Embed Size (px)
Citation preview
16-1
Capitolo 16QUALITÀ E CERTIFICAZIONE
Cristiano Fragassa
16.1 Introduzione alla qualità industriale
In un contesto di competitività sempre più esasperata, in cui la sfida tra le aziende si gioca sul piano della soddisfazione del cliente, le problematiche relative alla qualità acquistano un rilievo sempre maggiore. Il miglioramento della qualità diventa la base fondamentale per ogni moderna strategia aziendale e questo per differenti motivi, tra cui:
• maggiore capacità della clientela di giudicare la reale qualità di un prodotto;• incremento di affidabilità e sicurezza richiesta ai nuovi prodotti;• aumento dei costi diretti di produzione quali lavoro, energia, materie prime ecc.;• concorrenza più incisiva e agguerrita;• aumento di produttività mediante metodi di produzione più evoluti ed efficienti.
Parte di questa strategia aziendale dovrà consistere nella scelta e nella pianificazione di interventi finalizzati alla qualità (per esempio, analisi, controlli, riorganizzazione ecc.), indirizzati a rendere la qualità uno strumento di miglioramento della situazione finanziaria in termini di bilancio e di profitti. Il passo fondamentale è comprendere e verificare come ogni intervento di miglioramento della qualità, se accurato e razionale, potrà produrre a breve termine una crescita di fatturato, di posizione competitiva aziendale e di riduzione dei costi di produzione.Diventa dunque importante dimostrare come sia possibile trasformare la ricerca di qualità, un’iniziativa sempre associata all’incremento dei costi industriali, in un valido strumento di successo competitivo.
16-2
Questa moderna interpretazione del concetto di qualità enfatizza l’importanza del cliente, posto al centro dell’intero progetto industriale, tramite la definizione di obiettivi di sod-disfazione, che devono essere tradotti in caratteristiche tecniche del prodotto, ovvero in obiettivi tecnici di progetto. Ma è la stessa idea di qualità che si è evoluta nel tempo (tabella 16.1), dal più semplicistico principio di “conformità a una specifica tecnica” (Crosby) a quello di “adeguatezza alle esigenze del cliente” (Juran).
16.2 Evoluzione storica del concetto di qualità
16.2.1 Primo imperativo: imparare a produrre
Il periodo in cui le aziende di media e grande dimensione iniziano a occuparsi di qualità con una certa diffusione, dapprima nei paesi anglosassoni e successivamente in Europa, si può far risalire alla fine degli anni ’40. Questa nuova esigenza nasce come imprescindibile conseguenza dell’adozione di tecniche moderne per la produzione di massa di beni a basso costo tipica dell’industria del dopoguerra.Infatti, il problema fondamentale da affrontare da parte delle popolazioni appena uscite dal disastro del conflitto mondiale è la carenza di prodotti sul mercato, una carenza accentuata dal desiderio dei clienti di superare il ricordo dei sacrifici fatti durante il lungo periodo bellico.L’industria occidentale percepisce che lo strumento per raggiungere il proprio obiettivo primario, ossia quello di realizzare profitto, passa attraverso una produzione di massa e si organizza di conseguenza.Nello stesso tempo, le aziende scoprono come non sempre un sistema produttivo sia in gra-do di conferire a un prodotto le caratteristiche e le funzionalità attese perché prescritte dal progetto: un processo industriale può non essere in grado di concretizzare le aspettative del progettista per limiti di tipo tecnologico.Altri problemi emergono osservando i beni immessi sul mercato: la produzione in grande serie dovrebbe portare alla realizzazione di prodotti tutti identici tra loro, perché ottenuti mediante gli stessi identici processi produttivi. Ma ci si rende subito conto di come, nella realtà, a ogni processo industriale sia associata una variabilità di risultato tale da non poter garantire l’uniformità di ognuno degli elementi prodotti.Questa situazione conduce le aziende di fronte a una serie interminabile di problemi, sia per la messa a punto delle tecniche di produzione sia per l’omogeneità del prodotto distribuito.Al consumatore arriva un bene con caratteristiche di funzionamento e di utilizzazione differenti da un’unità all’altra oppure addirittura mancanti. In questo momento storico la variabilità non rappresenta un problema in quanto, con un mercato in forte espansione e quasi privo di concorrenza, i consumatori si preoccupano prevalentemente di acquistare e possedere un determinato bene, piuttosto che di verificare quali loro esigenze siano soddi-sfatte completamente. Di conseguenza il miglioramento di qualità resta un aspetto marginale e tutto interno al processo produttivo: si tratta di imparare come produrre.
16-3
Fig. 16.1 - Linea di assemblaggio per Boeing B-29 (Air Force Historical Research Agency).
16.2.2 Produttività e controllo di processo
Con il passare del tempo e l’avvento degli anni ’50, l’enfasi si sposta su tutto quello che consente un aumento di produttività: lo sviluppo tecnologico e nuovi modelli organizzativi di suddivisione del lavoro. Nascono le funzioni aziendali dedicate allo studio dei tempi e dei metodi di lavoro con l’obiettivo di ottenere la massima quantità di prodotto nell’unità di tempo. La qualità finale continua a non essere un attributo fondamentale del prodotto (il consumatore continua a non avere molte alternative di scelta), ma la qualità del processo comincia a interessare, soprattutto quando incide sulla produttività dell’impianto.Il concetto di qualità è legato prevalentemente alla verifica di conformità tra ciò che è stato prodotto e ciò che era indicato “a disegno”, con la speranza di massimizzare il volume pro-duttivo riducendo gli scarti e i fermi macchina. Questo approccio alla qualità assume così la forma di controllo di qualità di processo (Process Quality Control), che prevede i due aspetti di qualità di produzione e qualità di progetto.La qualità in produzione è mantenuta sotto stretta osservazione attraverso controlli e prove di accettazione di prodotto effettuati in linea di produzione. La verifica di tale conformità è affidata al personale del collaudo, molte volte dipendente dalla stessa funzione di produzio-ne o addirittura coincidente con essa: il capo reparto controlla personalmente alcuni pezzi a campione. Di solito, il prodotto si presenta con prestazioni soddisfacenti per un cliente non troppo esigente, ma con possibili variazioni molto elevate da una unità all’altra.A livello di qualità di progetto, l’attenzione è posta soprattutto nella verifica della presenza di errori in fase di ideazione: in altre parole, ci si domanda se il prodotto è stato progettato in modo tale da poter essere realizzato con la tecnologia disponibile e senza troppi scarti. Un effetto importante di questa fase di riverifica del progetto è nella diversa ottica con cui ora si introducono e si utilizzano le tolleranze: il disegnatore, con le sue tolleranze di pro-getto, prende atto dei limiti tecnologici dei processi e subordina la propria idea alla reale
16-4
fattibilità, mentre il produttore, tramite la conoscenza delle tolleranze di lavorazione, ha uno strumento nuovo per controllare e gestire la qualità del proprio processo.
16.2.3 Dal controllo di processo al controllo di prodotto
Nel decennio degli anni ’60 si assiste allo sviluppo industriale italiano ed europeo. Cre-sce il numero dei produttori e le tecnologie si sviluppano velocemente, provocando un aumento impressionante delle quantità prodotte. Cresce anche il mercato dei consumatori e insieme a esso crescono le esigenze dei consumatori. Le aziende produttrici cercano di aumentare giro di affari e aree geografiche e la concorrenza aumenta sempre di più. Anche se la domanda rimane superiore all’offerta, il fenomeno della concorrenza fa in modo che per ottenere profitto le aziende siano costrette a realizzare i loro volumi produttivi tenendo sotto controllo i costi industriali. Il prodotto deve ancora essere posto sul mercato in volu-mi crescenti, ma con costi industriali in grado di competere con la concorrenza. La ridu-zione dei costi di produzione diventa un imperativo: l’introduzione di nuove tecnologie, la meccanizzazione dei sistemi di movimentazione, una riorganizzazione del lavoro tesa più a trovare sistemi tali da ridurre i costi piuttosto che ad aumentare i volumi, sono gli aspetti salienti di questa epoca storica.In questa fase, il controllo di qualità continua a essere un controllo di processo, per assicu-rarsi della conformità del prodotto rispetto alle specifiche.Esso viene spesso interpretato dalle aziende come un costo aggiuntivo, da sostenersi in omaggio alle necessità di una maggiore costanza delle prestazioni del prodotto immesso sul mercato. La funzione qualità molte volte viene resa indipendente dalla produzione, con la netta separazione tra “chi fa” e “chi controlla”. Si introducono nuovi strumenti statistici e matematici, in grado di razionalizzare l’esigenza di controllare rapidamente grandi volu-mi produttivi: nasce il controllo statistico della qualità fatto di carte di controllo e piani di campionamento.Fondamentalmente, la qualità continua a essere intesa come rilevazione e correzione dei difetti in stabilimento, ma si comincia a capire come l’affidabilità del prodotto sia uno dei parametri essenziali per il suo piazzamento sul mercato e come il costo per diminuire il livello di difettosità diventi molto più elevato (sia in termini di personale dedicato al con-trollo sia di riparazioni) quando ormai il prodotto è sul mercato. Si iniziano così a valutare e apprezzare i vantaggi del controllo di qualità.Nello stesso tempo, comincia a farsi strada un approccio diverso al cliente, più orientato verso il marketing: per esempio, si cerca di comprendere quali siano le esigenze e le per-cezioni degli utenti, in modo da poter rafforzare le caratteristiche maggiormente appetibili attraverso una progettazione più razionale e mirata.In questa atmosfera generale di ripensamento del prodotto si sviluppa il concetto di con-trollo di qualità sul prodotto (Product Quality Control), che va ad affiancare il controllo di processo.Il controllo di processo, verificando che il processo sia sempre sotto controllo, consente di ottenere un prodotto realizzato con caratteristiche quanto più simili possibile a quelle previste dal progetto.Il controllo di prodotto, dato per assodato che il prodotto sia stato realizzato in modo con-forme alle specifiche, verifica se risulta adatto alle esigenze del cliente.
16-5
16.2.4 Dal controllo di prodotto all’assicurazione di qualità
Negli anni ’70, la crescita dei volumi disponibili sul mercato continua inarrestabilmente, ma la domanda non aumenta in ugual misura. La qualità del prodotto diventa un argomento di vendita fondamentale: a un cliente che esige sempre di più il rispetto delle caratteristiche di prodotto denunciate dal fabbricante, in base alle quali il prodotto è stato scelto per l’acquisto, occorre rispondere con una qualità tangibile, legata cioè a ineccepibili caratteristiche dimen-sionali, estetiche, chimiche e fisiche del prodotto. Non è più sufficiente produrre con qualità per vendere, ma occorre garantire a priori non solo che il prodotto sia conforme alle specifi-che di progetto, ma anche che tali specifiche corrispondano alle concrete attese del cliente.Accanto a volumi produttivi crescenti e a costi industriali che vengono ulteriormente ridot-ti attraverso l’automazione e l’attenzione alla logistica, per produrre profitto è necessario introdurre nuovi concetti e strumenti di miglioramento della qualità:
• alla verifica finale di prodotto, selezione e riparazione si integrano le tecniche di pre-venzione delle difettosità;• la responsabilità sulla qualità non è più centralizzata, ma viene riallocata ai vari livelli a partire dalle singole unità produttive;• all’idea di qualità come corrispondenza alle specifiche si sostituisce quella di qualità come idoneità all’uso da parte del cliente/consumatore;• si sviluppa un sistema documentale di certificazione di qualità che sarà poi codificato nelle Norme ISO serie 9000.
Questo nuovo approccio alla qualità assume la forma di assicurazione di qualità (Quality Assurance): l’azienda non deve soltanto fare bene, ma deve anche assicurare a priori di saper far bene, rendendo chiaro sin da subito di quali strumenti si sia dotata per garantire il raggiungimento della propria mission di ricerca della qualità.La qualità da strumento tecnico, riservato a specialisti, diventa scelta strategica, affidata al management e diffuso in tutta l’azienda attraverso apposite figure che hanno più il compito di diffonderla piuttosto che di applicarne le tecniche in prima persona. Gli uomini della qualità, considerati nel passato come ispettori fiscali di intralcio alla fluidità della produzione e delle vendite, trovano in questi anni dei buoni alleati, specie negli uomini del reparto vendite.Dal punto di vista economico, quello che prima era un costo da sopportare diventa ora un costo imprescindibile, che conviene tentare di sfruttare come strumento per aumentare il fatturato e per ridurre le perdite.Un mercato sempre più esigente ha fatto lievitare i costi dovuti agli scarti e al personale di manutenzione: le aziende cominciano a verificare che la non-qualità comporta costi non trascurabili e che il binomio costi-qualità può essere una soluzione verso l’aumento della competitività aziendale.Ma per riuscire a garantire la qualità le aziende sviluppano metodi e tecniche in grado di valutare la qualità oggettiva del prodotto (per esempio, calcolando con rigore l’affidabilità tramite l’applicazione dei ratei di guasto), spostando definitivamente il proprio atteggia-mento da correttivo a preventivo.Poter prevedere il livello di qualità raggiunta da un prodotto consente di valutare a priori l’efficacia dell’adozione di provvedimenti preventivi, quali per esempio la revisione di

16-6
progetto (Design Review): modificare le specifiche di progetto per evitare che si verifichi un problema nel processo oppure nel prodotto.Tuttavia l’effetto più appariscente è il lancio sul mercato di un sistema di garanzia di prodotto: il cliente che acquista un prodotto difettoso può chiedere all’azienda di ripararlo o sostituirlo, grazie al fatto che le aziende ora sono in grado di stimare a priori i costi di garanzia e di assicurare tale servizio.
Fig. 16.2 - Linea di controllo della qualità del processo in Motorola Inc. (National Institute of Standards and Technology).
16.2.5 Un controllo totale della qualità
Negli anni ’80, il cliente/consumatore si trova finalmente immerso in una situazione di domanda inferiore all’offerta che rende il mercato più competitivo e spinge le aziende ver-so l’innovazione come strategia di sopravvivenza.L’acquirente può scegliere il prodotto che meglio si adatta alle proprie esigenze, anche basandosi su caratteristiche finora ritenute non fondamentali: personalizzazione del pro-dotto, estetica soggettiva, funzioni accessorie e altro ancora. Nasce quindi il concetto di qualità totale come strumento strategico di competitività, ovvero la soddisfazione di tutte le attese, tangibili e intangibili, del cliente.Mentre in precedenza la ricerca di qualità aveva un limite, sia pure teorico, costituito da “difetti pari a zero”, ora nella qualità totale verso il cliente non esiste limite, neppure teo-rico, poiché sarà sempre possibile immaginare qualche aggiunta in termini di prestazioni o di servizio che renda il prodotto più appetibile per il cliente. Ecco allora che le aziende enfatizzano l’innovazione di prodotto per battere la concorrenza su qualche extra che renda il loro prodotto più appetibile nell’ambito della stessa gamma di prezzi.La qualità prende la forma di controllo totale della qualità (Total Quality Control), intesa come l’adozione di strumenti orientati al miglioramento di qualità già a partire dalla fase di progettazione, per continuare durante tutta la fase del processo, per proseguire nella
16-7
consegna e utilizzo del bene da parte del cliente con servizi di garanzia, assistenza e manutenzione.Diventa quindi fondamentale riuscire a effettuare un’analisi di costo del prodotto (Life Cicle Cost) lungo tutte le sue fasi di vita, agendo in quegli stadi in cui un intervento condu-ce al massimo risultato qualitativo.La qualità deve essere contenuta già dentro alle specifiche di progetto, per esempio adot-tando tecniche di progettazione “ad accettazione di danno” oppure introducendo ridondan-ze nei sistemi.A livello di processo, il concetto di qualità viene esteso a tutta la filiale produttiva e si richiede ai fornitori di garantire in modo autonomo la qualità dei componenti e delle lavo-razioni attraverso prove di qualità mirate e la successiva adozione di sistemi per la certifi-cazione di qualità. L’assicurazione di qualità è ora accompagnata da accordi e contratti con responsabilità stringenti e ben dettagliate.Sul fronte della qualità di prodotto, grandi sforzi sono fatti per aumentare la controllabilità (Testability) dei componenti, in particolare con una strategia ad hoc per l’eliminazione dei fastidiosissimi guasti infantili o mediante l’introduzione di sistemi di autodiagnosi.Ma questo approccio integrato non sarebbe completo se non prevedesse un feedback posi-tivo: si accentuano così gli studi dell’interfaccia uomo-prodotto, in modo da prevedere al meglio le richieste sul prodotto e limitare le situazioni in cui il prodotto sia utilizzato non propriamente. Grazie a questi studi si dispone di ulteriori informazioni per guidare la fase di progetto e processo del bene.
16.2.6 Verso la gestione completa della qualità
Ma raggiungere obbiettivi di qualità totale per il cliente, in una situazione di competitività esasperata, richiede un profondo cambiamento interno che comporta il ripensamento com-pleto del modo di produrre e di fare industria in quella che viene definita gestione totale della qualità (Total Quality Management).La qualità, da uno degli strumenti strategici per fare profitto, diventa lo strumento strate-gico, in quanto volumi, costi, fatturato ne diventano dipendenti. Della gestione totale della qualità fa parte, evidentemente, la capacità di dimensionare correttamente le risorse pro-duttive e quindi i volumi prodotti rispetto alle attese quantitative complessive del mercato dell’azienda; a tale corretto dimensionamento sono legati i costi industriali che, d’altra par-te, sono legati ad altri aspetti del Total Quality Management, quali la capacità di progettare prodotti coerentemente alla capacità di processo dell’azienda, di acquistare nei tempi, nei costi e nelle quantità corrispondenti alle esigenze dei reparti produttivi, ma anche a quelle dei fornitori e così via. Dal punto di vista economico gli strumenti di monitoraggio del Total Quality Management tendono a coincidere sempre più con gli strumenti di gestione dell’azienda intera: poiché l’obiettivo primario di fare profitto non è cambiato, gli indica-tori di risultato del total quality management saranno fondamentalmente degli indicatori di tipo economico.Tra gli strumenti più raffinati di gestione della qualità trovano successo le tecniche di mini-mizzazione della varianza (ANOVA), la progettazione degli esperimenti di controllo (DoE) e le metodologie di consolidamento delle fasi progettuali (Robust Design).
16-8
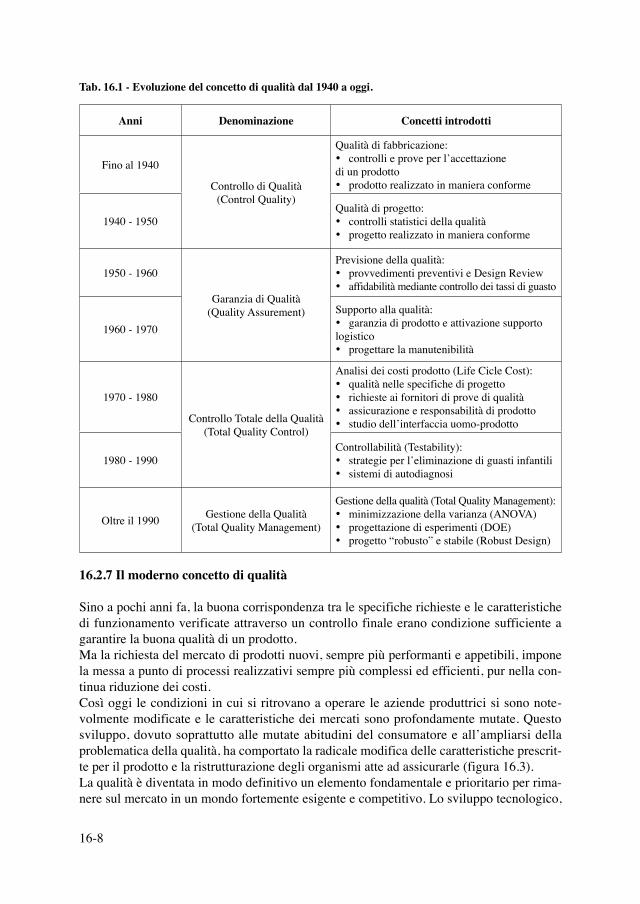
Tab. 16.1 - Evoluzione del concetto di qualità dal 1940 a oggi.
Anni Denominazione Concetti introdotti
Fino al 1940
Controllo di Qualità (Control Quality)
Qualità di fabbricazione:• controlli e prove per l’accettazione di un prodotto• prodotto realizzato in maniera conforme
1940 - 1950Qualità di progetto:• controlli statistici della qualità• progetto realizzato in maniera conforme
1950 - 1960
Garanzia di Qualità(Quality Assurement)
Previsione della qualità:• provvedimenti preventivi e Design Review• affidabilità mediante controllo dei tassi di guasto
1960 - 1970
Supporto alla qualità:• garanzia di prodotto e attivazione supporto logistico• progettare la manutenibilità
1970 - 1980
Controllo Totale della Qualità(Total Quality Control)
Analisi dei costi prodotto (Life Cicle Cost):• qualità nelle specifiche di progetto• richieste ai fornitori di prove di qualità• assicurazione e responsabilità di prodotto• studio dell’interfaccia uomo-prodotto
1980 - 1990Controllabilità (Testability):• strategie per l’eliminazione di guasti infantili • sistemi di autodiagnosi
Oltre il 1990 Gestione della Qualità(Total Quality Management)
Gestione della qualità (Total Quality Management):• minimizzazione della varianza (ANOVA)• progettazione di esperimenti (DOE)• progetto “robusto” e stabile (Robust Design)
16.2.7 Il moderno concetto di qualità
Sino a pochi anni fa, la buona corrispondenza tra le specifiche richieste e le caratteristiche di funzionamento verificate attraverso un controllo finale erano condizione sufficiente a garantire la buona qualità di un prodotto. Ma la richiesta del mercato di prodotti nuovi, sempre più performanti e appetibili, impone la messa a punto di processi realizzativi sempre più complessi ed efficienti, pur nella con-tinua riduzione dei costi.Così oggi le condizioni in cui si ritrovano a operare le aziende produttrici si sono note-volmente modificate e le caratteristiche dei mercati sono profondamente mutate. Questo sviluppo, dovuto soprattutto alle mutate abitudini del consumatore e all’ampliarsi della problematica della qualità, ha comportato la radicale modifica delle caratteristiche prescrit-te per il prodotto e la ristrutturazione degli organismi atte ad assicurarle (figura 16.3).La qualità è diventata in modo definitivo un elemento fondamentale e prioritario per rima-nere sul mercato in un mondo fortemente esigente e competitivo. Lo sviluppo tecnologico,
16-9
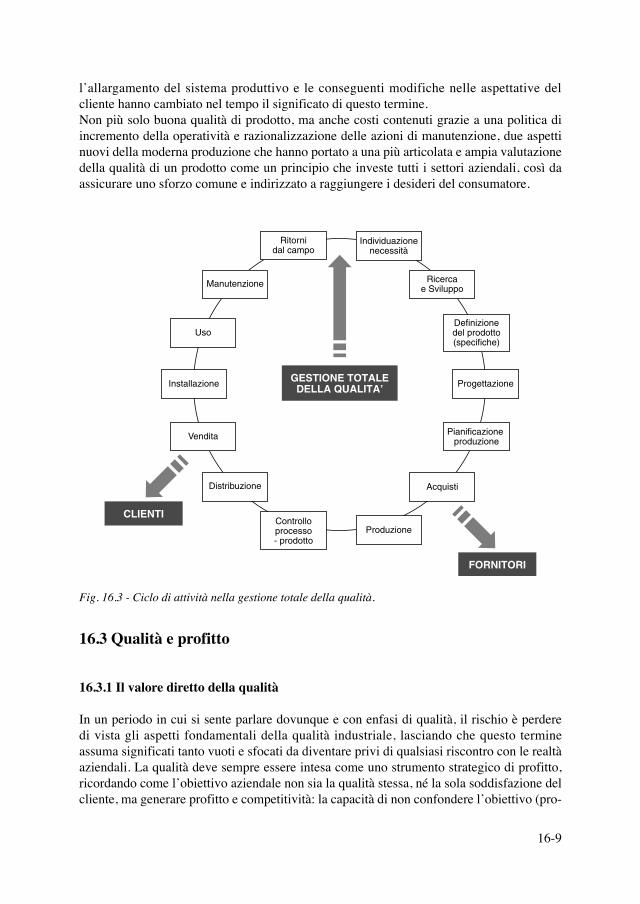
l’allargamento del sistema produttivo e le conseguenti modifiche nelle aspettative del cliente hanno cambiato nel tempo il significato di questo termine.Non più solo buona qualità di prodotto, ma anche costi contenuti grazie a una politica di incremento della operatività e razionalizzazione delle azioni di manutenzione, due aspetti nuovi della moderna produzione che hanno portato a una più articolata e ampia valutazione della qualità di un prodotto come un principio che investe tutti i settori aziendali, così da assicurare uno sforzo comune e indirizzato a raggiungere i desideri del consumatore.
GESTIONE TOTALEDELLA QUALITA’
Individuazionenecessità
Manutenzione
Ritornidal campo
Ricercae Sviluppo
UsoDefinizionedel prodotto(specifiche)
Installazione Progettazione
Pianificazione produzione
Acquisti
ProduzioneControlloprocesso- prodotto
Distribuzione
Vendita
CLIENTI
FORNITORI
Fig. 16.3 - Ciclo di attività nella gestione totale della qualità.
16.3 Qualità e profitto
16.3.1 Il valore diretto della qualità
In un periodo in cui si sente parlare dovunque e con enfasi di qualità, il rischio è perdere di vista gli aspetti fondamentali della qualità industriale, lasciando che questo termine assuma significati tanto vuoti e sfocati da diventare privi di qualsiasi riscontro con le realtà aziendali. La qualità deve sempre essere intesa come uno strumento strategico di profitto, ricordando come l’obiettivo aziendale non sia la qualità stessa, né la sola soddisfazione del cliente, ma generare profitto e competitività: la capacità di non confondere l’obiettivo (pro-
16-10
fitto) con gli strumenti per raggiungerlo (qualità, soddisfazione del cliente ecc.) consente di agire con più efficienza ottenendo i migliori risultati:
• in produzione (scarti di lavorazione/rilavorazione, fermi macchina per guasti o man-canza di materie prime, prodotti scartati al collaudo ed eccessivo uso di lubrificanti);• in progettazione (ordini di variazioni dovuti a errori, errori di progettazione e ritardi di emissioni che generano costi superflui);• negli acquisti (ordini di variazioni dovuti a errori, ritardi nel ricevimento dei materiali e descrizione incompleta dei materiali).
