PUR, epossidici, smalti e finiture
SolventeNovapint Z per il settore industria: alchidiche, bi-componenti PUR ed epossidiciNovapint HP per il settore legno: bi-componenti PUR, epossidici, acrilici, vinile, nitro, CAB
UniversaleNovapint U per il settore decorativo: acqua:
sistemi acrilici, PUR, epossidici, smalti e finiture
solvente: alchidiche, epossidici, acrilici, nitro, vinile
I nostri servizi
• Sistema tintometrico adeguato alle esigenze del mercato, per prodotti all‘acqua, solvente e universali
• Analisi di compatibilità delle paste NOVAPINT nei vostri sistemi
• Introduzione del sistema completo di colorazione con: assistenza nella scelta del software, spettro, tintometro e mixer, su richiesta mazzette di colori individuali e spettro portabile

Siliconi Commerciale® Spa hasviluppato un nuovo anti schiu -ma non siliconico eco-compa-tibile, con basi completamen-te rinnovabili. Oggi sul merca -to esistono antischiuma nonsiliconici a base di derivati pe-troliferi, esteri di acidi grassi,alcoli.
Grazie ad una continua ricer-ca di laboratorio rivolta a pro-dotti eco-compatibili, SiliconiCommerciale® Spa ha creatoun nuovo antischiuma eco-compatibile formulato per es-sere impiegato nelle varieformulazioni di idropitture evernici all’acqua. Il prodotto si chiama WS 941 epresenta i seguenti vantaggi: 1) eco-compatibilità: a basedi materie prime completa-mente rinnovabili;2) ottima efficacia anche abassi dosaggi; 3) V.O.C free & APEO free;4) stabilità nei formulati diidropitture.WS 941 presenta un’ottimacapacità di abbattimento del-la schiuma, alla pari dei clas-sici antischiuma a base di
derivati petroliferi. Inoltre grazie ad un sistemadi additivi altamente perfor-manti, riesce a rimanere sta-bile nelle formule di idro pit-ture, senza creare affioramen-ti in superficie.
Siliconi Commerciale® Spa hasdeveloped a new eco-friendlysilicone free antifoam withcompletely renewable bases. Today there are on the marketsilicone free antifoams basedon oil derivates, esters of fat-ty acids and alcohols. Thanks to continuous labora-tory research aimed to find e-co-friendly products, SiliconiCommerciale® Spa has creat-ed a new eco-friendly defoa -mer formulated to be used indifferent formulations like wa-ter-paints and coatings. The product is called WS 941and presents following advan-tages:1) eco-compatibility: based onrenewable raw materials; 2) high efficiency even at lowdosage;3) VOC and APEO free;4) High stability in water paints
formulations.WAS 941 has a high antifoamcapability, like the classic an-tifoams based on oil deriva-tives. Moreover, thanks to its highperformances additives, it re-main stable inside the water-paints formulations withoutcausing surface outcrops.
A NEW ECO-FRIENDLYSILICONE FREE ANTIFOAM
NUOVO ANTISCHIUMA NONSILICONICO ECO-COMPATIBILE
Pitture e Vernici - European Coatings • 11-12 / 2010 83
NOTIZIENEWS

In occasione dell’Assemblea dei SociUCISP, Unione costruttori italiani strumen-ti per pesare, aderente ad ANIMA, il dott.Maurizio Ceriani è stato confermato Pre-sidente UCISP per il prossimo triennio2010-2013 così da proseguire il percorsointrapreso.Laureato in Scienze della Comunicazione,il dott. Maurizio Ceriani è attualmenteBusiness Service Manager & Quality Ma-nager della Soc. Bizerba SpA.Nel suo incarico il Presidente Ceriani sa-rà affiancato dai Vice Presidenti FabioMartignoni (IBR Industrie Bilance RiuniteSpA) e Mauro Valli (Odeca Srl), dai Presi-denti onorari Luciano Macchi e Sergio Am-brosetti e da un Consiglio Direttivo cosìrinnovato: Francesco Gallo(Ditron Srl), Massimo Mai(Antonio Mai Snc), Dario Corno(Mettler Toledo SpA), Mas-simo Zanetti (Soc. Coop. Bi-lanciai Campogalliano), Mau-ro Lenzini (Lenzini Bilancesnc).“Ucisp è un riferimento pergli operatori del settore – di-chiara Maurizio Ceriani. Inquesti anni il supporto di ogniassociato ha permesso di es-sere sempre più presenti inEuropa, attraverso la parte-cipazione ai lavori di Cecip,e ai tavoli normativi. Duran-te il mio mandato, abbiamo
contribuito alla stesura delle norme di set-tore e alla bozza del Decreto ministerialeriguardante i controlli da eseguire sullebilance a funzionamento automatico. Lafiducia che mi è stata accordata mi esor-ta a proseguire su questa strada portan-do la nostra esperienza e presenza neiluoghi decisionali della metrologia. Con-tinueremo a richiedere la modifica dellenorme relative alla verifica periodica delmercato degli strumenti di misura – con-clude. A dimostrazione della volontà del-l’associazione, i nostri soci hanno appro-vato all’unanimità il Codice Deontologi-co, segno della professionalità e compe-tenza di tutti i soci, che contribuiscono allacorrettezza e trasparenza del mercato”.
NOTIZIE
MAURIZIO CERIANICONFERMATO PRESIDENTE UCISP
Pitture e Vernici - European Coatings • 11-12 / 201084
On the occasion of the UCIPS members’ gener-al meeting, the Italian weighing systems man-ufacturers association, also supporters ofANIMA, Dr. Maurizio Ceriani has been recon-firmed in his position of UCIPS’ President fornext three years, from 2010 to 2013 so as to goon pursuing his working objectives.Maurizio Ceriani obtained a degree in Commu-nication Science and currently he holds the po-sition of Business Service Manager & QualityManager at Bizerba SpA company.He will work together with the Vice PresidentsFabio Martignoni (IBR Industrie Bilance RiuniteSpA) and Mauro Valli (Odeca Srl), with the hon-orary presidents Luciano Macchi and Sergio Am-brosetti within the new board of Directors:Francesco Gallo (Ditron Srl), Massimo Mai (Anto-nio Mai Snc), Dario Corno (Mettler Toledo SpA),Massimo Zanetti (Soc. Coop. Bilanciai Campogal-liano), Mauro Lenzini (Lenzini Bilance snc).
Ucips is a benchmark for the operators of thissector, Maurizio Ceriani said, and in these lastyears the support from any member has allowedto be more active in Europe, due to the partici-pation of Cecip and in the standards decisionmakers committees. During this mandate, wehave contributed to working out the regulationsin this field and to the draft of the Ministerialdecree on inspection programme of automaticscales. “The trust placed in me has encouragedme to go ahead bringing our experience to theinstitutional places where metrology is dealtwith. We shall go on asking to change the re-gulations concerning the periodical inspectionsof the measuring tools market” he finally con-cluded. The association’s willingness is provedby the unanimous approval of a code of ethics,witnessing the professional attitude and com-petence of all members, who contribute to theproper working behaviour on the market.
MAURIZIO CERIANIHAS BEEN RECONFIRMED AS UCIPS PRESIDENT
NEWS
MaurizioCeriani


