Embed Size (px)
Citation preview
7. Ragsdale, C.T., 2001. Spreadsheet modeling and decision analysis. 3rd ed. Cincinnati,OH: Southwestern College Publishing, 794.
8. Render B., Stair R.M., 2000. Quantitative analysislor management. 7th ed. EnglewoodCliLs, NJ: Prentice-Hall.
9. Winston W.L., Albright C.S., 2001. Practical management science, 2nd ed. Paci/cGrove, CA: Duxbury, 953.
10. Dolgui, A., Pashkevich, M., 2008. On the perfonnance of binomial and beta-binomialmodels of demand forecasting for multiple slow-moving inventory items. Computers &Operations Research, 35, 893-905.
11. Dolgui, A., Pashkevich, M., 2008. Demand forecasting for multiple slow-moving itemswith short requests history and unequal demand variance. International Journal 01Production Economics, 112, 885-894.
12. Weisstein, Eric W., "Beta Binomial Distribution." From MathWorld--A Wolfram WebResource. http://mathworld.wolfram.comIBetaBinomialDistribution.htrnl Accessed 21-10-2009
13. Nahmias, S., 2009. , Inventory Control Subject to Known Demand. In: Production andOperations Analysis, 6th ed, McGraw Hill Higher Education, p198-247
14. Dekker, R., Kleijn, M.J., de Rooij, P.J., 1998. A spare parts stocking policy based onequipment criticality. International Journal 01Production Economics 56-57, 69-77.
15. Muller, M., 2003. Essentials 01 Inventory Management. American ManagementAssociation.
16. Vernimmen, B., Dullaert, W., Willeme, P. & Witlox, F. , 2008. Using the inventory-theoretic framework to determine cost-minimizing supply strategies in a stochasticsetting International Journal 01Production Economics, 115,248 - 259
17. Edward A. Silver, David F. Pyke, Rein Peterson, Inventory Management andProduction Planning and Scheduling. Third Edition. John Wiley & Sons. 1998 USA.
18. Shibuya, T.; Dohi, T. & Osaki, S. , 1998, Optimal continuous review policies for sparepart provisioning with random lead times. International Journal 01 ProductionEconomics, 55, 257-271
410
Standardization of Production and Development Processes -Blessing or Curse?
Sabine Pfeiffer\ Petra Schütt \ Daniela Wühr 1
'Insitute for Social Science Research, ISF MünchenJakob-Klar-Str. 9, 80796 Munich, Gennany
[email protected]@[email protected]
AbstractIn the Gennan manufacturing industries there is a clear trend towards more process' standardization. Especiallyin the Automotive sector there has been an ongoing process for more than a decade towards the implementationof so called "CPS - Comprehensive Production Systems" (Ganzheitliche Produktionssysteme). Furthennore,innovation itself is more and more a subject of process and project management systems like the StageGateapproach, which is often combined with established approaches of project management and intertwined withaccounting and IT-systems.StageGate and CPS are both inspired by similar intentions: to identify a best way for core processes, to modelstandard procedures and to streamline comparable real activities. The object also is to create predictable, robustproduction and innovation processes alike. After several years of implementing these systems, their effectivenessand positive consequences are becoming as evident as their downsides and blind spots.In our paper we provide deep insights into the effects ofboth approaches.Our empirical findings are based on new unpublished results of our current project "Smarte Innovation (SInn)".Our empirical research includes seventy qualitative interviews in five market-Ieading machinery manufacturersand sixty qualitative interviews from automotive suppliers.Based on these results we discuss the pros and cons of CPS and StageGate in both industries. We indicate theprice that an overdone standardization can have on the level of real work processes as weil as the effects onmotivation and health of (high qualified) employees and the creativity of the organization itself.
Keywords: Standardization, Innovation, Production, Development Process, Standard, StageGate, ComprehensiveProduction Systems.
1. IntroductionCompanies today face increasing challenges to stay ahead - and globalization definitely playsa major part in it. Intense competition, faster innovation cycles, more and more product andprocess heterogeneity, but smaller lot sizes, increasing complexity and an overall reduction ofexpenses, are some examples for developments that business organizations need to manage[1], [2], [3], [4]. First coping strategies were applied mainly in Production and relateddepartments. Here was the place where the effects of product individualization, as weil asconstant quality and cost pressures hit first. One solution consisted in moving parts or eventhe entire production plant to other countries in order to reduce costs. Another trend that hasbeen going on for over a decade is more process standardization. To increase effectivityflexible automatization technologies or new concepts of production systems such as CPS -Comprehensive Production Systems (Ganzheitliche Produktionssysteme) were introduced inthe Gennan manufacturing industry, especially in the Gennan automotive sector.
But the illustrated challenges remain not only for production and related departments to besolved. Times are long gone, when engineering and R&D jobs were labeled as "good jobs" or"rationalization winners" [5]. Since then job assignments as weil as the organization ofengineering work have changed considerably. Hack and Hack [6] show in their profoundresearch of two empirical cases (DaimlerChrysler and Bosch) that internationalization is notonly about global supply chains but about the international organization of production and tothe same extend: R&D systems. These transfonnations are characterized by an increase of
411
7. Ragsdale, C.T., 2001. Spreadsheet modeling and decision analysis. 3rd ed. Cincinnati,OH: Southwestern College Publishing, 794.
8. Render B., Stair R.M., 2000. Quantitative analysistor management. 7th ed. EnglewoodCliLs, NJ: Prentice-Hall.
9. Winston W.L., Albright C.S., 2001. Practical management science, 2nd ed. Paci/cGrove, CA: Duxbury, 953.
10. Dolgui, A., Pashkevich, M., 2008. On the perfonnance of binomial and beta-binomialmodels of demand forecasting for multiple slow-moving inventory items. Computers &Operations Research, 35, 893-905.
11. Dolgui, A., Pashkevich, M., 2008. Demand forecasting for multiple slow-moving itemswith short requests history and unequal demand variance. International Journal 0/Production Economics, 112, 885-894.
12. Weisstein, Eric W., "Beta Binomial Distribution." From MathWorld--A Wolfram WebResource. http://mathworld.wolfram.comIBetaBinomialDistribution.htrnl Accessed 21-10-2009
13. Nahmias, S., 2009. , Inventory Control Subject to Known Demand. In: Production andOperations Analysis, 6th ed, McGraw Hill Higher Education, p198-247
14. Dekker, R., Kleijn, M.J., de Rooij, P.J., 1998. A spare parts stocking policy based onequipment criticality. International Journal 0/Production Economics 56-57, 69-77.
15. Muller, M., 2003. Essentials 0/ Inventory Management. American ManagementAssociation.
16. Vernimmen, B., Dullaert, W., Willeme, P. & Witlox, F. , 2008. Using the inventory-theoretic framework to determine cost-minimizing supply strategies in a stochasticsetting International Journal 0/Production Economics, 115,248 - 259
17. Edward A. Silver, David F. Pyke, Rein Peterson, Inventory Management andProduction Planning and Scheduling. Third Edition. John Wiley & Sons. 1998 USA.
18. Shibuya, T.; Dohi, T. & Osaki, S. , 1998, Optimal continuous review policies for sparepart provisioning with random lead times. International Journal 0/ ProductionEconomics, 55, 257-271
410
Standardization of Production and Development Processes -Blessing or Curse?
Sabine Pfeiffer\ Petra Schütt \ Daniela Wühr 1
'Insitute for Social Science Research, ISF MünchenJakob-Klar-Str. 9, 80796 Munich, Gennany
[email protected]@[email protected]
AbstractIn the Gennan manufacturing industries there is a clear trend towards more process' standardization. Especiallyin the Automotive sector there has been an ongoing process for more than a decade towards the implementationof so called "CPS - Comprehensive Production Systems" (Ganzheitliche Produktionssysteme). Furthennore,innovation itself is more and more a subject of process and project management systems like the StageGateapproach, which is often combined with established approaches of project management and intertwined withaccounting and IT-systems.StageGate and CPS are both inspired by similar intentions: to identify a best way for core processes, to modelstandard procedures and to streamline comparable real activities. The object also is to create predictable, robustproduction and innovation processes alike. After several years of implementing these systems, their effectivenessand positive consequences are becoming as evident as their downsides and blind spots.In our paper we provide deep insights into the effects ofboth approaches.Our empirical findings are based on new unpublished results of our current project "Smarte Innovation (SInn)".Our empirical research includes seventy qualitative interviews in five market-Ieading machinery manufacturersand sixty qualitative interviews from automotive suppliers.Based on these results we discuss the pros and cons of CPS and StageGate in both industries. We indicate theprice that an overdone standardization can have on the level of real work processes as weil as the effects onmotivation and health of (high qualified) employees and the creativity of the organization itself.
Keywords: Standardization, Innovation, Production, Development Process, Standard, StageGate, ComprehensiveProduction Systems.
1. IntroductionCompanies today face increasing challenges to stay ahead - and globalization definitely playsa major part in it. Intense competition, faster innovation cycles, more and more product andprocess heterogeneity, but smaller lot sizes, increasing complexity and an overall reduction ofexpenses, are some examples for developments that business organizations need to manage[1], [2], [3], [4]. First coping strategies were applied mainly in Production and relateddepartments. Here was the place where the effects of product individualization, as weil asconstant quality and cost pressures hit first. One solution consisted in moving parts or eventhe entire production plant to other countries in order to reduce costs. Another trend that hasbeen going on for over a decade is more process standardization. To increase effectivityflexible automatization technologies or new concepts of production systems such as CPS -Comprehensive Production Systems (Ganzheitliche Produktionssysteme) were introduced inthe Gennan manufacturing industry, especially in the Gennan automotive sector.
But the illustrated challenges remain not only for production and related departments to besolved. Times are long gone, when engineering and R&D jobs were labeled as "good jobs" or"rationalization winners" [5]. Since then job assignments as weil as the organization ofengineering work have changed considerably. Hack and Hack [6] show in their profoundresearch of two empirical cases (DaimlerChrysler and Bosch) that internationalization is notonly about global supply chains but about the international organization of production and tothe same extend: R&D systems. These transfonnations are characterized by an increase of
411
application-oriented development and a bare valuation that has become more and moreeconomically-based [7].To foster the flexibility of the entire business organization, adaptive production strategies arebeing embedded in new innovation strategies. And these as weil as innovation itself are moreand more subject of process management systems that are often combined with traditionalapproaches of project management and intertwined with accounting and IT-Systems. TheStageGate approach based on Cooper [8] is the most prominent solution. Though it has beenweil established in mass product industries, such as the automotive sector it is also applied toindustries that are typically characterized by small unit or even make-to-order productions,like the machinery manufacturing branch.