Il documento promozionale per la Campagna Nazionale della Qualità negli Stati Uniti (1985) riporta una stima della spesa causata alle aziende americane da un basso livello di qualità dei loro prodotti o servizi, valutata intorno al 15-30% del fatturato contro il 5-10% delle aziende giapponesi: un dato molto chiaro, che rende evidente il valore strategico della gestione della qualità.
16.3.2 Il valore indiretto della qualità
Quando la direzione di un’azienda deve prendere una qualsiasi decisione imprenditoriale importante trova davanti a sé problemi di natura essenzialmente economica: infatti, doven-do sostenere un certo impegno finanziario, dovrà accertarsi che esistano fondate possibilità di ritorno sull’investimento.Ma da vari anni, ogni azienda si rende conto di come non potrà essere effettuata alcuna scelta sensata senza tenere in considerazione le conseguenze che tali decisioni hanno sul soddisfacimento del cliente e sulla propria immagine sul mercato. L’azienda pertanto avverte chiaramente la necessità di analizzare i costi e i benefici derivanti dal maggior livello di qualità dei suoi prodotti, ma investire in qualità comporta alzare con certezza i costi immediati a fronte di vantaggi incerti o indiretti quali:
• incremento nel volume delle vendite;• prezzo di vendita più alto dovuto alla maggior qualità espressa dal prodotto o percepita dal consumatore;• miglioramento dell’immagine commerciale dell’azienda sul mercato.
In definitiva, all’interno di una strategia aziendale che vuole essere moderna e vincente, non è possibile tralasciare la pianificazione, l’analisi e il controllo della qualità, che si rivelano sempre più strumenti di miglioramento della situazione finanziaria, in termini di bilancio e profitti. Infatti il miglioramento della qualità (specie se ben armonizzato con il resto delle attività aziendali) di solito porta a una crescita di fatturato e di posizione com-petitiva aziendale e di riduzione dei costi di produzione; ma questi risultati sono possibili sono a fronte di un investimento iniziale apparentemente perdente perché incentrato sul solo incremento di costi.
16.3.3 Costi della qualità
Tutte le organizzazioni aziendali fanno uso del controllo finanziario, che comporta il con-fronto tra costi effettivi e budget, l’analisi degli scostamenti e l’adozione di conseguenti
16-11
azioni correttive. In genere questi controlli vengono effettuati a livello di area funzionale aziendale e per molti anni non è stato fatto nessuno sforzo indirizzato alla valutazione contabile della funzione di qualità. Tuttavia, a partire dagli anni ’50, molte imprese hanno cominciato a valutare i costi associati alla qualità. Questi appartengono a quella categoria di costi associati alla produzione, identificazione e riparazione dei prodotti che non soddi-sfano i requisiti di qualità. I motivi per cui questi costi devono essere esplicitamente consi-derati in un’organizzazione sono i seguenti:
• l’aumento dei costi legati alla qualità, che deriva dall’aumento della complessità dei processi produttivi associati alle innovazioni tecnologiche;• l’aumento dei costi affrontati durante il ciclo di vita di un prodotto, che includono manutenzione, pezzi di ricambio e costi legati alla difettosità;• la necessità che i tecnici della qualità traducano in termini comprensibili al top manage-ment (in termini di denaro) i costi legati alla qualità.
Per le aziende che operano in mercati con manifesti segni di saturazione, la diminuzione dei costi legati alla qualità rappresenta una concreta possibilità per ridurre molti oneri indu-striali e ciò, in definitiva, determina un aumento dell’utile anche in mancanza di un’espan-sione produttiva.Come risultato, i costi della qualità hanno assunto sempre più spesso la connotazione di strumento finanziario, permettendo di identificare le opportunità di riduzione.La dimensione dei costi derivanti dalla qualità dipende ovviamente dal tipo di organizza-zione considerata e dal successo degli sforzi indirizzati al miglioramento della qualità. In alcune realtà, i costi della qualità ammontano al 4% o 5% del venduto, mentre in altre pos-sono raggiungere i livelli elevati del 35% o 40%. Tali costi possono poi variare da azienda a azienda, tuttavia spesso i costi della qualità sono più alti del necessario e il management dovrebbe intervenire per la loro riduzione.L’utilità derivante dall’eliminazione dei costi di qualità risiede nell’effetto leva: il denaro investito nella prevenzione ha un ritorno economico che si estrinseca nella riduzione del denaro necessario a gestire le non conformità interne ed esterne.Si possono considerare quattro categorie di costo legate alla qualità: costi di prevenzione, costi di validazione e costi derivanti da malfunzionamenti interni ed esterni.
16.3.3.1 Costi di prevenzione
Sono i costi associati agli sforzi indirizzati, in fase di progettazione e di produzione, a prevenire le non conformità. In altre parole, i costi di prevenzione sono legati all’intento di fare le cose bene sin dall’inizio.Le sottocategorie più importanti sono:
• pianificazione e ingegnerizzazione della qualità;• revisione dei nuovi prodotti;• progetto di prodotto/processo;• controllo di processo;• test di affidabilità;• formazione; • acquisizione e analisi dei dati di qualità.
16-12
16.3.3.2 Costi di validazione
Sono i costi associati alla misurazione, valutazione e controllo interno del sistema dei pro-dotti, componenti e materie prime, per assicurare la conformità degli standard fissati. Que-sti costi si presentano quando si deve valutare un prodotto dal punto di vista della qualità. Le sottocategorie sono le seguenti:
• ispezione e valutazione del materiale in arrivo;• ispezione e valutazione di prodotto;• materiali e servizi consumati;• manutenzione della sicurezza delle attrezzature di prova.
16.3.3.3 Costi di malfunzionamento
Questi costi derivano da tutte le deficienze qualitative rilevate sul prodotto all’interno dell’azienda o che si manifestano durante l’utilizzazione da parte del cliente. Di solito ven-gono separati gli insuccessi interni da quelli esterni in quanto questi ultimi comportano, per uno stesso difetto, oneri economici molto diversi. I malfunzionamenti interni intervengono quando i prodotti, i materiali e i servizi non soddisfano il livello di qualità richiesto e il difetto viene scoperto prima che il prodotto sia inviato alla clientela. Si tratta di costi nulli in caso di assenza di pezzi difettosi. Le maggiori sottocategorie sono le seguenti:
• scarto;• ripetizione delle lavorazioni;• ripetizione dei test;• analisi da malfunzionamento;• fermo macchina;• perdite di produzione;• declassamento.
I costi di malfunzionamento esterno insorgono quando un prodotto non soddisfacente è inviato al consumatore. Anche questi sono costi nulli se la produzione non presenta difetto-sità. Alcune sottocategorie sono le seguenti:
• gestione dei reclami;• costi di assicurazione;• costo dei resi di materiale, di eventuali bonifici o indennizzi;• costo delle sostituzioni di particolari o dei difetti riparati sui prodotti in garanzia (inclu-dendo lavoro e materiale aggiunto);• costo delle modifiche di assistenza clienti dovute a errori di progettazione o di fabbricazione;• costi per responsabilità di prodotto;• costi indiretti.
16.4 L’applicazione dei concetti di qualità
Ricordando che la definizione moderna del termine qualità si basa sul presupposto che beni e servizi devono soddisfare le richieste di coloro che li utilizzano, la qualità di un
16-13
prodotto può essere valutata secondo diversi aspetti operativi, come propone Garvin (1987) nel suo elenco delle otto componenti essenziali:
• prestazione;• affidabilità;• durata;• manutenibilità;• aspetti formali;• funzionalità;• livello di qualità percepito;• conformità alle normative.
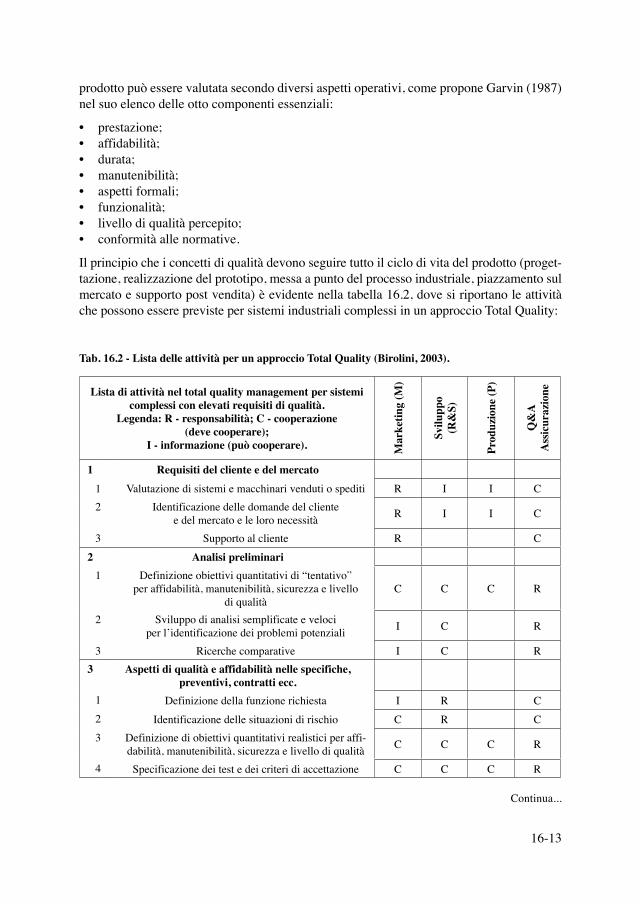
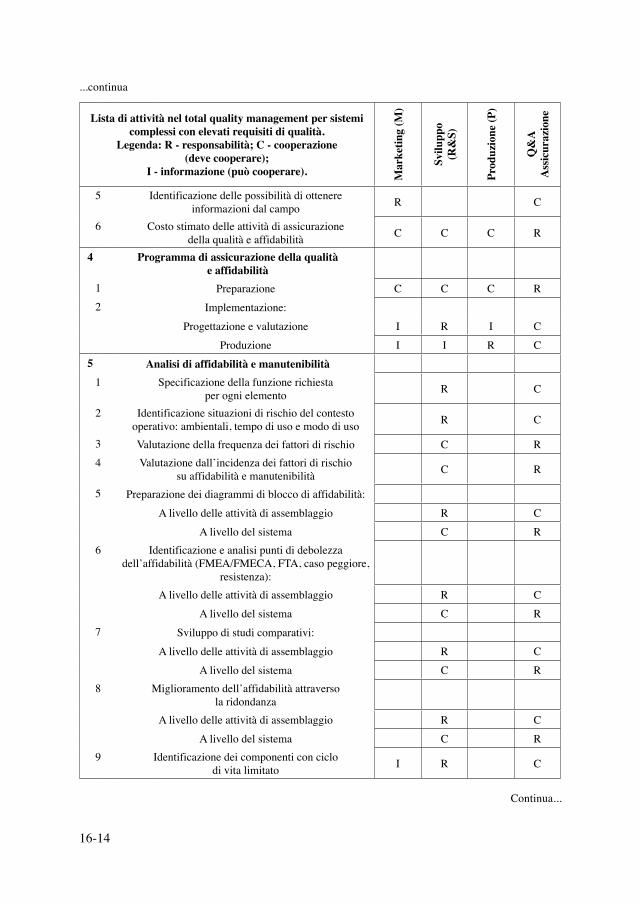
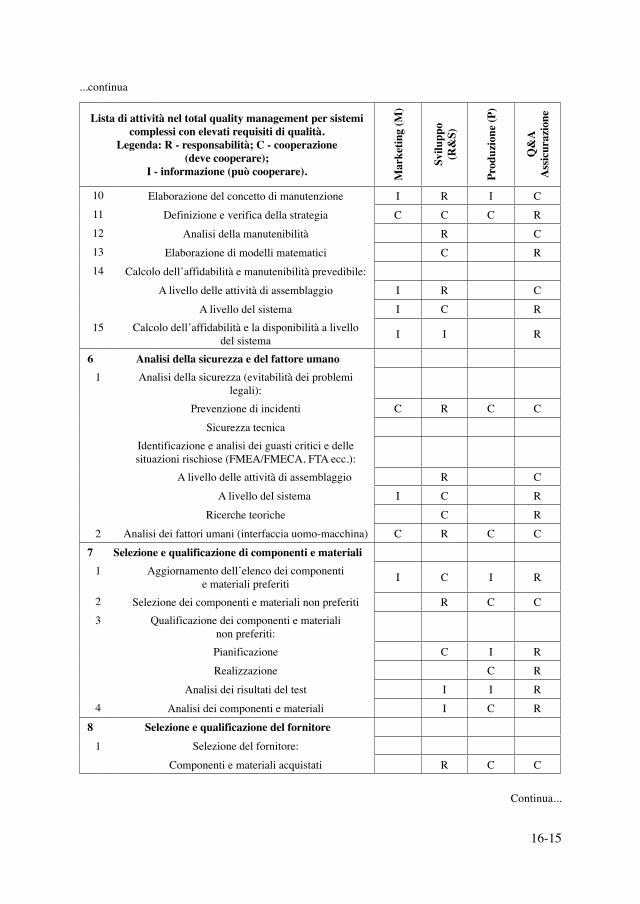
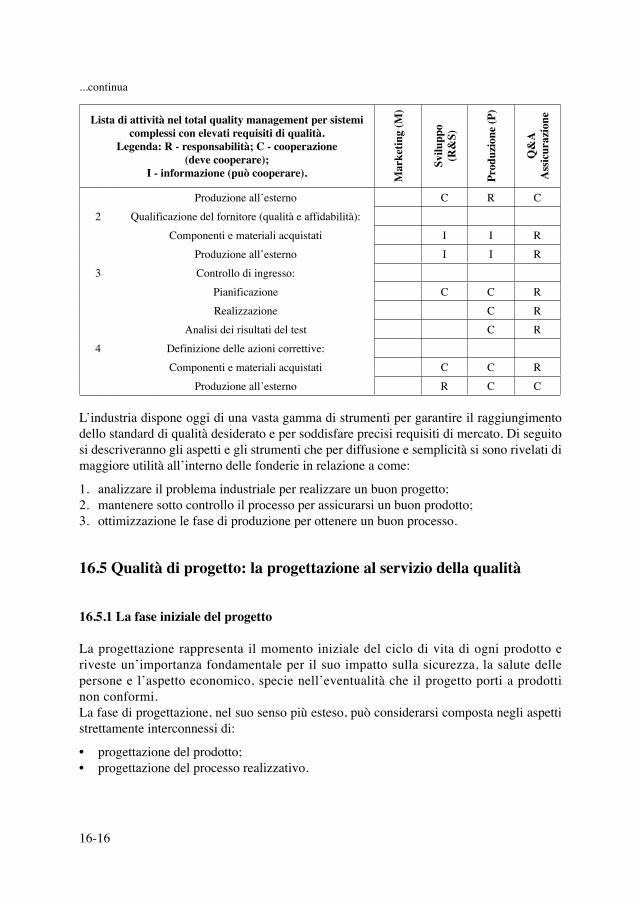
Il principio che i concetti di qualità devono seguire tutto il ciclo di vita del prodotto (proget-tazione, realizzazione del prototipo, messa a punto del processo industriale, piazzamento sul mercato e supporto post vendita) è evidente nella tabella 16.2, dove si riportano le attività che possono essere previste per sistemi industriali complessi in un approccio Total Quality:
Tab. 16.2 - Lista delle attività per un approccio Total Quality (Birolini, 2003).
Lista di attività nel total quality management per sistemi complessi con elevati requisiti di qualità.
Legenda: R - responsabilità; C - cooperazione (deve cooperare);
I - informazione (può cooperare). Mar
ketin
g (M
)
Svilu
ppo
(R&
S)
Prod
uzio
ne (P
)
Q&
A A
ssic
uraz
ione
1 Requisiti del cliente e del mercato1 Valutazione di sistemi e macchinari venduti o spediti R I I C2 Identificazione delle domande del cliente
e del mercato e le loro necessità R I I C
3 Supporto al cliente R C
2 Analisi preliminari1 Definizione obiettivi quantitativi di “tentativo”
per affidabilità, manutenibilità, sicurezza e livello di qualità
C C C R
2 Sviluppo di analisi semplificate e veloci per l’identificazione dei problemi potenziali I C R
3 Ricerche comparative I C R3 Aspetti di qualità e affidabilità nelle specifiche,
preventivi, contratti ecc. 1 Definizione della funzione richiesta I R C2 Identificazione delle situazioni di rischio C R C3 Definizione di obiettivi quantitativi realistici per affi-
dabilità, manutenibilità, sicurezza e livello di qualità C C C R
4 Specificazione dei test e dei criteri di accettazione C C C R
Continua...
16-14
Lista di attività nel total quality management per sistemi complessi con elevati requisiti di qualità.
Legenda: R - responsabilità; C - cooperazione (deve cooperare);
I - informazione (può cooperare). Mar
ketin
g (M
)
Svilu
ppo
(R&
S)
Prod
uzio
ne (P
)
Q&
A A
ssic
uraz
ione
5 Identificazione delle possibilità di ottenere informazioni dal campo R C
6 Costo stimato delle attività di assicurazione della qualità e affidabilità C C C R
4 Programma di assicurazione della qualità e affidabilità
1 Preparazione C C C R2 Implementazione:
Progettazione e valutazione I R I C
Produzione I I R C5 Analisi di affidabilità e manutenibilità
1 Specificazione della funzione richiesta per ogni elemento R C
2 Identificazione situazioni di rischio del contesto operativo: ambientali, tempo di uso e modo di uso R C
3 Valutazione della frequenza dei fattori di rischio C R4 Valutazione dall’incidenza dei fattori di rischio
su affidabilità e manutenibilità C R
5 Preparazione dei diagrammi di blocco di affidabilità:
A livello delle attività di assemblaggio R C
A livello del sistema C R6 Identificazione e analisi punti di debolezza
dell’affidabilità (FMEA/FMECA, FTA, caso peggiore, resistenza):
A livello delle attività di assemblaggio R C
A livello del sistema C R7 Sviluppo di studi comparativi:
A livello delle attività di assemblaggio R C
A livello del sistema C R8 Miglioramento dell’affidabilità attraverso
la ridondanzaA livello delle attività di assemblaggio R C
A livello del sistema C R9 Identificazione dei componenti con ciclo
di vita limitato I R C
...continua
Continua...
16-15
Lista di attività nel total quality management per sistemi complessi con elevati requisiti di qualità.
Legenda: R - responsabilità; C - cooperazione (deve cooperare);
I - informazione (può cooperare). Mar
ketin
g (M
)
Svilu
ppo
(R&
S)
Prod
uzio
ne (P
)
Q&
A A
ssic
uraz
ione
10 Elaborazione del concetto di manutenzione I R I C11 Definizione e verifica della strategia C C C R12 Analisi della manutenibilità R C13 Elaborazione di modelli matematici C R14 Calcolo dell’affidabilità e manutenibilità prevedibile:
A livello delle attività di assemblaggio I R C
A livello del sistema I C R15 Calcolo dell’affidabilità e la disponibilità a livello
del sistema I I R
6 Analisi della sicurezza e del fattore umano1 Analisi della sicurezza (evitabilità dei problemi
legali):Prevenzione di incidenti C R C C
Sicurezza tecnicaIdentificazione e analisi dei guasti critici e delle situazioni rischiose (FMEA/FMECA, FTA ecc.):
A livello delle attività di assemblaggio R C
A livello del sistema I C R
Ricerche teoriche C R
2 Analisi dei fattori umani (interfaccia uomo-macchina) C R C C
7 Selezione e qualificazione di componenti e materiali1 Aggiornamento dell’elenco dei componenti
e materiali preferiti I C I R
2 Selezione dei componenti e materiali non preferiti R C C3 Qualificazione dei componenti e materiali
non preferiti:Pianificazione C I R
Realizzazione C R
Analisi dei risultati del test I I R4 Analisi dei componenti e materiali I C R
8 Selezione e qualificazione del fornitore1 Selezione del fornitore:
Componenti e materiali acquistati R C C
...continua
Continua...
16-16
Lista di attività nel total quality management per sistemi complessi con elevati requisiti di qualità.
Legenda: R - responsabilità; C - cooperazione (deve cooperare);
I - informazione (può cooperare). Mar
ketin
g (M
)
Svilu
ppo
(R&
S)
Prod
uzio
ne (P
)
Q&
A A
ssic
uraz
ione
Produzione all’esterno C R C
2 Qualificazione del fornitore (qualità e affidabilità):
Componenti e materiali acquistati I I R
Produzione all’esterno I I R
3 Controllo di ingresso:
Pianificazione C C R
Realizzazione C R
Analisi dei risultati del test C R
4 Definizione delle azioni correttive:
Componenti e materiali acquistati C C R
Produzione all’esterno R C C
L’industria dispone oggi di una vasta gamma di strumenti per garantire il raggiungimento dello standard di qualità desiderato e per soddisfare precisi requisiti di mercato. Di seguito si descriveranno gli aspetti e gli strumenti che per diffusione e semplicità si sono rivelati di maggiore utilità all’interno delle fonderie in relazione a come:
1. analizzare il problema industriale per realizzare un buon progetto;2. mantenere sotto controllo il processo per assicurarsi un buon prodotto;3. ottimizzazione le fase di produzione per ottenere un buon processo.
16.5 Qualità di progetto: la progettazione al servizio della qualità
16.5.1 La fase iniziale del progetto
La progettazione rappresenta il momento iniziale del ciclo di vita di ogni prodotto e riveste un’importanza fondamentale per il suo impatto sulla sicurezza, la salute delle persone e l’aspetto economico, specie nell’eventualità che il progetto porti a prodotti non conformi.La fase di progettazione, nel suo senso più esteso, può considerarsi composta negli aspetti strettamente interconnessi di:
• progettazione del prodotto;• progettazione del processo realizzativo.
...continua
16-17
Il primo compito della progettazione di un prodotto è trasformare in specifiche tecniche tutte i requisiti, le informazioni inerenti al prodotto provenienti dall’area della produzione, dalla progettazione, dal marketing, dal servizio legale, dal packaging, dagli esperti della sicurezza e così via:
1. il marketing e l’ufficio legale identificano le regolamentazioni e le normative nazionali e internazionali che il prodotto deve rispettare;2. il marketing identifica le esigenze del cliente, l’uso che egli farà del prodotto e le con-dizioni ambientali in cui verrà utilizzato per permettere, in tal modo, una progettazione che possa garantire sicurezza e affidabilità e la preparazione di istruzioni con cui dotare il prodotto;3. l’area progettazione identifica standard tecnici e vincoli che possono limitare la realiz-zazione del progetto;4. il servizio legale raccoglie informazioni su casi giudiziari che coinvolgono o potreb-bero coinvolgere la ditta in questione o le sue concorrenti e che potrebbero influenzare la progettazione;5. i prodotti e le serie precedenti dovrebbero essere controllati per evitare il ripetersi di errori;6. durante la fase di studio vengono valutate diverse alternative per la configurazione del prodotto;7. per rispettare un certo grado di sicurezza e qualità, il progettista studia singolarmente i diversi componenti critici;8. assumono un’importanza non trascurabile le ispezioni durante la produzione e le moda-lità di imballaggio, di movimento e di trasporto del prodotto finito e la preparazione della documentazione per l’utilizzo interno o da parte di terzi.
In particolare si desidera:
• definire piani di lavoro chiari per ciascuna attività di progettazione e sviluppo;• gestire e organizzare i diversi gruppi coinvolti nella progettazione;• valutare come la progettazione soddisfi i requisiti dell’utilizzatore;• identificare e documentare ogni operazione di progettazione.
Il team di progettazione, attraverso una serie di metodologie, tra cui la revisione di progetto (Design Review), ricopre un ruolo fondamentale nell’effettuare un’analisi di prodotto con lo scopo di verificare se le sue caratteristiche soddisfano le esigenze funzionali, assicurare prestazioni sicure e prevenire difetti durante l’uso:
• le prestazioni;• la sicurezza;• l’affidabilità;• l’ingegnerizzazione e lo sviluppo;• la produzione;• la manutenibilità;• l’assistenza tecnica;• gli effetti sull’ambiente;• il fattore umano;
16-18
• l’imballaggio;• il trasporto;• l’installazione;• l’uso;• l’assicurazione e gli aspetti legali.
Il punto successivo è definire quante revisioni del progetto sono necessarie per arrivare a un risultato ottimale. Secondo un buon compromesso, si possono prevedere almeno tre revisioni (preliminare, intermedia e finale), che esamineranno i seguenti aspetti:
• esistenza o meno di componenti critici;• analisi del rischio;• usi e abusi del prodotto;• considerazioni sulle reazioni e sui comportamenti che hanno o potrebbero avere alcune persone definibili come utilizzatori non esperti (bambini, anziani, altri);• impatto sull’ambiente;• reazione del prodotto a fattori esterni come la temperatura, l’umidità, le vibrazioni e il trasporto.
16.5.2 Sviluppo di funzioni di qualità (QFD)
Una metodologia molto diffusa per definire le esigenze di funzionalità richieste dal cliente è lo Sviluppo di Funzioni di Qualità (Quality Function Deployment o QFD), che converte le esigenze del cliente in caratteristiche di qualità misurabili di ogni componente o parte del processo. Questo metodo permette di focalizzare lo sviluppo di prodotto sulle vere neces-sità ed esigenze dell’utilizzatore, chiarendo i requisiti tecnici che il prodotto deve avere. In questo modo la figura del cliente può intervenire durante la progettazione fin dalle prime fasi, per ottimizzare l’aderenza delle caratteristiche del prodotto alle sue esigenze.In generale si possono identificare le seguenti tipologie di clienti:
• clienti interni: componenti delle diverse funzioni aziendali che si trovano a valle della fase di progettazione nel ciclo di produzione;• clienti intermedi: distributori o intermediari che acquistano il prodotto per rivenderlo; possono avere particolari esigenze dovute alla loro attività e fornire informazioni sulle esi-genze dei loro clienti;• clienti esterni: sono gli utilizzatori finali del prodotto oppure i consumatori, se si tratta di prodotto di consumo; i loro bisogni dovrebbero essere considerati i più importanti.
Le esigenze del cliente possono invece essere suddivise in quattro categorie:
• bisogni attesi: caratteristiche attese che sono generalmente inespresse perché il cliente sottintende che esistano;• bisogni espressi: caratteristiche specifiche che, in generale, un cliente richiede in modo esplicito a un prodotto;• bisogni inespressi: caratteristiche del prodotto che il cliente non richiede espressamente perché si tratta di esigenze latenti;• bisogni eccitanti: caratteristiche del prodotto che il cliente non si attende e permettono di differenziare il prodotto dalla concorrenza.