Lanciato nel 2005 dall’Uniondes Industries Chimiques (UIC– Associazione delle industriechimiche francesi) e dalla Fé-dération Française des scien-ces pour la Chimie (FFC –Federazione francese per leScienze Chimiche) sotto l’egi-da del Ministero Francese perl’Industria, il premio Pierre Po-tier viene assegnato alle so-cietà che promuovono l’inno-vazione nel campo dello svi-luppo sostenibile. Quest’an-no Arkema ha vinto il primopremio grazie a Kynar Aqua-tec® una resina PVDF (polivi-niliden-fluoruro), disponibileper la prima volta come for-mulazione a base acquosa perla costruzione di tetti che ri-flettono la luce del sole, perla riduzione dei costi dovuti alcondizionamento dell’aria eper un risparmio superiore deiconsumi energetici.Da più di 45 anni, Arkema svi-luppa il marchio Kynar®, laversione di PVDF per prodot-ti di nicchia destinata a rive-stimenti per ambienti esternidi costruzioni imponenti e distrutture industriali, rinoma-ta per la sua elevata resisten-za agli UV (con una duratasuperiore a 25 anni) e allosporco (funzione pulente in-trinseca con l’acqua piovana)e per le sue alte proprietà ri-flettenti. Tuttavia, questi rive-stimenti sono destinati acomponenti metallici, che ri-chiedono la presmaltaturafuori sede e cottura in forno.La nuova resina Kynar Aqua-tec® per formulazioni a baseacquosa offrono il vantaggiodell’essiccazione ad aria,quindi può essere applicatasu qualsiasi struttura edilecon gli strumenti di vernicia-tura convenzionali. I tetti e irivestimenti esterni protettida questi coating riflettenti,contribuiscono quindi a ridur-re la necessità del condizio-namento dell’aria.L’obiettivo dei team prepostialla ricerca è stato lo svilup-po di una tecnologia per l’ap-
plicazione dei rivestimenti abase di PVDF per spruzzatura,direttamente sugli edifici esi-stenti. L’innovazione promos-sa da Kynar Aquatec® si basasullo sviluppo di una pitturaal lattice PVDF come emulsio-ne acquosa, in grado di forni-re un film a temperatura am-biente grazie al nuovo proces-so basato sulla combinazionedella polimerizzazione dellePVDF e delle acriliche. L’inno-vazione si caratterizza per lafacile applicazione di una pit-tura a base acquosa esenteda solvente, associata allasorprendente durabilità e alpotere riflettente dei coatinga base di PVDF Kynar®.La possibilità di applicare unapittura PVDF come una pittu-ra acrilica tradizionale (vale adire senza trattamento al ca-lore) estende l’utilizzo deirivestimenti Kynar® alla co-struzione e ristrutturazione ditutte le varianti di costruzio-ne, qualsiasi sia la loro formae la tipologia del tetto e delrivestimento: metallo, cemen-to, strati d’asfalto o legno.Nelle regioni a clima caldo,l’assorbimento dei raggi so-lari delle costruzioni rappre-senta il principale elementodel loro bilanciamento termi-co. La pittura bianca a base diKynar Aquatec®, aiuta a riflet-tere la luce del soleevitando un consumoeccessivo di energiaper il condizionamen-to dell’aria. Quindi, icosti energetici totalidi una costruzione conil tetto rivestito conquesto prodotto posso-no essere ridotti di al-meno il 15%.La verniciatura dei tet-ti di bianco è una pra-tica comune in fun zionedell’assorbimento del-la luce solare. Tuttavia,le pitture tradizionaliraramente hanno unadurata superiore ai 5anni: essi perdono laloro funzione rifletten-
te non appena si insedianomicrofunghi e impurità; dalpunto di vista dell’equilibrioecologico, la sostituzione pe-riodica di un rivestimentodanneggiato vanifica i vantag-gi offerti dalla funzione riflet-tente. Finora, Aquatec® Kynarè l’unico rivestimento che nonrichiede opere di manutenzio-ne, il quale mantiene la fini-tura bianca virtualmente inte-gra per più di 20 anni.L’importanza del condiziona-mento dell’aria passivo, gra-zie ai “tetti riflettenti” è statoparticolarmente apprezzatonegli Stati Uniti in questi ul-timi dieci anni e l’Europa staallineandosi per colmare la la-cuna. Nel 2009 la commissio-ne europea ha fondato il“Cool Roof Council”, che se-guendo l’esempio degli StatiUniti, ha iniziato ad agire perpromuovere lo sviluppo dei“tetti che non si surriscalda-no” L’utilizzo della pittura abase di Aquatec® Kynar cre-scerà quindi in Europa nel cor-so dei prossimi anni.
Launched in 2005 by Union des Industries Chimiques (UIC - FrenchChemical Industries Association) and Fédération Française des sci-ences pour la Chimie (FFC - French Federation for Chemical Scien -ces) under the aegis of the French Ministry for Industry, the PierrePotier prize rewards companies that bring out innovations in thefield of sustainable development. This year, Arkema has won topprize with Kynar Aquatec®, a PVDF (polyvinylidene fluoride) resinavailable for the first time as an aqueous formulation for the man-ufacture of roofs that reflect sunlight, therefore help reduce air-conditioning costs and achieve major energy savings.For over 45 years Arkema has developed under the brand name Ky-nar® a high-end PVDF grade for external coatings used in tall build-ings and industrial structures, renowned for its remarkable resistanceto UVs (lasting more than 25 years) and grime (cleaning naturallythrough rain water), as well as its reflective properties. However,these coatings are designed for metal components, requiring off-site pre-lacquering by stoving. The new Kynar Aquatec® resin foraqueous formulations offers the benefit of " air drying ", hence itcan be applied on any type of building with traditional paintingtools. Roofs and sidings protected with these reflective coatingstherefore help reduce the need for air-conditioning.The objective of the research teams was to develop a technologyto apply PVDF-based coatings by spraying directly onto existingbuildings. The Kynar Aquatec® innovation consists in developing aPVDF latex paint as an aqueous emulsion, capable of forming a filmat ambient temperature through a new process combining PVDFpolymerization and acrylic polymerization. This innovation featuresthe ease of application of a solvent-free aqueous paint, combinedwith the outstanding durability and reflectivity of Kynar® PVDF coat-ings. Being able to apply a PVDF paint like a traditional acrylic paint(i.e. without any heat treatment) therefore helps extend the use ofthe Kynar® coating to the construction or renovation of all types ofbuildings, whatever the shape and nature of roof and siding: met-al, cement, asphalt sheeting or even wood.In high sunlight regions, the absorption of the sun's rays by build-ings is a major element of their thermal balance. Using a whitepaint containing Kynar Aquatec® helps reflect sunlight, and avoidsexcessive energy consumption from artificial air-conditioning. Hence,the overall energy cost of a building with a roof coated with thisproduct can be reduced by almost 15%.Painting roofs in white is a common practice to counter the absorp-tion of sunlight. However, traditional paints rarely last beyond 5years: they lose their " reflectivity " as grime and microfungi set in.From an ecological balance viewpoint, periodically replacing a dam-aged roof coating cancels out the benefits of reflectivity. To date,Kynar Aquatec® is the only maintenance-free coating that retainsa virtually intact white finish for over 20 years.The importance of passive air-conditioning using "reflective roofs"was first appreciated in the United States in the last ten years.Europe is now taking steps to close the gap. In 2009 the EuropeanCommission set up the " Cool Roofs Council " which, following theexample of the United States, is pursuing a policy to promote thedevelopment of "cool roofs". The use of paint containing KynarAquatec® is therefore expected to grow in Europe over the nextfew years.
NOTIZIE
ARKEMA RICEVE IL PREMIOPIERRE POTIER PER AQUATEC®
Pitture e Vernici - European Coatings • 11-12 / 201086
ARKEMA AWARDED PIERRE POTIERPRIZE FOR KYNAR AQUATEC®