The results we are presenting are a summary of empirical studies conducted over the past fiveyears. The project WAMo is focusing mainly the automotive sector and findings regardingthe Comprehensive Production System (CPS) as standardizing tool. Our contribution alsoincludes new, unpublished findings of our current project "SINN - Smarte Innovation". Herethe focal point lies on the machinery manufacturing branch and standardization of innovationprocesses through StageGate. Despite all differences both approaches, StageGate and CPS,show startling paralleis, which we are going to discuss in our contribution. StageGate as weilas CPS are geared by similar intentions: to identify a best way for core processes, to modelstandard procedures and, to streamline comparable real activities. The object is also to createpredictable, robust production and innovation processes alike. After several years ofimplementing these systems, their effectiveness and positive consequences are becoming asevident as their downsides and blind spots. We will examine both aspects, providing deepinsights of their effects.
We are basing our findings on empirical data, which include over 130 qualitative interviewswith about 60 interviewees in the automotive sector and engaged in CPS processes and, 70interviewees in the machinery manufacturing branch and involved in StageGate processes.The qualitative research was complemented by approximately 30 analytical workshops, 10group discussions and, working place observations. Our company sampie in the automotiveindustry consists of four suppliers and represents the typical structures of German assemblylocations in regards to employee count, product and process complexity or work organization:The total amount of employees in the observed automotive firms varies between 50 and5,000, whereas between 15 and 1,000 of theses employees are working in production andassembly. The amount ofbusiness done is between 8 million and about I billion Euros. In themachinery manufacturing branch five enterprises were involved with total employee countranging between 300 and 8,000. The tumover in the five machinery manufacturers is between20 million and about 2.1 billion Euros. Within the participating companies most steps of theProduct-Life-Cycle, but especially the Production and Engineering departments wereinvolved.
The branch focus of our research projects was put on the automotive and the machinerymanufacturing industry in Germany. This focus is not a surprise considering theinnovativeness and success ofboth branches. To give you some figures and facts underliningthe importance of the German machinery manufacturing industry: It alone totals about 5,900companies and 975,000 employees [9]. The structure ofthe machinery manufacturing branchis dominated by small and medium-sized businesses, often still owner operated. This industryalone holds a total export share of74% as weil as the global market leadership in 21 out of31sectors in 2007. The German automotive industry on the other hand employed over 749,000
412
people in 2008 and spent that same year an overall amount of 20,042 million Euros for R&D[10]. The export share ofthe German automotive industry amounts to 75 % [11].
In our contribution we will first provide abrief outline of the applied production andinnovation systems in both industries. This is followed by a contrasting comparison of theconsequences these strategies have on the innovating capacity of the company as a whole andon the enablers of innovation: innovation actors and their everyday working processes. Weindicate the price that an overdone standardization can have on the level of real workprocesses as weil as the effects on motivation and health of (high qualified) employees andthe creativity of the organization itself.
2. Restrictive Comprehensive Production Systems?For years Comprehensive Production Systems (CPS) based on Toyota have been the modelfor the automotive industry and suppliers. The modular set up of CPS and the possibility tointegrate new options with existing methods into a company specific production systemsenhance the implementation of CPS also in small and middle sized industries. Thereforeapplications of CPS are also stretching out to other industries such as the machinerymanufacturing branch. Basically CPS is not a new management philosophy. In fact CPSfunctions as regulative instrument and integrates often disparate organizational innovations ofthe 90-ties into a modular, methodically coordinated System [12]. The differences betweenCPS consist mainly in the degree of cross-linking individual solutions and the degree ofcompulsion. There are several advantages linked to CPS which make their use verypromising. We will outline the two most important:
- Reduction of costs: The reason for the popularity of CPS is because of its object to reduceproduction costs by avoiding waste in production and all related processes (e.g. Logistics).A very prominent example for implementing the principles ofthe Toyota Production Systemin the machinery manufacturing branch is Trumpf Ditzingen. In 1998 Trumpf combinedTPS and the consistent concept of an assembly line ("Synchro"). Within just a few years thevalue of the "commodity labor" could be reduced over 50% from originally 4,6 millionEuros [13].- Increase of Flexibility: The implementation of CPS is an instrument of introducing flexiblestandardization. Flexible standardization describes standards that enable companies tomanage specific flexibility requirements such as quick machinery refit on short-term notice.
The difference between fixed and flexible standardization can be distinguished as folIows:Fixed standardization is described by low product scale and sporadic optimization ofstandards by specialists in accordance with industrial engineering. Whereas flexiblestandardization is meeting a broad product range and standards are continuously optimized byspecialists and by operating staff. The discussions about standardization is parting into poles:One side emphasis the disciplinary character and convertibility of standards based on givenspecifications, the other side values participation and active contribution based on bestpractice - also when it comes to organizing work [14]. Flexibility here is achieved by activeparticipation of the operators: personnel in the context of CPS are supposed to question theimplemented standards and thereby progressively create general solutions. To continuouslyadapt these standards is becoming a core task of the employees. Flexibility is becoming astandard itself, which Pfeiffer consequently characterizes as "reflexive standardization" [15].The personnel experiences contradicting requirements: "Follow a standard and at the sametime adapt and scrutinize it - all the time!"
413
application-oriented development and a bare valuation that has become more and moreeconomically-based [7].To foster the flexibility of the entire business organization, adaptive production strategies arebeing embedded in new innovation strategies. And these as weil as innovation itself are moreand more subject of process management systems that are often combined with traditionalapproaches of project management and intertwined with accounting and IT-Systems. TheStageGate approach based on Cooper [8] is the most prominent solution. Though it has beenweil established in mass product industries, such as the automotive sector it is also applied toindustries that are typically characterized by small unit or even make-to-order productions,like the machinery manufacturing branch.
The results we are presenting are a summary of empirical studies conducted over the past fiveyears. The project WAMo is focusing mainly the automotive sector and findings regardingthe Comprehensive Production System (CPS) as standardizing tool. Our contribution alsoincludes new, unpublished findings of our current project "SINN - Smarte Innovation". Herethe focal point lies on the machinery manufacturing branch and standardization of innovationprocesses through StageGate. Despite all differences both approaches, StageGate and CPS,show startling paralleis, which we are going to discuss in our contribution. StageGate as weilas CPS are geared by similar intentions: to identify a best way for core processes, to modelstandard procedures and, to streamline comparable real activities. The object is also to createpredictable, robust production and innovation processes alike. After several years ofimplementing these systems, their effectiveness and positive consequences are becoming asevident as their downsides and blind spots. We will examine both aspects, providing deepinsights of their effects.
We are basing our findings on empirical data, which include over 130 qualitative interviewswith about 60 interviewees in the automotive sector and engaged in CPS processes and, 70interviewees in the machinery manufacturing branch and involved in StageGate processes.The qualitative research was complemented by approximately 30 analytical workshops, 10group discussions and, working place observations. Our company sampie in the automotiveindustry consists of four suppliers and represents the typical structures of German assemblylocations in regards to employee count, product and process complexity or work organization:The total amount of employees in the observed automotive firms varies between 50 and5,000, whereas between 15 and 1,000 of theses employees are working in production andassembly. The amount ofbusiness done is between 8 million and about I billion Euros. In themachinery manufacturing branch five enterprises were involved with total employee countranging between 300 and 8,000. The tumover in the five machinery manufacturers is between20 million and about 2.1 billion Euros. Within the participating companies most steps of theProduct-Life-Cycle, but especially the Production and Engineering departments wereinvolved.
The branch focus of our research projects was put on the automotive and the machinerymanufacturing industry in Germany. This focus is not a surprise considering theinnovativeness and success ofboth branches. To give you some figures and facts underliningthe importance of the German machinery manufacturing industry: It alone totals about 5,900companies and 975,000 employees [9]. The structure ofthe machinery manufacturing branchis dominated by small and medium-sized businesses, often still owner operated. This industryalone holds a total export share of74% as weil as the global market leadership in 21 out of31sectors in 2007. The German automotive industry on the other hand employed over 749,000
412
people in 2008 and spent that same year an overall amount of 20,042 million Euros for R&D[10]. The export share ofthe German automotive industry amounts to 75 % [11].
In our contribution we will first provide abrief outline of the applied production andinnovation systems in both industries. This is followed by a contrasting comparison of theconsequences these strategies have on the innovating capacity of the company as a whole andon the enablers of innovation: innovation actors and their everyday working processes. Weindicate the price that an overdone standardization can have on the level of real workprocesses as weil as the effects on motivation and health of (high qualified) employees andthe creativity of the organization itself.
2. Restrictive Comprehensive Production Systems?For years Comprehensive Production Systems (CPS) based on Toyota have been the modelfor the automotive industry and suppliers. The modular set up of CPS and the possibility tointegrate new options with existing methods into a company specific production systemsenhance the implementation of CPS also in small and middle sized industries. Thereforeapplications of CPS are also stretching out to other industries such as the machinerymanufacturing branch. Basically CPS is not a new management philosophy. In fact CPSfunctions as regulative instrument and integrates often disparate organizational innovations ofthe 90-ties into a modular, methodically coordinated System [12]. The differences betweenCPS consist mainly in the degree of cross-linking individual solutions and the degree ofcompulsion. There are several advantages linked to CPS which make their use verypromising. We will outline the two most important:
- Reduction of costs: The reason for the popularity of CPS is because of its object to reduceproduction costs by avoiding waste in production and all related processes (e.g. Logistics).A very prominent example for implementing the principles ofthe Toyota Production Systemin the machinery manufacturing branch is Trumpf Ditzingen. In 1998 Trumpf combinedTPS and the consistent concept of an assembly line ("Synchro"). Within just a few years thevalue of the "commodity labor" could be reduced over 50% from originally 4,6 millionEuros [13].- Increase of Flexibility: The implementation of CPS is an instrument of introducing flexiblestandardization. Flexible standardization describes standards that enable companies tomanage specific flexibility requirements such as quick machinery refit on short-term notice.
The difference between fixed and flexible standardization can be distinguished as folIows:Fixed standardization is described by low product scale and sporadic optimization ofstandards by specialists in accordance with industrial engineering. Whereas flexiblestandardization is meeting a broad product range and standards are continuously optimized byspecialists and by operating staff. The discussions about standardization is parting into poles:One side emphasis the disciplinary character and convertibility of standards based on givenspecifications, the other side values participation and active contribution based on bestpractice - also when it comes to organizing work [14]. Flexibility here is achieved by activeparticipation of the operators: personnel in the context of CPS are supposed to question theimplemented standards and thereby progressively create general solutions. To continuouslyadapt these standards is becoming a core task of the employees. Flexibility is becoming astandard itself, which Pfeiffer consequently characterizes as "reflexive standardization" [15].The personnel experiences contradicting requirements: "Follow a standard and at the sametime adapt and scrutinize it - all the time!"
