Embed Size (px)
Citation preview
telescopic devices, may require special supplementary treatments during manufacture to further reduce stresses or subsequent precipitation. (These treatments are discussed below, under "Stability of Precision Equipment." )
The T3- and T4-type tempers are the least stable dimensionally because of possible precipitation in service. Alloys 2024 and its variants have the smallest dimensional change in aging; the total change from the quenched to the average state is of the order of 0.06 mm/m (0.00006 in./in.), less than the change due to a temperature variation of 3 °C (5 °F). These alloys therefore can be used in the T3- and T4-type tempers, except for precision equipment. For all other alloys, T6- or T8-type tempers should be used, because in these tempers all the alloys have good dimensional stability.
Stability of Precision Equipment. Proper maintenance of high-precision devices, such as gyros, accelerometers, and optical systems, requires use of materials in which dimensional changes from metallurgical instability are limited from 10
m/m (10 in./in.). Several laboratory investigations and considerable practical experience have shown that wrought alloys 2024 and 6061 and casting alloy 356.0 are well suited and generally preferred for such applications. Dimensional changes were no greater than 10 m/m when alloys 2024-T851 and -T62, 6061-T651 and -T62, and 356.0-T51, -T6, and -T7 were tested for more than a year at room temperature and for several months at 70 °C (160 °F), and then the same alloys were tested with repeated thermal cycling between 20 and -70 °C (68 and -94 °F).
Because stresses applied or induced by acceleration in such devices generally are not high, strength levels lower than those of the highest-strength tempers frequently are satisfactory. To increase precision of machining to intended dimensions, as well as to promote maximum stability, it is common practice to apply additional thermal treatments for stress relief and precipitation of 1 to 2 h at temperatures of 175 to 205 °C (350 to 400 °F) after rough machining. These additional treatments sometimes are repeated at successive stages of processing, and even after final machining. In addition, it has been claimed that one or two cyclic treatments consisting of cooling to -100 °C (-150 °F), holding for 2 h, heating to 232 to 240 °C (450 to 465 °F) and again holding for 2 h can improve dimensional stability of 356-T6 castings.
Quality Assurance
Quality-assurance criteria that heat-treated materials must meet always include minimum tensile properties and, for certain alloys and tempers, adequate fracture toughness and resistance to detrimental forms of corrosion (such as intergranular or exfoliation attack) or to stress-corrosion cracking. All processing steps through heat treatment must be carefully controlled to ensure high and reliable performance.
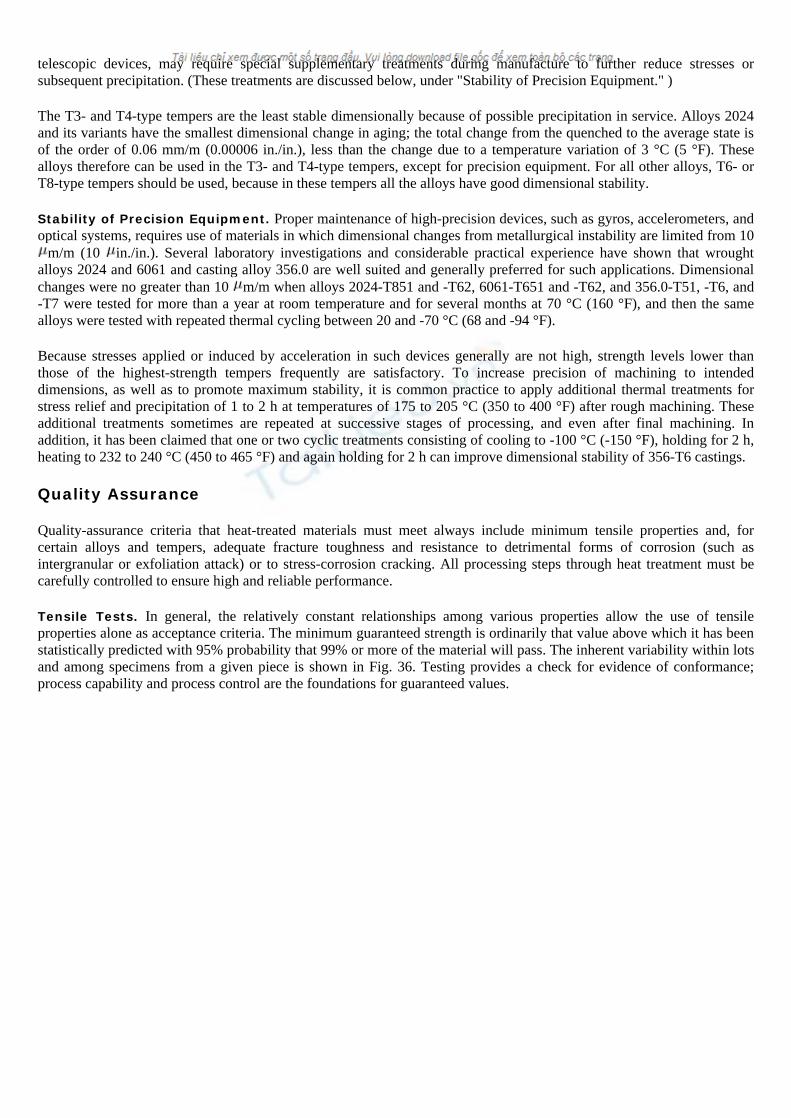
Tensile Tests. In general, the relatively constant relationships among various properties allow the use of tensile properties alone as acceptance criteria. The minimum guaranteed strength is ordinarily that value above which it has been statistically predicted with 95% probability that 99% or more of the material will pass. The inherent variability within lots and among specimens from a given piece is shown in Fig. 36. Testing provides a check for evidence of conformance; process capability and process control are the foundations for guaranteed values.
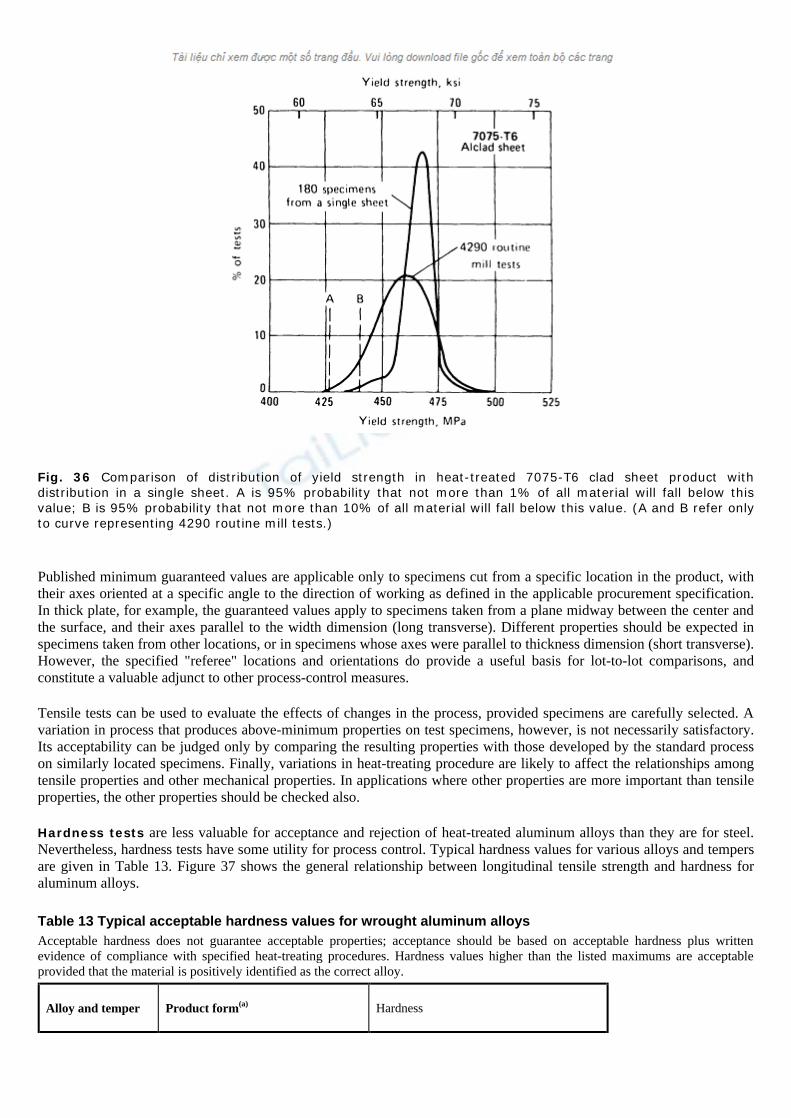
Fig. 36 Comparison of distribution of yield strength in heat-treated 7075-T6 clad sheet product with distribution in a single sheet. A is 95% probability that not more than 1% of all material will fall below this value; B is 95% probability that not more than 10% of all material will fall below this value. (A and B refer only to curve representing 4290 routine mill tests.)
Published minimum guaranteed values are applicable only to specimens cut from a specific location in the product, with their axes oriented at a specific angle to the direction of working as defined in the applicable procurement specification. In thick plate, for example, the guaranteed values apply to specimens taken from a plane midway between the center and the surface, and their axes parallel to the width dimension (long transverse). Different properties should be expected in specimens taken from other locations, or in specimens whose axes were parallel to thickness dimension (short transverse). However, the specified "referee" locations and orientations do provide a useful basis for lot-to-lot comparisons, and constitute a valuable adjunct to other process-control measures.
Tensile tests can be used to evaluate the effects of changes in the process, provided specimens are carefully selected. A variation in process that produces above-minimum properties on test specimens, however, is not necessarily satisfactory. Its acceptability can be judged only by comparing the resulting properties with those developed by the standard process on similarly located specimens. Finally, variations in heat-treating procedure are likely to affect the relationships among tensile properties and other mechanical properties. In applications where other properties are more important than tensile properties, the other properties should be checked also.