P A C K A G I N G 3

Pitture e Vernici - European Coatings • 11-12 /201088
SOMMARI RIVISTE - MAGAZINES INDEX
Sommario del numero di Settembre 2010Contents of September 2010
Notizie dal mercato / Industry newsRhodia aumenta la capacità produttiva ditensioattivi in due stabilimentiRhodia increases surfactants capacity at two sites
Pittura decorativa / Decorative paintL’ecologia nel settore delle pitture decorativenell’Europa occidentaleGreening of the decorative paint sector inWestern Europe
Articoli tecnici / Technical papersCoatings per plastica – Fotostabilizzanti che nonmigranoPlastic coatings – Non-migrating light stabilisers
Riempitivi funzionali – Polimero opaco nei coatingall’acqua e a solventeFunctional fillers – Opaque polymer in solvent andwaterbased coatings
Poliuretani a base acquosa – Coatingspoliuretanici a base acquosa a basso VOCWaterborne polyurethanes – Low VOCwaterborne PU coatings
Coatings anticorrosivi – Sistema di rivestimentoprotettivo ibrido a base acquosaAnticorrosive coatings – Waterborne hybridprotective coating system
Sommario del numerodi Ottobre 2010Contents of October 2010
Uno sguardo al mercatoMarket watchFusione tra Teknos e Olivia
in PoloniaTeknos and Olivia merger in Poland
Poliuretani – Una panoramica del mercato PURPolyurethans – Overview of the PUR market
Articoli tecnici / Technical papersVernici ignifughe / Fire retardant paints
Vernici intumescenti a base acquosa che possonoprevenire la combustione dei materiali termoplasticiWaterborne intumescent coatings can preventthermoplastics from burning
Rivestimenti facili da pulireEasy-to-clean coatingsFormulazione di vernici a base acquosa antimacchiaFormulating waterborne stain-resistant paints
Riempitivi / FillersI riempitivi micronizzati aumentano le prestazionianticorrosioneMicronised fillers boosts anticorrosionperformance
Sommario del numero di Settembre 2010Contents of September 2010
Articoli tecnici / Technical papersReticolare vernici in polvere termoindurenti coni raggi laserCuring thermoset powder coatings using laser beams
Sistemi di rivestimento autopulentiSelf-cleaning coatings systems
Notizie dalle industrie / Industry newsJotun ha iniziato il 2010 con risultati record mal’azienda si aspetta un calo per il resto dell'anno:gennaio 2010-Aprile 2010Jotun starts 2010 with record results but expectsless for the rest of the year: Jan 2010-April 2010
Asian Paints costruisce un nuovo impiantoproduttivo nell’India occidentaleAsian Paints builds new manufacturing plant inWestern India
Akzo Nobel rafforza la gamma dei prodotti per icoatingsAkzo Nobel strengthens coatings portfolio
Nuovi prodotti / New productsDSM amplia la sua gamma di prodotti con unapoliestere per una resina alternativa senzaepossidica per coatings ibridi in polvereDSM expands its product portfolio with apolyester for an epoxy-free alternative for hybridpowder coatings
Coatings eco-compatibili di Basf IndonesiaBasf Indonesia’s friendly coatings
Mercati / MarketsL'aumento dei costi delle materie prime fa salire iprezzi delle pittureRising raw materials costs pushing paint pricesupwards
Grande balzo in avanti per Akzo Nobel in CinaGreat leap forward for Akzo Nobel in China
Coatings nel mondo: notiziario sulle aziende piùimportantiCoatings world: top companies report
Sommario del numerodi Ottobre 2010Contents of October 2010
Articoli tecniciTechnical papersFormazione di screpolature eprevenzione nei film in PVD
depositati sui rivestimenti inpolvere epossidiciCrack formation and its prevention in PVD filmsdeposited on epoxy powder coatings
I poliesteri puri sono l'alternativa alla resinaepossidica?Are pure polyesters the epoxy alternative?
Notizie dalle aziende / Industry newsFatturato di AkzoNobel nel 2° trimestre 2010 perDivisioniAkzoNobel turnover in 2Q 2010 by division
Asian Paints ha consolidato un utile netto nelprimo trimestre del 2010Asian Paints consolidated net profit up in 1Q FY 2010
Iniziate le attività produttive di Asian Paints nelsecondo stabilimento al CairoAsian Paints second unit in Cairo begins operations
Nuovi prodotti / New productsI ricercatori sviluppano rivestimenti anti-ghiaccioResearchers develop anti-ice coatings
Ambiente / EnvironmentRelazione annuale “Responsible Care” 2009 diCefic: i premi Responsible CareCefic responsible care annual report 2009:Responsible care awards
Mercati / MarketsComincia a riprendersi il mercato dei rivestimentiper il settore AerospaceAerospace coatings market beginning to recover
Sommario del numero di Settembre 2010Contents of September 2010
Stabilimenti / PlantsBASF cede il 50% delle quote azionarie neipigmenti ad effetto a Venzhou LiuchengBASF sells 50% stake in effect pigments JV toVenzhou Liucheng
Il progetto della DuPont sul cloruro del biossido dititanio in Cina ritarda a causa di grandipreoccupazioni per lo smaltimento
Cambridge - UKTel. + 44 (0) 1223463160
Hannover, D Tel. +49 511 9910-215 Fax +49 511 9910-299
[email protected] - www.coatings.de
Cambridge - UKTel. + 44 (0) 1223463160