413
Whether the disciplinary character of standardization is materialized or freedom for staff tocontribute in the organization of work, observation of adherence can be only realized withcorresponding figures. Systems for the collection and evaluation of(economic) figures as weIlas their visualization constitute the character of CPS. Though lean production seems to haveovercome bureaucratic control mechanisms, it established at the same time complexinstruments of objectivization. The slogan "if it matters, measure it!" [16] emphasizes theoperational importance of data collection on the shop floor level. These objectivizationstrategies (ERP-Systems and IT-supported financial auditing) alongside CPS are thoroughlyintertwined and dependent on active co-operation ofthe personnel.To give you an example: Only a few years ago an automotive supplier of our sampie mountedin one of their locations a highly automated assembly plant for very complex electro-mechanical products. The complexity of the product is tremendous, so the cycle-time öf 40seconds was very impressive. The given parameter top-down by management set the cycle-time down to 30 seconds. This goal needs to be achieved with a Kaizen-process and withinthe next two years. The dimension of the time reduction is not based on technicalachievements which result in saving potentials but solely due to economical estimates mixedwith a diffuse experience, that cycle-time on other assembly plants could be decreased before.It was not considered that the cycle-time-reduction on other plants could only be realized,because older assembly facilities had been equipped with automation sequences. But the samestandard was now being applied to highly automated plants, when in the planning phase theexperience and knowledge ofpractical specialists and operators had already been included forrationalization purposes. Interviewees on the shop-floor-level and in operational managementalike are skeptical if any further optimization de facta is possible. Yet, no criticism isexpressed openly. This "mission impossible" is the only chance to stay economicallycompetitive within their own transnational corporation.
Recent informatization tendencies in production are not given facts, but rather elements ofactions that can be called "doing informatization" [17]. Assemblers, project teams, or entiredepartments are not only evaluation objects of key data, they actively collect and feed datainto IT-Systems. On top ofthat they are involved in visualizing these figures. Assemblers forexample have to manually draw graphs on a piece of paper to illustrate daily and monthly lotsizes. After their shifts the assemblers glue dots on these graphs to mark the total quantity ofmounted pieces. A comparison between scheduled and produced pieces is drawn by applyingextra red dots if the quantity has not been accomplished or green ones if they did. Accordingto the situation, assemblers later "can" decide if an extra shift this week-end will be necessaryto keep up with the plan. Just as additional info: extra week-end shifts indeed had beenrequired over the last six months. The PPS - Production Planning and Scheduling Systemautomatically provides these figures. So why are assemblers required to manually draw thisoverview? The answer is: the appropriation of figures works as a mechanism of self-regulation. Despite the fact that extra shifts are obviously constant coping elements, it appearsto be a punctual and voluntary decision of the shop-floor-level rather than a consequence ofplain given facts.
The illustrated need and restraint of appropriating figures and (self-) regulated rationalizationare resulting in what can be called Taylorism 2.0 [18]. When Taylorism introduced theprinciples of scientific management on labor organization, this resulted in aseparationbetween scientific planning and practical realization. But "the Toyota Production Systemcreates a community of scientists" [19], since every labor power is supposed to applyscientific methods on herself.
414
Looking at the current state of research there is still no final confrrrnation whether the ToyotaProduction System really is as promising as the current semantics and discussions in literaturesuppose. It still remains unclear if the adapted elements of the \TPS in the German industrieswere implemented just as their originators intended and, what new problems even a perfectlyimplemented TPS would cause. But even more so not all the applications necessary to beeffective are actually realized in German plants: We observed that a systematic and consistentintertwinement between the several different modemizing approaches is rather seldom [20].To give an example: the Toyota approach is a general top-down model, but it does includeactive intervention on the shop floor level. It calls attention that in German adaptationspossibilities for direct intervention of assemblers are mainly excluded. That applies e.g. to theandon signallights, which is one element ofjidoka to show if a work station has problems or,the authority to immediately stop the produetion process if a defect is found. Often neglectedbut there: Toyota further implements cushions in assembly as weIl as holistic job assignmentson the work team level or ergonomic aspects [21]. Further, the "five senses of a master" andkimochi are two evidences that a holistic integration of hard to formalize and imitateresources, such as labor capacities, are a definite part of TPS. The "five senses of a master"describes a quite working atmosphere, where assemblers are able to hear small noises ofscrews locking in place, cables, etc. and hereby confrrrn perfect quality of their work [22].The Japanese automotive supplier KSK classifies kimochi, the sense for technical materialand processes, as an essential ability in a digital world. Old, retired machinery is thereforeused as leaming equipment, so assemblers can gather a feeling and experience for the materialand the machines [23].
In the applied CPS of our company sampie we observed that the reduction of Takt and cycletime is on the long run also followed by a limiting range of job· assignments. Simple,repetitive and separate work packages will on the long run strain weIl-rounded abilities,motivation and experience based knowledge of staff. By the way - these are all requirementsfor innovativeness, adaptability and flexibility. A simple demonstration is the plea forassemblers not only to keep in mind the product quality of the individual work station but ofthe entire assembly process. People who do so have to have sensual experience of the entireproduction process, preceding and following steps, not just a few single positions here andthere.
Our empirical fmdings confirm: Experience is a quality of action and knowledge that plays anincreasing importance in complex work settings and in innovation. And, it is a functionalnecessity to successfully master complex labor contexts. The object of flexiblestandardization is to enable quick and proficient reaction in unanticipated situations,imponderability or uncertainty. But only structures that foster experience based knowledgekeep standardization flexible and comprehensive.
3. StageGate vs. Innovation?Innovation of both, products and processes, is the key solution for companies to meet theincreasing challenges mentioned initially and to stay ahead. When we talk about innovationwe refer to a holistic understanding, since innovation as a job assignment stretched out toareas that were only marginally involved. Studies confirm that the role of production forinstance, is shifting from a mere warranty task towards a growing part in innovation [24],[25]. Heckscher likewise identifies "growing efforts to overcome the strict division of laborand tasks built into bureaucracy, and to achieve more flexible ways of combining differentforms of knowledge and expertise" [26]. In general innovation is generated in every phaseand on every position of the Product-Life-Cycle (PLC) and more importantly, every staff
415
Whether the disciplinary character of standardization is materialized or freedom for staff tocontribute in the organization of work, observation of adherence can be only realized withcorresponding figures. Systems for the collection and evaluation of (economic) figures as weIlas their visualization constitute the character of CPS. Though lean production seems to haveovercome bureaucratic control mechanisms, it established at the same time complexinstruments of objectivization. The slogan "if it matters, measure it!" [16] emphasizes theoperational importance of data collection on the shop floor level. These objectivizationstrategies (ERP-Systems and IT-supported financial auditing) alongside CPS are thoroughlyintertwined and dependent on active co-operation ofthe personnel.To give you an example: Only a few years ago an automotive supplier of our sampie mountedin one of their locations a highly automated assembly plant for very complex electro-mechanical products. The complexity of the product is tremendous, so the cycle-time öf 40seconds was very impressive. The given parameter top-down by management set the cycle-time down to 30 seconds. This goal needs to be achieved with a Kaizen-process and withinthe next two years. The dimension of the time reduction is not based on technicalachievements which result in saving potentials but solely due to economical estimates mixedwith a diffuse experience, that cycle-time on other assembly plants could be decreased before.It was not considered that the cycle-time-reduction on other plants could only be realized,because older assembly facilities had been equipped with automation sequences. But the samestandard was now being applied to highly automated plants, when in the planning phase theexperience and knowledge ofpractical specialists and operators had already been included forrationalization purposes. Interviewees on the shop-floor-Ievel and in operational managementalike are skeptical if any further optimization de facta is possible. Yet, no criticism isexpressed openly. This "mission impossible" is the only chance to stay economicallycompetitive within their own transnational corporation.
Recent informatization tendencies in production are not given facts, but rather elements ofactions that can be called "doing informatization" [17]. Assemblers, project teams, or entiredepartments are not only evaluation objects of key data, they actively collect and feed datainto IT-Systems. On top ofthat they are involved in visualizing these figures. Assemblers forexample have to manually draw graphs on a piece of paper to illustrate daily and monthly lotsizes. After their shifts the assemblers glue dots on these graphs to mark the total quantity ofmounted pieces. A comparison between scheduled and produced pieces is drawn by applyingextra red dots if the quantity has not been accomplished or green ones if they did. Accordingto the situation, assemblers later "can" decide if an extra shift this week-end will be necessaryto keep up with the plan. Just as additional info: extra week-end shifts indeed had beenrequired over the last six months. The PPS - Production Planning and Scheduling Systemautomatically provides these figures. So why are assemblers required to manually draw thisoverview? The answer is: the appropriation of figures works as a mechanism of self-regulation. Despite the fact that extra shifts are obviously constant coping elements, it appearsto be a punctual and voluntary decision of the shop-floor-Ievel rather than a consequence ofplain given facts.
The illustrated need and restraint of appropriating figures and (self-) regulated rationalizationare resulting in what can be called Taylorism 2.0 [18]. When Taylorism introduced theprinciples of scientific management on labor organization, this resulted in aseparationbetween scientific planning and practical realization. But "the Toyota Production Systemcreates a community of scientists" [19], since every labor power is supposed to applyscientific methods on herself.
414
Looking at the current state of research there is still no final confrrrnation whether the ToyotaProduction System really is as promising as the current semantics and discussions in literaturesuppose. It still remains unclear if the adapted elements of the \TPS in the German industrieswere implemented just as their originators intended and, what new problems even a perfectlyimplemented TPS would cause. But even more so not all the applications necessary to beeffective are actually realized in German plants: We observed that a systematic and consistentintertwinement between the several different modemizing approaches is rather seldom [20].To give an example: the Toyota approach is a general top-down model, but it does includeactive intervention on the shop floor level. It calls attention that in German adaptationspossibilities for direct intervention of assemblers are mainly excluded. That applies e.g. to theandon signallights, which is one element ofjidoka to show if a work station has problems or,the authority to immediately stop the produetion process if a defect is found. Often neglectedbut there: Toyota further implements cushions in assembly as weIl as holistic job assignmentson the work team level or ergonomic aspects [21]. Further, the "five senses of a master" andkimochi are two evidences that a holistic integration of hard to formalize and imitateresources, such as labor capacities, are a definite part of TPS. The "five senses of a master"describes a quite working atmosphere, where assemblers are able to hear small noises ofscrews locking in place, cables, etc. and hereby confrrrn perfect quality of their work [22].The Japanese automotive supplier KSK classifies kimochi, the sense for technical materialand processes, as an essential ability in a digital world. Old, retired machinery is thereforeused as leaming equipment, so assemblers can gather a feeling and experience for the materialand the machines [23].