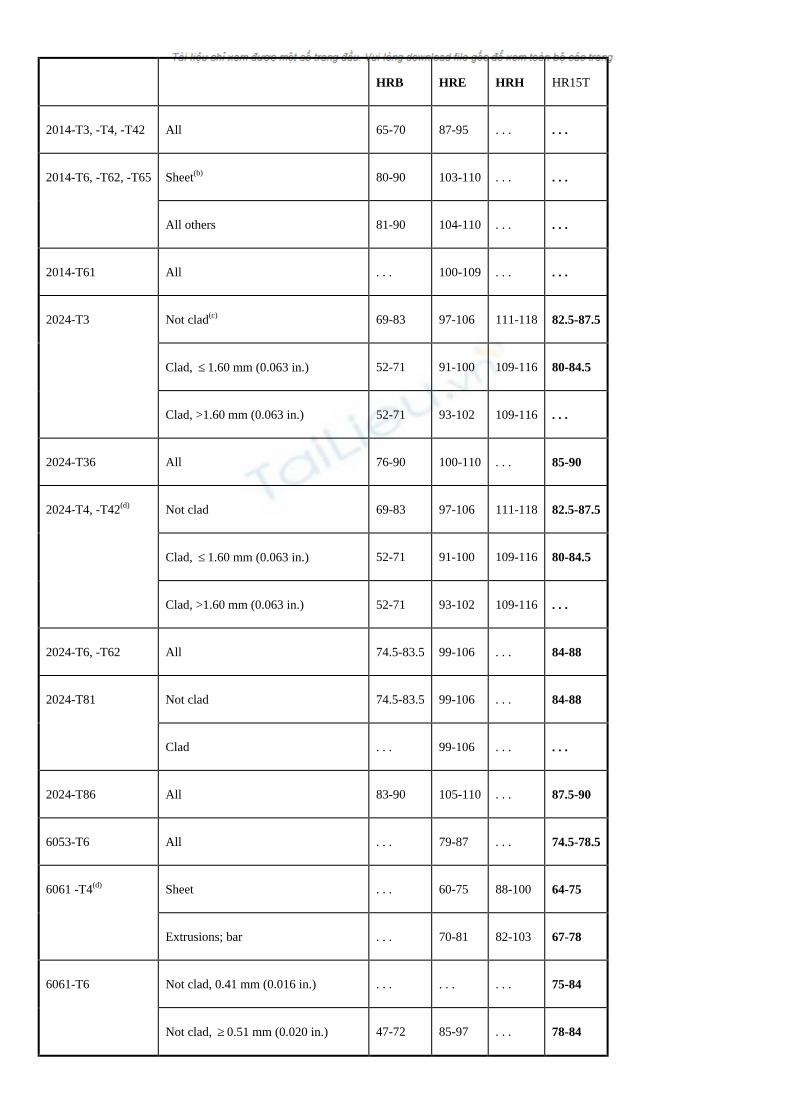
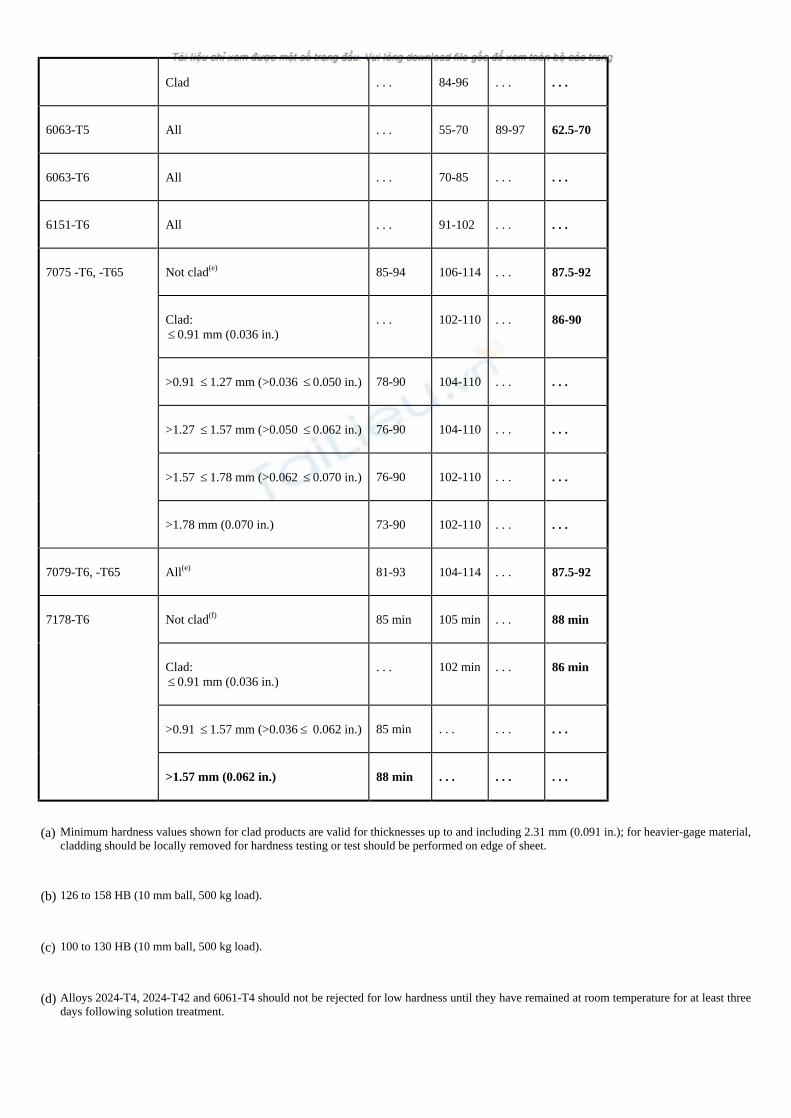
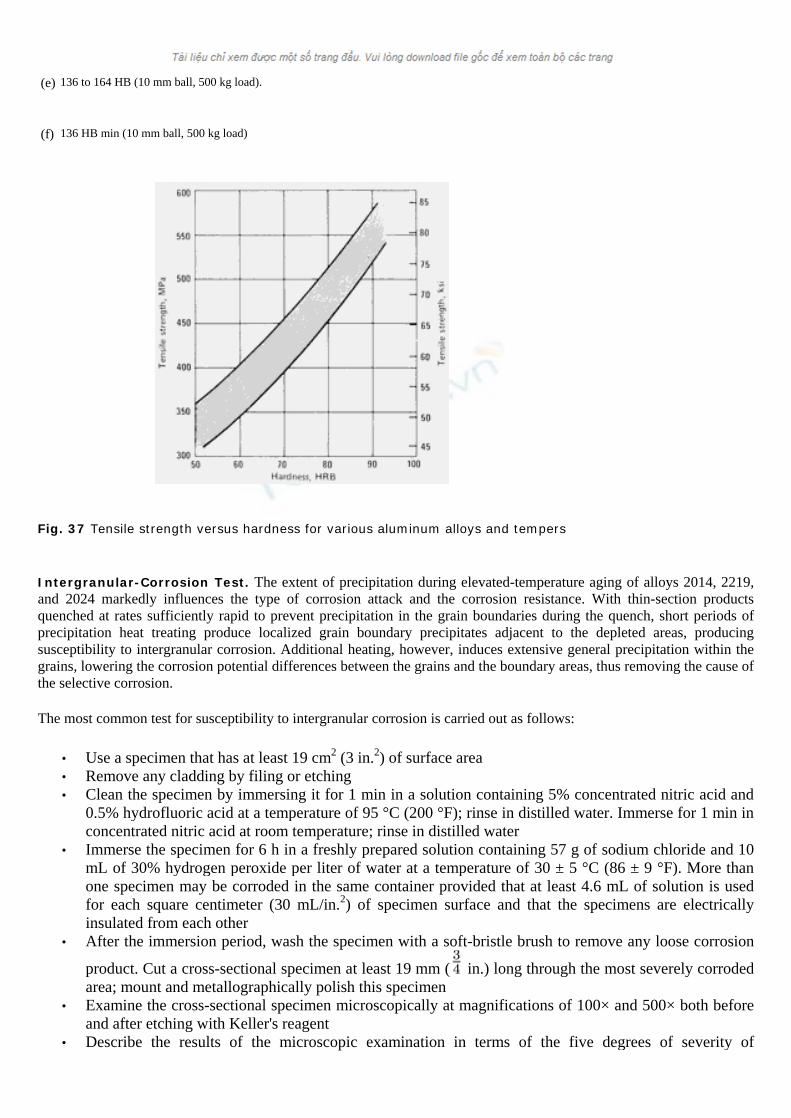
Hardness tests are less valuable for acceptance and rejection of heat-treated aluminum alloys than they are for steel. Nevertheless, hardness tests have some utility for process control. Typical hardness values for various alloys and tempers are given in Table 13. Figure 37 shows the general relationship between longitudinal tensile strength and hardness for aluminum alloys.
Table 13 Typical acceptable hardness values for wrought aluminum alloys Acceptable hardness does not guarantee acceptable properties; acceptance should be based on acceptable hardness plus written evidence of compliance with specified heat-treating procedures. Hardness values higher than the listed maximums are acceptable provided that the material is positively identified as the correct alloy.
Alloy and temper Product form(a) Hardness
HRB HRE HRH HR15T
2014-T3, -T4, -T42 All 65-70 87-95 . . . . . .
Sheet(b) 80-90 103-110 . . . . . . 2014-T6, -T62, -T65
All others 81-90 104-110 . . . . . .
2014-T61 All . . . 100-109 . . . . . .
Not clad(c) 69-83 97-106 111-118 82.5-87.5
Clad, ≤ 1.60 mm (0.063 in.) 52-71 91-100 109-116 80-84.5
2024-T3
Clad, >1.60 mm (0.063 in.) 52-71 93-102 109-116 . . .
2024-T36 All 76-90 100-110 . . . 85-90
Not clad 69-83 97-106 111-118 82.5-87.5
Clad, ≤ 1.60 mm (0.063 in.) 52-71 91-100 109-116 80-84.5
2024-T4, -T42(d)
Clad, >1.60 mm (0.063 in.) 52-71 93-102 109-116 . . .
2024-T6, -T62 All 74.5-83.5 99-106 . . . 84-88
Not clad 74.5-83.5 99-106 . . . 84-88 2024-T81
Clad . . . 99-106 . . . . . .
2024-T86 All 83-90 105-110 . . . 87.5-90
6053-T6 All . . . 79-87 . . . 74.5-78.5
Sheet . . . 60-75 88-100 64-75 6061 -T4(d)
Extrusions; bar . . . 70-81 82-103 67-78
Not clad, 0.41 mm (0.016 in.) . . . . . . . . . 75-84 6061-T6
Not clad, ≥ 0.51 mm (0.020 in.) 47-72 85-97 . . . 78-84
Clad . . . 84-96 . . . . . .
6063-T5 All . . . 55-70 89-97 62.5-70
6063-T6 All . . . 70-85 . . . . . .
6151-T6 All . . . 91-102 . . . . . .
Not clad(e) 85-94 106-114 . . . 87.5-92
Clad: ≤ 0.91 mm (0.036 in.)
. . . 102-110 . . . 86-90
>0.91 ≤ 1.27 mm (>0.036 ≤ 0.050 in.) 78-90 104-110 . . . . . .
>1.27 ≤ 1.57 mm (>0.050 ≤ 0.062 in.) 76-90 104-110 . . . . . .
>1.57 ≤ 1.78 mm (>0.062 ≤ 0.070 in.) 76-90 102-110 . . . . . .
7075 -T6, -T65
>1.78 mm (0.070 in.) 73-90 102-110 . . . . . .
7079-T6, -T65 All(e) 81-93 104-114 . . . 87.5-92
Not clad(f) 85 min 105 min . . . 88 min
Clad: ≤ 0.91 mm (0.036 in.)