Pitture e Vernici - European Coatings • 11-12 /2010
SOMMARI RIVISTE - MAGAZINES INDEX
DuPont’s chloride TiO2 project in China delayed byconcerns about deep-well disposal
Jinan Yuxing avvia uno stabilimento per laproduzione di 100,000 tonnellate di solfati dibiossido di titanioJinan Yuxing starts up 100.000 tonnes/y sulfatesTiO2 plant
L’investimento da 11,5 milioni di dollari di Bodal aPadra (Gujarat) fa dell’azienda il produttore leaderdi coloranti in IndiaBodal’s $11.5 M expansion at Padra /Gujarat)makes it India’s leading dyes producer
Horsehead dichiara “forza maggiore” all’Ossido diZinco dopo l'esplosione fatale in PennsylvaniaHorsehead declares force majeure on ZnO afterfatal explosion in Pennsylvania
Aziende / CompaniesNuovi distributori per Ampacet e NubiolaNew distributors for Ampacet & Nubiola
Imerys paga 70 milioni di dollari a Vale perrilevare Para PigmentosImerys pays Vale 70$ M to take control of ParaPigmentos
Merck riflette sul futuro della sua attività nelcampo dei pigmentiMerck ponders the future for its pigmentsbusiness
Bloccate le attività di business riferite al talco diRio TintoRio Tinto’s talc assets are back on the block
Il tribunale fallimentare valuterà il piano diriorganizzaione di Tronox Bankruptcy Court to consider Tronox plan forsurvival
Sommario del numero diOttobre 2010Contents of October 2010
Mercati / MarketsAnnunciati gli aumenti deiprezzi di coloranti per alimenti
e materie plastiche, sbiancantiottici, carbon black, silice precipitata e biossido dititanioPrice increases posted for food & plasticscolorants, optical brighteners, carbon black,precipitated silica & TiO2
Aumenta di mese in mese finora, la produzione dibiossido di titanio giapponeseJapan’s TiO2 output has increased month-by-month so far in 2010
Il biossido di titanio responsabile del 20% deicosti delle materie prime in India
TiO2 accounts for 20% of Indian paint rawmaterial costs
Plants / StabilimentiSchulman riorganizza la produzione dimasterbatch nel Nord-Ovest dell’EuropaSchulman reorganises masterbatch production inNorthwest Europe
Clariant chiude uno stabilimento per la produzionedi pigmento organico nella Corea del SudClariant closes organic pigment plant in South Korea
CSRC & Jiangxi Black Cat pianificano una nuovaproduzione di pitture a base di carbon blackCSRC & Jiangxi Black Cat plan new carbon blackpaints
Omya installa uno stabilimento per la produzionedi carbonato di calcio precipitato nella cartiera diTamil NaduOmya to install PCC plant at paper mill in TamilNadu
Ampacet installa nuove linee per masterbatchnegli impianti polacchi e inglesiAmpacet installs new masterbatch lines at Polish& UK plants
Univentures delocalizza e amplia uno stabilimentoper la produzione di ossido di zinco in TailandiaUniventures to relocate & expand ZnO plant inThailand
Companies / AziendeFerrinov nomina un agente indiano per le attivitàrelative ai pigmenti anti-corrosioneFerrinov appoints Indian agent for anti-corrosionpigments
Huber acquista i settori produttivi della Sherwin-Williams di ritardanti di fiamma a base dimolibdato Huber buys molybdate flame retardants businessfrom Sherwin-Williams
Sommario del numero di Settembre 2010Contents of September 2010
Editoriale / From the editor deskFuturibile possibilità di produrre rispettandol’ambiente...The gods give us a chance to go green...
Nanotecnologia / NanotechnologyNuove prospettive per la tecnologia dei coatingA new vision of coating technology
PUD / PUDEffetto di reticolazione HMMM sulla dispersionepoliuretanica a base di olio di KaranjaEffect of HMMM crosslinking on polyurethanedispersion based on Karanja oil
Resine / ResinsEffetto della concentrazione di fenolo per lareticolazione e resine fenoliche epossidatenovolac a base di cardanolo con peso equivalenteall’epossidica (MER)Effect of phenol concentration on cure andepoxide equivalent weight (EEW) of cardanolbased epoxidized novolac type phenolic resins
Rivestimento tecnologico / Techno coatNanotecnologia e rivestimenti Q&ANanotechnology and coatings Q&A
Sommario del numero di Settembre 2010Contents of September 2010
Rubriche speciali / Special featuresPigmenti riflettenti gli infrarossi – possibili coloriscuri più freddiInfra red reflecting pigments – cooler dark coloursare possible
Ritorna a casa il battello Rotterdam SSThe SS Rotterdam comes home
Toorak, AustraliaTel. +3 9824 0260 - Fax +3 9824 0258
Mumbay - IndiaTel. 24309610/24309318/24306319
Fax 91-22-24300601 [email protected]
Since 1924 raw materials,formulations & finishing
89