In the applied CPS of our company sampie we observed that the reduction of Takt and cycletime is on the long run also followed by a limiting range of job· assignments. Simple,repetitive and separate work packages will on the long run strain weIl-rounded abilities,motivation and experience based knowledge of staff. By the way - these are all requirementsfor innovativeness, adaptability and flexibility. A simple demonstration is the plea forassemblers not only to keep in mind the product quality of the individual work station but ofthe entire assembly process. People who do so have to have sensual experience of the entireproduction process, preceding and following steps, not just a few single positions here andthere.
Our empirical fmdings confirm: Experience is a quality of action and knowledge that plays anincreasing importance in complex work settings and in innovation. And, it is a functionalnecessity to successfully master complex labor contexts. The object of flexiblestandardization is to enable quick and proficient reaction in unanticipated situations,imponderability or uncertainty. But only structures that foster experience based knowledgekeep standardization flexible and comprehensive.
3. StageGate vs. Innovation?Innovation of both, products and processes, is the key solution for companies to meet theincreasing challenges mentioned initially and to stay ahead. When we talk about innovationwe refer to a holistic understanding, since innovation as a job assignment stretched out toareas that were only marginally involved. Studies confirm that the role of production forinstance, is shifting from a mere warranty task towards a growing part in innovation [24],[25]. Heckscher likewise identifies "growing efforts to overcome the strict division of laborand tasks built into bureaucracy, and to achieve more flexible ways of combining differentforms of knowledge and expertise" [26]. In general innovation is generated in every phaseand on every position of the Product-Life-Cycle (PLC) and more importantly, every staff
415
carries the capability to contribute in innovation [27], [28]. Hence, enablers of innovation areand always will be people. Organization structures and standardization processes aresupposed to serve as labor instruments and tools to support and guide innovation actors intheir every day work.
Wördenweber/Wickord [29] emphasize that R&D processes depend and vary according tobranch and products. The machinery manufacturing branch, the chemical industry orautomotive industry are three examples for R&D processes that differ considerably: on theone hand mass product industries, such as the automotive sector on the other industries thatare typically characterized by small unit or even make-to-order productions, like themachinery manufacturing branch. According to the authors successful enterprises will adapttheir organizations (e.g. communication setting or information standards, compound andstructure of teams, synchronization of processes) in regards to the specific needs of theindustry.
StageGate is the most prominent approach, designed to speed up R&D and innovationprojects while reducing time to market, i.e. the decrease of time a product takes from the firstidea until it is designed, produced and available for sale. Besides the standardization ofinnovation, project management is required, to enable simultaneous engineering or coordinatesequential designing and structure the design process. StageGate fixes schedules anddetermines when project teams evaluate the status, degree of performance, adherence tobudgets or scheduling and finally decide about continuance or stop ofthe project. Milestonesdescribe events of great importance (beginning or end of a process such as product approval,SOP). StageGate is supposed to support innovation actors in defming early phases of theinnovation process that contain high risk and further to tune them with other parties in theinnovation process. StageGate serves as a gearing instrument and indicates when (more)supply with resources is necessary [8].
But, when put into practice, the advice to match the principles of the StageGate process inaccordance with the characteristics and specialties of different industries becomes a truechallenge. Cooper, the inventor of StageGate, derives the streamline for innovation processesmainly from companies manufacturing anonymous mass products for end-consumer markets.One very important - and in the automotive industry weIl established - rnilestone is start ofproduction (SOP). And although Cooper argues the advantages of parallel proceedings overthe much slower sequential approach, this rnilestone in all observed StageGate applicationsalways clearly ends regular design activities and assigns the responsibility for providingproducts ready for serial production over to the Production department. The decision for SOPin the context of StageGate is a very critical, problematic step in the MachineryManufacturing industry. At this point procedural flaws of StageGate implications show mostplainly.
When Cooper advices companies to concentrate on their core competences as one of the mainfactors for innovation success and to neglect new, unfamiliar business fields the StageGateapproach demonstrates a fuzzy fit to the machinery manufacturing branch. Masteringunknown terrain constitutes the specific strength of this industry! And to accomplish thischallenge design and production processes are thoroughly intertwined in the machinerymanufacturing branch, traditionally. Small unit and make-to-order productions are typicalcharacteristics, so there are no "true" prototypes: the products are in every case much tooexpensive not to be sold. And where new applications, products and technology is beingcreated, material sets its own terms and conditions. This requires constant alteration in design
416
and production. Wear and tolerances come into play, material has to be moved and, afterthefirst machines have been delivered the customer's conditions or environment of use and theoperator's handling will reveal final pitfalls. So, product -design and production usuallyinnovate together from start to the end of the innovation process and also when it comes tocorrecting defaults, which Service technicians discover in the field.
The decision for SOP in the StageGate process though, decelerates immediate designadaptions in regular routine intervals for design changes and contradicts in fact traditionalprernises in the machinery manufacturing branch of fast, flexible and, sustainable customersatisfaction. So implementing cut and dry intersections between design and production in astandardized process counter the intentions to speed up and stabilize innovation processes atthe same time. So when according to the StageGate process and usually in a interdepartmentalmeeting the decision about SOP is pending we observed the following drama: even ifinvolved and experienced innovation actors know, in contrast to the (usually top-down)planning, that the real production status of the machine is definitely not ready for SOP,straightforward votes have to be very weIl considered. It takes courage and, it is usually up tothe later departments in the PLC - such as production - which have no other choice, since theywill carry the responsibility now or later to provide serial ready products. This officialmeeting is a setting where a rejection ofthe Gate can have serious consequences for recliningpeople. Personal justification or sanction from upper management is to mention someaftereffects.
In the end one question remains unanswered: if the essence of innovation really is doingthings differently than others ["Wer innovativ sein will, muss auch bereits sein, bewusstanders zu sein" 30], why do most firms follow the same, given path, instead of concentratingon their own, individual and branch specific strengths? Especially since this common path ispaved with obstacles. (Technical) experts on the shop floor level along the PLC are enablersof innovation. They know the details about hindrances and helpers for their everyday work. Inthis following paragraph we will discuss the effects improper implemented standards can haveon the innovativeness of the people and consequently on the entire organization.
4. Effects of Improper Standards on the Innovativeness of Personnel and theEntire Organization
What high-qualified innovation actors really need besides supporting organization structuresis sufficient freedom and above all to be fit to master their demanding tasks. At first sight ourcompany sampie seemed to do weil, considering that all enterprises are ranked among themost innovative leaders in the fields of technology and organization.We have already mentioned situations when applications of innovation and productionstandardization hinder or contradict their intentions. It is then up to qualified personnel toindividually balance these conflicts. Stress and strain are presumed logical consequences. So,it is not surprising, that we can confIrm this thesis with our empirical research. Shockingthough is the extent of strain our analysis reveals:An overall 50 % of the interviewed innovation actors feel they have (by far) exhausted theircapacities (compare chart 1 Overall). A comparison between highly standardized and lowstandardized organizations discloses more detail: the situation turns out to be far more intensewithin companies that implemented a vast standardization of innovation and productionsystems. Almost 70 % of the employees involved in both CPS and StageGate processes(compare chart 1 MANDl) rate their average capacities as exceeded, whereas firms with lessstringent or no implementation rate of established production and innovation systems(compare chart 1 MAND2) are centered at 27 %.
417
carries the capability to contribute in innovation [27], [28]. Hence, enablers of innovation areand always will be people. Organization structures and standardization processes aresupposed to serve as labor instruments and tools to support and guide innovation actors intheir every day work.
Wördenweber/Wickord [29] emphasize that R&D processes depend and vary according tobranch and products. The machinery manufacturing branch, the chemical industry orautomotive industry are three examples for R&D processes that differ considerably: on theone hand mass product industries, such as the automotive sector on the other industries thatare typically characterized by small unit or even make-to-order productions, like themachinery manufacturing branch. According to the authors successful enterprises will adapttheir organizations (e.g. communication setting or information standards, compound andstructure of teams, synchronization of processes) in regards to the specific needs of theindustry.
StageGate is the most prominent approach, designed to speed up R&D and innovationprojects while reducing time to market, i.e. the decrease of time a product takes from the firstidea until it is designed, produced and available for sale. Besides the standardization ofinnovation, project management is required, to enable simultaneous engineering or coordinatesequential designing and structure the design process. StageGate fixes schedules anddetermines when project teams evaluate the status, degree of performance, adherence tobudgets or scheduling and finally decide about continuance or stop ofthe project. Milestonesdescribe events of great importance (beginning or end of a process such as product approval,SOP). StageGate is supposed to support innovation actors in defming early phases of theinnovation process that contain high risk and further to tune them with other parties in theinnovation process. StageGate serves as a gearing instrument and indicates when (more)supply with resources is necessary [8].
But, when put into practice, the advice to match the principles of the StageGate process inaccordance with the characteristics and specialties of different industries becomes a truechallenge. Cooper, the inventor of StageGate, derives the streamline for innovation processesmainly from companies manufacturing anonymous mass products for end-consumer markets.One very important - and in the automotive industry weIl established - rnilestone is start ofproduction (SOP). And although Cooper argues the advantages of parallel proceedings overthe much slower sequential approach, this rnilestone in all observed StageGate applicationsalways clearly ends regular design activities and assigns the responsibility for providingproducts ready for serial production over to the Production department. The decision for SOPin the context of StageGate is a very critical, problematic step in the MachineryManufacturing industry. At this point procedural flaws of StageGate implications show mostplainly.
When Cooper advices companies to concentrate on their core competences as one of the mainfactors for innovation success and to neglect new, unfamiliar business fields the StageGateapproach demonstrates a fuzzy fit to the machinery manufacturing branch. Masteringunknown terrain constitutes the specific strength of this industry! And to accomplish thischallenge design and production processes are thoroughly intertwined in the machinerymanufacturing branch, traditionally. Small unit and make-to-order productions are typicalcharacteristics, so there are no "true" prototypes: the products are in every case much tooexpensive not to be sold. And where new applications, products and technology is beingcreated, material sets its own terms and conditions. This requires constant alteration in design
416
and production. Wear and tolerances come into play, material has to be moved and, afterthefirst machines have been delivered the customer's conditions or environment of use and theoperator's handling will reveal final pitfalls. So, product -design and production usuallyinnovate together from start to the end of the innovation process and also when it comes tocorrecting defaults, which Service technicians discover in the field.