. . . 102 min . . . 86 min
>0.91 ≤ 1.57 mm (>0.036 ≤ 0.062 in.) 85 min . . . . . . . . .
7178-T6
>1.57 mm (0.062 in.) 88 min . . . . . . . . .
(a) Minimum hardness values shown for clad products are valid for thicknesses up to and including 2.31 mm (0.091 in.); for heavier-gage material, cladding should be locally removed for hardness testing or test should be performed on edge of sheet.
(b) 126 to 158 HB (10 mm ball, 500 kg load).
(c) 100 to 130 HB (10 mm ball, 500 kg load).
(d) Alloys 2024-T4, 2024-T42 and 6061-T4 should not be rejected for low hardness until they have remained at room temperature for at least three days following solution treatment.
(e) 136 to 164 HB (10 mm ball, 500 kg load).
(f) 136 HB min (10 mm ball, 500 kg load)
Fig. 37 Tensile strength versus hardness for various aluminum alloys and tempers
Intergranular-Corrosion Test. The extent of precipitation during elevated-temperature aging of alloys 2014, 2219, and 2024 markedly influences the type of corrosion attack and the corrosion resistance. With thin-section products quenched at rates sufficiently rapid to prevent precipitation in the grain boundaries during the quench, short periods of precipitation heat treating produce localized grain boundary precipitates adjacent to the depleted areas, producing susceptibility to intergranular corrosion. Additional heating, however, induces extensive general precipitation within the grains, lowering the corrosion potential differences between the grains and the boundary areas, thus removing the cause of the selective corrosion.
The most common test for susceptibility to intergranular corrosion is carried out as follows:
• Use a specimen that has at least 19 cm2 (3 in.2) of surface area • Remove any cladding by filing or etching • Clean the specimen by immersing it for 1 min in a solution containing 5% concentrated nitric acid and
0.5% hydrofluoric acid at a temperature of 95 °C (200 °F); rinse in distilled water. Immerse for 1 min in concentrated nitric acid at room temperature; rinse in distilled water
• Immerse the specimen for 6 h in a freshly prepared solution containing 57 g of sodium chloride and 10 mL of 30% hydrogen peroxide per liter of water at a temperature of 30 ± 5 °C (86 ± 9 °F). More than one specimen may be corroded in the same container provided that at least 4.6 mL of solution is used for each square centimeter (30 mL/in.2) of specimen surface and that the specimens are electrically insulated from each other
• After the immersion period, wash the specimen with a soft-bristle brush to remove any loose corrosion
product. Cut a cross-sectional specimen at least 19 mm ( in.) long through the most severely corroded area; mount and metallographically polish this specimen
• Examine the cross-sectional specimen microscopically at magnifications of 100× and 500× both before and after etching with Keller's reagent
• Describe the results of the microscopic examination in terms of the five degrees of severity of
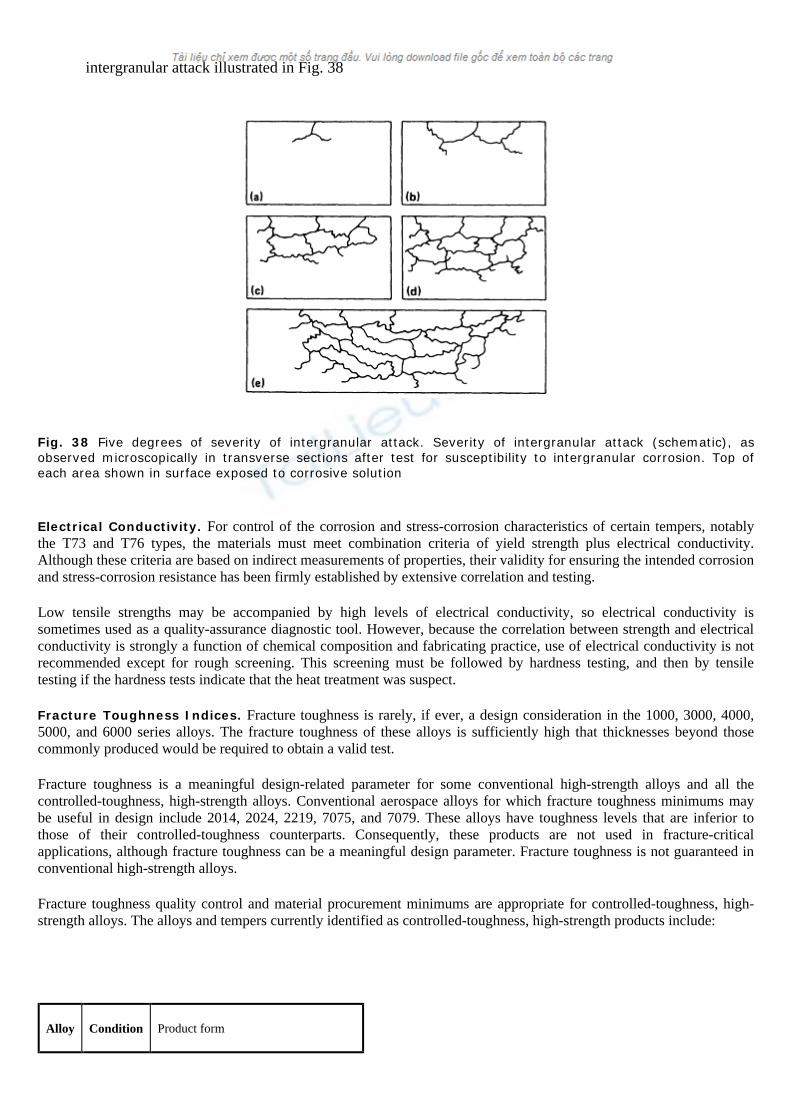
intergranular attack illustrated in Fig. 38
Fig. 38 Five degrees of severity of intergranular attack. Severity of intergranular attack (schematic), as observed microscopically in transverse sections after test for susceptibility to intergranular corrosion. Top of each area shown in surface exposed to corrosive solution
Electrical Conductivity. For control of the corrosion and stress-corrosion characteristics of certain tempers, notably the T73 and T76 types, the materials must meet combination criteria of yield strength plus electrical conductivity. Although these criteria are based on indirect measurements of properties, their validity for ensuring the intended corrosion and stress-corrosion resistance has been firmly established by extensive correlation and testing.
Low tensile strengths may be accompanied by high levels of electrical conductivity, so electrical conductivity is sometimes used as a quality-assurance diagnostic tool. However, because the correlation between strength and electrical conductivity is strongly a function of chemical composition and fabricating practice, use of electrical conductivity is not recommended except for rough screening. This screening must be followed by hardness testing, and then by tensile testing if the hardness tests indicate that the heat treatment was suspect.
Fracture Toughness Indices. Fracture toughness is rarely, if ever, a design consideration in the 1000, 3000, 4000, 5000, and 6000 series alloys. The fracture toughness of these alloys is sufficiently high that thicknesses beyond those commonly produced would be required to obtain a valid test.
Fracture toughness is a meaningful design-related parameter for some conventional high-strength alloys and all the controlled-toughness, high-strength alloys. Conventional aerospace alloys for which fracture toughness minimums may be useful in design include 2014, 2024, 2219, 7075, and 7079. These alloys have toughness levels that are inferior to those of their controlled-toughness counterparts. Consequently, these products are not used in fracture-critical applications, although fracture toughness can be a meaningful design parameter. Fracture toughness is not guaranteed in conventional high-strength alloys.
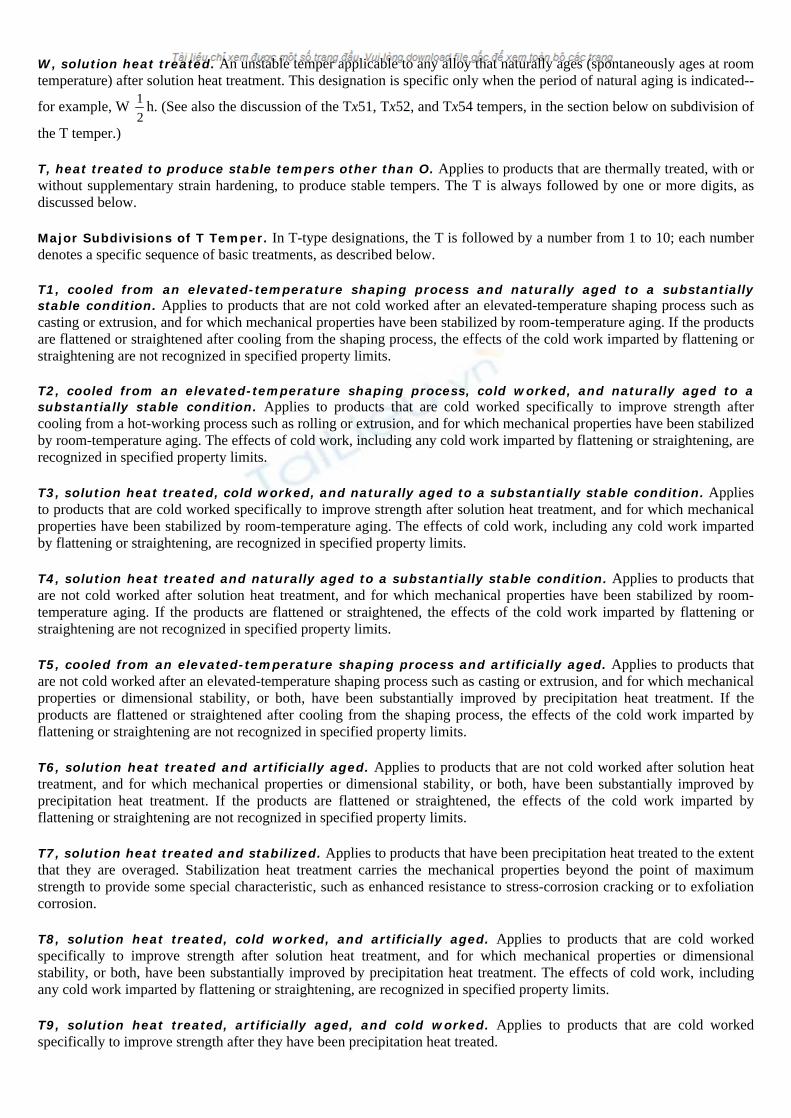
Fracture toughness quality control and material procurement minimums are appropriate for controlled-toughness, high-strength alloys. The alloys and tempers currently identified as controlled-toughness, high-strength products include:
Alloy Condition Product form
2048 T8 Sheet and plate
2124 T3, T8 Sheet and plate
2419 T8 Sheet, plate, extrusions, and forgings
7049 T7 Plate, forgings, and extrusions
7050 T7 Sheet, plate, forgings, and extrusions
7150 T6 Sheet and plate
7175 T6, T7 Sheet, plate, forgings, and extrusions
7475 T6, T7 Sheet and plate
The fracture toughness of these alloys and tempers range in measured KIc values from about 20 MPa m (18 ksi in ) upward. Controlled-toughness alloys are often derivatives of conventional alloys. For example, 7475 alloy is a derivative of 7075 with maximum compositional limits on some elements that were found to decrease toughness.