Pitture e Vernici - European Coatings • 11-12 / 201090
Tutti gli articoli pubblicati nel corso del 2010 • All the papers published during 2010
Fascicolo n. 1-2 • Gennaio/Febbraio • pag. 29Modificatori di reologia per pitture all’acquaSara Cheroni, Cristina Formantici, Ives Galante, Barbara Gatti e Luca Perrone
Fascicolo n. 5-6 • Maggio/Giugno • pag. 43I nano disperdenti e bagnanti, gli additivi intelligenti del XXI SecoloCarmine D’Antonio - Zima Technology / Antonio Masiello - Solver Italia
Fascicolo n. 7-8 • Luglio/Agosto • pag. 15La interazione fra la tensione superficiale, la bagnabilità del substratoe le proprietà superficiali nei prodotti vernicianti per mobili in legnoPetra Lenz - BYK Chemie
Fascicolo n. 10 • Ottobre • pag. 21Nuovo inibitore di corrosione ecocompatibile per washprimers a base acidaRebecca R. Daley, Dr. Steve A. Hodges - Nubiola USA
Fascicolo n. 11-12 • Novembre/Dicembre • pag. 23New Tin and Mercury Free Organometallic Catalysts for CASEUrethane ApplicationsJohn Florio, Ravi Ravichandran, Bing Hsieh, e Robert Coughlin - KingIndustries, Inc.
Issue n. 1-2 • January/February • pag. 29Rheology Modifiers for Waterborne PaintsSara Cheroni, Cristina Formantici, Ives Galante, Barbara Gatti and Luca Perrone
Issue n. 5-6 • May/June • pag. 43Nanodispersing and Wetting agents, the Smart Additives in XXI centuryCarmine D’Antonio - Zima Technology / Antonio Masiello - Solver Italia
Issue n. 7-8 • July/August • pag. 15The Interrelationship Between the Surface Tension, SubstrateWetting, and Surface Properties of Furniture CoatingsPetra Lenz - BYK Chemie
Issue n. 10 • October • pag. 21Novel Environmentally Friendly Corrosion Inhibitor for Self Etching Wash PrimersRebecca R. Daley, Dr. Steve A. Hodges - Nubiola USA
Issue n. 11/12 • November/December • pag. 23New Tin and Mercury Free Organometallic Catalysts for CASEUrethane ApplicationsJohn Florio, Ravi Ravichandran, Bing Hsieh, and Robert Coughlin - KingIndustries, Inc.
ADDITIVI ADDITIVES
Fascicolo n. 9 • Settembre • pag. 34Sistemi LED ottimizzati per la reticolazione degli adesiviFlorian Garnich, Henkel AG & Co. KGaA
Issue n. 9 • September • pag. 34Optimized LED-Systems for Adhesive CuringFlorian Garnich, Henkel AG & Co. KGaA
ADESIVI ADHESIVES
Fascicolo n. 5-6 • Maggio/Giugno • pag. 37Conservazione in barattolo innovativaDave Ogden, Arch UK Biocides
Fascicolo n. 7-8 • Luglio/Agosto • pag. 25L’importanza degli alghicidi per la protezione dei film secchi: nuove scoperte - Wolfgang Lindner - Troy Corporation
Issue n. 5-6 • May/June • pag. 37Innovative In-Can PreservationDave Ogden, Arch UK Biocides
Fascicolo n. 7-8 • Luglio/Agosto • pag. 25New Insight About the Importance of Algaecides in Dry-Film ProtectionWolfgang Lindner - Troy Corporation
BIOCIDI BIOCIDES
Fascicolo n. 5-6 • Maggio/Giugno • pag. 9Vari meccanismi di reticolazione per applicazioni di pavimenti in legnoA.S. Harmsen, F. da Silva, M. Roelands – NeoResins
Fascicolo n. 5-6 • Maggio/Giugno • pag. 21I Polimeri Opachi e i Pigmenti Micro incapsulati: nuove opportunitànelle pitture muraliMarie Bleuzen, Francine Signoret, Michel Lorenzo e Andrew TrapaniDow Coatings Materials
Fascicolo n. 5-6 • Maggio/Giugno • pag. 29La sfida dei p.v. nell’area dell’arredamento - gli ultimi sviluppimigliorativi delle proprietà estetiche e di resistenza dei p.v. a base acquosaManfred Diedering, G. Apitz, M. Hölderle, M. Ebert, M. DimmersAlberdingk Boley
Fascicolo n. 11-12 • Novembre/Dicembre • pag. 31Coating Hardide™ CVD resistenti all’usura,all’erosione e alla corrosioneDr. Yuri N. Zhuk - Hardide Plc
Issue n. 5-6 • May/June • pag. 9Various Crosslinking Mechanisms for Parquet Flooring ApplicationsA.S. Harmsen, F. da Silva, M. Roelands – NeoResins
Issue n. 5-6 • May/June • pag. 21Waterborne Masonry Coatings Give Lower Environmental ImpactAdvanced technologies also give higher performanceMarie Bleuzen, Francine Signoret, Michel Lorenzo e Andrew TrapaniDow Coatings Materials
Issue n. 5-6 • May/June • pag. 29Challenge Solventbased Furniture Coatings – Latest Developments in How to Improve the Look and ResistanceProperties of Waterbased CoatingsManfred Diedering, G. Apitz, M. Hölderle, M. Ebert, M. DimmersAlberdingk Boley
Issue n. 11-12 • Novembre/Dicembre • pag. 31Hardide™ CVD Coatings resist wear, erosion and corrosionDr. Yuri N. Zhuk - Hardide Plc
COATINGS COATINGS