16-19
I punti salienti del metodo sono:
1. documentare l’ambiente dove il prodotto viene usato (per esplicitare in modo corretto le esigenze espresse e non espresse del potenziale utilizzatore del prodotto);2. organizzare una sintesi delle esigenze;3. valutare l’importanza delle esigenze;4. dare una risposta tecnica, formulando una specifica corretta e completa.
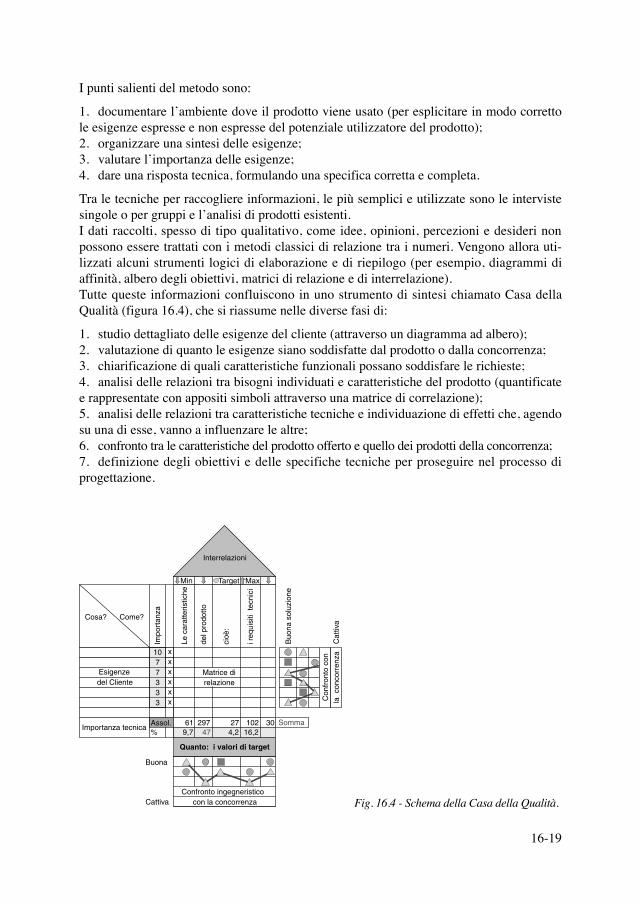
Tra le tecniche per raccogliere informazioni, le più semplici e utilizzate sono le interviste singole o per gruppi e l’analisi di prodotti esistenti.I dati raccolti, spesso di tipo qualitativo, come idee, opinioni, percezioni e desideri non possono essere trattati con i metodi classici di relazione tra i numeri. Vengono allora uti-lizzati alcuni strumenti logici di elaborazione e di riepilogo (per esempio, diagrammi di affinità, albero degli obiettivi, matrici di relazione e di interrelazione).Tutte queste informazioni confluiscono in uno strumento di sintesi chiamato Casa della Qualità (figura 16.4), che si riassume nelle diverse fasi di:
1. studio dettagliato delle esigenze del cliente (attraverso un diagramma ad albero);2. valutazione di quanto le esigenze siano soddisfatte dal prodotto o dalla concorrenza;3. chiarificazione di quali caratteristiche funzionali possano soddisfare le richieste;4. analisi delle relazioni tra bisogni individuati e caratteristiche del prodotto (quantificate e rappresentate con appositi simboli attraverso una matrice di correlazione);5. analisi delle relazioni tra caratteristiche tecniche e individuazione di effetti che, agendo su una di esse, vanno a influenzare le altre;6. confronto tra le caratteristiche del prodotto offerto e quello dei prodotti della concorrenza;7. definizione degli obiettivi e delle specifiche tecniche per proseguire nel processo di progettazione.
del p
rodo
tto
i req
uisi
ti te
cnic
i
Le c
arat
teris
tiche
cioè
:
Impo
rtan
za
Con
fron
to c
onla
con
corr
enza
Quanto: i valori di target
Buona
Cattiva Confronto ingegneristico
con la concorrenza
61 297 27 102 30 Somma% 9,7 47 4,2 16,2
Importanza tecnicaAssol.
Matrice direlazione
Esigenzedel Cliente
Buo
na s
oluz
ione
Cat
tiva
Cosa? Come?
Interrelazioni
Min Target Max
10 x7 x7 x3 x3 x3 x
Fig. 16.4 - Schema della Casa della Qualità.
16-20
16.5.3 L’Ingegneria Simultanea
Per Ingegneria Simultanea (Simultaneous Engineering) si intende il contemporaneo svilup-po del prodotto e del processo produttivo con l’aiuto di team interfunzionali che compren-dono anche i fornitori di componenti e sistemi di produzione; esso si propone di ridurre i tempi che intercorrono tra la concezione del prodotto, la sua realizzazione e il lancio sul mercato (Time to Market), considerando le esigenze dei clienti e assicurando la massima qualità al minimo costo.Tale approccio si basa sull’integrazione dell’Ingegneria Simultanea con lo Sviluppo di Funzioni di Qualità (QFD). Senza entrare nel dettaglio, si elencano le tecniche più cono-sciute che generalmente concorrono all’Ingegneria Simultanea:
• Design Of Experiments (DOE);• Design For Manufacturing (DFM);• Design For Assembling (DFA);• Design Review (DR);• Process Review (PR);• FMEA/FMECA/FTA;• Value Analysis (VA).
16.6 Quando qualità vuol dire sicurezza
16.6.1 Valutazione del rischio durante l’attività di progettazione
La prevenzione di eventi indesiderati nel campo ingegneristico si effettua con tecniche analitico-investigative che, concentrandosi sul prodotto fisico ma considerando anche tutte le informazioni e i risultati dei test in possesso dall’azienda, arrivano a una progettazione per la sicurezza.Lo scopo principale è identificare parti, componenti e condizioni per cui il prodotto o il sistema potrebbero danneggiare i loro utilizzatori o i loro beni.È quindi necessario determinare il rischio rispondendo a specifiche domande:
• cosa può succedere?• come è possibile che questo accada?• che probabilità c’è che questo si verifichi?• quali possono essere le conseguenze?• come è possibile prevenire?
I metodi di analisi del rischio si basano sulle probabilità che un evento accada, quindi su ipotesi di tipo probabilistico che ne definiscono gli stessi limiti di applicabilità. Pertanto è utile che tutte le competenze si integrino per migliorare le previsioni. Il particolare metodo utilizzato viene scelto dal progettista in base alle informazioni sui rischi a sua disposizione e la valutazione del rischio associato a un prodotto è soggetta alla corretta definizione della fonte del pericolo.
16-21
16.6.2 Analisi preliminare del pericolo
La prima fase, l’analisi preliminare del rischio, ha lo scopo di:
• identificare i pericoli;• determinare gli effetti di tali pericoli;• individuare le aree o le configurazioni relative alla sicurezza;• pianificare un programma di sicurezza;• predisporre un elenco di priorità in fatto di sicurezza;• identificare la necessità di ulteriori approfondimenti.
Durante questa analisi preliminare dei pericoli le informazioni sul progetto sono ancora limitate, perciò generalmente si approfondiscono questi aspetti di base:
• revisione di fatti noti, di esperienze vissute su prodotti o sistemi similari;• revisione delle esigenze funzionali del prodotto e delle eventuali esigenze ambientali;• individuazione dei pericoli primari che potrebbero causare lesioni, danni materiali o perdite di funzionalità;• individuazione di cause innescanti o contributive di pericoli primari;• revisione dei dispositivi e delle misure di sicurezza per eliminare, contenere, ridurre e controllare i pericoli compatibilmente con le esigenze di funzionamento del prodotto;• analisi dei metodi migliori per limitare i danni in caso di perdite di controllo dei pericoli.
Questa fase non identifica esattamente i pericoli, ma deve spingere l’esaminatore a interes-sarsi di tutti gli aspetti che coinvolgono la sicurezza del prodotto, arrivando a una tabula-zione dei risultati con le seguenti notazioni:
• pericolo;• causa;• effetto;• classificazione del pericolo;• misure preventive.
Una volta terminata questa analisi sommaria e preliminare si deve passare a una più attenta e rigorosa valutazione del pericolo attraverso altre tecniche e studi.
16.6.3 Analisi delle criticità (FMEA)
Una procedura particolarmente utile e diffusa è la Failure Mode Effect Analysis, o FMEA1, uno strumento nato per identificare problemi potenziali nei prodotti (design FMEA) o nei processi realizzativi (process FMEA) e per sviluppare strategie adatte alla loro eliminazione.La FMEA permette al gruppo di lavoro (team) di rispondere a domande del tipo:
• come può questo processo o questo prodotto fallire?• quale effetto porterà sul prodotto se un determinato modo di guasto si verificasse?• quali azioni possono essere intraprese per prevenire questo rischio?
1 In molti casi si è soliti parlare di FMECA (Failure Mode and Criticality Effect Analysis), specie quando si desidera porre l’attenzione sugli aspetti di rischio e criticità.
16-22
L’analisi viene effettuata su ogni singolo componente o sottosistema e mira a prevedere l’insorgere di un qualsiasi problema in ogni momento della vita del prodotto, verificando se esistono condizioni a fronte delle quali il componente potrà diventare critico e osservan-do ogni volta le possibili conseguenze sul sistema (tecnica del bottom-up) con particolare attenzione alle situazioni pericolose.La FMEA è utilizzabile per porre correzioni su ogni singolo sottosistema, assicurandosi che:
• siano state considerate tutte le modalità di difetto e le loro conseguenze e che queste siano state, dove possibile, contenute o eliminate;• siano state prodotte informazioni in design review per l’analisi della manutenibilità e per l’analisi quantitativa dell’affidabilità e della disponibilità della sicurezza del prodotto;• siano disponibili i dati per redigere manuali d’uso e di servizio;• siano disponibili i dati per l’analisi del rischio e della sicurezza, organizzati criticamen-te e per argomento.
Per procedere all’esame delle tipologie di guasto e all’analisi dei loro effetti si deve seguire un percorso di questo tipo:
1. identificare l’intero sistema;2. identificare ogni componente, ogni sottosistema, ogni gruppo;3. elencare ogni modo in cui ogni elemento identificato può fallire;4. valutare in quale modo la problematica appare all’utilizzatore;5. stabilire quali effetti possono avere i guasti sul prodotto, sull’ambiente o sulle persone in tutte le possibili applicazioni;6. classificare ogni effetto per gravità di conseguenze;7. descrivere le protezioni;8. stimare e classificare le probabilità di guasto;9. definire e classificare la possibilità di scoprire in anticipo il guasto;10. comparare la probabilità, la gravità e la possibilità di scoperta preventiva del guasto;11. stabilire le modalità di intervento (dalla revisione di progetto alle avvertenze d’uso).
La FMEA non richiede speciali risorse, apparecchiature o grandi team di esperti e quindi è utilizzabile anche nella piccola industria, ma la validità dei suoi risultati è legata a quei piccoli accorgimenti e a quelle particolari attenzioni che devono riuscire a renderla il più possibile attinente alla realtà.Un primo aspetto importante è la capacità del team di formulare domande e risposte in modo oggettivo ed equilibrato (per esempio, risulta spesso difficile per i progettisti di un sistema immaginare e riconoscere le debolezze intrinseche del sistema che loro hanno pro-gettato). Inoltre la FMEA deve essere realizzata da personale esperto, in grado di criticare le soluzioni realizzative e offrire soluzioni potenzialmente migliori.L’approccio alla FMEA fornito da un gruppo che lavora in brainstorming risulta, in generale, più incisivo rispetto alla somma dei contributi di singoli esperti che lavorano in modo auto-nomo. Infine, si raccomanda che il gruppo FMEA coinvolga personale proveniente da diffe-renti realtà lavorative, in modo da poter sfruttare le sinergie derivanti da tale condizione.In particolare, si consiglia un gruppo di lavoro composto dalle seguenti figure:
1. Ingegnere di processo:• fornisce inizialmente le descrizioni tecniche del processo;
16-23
• aiuta a preparare le flow chart, i documenti aziendali e le soluzioni realizzative di processo;• definisce problemi di processo;• fornisce un valido input su modi e cause di guasto del processo;• fornisce indicazioni sulle frequenze e sulle gravità dei vari modi di guasto.
2. Ingegnere di qualità:• ha familiarità con problemi di produzione e con i controlli dei processi;• fornisce indicazioni di precedenti esperienze su situazioni simili;• fornisce un valido input sulle modalità e sull’efficienza dei controlli.
3. Ingegnere di prodotto:• fornisce schemi tecnici e specifiche di prodotto;• fornisce un valido input sugli effetti del modo di guasto e sulle loro gravità.
4. Elemento jolly:• è un ingegnere, supervisore o ispettore con conoscenze di processi analoghi;• incita la discussione nel gruppo e ne mantiene l’attenzione sull’argomento trattato;• conserva una visione d’insieme del lavoro del team.
Da un punto di vista strettamente operativo, la FMEA potrà essere realizzata seguendo tre fasi di processo:
1. Prima fase:• definire le aspettative, la metodologia realizzativa e le responsabilità dell’analisi;• definire le fasi del processo e la documentazione di layout;• raggruppare tutti i modi potenziali di guasto (Potential Fault Mode).
2. Seconda fase:• per ciascun modo di guasto (Fault Mode):
- discutere e definire gli effetti (Effect) sul processo;- rilevare e definire le cause (Fault Cause) generatrici del modo di guasto;- discutere e definire i metodi di identificazione e valutazione del guasto;- valutare e quantificare la gravità sul sistema di tale modo di guasto (seveRity);- valutare e quantificare la probabilità di verificarsi di ogni causa di guasto (Probability);- valutare e quantificare la probabilità dei sistemi di controllo del processo di rile-vare il modo o la causa di guasto (Accurency).
3. Terza fase:• definire una metodologia per il confronto della gravosità dei differenti modi di guasto;
• ordinare i modi di guasto potenziali in base alla gravosità;• sviluppare una strategia che riduca l’effetto e/o la causa dei modi di guasto più gravosi;• valutare come le azioni correttive incidano sul modo di guasto relativo;• ripetere le operazioni di confronto e correzione fino al raggiungimento del livello di affidabilità desiderata.
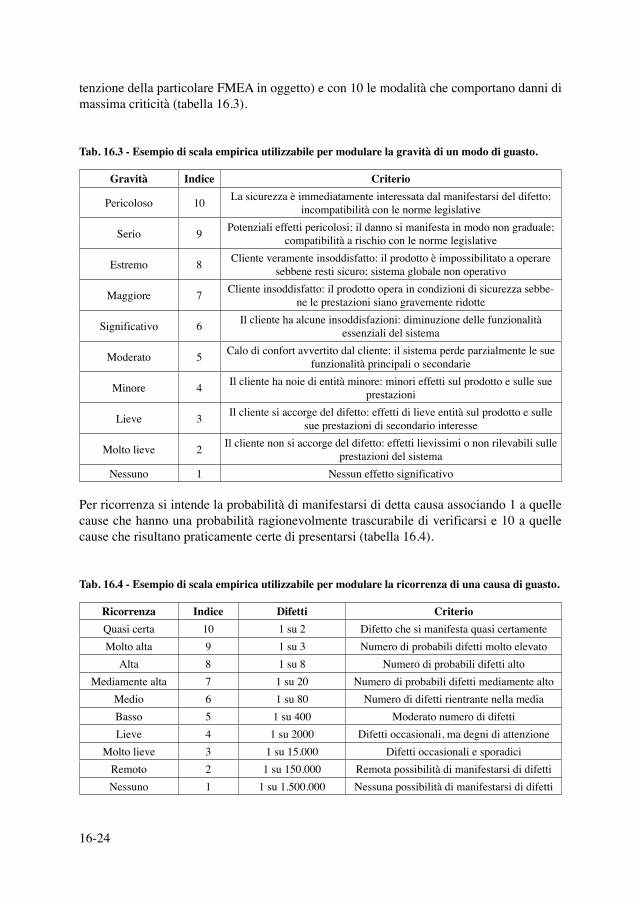
Per quantificare le grandezze in gioco (la gravità e le probabilità di accadimento e di indi-viduazione) si ricorre a scale empiriche.Per gravità (o severità) associata a una modalità di guasto si intende il rischio che provo-cherebbe sul sistema quella particolare modalità di disfunzione qualora venisse a mani-festarsi, indicando con 1 la modalità di anomalia che non implicherebbe alcuna forma di disfunzionamento del sistema (relativamente a quelle disfunzioni su cui si concentra l’at-
16-24
tenzione della particolare FMEA in oggetto) e con 10 le modalità che comportano danni di massima criticità (tabella 16.3).
Tab. 16.3 - Esempio di scala empirica utilizzabile per modulare la gravità di un modo di guasto.
Gravità Indice Criterio
Pericoloso 10 La sicurezza è immediatamente interessata dal manifestarsi del difetto; incompatibilità con le norme legislative
Serio 9 Potenziali effetti pericolosi; il danno si manifesta in modo non graduale; compatibilità a rischio con le norme legislative
Estremo 8 Cliente veramente insoddisfatto: il prodotto è impossibilitato a operare sebbene resti sicuro; sistema globale non operativo
Maggiore 7 Cliente insoddisfatto: il prodotto opera in condizioni di sicurezza sebbe-ne le prestazioni siano gravemente ridotte
Significativo 6 Il cliente ha alcune insoddisfazioni: diminuzione delle funzionalità essenziali del sistema
Moderato 5 Calo di confort avvertito dal cliente: il sistema perde parzialmente le sue funzionalità principali o secondarie
Minore 4 Il cliente ha noie di entità minore: minori effetti sul prodotto e sulle sue prestazioni
Lieve 3 Il cliente si accorge del difetto: effetti di lieve entità sul prodotto e sulle sue prestazioni di secondario interesse
Molto lieve 2 Il cliente non si accorge del difetto: effetti lievissimi o non rilevabili sulle prestazioni del sistema
Nessuno 1 Nessun effetto significativo
Per ricorrenza si intende la probabilità di manifestarsi di detta causa associando 1 a quelle cause che hanno una probabilità ragionevolmente trascurabile di verificarsi e 10 a quelle cause che risultano praticamente certe di presentarsi (tabella 16.4).
Tab. 16.4 - Esempio di scala empirica utilizzabile per modulare la ricorrenza di una causa di guasto.
Ricorrenza Indice Difetti CriterioQuasi certa 10 1 su 2 Difetto che si manifesta quasi certamenteMolto alta 9 1 su 3 Numero di probabili difetti molto elevato
Alta 8 1 su 8 Numero di probabili difetti altoMediamente alta 7 1 su 20 Numero di probabili difetti mediamente alto
Medio 6 1 su 80 Numero di difetti rientrante nella mediaBasso 5 1 su 400 Moderato numero di difettiLieve 4 1 su 2000 Difetti occasionali, ma degni di attenzione
Molto lieve 3 1 su 15.000 Difetti occasionali e sporadiciRemoto 2 1 su 150.000 Remota possibilità di manifestarsi di difettiNessuno 1 1 su 1.500.000 Nessuna possibilità di manifestarsi di difetti
16-25
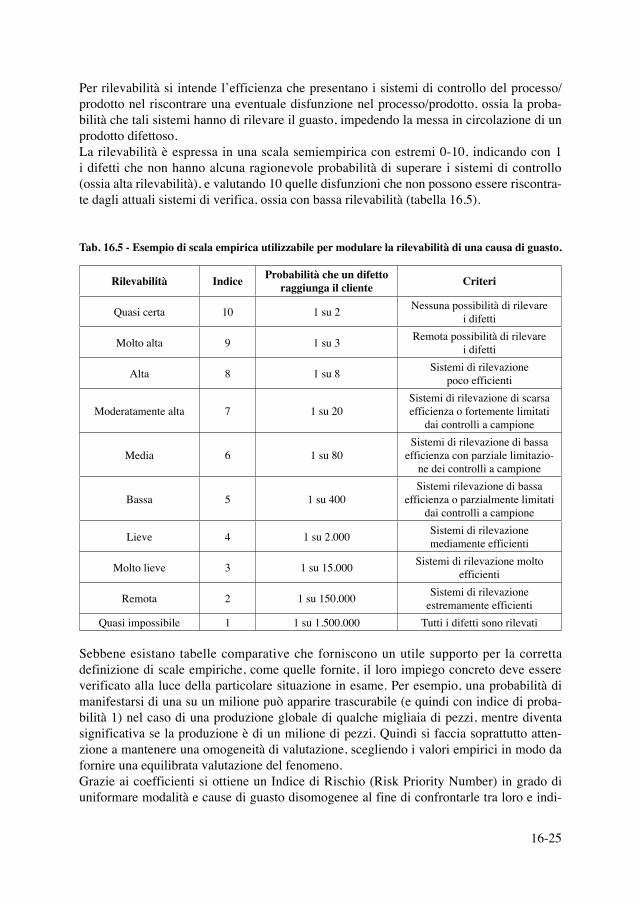
Per rilevabilità si intende l’efficienza che presentano i sistemi di controllo del processo/prodotto nel riscontrare una eventuale disfunzione nel processo/prodotto, ossia la proba-bilità che tali sistemi hanno di rilevare il guasto, impedendo la messa in circolazione di un prodotto difettoso.La rilevabilità è espressa in una scala semiempirica con estremi 0-10, indicando con 1 i difetti che non hanno alcuna ragionevole probabilità di superare i sistemi di controllo (ossia alta rilevabilità), e valutando 10 quelle disfunzioni che non possono essere riscontra-te dagli attuali sistemi di verifica, ossia con bassa rilevabilità (tabella 16.5).
Tab. 16.5 - Esempio di scala empirica utilizzabile per modulare la rilevabilità di una causa di guasto.
Rilevabilità Indice Probabilità che un difetto raggiunga il cliente Criteri
Quasi certa 10 1 su 2 Nessuna possibilità di rilevare i difetti
Molto alta 9 1 su 3 Remota possibilità di rilevare i difetti
Alta 8 1 su 8 Sistemi di rilevazione poco efficienti
Moderatamente alta 7 1 su 20Sistemi di rilevazione di scarsa efficienza o fortemente limitati
dai controlli a campione
Media 6 1 su 80Sistemi di rilevazione di bassa
efficienza con parziale limitazio-ne dei controlli a campione
Bassa 5 1 su 400Sistemi rilevazione di bassa
efficienza o parzialmente limitati dai controlli a campione
Lieve 4 1 su 2.000 Sistemi di rilevazione mediamente efficienti
Molto lieve 3 1 su 15.000 Sistemi di rilevazione molto efficienti
Remota 2 1 su 150.000 Sistemi di rilevazione estremamente efficienti
Quasi impossibile 1 1 su 1.500.000 Tutti i difetti sono rilevati
Sebbene esistano tabelle comparative che forniscono un utile supporto per la corretta definizione di scale empiriche, come quelle fornite, il loro impiego concreto deve essere verificato alla luce della particolare situazione in esame. Per esempio, una probabilità di manifestarsi di una su un milione può apparire trascurabile (e quindi con indice di proba-bilità 1) nel caso di una produzione globale di qualche migliaia di pezzi, mentre diventa significativa se la produzione è di un milione di pezzi. Quindi si faccia soprattutto atten-zione a mantenere una omogeneità di valutazione, scegliendo i valori empirici in modo da fornire una equilibrata valutazione del fenomeno.Grazie ai coefficienti si ottiene un Indice di Rischio (Risk Priority Number) in grado di uniformare modalità e cause di guasto disomogenee al fine di confrontarle tra loro e indi-
16-26
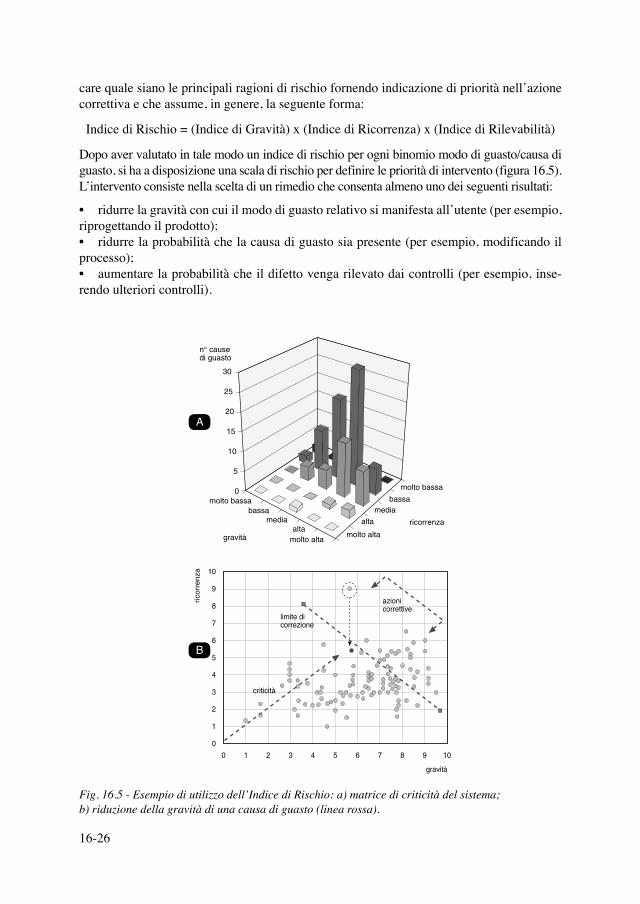
care quale siano le principali ragioni di rischio fornendo indicazione di priorità nell’azione correttiva e che assume, in genere, la seguente forma:
Indice di Rischio = (Indice di Gravità) x (Indice di Ricorrenza) x (Indice di Rilevabilità)
Dopo aver valutato in tale modo un indice di rischio per ogni binomio modo di guasto/causa di guasto, si ha a disposizione una scala di rischio per definire le priorità di intervento (figura 16.5). L’intervento consiste nella scelta di un rimedio che consenta almeno uno dei seguenti risultati:
• ridurre la gravità con cui il modo di guasto relativo si manifesta all’utente (per esempio, riprogettando il prodotto);• ridurre la probabilità che la causa di guasto sia presente (per esempio, modificando il processo);• aumentare la probabilità che il difetto venga rilevato dai controlli (per esempio, inse-rendo ulteriori controlli).
gravità
n° causedi guasto
ricorrenza
molto alta
alta
mediabassa
molto bassa
30
molto altaalta
mediabassa
molto bassa
25
20
15
10
5
0
A
gravità
10
9
8
7
6
5
4
3
2
1
0
1043210 98765
rico
rrenza
limite dicorrezione
azionicorrettive
criticità
B
Fig. 16.5 - Esempio di utilizzo dell’Indice di Rischio: a) matrice di criticità del sistema;b) riduzione della gravità di una causa di guasto (linea rossa).