In products of the newer controlled-toughness high-strength alloys 2090, 2091, 2124, 2224, 2324, 7050, 7149, 7150, 7175, 7475, and 8090, which provide guaranteed levels of fracture toughness, minimum values of the applicable indices, KIc or Kc, are established by accumulation of statistical data from production lots as a basis for guaranteed minimum values. If the minimum specified fracture toughness value is not attained, the material is not acceptable. Some specifications allow use of less-expensive screening tests (such as the notch tensile or chevron-notched short bar) as a basis for release of high-toughness alloy products. In these instances, correlations between KIc and the screening test result is used to establish the appropriate notch-yield ratio as a lot-release criterion.
Temper Designations for Heat-Treatable Aluminum Alloys
The temper designations used in the United States for heat-treatable aluminum alloys are part of the system that has been adopted as an American National Standard (ANSI H35.1). Used for all wrought and cast product forms except ingot, the system is based on the sequences of mechanical or thermal treatments, or both, used to produce the various tempers. The temper designation follows the alloy designation and is separated from it by a hyphen. Basic temper designations consist of individual capital letters. Major subdivisions of basic tempers, where required, are indicated by one or more digits following the letter. These digits designate specific sequences of treatments that produce specific combinations of characteristics in the product. Variations in treatment conditions within major subdivisions are identified by additional digits. The conditions during heat treatment (such as time, temperature, and quenching rate) used to produce a given temper in one alloy may differ from those employed to produce the same temper in another alloy.
Designations for the common heat-treated tempers, and descriptions of the sequences of operations used to produce those tempers, are given in the following paragraphs. (For the entire aluminum alloy temper designation system, including designations for non-heat-treatable alloys, see Properties and Selection: Nonferrous Alloys and Special-Purpose Materials,Volume 2, ASM Handbook.
Basic temper designations for heat-treated conditions include the codes O, W, and T. Other basic temper designations are F (as fabricated) and H (strain hardened).
O, annealed. Applies to wrought products that are annealed to obtain lowest strength temper and to cast products that are annealed to improve ductility and dimensional stability. The O may be followed by a digit other than zero.
W, solution heat treated. An unstable temper applicable to any alloy that naturally ages (spontaneously ages at room temperature) after solution heat treatment. This designation is specific only when the period of natural aging is indicated--
for example, W 12
h. (See also the discussion of the Tx51, Tx52, and Tx54 tempers, in the section below on subdivision of
the T temper.)
T, heat treated to produce stable tempers other than O. Applies to products that are thermally treated, with or without supplementary strain hardening, to produce stable tempers. The T is always followed by one or more digits, as discussed below.
Major Subdivisions of T Temper. In T-type designations, the T is followed by a number from 1 to 10; each number denotes a specific sequence of basic treatments, as described below.
T1, cooled from an elevated-temperature shaping process and naturally aged to a substantially stable condition. Applies to products that are not cold worked after an elevated-temperature shaping process such as casting or extrusion, and for which mechanical properties have been stabilized by room-temperature aging. If the products are flattened or straightened after cooling from the shaping process, the effects of the cold work imparted by flattening or straightening are not recognized in specified property limits.
T2, cooled from an elevated-temperature shaping process, cold worked, and naturally aged to a substantially stable condition. Applies to products that are cold worked specifically to improve strength after cooling from a hot-working process such as rolling or extrusion, and for which mechanical properties have been stabilized by room-temperature aging. The effects of cold work, including any cold work imparted by flattening or straightening, are recognized in specified property limits.
T3, solution heat treated, cold worked, and naturally aged to a substantially stable condition. Applies to products that are cold worked specifically to improve strength after solution heat treatment, and for which mechanical properties have been stabilized by room-temperature aging. The effects of cold work, including any cold work imparted by flattening or straightening, are recognized in specified property limits.
T4, solution heat treated and naturally aged to a substantially stable condition. Applies to products that are not cold worked after solution heat treatment, and for which mechanical properties have been stabilized by room-temperature aging. If the products are flattened or straightened, the effects of the cold work imparted by flattening or straightening are not recognized in specified property limits.
T5, cooled from an elevated-temperature shaping process and artificially aged. Applies to products that are not cold worked after an elevated-temperature shaping process such as casting or extrusion, and for which mechanical properties or dimensional stability, or both, have been substantially improved by precipitation heat treatment. If the products are flattened or straightened after cooling from the shaping process, the effects of the cold work imparted by flattening or straightening are not recognized in specified property limits.
T6, solution heat treated and artificially aged. Applies to products that are not cold worked after solution heat treatment, and for which mechanical properties or dimensional stability, or both, have been substantially improved by precipitation heat treatment. If the products are flattened or straightened, the effects of the cold work imparted by flattening or straightening are not recognized in specified property limits.
T7, solution heat treated and stabilized. Applies to products that have been precipitation heat treated to the extent that they are overaged. Stabilization heat treatment carries the mechanical properties beyond the point of maximum strength to provide some special characteristic, such as enhanced resistance to stress-corrosion cracking or to exfoliation corrosion.
T8, solution heat treated, cold worked, and artificially aged. Applies to products that are cold worked specifically to improve strength after solution heat treatment, and for which mechanical properties or dimensional stability, or both, have been substantially improved by precipitation heat treatment. The effects of cold work, including any cold work imparted by flattening or straightening, are recognized in specified property limits.
T9, solution heat treated, artificially aged, and cold worked. Applies to products that are cold worked specifically to improve strength after they have been precipitation heat treated.
T10, cooled from an elevated-temperature shaping process, cold worked, and artificially aged. Applies to products that are cold worked specifically to improve strength after cooling from a hot-working process such as rolling or extrusion, and for which mechanical properties or dimensional stability, or both, have been substantially improved by precipitation heat treatment. The effects of cold work, including any cold work imparted by flattening or straightening, are recognized in specified property limits.
Other Subdivisions of T Temper Codes for Stress-Relieved Products. When it is desirable to identify a variation of one of the ten major T tempers described above, additional digits, the first (x) of which cannot be zero, may be added to the designation.
The following specific sets of additional digits have been assigned to stress-relieved wrought products.
Tx51, stress relieved by stretching. Applies to the following products when stretched to the indicated amounts after solution heat treatment or after cooling from an elevated-temperature shaping process:
Product form Permanent set, %
Plate 1
12
-3
Rod, bar, shapes, extruded tube 1-3
Drawn tube 12
-3
Tx51 applies directly to plate and to rolled or cold finished rod and bar. These products receive no further straightening after stretching. Tx51 also applies to extruded rod, bar, shapes, and tubing, and to drawn tubing, when designated as follows:
• Tx510. Products that receive no further straightening after stretching • Tx511. Products that may receive minor straightening after stretching to comply with standard
tolerances • Tx52. Stress relieved by compressing. Applies to products that are stress relieved by compressing after
solution heat treatment, or after cooling from a hot-working process to produce a permanent set of 1 to 5%
• Tx54. Stress relieved by combining stretching and compressing. Applies to die forgings that are stress relieved by restriking cold in the finish die. (These same digits--and 51, 52, and 54--may be added to the designation W to indicate unstable solution heat-treated and stress-relieved tempers)
Temper designations T42 and T62 have been assigned to wrought products heat treated from the O or the F temper to demonstrate response from the heat treatment described below. Temper designations T42 and T62 also may be applied to wrought products heat treated from any temper by the user when such heat treatment results in the mechanical properties applicable to these tempers.
• T42. Solution heat treated from the O or the F temper to demonstrate response to heat treatment and naturally aged to a substantially stable condition
• T62. Solution heat treated from the O or the F temper to demonstrate response to heat treatment and
artificially aged
Subdivision of the O Temper. In temper designations for annealed products, a digit following the O indicates special characteristics. For example, O1 denotes that a product has been heat treated according to a time/temperature schedule approximately the same as that used for solution heat treatment, and then air cooled to room temperature, to accentuate ultrasonic response and provide dimensional stability; this designation applies to products that are to be machined prior to solution heat treatment by the user.
Heat Treating of Copper Alloys
Revised by Arthur Cohen, Copper Development Association Inc.
Introduction
HEAT-TREATING PROCESSES that are applied to copper and copper alloys include homogenizing, annealing, stress relieving, solution treating, precipitation (age) hardening, and quench hardening and tempering.
Homogenizing
Homogenizing is a process in which prolonged high-temperature soaking is used to reduce chemical or metallurgical segregation commonly known as coring, which occurs as a natural result of solidification in some alloys. Homogenizing is applied to copper alloys to improve the hot and cold ductility of cast billets for mill processing, and occasionally is applied to castings to meet specified hardness, ductility, or toughness requirements.
Homogenization is required most frequently for alloys having wide freezing ranges, such as tin (phosphor) bronzes, copper nickels, and silicon bronzes. Although coring occurs to some extent in brasses, -aluminum bronzes, and copper-beryllium alloys, these alloys survive primary mill processing and become homogenized during normal process working and annealing. Rarely is it necessary to apply homogenization to finished or semifinished mill products.
A characteristic of high cooling rates is the uneven distribution of the alloy elements in the interior of the dendritic microstructure. These differences increase with higher cooling rates and greater differences in composition between melt and solid phase at the onset of crystallization. This difference may be equalized in some alloys by long-time homogenization as a result of diffusion processes taking place in the solid phase.
The time and temperature required for the homogenization process vary with the alloy, the cast grain size, and the desired degree of homogenization. Typical soak times vary from 3 to over 10 h. Temperatures normally are above the upper annealing range, to within 50 °C (90 °F) of the solidus temperature.