The decision for SOP in the StageGate process though, decelerates immediate designadaptions in regular routine intervals for design changes and contradicts in fact traditionalprernises in the machinery manufacturing branch of fast, flexible and, sustainable customersatisfaction. So implementing cut and dry intersections between design and production in astandardized process counter the intentions to speed up and stabilize innovation processes atthe same time. So when according to the StageGate process and usually in a interdepartmentalmeeting the decision about SOP is pending we observed the following drama: even ifinvolved and experienced innovation actors know, in contrast to the (usually top-down)planning, that the real production status of the machine is definitely not ready for SOP,straightforward votes have to be very weIl considered. It takes courage and, it is usually up tothe later departments in the PLC - such as production - which have no other choice, since theywill carry the responsibility now or later to provide serial ready products. This officialmeeting is a setting where a rejection ofthe Gate can have serious consequences for recliningpeople. Personal justification or sanction from upper management is to mention someaftereffects.
In the end one question remains unanswered: if the essence of innovation really is doingthings differently than others ["Wer innovativ sein will, muss auch bereits sein, bewusstanders zu sein" 30], why do most firms follow the same, given path, instead of concentratingon their own, individual and branch specific strengths? Especially since this common path ispaved with obstacles. (Technical) experts on the shop floor level along the PLC are enablersof innovation. They know the details about hindrances and helpers for their everyday work. Inthis following paragraph we will discuss the effects improper implemented standards can haveon the innovativeness of the people and consequently on the entire organization.
4. Effects of Improper Standards on the Innovativeness of Personnel and theEntire Organization
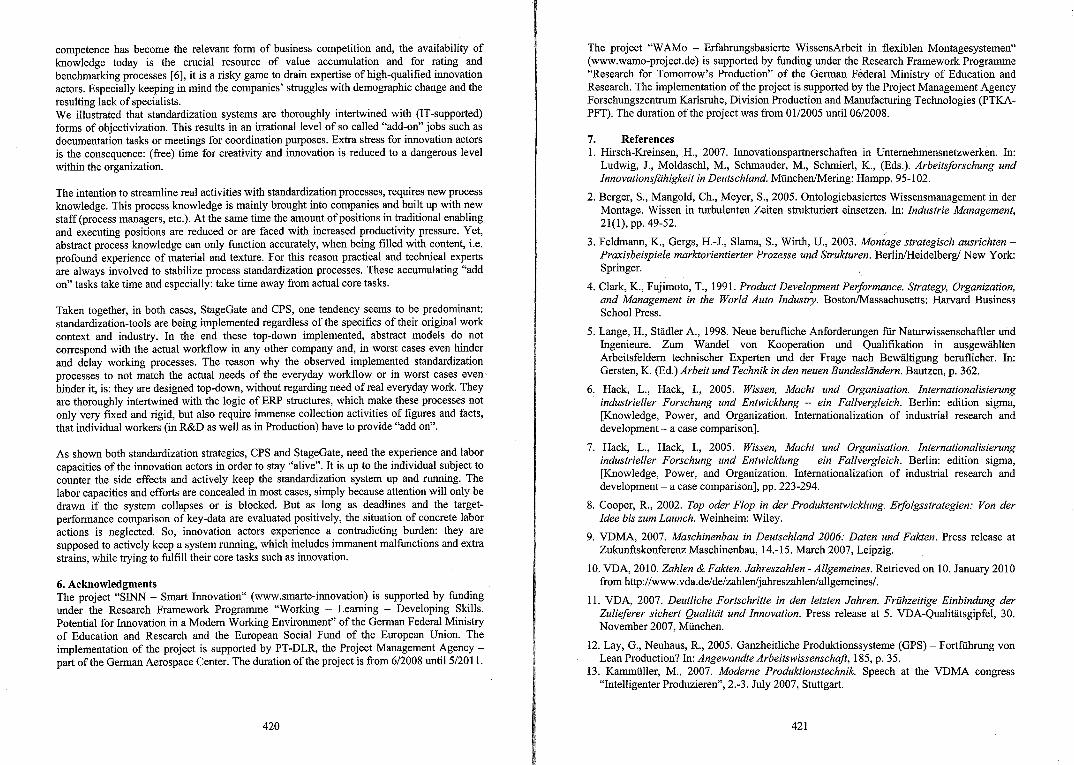
What high-qualified innovation actors really need besides supporting organization structuresis sufficient freedom and above all to be fit to master their demanding tasks. At first sight ourcompany sampie seemed to do weil, considering that all enterprises are ranked among themost innovative leaders in the fields of technology and organization.We have already mentioned situations when applications of innovation and productionstandardization hinder or contradict their intentions. It is then up to qualified personnel toindividually balance these conflicts. Stress and strain are presumed logical consequences. So,it is not surprising, that we can confIrm this thesis with our empirical research. Shockingthough is the extent of strain our analysis reveals:An overall 50 % of the interviewed innovation actors feel they have (by far) exhausted theircapacities (compare chart 1 Overall). A comparison between highly standardized and lowstandardized organizations discloses more detail: the situation turns out to be far more intensewithin companies that implemented a vast standardization of innovation and productionsystems. Almost 70 % of the employees involved in both CPS and StageGate processes(compare chart 1 MANDl) rate their average capacities as exceeded, whereas firms with lessstringent or no implementation rate of established production and innovation systems(compare chart 1 MAND2) are centered at 27 %.
417
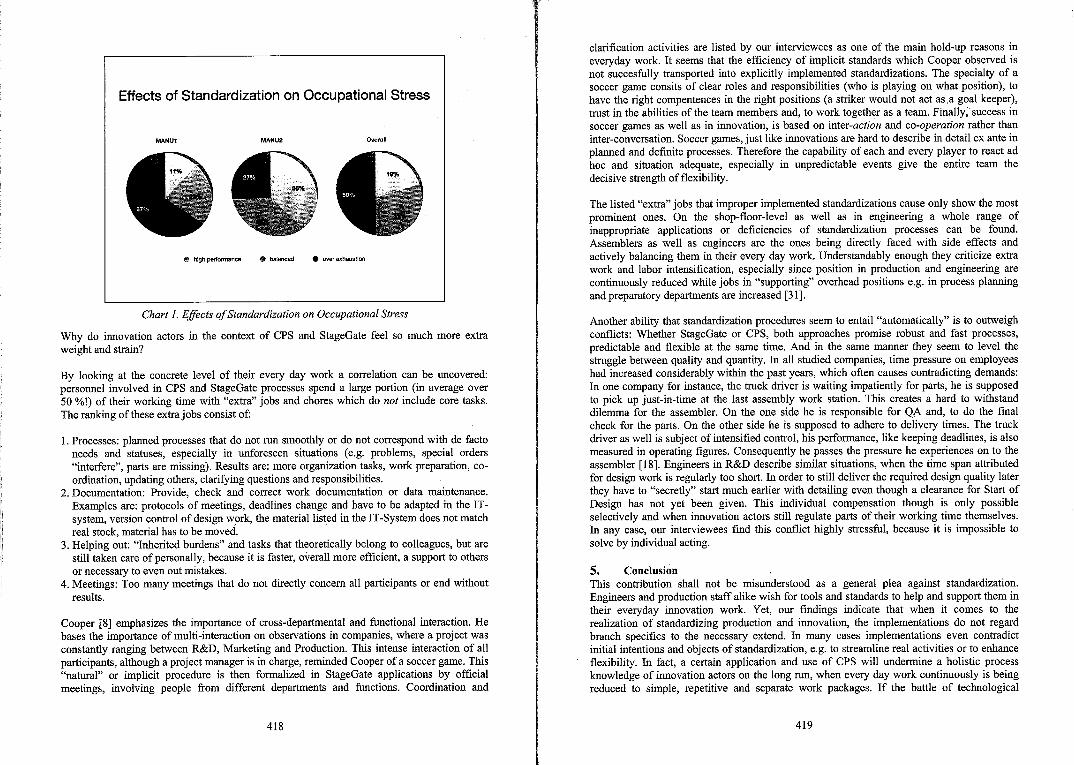
Effects of Standardization on Occupational Stress
The listed "extra" jobs that improper implemented standardizations cause only show the mostprominent ones. On the shop-floor-Ievel as weil as in engineering a who1e range ofinappropriate applications or deficiencies of standardization processes can be found.Assemblers as weil as engineers are the ones being directly faced with side effects andactively balancing them in their every day work. Understandably enough they criticize extrawork and labor intensification, especially since position in production and engineering arecontinuously reduced while jobs in "supporting" overhead positions e.g. in process planningand preparatory departments are increased [31].
clarification activities are listed by our interviewees as one of the main hold-up reasons ineveryday work. It seems that the efficiency of implicit standards which Cooper observed isnot succesfully transported into explicitly implemented standardizations. The specialty of asoccer game consits of clear roles and responsibilities (who is playing on what position), tohave the right compentences in the right positions (a striker would not act aS,a goal keeper),trust in the abilities ofthe team members and, to work together as a team. Finally;success insoccer games as weil as in innovation, is based on inter-action and co-operation rather thaninter-conversation. Soccer games, just like innovations are hard to describe in detail ex ante inplanned and defmite processes. Therefore the capability of each and every player to react adhoc and situation adequate, especially in unpredictable events give the entire team thedecisive strength of flexibility.
OVerall
• over exhaustIon
MANU2
., balancedhigh performance
MANU1
Chart 1. Effects ofStandardization on Occupational Stress
Why do innovation actors in the context of CPS and StageGate feet so much more extraweight and strain?
By looking at the concrete level of their every day work a correlation can be uncovered:personnel involved in CPS and StageGate processes spend a large portion (in average over50 %!) of their working time with "extra" jobs and chores which do not include core tasks.The ranking ofthese extra jobs consist of:
I. Processes: planned processes that do not run smoothly or do not correspond with de factoneeds and statuses, especially in unforeseen situations (e.g. problems, special orders"interfere", parts are missing). Results are: more organization tasks, work preparation, co-ordination, updating others, clarifying questions and responsibilities.
2. Documentation: Provide, check and correct work documentation or data maintenance.Examples are: protocols of meetings, deadlines change and have to be adapted in the IT-system, version control of design work, the materiallisted in the IT-System does not matchreal stock, material has to be moved.
3. Helping out: "Inherited burdens" and tasks that theoretically belong to colleagues, but arestill taken care ofpersonally, because it is faster, overall more efficient, a support to othersor necessary to even out mistakes.