16-27
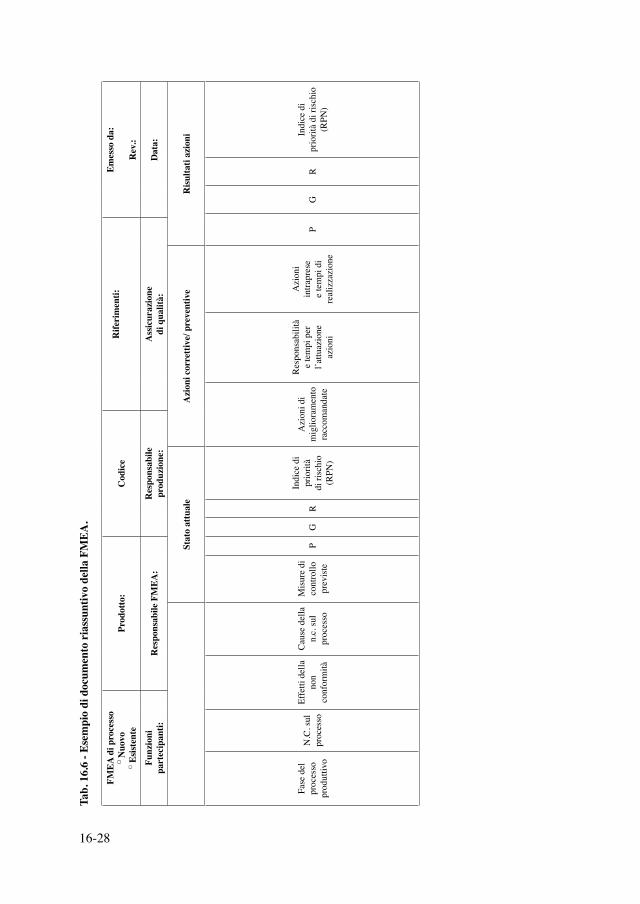
Anche se per abbassare in modo rapido l’indice di rischio in generale conviene agire con-temporaneamente sui tre coefficienti, spesso questa operazione può dimostrarsi complessa o costosa. Ma osservando i valori degli indici è possibile avere un’indicazione di dove converrebbe intervenire. Per esempio, potrebbe risultare più semplice diminuire di molti punti l’indice di rilevabilità migliorando il sistema di controllo piuttosto che riprogettare il componente e/o processo cercando di abbassare la gravosità anche di un solo punto.L’analisi FMEA consente quindi di proporre contemporaneamente miglioramenti tanto al prodotto quanto al processo e non si limita solo a questo. Infatti, nel momento stesso in cui si è definito ogni singolo miglioramento, il gruppo di analisi cercherà di stimare come gli indici FMEA saranno modificati dal cambiamento realizzativo suggerito. Mediante questo procedimento a feedback è possibile preventivare la diminuzione di criticità del sistema a priori rispetto alla reale modifica del processo.La FMEA si intende conclusa quando la criticità è valutata al di sotto del limite desiderato, fatta salva la necessità di monitorare la fase di implementazione delle modifiche proposte al fine di verificare l’esistenza di discrepanze tra i miglioramenti previsti e quelli concreta-mente ottenuti.Si consideri infine come l’implementazione di modifiche del processo o prodotto suggerite dal manifestarsi di una particolare causa di guasto porta spesso verso una variazione degli indici FMEA relativi anche ad altre cause di guasto (e in genere concorre ad abbassarne la criticità). Il procedimento proposto di continuo ricalcolo di tutti gli RPN consente così a volte di raggiungere rapidamente i risultati auspicabili. Portando a termine lo studio FMEA si ottengono i risultati in forma di tabella (tabella 16.6) con:
• il componente;• il tipo o modo di guasto;• la causa del guasto;• i modi in cui è possibile occuparsi del guasto; • l’esistenza di contromisure previste in progettazione;• l’effetto del guasto;• la probabilità di accadimento;• la gravità delle conseguenze;• la possibilità di individuazione;• l’indice di rischio e la priorità di intervento;• le azioni correttive;• la data in cui sono state/saranno apportate le azioni correttive.
La FMEA è uno strumento di qualità utilizzato per porre correzioni su ogni singolo compo-nente, ma non è efficace quando più effetti, di diversi componenti, si combinano tra loro. In queste occasioni si è soliti servirsi della FTA, una procedura che tiene in considerazione la concomitanza di eventi incidentali.
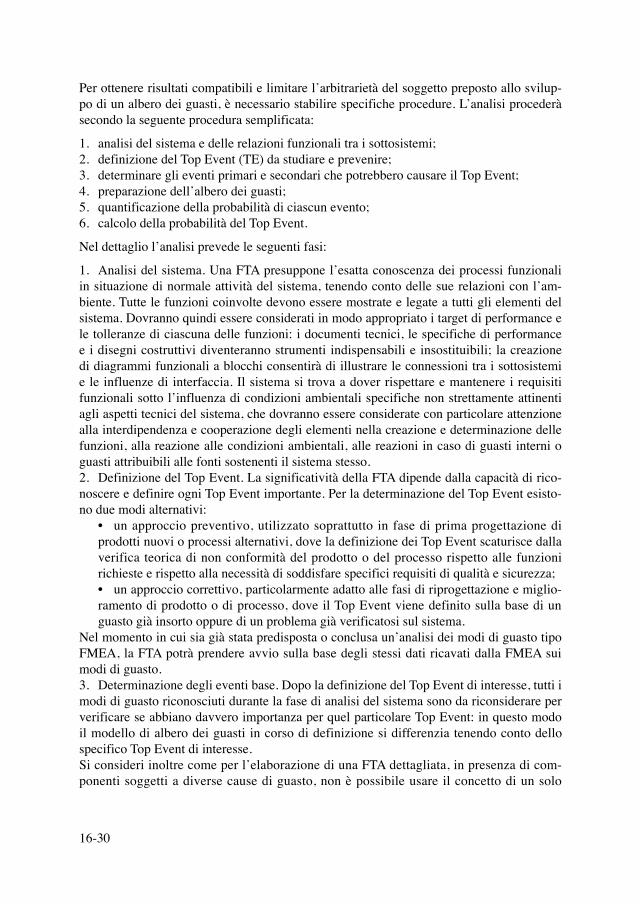
16.6.4 Gli alberi di guasto (FTA)
La Fault Tree Analysis, o FTA, identifica e quantifica le relazioni causa-effetto negli elementi del prodotto o del processo realizzativo, seguendo il principio che molti inciden-ti/difetti sono generati da una sequenza di eventi identificabile che può essere analizzata attraverso un albero logico. È un metodo deduttivo (top-down) che parte da un guasto ipo-
16-28
Tab.
16.
6 - E
sem
pio
di d
ocum
ento
ria
ssun
tivo
della
FM
EA.
FMEA
di p
roce
sso
® N
uovo
® E
siste
nte
Prod
otto
:C
odic
eR
iferi
men
ti:Em
esso
da:
Rev
.:
Funz
ioni
part
ecip
anti:
Res
pons
abile
FM
EA:
Res
pons
abile
pr
oduz
ione
:A
ssic
uraz
ione
di
qua
lità:
Dat
a:
Stat
o at
tual
eA
zion
i cor
retti
ve/ p
reve
ntiv
eR
isulta
ti az
ioni
Fase
del
pr
oces
so
prod
uttiv
o
N.C
. sul
pr
oces
so
Effe
tti d
ella
non
co
nfor
mità
Cau
se d
ella
n.c.
sul
proc
esso
Mis
ure
dico
ntro
llopr
evis
teP
GR
Indi
ce d
ipr
iorit
àdi
risc
hio
(RPN
)
Azi
oni d
i m
iglio
ram
ento
ra
ccom
anda
te
Res
pons
abili
tà
e te
mpi
per
l’a
ttuaz
ione
az
ioni
Azi
oni
intra
pres
e
e te
mpi
di
real
izza
zion
e
PG
RIn
dice
di
prio
rità
di ri
schi
o(R
PN)
16-29
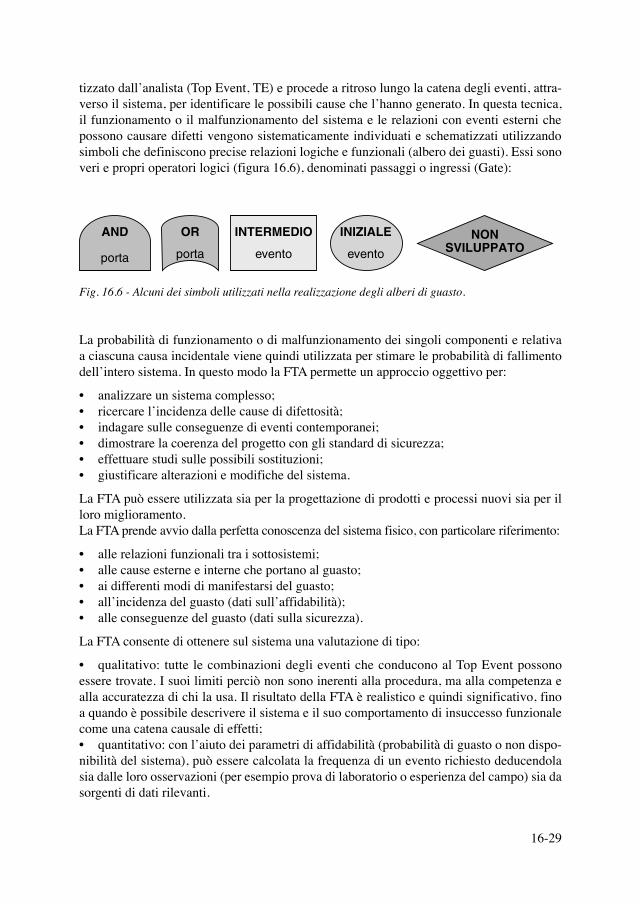
tizzato dall’analista (Top Event, TE) e procede a ritroso lungo la catena degli eventi, attra-verso il sistema, per identificare le possibili cause che l’hanno generato. In questa tecnica, il funzionamento o il malfunzionamento del sistema e le relazioni con eventi esterni che possono causare difetti vengono sistematicamente individuati e schematizzati utilizzando simboli che definiscono precise relazioni logiche e funzionali (albero dei guasti). Essi sono veri e propri operatori logici (figura 16.6), denominati passaggi o ingressi (Gate):
porta
AND
porta
OR
evento
INTERMEDIO
evento
INIZIALE NONSVILUPPATO
Fig. 16.6 - Alcuni dei simboli utilizzati nella realizzazione degli alberi di guasto.
La probabilità di funzionamento o di malfunzionamento dei singoli componenti e relativa a ciascuna causa incidentale viene quindi utilizzata per stimare le probabilità di fallimento dell’intero sistema. In questo modo la FTA permette un approccio oggettivo per:
• analizzare un sistema complesso;• ricercare l’incidenza delle cause di difettosità;• indagare sulle conseguenze di eventi contemporanei;• dimostrare la coerenza del progetto con gli standard di sicurezza;• effettuare studi sulle possibili sostituzioni;• giustificare alterazioni e modifiche del sistema.
La FTA può essere utilizzata sia per la progettazione di prodotti e processi nuovi sia per il loro miglioramento.La FTA prende avvio dalla perfetta conoscenza del sistema fisico, con particolare riferimento:
• alle relazioni funzionali tra i sottosistemi;• alle cause esterne e interne che portano al guasto;• ai differenti modi di manifestarsi del guasto;• all’incidenza del guasto (dati sull’affidabilità);• alle conseguenze del guasto (dati sulla sicurezza).
La FTA consente di ottenere sul sistema una valutazione di tipo:
• qualitativo: tutte le combinazioni degli eventi che conducono al Top Event possono essere trovate. I suoi limiti perciò non sono inerenti alla procedura, ma alla competenza e alla accuratezza di chi la usa. Il risultato della FTA è realistico e quindi significativo, fino a quando è possibile descrivere il sistema e il suo comportamento di insuccesso funzionale come una catena causale di effetti;• quantitativo: con l’aiuto dei parametri di affidabilità (probabilità di guasto o non dispo-nibilità del sistema), può essere calcolata la frequenza di un evento richiesto deducendola sia dalle loro osservazioni (per esempio prova di laboratorio o esperienza del campo) sia da sorgenti di dati rilevanti.
16-30
Per ottenere risultati compatibili e limitare l’arbitrarietà del soggetto preposto allo svilup-po di un albero dei guasti, è necessario stabilire specifiche procedure. L’analisi procederà secondo la seguente procedura semplificata:
1. analisi del sistema e delle relazioni funzionali tra i sottosistemi;2. definizione del Top Event (TE) da studiare e prevenire;3. determinare gli eventi primari e secondari che potrebbero causare il Top Event;4. preparazione dell’albero dei guasti;5. quantificazione della probabilità di ciascun evento;6. calcolo della probabilità del Top Event.
Nel dettaglio l’analisi prevede le seguenti fasi:
1. Analisi del sistema. Una FTA presuppone l’esatta conoscenza dei processi funzionali in situazione di normale attività del sistema, tenendo conto delle sue relazioni con l’am-biente. Tutte le funzioni coinvolte devono essere mostrate e legate a tutti gli elementi del sistema. Dovranno quindi essere considerati in modo appropriato i target di performance e le tolleranze di ciascuna delle funzioni: i documenti tecnici, le specifiche di performance e i disegni costruttivi diventeranno strumenti indispensabili e insostituibili; la creazione di diagrammi funzionali a blocchi consentirà di illustrare le connessioni tra i sottosistemi e le influenze di interfaccia. Il sistema si trova a dover rispettare e mantenere i requisiti funzionali sotto l’influenza di condizioni ambientali specifiche non strettamente attinenti agli aspetti tecnici del sistema, che dovranno essere considerate con particolare attenzione alla interdipendenza e cooperazione degli elementi nella creazione e determinazione delle funzioni, alla reazione alle condizioni ambientali, alle reazioni in caso di guasti interni o guasti attribuibili alle fonti sostenenti il sistema stesso.2. Definizione del Top Event. La significatività della FTA dipende dalla capacità di rico-noscere e definire ogni Top Event importante. Per la determinazione del Top Event esisto-no due modi alternativi:
• un approccio preventivo, utilizzato soprattutto in fase di prima progettazione di prodotti nuovi o processi alternativi, dove la definizione dei Top Event scaturisce dalla verifica teorica di non conformità del prodotto o del processo rispetto alle funzioni richieste e rispetto alla necessità di soddisfare specifici requisiti di qualità e sicurezza;• un approccio correttivo, particolarmente adatto alle fasi di riprogettazione e miglio-ramento di prodotto o di processo, dove il Top Event viene definito sulla base di un guasto già insorto oppure di un problema già verificatosi sul sistema.
Nel momento in cui sia già stata predisposta o conclusa un’analisi dei modi di guasto tipo FMEA, la FTA potrà prendere avvio sulla base degli stessi dati ricavati dalla FMEA sui modi di guasto.3. Determinazione degli eventi base. Dopo la definizione del Top Event di interesse, tutti i modi di guasto riconosciuti durante la fase di analisi del sistema sono da riconsiderare per verificare se abbiano davvero importanza per quel particolare Top Event: in questo modo il modello di albero dei guasti in corso di definizione si differenzia tenendo conto dello specifico Top Event di interesse.Si consideri inoltre come per l’elaborazione di una FTA dettagliata, in presenza di com-ponenti soggetti a diverse cause di guasto, non è possibile usare il concetto di un solo
16-31
tipo di guasto per il componente come evento base, poiché modi di guasto differenti di uno stesso componente possono avere effetti del tutto diversi sul Top Event o persino non avere alcun effetto.4. Preparazione dell’albero dei guasti. Utilizzando simboli di collegamento come le porte logiche e gli eventi intermedi, si sviluppa l’albero di guasto che a partire dal Top Event, scende attraverso gli eventi intermedi fino ad arrivare agli eventi base, eventi non ulterior-mente scomponibili. In questo modo si è creata una struttura di connessione tra gli eventi in grado di trasformare in un modello logico il modello fisico di guasto.I livelli più alti rappresentano effetti funzionali mentre quelli più bassi si riferiscono a carenze di materiali o a malfunzionamento dei componenti standard del prodotto. Le parti mediane riflettono le caratteristiche del progetto e possono, se necessario, essere cambiate.5. Quantificazione delle probabilità. Per trasformare la FTA da metodo qualitativo di studio delle interrelazioni tra i sottosistemi a strumento rigoroso di calcolo probabilistico è necessario definire il periodo temporale di riferimento del Top Event e la probabilità di accadimento di ciascun evento base presente nell’albero dei guasti. A questo scopo si può:
• contattare il fornitore del sottosistema;• ricorrere a manuali specifici validi per componenti analoghi;• effettuare prove e studi di affidabilità;• utilizzare ipotesi semplificative.
Nel caso di componenti con più modi di guasto, se non sono disponibili informazioni quan-titative, è consigliabile riferirsi alla probabilità di guasto complessiva di un componente come stima della più elevata probabilità del singolo modo di guasto.6. Calcolo della probabilità del Top Event. Il calcolo della probabilità del Top Event può essere effettuato seguendo le procedure descritte in DIN 25424, Parte 2 (figura 16.7). Nel caso di situazioni complesse può rivelarsi necessario il supporto di programmi di calcolo specifici (per esempio, codici montecarlo). La conoscenza della probabilità di verificarsi di ogni evento permette ai decision maker di avere valori oggettivi su cui fondare le proprie scelte. Allo scopo di determinare quale azione correttiva sia richiesta, i risultati della FTA riguardanti la probabilità di guasto del Top Event devono essere paragonati ai requisiti qualitativi e quantitativi. Per dimostrare e assicurare il successo di ogni intervento miglio-rativo bisogna eseguire un nuovo calcolo di Fault Tree verificando che il raggiungimento dell’obiettivo sia stato assicurato.
Come ogni strumento, la FTA ha i suoi limiti, che devono essere tenuti in considerazione per comprendere la validità dei risultati. In particolare, occorre precisare che nella FTA:
1. per ogni evento iniziatore della catena incidentale sono previsti i due soli livelli di suc-cesso o insuccesso, mentre nella realtà possono esistere situazioni più complesse quali, per esempio, il funzionamento a capacità ridotta di un componente;2. la struttura ad albero porta con sé l’ipotesi implicita di guasti base considerati indipen-denti gli uni dagli altri;3. l’utilizzo di probabilità costante di guasto, comune nella pratica, comporta l’adozione di un modello di andamento dei guasti indipendente dal tempo di funzionamento (modello esponenziale) non sempre valido, soprattutto per analizzare difetti di fabbricazione o di problematiche di usura.
16-32
Il gas ad alta pressionenon riesce a muovere
il compressore
Rotturadegli
iniettori
Rotturadel
basamento Refrigerantenon
sufficiente
Rotturadelle
membranedelle
valvole
Rotturadell’albero
o deisupporti
Serpentinesporche
Serpentineotturate
Rottura delloscambiatore
di calore
Rottura dell’evapo-
ratoreErrata
distribuzioneFunzionamento
non correttodello
scaldatore
La valvolanon rispondeal controllo
Perditadalle valvole
di scaricoRottura o
allentamentodei cuscinetti
Il gas ad alta pressionenon trasforma il liquido
in gas
Il ghiaccionon
si scioglie
Il liquido refrigerantenon riesce a
muovere l’evaporatore
Il compressorenon riesce a
muovere il fluidorefrigerante
Non si attiva il sistema diraffreddamento dell’impianto
Fig. 16.7 - Esempio di albero di guasto per un impianto di raffreddamento (Mack-Blackwell).
16.7 Qualità di prodotto: il processo è sotto controllo
16.7.1 Obiettivo: ridurre la variabilità
Durante il processo produttivo, l’azienda deve fare tutti gli sforzi possibili per monitorare l’effettiva realizzazione di quei requisiti necessari a rispondere alle richieste del cliente, confermando la continua capacità dei singoli processi di ottemperare le relative finalità.Le imprese sono spinte a dotarsi di strumenti adeguati per migliorare il livello dei prodot-ti/servizi offerti/erogati attraverso l’eliminazione di errori, difformità che causano rilavo-razioni, controlli inutili e rallentamenti nei cicli di lavorazione, situazioni inaccettabili in un’ottica di mantenimento di determinati livelli di qualità e di miglioramento continuo.Ma i risultati sono possibili solo attraverso una conoscenza chiara e approfondita dei pro-cessi e l’identificazione delle caratteristiche critiche del processo tramite l’impiego di dati statisticamente significativi e in quanto tali analizzabili, che consentano di riconoscere e interpretare performance e cause che determinano “cambiamenti indesiderati” rispetto al normale funzionamento del processo in analisi.Nella pratica aziendale è necessario disporre di dati certi sui cui fondare determinate con-clusioni e predisporre azioni che correggano la variabilità di un processo e consentano di risalire dalla manifestazione della variazione “indesiderata” o “anomala” alla causa prima su cui occorre intervenire per modificare le condizioni di svolgimento del processo.In ogni sistema (impianto, processo produttivo o macchina) è presente una variabilità intrinseca che non dipende da cause esterne detta variabilità naturale, originata da tutta una serie di cause legate tra loro e di difficile determinazione, definite cause comuni (oppure
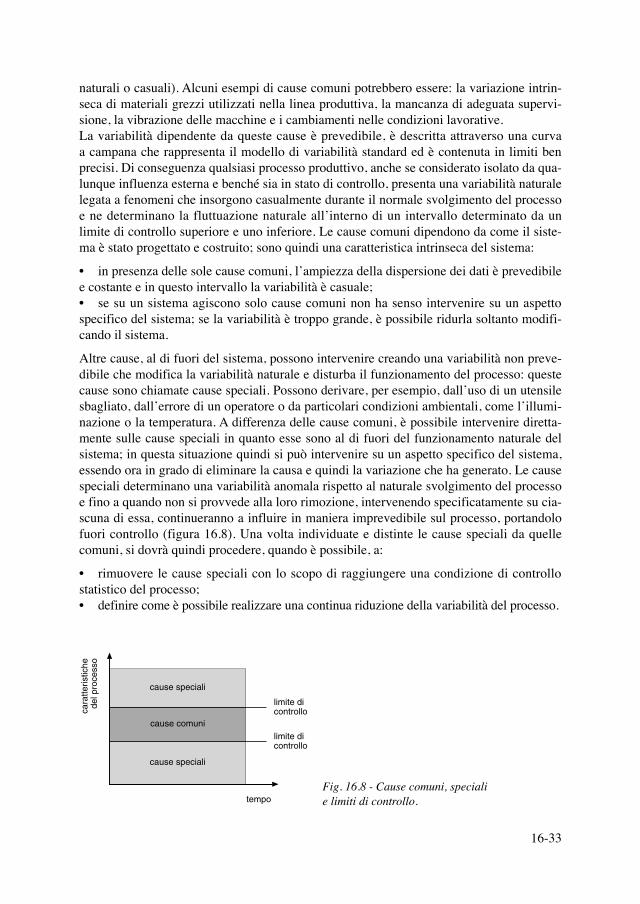
16-33
naturali o casuali). Alcuni esempi di cause comuni potrebbero essere: la variazione intrin-seca di materiali grezzi utilizzati nella linea produttiva, la mancanza di adeguata supervi-sione, la vibrazione delle macchine e i cambiamenti nelle condizioni lavorative.La variabilità dipendente da queste cause è prevedibile, è descritta attraverso una curva a campana che rappresenta il modello di variabilità standard ed è contenuta in limiti ben precisi. Di conseguenza qualsiasi processo produttivo, anche se considerato isolato da qua-lunque influenza esterna e benché sia in stato di controllo, presenta una variabilità naturale legata a fenomeni che insorgono casualmente durante il normale svolgimento del processo e ne determinano la fluttuazione naturale all’interno di un intervallo determinato da un limite di controllo superiore e uno inferiore. Le cause comuni dipendono da come il siste-ma è stato progettato e costruito; sono quindi una caratteristica intrinseca del sistema:
• in presenza delle sole cause comuni, l’ampiezza della dispersione dei dati è prevedibile e costante e in questo intervallo la variabilità è casuale;• se su un sistema agiscono solo cause comuni non ha senso intervenire su un aspetto specifico del sistema; se la variabilità è troppo grande, è possibile ridurla soltanto modifi-cando il sistema.
Altre cause, al di fuori del sistema, possono intervenire creando una variabilità non preve-dibile che modifica la variabilità naturale e disturba il funzionamento del processo: queste cause sono chiamate cause speciali. Possono derivare, per esempio, dall’uso di un utensile sbagliato, dall’errore di un operatore o da particolari condizioni ambientali, come l’illumi-nazione o la temperatura. A differenza delle cause comuni, è possibile intervenire diretta-mente sulle cause speciali in quanto esse sono al di fuori del funzionamento naturale del sistema; in questa situazione quindi si può intervenire su un aspetto specifico del sistema, essendo ora in grado di eliminare la causa e quindi la variazione che ha generato. Le cause speciali determinano una variabilità anomala rispetto al naturale svolgimento del processo e fino a quando non si provvede alla loro rimozione, intervenendo specificatamente su cia-scuna di essa, continueranno a influire in maniera imprevedibile sul processo, portandolo fuori controllo (figura 16.8). Una volta individuate e distinte le cause speciali da quelle comuni, si dovrà quindi procedere, quando è possibile, a:
• rimuovere le cause speciali con lo scopo di raggiungere una condizione di controllo statistico del processo;• definire come è possibile realizzare una continua riduzione della variabilità del processo.
tempo
cara
tteris
tiche
del p
roce
sso
limite dicontrollo
cause speciali
cause speciali
cause comunilimite dicontrollo
Fig. 16.8 - Cause comuni, speciali e limiti di controllo.