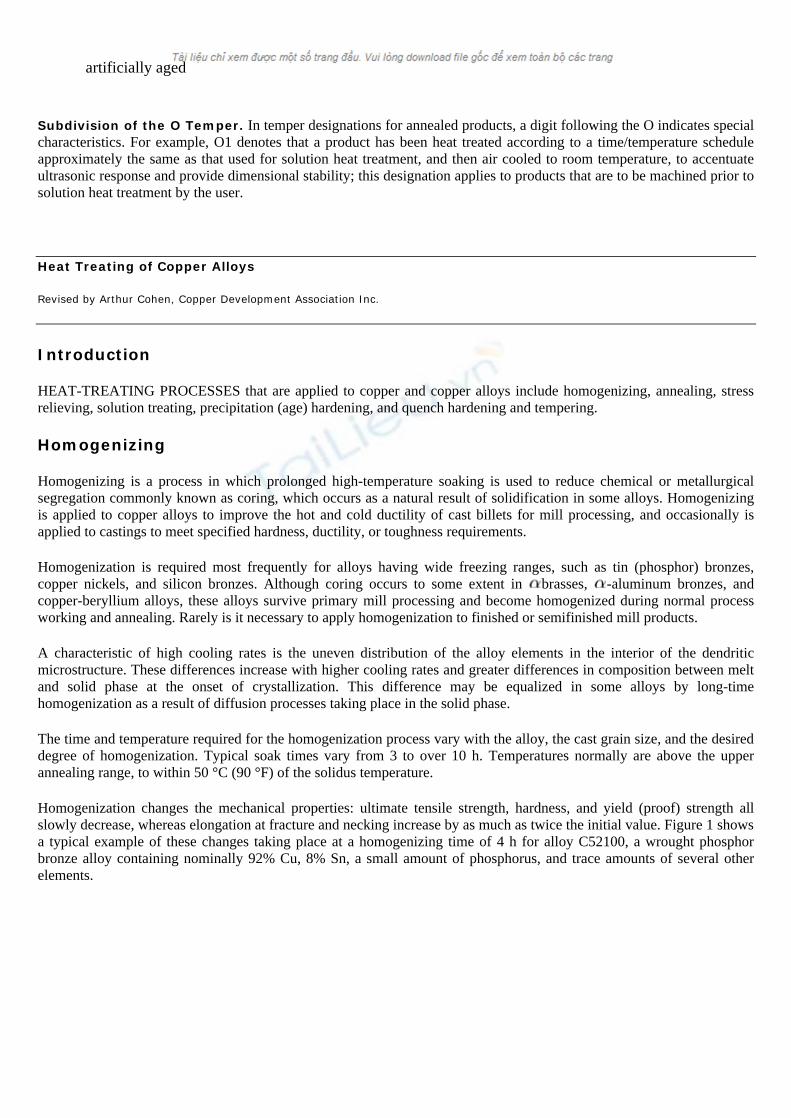
Homogenization changes the mechanical properties: ultimate tensile strength, hardness, and yield (proof) strength all slowly decrease, whereas elongation at fracture and necking increase by as much as twice the initial value. Figure 1 shows a typical example of these changes taking place at a homogenizing time of 4 h for alloy C52100, a wrought phosphor bronze alloy containing nominally 92% Cu, 8% Sn, a small amount of phosphorus, and trace amounts of several other elements.
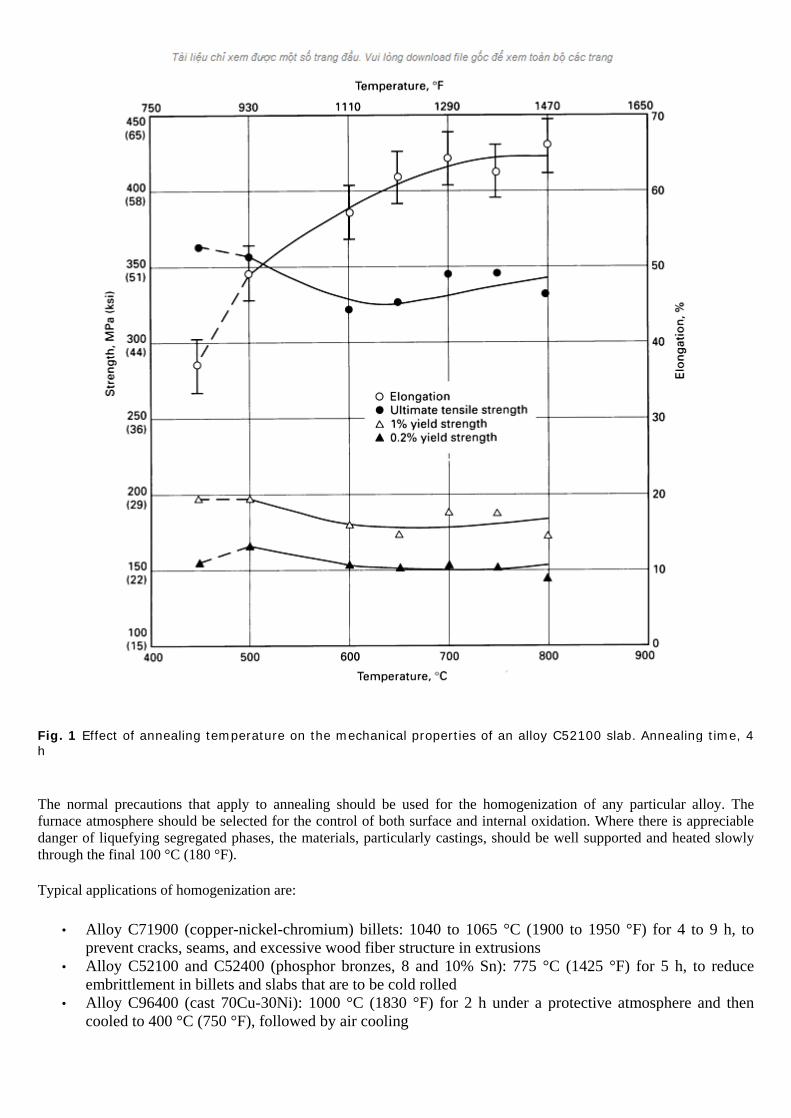
Fig. 1 Effect of annealing temperature on the mechanical properties of an alloy C52100 slab. Annealing time, 4 h
The normal precautions that apply to annealing should be used for the homogenization of any particular alloy. The furnace atmosphere should be selected for the control of both surface and internal oxidation. Where there is appreciable danger of liquefying segregated phases, the materials, particularly castings, should be well supported and heated slowly through the final 100 °C (180 °F).
Typical applications of homogenization are:
• Alloy C71900 (copper-nickel-chromium) billets: 1040 to 1065 °C (1900 to 1950 °F) for 4 to 9 h, to prevent cracks, seams, and excessive wood fiber structure in extrusions
• Alloy C52100 and C52400 (phosphor bronzes, 8 and 10% Sn): 775 °C (1425 °F) for 5 h, to reduce embrittlement in billets and slabs that are to be cold rolled
• Alloy C96400 (cast 70Cu-30Ni): 1000 °C (1830 °F) for 2 h under a protective atmosphere and then cooled to 400 °C (750 °F), followed by air cooling
For the precipitation-hardenable alloys, homogenization may involve a prolonged solution treatment.
Annealing
Annealing is a heat treatment intended to soften and to increase the ductility and/or toughness of metals and alloys. Annealing is applied to wrought products, during and after mill processing, and to castings. The process includes heating, holding, and cooling, and a proper process description should include heating rate, temperature, time at temperature, atmosphere, and cooling rate where each may affect results.
Wrought Products
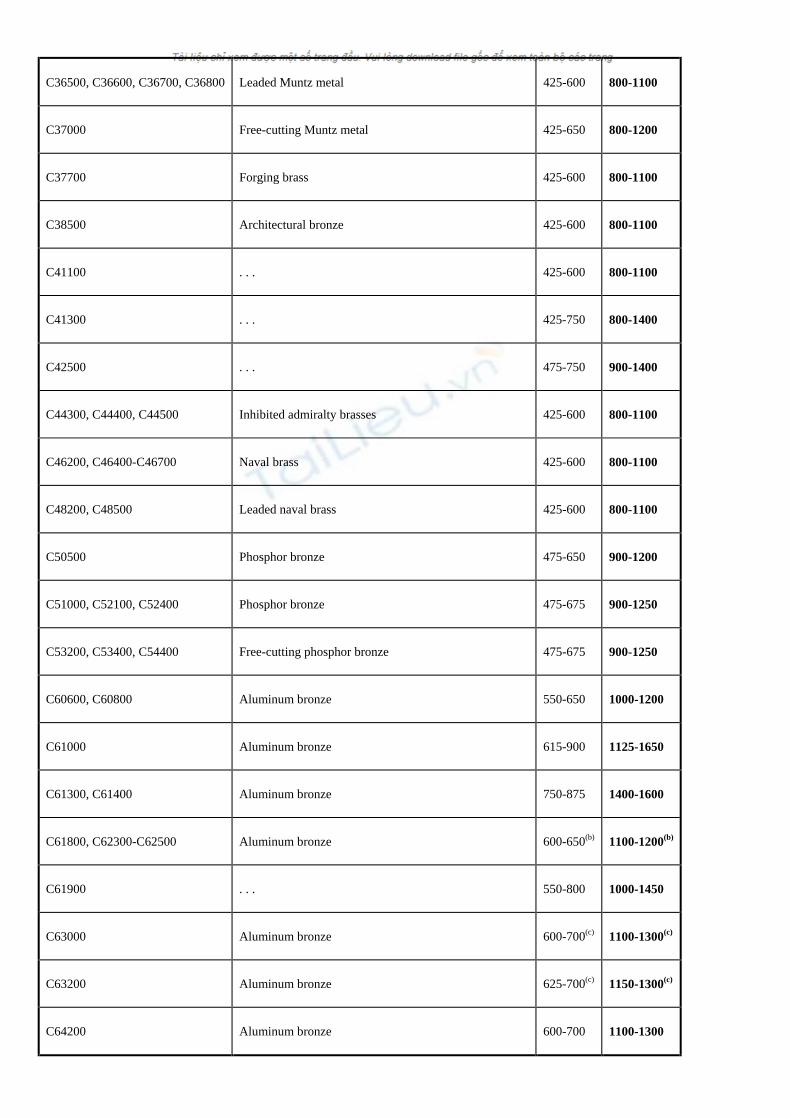
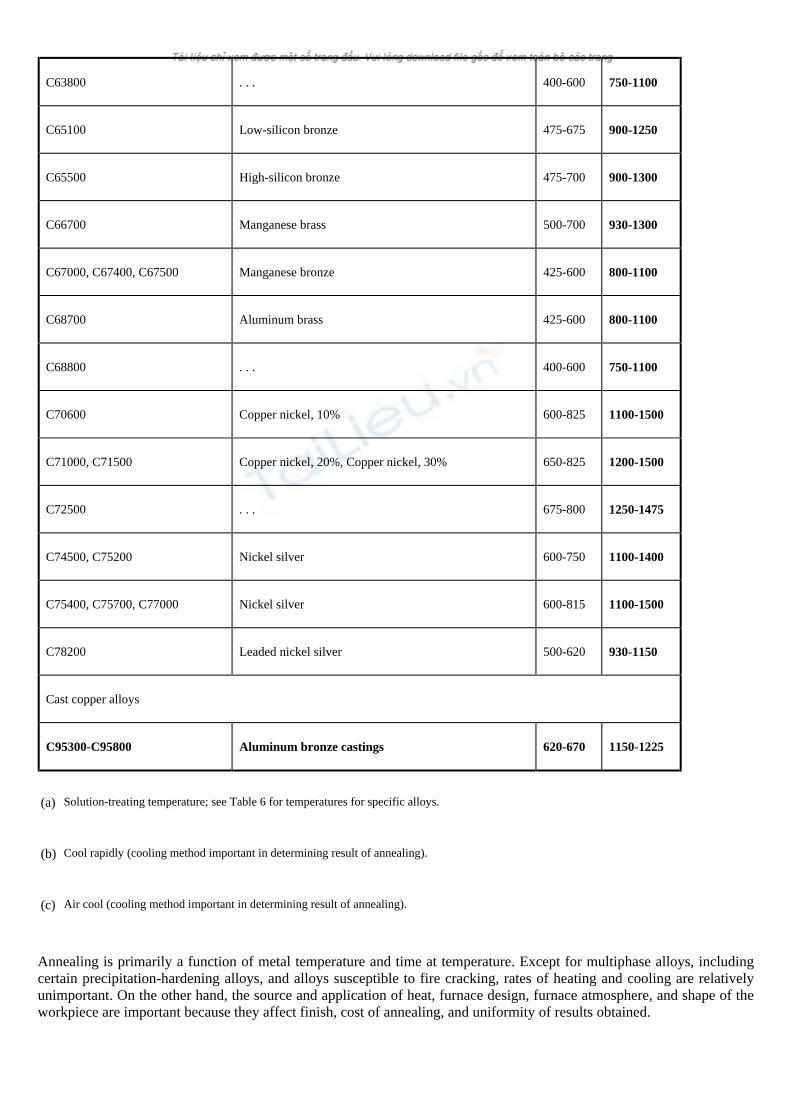
The annealing of cold-worked metal is accomplished by heating to a temperature that produces recrystallization and, if desirable, by heating beyond the recrystallization temperature to initiate grain growth. Temperatures commonly used for annealing cold-worked coppers and copper alloys are given in Table 1.