Pitture e Vernici - European Coatings • 11-12 / 2010 91▼ ▼
INDICE / INDEX
Fascicolo n. 1-2 • Gennaio/Febbraio • pag. 15Isolamento termico esterno per zone a clima temperatoKlaus Bonin - Wacker Chemie
Issue n. 1-2 • January/February • pag. 15External Thermal Insulation for Warm Climate ZonesKlaus Bonin - Wacker Chemie
EDILIZIA BUILDING INDUSTRY
Fascicolo n. 11-12 • Novembre/Dicembre • pag. 39Il punto sulla situazione dell’imballaggio metallicoUmberto Chiodi - Impress
Issue n. 11/12 • November/December • pag. 39Overview of the metal packaging situationUmberto Chiodi - Impress
CONFEZIONAMENTO PACKAGING
Fascicolo n. 11-12 • Novembre/Dicembre • pag. 9Nuove formulazioni di pitture alchidiche a base solventecon Opaque PolymerAlain Garzon - Dow Coating Materials
Issue n. 11/12 • November/December • pag. 9New opportunities to formulate solvent based alkyds paints with Opaque PolymerAlain Garzon - Dow Coating Materials
FORMULAZIONE FORMULATIONS
Fascicolo n. 3-4 • Marzo/Aprile • pag. 31La tecnologia al plasma nel processo di verniciatura Strati a basso spessore con caratteristiche ottimizzateDoris Schulz
Fascicolo n. 3-4 • Marzo/Aprile • pag. 31Plasma Technology in the Painting ProcessThin Layers for Optimised CharacteristicsDoris Schulz
FINISHING & TECHNOLOGY FINISHING & TECHNOLOGY
Fascicolo n. 9 • Settembre • pag. 10Rivestimenti ibridi organico-inorganici nanocompositi ottenutiattraverso processi di doppia reticolazioneGiulio Malucelli - Politecnico di Torino
Issue n. 9 • September • pag. 10Hybrid Organic-Inorganic Nanocomposite Coatings Obtainedthrough Dual-Cure ProcessesGiulio Malucelli - Politecnico di Torino
IBRIDI & NANOSTRUTTURATI HYBRID & NANOSTRUCTURED
Fascicolo n. 9 • Settembre • pag. 30I vantaggi offerti dai sistemi di dosaggio automaticoCristophe Rizzo - Inkmaker, Italia
Issue n. 9 • September • pag. 30Benefits of Automated DispensingCristophe Rizzo - Inkmaker, Italia
IMPIANTI E MACCHINE PLANTS & MACHINES
Fascicolo n. 1-2 • Gennaio/Febbraio • pag. 35Sintesi e caratterizzazione delle resine anticorrosione ibridesiliconiche acrilicheRenu Chauhan, P.K. Kamani - H. B. Technological Institute
Fascicolo n. 3-4 • Marzo/Aprile • pag. 35P.v. anticorrosione attivati da nanocontainer con effetto inibitoriopolifunzionaleMikhail Zheludkevich, S.K. Poznyak, J. Tedim, A. Kuznetsova,M.G.S. Ferreira - Università di Aveiro, PortogalloD. Raps, T. Hack - EADS Innovation Works
Issue n. 1-2 • January/February • pag. 35Synthesis and Characterization of Anticorrosive Acrylic SiliconeHybrid ResinsRenu Chauhan, P.K. Kamani - H. B. Technological Institute
Issue n. 3-4 • March/April • pag. 35Active anti-corrosion coatings with multi-inhibitor nanocontainersMikhail Zheludkevich, S.K. Poznyak, J. Tedim, A. Kuznetsova,M.G.S. Ferreira - Università di Aveiro, PortogalloD. Raps, T. Hack - EADS Innovation Works
CORROSIONE CORROSION

Pitture e Vernici - European Coatings • 11-12 / 201092 ▼ ▼
INDICE / INDEX
Fascicolo n. 3-4 • Marzo/Aprile • pag. 11Il nuovo alcool amminico a odore molto basso favoriscel’adeguamento ai requisiti VOC del 2010 da parte dei produttorieuropei di pitture decorativeEmmanuelle Yvon - Angus Chemie
Fascicolo n. 10 • Ottobre • pag. 14Nuova classe di resine a base acquosa per coating poliuretanicibicomponentiJelle van der Werf, Tijs Nabuurs, Erik de Knoop, Willem Jan Soer,Claudia Goemans - DSM NeoResins+
Fascicolo n. 10 • Ottobre • pag. 18Carbonato di calcio precipitato (Ccp): carica funzionale di altaqualità per pitture interne opache in emulsioneGalip Özbas, Solvay GmbH - Germania
Fascicolo n. 11-12 • Novembre/Dicembre • pag. 15Jetfine® 1A, il nuovo talco ultrafine offre superiore opacità senzaridurre la brillantezzaFrédéric Jouffret, Jean-Jacques Pauly, Michel Ménez - Rio Tinto Minerals
Fascicolo n. 11-12 • Novembre/Dicembre • pag. 18I siliconi nella produzione di pitture e di coatingsRick Vrckovnik - Siltech
Issue n. 3-4 • March/April • pag. 11A Newly-introduced Very Low Odour Amino Alcohol that HelpsEnable European Architectural Paint Producers to meet 2010 VOC RequirementsEmmanuelle Yvon - Angus Chemie
Issue n. 10 • October • pag. 14A Novel Class of Waterborne Resins for Two-ComponentPolyurethane CoatingsJelle van der Werf, Tijs Nabuurs, Erik de Knoop, Willem Jan Soer,Claudia Goemans - DSM NeoResins+
Issue n. 10 • October • pag. 18Precipitated Calcium Carbonate (PCC) as a Functional, High-QualityFiller for Interior Emulsion PaintsGalip Özbas, Solvay GmbH - Germania
Issue n. 11/12 • November/December • pag. 15Jetfine® 1A, a new ultrafine talc that confers superior hiding powerto paint without diminishing glossFrédéric Jouffret, Jean-Jacques Pauly, Michel Ménez - Rio Tinto Minerals
Issue n. 11/12 • November/December • pag. 18Silicones in Paint and Coatings ManufacturingRick Vrckovnik - Siltech
MATERE PRIME RAW MATERIALS
Fascicolo n. 10 • Ottobre • pag. 9Variphob: resine e additivi silossanici per la protezione delle facciatePaolo Zerbarini - CHT Italia
Issue n. 10 • October • pag. 9Variphob: Siloxane Resins and Additives for the Protection of FaçadesPaolo Zerbarini - CHT Italia
MAT. PRIME PER EDILIZIA RAW MAT. FOR BUILDING
Fascicolo n. 1-2 • Gennaio/Febbraio • pag. 11Nano tecnologie, ricerca e innovazione nel settore dei rivestimentirinforzatiCarmine D’Antonio - Zima Technology, Antonio Masiello - Solver
Issue n. 1-2 • January/February • pag. 11Nano Technology, Research and Innovation in the CoatingsReinforcedCarmine D’Antonio - Zima Technology, Antonio Masiello - Solver
NANOTECNOLOGIE NANOTECHNOLOGIES
Fascicolo n. 10 • Ottobre • pag. 30REACH e gli agenti anticorrosione: una questione di contenutiDoris Schulz
Issue n. 10 • October • pag. 30REACH and Corrosion Protection Agents: a Question of ContentDoris Schulz
NORMATIVA REGULATION
Fascicolo n. 11-12 • Novembre/Dicembre • pag. 45Omya: Competenza, Innovazione, Sostenibilità
Issue n. 11/12 • November/December • pag. 45Omya: Expertise, Innovative, Sustainable
PARLIAMO DI... FOCUS ON...
Fascicolo n. 1-2 • Gennaio/Febbraio • pag. 23Quadro prospettico di analisi e test per l’innovazione sostenibile nelcampo della tecnologia dei p.v.Peter Collins - PRA
Issue n. 1-2 • January/February • pag. 23An Overview of Measurement and Testing for SustainableInnovation in the Field of Coatings TechnologyPeter Collins - PRA
LABORATORIO LABORATORY