16-34
16.7.2 Controllo statistico di processo
Un processo si definisce sotto controllo statistico quando la sua variabilità è dovuta solo a cause comuni, una condizione che non deve essere considerata come uno stato naturale del processo, ma al contrario come una conquista ottenuta tramite la successiva elimina-zione, una dopo l’altra, di tutte le cause speciali di variabilità. La variabilità, infatti, è un aspetto ineliminabile in ogni processo produttivo, mentre lo scopo delle azioni sarà quello di minimizzare le cause di variabilità del processo, eliminando, con l’impiego di tecniche statistiche, tutte le cause di tipo speciale.La tecnica più diffusa di controllo di qualità è il Controllo Statistico di Processo (SPC, Sta-tistical Process Control), una metodologia che ricorre a tecniche statistiche per compren-dere e analizzare le variabilità di un processo. L’SPC si preoccupa di definire, analizzare e verificare le condizioni che determinano la variabilità di ogni attività, operazione, fase o processo caratterizzato da ripetitività. L’SPC utilizza varie tecniche statistiche, tra cui:
• carte di controllo per variabili;• carte di controllo per attributi;• carte di controllo multivariate;• analisi della capability;• benchmarking;• foglio raccolta dati;• foglio di verifica;• diagramma di Pareto;• stratificazione;• diagramma causa-effetto;• istogramma di frequenza;• ripetibilità e riproducibilità;• diagramma di correlazione.
Ecco alcuni dei possibili impieghi di questi strumenti:
• previsione della possibilità di raggiungere le tolleranze di progetto;• pianificazione di verifiche dei controlli di processo;• analisi di possibili interdipendenze tra i processi;• interventi correttivi durante la lavorazione;• valutazione di nuove attrezzature;• elaborazione di specifiche.
Per capire come essi interessino tutta la struttura aziendale e richiedano, quindi, il coinvol-gimento e il supporto di ciascuno, occorre ricordare quali possono essere i vantaggi otteni-bili da un corretto impiego di metodologie di tipo SPC:
1. maggiore uniformità della qualità del prodotto;2. possibilità di bloccare i difetti al loro insorgere;3. minori spese di collaudo;4. riduzione degli scarti e delle riprese di lavoro;5. diffusione tra il personale di un giusto apprezzamento della qualità;6. migliori relazioni con la clientela;
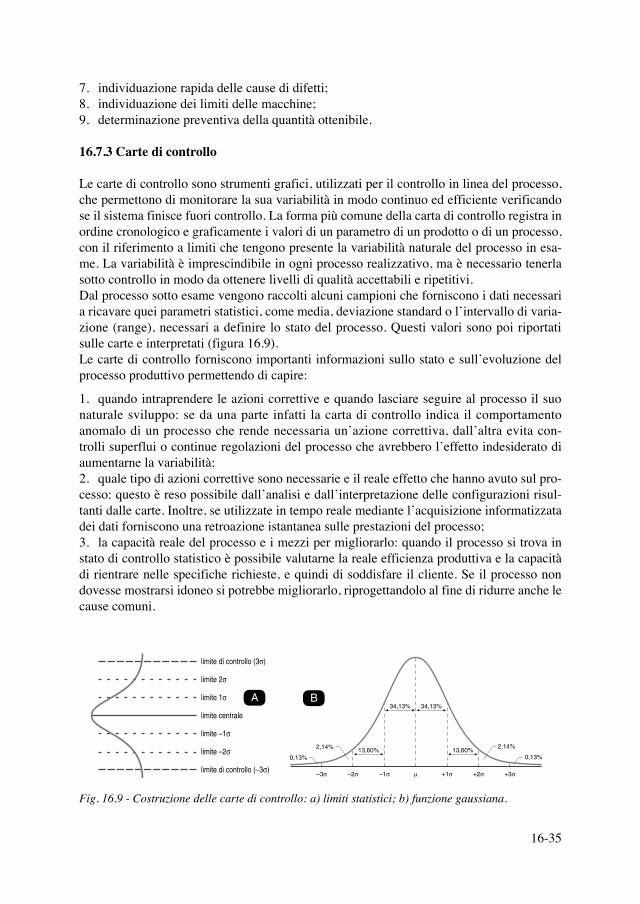
16-35
7. individuazione rapida delle cause di difetti;8. individuazione dei limiti delle macchine;9. determinazione preventiva della quantità ottenibile.
16.7.3 Carte di controllo
Le carte di controllo sono strumenti grafici, utilizzati per il controllo in linea del processo, che permettono di monitorare la sua variabilità in modo continuo ed efficiente verificando se il sistema finisce fuori controllo. La forma più comune della carta di controllo registra in ordine cronologico e graficamente i valori di un parametro di un prodotto o di un processo, con il riferimento a limiti che tengono presente la variabilità naturale del processo in esa-me. La variabilità è imprescindibile in ogni processo realizzativo, ma è necessario tenerla sotto controllo in modo da ottenere livelli di qualità accettabili e ripetitivi.Dal processo sotto esame vengono raccolti alcuni campioni che forniscono i dati necessari a ricavare quei parametri statistici, come media, deviazione standard o l’intervallo di varia-zione (range), necessari a definire lo stato del processo. Questi valori sono poi riportati sulle carte e interpretati (figura 16.9).Le carte di controllo forniscono importanti informazioni sullo stato e sull’evoluzione del processo produttivo permettendo di capire:
1. quando intraprendere le azioni correttive e quando lasciare seguire al processo il suo naturale sviluppo: se da una parte infatti la carta di controllo indica il comportamento anomalo di un processo che rende necessaria un’azione correttiva, dall’altra evita con-trolli superflui o continue regolazioni del processo che avrebbero l’effetto indesiderato di aumentarne la variabilità;2. quale tipo di azioni correttive sono necessarie e il reale effetto che hanno avuto sul pro-cesso: questo è reso possibile dall’analisi e dall’interpretazione delle configurazioni risul-tanti dalle carte. Inoltre, se utilizzate in tempo reale mediante l’acquisizione informatizzata dei dati forniscono una retroazione istantanea sulle prestazioni del processo;3. la capacità reale del processo e i mezzi per migliorarlo: quando il processo si trova in stato di controllo statistico è possibile valutarne la reale efficienza produttiva e la capacità di rientrare nelle specifiche richieste, e quindi di soddisfare il cliente. Se il processo non dovesse mostrarsi idoneo si potrebbe migliorarlo, riprogettandolo al fine di ridurre anche le cause comuni.
limite di controllo (3σ)
limite 2σ
limite 1σ
limite centrale
limite –1σ
limite –2σ
limite di controllo (–3σ)
A
2,14%
–2σ
13,60%
34,13%
13,60%
34,13%
0,13%
–3σ µ–1σ +1σ +2σ +3σ
2,14%
0,13%
B
Fig. 16.9 - Costruzione delle carte di controllo: a) limiti statistici; b) funzione gaussiana.
16-36
Le carte di controllo si dividono in due categorie fondamentali, in base al tipo di dati estra-polati dall’analisi:
• carte per variabili: ha valori misurabili su scala numerica continua (per esempio, lun-ghezza, diametro, peso e temperatura), che si possono confrontare ricavando informazioni come media e dispersione;• carte per attributi: ha valori enumerabili che indicano solo presenza o assenza di una condizione (come, per esempio, i difetti di lavorazione); sono classificabili o graduabili usando una scala empirica che valuti la gravità dei difetti, ma non possono fornire indicazio-ni univoche sulla variabilità del processo, l’indicatore principale del suo miglioramento.
L’utilizzo delle carte per attributi è legato alla loro estrema semplicità e praticità nel moni-torare processi di tipo “passa/non passa”. Le carte per attributi sono particolarmente utili per monitorare le non conformità. La non conformità è la non rispondenza di un certo attributo dell’oggetto prodotto alle specifiche date, mentre un pezzo non conforme potrà essere carat-terizzato da una o più non conformità. I dati necessari per la compilazione di una carta per attributi sono molto minori di quelli necessari a una carta per variabili che, tuttavia, sono in grado di fornire molte più informazioni sullo stato del processo. Tra le carte di controllo per variabili il tipo più comune è la carta X-R, che rappresenta, in realtà, una combinazione di due carte, una che controlla il valore medio del processo (carta X medio) e l’altra che ne valuta la dispersione (carta R). La combinazione delle due carte aumenta la possibilità di individuare un processo fuori controllo e fornisce una maggiore quantità di informazioni utili per eliminarne le cause. I valori fondamentali della carta di controllo X-R sono:
• la media del parametro (X);• il range, lo scarto tra il valore minimo e il valore massimo (R);• i limiti superiore e inferiore entro i quali il processo si mantiene se rispetta la sua varia-bilità naturale.
Ogni punto della carta di controllo rispecchia il valore medio di più valori di uno stesso para-metro. Quando un punto si posiziona fuori dei limiti, è probabile che il processo non sia più sotto controllo. Lo stato di fuori controllo si può verificare anche se i punti non restano fuori dei limiti ma vi sono particolari configurazioni dei punti dentro ai limiti di controllo.Un altro esempio di carta di controllo è la carta P: il parametro da tenere sotto controllo è rappresentato dal numero totale di unità difettose ed è espresso in termini di percentuale difettosa. L’unico limite presente è quello superiore, cioè il massimo numero di prodotti difettosi ammesso in percentuale.
16.7.4 La raccolta dati
A rigore, soltanto quando il processo è in una situazione stabilmente sotto controllo si può procedere all’installazione di carte di controllo in linea per monitoraggio e alla raccolta dei dati. Non ha importanza il periodo di tempo scelto per la raccolta, purché non si tratti di un periodo di condizioni particolari del processo (materiali, macchine ecc.).Per quanto riguarda la raccolta dei dati, sono necessarie alcune precauzioni valide in generale:
1. i dati devono essere raccolti nello stesso ordine in cui le unità sono state prodotte, cioè ogni campione deve comprendere unità consecutive e i campioni devono essere consecutivi;
16-37
2. i dati devono essere raccolti senza operazioni preliminari di selezione, se non esplicita-mente previste;3. le modalità di misurazione e raccolta dati devono essere tenute costanti;4. le misure devono essere identificate adeguatamente con opportuni indicatori, come ora del giorno, settimana, numero della macchina ecc.;5. tutti i cambiamenti intervenuti nel processo (macchine, materiali ecc.) devono essere annotati.
Nel caso di carte di controllo per variabili, occorre ricordare che la variabilità del proce-dimento di misura è concettualmente diversa dalla variabilità del processo; se il procedi-mento di misura ha una variabilità (espressa in termini di errore sperimentale) maggiore o circa uguale a quella del processo che si vuole studiare, sarà difficile ottenere informazioni attendibili sulle cause di variazione del processo. Questo in pratica significa accuratezza delle misure.
16.7.5 Interpretazione delle carte di controllo
Il primo obiettivo delle carte di controllo è condurre e mantenere il processo in uno stato di controllo statistico. Con l’espressione controllo statistico si intende, come già affermato, una condizione in cui tutte le cause identificabili di variazione sono state eliminate e nel processo è presente solo la variabilità naturale. In questa condizione, non solo i punti fuori dai limiti di controllo sono rari, praticamente assenti, ma anche la distribuzione dei punti all’interno dei limiti ha certe caratteristiche, che si possono riassumere in:
1. la maggior parte dei punti giacciono vicino alla linea centrale, mentre pochi punti si avvicinano ai limiti di controllo;2. è assente qualsiasi sistematicità, cioè non si hanno segni evidenti di crescita, diminuzio-ne o alternanza sistematica di valori.
La presenza di un punto fuori dai limiti, una sequenza di punti che mostri crescita o dimi-nuzione, alternanza sistematica ecc. sarà interpretata come un segnale della possibile pre-senza di una causa di variazione identificabile nelle caratteristiche del processo. Dall’esa-me delle carte di controllo derivano indicazioni per riconoscere le anomalie di processo, le possibili cause e le modalità per risolverle (tabella 16.7).Uno strumento efficiente per comprendere meglio lo stato di fuori controllo statistico è l’utilizzo di test di valutazione probabilistica. Questi test sono basati sul calcolo della pro-babilità che un certo numero di punti (diverso a seconda del test) si disponga in un certo modo e forniscono un’indicazione della probabilità che il processo indagato sia realmente fuori controllo.Il test risponde alle domande complementari “qual è la probabilità che un processo consi-derato fuori controllo sia in realtà sotto controllo” (Errore Tipo I) e “qual è la probabilità che un processo considerato sotto controllo sia fuori controllo” (Errore Tipo II), aiutando il responsabile di qualità a prendere la decisioni di intervento sul processo.Il principio alla base dei test è che le sequenze di punti che li definiscono hanno probabilità basse di verificarsi. Inoltre il calcolo delle probabilità di reazione ai test si basa sulle funzio-ne di distribuzione normale, un’ipotesi che ha validità purché i dati siano in quantità suffi-ciente (almeno 20 campioni) e quando i limiti di controllo siano abbastanza simmetrici.
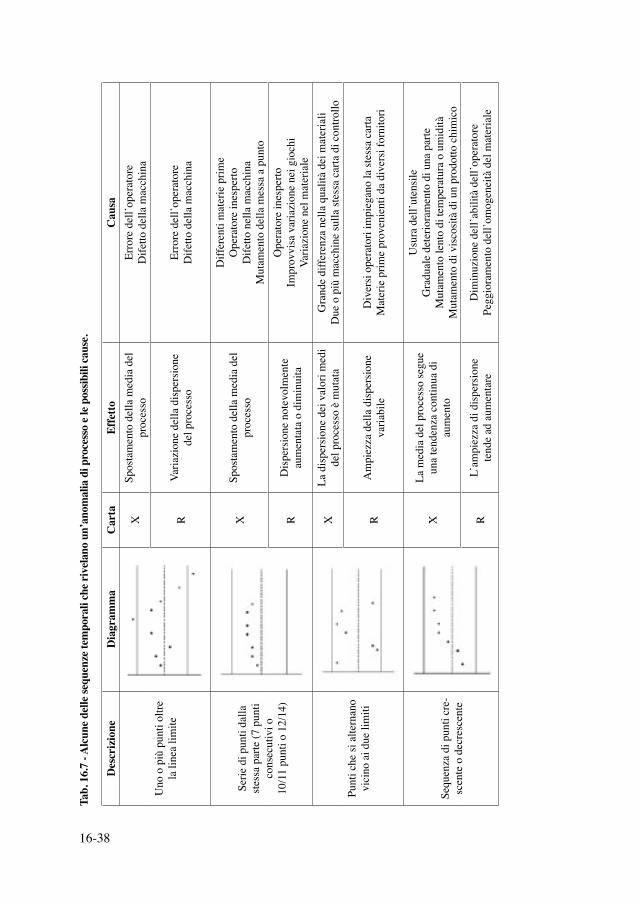
16-38
Tab.
16.
7 - A
lcun
e del
le se
quen
ze te
mpo
rali
che r
ivel
ano
un’a
nom
alia
di p
roce
sso
e le p
ossib
ili ca
use.
Des
criz
ione
Dia
gram
ma
Car
taEf
fetto
Cau
sa
Uno
o p
iù p
unti
oltre
la
line
a lim
ite
XSp
osta
men
to d
ella
med
ia d
el
proc
esso
Erro
re d
ell’o
pera
tore
Dife
tto d
ella
mac
chin
a
RVa
riazi
one
della
dis
pers
ione
de
l pro
cess
oEr
rore
del
l’ope
rato
reD
ifetto
del
la m
acch
ina
Serie
di p
unti
dalla
st
essa
par
te (7
pun
ti co
nsec
utiv
i o10
/11
punt
i o 1
2/14
)
XSp
osta
men
to d
ella
med
ia d
el
proc
esso
Diff
eren
ti m
ater
ie p
rime
Ope
rato
re in
espe
rtoD
ifetto
nel
la m
acch
ina
Mut
amen
to d
ella
mes
sa a
pun
to
RD
ispe
rsio
ne n
otev
olm
ente
au
men
tata
o d
imin
uita
Ope
rato
re in
espe
rtoIm
prov
visa
var
iazi
one
nei g
ioch
iVa
riazi
one
nel m
ater
iale
Punt
i che
si a
ltern
ano
vici
no a
i due
lim
iti
XLa
dis
pers
ione
dei
val
ori m
edi
del p
roce
sso
è m
utat
aG
rand
e di
ffere
nza
nella
qua
lità
dei m
ater
iali
Due
o p
iù m
acch
ine
sulla
stes
sa c
arta
di c
ontro
llo
RA
mpi
ezza
del
la d
ispe
rsio
ne
varia
bile
Div
ersi
ope
rato
ri im
pieg
ano
la st
essa
car
taM
ater
ie p
rime
prov
enie
nti d
a di
vers
i for
nito
ri
Sequ
enza
di p
unti
cre-
scen
te o
dec
resc
ente
XLa
med
ia d
el p
roce
sso
segu
e un
a te
nden
za c
ontin
ua d
i au
men
to
Usu
ra d
ell’u
tens
ileG
radu
ale
dete
riora
men
to d
i una
par
teM
utam
ento
lent
o di
tem
pera
tura
o u
mid
itàM
utam
ento
di v
isco
sità
di u
n pr
odot
to c
him
ico
RL’
ampi
ezza
di d
ispe
rsio
ne
tend
e ad
aum
enta
reD
imin
uzio
ne d
ell’a
bilit
à de
ll’op
erat
ore
Pegg
iora
men
to d
ell’o
mog
enei
tà d
el m
ater
iale
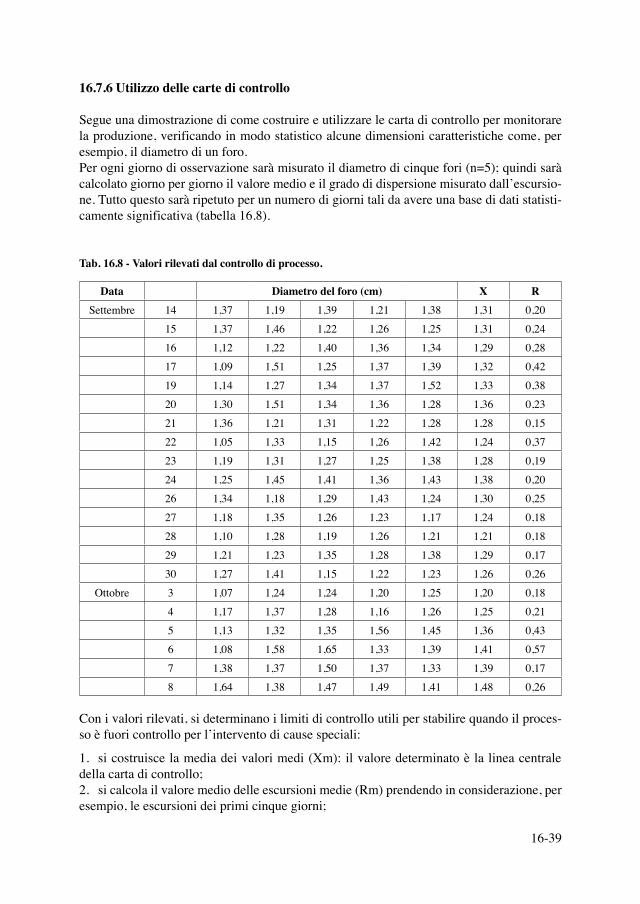
16-39
16.7.6 Utilizzo delle carte di controllo
Segue una dimostrazione di come costruire e utilizzare le carta di controllo per monitorare la produzione, verificando in modo statistico alcune dimensioni caratteristiche come, per esempio, il diametro di un foro.Per ogni giorno di osservazione sarà misurato il diametro di cinque fori (n=5); quindi sarà calcolato giorno per giorno il valore medio e il grado di dispersione misurato dall’escursio-ne. Tutto questo sarà ripetuto per un numero di giorni tali da avere una base di dati statisti-camente significativa (tabella 16.8).
Tab. 16.8 - Valori rilevati dal controllo di processo.
Data Diametro del foro (cm) X RSettembre 14 1,37 1,19 1,39 1,21 1,38 1,31 0,20
15 1,37 1,46 1,22 1,26 1,25 1,31 0,24
16 1,12 1,22 1,40 1,36 1,34 1,29 0,28
17 1,09 1,51 1,25 1,37 1,39 1,32 0,42
19 1,14 1,27 1,34 1,37 1,52 1,33 0,38
20 1,30 1,51 1,34 1,36 1,28 1,36 0,23
21 1,36 1,21 1,31 1,22 1,28 1,28 0,15
22 1,05 1,33 1,15 1,26 1,42 1,24 0,37
23 1,19 1,31 1,27 1,25 1,38 1,28 0,19
24 1,25 1,45 1,41 1,36 1,43 1,38 0,20
26 1,34 1,18 1,29 1,43 1,24 1,30 0,25
27 1,18 1,35 1,26 1,23 1,17 1,24 0,18
28 1,10 1,28 1,19 1,26 1,21 1,21 0,18
29 1,21 1,23 1,35 1,28 1,38 1,29 0,17
30 1,27 1,41 1,15 1,22 1,23 1,26 0,26
Ottobre 3 1,07 1,24 1,24 1,20 1,25 1,20 0,18
4 1,17 1,37 1,28 1,16 1,26 1,25 0,21
5 1,13 1,32 1,35 1,56 1,45 1,36 0,43
6 1,08 1,58 1,65 1,33 1,39 1,41 0,57
7 1,38 1,37 1,50 1,37 1,33 1,39 0,17
8 1,64 1,38 1,47 1,49 1,41 1,48 0,26
Con i valori rilevati, si determinano i limiti di controllo utili per stabilire quando il proces-so è fuori controllo per l’intervento di cause speciali:
1. si costruisce la media dei valori medi (Xm): il valore determinato è la linea centrale della carta di controllo;2. si calcola il valore medio delle escursioni medie (Rm) prendendo in considerazione, per esempio, le escursioni dei primi cinque giorni;
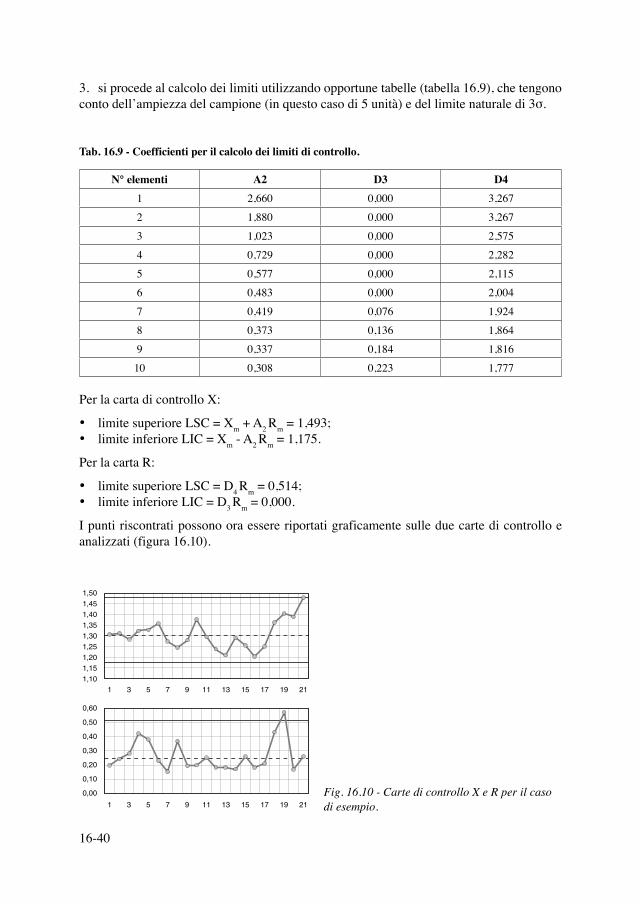
16-40
3. si procede al calcolo dei limiti utilizzando opportune tabelle (tabella 16.9), che tengono conto dell’ampiezza del campione (in questo caso di 5 unità) e del limite naturale di 3σ.
Tab. 16.9 - Coefficienti per il calcolo dei limiti di controllo.
N° elementi A2 D3 D41 2,660 0,000 3,267
2 1,880 0,000 3,267
3 1,023 0,000 2,575
4 0,729 0,000 2,282
5 0,577 0,000 2,115
6 0,483 0,000 2,004
7 0,419 0,076 1,924
8 0,373 0,136 1,864
9 0,337 0,184 1,816
10 0,308 0,223 1,777
Per la carta di controllo X:
• limite superiore LSC = Xm + A2 Rm = 1,493;• limite inferiore LIC = Xm - A2 Rm = 1,175.
Per la carta R:
• limite superiore LSC = D4 Rm = 0,514;• limite inferiore LIC = D3 Rm = 0,000.
I punti riscontrati possono ora essere riportati graficamente sulle due carte di controllo e analizzati (figura 16.10).
0,60
0,50
0,40
0,30
0,20
0,10
0,00
2197531 1917151311
1,501,451,401,351,301,251,201,151,10
2197531 1917151311
Fig. 16.10 - Carte di controllo X e R per il caso di esempio.
16-41
In particolare, si osserva che al 19° periodo si ha un fuori controllo per la dispersione e al 21° un fuori controllo per la media, indicando come potrebbero essere intervenute una o più cause speciali tali da portare il processo fuori controllo.Ma il processo risulta davvero fuori controllo ed è necessario un intervento? Le carte di controllo non forniscono una risposta in termini assoluti, ma solo in termini di probabilità. Resta quindi da valutare la probabilità che il processo, benché sotto controllo, fornisca comunque un punto oltre la linea di controllo nella carta X e uno nella carta R. Questa probabilità è chiamata “probabilità di reazione” e varia a seconda del tipo di sequenza tem-porale rilevata e dell’ampiezza del campione (tabella 16.10).
Tab. 16.10 - Esempio di probabilità di reazione ai test per carte di controllo X-R.
Carta X-R con n = 5 X R1 singolo punto sopra il limite 3σ 0,0013 0,00462 punti su 3 consecutivi sopra il limite 2σ 0,0015 0,00334 punti su 5 consecutivi sopra il limite 1σ 0,0027 0,00268 punti consecutivi sopra la linea centrale 0,0039 0,0023
Per completare l’esempio, la probabilità che un processo quale quello descritto, benché sotto controllo, fornisca un punto fuori dai limiti di controllo è pari allo 0,13% sulla carta X e allo 0,46% sulla carta R; questo equivale a dire che il processo era fuori controllo, per un errore dell’operatore o per un difetto della macchina, con una probabilità del 99,97% al 19° periodo e del 99,54% nel periodo 21°. Si tratta ora di rimuovere la causa specifica (o le cause), ripetere la raccolta dati e costruire le nuove carte di controllo.