Table 1 Annealing temperatures for widely used cold-worked copper and copper alloys
Annealing temperature Alloy Common name
°C °F
Wrought coppers
C10100-C10300 Oxygen-free copper 375-650 700-1200
C10400-C10700 Oxygen-free silver-bearing copper 475-750 900-1400
C10800 Oxygen-free low-phosphorus copper 375-650 700-1200
C11000 Electrolytic tough-pitch copper 250-650 500-1200
C11100 Electrolytic tough-pitch, anneal-resistant copper 475-750 900-1400
C11300, C11400, C11500, C11600 Silver-bearing tough pitch copper 400-475 750-900
C12000 Phosphorus-deoxidized copper, low residual phosphorus 375-650 700-1200
C12200 Phosphorus-deoxidized copper, high residual phosphorus 375-650 700-1200
C12500, C12700, C13000 Fire-refined, tough-pitch copper with silver 400-650 750-1200
C14500 Phosphorus-deoxidized, tellurium-bearing copper 425-650 800-1200
C14700 Sulfur copper 425-650 800-1200
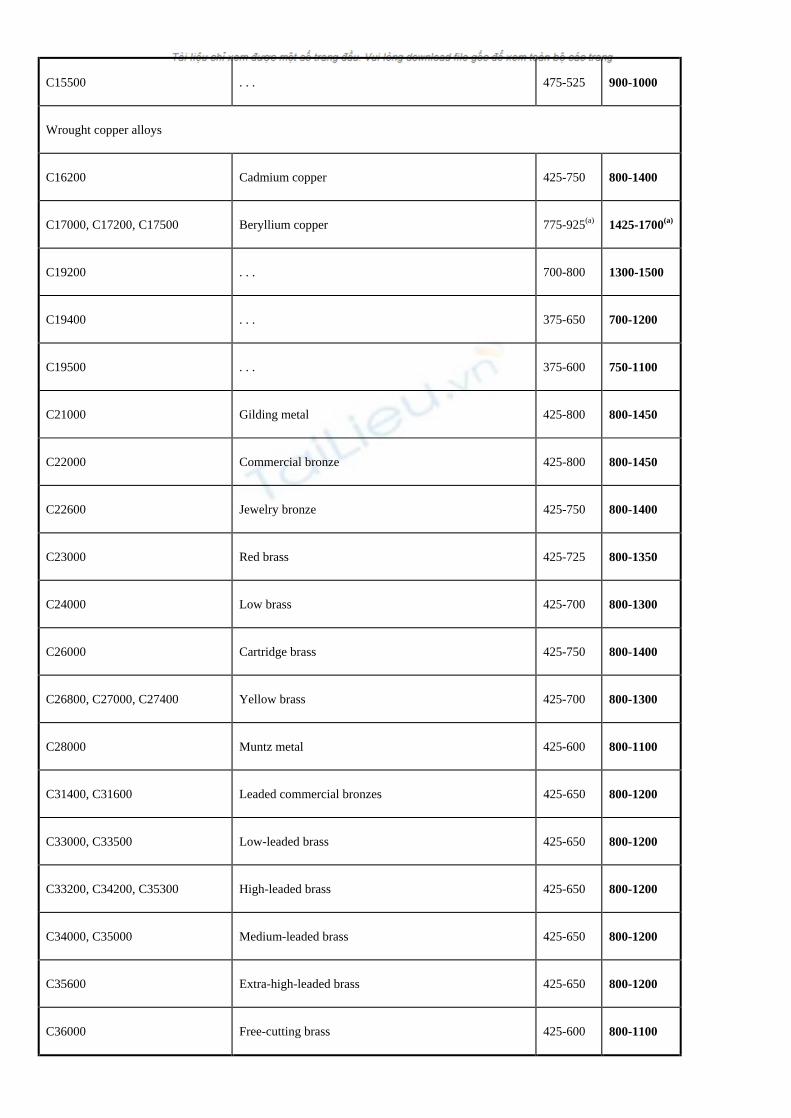
C15500 . . . 475-525 900-1000
Wrought copper alloys
C16200 Cadmium copper 425-750 800-1400
C17000, C17200, C17500 Beryllium copper 775-925(a) 1425-1700(a)
C19200 . . . 700-800 1300-1500
C19400 . . . 375-650 700-1200
C19500 . . . 375-600 750-1100
C21000 Gilding metal 425-800 800-1450
C22000 Commercial bronze 425-800 800-1450
C22600 Jewelry bronze 425-750 800-1400
C23000 Red brass 425-725 800-1350
C24000 Low brass 425-700 800-1300
C26000 Cartridge brass 425-750 800-1400
C26800, C27000, C27400 Yellow brass 425-700 800-1300
C28000 Muntz metal 425-600 800-1100
C31400, C31600 Leaded commercial bronzes 425-650 800-1200
C33000, C33500 Low-leaded brass 425-650 800-1200
C33200, C34200, C35300 High-leaded brass 425-650 800-1200
C34000, C35000 Medium-leaded brass 425-650 800-1200
C35600 Extra-high-leaded brass 425-650 800-1200
C36000 Free-cutting brass 425-600 800-1100
C36500, C36600, C36700, C36800 Leaded Muntz metal 425-600 800-1100
C37000 Free-cutting Muntz metal 425-650 800-1200
C37700 Forging brass 425-600 800-1100
C38500 Architectural bronze 425-600 800-1100
C41100 . . . 425-600 800-1100
C41300 . . . 425-750 800-1400
C42500 . . . 475-750 900-1400
C44300, C44400, C44500 Inhibited admiralty brasses 425-600 800-1100
C46200, C46400-C46700 Naval brass 425-600 800-1100
C48200, C48500 Leaded naval brass 425-600 800-1100
C50500 Phosphor bronze 475-650 900-1200
C51000, C52100, C52400 Phosphor bronze 475-675 900-1250
C53200, C53400, C54400 Free-cutting phosphor bronze 475-675 900-1250
C60600, C60800 Aluminum bronze 550-650 1000-1200
C61000 Aluminum bronze 615-900 1125-1650
C61300, C61400 Aluminum bronze 750-875 1400-1600
C61800, C62300-C62500 Aluminum bronze 600-650(b) 1100-1200(b)
C61900 . . . 550-800 1000-1450
C63000 Aluminum bronze 600-700(c) 1100-1300(c)
C63200 Aluminum bronze 625-700(c) 1150-1300(c)
C64200 Aluminum bronze 600-700 1100-1300
C63800 . . . 400-600 750-1100
C65100 Low-silicon bronze 475-675 900-1250
C65500 High-silicon bronze 475-700 900-1300
C66700 Manganese brass 500-700 930-1300
C67000, C67400, C67500 Manganese bronze 425-600 800-1100
C68700 Aluminum brass 425-600 800-1100
C68800 . . . 400-600 750-1100
C70600 Copper nickel, 10% 600-825 1100-1500
C71000, C71500 Copper nickel, 20%, Copper nickel, 30% 650-825 1200-1500
C72500 . . . 675-800 1250-1475
C74500, C75200 Nickel silver 600-750 1100-1400
C75400, C75700, C77000 Nickel silver 600-815 1100-1500
C78200 Leaded nickel silver 500-620 930-1150
Cast copper alloys
C95300-C95800 Aluminum bronze castings 620-670 1150-1225
(a) Solution-treating temperature; see Table 6 for temperatures for specific alloys.
(b) Cool rapidly (cooling method important in determining result of annealing).
(c) Air cool (cooling method important in determining result of annealing).
Annealing is primarily a function of metal temperature and time at temperature. Except for multiphase alloys, including certain precipitation-hardening alloys, and alloys susceptible to fire cracking, rates of heating and cooling are relatively unimportant. On the other hand, the source and application of heat, furnace design, furnace atmosphere, and shape of the workpiece are important because they affect finish, cost of annealing, and uniformity of results obtained.