4. Meetings: Too many meetings that do not directly concern all participants or end withoutresults.
Cooper [8] emphasizes the importance of cross-departrnental and functional interaction. Hebases the importance of multi-interaction on observations in companies, where a project wasconstantly ranging between R&D, Marketing and Production. This intense interaction of allparticipants, although a project manager is in charge, reminded Cooper of a soccer game. This"natural" or implicit procedure is then formalized in StageGate applications by officialmeetings, involving people from different departments and functions. Coordination and
Another ability that standardization procedures seem to entail "automatically" is to outweighconflicts: Whether StageGate or CPS, both approaches promise robust and fast processes,predictable and flexible at the same time. And in the same manner they seem to level thestruggle between quality and quantity. In all studied companies, time pressure on employeeshad increased considerably within the past years, which often causes contradicting demands:In one company for instance, the truck driver is waiting impatiently for parts, he is supposedto pick up just-in-time at the last assembly work station. This creates a hard to withstanddilemma for the assembler. On the one side he is responsible for QA and, to do the finalcheck for the parts. On the other side he is supposed to adhere to delivery times. The truckdriver as weil is subject of intensified control, his performance, like keeping deadlines, is alsomeasured in operating figures. Consequently he passes the pressure he experiences on to theassembler [18]. Engineers in R&D describe similar situations, when the time span attributedfor design work is regularly too short. In order to still deliver the required design quality laterthey have to "secretly" start much earlier with detailing even though a clearance for Start ofDesign has not yet been given. This individual compensation though is only possibleselectively and when innovation actors still regulate parts of their working time themselves.In any case, our interviewees find this conflict highly stressful, because it is impossible tosolve by individual acting.
5. ConclusionThis contribution shall not be misunderstood as a general plea against standardization.Engineers and production staff alike wish for tools and standards to help and support them intheir everyday innovation work. Yet, our findings indicate that when it comes to therealization of standardizing production and innovation, the implementations do not regardbranch specifics to the necessary extend. In many cases implementations even contradictinitial intentions and objects of standardization, e.g. to streamline real activities or to enhanceflexibility. In fact, a certain application and use of CPS will undermine a holistic processknowledge of innovation actors on the long run, when every day work continuously is beingreduced to simple, repetitive and separate work packages. If the battle of technological
418 419
Effects of Standardization on Occupational Stress
The listed "extra" jobs that improper implemented standardizations cause only show the mostprominent ones. On the shop-floor-Ievel as weil as in engineering a who1e range ofinappropriate applications or deficiencies of standardization processes can be found.Assemblers as weil as engineers are the ones being directly faced with side effects andactively balancing them in their every day work. Understandably enough they criticize extrawork and labor intensification, especially since position in production and engineering arecontinuously reduced while jobs in "supporting" overhead positions e.g. in process planningand preparatory departments are increased [31].
clarification activities are listed by our interviewees as one of the main hold-up reasons ineveryday work. It seems that the efficiency of implicit standards which Cooper observed isnot succesfully transported into explicitly implemented standardizations. The specialty of asoccer game consits of clear roles and responsibilities (who is playing on what position), tohave the right compentences in the right positions (a striker would not act aS,a goal keeper),trust in the abilities ofthe team members and, to work together as a team. Finally;success insoccer games as weil as in innovation, is based on inter-action and co-operation rather thaninter-conversation. Soccer games, just like innovations are hard to describe in detail ex ante inplanned and defmite processes. Therefore the capability of each and every player to react adhoc and situation adequate, especially in unpredictable events give the entire team thedecisive strength of flexibility.
OVerall
• over exhaustIon
MANU2
., balancedhigh performance
MANU1
Chart 1. Effects ojStandardization on Occupational Stress
Why do innovation actors in the context of CPS and StageGate feet so much more extraweight and strain?
By looking at the concrete level of their every day work a correlation can be uncovered:personnel involved in CPS and StageGate processes spend a large portion (in average over50 %!) of their working time with "extra" jobs and chores which do not include core tasks.The ranking ofthese extra jobs consist of:
I. Processes: planned processes that do not run smoothly or do not correspond with de factoneeds and statuses, especially in unforeseen situations (e.g. problems, special orders"interfere", parts are missing). Results are: more organization tasks, work preparation, co-ordination, updating others, clarifying questions and responsibilities.
2. Documentation: Provide, check and correct work documentation or data maintenance.Examples are: protocols of meetings, deadlines change and have to be adapted in the IT-system, version control of design work, the materiallisted in the IT-System does not matchreal stock, material has to be moved.
3. Helping out: "Inherited burdens" and tasks that theoretically belong to colleagues, but arestill taken care ofpersonally, because it is faster, overall more efficient, a support to othersor necessary to even out mistakes.
4. Meetings: Too many meetings that do not directly concern all participants or end withoutresults.
Cooper [8] emphasizes the importance of cross-departmental and functional interaction. Hebases the importance of multi-interaction on observations in companies, where a project wasconstantly ranging between R&D, Marketing and Production. This intense interaction of allparticipants, although a project manager is in charge, reminded Cooper of a soccer game. This"natural" or implicit procedure is then formalized in StageGate applications by officialmeetings, involving people from different departments and functions. Coordination and
Another ability that standardization procedures seem to entail "automatically" is to outweighconflicts: Whether StageGate or CPS, both approaches promise robust and fast processes,predictable and flexible at the same time. And in the same manner they seem to level thestruggle between quality and quantity. In all studied companies, time pressure on employeeshad increased considerably within the past years, which often causes contradicting demands:In one company for instance, the truck driver is waiting impatiently for parts, he is supposedto pick up just-in-time at the last assembly work station. This creates a hard to withstanddilemma for the assembler. On the one side he is responsible for QA and, to do the finalcheck for the parts. On the other side he is supposed to adhere to delivery times. The truckdriver as weil is subject of intensified control, his performance, like keeping deadlines, is alsomeasured in operating figures. Consequently he passes the pressure he experiences on to theassembler [18]. Engineers in R&D describe similar situations, when the time span attributedfor design work is regularly too short. In order to still deliver the required design quality laterthey have to "secretly" start much earlier with detailing even though a clearance for Start ofDesign has not yet been given. This individual compensation though is only possibleselectively and when innovation actors still regulate parts of their working time themselves.In any case, our interviewees find this conflict highly stressful, because it is impossible tosolve by individual acting.
5. ConclusionThis contribution shall not be misunderstood as a general plea against standardization.Engineers and production staff alike wish for tools and standards to help and support them intheir everyday innovation work. Yet, our findings indicate that when it comes to therealization of standardizing production and innovation, the implementations do not regardbranch specifics to the necessary extend. In many cases implementations even contradictinitial intentions and objects of standardization, e.g. to streamline real activities or to enhanceflexibility. In fact, a certain application and use of CPS will undermine a holistic processknowledge of innovation actors on the long run, when every day work continuously is beingreduced to simple, repetitive and separate work packages. If the battle of technological
418 419
competence has become the relevant form of business competition and, the availability ofknowledge today is the crucial resource of value accumulation and for rating andbenchmarking processes [6], it is a risky game to drain expertise ofhigh-qualified innovationactors. Especially keeping in mind the companies' struggles with demographie change and theresulting lack of specialists.We illustrated that standardization systems are thoroughly intertwined with (IT-supported)forms of objectivization. This results in an irrational level of so called "add-on" jobs such asdocumentation tasks or meetings for coordination purposes. Extra stress for innovation actorsis the consequence: (free) time for creativity and innovation is reduced to a dangerous levelwithin the organization.
The intention to streamline real activities with standardization processes, requires new processknowledge. This process knowledge is mainly brought into companies and built up with newstaff(process managers, etc.). At the same time the amount ofpositions in traditional enablingand executing positions are reduced or are faced with increased productivity pressure. Yet,abstract process knowledge can only function accurately, when being filled with content, i.e.profound experience of material and texture. For this reason practical and technical expertsare always involved to stabilize process standardization processes. These accumulating "addon" tasks take time and especially: take time away from actual core tasks.
Taken together, in both cases, StageGate and CPS, one tendency seems to be predominant:standardization-tools are being implemented regardless of the specifics of their original workcontext and industry. In the end these top-down implemented, abstract models do notcorrespond with the actual workflow in any other company and, in worst cases even hinderand delay working processes. The reason why the observed implemented standardizationprocesses to not match the actual needs of the everyday workflow or in worst cases evenhinder it, is: they are designed top-down, without regarding need ofreal everyday work. Theyare thoroughly intertwined with the logic of ERP structures, whieh make these processes notonly very fixed and rigid, but also require immense collection activities of figures and facts,that individual workers (in R&D as weil as in Production) have to provide "add on".
As shown both standardization strategies, CPS and StageGate, need the experience and laborcapacities ofthe innovation actors in order to stay "alive". It is up to the individual subject tocounter the side effects and actively keep the standardization system up and running. Thelabor capacities and efforts are concealed in most cases, simply because attention will only bedrawn if the system collapses or is blocked. But as long as deadlines and the target-performance comparison of key-data are evaluated positively, the situation of concrete laboractions is neglected. So, innovation actors experience a contradicting burden: they aresupposed to actively keep a system running, which includes immanent malfunctions and extrastrains, while trying to fulfill their core tasks such as innovation.
6. AcknowledgmentsThe project "SINN - Smart Innovation" (www.smarte-innovation) is supported by fundingunder the Research Framework Programme "Working - Leaming - Developing Skills.Potential for Innovation in a Modem Working Environment" ofthe German Federal Ministryof Education and Research and the European Social Fund of the European Union. Theimplementation of the project is supported by PT-DLR, the Project Management Agency -part of the German Aerospace Center. The duration of the project is from 6/2008 until 5/2011.
420
The project "WAMo - Erfahrungsbasierte WissensArbeit in flexiblen Montagesystemen"(www.wamo-project.de) is supported by funding under the Research Framework Programme"Research for Tomorrow's Production" of the German Federal Ministry of Education andResearch. The implementation ofthe project is supported by the Project Management AgencyForschungszentrum Karlsruhe, Division Production and Manufacturing Technologies (PTKA-PFT). The duration ofthe project was from 0112005 until 06/2008.
7. References1. Hirsch-Kreinsen, H., 2007. Innovationspartnerschaften in Unternehmensnetzwerken. In:Ludwig, J., MoIdaschI, M., Schmauder, M., Schmierl, K., (Eds.). Arbeitsforschung undInnovationsfähigkeit in Deutschland. MünchenIMering: Hampp, 95-102.
2. Berger, S., Mangold, Ch., Meyer, S., 2005. Ontologiebasiertes Wissensmanagement in derMontage. Wissen in turbulenten Zeiten strukturiert einsetzen. In: Industrie Management,21(1), pp. 49-52.
3. Feldmann, K., Gergs, H.-J., Slama, S., Wirth, U., 2003. Montage strategisch ausrichten -Praxisbeispiele marktorientierter Prozesse und Strukturen. Berlin/Heidelbergl New York:Springer.
4. Clark, K., Fujimoto, T., 1991. Product Development Performance. Strategy, Organization,and Management in the World Auto Industry. BostonIMassachusetts: Harvard BusinessSchool Press.
5. Lange, H., Städler A., 1998. Neue berufliche Anforderungen für Naturwissenschaftler UIidIngenieure. Zum Wandel von Kooperation und Qualifikation in ausgewähltenArbeitsfeldern technischer Experten und der Frage nach Bewältigung beruflicher. In:Gersten, K. (Ed.) Arbeit und Technik in den neuen Bundesländern. Bautzen, p. 362.