16.8 Qualità di processo: un’ingegneria per la manutenzione
16.8.1 Il sistema di manutenzione nel contesto aziendale
L’importanza della manutenzione nell’impresa moderna è individuabile:
• nell’aspetto patrimoniale: i capitali investiti in impianti, macchinari e attrezzature sono sempre più imponenti, in funzione dell’accresciuta dimensione impiantistica, della mecca-nizzazione e dell’automazione;• nell’aspetto tecnologico: lo sviluppo tecnologico e le innovazioni nell’automazione rendono rapidamente obsoleti gli impianti e impongono frequenti adeguamenti;• nell’aspetto economico: i costi per la completa e razionale utilizzazione degli impianti sono una fetta molto importante nel bilancio aziendale;• nell’aspetto umano: la complessità degli impianti richiede grande quantità di manuten-tori con elevati livelli di qualificazione e professionalità.
Tuttavia, capita spesso che il sistema di manutenzione abbia un livello di integrazione con gli altri sistemi operativi assai modesto, specie in aziende prive di un sistema informativo
16-42
di manutenzione ben strutturato, e non sia in grado di valutare la reale incidenza delle azio-ni manutentive sul contesto del business aziendale.Infatti, è necessario considerare che il costo della manutenzione in alcune imprese può raggiungere anche il 20-25% dei costi di produzione complessivi e quindi deve essere ade-guatamente presidiato.Tuttavia, si consideri che ciò che interessa maggiormente all’impresa industriale è il con-tenimento della spesa manutentiva, ma non l’adeguatezza delle politiche di intervento al comportamento del sistema impiantistico. Per questo motivo, il modo più comune di gestione aziendale della manutenzione riguarda il controllo e, se possibile, la riduzione della spesa manutentiva, con particolare riferimento ai costi variabili, ossia a ciò che è acquistato da imprese terze.Nel processo manutentivo diventa fondamentale l’integrazione tra le due aree di gestione materiali e di acquisto per l’approvvigionamento delle risorse esterne. Le aziende meglio organizzate hanno creato circuiti di controllo che permettono, in modo più o meno automa-tizzato, la verifica dei consumi.
16.8.2 Manutenzione e costi
Tuttavia, per effettuare una valutazione davvero corretta dei costi di manutenzione si deve tenere conto tanto dei costi diretti quanto di quelli indiretti.Quando si parla di costi diretti è facile capirsi, riconoscendo come tali, per esempio, la manodopera, il consumo energetico, le parti di ricambio, i materiali tecnici di utilizzo, i costi di subappalto dei servizi ecc., tutti aspetti produttivi il cui controllo non risulta parti-colarmente complesso.Ma è nella corretta valutazione dei costi indiretti, ossia dei costi associati a ogni inefficien-za di impianto, che sorgono le vere difficoltà. Questa stima, infatti, dovrà includere voci di costo legate, per esempio, alla mancata produzione, agli scarti, alla produzione al di sotto degli standard qualitativi o i costi per capacità produttiva insufficiente, danno di immagine e tanto altro ancora (tabella 16.11).
Tab. 16.11 - Costi diretti e indiretti: il costo maggiore derivante da una manutenzione qualitativa-mente scarsa sarà dato dai costi indiretti.
COSTI DIRETTI COSTI INDIRETTIManodopera Costi di servizio
Parti di ricambio Perdite di vendita o profitti dovute a perdite di produzione
Materiali tecnici Costi di penalità per prodotti al di sotto degli standard
Subappalti Penalità per consegne in ritardo
Perdite di ordini dovute a consegne in ritardo
Perdita di immagine
Qualità
Scarti e prodotti difettosi dovuti a prestazioni scarse delle apparecchiature
Continua...
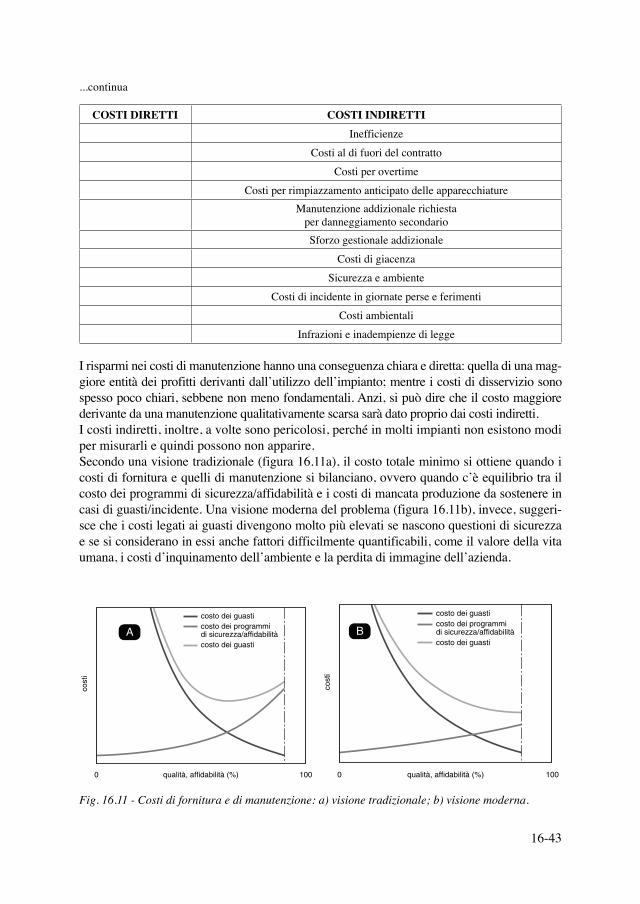
16-43
COSTI DIRETTI COSTI INDIRETTIInefficienze
Costi al di fuori del contratto
Costi per overtime
Costi per rimpiazzamento anticipato delle apparecchiatureManutenzione addizionale richiesta
per danneggiamento secondarioSforzo gestionale addizionale
Costi di giacenza
Sicurezza e ambiente
Costi di incidente in giornate perse e ferimenti
Costi ambientali
Infrazioni e inadempienze di legge
I risparmi nei costi di manutenzione hanno una conseguenza chiara e diretta: quella di una mag-giore entità dei profitti derivanti dall’utilizzo dell’impianto; mentre i costi di disservizio sono spesso poco chiari, sebbene non meno fondamentali. Anzi, si può dire che il costo maggiore derivante da una manutenzione qualitativamente scarsa sarà dato proprio dai costi indiretti. I costi indiretti, inoltre, a volte sono pericolosi, perché in molti impianti non esistono modi per misurarli e quindi possono non apparire.Secondo una visione tradizionale (figura 16.11a), il costo totale minimo si ottiene quando i costi di fornitura e quelli di manutenzione si bilanciano, ovvero quando c’è equilibrio tra il costo dei programmi di sicurezza/affidabilità e i costi di mancata produzione da sostenere in casi di guasti/incidente. Una visione moderna del problema (figura 16.11b), invece, suggeri-sce che i costi legati ai guasti divengono molto più elevati se nascono questioni di sicurezza e se si considerano in essi anche fattori difficilmente quantificabili, come il valore della vita umana, i costi d’inquinamento dell’ambiente e la perdita di immagine dell’azienda.
cost
i
1000 qualità, affidabilità (%)
costo dei guasticosto dei programmidi sicurezza/affidabilitàcosto dei guasti
A
1000 qualità, affidabilità (%)
costo dei guasticosto dei programmidi sicurezza/affidabilitàcosto dei guasti
cost
i
B
Fig. 16.11 - Costi di fornitura e di manutenzione: a) visione tradizionale; b) visione moderna.
...continua
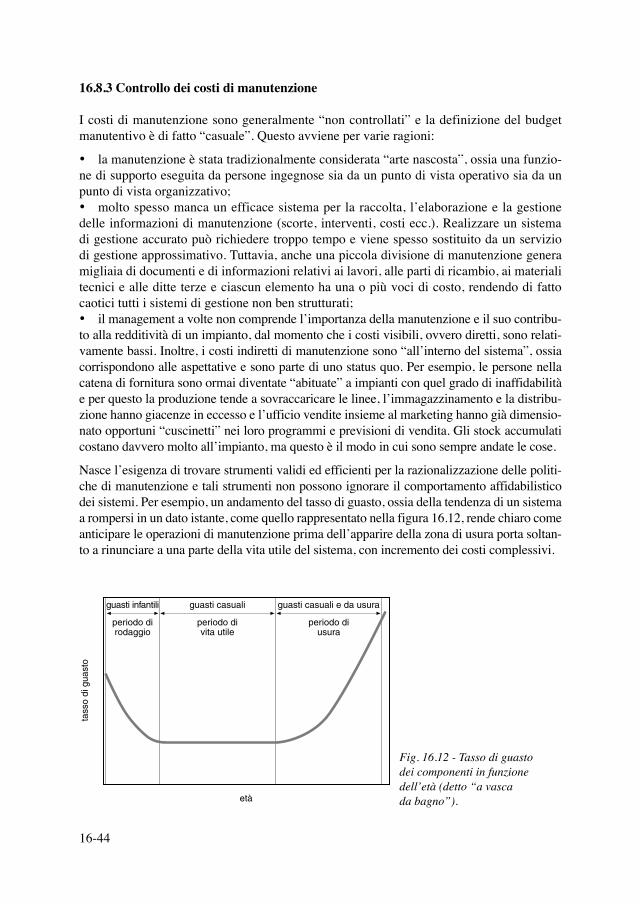
16-44
16.8.3 Controllo dei costi di manutenzione
I costi di manutenzione sono generalmente “non controllati” e la definizione del budget manutentivo è di fatto “casuale”. Questo avviene per varie ragioni:
• la manutenzione è stata tradizionalmente considerata “arte nascosta”, ossia una funzio-ne di supporto eseguita da persone ingegnose sia da un punto di vista operativo sia da un punto di vista organizzativo;• molto spesso manca un efficace sistema per la raccolta, l’elaborazione e la gestione delle informazioni di manutenzione (scorte, interventi, costi ecc.). Realizzare un sistema di gestione accurato può richiedere troppo tempo e viene spesso sostituito da un servizio di gestione approssimativo. Tuttavia, anche una piccola divisione di manutenzione genera migliaia di documenti e di informazioni relativi ai lavori, alle parti di ricambio, ai materiali tecnici e alle ditte terze e ciascun elemento ha una o più voci di costo, rendendo di fatto caotici tutti i sistemi di gestione non ben strutturati;• il management a volte non comprende l’importanza della manutenzione e il suo contribu-to alla redditività di un impianto, dal momento che i costi visibili, ovvero diretti, sono relati-vamente bassi. Inoltre, i costi indiretti di manutenzione sono “all’interno del sistema”, ossia corrispondono alle aspettative e sono parte di uno status quo. Per esempio, le persone nella catena di fornitura sono ormai diventate “abituate” a impianti con quel grado di inaffidabilità e per questo la produzione tende a sovraccaricare le linee, l’immagazzinamento e la distribu-zione hanno giacenze in eccesso e l’ufficio vendite insieme al marketing hanno già dimensio-nato opportuni “cuscinetti” nei loro programmi e previsioni di vendita. Gli stock accumulati costano davvero molto all’impianto, ma questo è il modo in cui sono sempre andate le cose.
Nasce l’esigenza di trovare strumenti validi ed efficienti per la razionalizzazione delle politi-che di manutenzione e tali strumenti non possono ignorare il comportamento affidabilistico dei sistemi. Per esempio, un andamento del tasso di guasto, ossia della tendenza di un sistema a rompersi in un dato istante, come quello rappresentato nella figura 16.12, rende chiaro come anticipare le operazioni di manutenzione prima dell’apparire della zona di usura porta soltan-to a rinunciare a una parte della vita utile del sistema, con incremento dei costi complessivi.
tass
o di
gua
sto
età
guasti casuali
periodo divita utile
guasti casuali e da usura
periodo diusura
guasti infantili
periodo dirodaggio
Fig. 16.12 - Tasso di guasto dei componenti in funzione dell’età (detto “a vasca da bagno”).
16-45
16.8.4 Politiche di manutenzione
Le politiche manutentive possono essere classificate in due tipologie fondamentali:
• correttiva;• preventiva.
Mentre la manutenzione correttiva è eseguita appena possibile dopo l’insorgere del gua-sto, nella manutenzione preventiva esiste una grande libertà nella scelta del momento di intervento più idoneo, una situazione che ha portato allo sviluppo di diversi criteri di scelta (per esempio, a data costante, a periodo costante ecc.). Resta evidente che il sistema di manutenzione nel suo complesso deve essere tale da ridurre al minimo le conseguenze di sicurezza e operative dei guasti agli impianti, determinando così un incremento di dispo-nibilità e di redditività degli stessi. Questo risultato è possibile solo attraverso la corretta integrazione delle differenti politiche manutentive che, pur avendo in comune lo scopo di ottimizzare i risultati tecnici ed economici, si differenziano nei casi in cui assumono parti-colare rilievo l’affidabilità e la produttività.
16.8.4.1 Manutenzione correttiva
La manutenzione correttiva al guasto è il tipo di manutenzione più semplice, in quanto non richiede una pianificazione delle sue attività: si attende il manifestarsi del guasto e quindi, una volta individuate le parti danneggiate, si procede alla riparazione. Il suo scopo è ripor-tare la macchina in uno stato in cui possa svolgere le funzioni richieste. I problemi legati all’uso di questa strategia operativa sono quelli connessi con gli aspetti negativi dell’im-prevedibilità: il guasto può provocare danni ad altre parti della macchina non interessate direttamente dal guasto, a persone e all’ambiente e può manifestarsi in tempi e luoghi non opportuni per un intervento manutentivo (disponibilità di personale e ricambio). Pertanto le conseguenze possono assumere dimensioni inaccettabili sia riguardo alla sicurezza sia sotto l’aspetto economico (distruzione di macchine e perdite per mancata produzione).Fino alla fine degli anni ’70, la maggior parte delle industrie si trovava a operare con questo tipo di manutenzione. Oggi questa filosofia rimane in molti casi la più conveniente per macchi-ne di basso costo, la cui rottura non provoca grosse perdite di produzione o problemi di sicu-rezza. La manutenzione a guasto trova campo di impiego quando non vi è nessun vantaggio economico nel sapere quando si rompe una macchina e quale parte si sta rompendo. Il compito primario di questa filosofia quindi si riduce a stabilire il metodo più economico di riparazione del guasto della macchina per riportarla in condizioni di funzionamento accettabili.I punti di forza di questa politica sono:
• costi bassi se correttamente applicata;• non richiede strutture e pianificazioni particolarmente complesse.I punti di debolezza sono:• nessun preavviso di guasto con i derivanti problemi di sicurezza, interruzione di servi-zio e mancanza di produzione;• non permette l’utilizzo ottimale delle squadre di manutenzione, spesso inutilizzate in attesa di guasti;• magazzino ricambi sovradimensionato per rispondere alle necessità immediate.
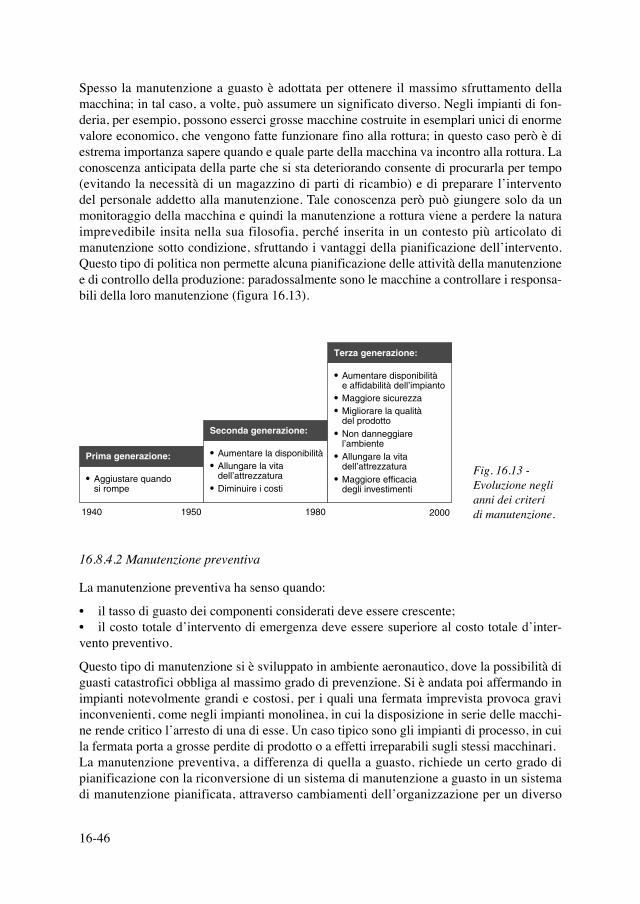
16-46
Spesso la manutenzione a guasto è adottata per ottenere il massimo sfruttamento della macchina; in tal caso, a volte, può assumere un significato diverso. Negli impianti di fon-deria, per esempio, possono esserci grosse macchine costruite in esemplari unici di enorme valore economico, che vengono fatte funzionare fino alla rottura; in questo caso però è di estrema importanza sapere quando e quale parte della macchina va incontro alla rottura. La conoscenza anticipata della parte che si sta deteriorando consente di procurarla per tempo (evitando la necessità di un magazzino di parti di ricambio) e di preparare l’intervento del personale addetto alla manutenzione. Tale conoscenza però può giungere solo da un monitoraggio della macchina e quindi la manutenzione a rottura viene a perdere la natura imprevedibile insita nella sua filosofia, perché inserita in un contesto più articolato di manutenzione sotto condizione, sfruttando i vantaggi della pianificazione dell’intervento. Questo tipo di politica non permette alcuna pianificazione delle attività della manutenzione e di controllo della produzione: paradossalmente sono le macchine a controllare i responsa-bili della loro manutenzione (figura 16.13).
Prima generazione:
1940
Aggiustare quandosi rompe
1950
Seconda generazione:
Aumentare la disponibilità
1980
Allungare la vitadell’attrezzaturaDiminuire i costi
Terza generazione:
Aumentare disponibilitàe affidabilità dell’impianto
2000
Maggiore sicurezzaMigliorare la qualitàdel prodottoNon danneggiarel’ambienteAllungare la vitadell’attrezzaturaMaggiore efficaciadegli investimenti
Fig. 16.13 - Evoluzione negli anni dei criteri di manutenzione.
16.8.4.2 Manutenzione preventiva
La manutenzione preventiva ha senso quando:
• il tasso di guasto dei componenti considerati deve essere crescente;• il costo totale d’intervento di emergenza deve essere superiore al costo totale d’inter-vento preventivo.
Questo tipo di manutenzione si è sviluppato in ambiente aeronautico, dove la possibilità di guasti catastrofici obbliga al massimo grado di prevenzione. Si è andata poi affermando in impianti notevolmente grandi e costosi, per i quali una fermata imprevista provoca gravi inconvenienti, come negli impianti monolinea, in cui la disposizione in serie delle macchi-ne rende critico l’arresto di una di esse. Un caso tipico sono gli impianti di processo, in cui la fermata porta a grosse perdite di prodotto o a effetti irreparabili sugli stessi macchinari.La manutenzione preventiva, a differenza di quella a guasto, richiede un certo grado di pianificazione con la riconversione di un sistema di manutenzione a guasto in un sistema di manutenzione pianificata, attraverso cambiamenti dell’organizzazione per un diverso
16-47
approccio ai problemi (nuovi reparti, procedure, mentalità del personale, forme di manu-tenzione).È sicuramente la manutenzione pianificata più utilizzata ed è efficace se viene impiegata quando gli impianti iniziano a mostrare segni di usura e la probabilità di guasto aumenta. Questa strategia negli ultimi anni è stata messa in discussione dall’evidenza che la maggior parte dei guasti hanno una probabilità di accadimento casuale e quindi questo tipo di manu-tenzione ha una limitata efficacia nell’aumentare la disponibilità dell’impianto.I punti di forza sono:
• riduzione dei guasti;• miglior utilizzo delle squadre di manutenzione;• ottimizzazione delle scorte di materiali.
I punti di debolezza:
• aumento delle attività e dei costi diretti di manutenzione;• è applicabile solo per problemi legati all’invecchiamento degli impianti;• a volte può indurre essa stessa dei guasti (mortalità infantile).
I costi diretti in una manutenzione preventiva sono quelli derivanti dall’ammortamento degli strumenti hardware e software impiegati nei rilievi e nell’analisi dei dati, del relativo personale interno o delle aziende di servizio coinvolte.I costi indotti, invece, sono le perdite di produzione dovuta all’esecuzione degli inter-venti ispettivi e riparativi, gli ammortamenti dei costi sostenuti per la predisposizione al mantenimento preventivo e per le analisi ingegneristiche atte a determinare la predittiva più opportuna a ciascun tipo di mezzo di lavoro. Esistono differenti criteri per definire il momento più opportuno per effettuare la manutenzione.
16.8.4.3 Manutenzione preventiva a data costante
La manutenzione preventiva è definita a intervalli costanti di tempo, mentre il momento in cui si deve realizzare la sostituzione è indipendente da quello che succede durante gli interventi preventivati. La funzione di costo totale per unità di tempo è data da:
C(T) = [Cp + Ce · H(T)]/T
dove :T = intervallo di manutenzione preventiva;H(T) = numero di guasti previsti nell’intervallo;Cp = costo di intervento preventivo;CE = costo di intervento di emergenza.
Ogni periodo comprende il costo di sostituzione nelle date predeterminate e il costo di tutti gli interventi di emergenza da effettuare entro le date di sostituzione preventivata.Il tempo ottimizzato di sostituzione T sarà quello dato dal minimo costo per l’unità di tem-po fornito dall’equazione precedente.

16-48
16.8.4.4 Manutenzione preventiva a periodo costante
La manutenzione sul componente viene effettuata nel momento in cui si raggiunge una cer-ta età (ore di utilizzo, cicli di funzionamento ecc.) rispetto all’ultimo intervento manutenti-vo, preventivo o correttivo. La vita media di un componente (Mean Time Between Failure) è data dall’equazione integrale:
MTBF = ∫ R(t)dt
doveR(t) = affidabilità nell’istante t.
Il costo complessivo degli interventi sarà composto dal costo della manutenzione preventiva più il costo dell’emergenza, associato alla probabilità di verificarsi della rottura, ossia alla sua non affidabilità. Quindi una previsione del costo totale per unità di tempo è data da:
Cp · R(t) + CE · [1 – R(t)] CTM = MTBF
dove:CTM = costo totale di manutenzione per unità di tempo;Cp = costo di intervento preventivo;CE = costo di intervento correttivo di emergenza.
Derivando i costi d’intervento per unità di tempo ed eguagliando a zero la derivata prima, si ottiene il minimo di questa funzione, da cui è possibile ricavare il tempo t che rende minimo il costo di manutenzione preventiva.
16.8.4.5 Manutenzione secondo condizione (predittiva)
Secondo le moderne definizioni, la manutenzione secondo condizione è una manutenzione preventiva che si basa sulla sostituzione di un componente, al raggiungimento di una soglia di allarme sensoriale, o misurabile con qualche strumentazione, di un parametro correlato al degrado dello stesso componente. Questa politica di manutenzione mira ad anticipare il guasto, utilizzando, invece di dati affidabilistici, quelli forniti da un’attività di monitoraggio (Condi-tion Monitoring). Le condizioni di applicabilità della manutenzione secondo condizione sono:
• la macchina deve essere ispezionabile possibilmente durante il normale funzionamento;• le condizione della macchina o del suo componente sono note solo in seguito all’effet-tuazione dell’ispezione;• la macchina evolve dalla condizione di perfetta funzionalità a quella di fuori servizio attraverso più stadi intermedi caratterizzati da una progressiva diminuzione delle prestazioni.
La manutenzione su condizione, infatti, è resa possibile dalla circostanza che la maggio-ranza dei guasti non accadono istantaneamente, ma si sviluppano lungo un certo periodo di tempo. Le variazioni di temperatura, la presenza di particelle di usura negli ambienti operativi (per esempio, gli oli), uno spettro di vibrazione anomalo, possono essere misurati
16-49
e quindi dare un avviso che qualcosa può non andare bene; un’ispezione e un’analisi suc-cessiva possono poi portare alla corretta identificazione del problema. A fronte di questa prima fase di rilevazione, si sviluppano in seguito tutte le attività di analisi e pianificazione delle azioni più idonee ad aumentare la vita utile di ogni componente, ricercando il giusto compromesso tra prestazioni (costi) ed efficacia (benefici). Questo tipo di attività è quella che promette i massimi margini di miglioramento in termini di disponibilità di impianto e di riduzione dei costi totali. Le tecniche impiegate spaziano dall’uso di complesse strumen-tazioni allo sfruttamento della sensibilità umana. Si tratta di effettuare misurazioni compa-rative, periodiche o in modalità continua, dei parametri che si ritiene ben rappresentino le condizioni del componente o sistema oggetto dell’analisi, permettendo così di valutarne la situazione corrente e l’andamento futuro di un suo possibile deterioramento.I punti di forza di questa politica manutentiva sono:
• permette di massimizzare la disponibilità di impianto;• alcune forme di ispezione possono essere eseguite a bassissimo costo;• permette di fermare gli impianti prima di un blocco (problemi di sicurezza);• si possono analizzare le cause di guasto.
Al contrario i punti deboli sono:
• analisi delle vibrazioni, termografia, analisi degli oli e controlli a ultrasuoni richiedono attrezzature specialistiche e training con conseguenti costi di investimento;• è necessario un certo periodo di tempo per sviluppare trend, valutare le condizioni delle macchine e individuare le relative soglie d’allarme.
Da un punto di vista pratico, si avrà un’applicazione corretta e conveniente della manuten-zione su condizione qualora il costo dell’ispezione sia inferiore:
• al costo dell’intervento di emergenza;• al costo dell’intervento preventivo;• alla differenza tra il costo dell’intervento di emergenza e il costo dell’intervento preventivo.
In ogni caso, il condition monitoring resta uno strumento importantissimo per l’imposta-zione di una strategia gestionale finalizzata alla valutazione e al mantenimento delle condi-zioni qualitative del sistema.
16.8.5 Passaggio da una cultura reattiva a una proattiva
Applicando una strategia preventiva si passa da una cultura reattiva, di passiva attesa degli eventi, a una visione proattiva, di preparazione anticipata alla soluzione dei problemi, con la possibilità di definire, implementare e ottimizzare piani di manutenzione attraverso metodologie ragionate ed efficienti. Tra i vari aspetti migliorativi legati a un approccio più razionale si segnalano i seguenti tipi di manutenzione.
16.8.5.1 Manutenzione produttiva (TPM)
La manutenzione produttiva è l’insieme di azioni volte alla prevenzione, al miglioramento continuo e al trasferimento di funzioni elementari di manutenzione al conduttore dell’enti-
16-50
tà, avvalendosi del rilevamento dei dati e della diagnostica sull’entità da mantenere e può essere sintetizzata nei quattro principi:
1. prevenzione attraverso il monitoraggio;2. ottimizzazione del ciclo di vita della macchina o impianto;3. miglioramento continuo diffuso;4. automanutenzione.