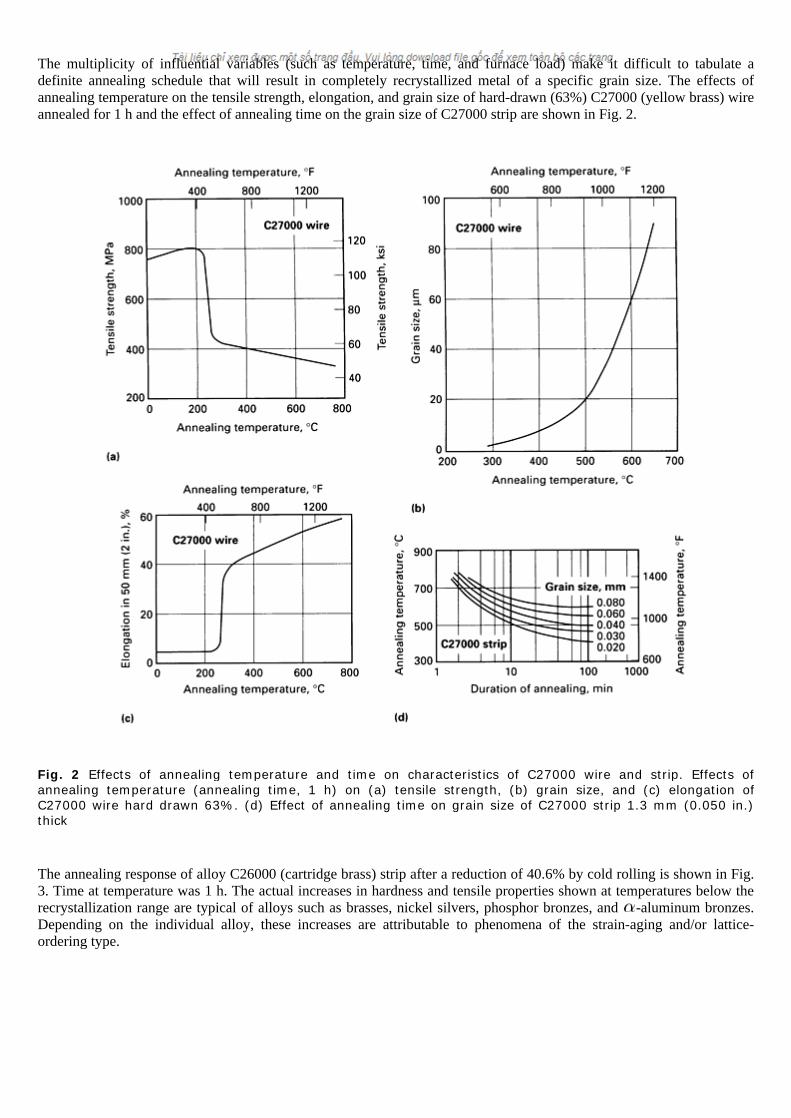
The multiplicity of influential variables (such as temperature, time, and furnace load) make it difficult to tabulate a definite annealing schedule that will result in completely recrystallized metal of a specific grain size. The effects of annealing temperature on the tensile strength, elongation, and grain size of hard-drawn (63%) C27000 (yellow brass) wire annealed for 1 h and the effect of annealing time on the grain size of C27000 strip are shown in Fig. 2.
Fig. 2 Effects of annealing temperature and time on characteristics of C27000 wire and strip. Effects of annealing temperature (annealing time, 1 h) on (a) tensile strength, (b) grain size, and (c) elongation of C27000 wire hard drawn 63%. (d) Effect of annealing time on grain size of C27000 strip 1.3 mm (0.050 in.) thick
The annealing response of alloy C26000 (cartridge brass) strip after a reduction of 40.6% by cold rolling is shown in Fig. 3. Time at temperature was 1 h. The actual increases in hardness and tensile properties shown at temperatures below the recrystallization range are typical of alloys such as brasses, nickel silvers, phosphor bronzes, and -aluminum bronzes. Depending on the individual alloy, these increases are attributable to phenomena of the strain-aging and/or lattice-ordering type.
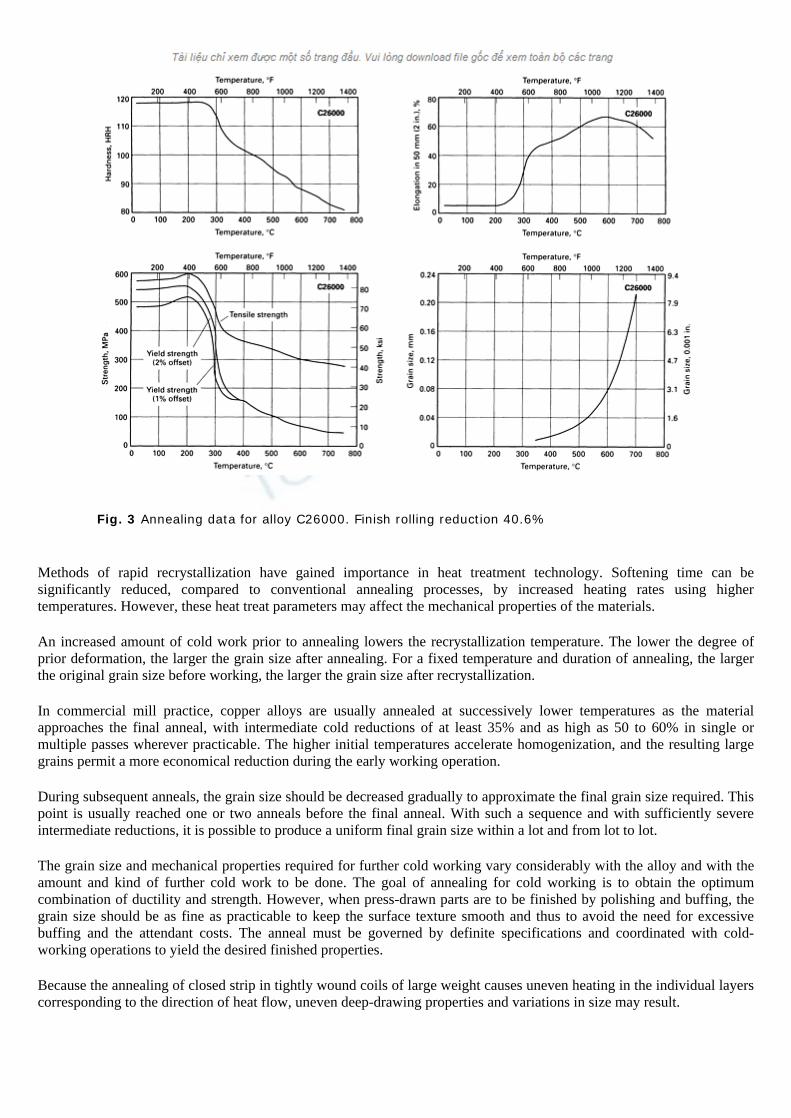
Fig. 3 Annealing data for alloy C26000. Finish rolling reduction 40.6%
Methods of rapid recrystallization have gained importance in heat treatment technology. Softening time can be significantly reduced, compared to conventional annealing processes, by increased heating rates using higher temperatures. However, these heat treat parameters may affect the mechanical properties of the materials.
An increased amount of cold work prior to annealing lowers the recrystallization temperature. The lower the degree of prior deformation, the larger the grain size after annealing. For a fixed temperature and duration of annealing, the larger the original grain size before working, the larger the grain size after recrystallization.
In commercial mill practice, copper alloys are usually annealed at successively lower temperatures as the material approaches the final anneal, with intermediate cold reductions of at least 35% and as high as 50 to 60% in single or multiple passes wherever practicable. The higher initial temperatures accelerate homogenization, and the resulting large grains permit a more economical reduction during the early working operation.
During subsequent anneals, the grain size should be decreased gradually to approximate the final grain size required. This point is usually reached one or two anneals before the final anneal. With such a sequence and with sufficiently severe intermediate reductions, it is possible to produce a uniform final grain size within a lot and from lot to lot.
The grain size and mechanical properties required for further cold working vary considerably with the alloy and with the amount and kind of further cold work to be done. The goal of annealing for cold working is to obtain the optimum combination of ductility and strength. However, when press-drawn parts are to be finished by polishing and buffing, the grain size should be as fine as practicable to keep the surface texture smooth and thus to avoid the need for excessive buffing and the attendant costs. The anneal must be governed by definite specifications and coordinated with cold-working operations to yield the desired finished properties.
Because the annealing of closed strip in tightly wound coils of large weight causes uneven heating in the individual layers corresponding to the direction of heat flow, uneven deep-drawing properties and variations in size may result.
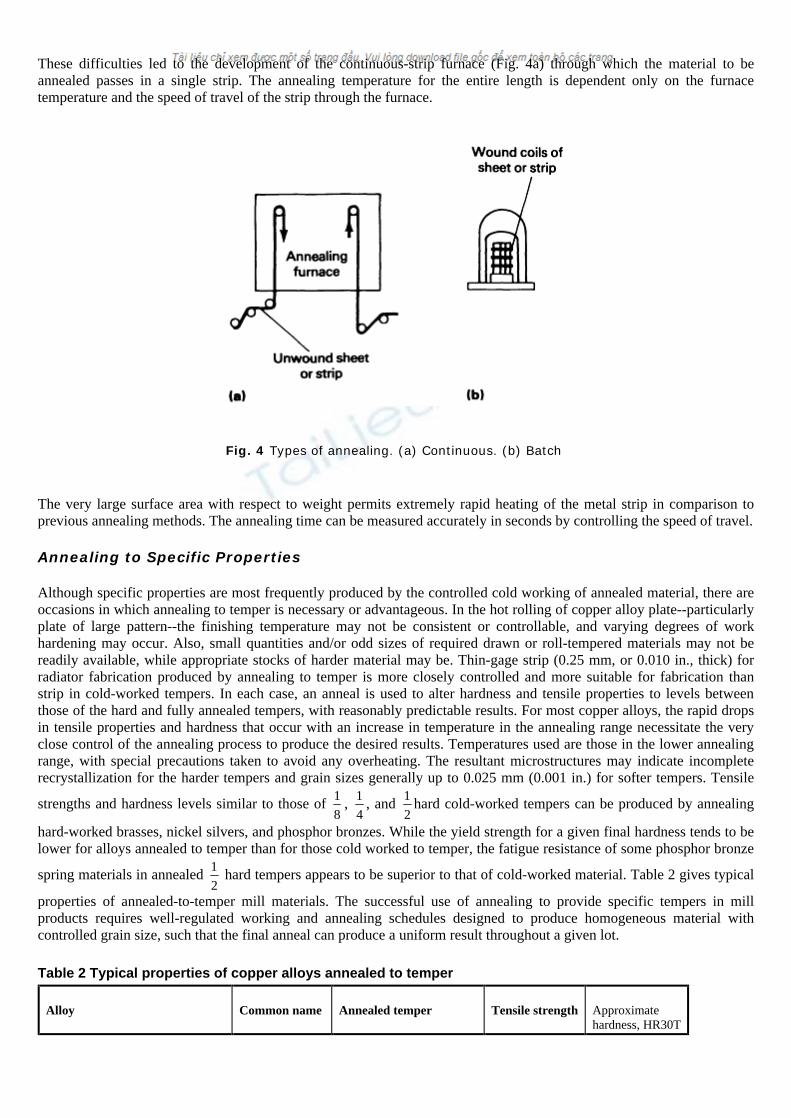
These difficulties led to the development of the continuous-strip furnace (Fig. 4a) through which the material to be annealed passes in a single strip. The annealing temperature for the entire length is dependent only on the furnace temperature and the speed of travel of the strip through the furnace.
Fig. 4 Types of annealing. (a) Continuous. (b) Batch
The very large surface area with respect to weight permits extremely rapid heating of the metal strip in comparison to previous annealing methods. The annealing time can be measured accurately in seconds by controlling the speed of travel.