Pitture e Vernici - European Coatings • 11-12 / 2010 93
INDICE / INDEX
Fascicolo n. 3-4 • Marzo/Aprile • pag. 17Sistemi uretano-acrilici a base acquosa con effetto sinergicoAndrew Swartz, Zhenwen Fu and Andrew Hejl - Dow Coating Materials
Issue n. 3-4 • March/April • pag. 17Synergistic Waterborne Acrylic Urethane SystemsAndrew Swartz, Zhenwen Fu and Andrew Hejl - Dow Coating Materials
RESINE RESINS
Fascicolo n. 7-8 • Luglio/Agosto • pag. 19Nanocontainers, polielettroliti e nanostrati inibitori “intelligenti”con funzione di autorigenerazione per p.v. autocurativiDmitry Shchukin - Max Planck Institute of Colloids and Interfaces
Fascicolo n. 9 • Settembre • pag. 20I coating di concezione avanzata offrono nuove opportunità nelcampo dei compositi utilizzati in ambienti ostiliNick Bailey - Zircotec
Issue n. 7-8 • July/August • pag. 19Smart Nanocontainers, Polyelectrolyte and Inhibitor Nanolayerswith Regenerative Ability for Self-Healing CoatingsDmitry Shchukin - Max Planck Institute of Colloids and Interfaces
Issue n. 9 • September • pag. 20Advanced Coatings Offer Opportunities for Compositesin Harsh EnvironmentsNick Bailey - Zircotec
SMART COATINGS SMART COATINGS
Fascicolo n. 9 • Settembre • pag. 16Nuove dispersioni poliuretaniche a base acquosa e di poliolidell’olio naturale per rivestimenti per legnoJohn Argyropoulos, Bedri Erdem, Kumar Nanjundiah - Dow ChemicalCompany, Midland, Michigan / Suresh Subramonian - Dow ChemicalCompany, Cary, North Carolina, USA / Andrew Trapani - Dow ChemicalCompany, Valbonne, France
Issue n. 9 • September • pag. 16New Water Borne Polyurethane Dispersions based on Natural OilPolyols for Wood Coating ApplicationsJohn Argyropoulos, Bedri Erdem, Kumar Nanjundiah - Dow ChemicalCompany, Midland, Michigan / Suresh Subramonian - Dow ChemicalCompany, Cary, North Carolina, USA / Andrew Trapani - Dow ChemicalCompany, Valbonne, France
PV PER LEGNO WOOD COATING APPL.
Fascicolo n. 3-4 • Marzo/Aprile • pag. 27Raggi ultravioletti - Le nuove sfide lanciate ai legami strutturaliThomas Kowalik, Christin Harves - Fraunhofer Institut
Issue n. 3-4 • March/April • pag. 27UV Light - Challenges in Structural BondingThomas Kowalik, Christin Harves - Fraunhofer Institut
RETICOLAZIONE UV UV CURING
Fascicolo n. 7-8 • Luglio/Agosto • pag. 9Prevedere le proprietà della pittura in base alle caratteristiche delpigmento TiO2
Thomas R. Hanna - DuPont, USA
Issue n. 7-8 • July/August • pag. 9Predicting Paint Properties from TiO2
Pigment PropertiesThomas R. Hanna - DuPont, USA
PIGMENTS
Fascicolo n. 10 • Ottobre • pag. 27Coating con rinforzo CNT per applicazioni in marina e nelle centralidi energia eolicaJoachim Karthäuser - Re-Turn-AS
Issue n. 10 • October • pag. 27CNT-Reinforced Coatings for Marine and Wind Power ApplicationsJoachim Karthäuser - Re-Turn-AS
PRODOTTI FINITI FINISHED PRODUCTS
Fascicolo n. 9 • Settembre • pag. 25Sistema ad “alte potenzialità produttive” per lo sviluppo dei p.v.Sander van Loon (VLCI), Olanda
Issue n. 9 • September • pag. 25Using High Throughput for Coating DevelopmentSander van Loon (VLCI), Olanda
TECNOLOGIE DI PRODUZ. MANUFACTURING TECH.
PIGMENTI

3
eurocoat 2010international exhibition & congressfor the paint, printing ink, varnish, glue and adhesive industries
XXX FATIPEC CONGRESSw w w . e u r o c o a t - e x p o . c o m
w w w . f a t i p e c 2 0 1 0 . c o mw w w . e u r o c o a t i t a l i a . c o m
An event co-organized by
AITIVAASSOCIAZIONE ITALIANA TECNICI INDUSTRIE VERNICI E AFFINI
GENOA - Italy9 - 11 November 2010Fiera di Genova
Art
Ent
erta
inm
ent
Cul
ture

The XXX FATIPEC CONGRESS
GENOA, 9 - 11 NOVEMBER 2010CONGRESS CENTRE “FIERA DEL MARE”
ITALY
FATIPEC 2010THE EUROPEAN CONTEST
FOR COATING SCIENTISTS
“COATINGS THROUGHOUT THE THIRD MILLENNIUM:EVOLUTION, INNOVATION OR REVOLUTION?”
AITIVAAssociazione Italiana
Tecnici Industrie Vernici ed Affini
ORGANIZED BY