Gli obiettivi della manutenzione produttiva sono su due piani diversi: organizzativo e tecnologico. Sul piano organizzativo, l’obiettivo è il trasferimento all’interno del processo produttivo di tutte le responsabilità e quindi anche di quelle delle prestazioni dei mezzi di lavoro e delle loro manutenzioni.Sul piano tecnologico, l’obiettivo è il miglioramento della capacità della macchina di lavorare a qualità; quindi si agisce sul miglioramento contestuale della disponibilità e della qualità e sulla conseguente riduzione degli scarti: si punta cioè alla ingegnerizzazione della manutenzione.Il modello di sviluppo organizzativo prospettato dalla TPM, che comunque deve essere coerente con il mix di politiche adottate, è il decentramento delle attività manutentive, un criterio che privilegia una gestione per processi, superando le suddivisioni funzionali nel-l’ambito di unità produttive elementari.Nei progetti applicativi della manutenzione produttiva si possono individuare le seguenti fasi:
• pulizia (se necessaria) e messa in opera della macchina;• analisi delle criticità che fa emergere interventi migliorativi di varie entità;• pianificazione degli interventi manutentivi da assegnare al conduttore;• messa a punto di sistemi informativi, di tecnologie di diagnostica tecnica e strumenti di altra natura atti alla gestione ingegnerizzata e integrata della manutenzione;• gestione dei piani di intervento ciclico e a seguito ispezione;• attivazione di una procedura di miglioramento continuo, finalizzata all’ottimizzazione del ciclo di vita del bene.
La TPM riconosce l’esistenza, all’interno della medesima azienda, di diverse situazioni manutentive, che possono richiedere differenti tecniche per raggiungere un buon risultato, diverse da impianto a impianto, da macchina a macchina, ma tutte efficaci in termini di produttività e costi. Molte delle strategie proposte non sono nuove, ma riorganizzate in forma organica e completa.
16.8.5.2 Manutenzione migliorativa
La manutenzione migliorativa ha come scopo quello di comprendere dalle cause di guasto quali siano i difetti che una riprogettazione del componente o della macchina potrebbe eli-minare. I punti di forza sono:
• alcune azioni possono essere intraprese con bassi costi e alta efficacia;• problemi ricorrenti possono essere definitivamente rimossi.
I punti deboli sono:
• le cause primarie di questi guasti possono essere di difficile individuazione;
16-51
• vaste azioni di riprogettazione possono essere molto costose, con lunghi periodi di fer-mo macchina;• i risultati previsti non sono sempre raggiunti;• modifiche di processo possono introdurre nuove possibilità di guasto.
16.8.5.3 Manutenzione basata sull’affidabilità (RCM)
La manutenzione basata sull’affidabilità, o Reliability Centred Maintenance (RCM), è un modo di gestire la manutenzione con il fine di ottimizzare gli interventi (preventivi o correttivi) basandosi su tutte le informazioni disponibili in azienda, con speciale attenzione alle indicazioni sul comportamento affidabilistico dei componenti.La RCM ha come obiettivo quello di consolidare l’affidabilità intrinseca dell’intero impianto piuttosto che focalizzare l’attenzione direttamente su ciascun sottosistema chie-dendosi che tipo di manutenzione preventiva possa essere attuata. La RCM parte fin dal-l’inizio affrontando le seguenti fasi:
• suddividere il prodotto in sistemi e sottosistemi da analizzare separatamente;• identificare gli elementi funzionali significativi;• determinare, per ogni elemento significativo, i requisiti manutentivi sulla base dell’ana-lisi delle sue funzioni e i possibili modi di guasto;• determinare quando, come e da chi debba essere svolto ciascun compito;• utilizzare le informazioni ricavabili dall’esperienza e le più idonee tecniche analitiche per migliorare di volta in volta le caratteristiche di ciascuna fase precedente.
Si tratta, quindi, di considerare l’intero programma di manutenzione preventiva, indipen-dentemente dal livello delle risorse assegnate, per adempiere alle specifiche valutandone tutti gli aspetti. Tutto ciò richiede una struttura organizzativa integrata ed efficiente, che sia completamente responsabile per gli aspetti di pianificazione e di management della manutenzione.L’applicazione della metodologia RCM ha lo scopo fondamentale di stabilire un program-ma di manutenzione iniziale (cosa, come, quando), ovvero nel critico periodo di prima attivazione di un sistema tecnicamente e/o tecnologicamente “nuovo”, con gli obiettivi di:
• raggiungere i livelli intrinseci di affidabilità e sicurezza;• riportare il sistema a tali livelli nei casi in cui si presentino anormalità;• realizzare tutto ciò al minimo costo.
La logica RCM aiuta nella selezione di ciò che è davvero importante fare a fronte di ciò che non porta un reale valore aggiunto (figura 16.14).I vantaggi che si possono associare all’applicazione di una metodologia RCM sono:
• maggiore sicurezza e rispetto ambientale: secondo la RCM, è necessario prima di tutto ridurre al massimo o, se possibile, eliminare del tutto le possibili cause di guasto a cui potrebbero essere associati impatti sull’ambiente o sulla vita umana;• miglioramento nelle prestazioni: tra gli obiettivi della RCM c’è quello di individuare i compiti e le regole manutentive più adatte a ogni situazione;• creazione di un database per la manutenzione: attraverso questa metodologia è possibile acquisire molte informazioni sul sistema che stiamo considerando; esse, oltre a consentire
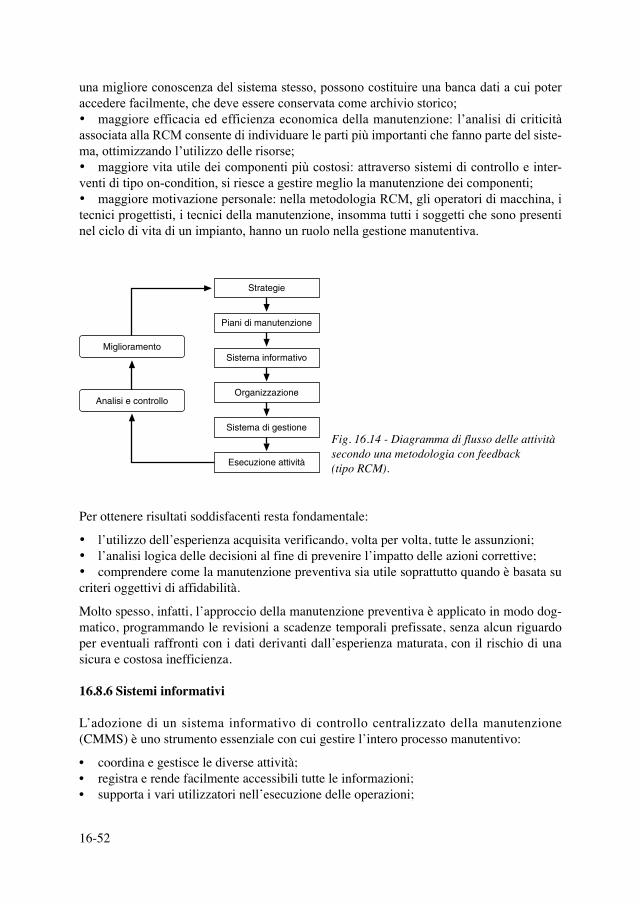
16-52
una migliore conoscenza del sistema stesso, possono costituire una banca dati a cui poter accedere facilmente, che deve essere conservata come archivio storico;• maggiore efficacia ed efficienza economica della manutenzione: l’analisi di criticità associata alla RCM consente di individuare le parti più importanti che fanno parte del siste-ma, ottimizzando l’utilizzo delle risorse;• maggiore vita utile dei componenti più costosi: attraverso sistemi di controllo e inter-venti di tipo on-condition, si riesce a gestire meglio la manutenzione dei componenti;• maggiore motivazione personale: nella metodologia RCM, gli operatori di macchina, i tecnici progettisti, i tecnici della manutenzione, insomma tutti i soggetti che sono presenti nel ciclo di vita di un impianto, hanno un ruolo nella gestione manutentiva.
Miglioramento
Analisi e controllo
Strategie
Piani di manutenzione
Sistema informativo
Organizzazione
Sistema di gestione
Esecuzione attività
Fig. 16.14 - Diagramma di flusso delle attività secondo una metodologia con feedback (tipo RCM).
Per ottenere risultati soddisfacenti resta fondamentale:
• l’utilizzo dell’esperienza acquisita verificando, volta per volta, tutte le assunzioni;• l’analisi logica delle decisioni al fine di prevenire l’impatto delle azioni correttive;• comprendere come la manutenzione preventiva sia utile soprattutto quando è basata su criteri oggettivi di affidabilità.
Molto spesso, infatti, l’approccio della manutenzione preventiva è applicato in modo dog-matico, programmando le revisioni a scadenze temporali prefissate, senza alcun riguardo per eventuali raffronti con i dati derivanti dall’esperienza maturata, con il rischio di una sicura e costosa inefficienza.
16.8.6 Sistemi informativi
L’adozione di un sistema informativo di controllo centralizzato della manutenzione (CMMS) è uno strumento essenziale con cui gestire l’intero processo manutentivo:
• coordina e gestisce le diverse attività;• registra e rende facilmente accessibili tutte le informazioni;• supporta i vari utilizzatori nell’esecuzione delle operazioni;
16-53
• impone il rispetto delle politiche manutentive decise dalla direzione;• obbliga l’adozione delle regole gestionali stabilite in azienda;• favorisce la standardizzazione delle procedure;• supporta la formulazione dei budget previsionali;• consente la gestione e il controllo dei costi.
Da un punto di vista pratico, le attività di manutenzione sono gestite attraverso l’emissione di un documento (ordine di lavoro) vincolante per il manutentore, che contiene informa-zioni tecniche, economiche e logistiche legate all’apparecchiatura sulla quale si esegue un’operazione di manutenzione o di controllo. Terminata l’attività, le informazioni ricavate dall’operazione sono inserite nel database e andranno ad arricchire la storia dell’impian-to, permettendo così analisi statistiche, benchmarking, reporting, ma anche gestione del magazzino, emissione e pagamento di fatture, creazione di indici di performance ecc.
16.9 Approccio integrato RCM-FMEA: un esempio
La fonderia è uno dei campi di applicazione dove un approccio Total Quality ha sempre dimostrato la propria utilità, specie in presenza di impianti grandi e complessi. Per esem-pio, gli indicatori della metodologia consentono di sorvegliare molto rapidamente i guasti, mantenere sotto controllo i costi di funzionamento di ogni macchina e gestire al meglio l’intera produzione.Il seguente esempio è tratto del progetto Europeo CRAFT Tomas (maggiori dettagli in Cocaina N., O’Reilly K., Richet D., 1992), dove si descrive come gli strumenti di FMEA e RCM concorrono a:
• migliorare la disponibilità dei macchinari;• salvaguardare la sicurezza delle strutture e degli operatori;• controllare i costi di produzione;• ridurre gli interventi di manutenzione correttiva;• riconoscere ed eliminare le azioni di manutenzione preventiva improduttive.
16.9.1 Presentazione della fonderia
L’attività principale di questa fonderia è la realizzazione di getti di metalli non-ferrosi. La sua produzione annuale è di 12.000 tonnellate di crudo e parti lavorate e le sue installazioni sono localizzate nei seguenti impianti:
• una fonderia di acciaio dotata di quattro forni a induzione: questo impianto produce ogni tipo di acciaio a basso contenuto di carbonio e ad alto contenuto di carbonio; include una sezione meccanizzata e una sezione di formatura con una capacità di sollevamento di 100 tonnellate;• una fonderia di getto ferritico con una capacità di 400 tonnellate mensili; produce ogni getto ferritico di meanite; l’attrezzatura comprende:• due sezioni meccanizzate per componenti di piccola serie del peso maggiore o uguale a 50 kg;• due sezioni di formatura manuale di parti il cui peso è superiore alle 40 tonnellate;
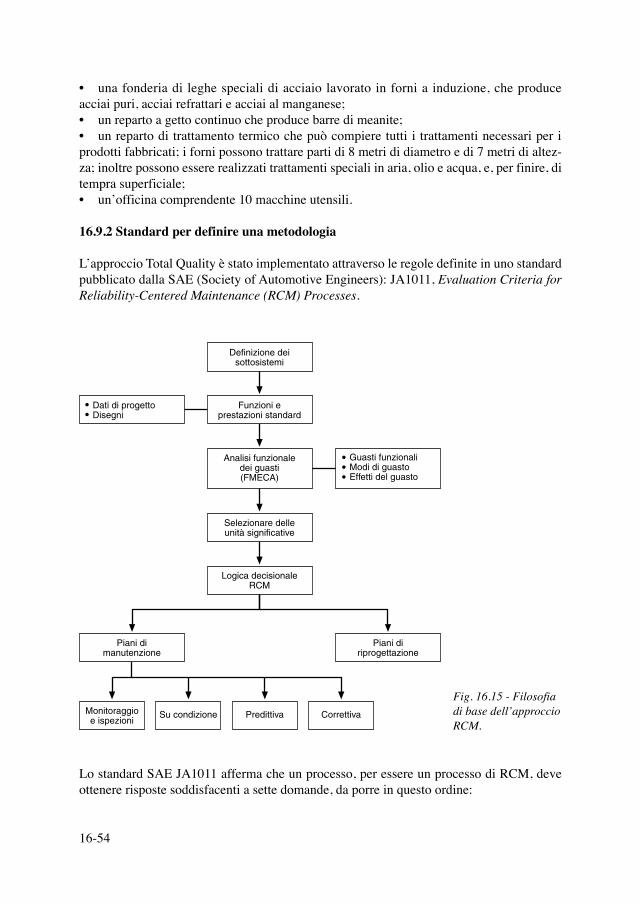
16-54
• una fonderia di leghe speciali di acciaio lavorato in forni a induzione, che produce acciai puri, acciai refrattari e acciai al manganese;• un reparto a getto continuo che produce barre di meanite;• un reparto di trattamento termico che può compiere tutti i trattamenti necessari per i prodotti fabbricati; i forni possono trattare parti di 8 metri di diametro e di 7 metri di altez-za; inoltre possono essere realizzati trattamenti speciali in aria, olio e acqua, e, per finire, di tempra superficiale;• un’officina comprendente 10 macchine utensili.
16.9.2 Standard per definire una metodologia
L’approccio Total Quality è stato implementato attraverso le regole definite in uno standard pubblicato dalla SAE (Society of Automotive Engineers): JA1011, Evaluation Criteria for Reliability-Centered Maintenance (RCM) Processes.
Definizione deisottosistemi
Funzioni eprestazioni standard
Analisi funzionaledei guasti(FMECA)
Dati di progettoDisegni
Guasti funzionaliModi di guastoEffetti del guasto
Selezionare delleunità significative
Logica decisionaleRCM
Piani dimanutenzione
Piani diriprogettazione
Monitoraggioe ispezioni
Su condizione Predittiva Correttiva
Fig. 16.15 - Filosofia di base dell’approccio RCM.
Lo standard SAE JA1011 afferma che un processo, per essere un processo di RCM, deve ottenere risposte soddisfacenti a sette domande, da porre in questo ordine:
16-55
1. quali sono le funzioni e i relativi standard desiderati di funzionamento del sistema nel suo contesto operativo (funzioni)?2. in quali modi il sistema può fallire la propria missione (guasti funzionali)?3. cosa provoca i guasti funzionali (modalità di guasto)?4. quali sono le conseguenze di ogni singolo guasto funzionale (effetti del guasto)? 5. qual è la gravità delle conseguenze (conseguenze del guasto)?6. cosa si può fare per prevenire o predire ogni singolo guasto (azioni proattive)?7. cosa si dovrebbe fare nel caso di non fattibilità di azioni proattive (azioni predefinite)?
Il resto dello standard identifica le informazioni che devono essere raggruppate e le deci-sioni che devono essere prese per rispondere in modo soddisfacente a ognuna di queste domande (figura 16.15).
16.9.3 Analisi globale del sito industriale
Lo studio prende avvio con la schematizzazione del sito produttivo, attraverso un’analisi dell’azienda nella sua globalità e per area specifica. In particolare, l’utilizzo di una matrice di comparazione (FMECA) permette di confrontare e classificare in modo ordinato, per criticità, ogni area produttiva (vedi l’esempio nella tabella 16.12).
16.9.4 Analisi dei guasti e scelta delle azioni manutentive
Dopo l’analisi dell’impianto, lo studio FMECA si sposta sulla definizione delle modalità di guasto, sulle cause, sulla probabilità di accadimento e sulla possibilità di prevedere i guasti, per concludersi con una valutazione comparata delle relative criticità.Poi, per ogni causa di guasto plausibile, si definisce un compito di manutenzione (Task), attri-buendo correttamente responsabilità, tempi di intervento, risorse e costi (tabella 16.13).Il punto forte di questa applicazione è l’integrazione delle informazioni di produzione nella definizione dei compiti di manutenzione.
16.9.5 Modifiche sull’organizzazione
Per controllare e supportare la corretta applicazione del piano di manutenzione, si installa-no appositi strumenti di misurazione e controllo (Condition Monitoring) lungo la linea di produzione: le informazioni sono analizzate attraverso l’impiego di piani di campionamen-to statistico e carte di controllo.Come spesso accade, è stato necessario adottare uno specifico software di gestione (CMMS) per immagazzinare i dati di produzione e rendere fruibili le informazioni in forma semplice, compatta e coordinata. I parametri di produzione (quali disponibilità, percentuale di qualità ecc.) di ogni macchina e dell’intero impianto, così come sono stati definiti dal manutentore, possono ora essere controllati regolarmente, attraverso indici di performance, con un chiaro vantaggio per una gestione razionale.Questo nuovo sistema permette una valutazione rapida dei risultati di ciascun piano d’azio-ne, basandosi su:
• report sulle azioni dai tecnici di manutenzione;• analisi periodica della produzione.
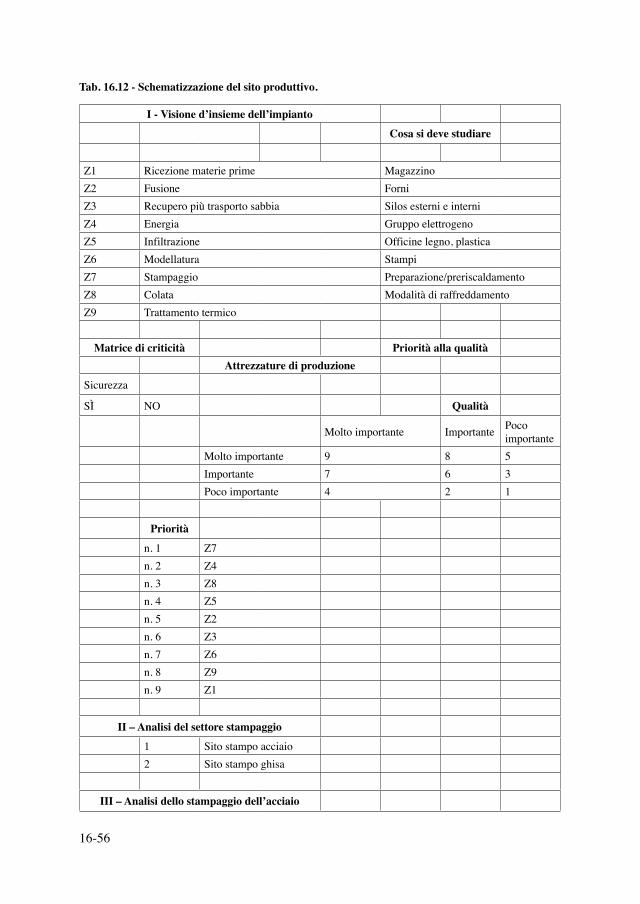
16-56
Tab. 16.12 - Schematizzazione del sito produttivo.
I - Visione d’insieme dell’impianto
Cosa si deve studiare
Z1 Ricezione materie prime MagazzinoZ2 Fusione ForniZ3 Recupero più trasporto sabbia Silos esterni e interniZ4 Energia Gruppo elettrogenoZ5 Infiltrazione Officine legno, plasticaZ6 Modellatura StampiZ7 Stampaggio Preparazione/preriscaldamentoZ8 Colata Modalità di raffreddamentoZ9 Trattamento termico
Matrice di criticità Priorità alla qualitàAttrezzature di produzione
Sicurezza
SÌ NO Qualità
Molto importante Importante Poco importante
Molto importante 9 8 5Importante 7 6 3Poco importante 4 2 1
Priorità
n. 1 Z7n. 2 Z4n. 3 Z8n. 4 Z5n. 5 Z2n. 6 Z3n. 7 Z6n. 8 Z9n. 9 Z1
II – Analisi del settore stampaggio
1 Sito stampo acciaio2 Sito stampo ghisa
III – Analisi dello stampaggio dell’acciaio
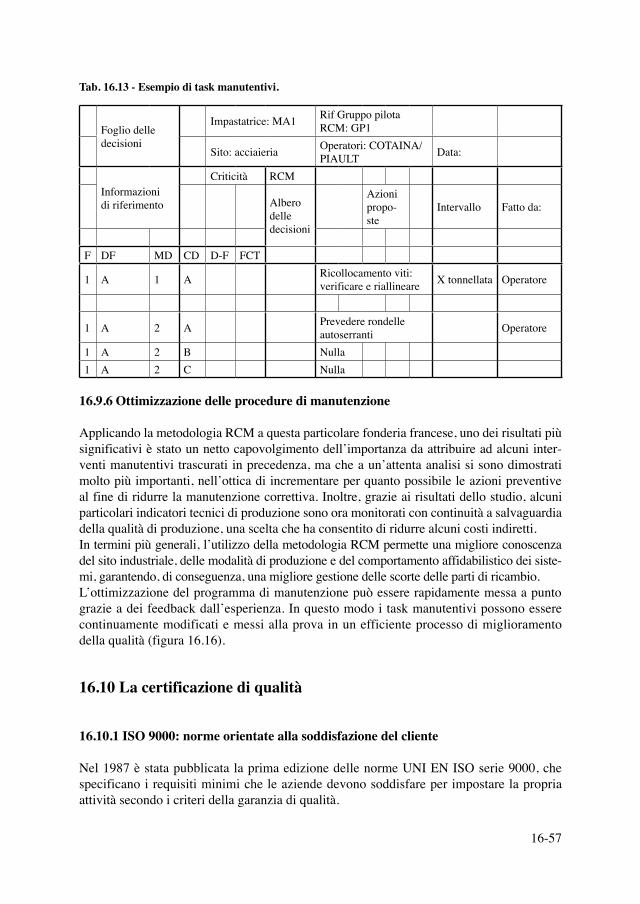
16-57
Tab. 16.13 - Esempio di task manutentivi.
Foglio delle decisioni
Impastatrice: MA1 Rif Gruppo pilota RCM: GP1
Sito: acciaieria Operatori: COTAINA/PIAULT Data:
Informazionidi riferimento
Criticità RCM
Albero delle decisioni
Azioni propo-ste
Intervallo Fatto da:
F DF MD CD D-F FCT
1 A 1 A Ricollocamento viti: verificare e riallineare X tonnellata Operatore
1 A 2 A Prevedere rondelle autoserranti Operatore
1 A 2 B Nulla1 A 2 C Nulla
16.9.6 Ottimizzazione delle procedure di manutenzione
Applicando la metodologia RCM a questa particolare fonderia francese, uno dei risultati più significativi è stato un netto capovolgimento dell’importanza da attribuire ad alcuni inter-venti manutentivi trascurati in precedenza, ma che a un’attenta analisi si sono dimostrati molto più importanti, nell’ottica di incrementare per quanto possibile le azioni preventive al fine di ridurre la manutenzione correttiva. Inoltre, grazie ai risultati dello studio, alcuni particolari indicatori tecnici di produzione sono ora monitorati con continuità a salvaguardia della qualità di produzione, una scelta che ha consentito di ridurre alcuni costi indiretti.In termini più generali, l’utilizzo della metodologia RCM permette una migliore conoscenza del sito industriale, delle modalità di produzione e del comportamento affidabilistico dei siste-mi, garantendo, di conseguenza, una migliore gestione delle scorte delle parti di ricambio.L’ottimizzazione del programma di manutenzione può essere rapidamente messa a punto grazie a dei feedback dall’esperienza. In questo modo i task manutentivi possono essere continuamente modificati e messi alla prova in un efficiente processo di miglioramento della qualità (figura 16.16).
16.10 La certificazione di qualità
16.10.1 ISO 9000: norme orientate alla soddisfazione del cliente
Nel 1987 è stata pubblicata la prima edizione delle norme UNI EN ISO serie 9000, che specificano i requisiti minimi che le aziende devono soddisfare per impostare la propria attività secondo i criteri della garanzia di qualità.
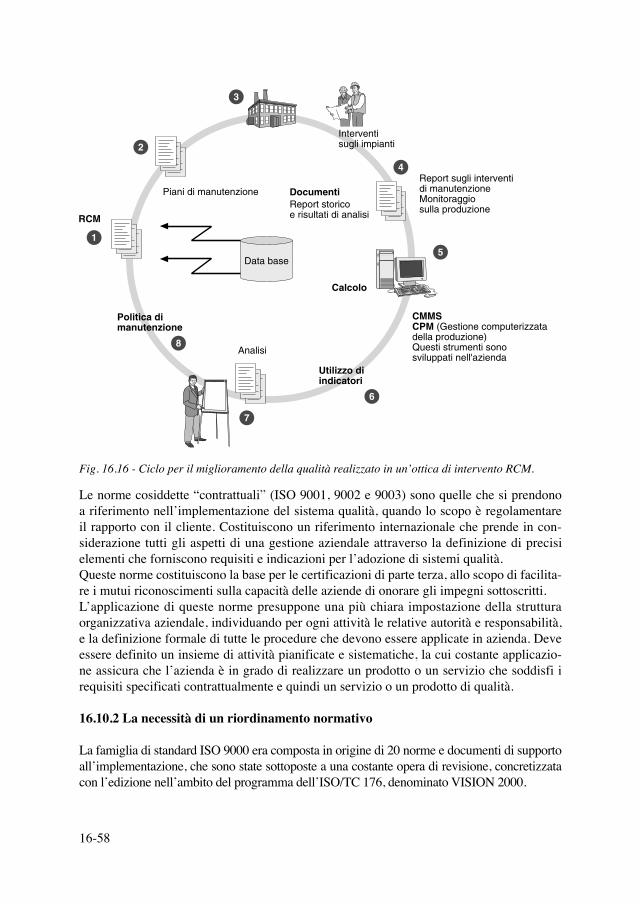
16-58
Piani di manutenzione
Interventisugli impianti
DocumentiReport storicoe risultati di analisi
Calcolo
Report sugli interventidi manutenzioneMonitoraggiosulla produzione
CMMSCPM (Gestione computerizzatadella produzione)Questi strumenti sonosviluppati nell'azienda
Utilizzo diindicatori
Analisi
Data base
Politica dimanutenzione
RCM
1
8
7
6
5
4
3
2
Fig. 16.16 - Ciclo per il miglioramento della qualità realizzato in un’ottica di intervento RCM.