Annealing to Specific Properties
Although specific properties are most frequently produced by the controlled cold working of annealed material, there are occasions in which annealing to temper is necessary or advantageous. In the hot rolling of copper alloy plate--particularly plate of large pattern--the finishing temperature may not be consistent or controllable, and varying degrees of work hardening may occur. Also, small quantities and/or odd sizes of required drawn or roll-tempered materials may not be readily available, while appropriate stocks of harder material may be. Thin-gage strip (0.25 mm, or 0.010 in., thick) for radiator fabrication produced by annealing to temper is more closely controlled and more suitable for fabrication than strip in cold-worked tempers. In each case, an anneal is used to alter hardness and tensile properties to levels between those of the hard and fully annealed tempers, with reasonably predictable results. For most copper alloys, the rapid drops in tensile properties and hardness that occur with an increase in temperature in the annealing range necessitate the very close control of the annealing process to produce the desired results. Temperatures used are those in the lower annealing range, with special precautions taken to avoid any overheating. The resultant microstructures may indicate incomplete recrystallization for the harder tempers and grain sizes generally up to 0.025 mm (0.001 in.) for softer tempers. Tensile
strengths and hardness levels similar to those of 18
, 14
, and 12
hard cold-worked tempers can be produced by annealing
hard-worked brasses, nickel silvers, and phosphor bronzes. While the yield strength for a given final hardness tends to be lower for alloys annealed to temper than for those cold worked to temper, the fatigue resistance of some phosphor bronze
spring materials in annealed 12
hard tempers appears to be superior to that of cold-worked material. Table 2 gives typical
properties of annealed-to-temper mill materials. The successful use of annealing to provide specific tempers in mill products requires well-regulated working and annealing schedules designed to produce homogeneous material with controlled grain size, such that the final anneal can produce a uniform result throughout a given lot.
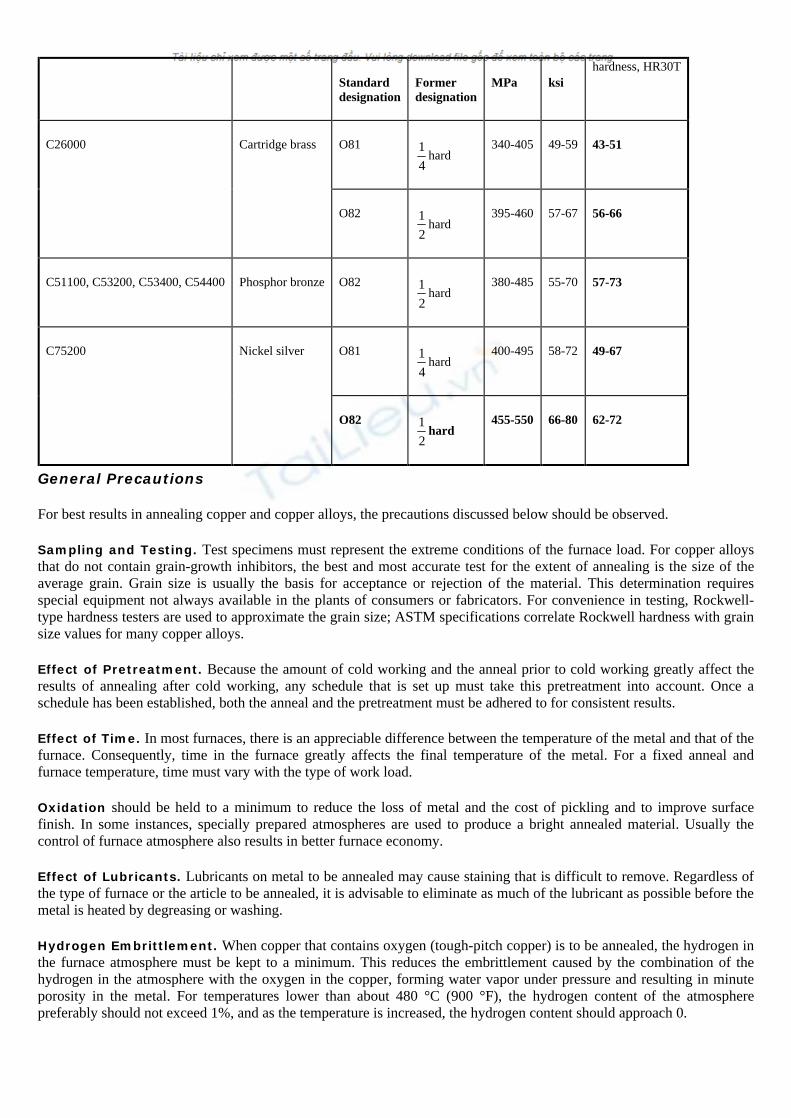
Table 2 Typical properties of copper alloys annealed to temper
Alloy Common name Annealed temper Tensile strength Approximate hardness, HR30T
Standard designation
Former designation
MPa ksi hardness, HR30T
O81 14
hard 340-405 49-59 43-51 C26000 Cartridge brass
O82 12
hard 395-460 57-67 56-66
C51100, C53200, C53400, C54400 Phosphor bronze O82 12
hard 380-485 55-70 57-73
O81 14
hard 400-495 58-72 49-67 C75200 Nickel silver
O82 12
hard 455-550 66-80 62-72
General Precautions
For best results in annealing copper and copper alloys, the precautions discussed below should be observed.
Sampling and Testing. Test specimens must represent the extreme conditions of the furnace load. For copper alloys that do not contain grain-growth inhibitors, the best and most accurate test for the extent of annealing is the size of the average grain. Grain size is usually the basis for acceptance or rejection of the material. This determination requires special equipment not always available in the plants of consumers or fabricators. For convenience in testing, Rockwell-type hardness testers are used to approximate the grain size; ASTM specifications correlate Rockwell hardness with grain size values for many copper alloys.
Effect of Pretreatment. Because the amount of cold working and the anneal prior to cold working greatly affect the results of annealing after cold working, any schedule that is set up must take this pretreatment into account. Once a schedule has been established, both the anneal and the pretreatment must be adhered to for consistent results.
Effect of Time. In most furnaces, there is an appreciable difference between the temperature of the metal and that of the furnace. Consequently, time in the furnace greatly affects the final temperature of the metal. For a fixed anneal and furnace temperature, time must vary with the type of work load.
Oxidation should be held to a minimum to reduce the loss of metal and the cost of pickling and to improve surface finish. In some instances, specially prepared atmospheres are used to produce a bright annealed material. Usually the control of furnace atmosphere also results in better furnace economy.
Effect of Lubricants. Lubricants on metal to be annealed may cause staining that is difficult to remove. Regardless of the type of furnace or the article to be annealed, it is advisable to eliminate as much of the lubricant as possible before the metal is heated by degreasing or washing.
Hydrogen Embrittlement. When copper that contains oxygen (tough-pitch copper) is to be annealed, the hydrogen in the furnace atmosphere must be kept to a minimum. This reduces the embrittlement caused by the combination of the hydrogen in the atmosphere with the oxygen in the copper, forming water vapor under pressure and resulting in minute porosity in the metal. For temperatures lower than about 480 °C (900 °F), the hydrogen content of the atmosphere preferably should not exceed 1%, and as the temperature is increased, the hydrogen content should approach 0.
Impurities. Occasionally, it is difficult to obtain proper grain growth by annealing under standard conditions that previously have resulted in the desired grain size. This difficulty may sometimes be traced to impurities in the alloy.
Loading. It usually is inadvisable to anneal a variety of different sizes or kinds of material in the same charge because of the different rates of heating and the resulting final metal temperatures.
Fire cracking occurs when some alloys that contain residual stresses are heated too rapidly. Leaded alloys are particularly susceptible to fire cracking. The remedy is to heat slowly until the stresses are relieved. Special types of cold deformation, such as springing (flexing or reeling through a straightener), aid considerably in preventing fire cracking by inducing countervailing mechanical stresses.
Thermal shock or fatigue takes place when rapid and extreme changes in temperatures occur. Stresses that result in thermal shock are influenced by thermal expansion, thermal conductivity, strength, toughness, the rate of temperature change, and the condition of the material. Brasses containing lead, lead and tin, or lead and certain impurities including bismuth or tellurium may be hot short. If they are repeatedly subjected to extreme temperature changes, they may be subject to thermal shock, especially if highly stressed in tension on the surface.
Cooling. Alpha brasses containing less than 70% copper may contain some β phase that is formed during casting or during heat treatment above 600 °C (1110 °F), especially if the metal section is massive. Quenching rapidly will entrap the β phase in the brass. Slow cooling will permit the time and temperature to convert the β to the α phase.
Sulfur Stains. Excessive sulfur in the fuel or lubricant will cause discoloration of the metal; red stains appear on yellow brass, and black or reddish-brown stains on copper-rich alloys.
Castings
Annealing is applied to castings of some duplex alloys, such as manganese bronzes and aluminum bronzes, in order to correct the effects of mold cooling. The extremely slow cooling of sand and plaster castings, or the rapid cooling of permanent mold or die castings, can produce microstructures resulting in hard hardness and/or low ductility and occasionally inferior corrosion resistance. Typical annealing treatments for castings are in the range of 580 to 700 °C (1075 to 1300 °F) for 1 h at temperature. For aluminum bronzes, rapid cooling by water quenching or high-velocity air is advisable.
Stress Relieving
Stress relieving is a process intended to relieve internal stress in materials or parts without appreciably affecting their properties. Stress-relieving heat treatments are applied to wrought or cast copper and copper alloys as one means of accomplishing this objective.
During the processing or fabrication of copper or copper alloys by cold working, strength and hardness increase as a result of plastic strain. Because plastic strain is accompanied by elastic strain, residual stresses remain in the resultant product. If allowed to remain in sufficient magnitude, residual surface tensile stresses can result in stress-corrosion cracking of material in storage or service, unpredictable distortion of material during cutting or machining, and hot cracking of materials during processing, brazing, or welding. In brasses that contain more than 15% Zn, stress-corrosion cracking, or "season cracking," can occur if sufficient amounts of residual tensile stress and trace amounts of atmospheric ammonia are present. Other copper alloys, such as cold-worked aluminum bronzes and silicon bronzes, may also suffer stress-corrosion cracking under more severe environments.
Although mill practice for stress relief frequently involves mechanical means such as flexing, cross-roll straightening, or shot peening, stress-relief heat treatments are employed for some tubular products and odd shapes. Thermal stress relief is also used for formed parts and fabrications made by material users. It is important to recognize that thermal stress relief reduces residual stress by eliminating part of the residual elastic strain, whereas mechanical stress relief merely redistributes residual stress into a less detrimental pattern.
Stress-relief heat treatments are carried out at temperatures below those normally used for annealing. Typical process stress-relieving temperatures for selected coppers and copper alloys are given in Table 3 (wrought products) and Table 4 (cast products). Temperatures for the treatment of cold-formed or welded structures are generally 50 to 110 °C (90 to 200 °F) higher than the temperatures in Table 3. In the case of the weld repair of ship propellers, for example, care must be





