Pitture e Vernici - European Coatings • 11-12 /201096

Pitture e Vernici - European Coatings • 11-12 /2010 97

A.B. Chimica ........................................................................................4a Cop.Tel. +39 011 993 11 09www.abchimica.it - [email protected]
Basf ..........................................................................................................pag.14www.basf.com/resins
Benasedo .............................................................................................. pag. 4Tel. +39 02 96399211 r.a - Fax +39 02 9656728www.benasedo.it - [email protected]
Celanese ................................................................................................. pag.21Tel. +39 0331 733118 www.Celanese-Emulsions.com - [email protected]
Coim ........................................................................................................ pag. 3Tel. +39 02 33505.1 - Fax +39 02 33505249
Coloris ................................................................................................. pag. 17www.coloris-gcc.com
Cominder ................................................................................................. pag. 54Tel. +39 02 3545895/74 - +39 02 3541629 Fax +39 02 3545874 - www.cominder.it - [email protected]
Croda .................................................................................................................. pag. 44www.crodacoatingsandpolymers.com [email protected]
Depur Padana Acque ..............................................................pag. 22Tel. +39 0425 472211 - Fax +39 0425 474608www.depurpadana.com - [email protected]
Dow ...................................................................................................................... pag. 49www.dow.com/coating
Eckart .......................................................................................................... pag. 38Tel. +49 9152 77-0 - Fax +49 9152 77-7008www.eckart.net/blueffects - [email protected]
Eico Specialties .............................................................. pag. 13-29Tel. + 39 02 43006401 - Fax + 39 02 43006427www.eicospecialties.it - [email protected]
Elettrochimica Valle Staffora .................................... pag. 68Tel. +39 02 2105161 - Fax +39 02 21051633www.elettrochimica.com - [email protected]
Eliokem ........................................................................................................pag. 63www.eliokem.com
Eurochemicals ............................................................................pag. 30Tel. + 39 02 273 06 243 - Fax + 39 02 273 06 220www.eurochemicals.it - [email protected]
European Coatings Show 2011 ............................... pag. 85www.european-coatings.com - [email protected]
F. Impianti.......................................................................................... pag. 43Tel. + 39 035 755262 - Fax +39 035 755263www.videoazienda.it - [email protected]
FSI ............................................................................................................... pag. 69Tel. +39 035 5294945 - +39 393 1817839 www.italian.fsifilters.com - [email protected]
Garzanti Specialties .............................................................. pag. 71Tel. +39 02 625421 Fax +39 02 6551505www.garzantispecialties.it - [email protected]
Guarniflon/Maflon..................................................................... pag. 84Fax +39 035 4494331www.maflon.com - [email protected]
Helmut Fischer ................................................................................. pag. 70Tel. +39 02 255 26 26 - Fax +39 02 257 00 39 [email protected]
Icapsira ......................................................................................... 3a Cop.Tel. +39 0331 49 61 11 - Fax +39 0331 49 50 05 [email protected]
Interpolymer ................................................................................ pag.57 Tel. +39 0373 450772 - Fax +39 0373 450374 www.interpolymer.com - [email protected]
Iris Green ................................................................................... 2a Cop.Tel. +39 0574.540014 - Fax +39 0574.644282www.iris-green.com - [email protected]
L’Aprochimide ................................................................................ pag. 72Tel. +39 039 792651 - Fax +39 039 794415www.aprochimide.it - [email protected]
Lawer ................................................................................................... pag.81Tel. +39 015 9899511 - Fax +39 015 9842211www.lawer.com - [email protected]
Luzenac ................................................................................................ pag. 61Tel. +33 5 61 50 20 20 www.luzenac.com - [email protected]
Merck ....................................................................................................... pag. 6Tel. +39 02 332035.1www.merck-pigments.com
Mimi ........................................................................................................ pag. 87Tel. +39 0141 820311 - Fax +39 0141 831610www.tosagroup.net - [email protected]
Neuchem.............................................................................................. pag. 6Tel. +39 0331 423333 - Fax +39 0331 423303www.neuchem.it - [email protected]
Perstorp ............................................................................................. pag. 77www.perstorp.com
Pinova ................................................................................................... pag. 82Tel. +41 32 6541080www.pinova.ch - [email protected]
Plant Engineering System .........................................1a Cop.Tel. +39 0371 470064 - Fax. +39 0371 470040www.plantengineeringsystem.com - [email protected]
Pompe Idropres .......................................................................... pag. 53Tel. +39 0331 681044 - Fax +39 0331 681147www.idropres.com - [email protected]
Protec Systempasten Gmbh ....................................... pag. 51Tel. + 49 0 2330/926 432www.protec-systempasten.de
Ronconi Giuliano ..................................................................... pag. 83Tel. +39 0521/821446 - Fax +39 0521/821290www.ronconigiuliano.com - [email protected]
Siliconi Commerciale ....................................................... pag. 67Tel. +39 0444 649766 - Fax +39 0444 440018www.siliconi.it - [email protected]
Siri ........................................................................................................... pag. 78Tel. +39 0523 956518 - Tel +39 051 572300www.sirispa.com - [email protected]
Solvay Bario e Derivati .................................................... pag. 76Tel. +39 0585 8901 - Fax +39 0585 [email protected]
Spekem................................................................................................ pag. 74Tel. +39 0377 84826 - Fax +39 0377 [email protected]
Tank Service ................................................................................. pag. 60Tel. +39 0331 307 914 - Fax +39 0331 307 774www.tankservice.it - [email protected]
Vibro-Mac ...................................................................................1a Cop.Tel. + 39 0371 79016/7 - Fax + 39 0371 475079www.vibromac.it - [email protected]
Warwick Italia................................................................................ pag. 8Tel. +39 02 669901 - Fax +39 02 66990299www.warwickitaly.com - [email protected]
Worlée ..................................................................................................... pag. 75Tel. +49 (0)4153/596-0 - Fax +49 (0)4153/53649www.worlee.de - [email protected]
Elenco inserzionisti - Advertisers’ Index
ELETTROCHIMICA VALLE STAFFORA
S.p.a.
VE
AALLE STTAVVAOCLETTR
.a..pS
AFFORACHIMICA
L'APROCHIMIDE S.r.l.