Le norme cosiddette “contrattuali” (ISO 9001, 9002 e 9003) sono quelle che si prendono a riferimento nell’implementazione del sistema qualità, quando lo scopo è regolamentare il rapporto con il cliente. Costituiscono un riferimento internazionale che prende in con-siderazione tutti gli aspetti di una gestione aziendale attraverso la definizione di precisi elementi che forniscono requisiti e indicazioni per l’adozione di sistemi qualità.Queste norme costituiscono la base per le certificazioni di parte terza, allo scopo di facilita-re i mutui riconoscimenti sulla capacità delle aziende di onorare gli impegni sottoscritti.L’applicazione di queste norme presuppone una più chiara impostazione della struttura organizzativa aziendale, individuando per ogni attività le relative autorità e responsabilità, e la definizione formale di tutte le procedure che devono essere applicate in azienda. Deve essere definito un insieme di attività pianificate e sistematiche, la cui costante applicazio-ne assicura che l’azienda è in grado di realizzare un prodotto o un servizio che soddisfi i requisiti specificati contrattualmente e quindi un servizio o un prodotto di qualità.
16.10.2 La necessità di un riordinamento normativo
La famiglia di standard ISO 9000 era composta in origine di 20 norme e documenti di supporto all’implementazione, che sono state sottoposte a una costante opera di revisione, concretizzata con l’edizione nell’ambito del programma dell’ISO/TC 176, denominato VISION 2000.
16-59
Il programma VISION 2000 è diretto a soddisfare le esigenze degli utilizzatori delle nor-me rilevate nel corso di un’indagine internazionale del 1997, in cui vennero identificati i seguenti bisogni:
• compatibilità tra ISO 9000 e ISO 14000 (norme relative agli aspetti gestionali);• ISO 9001 e ISO 9004 strutturate in modo simile e basate entrambe sulla gestione dei processi;• facilità di adattamento dei requisiti delle norme alle attività reali dell’azienda;• impostazioni dei sistemi di gestione sul miglioramento continuo e prevenzione delle non conformità;• sistema ISO 9001 orientato al cliente e all’efficacia;• guida ISO 9004 orientata al cliente, alle altre parti interessate, all’efficacia, all’efficien-za e al miglioramento continuo delle prestazioni;• semplificazione nella normativa e nella sua utilizzazione e facilità nell’autovalutazione;• universalità per tutti i settori e dimensioni delle organizzazioni.
Il programma ha previsto l’emissione delle seguenti quattro norme fondamentali:
• ISO 9000: termini e definizioni delle parole chiave;• ISO 9001: requisiti per la gestione della qualità;• ISO 9004: linee guida per il miglioramento delle prestazioni;• ISO 19011: linee guida per gli audit nei sistemi di gestione per la qualità e per l’ambiente.
In particolare, le norme ISO 9001:2000 e ISO 9004:2000, fondamentali nel processo di moderna certificazione industriale, definiscono quali devono (9001) o dovrebbero essere (9004/1) i requisiti del Sistema Qualità del fornitore per assicurare al cliente il rispetto di dati requisiti di qualità. La UNI EN ISO 9001 è una norma di valore prescrittivo (il forni-tore può certificare il suo Sistema Qualità in conformità a tale sistema) ed è suddivisa in 20 sezioni, mentre la UNI EN ISO 9004/1 ha valore di guida e i suggerimenti che forni-sce riguardano tutte le fasi del ciclo di vita che possono incidere sul prodotto finito e che richiedono che il fornitore predisponga procedure documentate per assicurare il rispetto dei requisiti specificati. Entrando più nel dettaglio, i cambiamenti introdotti dalla VISION 2000 rispetto alle normativa precedente sono:
• il passaggio dai sistemi per l’Assicurazione della Qualità ISO 9001, ISO 9002, ISO 9003 (per dare fiducia al cliente interno o esterno sulla soddisfazione dei requisiti del prodotto, processo o servizio) al Sistema di Gestione per la Qualità ISO 9001:2000 (per guidare e tenere sotto controllo l’intera organizzazione al fine di soddisfare esigenze e aspettative del cliente interno o esterno);• la semplificazione dell’architettura delle norme e la ristrutturazione dell’intera serie di norme ISO 9000;• la revisione delle ISO 8402 e ISO 9000-1, aggiornando e completando i principi e i con-cetti fondamentali per la qualità, e la loro fusione in una sola norma, la ISO 9000:2000;• la sostituzione dei tre modelli di sistema qualità ISO 9001, ISO 9002, ISO 9003 con un solo modello di sistema di gestione per la qualità ISO 9001:2000;• la revisione completa della ISO 9004-1:1994 finalizzandola al miglioramento continuo delle prestazioni e rendendola coerente e complementare con la ISO 9001:2000;
16-60
• la fusione (tuttora in corso) delle sei norme esistenti sull’audit (ISO 10011-1, 10011-2, 10011-3, 14010, 14011, 14012) in una sola norma ISO 19011.
16.10.3 VISION 2000: norme di gestione completa della qualità
Dalla prima uscita della ISO 9000 a oggi, le aziende hanno maturato un diverso approccio verso la qualità, spingendosi sempre di più verso la certificazione del proprio sistema.I principali elementi innovativi contenuti nelle nuove norme possono essere così riassunti:
• approccio per processi che garantisce una visione che permette di spaziare in campi di competenza di funzioni diverse, promuovendo la logica degli obiettivi comuni;• importanza della risorsa umana capace di creare sinergie;• miglioramento continuativo;• soddisfazione per il cliente, vista non come obiettivo ma come conseguenza di una gestione che è in grado di fornire prodotti e servizi ad alto contenuto qualitativo.
Tali norme sono basate sugli otto principi della qualità e orientate alla soddisfazione del cliente e di tutte le parti interessate (titolari, soci, personale dell’organizzazione, fornitori, partner, sindacati, banche, assicurazioni, società/collettività):
• orientamento al cliente: le organizzazioni dipendono dai loro clienti; occorre pertanto comprendere le loro esigenze presenti e future, soddisfare i loro requisiti e mirare a supera-re le loro stesse aspettative;• leadership: i responsabili stabiliscono unità di intenti e di indirizzo dell’organizzazione e dovrebbero creare e mantenere un ambiente interno che coinvolga pienamente il persona-le nel perseguimento degli obiettivi dell’organizzazione;• coinvolgimento del personale: i lavoratori, a tutti i livelli, costituiscono l’essenza del-l’organizzazione e il loro pieno coinvolgimento permette di porre le loro capacità al servi-zio dell’organizzazione;• approccio per processi: un risultato desiderato si ottiene con maggiore efficienza quan-do le relative attività e risorse sono gestite come un processo;• approccio sistemico alla gestione: identificare, capire e gestire processi tra loro corre-lati contribuisce all’efficacia (il rispetto delle specifiche dell’output, nel posto giusto, nel tempo giusto, al giusto prezzo) e all’efficienza (utilizzo minimo di risorse nel rispetto del-l’efficacia) dell’organizzazione nel conseguire i propri obiettivi;• miglioramento continuo: il miglioramento continuo delle prestazioni complessive dovrebbe essere un obiettivo permanente dell’organizzazione;• decisioni basate su dati di fatto: le decisioni si devono basare sull’analisi di dati e infor-mazioni (per esempio mediante l’utilizzo di indicatori di performance);• rapporti di reciproco beneficio con i fornitori: un’organizzazione e i suoi fornitori sono interdipendenti e un rapporto di reciproco beneficio migliora per entrambi la capacità di creare valore.
16.10.4 Certificarsi o non certificarsi
Molte aziende perseguono la certificazione ISO 9001 per soddisfare le necessità e le attese dei loro clienti. Ad alcune aziende i clienti richiedono la certificazione; altre lo fanno di
16-61
loro iniziativa perché credono che ciò darà loro un maggiore vantaggio sul mercato. Spesso ci si domanda in che modo la certificazione e tutti gli sforzi necessari per raggiungerla sia-no apportatori dì benefici per un’organizzazione. Per alcune aziende questo si traduce in un miglioramento dell’efficienza, per altre migliorando la loro situazione sul mercato. Sfor-tunatamente, alcune imprese, nel perseguire la certificazione ISO 9000, hanno sviluppato e imposto al loro interno un sistema qualità e una documentazione non appropriati, con il risultato che l’intero processo sì è rivelato semplicemente un pesante giogo; l’esperienza delle aziende che hanno adottato il modello di gestione per processi dimostra che le conse-guenze sono ben diverse e che è possibile ottenere risultati concreti e positivi.Con l’introduzione della nuova edizione VISION 2000 della norma e la sparizione della suddivisione nei tre modelli ISO 9001, 9002 e 9003, la novità fondamentale è stata che ora esiste un’unica norma che consente di ottenere il certificato di conformità, la ISO 9001: qualsiasi azienda che intende certificarsi dovrà fare riferimento alla sola ISO 9001.Di seguito si forniscono alcune indicazioni relative alla fase di certificazione di qualità nel caso di una fonderia.
16.11 Prescrizioni generali per l’approvazione∗
16.11.1 Requisiti ai fini dell’approvazione
Ai fini della certificazione ISO 9001 di una fonderia è fondamentale dimostrare che lo sta-bilimento disponga di attrezzature adatte per l’esecuzione delle prove e di personale quali-ficato in grado di effettuare e verificare le attività di controllo qualità. Inoltre è importante che lo stabilimento dimostri di essere in grado di eseguire in modo soddisfacente le prove di approvazione definite da un programma specifico.Secondo vari enti di certificazione, queste condizioni possono essere considerate automa-ticamente soddisfatte se il fabbricante è certificato UNI EN ISO 9001:2000, mentre per altri enti potrebbe essere una condizione non sufficiente e quindi la certificazione sarebbe subordinata a ulteriori evidenze. Nel primo caso, seguendo le indicazioni fornite dalla normativa UNI EN ISO 9001:20000, la fonderia deve individuare e rendere disponibili le risorse necessarie per attuare e tenere aggiornato il sistema di gestione per la qualità. Dovrà inoltre provvedere a migliorare in modo continuo la sua efficienza e ad accrescere la soddi-sfazione dei clienti, ottemperando alle richieste.Il personale che esegue attività connesse alla qualità del prodotto deve essere competente sulla base di un adeguato grado di istruzione, addestramento, abilità ed esperienza. Spetta alla fonderia definire le competenze essenziali per il personale che svolge quelle operazioni che influenzano la qualità del prodotto, fornire un adeguato addestramento e intraprendere tutte le azioni necessarie a soddisfare tali esigenze formative. Spetta alla stessa fonderia:
• valutare l'efficacia delle azioni intraprese;• assicurarsi che il suo personale sia consapevole della rilevanza e dell'importanza delle pro-prie attività e di come esse contribuiscono al raggiungimento degli obiettivi per la qualità;
* Sezione realizzata con il contributo dell’ing. Alessandro Barzanti.
16-62
• conservare appropriate registrazioni sul grado di istruzione, sull'addestramento, sul-l'abilità e sull’esperienza del personale.
La fonderia deve inoltre definire, predisporre e mantenere le infrastrutture necessarie per ottenere la conformità ai requisiti dei prodotti. Le infrastrutture comprendono, secondo i casi: edifici, spazi di lavoro e servizi connessi, attrezzature e apparecchiature di processo (hardware e software) e servizi di supporto (qua-li trasporti e comunicazione).
16.12 Certificazione di prodotto∗
16.12.1 Informazioni necessarie all’approvazione
Nella certificazione di conformità del prodotto, nel caso di prodotti in acciaio e ghisa (lamiere e profilati in acciaio, tubi, fucinati, getti), le informazioni specifiche che si è soliti inviare per l’approvazione sono:
• tipo di prodotto;• sigla identificativa di fabbrica (o numero di lega);• composizione chimica della lega;• stato di fornitura;• condizioni di rinvenimento;• proprietà meccaniche garantite nelle varie forniture;• campo delle dimensioni per le quali è richiesta l’approvazione;• apparecchiature utilizzate per la fusione e colaggio;• procedimenti di estrusione e laminazione adottato;• metodi di stiramento e spianatura utilizzati.
L’ente di certificazione, a fronte delle specifiche tecniche definite dalla fonderia, verifica che il prodotto consegnato, oggetto della certificazione, risponda ai requisiti individuati dalla fonderia stessa tramite controlli che variano in funzione del prodotto.Nei documenti di approvazione potranno essere specificate particolari limitazioni o con-dizioni di prova, come ritenuto appropriato in dipendenza dei risultati. È frequente la richiesta nei confronti della fonderia di redigere un fascicolo in cui riportare tutti i dati e i risultati delle prove e le registrazioni effettuate relative ai campioni di prova.
16.12.2 Scelta del materiale
Prima di eseguire le prove in fonderia, un’attenzione particolare deve essere rivolta alla scelta del materiale. Nel caso di lamiere e profilati in acciaio inossidabile le prove di appro-vazione sono effettuate, in genere, su un grado di acciaio con Mo e su uno senza Mo, com-binazione che porta a qualificare tutti i gradi. Di regola, per ciascun grado, devono essere provate due lamiere (profilati) provenienti da differenti colate. Eventualmente l’ente di
* Sezione realizzata con il contributo dell’ing. Alessandro Barzanti.
16-63
certificazione può alleggerire alcune delle prescrizioni per i gradi più comuni in base alla documentazione inviata e all’applicazione prevista.Gli spessori delle lamiere scelte devono rappresentare lo spessore massimo e minimo da approvare. Diventa inoltre importante definire la posizione dei campioni di prova. Nel caso di lingotti, le posizioni di testa e coda corrispondono all’inizio e al termine del lingotto. Nel caso di colata continua la posizione di testa corrisponde all’inizio della colata e la posizione di coda corrisponde alla fine della colata; se così è specificato nel programma, i campioni richiesti sulla seconda colata possono essere prelevati dalla coda. Per le lamiere testa e coda significano rispettivamente l’inizio e il termine della lamiera stessa o dell’unità laminata.
16.12.3 Programma di prove
Il programma di prova viene stabilito dall’ente di certificazione sulla base delle informa-zioni ricevute e, nel caso di lamiere e profilati placcati con acciaio inossidabile, in genere sono richieste le seguenti prove:
1. prova di trazione sul materiale di supporto;2. prova di resilienza Charpy-V sul materiale di supporto;3. prova di trazione sulla lamiera comprensiva della placcatura;4. prova di taglio sulla placcatura;5. prova di trazione dopo la rimozione del materiale di placcatura;6. prova di trazione perpendicolare per valutare la resistenza allo strappo della placcatura;7. prova di piega sulla lamiera comprensiva della placcatura;8. esame ultrasuono dell’adesione sulle lamiere esaminate per l’approvazione;9. controllo della saldabilità.
Le prove devono essere eseguite su gradi e spessori che rappresentino l’intervallo per il quale il fabbricante richiede l’approvazione all’ente di certificazione.
16.12.4 Prove sul materiale base
Le richieste di approvazioni più comuni sono quelle relative ai seguenti materiali base:
• acciai normali a elevata resistenza;• acciai temprati e rinvenuti a elevata resistenza;• lamiere d’acciaio per caldaie e recipienti in pressione;• lamiere e profilati in acciai ferritici per basse temperature;• lamiere e profilati in acciaio inossidabile;• lamiere e profilati placcati con acciaio inossidabile.
Possono essere richieste le seguenti prove sui materiali base con la relativa posizione di prova:
• di trazione in testa, coda e trasversale;• di resilienza (su campioni non invecchiati o invecchiati in funzione dei gradi) in testa, coda, longitudinale e trasversale;• esame micrografico in testa;• controllo della composizione chimica in testa;• Drop Weight in testa;
16-64
• determinazione delle dimensioni del grano in testa;• prove di deformazione nella direzione dello spessore in testa e coda.
Negli acciai austenitici possono essere aggiunte le seguenti prove:
• di corrosione su ogni colata;• esami ultrasonori su tutta la lamiera;• determinazione del contenuto di ferrite delta in testa e coda;• rilevamento delle fasi pericolose in testa e coda.
Sugli acciai duplex possono essere aggiunte le seguenti prove:
• di piega in testa lamiera e trasversale.
16.12.5 Prove di saldabilità
Le prove di saldabilità si differenziano di molto in funzione della particolare tipologia di prodotto ed è difficile ricostruire una casistica valida, ma è comunque possibile fornire alcune indicazioni di massima.Nel caso di acciai normali o a elevata resistenza in genere si richiede che le prove di sal-dabilità siano eseguite su campioni di lamiere di maggiore spessore. Esse possono essere richieste sull’estensione ritenuta eventualmente necessaria dall’ente di certificazione, in funzione delle proprietà effettive del materiale e delle condizioni di approvazione definite in partenza.Per quanto riguarda la preparazione e la saldatura dei saggi di prova, gli enti di certificazio-ne richiedono generalmente la saldatura dei saggi testa a testa con apporto di calore; i saggi devono essere preparati in modi differenti, a seconda della tipologia di prodotto, come nel caso, per esempio, di un giunto saldato trasversale al senso di laminazione, in modo che le provette per la resilienza risultino in direzione longitudinale. La preparazione del cianfrino deve essere a K o a V: in genere è preferita la preparazione a K, perché permette di siste-mare l’intaglio della provetta parallela alla linea di fusione (impatto sistemato sul lato non cianfrinato).I saggi devono essere saldati con un minimo e un massimo apporto di calore appropriato, in funzione del tipo di acciaio e dello spessore della lamiera. Il procedimento di saldatura deve essere per quanto possibile in accordo con le normali pratiche di saldatura adoperate nei cantieri per il tipo di acciaio e il campo di spessori in questione.Dal saggio saldato si realizzano provini che sono sottoposti a differenti tipi di prove quali:
• prove di trazione trasversale per valutare le caratteristiche di snervamento della saldatu-ra (le prove possono essere effettuate a temperature nel caso di acciai inossidabili per uso a alte temperature);• prova di resilienza con intaglio trasversale alla saldatura e con intaglio sulla linea di fusione;• prova di durezza nella sezione trasversale alla saldatura;• prova di criccabilità a freddo (prove di severità termica controllata o prova cruciforme);• misure di durezza sotto cordone (in particolare per le lamiere di maggiore spessore);• prove di piega (al dritto e al rovescio);• esame macrografico;
16-65
• prova di resilienza con intaglio Charpy-V (spesso è richiesto che l’intaglio sia collocato sulla linea di fusione e a determinate distanze dalla linea di fusione);• prove di durezza Vickers;• determinazione del contenuto di ferrite.
Il verbale di prova indicherà voci quali:
• parametri di saldatura;• denominazioni commerciali dei materiali di apporto;• diametri dei materiali di apporto; • l’apporto di calore;• le temperature tra le passate;• il numero di passate;• le temperature di preriscaldo.
Al rapporto di prova si allega generalmente un disegno del giunto saldato con le dimen-sioni del cianfrino, il numero delle passate, le impronte di durezza e la macrografia della sezione del giunto saldato. Le tolleranze di fabbricazione devono essere specificate all’atto dell’approvazione.
Bibliografia
LibriArena M., Bacile G., Bertanza G., Gestire la qualità, la sicurezza, l’ambiente, Il Sole 24 Ore.Bazovsky, Principi e metodi dell’affidabilità, Etas Kompass, aprile 1969.Beeley P., Foundry Technology, Butterworth&Heinemann.Billinton, Allan, Reliability Evaluation of Engineering Systems, Longman, 1983.Birolini A., Quality and Reliability of Technical Systems, Springer, 2003.Cermet, Guida all’evoluzione dei sistemi di gestione per la qualità, Bologna, 1999.Cocaina N., O’Reilly K., Richet D., Guide Tomas, Rapport de fin de projet, Parigi, 1992.Conti T., Come costruire la qualità totale, Sperling & Kupfer.Crosby P. B., La qualità non costa, McGraw Hill.D’Alessio, Meucci, Somma, I metodi dell’affidabilità, Franco Angeli, Milano 1987.Dei, Il libro della manutenzione - Manuale per la progettazione e l’appalto dei servizi, CNIM.Freddi A., Imparare a progettare, Pitagora Editrice, Bologna, 2005.Furlanetto L., Manuale di manutenzione degli impianti industriali e servizi, Franco Angeli, Milano, 1998.Galgano A., Total Quality, lezioni di successo, Guerrini editore, 1993.Mattana G., Qualità, affidabilità, certificazione, Franco Angeli, Milano.Mc Cormick, Reliability and Risk Analysis, Academic Press, 1981.Mirandola R., Tuccoli M., Vaglini S., De Risi P., Sistemi di qualità, ETS editrice.Pozza R., Ingegneria del supporto manutentivo, Franco Angeli, Milano.Zanini, Elementi di affidabilità, Bologna, Progetto Leonardo, 1991.
Tesi di Dottorato Fragassa C., Affidabilità e sicurezza delle costruzioni meccaniche, dottorato in Meccanica dei Mate-
riali, Bologna, marzo 2005.Morelli P., Ingegneria di manutenzione, dottorato in Ingegneria Nucleare, Bologna, gennaio 2002.
Tesi di Laurea Bussei D., MIDA: monitoraggio integrato dinamico aziendale, Reggio Emilia, febbraio 2002.
16-66
Dozza A., Sistema qualità di una piccola industria elettromeccanica…, Bologna, ottobre 2004.Marzio F., Analisi parametrica e non parametrica dei dati di guasto…, Bologna, dicembre 2004.Neroni C., RCM come strumento di manutenzione e miglioramento qualità, Bologna, marzo 2005.Rizzi R., Strumenti innovativi di sviluppo di affidabilità e qualità di prodotto, Bologna, giugno 2004.
NormeATA MSG-3 - Operator/manufacturer scheduled maintenance development, revision 2003.1, Air
Transport of America, Washington D.C., marzo 2003.D.Lgs. 19 marzo 1996, n. 242 - Modifiche e integrazioni al D.Lgs. 19 settembre 1994, n. 626, recante
attuazione di direttive comunitarie riguardanti il miglioramento della sicurezza e della salute dei lavoratori sul luogo di lavoro.
D.Lgs. 19 settembre 1994, n. 626 - Attuazione delle direttive 89/391/CEE, 89/654/CEE, 89/655/CEE, 89/656/CEE, 90/269/CEE, 90/270/CEE, 90/394/CEE e 90/679/CEE riguardanti il migliora-mento della sicurezza e della salute dei lavoratori sul luogo di lavoro.
L.D.Lgs. 502/92 - Riordino della disciplina in materia sanitaria, a norma dell’art. 1 della L. 421/92.L.D.Lgs. 517/93 - Modificazioni al D.Lgs. 502/92 recante riordino della disciplina in materia sanita-
ria, a norma dell’art. 1 della legge 421/92.Military Standard, MIL-STD 2173 - Reliability Centered Maintenance requirements for naval air-
craft, weapons systems and support equipment, Dipartimento della Difesa USA, Washington D.C., 1986.
OHSAS 18001 - 1999 Occupational health and safety management systems - Specification, BSI.OHSAS 18002 - 2000 Occupational health and safety management systems - Guidelines for the
Implementation.SAE Standard JA 1011 - Evaluation Criteria for Reliability Centered Maintenance processes, otto-
bre 1999.UNI EN ISO 9000-2000 - Sistemi di gestione della qualità - Fondamenti e terminologia.UNI EN ISO 9001-1994 - Sistemi qualità - Modello per l’assicurazione della qualità nella proget-
tazione, sviluppo, fabbricazione, installazione e assistenza (da utilizzare quando la conformità ai requisiti specificati deve essere assicurata nelle fasi di progettazione, sviluppo, produzione, installazione e assistenza).
UNI EN ISO 9001-2000 - Sistemi di gestione della qualità - Requisiti.UNI EN ISO 9002-1994 - Sistemi qualità - Modello per l’assicurazione della qualità nella produzio-
ne, installazione e assistenza (da utilizzare quando la conformità ai requisiti specificati deve essere assicurata nelle fasi di produzione, installazione e assistenza).
UNI EN ISO 9003-1994 - Sistemi qualità - Modello per l’assicurazione della qualità nelle prove, controlli e collaudi finali.
UNI EN ISO 9004-2000 - Sistemi di gestione della qualità - Linee guida per il miglioramento delle prestazioni.
Indirizzi InternetSupporto informativohttp://assist3.daps.dla.mil/online/starthttp://laurel.datsi.fi.upm.es/~rail/new/WP2http://quanterion.com/QuART/QuART.shtmlhttp://rac.alionscience.com/InfoResources/Rac_Tools.htmlhttp://rac.iitri.org/InfoResources/http://stinet.dtic.mil/str/dodiss4_fields.htmlhttp://www2.uwindsor.ca/~hlynka/qonline.htmlhttp://www.aiman.comhttp://www.enre.umd.edu/ffp.htmhttp://www.enre.umd.edu/reinfo.htm#Mainhttp://www.lauda.nethttp://www.plant-maintenance.com
16-67
http://www.plant-maintenance.com/freestuff/664.shtmlhttp://www.ramses.ing.unibo.it
Normehttp://www.aicq.it/vision2000http://www.FAA.govhttp://www.mst-toc.ithttp://www.nalda.navy.mil
Altri sitihttp://qed1.home.mindspring.comhttp://www.aladon.comhttp://www.athoscorp.comhttp://www.isograph-software.com/prodsumm.htmhttp://www.itemuk.comhttp://www.maintenanceresources.comhttp://www.manutenzionet.comhttp://www.maxhon.comhttp://www.nerc.comhttp://www.plamai.comhttp://www.plant-maintenance.com/CMMS_vendors_A-L.shtmlhttp://www.plant-maintenance.com/maintenance_software.shtmlhttp://www.reliability-safety-software.comhttp://www.reliasoft.comhttp://www.strategicorp.comhttp://www.strategictechnologiesinc.com






