6. Hack, L., Hack, 1., 2005. Wissen, Macht und Organisation. Internationalisierungindustrieller Forschung und Entwicklung - ein Fallvergleich. Berlin: edition sigma,[Knowledge, Power, and Organization. Intemationalization of industrial research anddevelopment - a case comparison].
7. Hack, L., Hack, 1., 2005. Wissen, Macht und Organisation. Internationalisierungindustrieller Forschung und Entwicklung - ein Fallvergleich. Berlin: edition sigma,[Knowledge, Power, and Organization. Intemationalization of industrial research anddevelopment - a case comparison], pp. 223-294.
8. Cooper, R., 2002. Top oder Flop in der Produktentwicklung. Erfolgsstrategien: Von derIdee bis zum Launch. Weinheim: Wiley.
9. VDMA, 2007. Maschinenbau in Deutschland 2006: Daten und Fakten. Press release atZukunftskonferenz Maschinenbau, 14.-15. March 2007, Leipzig.
10. VDA, 2010. Zahlen & Fakten. Jahreszahlen - Allgemeines. Retrieved on 10. January 2010from http://www.vda.de/de/zahlen/jahreszahlen/allgemeines/.
I!. VDA, 2007. Deutliche Fortschritte in den letzten Jahren. Frühzeitige Einbindung derZulieferer sichert Qualität und Innovation. Press release at 5. VDA-Qualitätsgipfel, 30.November 2007, München.
12. Lay, G., Neuhaus, R., 2005. Ganzheitliche Produktionssysteme (GPS) - Fortführung vonLean Production? In: Angewandte Arbeitswissenschaft, 185, p. 35.
13. Kammüller, M., 2007. Moderne Produktionstechnik. Speech at the VDMA congress"Intelligenter Produzieren", 2.-3. July 2007, Stuttgart.
421
competence has become the relevant form of business competition and, the availability ofknowledge today is the crucial resource of value accumulation and for rating andbenchmarking processes [6], it is a risky game to drain expertise ofhigh-qualified innovationactors. Especially keeping in mind the companies' struggles with demographie change and theresulting lack of specialists.We illustrated that standardization systems are thoroughly intertwined with (IT-supported)forms of objectivization. This results in an irrational level of so called "add-on" jobs such asdocumentation tasks or meetings for coordination purposes. Extra stress for innovation actorsis the consequence: (free) time for creativity and innovation is reduced to a dangerous levelwithin the organization.
The intention to streamline real activities with standardization processes, requires new processknowledge. This process knowledge is mainly brought into companies and built up with newstaff(process managers, etc.). At the same time the amount ofpositions in traditional enablingand executing positions are reduced or are faced with increased productivity pressure. Yet,abstract process knowledge can only function accurately, when being filled with content, i.e.profound experience of material and texture. For this reason practical and technical expertsare always involved to stabilize process standardization processes. These accumulating "addon" tasks take time and especially: take time away from actual core tasks.
Taken together, in both cases, StageGate and CPS, one tendency seems to be predominant:standardization-tools are being implemented regardless of the specifics of their original workcontext and industry. In the end these top-down implemented, abstract models do notcorrespond with the actual workflow in any other company and, in worst cases even hinderand delay working processes. The reason why the observed implemented standardizationprocesses to not match the actual needs of the everyday workflow or in worst cases evenhinder it, is: they are designed top-down, without regarding need ofreal everyday work. Theyare thoroughly intertwined with the logic of ERP structures, whieh make these processes notonly very fixed and rigid, but also require immense collection activities of figures and facts,that individual workers (in R&D as weil as in Production) have to provide "add on".
As shown both standardization strategies, CPS and StageGate, need the experience and laborcapacities ofthe innovation actors in order to stay "alive". It is up to the individual subject tocounter the side effects and actively keep the standardization system up and running. Thelabor capacities and efforts are concealed in most cases, simply because attention will only bedrawn if the system collapses or is blocked. But as long as deadlines and the target-performance comparison of key-data are evaluated positively, the situation of concrete laboractions is neglected. So, innovation actors experience a contradicting burden: they aresupposed to actively keep a system running, which includes immanent malfunctions and extrastrains, while trying to fulfill their core tasks such as innovation.
6. AcknowledgmentsThe project "SINN - Smart Innovation" (www.smarte-innovation) is supported by fundingunder the Research Framework Programme "Working - Leaming - Developing Skills.Potential for Innovation in a Modem Working Environment" ofthe German Federal Ministryof Education and Research and the European Social Fund of the European Union. Theimplementation of the project is supported by PT-DLR, the Project Management Agency -part of the German Aerospace Center. The duration of the project is from 6/2008 until 5/2011.
420
The project "WAMo - Erfahrungsbasierte WissensArbeit in flexiblen Montagesystemen"(www.wamo-project.de) is supported by funding under the Research Framework Programme"Research for Tomorrow's Production" of the German Federal Ministry of Education andResearch. The implementation ofthe project is supported by the Project Management AgencyForschungszentrum Karlsruhe, Division Production and Manufacturing Technologies (PTKA-PFT). The duration ofthe project was from 0112005 until 06/2008.
7. References1. Hirsch-Kreinsen, H., 2007. Innovationspartnerschaften in Unternehmensnetzwerken. In:Ludwig, J., MoIdaschI, M., Schmauder, M., Schmierl, K., (Eds.). Arbeitsforschung undInnovationsfähigkeit in Deutschland. MünchenIMering: Hampp, 95-102.
2. Berger, S., Mangold, Ch., Meyer, S., 2005. Ontologiebasiertes Wissensmanagement in derMontage. Wissen in turbulenten Zeiten strukturiert einsetzen. In: Industrie Management,21(1), pp. 49-52.
3. Feldmann, K., Gergs, H.-J., Slama, S., Wirth, U., 2003. Montage strategisch ausrichten -Praxisbeispiele marktorientierter Prozesse und Strukturen. Berlin/Heidelbergl New York:Springer.
4. Clark, K., Fujimoto, T., 1991. Product Development Performance. Strategy, Organization,and Management in the World Auto Industry. BostonIMassachusetts: Harvard BusinessSchool Press.
5. Lange, H., Städler A., 1998. Neue berufliche Anforderungen für Naturwissenschaftler UIidIngenieure. Zum Wandel von Kooperation und Qualifikation in ausgewähltenArbeitsfeldern technischer Experten und der Frage nach Bewältigung beruflicher. In:Gersten, K. (Ed.) Arbeit und Technik in den neuen Bundesländern. Bautzen, p. 362.
6. Hack, L., Hack, 1., 2005. Wissen, Macht und Organisation. Internationalisierungindustrieller Forschung und Entwicklung - ein Fallvergleich. Berlin: edition sigma,[Knowledge, Power, and Organization. Intemationalization of industrial research anddevelopment - a case comparison].
7. Hack, L., Hack, 1., 2005. Wissen, Macht und Organisation. Internationalisierungindustrieller Forschung und Entwicklung - ein Fallvergleich. Berlin: edition sigma,[Knowledge, Power, and Organization. Intemationalization of industrial research anddevelopment - a case comparison], pp. 223-294.
8. Cooper, R., 2002. Top oder Flop in der Produktentwicklung. Erfolgsstrategien: Von derIdee bis zum Launch. Weinheim: Wiley.
9. VDMA, 2007. Maschinenbau in Deutschland 2006: Daten und Fakten. Press release atZukunftskonferenz Maschinenbau, 14.-15. March 2007, Leipzig.
10. VDA, 2010. Zahlen & Fakten. Jahreszahlen - Allgemeines. Retrieved on 10. January 2010from http://www.vda.de/de/zahlen/jahreszahlen/allgemeines/.
I!. VDA, 2007. Deutliche Fortschritte in den letzten Jahren. Frühzeitige Einbindung derZulieferer sichert Qualität und Innovation. Press release at 5. VDA-Qualitätsgipfel, 30.November 2007, München.
12. Lay, G., Neuhaus, R., 2005. Ganzheitliche Produktionssysteme (GPS) - Fortführung vonLean Production? In: Angewandte Arbeitswissenschaft, 185, p. 35.
13. Kammüller, M., 2007. Moderne Produktionstechnik. Speech at the VDMA congress"Intelligenter Produzieren", 2.-3. July 2007, Stuttgart.
421
14. Springer, R., 2005. Aktuelle Diskussion um Gruppenarbeit. Teil 3: FlexibleStandardisierung - am Beispiel der Automobilindustrie. In: Antoni, C., Eyer, E., (eds.).Dasflexible Unternehmen. Düsseldorf: symposium. CD andpaper, pp. 1-24.
15. Pfeiffer, S., 2007. Montage und Erfahrung. Warum Ganzheitliche Produktionssystememenschliches Arbeitsvermögen brauchen. München/Mering: Hampp, p. 59.
16. Singleton-Green, B., 1993: IfIt Matters, Measure It! In: Accountancy, May, pp. 52-53.17. Pfeiffer, S. 2004. Arbeitsvermögen. Ein Schlüssel zur Analyse (reflexiver)Informatisierung. Wiesbaden: VS Verlag, p. 71.
18. Pfeiffer, S., 2007. Montage und Erfahrung. Warum Ganzheitliche Produktionssystememenschliches Arbeitsvermögen brauchen. München/Mering: Hampp, pp. 47-78.
19. Spear, S., Bowen, K., 1999. Decoding the DNA of the Toyota Production System. In:Harvard Business Review, September-October, p. 98.
20. Pfeiffer, S. (2004): Arbeitsvermögen. Ein Schlüssel zur Analyse (reflexiver)Informatisierung. Wiesbaden: VS Verlag, pp. 144-145.
21. Pfeiffer, S., 2008. Flexible Standardisierung und Ganzheitliche Produktionssysteme -erfahrungsförderlich?! In: Adami, W., Lang, Ch., Pfeiffer, S., Rehberg, F.( Eds.): Montagebraucht Erfahrung. Erfahrungsgeleitete Wissensarbeit in flexiblen Montagesystemen.München/Mering: Hampp, p. 151
22. Blume, G., Lamparter, D., 2007. Angstgegner der Deutschen. In: Die Zeit, 24, 07. lune2007.
23. Schloz, R. 2006. Das Geruhl entscheidet. In: Caracho. Zeitschrift der Porsche Consulting,3, pp. 9-13.
24. Moldaschi, M., 2007. Von der Arbeitsinnovation zur Innovationsarbeit. In: Streich, D.,Wahl, D., (Eds.): Innovationsfähigkeit in einer modernen Arbeitswelt. FrankfurtlNewYork: 489-500.
25. Pfeiffer, S., 2007. Montage und Erfahrung. Warum Ganzheitliche Produktionssystememenschliches Arbeitsvermögen brauchen. München/Mering: Hampp
26. Heckscher, c., 2007. The Collaborative Enterprise. Managing Speed and Complexity inKnowledge-BasedBusiness. New HavenILondon: Yale University Press, p. 7.
27. Lam, A., 2000. Tacit Knowledge, Organizational Learning and Societal Institutions: AnIntegrated Framework. In: Organization Studies 21, 487-513.
28. Powell, W., Smith-Doerr, L., 1994. Networks and Econornic Life. In: Smelser, N.,Swedberg , R., (Eds.). The Handbook ofeconomic sociology. Princeton.
29. Wördenweber, B., and Wickord, W., 2008. Technologie- und Innovationsmanagement imUnternehmen. Lean Innovation. Berlin/Heidelberg: Springer, pp. 161-166.
30. Wördenweber, B., and Wickord, W., 2008. Technologie- und Innovationsmanagement imUnternehmen. Lean Innovation. Berlin/Heidelberg: Springer, pp. V.
31. Pfeiffer, S., 2008. Flexible Standardisierung und Ganzheitliche Produktionssysteme -erfahmngsförderlich?! In: Adami, W., Lang, Ch., Pfeiffer, S., Rehberg, F.( Eds.): Montagebraucht Erfahrung. Erfahrungsgeleitete Wissensarbeit in flexiblen Montagesystemen.München/Mering: Hampp, pp. 143-167.
422
Lean Approach for services' supply chains: The accident settlement processin Italian insurance companies
Alberto Portioli-Staudacher, Marco Tantardini 1
1Department ofManagement, Economics and Industrial Engineering, Politecnico di Milano,Piazza Leonardo da Vinci 32, 20133 Milano, Italy
albe110.portioliCii)[email protected]
AbstractIn the last years Lean Approach has been diffusing in service companies due to its ability of improving labourproductivity. Nonetheless, Lean Approach in service companies is often associated with back office processeswith low variability and high volumes. In this paper we are going to show how Lean can be applied to differentprocesses, characterized by high variability and by the fact that not all stages of the service supply chain are partof the same company, thus they don't share the same objectives. We will refer to the accident settlement processof insurance companies in Italy to show the modifications required to the Lean practices in order to adapt themto such environments. In this paper we aim at proposing a new managerial model for companies with highvariability in the processes, that are in line with the Lean Approach. The managerial model created has beenvalidated in five of the major companies in the Italian insurance sector via case studies, and very interestedfeedbacks were collected. This paper contributes to the Lean Services literature by proposing a managerialmodel for high variety processes and by highlighting the practices that could be adopted in order to implementLean.
Keywords: accident settlement process, Lean services, modelling, case studies, workload control
1. IntroductionService companies represent the most relevant part of the GDP of western economies andthe most important source of employment for workers. In the European Union, thepercentage of employees in services was near 49% in 1971 and it became 68% in the late1990s. In Europe the service sector contributes three times more to the GDP than theindustry sector [1].On the other hand, services lag behind industry in labour productivity increase, especially inEurope. Increasing labour productivity in services could give an impulse to this sector and tothe growth ofthe economy.Operations is one of the most important areas for productivity increase, nonetheless just fewresearches have addressed improvements in service operations in past years [2]. Therefore,our research focuses on improving operations in service companies.Lean Approach is recognized as alever that could be exploited by service companies toincrease labour productivity and competitive levels [3]. This is both testified by anincreasing number of papers addressing the relevant results achieved through the LeanApproach (see for example [3],[4],[5],[6],[7],[8]) and by the increasing number ofcompanies that have been introducing Lean.Nonetheless, Lean Approach in service companies seems to be almost only associated toback office processes characterized by low variety and high volumes [9].In this paper we aim on the one hand at deepening the knowledge on one of the mainprocesses of insurance companies, which are a very important industry in our economies. Onthe other hand we aim at investigating processes characterized by variability in work contentof items to be processed. Such processes are a relevant part of service companies' processesand may present very interesting opportunities for improvement.We propose a new managerial model in line with the Lean principles.To this scope we have investigated the accident settlement process in insurance companies.
423
14. Springer, R., 2005. Aktuelle Diskussion um Gruppenarbeit. Teil 3: FlexibleStandardisierung - am Beispiel der Automobilindustrie. In: Antoni, C., Eyer, E., (eds.).Das flexible Unternehmen. Düsseldorf: symposium. CD and paper, pp. 1-24.
15. Pfeiffer, S., 2007. Montage und Erfahrung. Warum Ganzheitliche Produktionssystememenschliches Arbeitsvermögen brauchen. München/Mering: Hampp, p. 59.
16. Singleton-Green, B., 1993: IfIt Matters, Measure It! In: Accountancy, May, pp. 52-53.17. Pfeiffer, S. 2004. Arbeitsvermögen. Ein Schlüssel zur Analyse (reflexiver)Informatisierung. Wiesbaden: VS Verlag, p. 71.
18. Pfeiffer, S., 2007. Montage und Erfahrung. Warum Ganzheitliche Produktionssystememenschliches Arbeitsvermögen brauchen. München/Mering: Hampp, pp. 47-78.
19. Spear, S., Bowen, K., 1999. Decoding the DNA of the Toyota Production System. In:Harvard Business Review, September-October, p. 98.
20. Pfeiffer, S. (2004): Arbeitsvermögen. Ein Schlüssel zur Analyse (reflexiver)Informatisierung. Wiesbaden: VS Verlag, pp. 144-145.
21. Pfeiffer, S., 2008. Flexible Standardisierung und Ganzheitliche Produktionssysteme -erfahrungsförderlich?! In: Adami, W., Lang, Ch., Pfeiffer, S., Rehberg, F.( Eds.): Montagebraucht Erfahrung. Erfahrungsgeleitete Wissensarbeit in flexiblen Montagesystemen.München/Mering: Hampp, p. 151
22. Blume, G., Lamparter, D., 2007. Angstgegner der Deutschen. In: Die Zeit, 24, 07. lune2007.
23. Schloz, R. 2006. Das Geruhl entscheidet. In: Caracho. Zeitschrift der Porsche Consulting,3, pp. 9-13.
24. Moldaschi, M., 2007. Von der Arbeitsinnovation zur Innovationsarbeit. In: Streich, D.,Wahl, D., (Eds.): Innovationsfähigkeit in einer modernen Arbeitswelt. FrankfurtlNewYork: 489-500.
25. Pfeiffer, S., 2007. Montage und Erfahrung. Warum Ganzheitliche Produktionssystememenschliches Arbeitsvermögen brauchen. München/Mering: Hampp
26. Heckscher, c., 2007. The Collaborative Enterprise. Managing Speed and Complexity inKnowledge-BasedBusiness. New HavenILondon: Yale University Press, p. 7.
27. Lam, A., 2000. Tacit Knowledge, Organizational Learning and Societal Institutions: AnIntegrated Framework. In: Organization Studies 21, 487-513.
28. Powell, W., Smith-Doerr, L., 1994. Networks and Econornic Life. In: Smelser, N.,Swedberg , R., (Eds.). The Handbook ofeconomic sociology. Princeton.
29. Wördenweber, B., and Wickord, W., 2008. Technologie- und Innovationsmanagement imUnternehmen. Lean Innovation. Berlin/Heidelberg: Springer, pp. 161-166.
30. Wördenweber, B., and Wickord, W., 2008. Technologie- und Innovationsmanagement imUnternehmen. Lean Innovation. Berlin/Heidelberg: Springer, pp. V.
31. Pfeiffer, S., 2008. Flexible Standardisierung und Ganzheitliche Produktionssysteme -erfahmngsförderlich?! In: Adami, W., Lang, Ch., Pfeiffer, S., Rehberg, F.( Eds.): Montagebraucht Erfahrung. Erfahrungsgeleitete Wissensarbeit in flexiblen Montagesystemen.München/Mering: Hampp, pp. 143-167.
422
Lean Approach for services' supply chains: The accident settlement processin Italian insurance companies
Alberto Portioli-Staudacher, Marco Tantardini 1
1Department ofManagement, Economics and Industrial Engineering, Politecnico di Milano,Piazza Leonardo da Vinci 32, 20133 Milano, Italy
albe110.portioliCii)[email protected]
AbstractIn the last years Lean Approach has been diffusing in service companies due to its ability of improving labourproductivity. Nonetheless, Lean Approach in service companies is often associated with back office processeswith low variability and high volumes. In this paper we are going to show how Lean can be applied to differentprocesses, characterized by high variability and by the fact that not all stages of the service supply chain are partof the same company, thus they don't share the same objectives. We will refer to the accident settlement processof insurance companies in Italy to show the modifications required to the Lean practices in order to adapt themto such environments. In this paper we aim at proposing a new managerial model for companies with highvariability in the processes, that are in line with the Lean Approach. The managerial model created has beenvalidated in five of the major companies in the Italian insurance sector via case studies, and very interestedfeedbacks were collected. This paper contributes to the Lean Services literature by proposing a managerialmodel for high variety processes and by highlighting the practices that could be adopted in order to implementLean.
Keywords: accident settlement process, Lean services, modelling, case studies, workload control
1. IntroductionService companies represent the most relevant part of the GDP of western economies andthe most important source of employment for workers. In the European Union, thepercentage of employees in services was near 49% in 1971 and it became 68% in the late1990s. In Europe the service sector contributes three times more to the GDP than theindustry sector [1].On the other hand, services lag behind industry in labour productivity increase, especially inEurope. Increasing labour productivity in services could give an impulse to this sector and tothe growth ofthe economy.Operations is one of the most important areas for productivity increase, nonetheless just fewresearches have addressed improvements in service operations in past years [2]. Therefore,our research focuses on improving operations in service companies.Lean Approach is recognized as alever that could be exploited by service companies toincrease labour productivity and competitive levels [3]. This is both testified by anincreasing number of papers addressing the relevant results achieved through the LeanApproach (see for example [3],[4],[5],[6],[7],[8]) and by the increasing number ofcompanies that have been introducing Lean.Nonetheless, Lean Approach in service companies seems to be almost only associated toback office processes characterized by low variety and high volumes [9].In this paper we aim on the one hand at deepening the knowledge on one of the mainprocesses of insurance companies, which are a very important industry in our economies. Onthe other hand we aim at investigating processes characterized by variability in work contentof items to be processed. Such processes are a relevant part of service companies' processesand may present very interesting opportunities for improvement.We propose a new managerial model in line with the Lean principles.To this scope we have investigated the accident settlement process in insurance companies.
423





























