Embed Size (px)
Citation preview

117
Chapter 12
Oils of Nature
Natural oils, fats and waxes, and the processes that turn these primary ingredients for cosmetic formulations and surfactants.
key words: triglycerides, surfactants, oils, waxes, methyl esters, fats, butters
The possible number of materials useful in the formulation of personal-care products is truly staggering, with new products being introduced all the time.
Understanding the source of many of the raw materials and the technology needed to make them functional in formulations is very important. One needs to start by considering the most basic raw materials, what I call the primary ingredients.1 These basic raw materials find their origins in natural oils, fat and waxes, and in petroleum feedstocks such as propylene and ethylene. This chapter will concentrate on natural oils, waxes and butters.
Nature has provided a plethora of materials that are potentially useful in personal-care applications. Man, by selection and bioengineering, has further expanded the possibilities. The type and source of natural raw materials are major variables to be considered by the formulator in making new cosmetic products. The formulator needs to know some basic information on the sources and chemistries of these raw materials to make informed decisions on product formulation. Performance, cost and label copy are all determined by the selection of oils and waxes, both as such and in surfactant molecules.
When one undertakes the task of choosing a triglyceride used in a product, one must first determine the reason that the particular oil is being added. Triglycerides derived from plants are natural, non-animal, renewable, biodegradable and organic and can be ecocert certified. These factors while important are not helpful if the formulation does not provide consumer perceivable advantageous. Reasons to choose a specific oil are outlined in Table 12.1.
Table 12.1. Why select a specific oil?
1. Cosmetic Elegance
2. Label Name (Marketing)
3. Unique Chemistry
4. Unique Components
Acids
Antioxidants
118Oils Of Nature BegiNNiNg COsmetiC Chemistry
One could well assume that since natural oils have been around for a long period of time, that there is nothing additional to discover about their use. This assumption is incorrect. US Patent Application 20050069516, filed March 31, 2005 discloses a product for application to the hair, comprising: (i) a first hair conditioning agent, wherein said first hair conditioning agent penetrates into the core of the hair; (ii) a second hair conditioning agent, wherein said second hair conditioning agent penetrates into the cortex region of the hair but does not substantially penetrate into the core of the hair; and (iii) a third hair conditioning agent, wherein said third hair conditioning agent remain on the hair surface and does not substantially penetrate into the cortex of the hair; wherein said product comprises advertising stating that said first hair conditioning agent, said second hair conditioning agent, and said third hair conditioning agent condition different regions of the hair. The patent application goes on to teach that examples of first hair conditioning agents include, but are not limited to, avocado oil, apricot kernel oil, olive oil, sesame oil, and coconut oil, Examples of second hair conditioning agents include, but are not limited to, meadowfoam seed. Examples of third hair conditioning agents include, but are not limited to sunflower oil, and almond oil.
Many patent applications relate to synergistic effects between formulation ad-ditives and many natural oils. With the growing interest in green products, one can reasonably expect that the use of natural oils in formulations will increase.
Oils, Fats, Waxes and Butters
The terms oils, fats, butters and waxes have been misused over the years. Part of the confusion relates to the fact that oils, fats and waxes are terms that relate to physical properties, namely titer point, and wax is term defined by chemical na-ture. Wax is an ester of a fatty acid and a fatty alcohol. Triglycerides are a triester of glycerin.
Triglycerides: Triglycerides are the tri-ester of glycerin with three equivalents of fatty acid. Fatty acids are defined as those acids having alkyl or alkylene groups that are C-5 and higher. Figure 12.1 shows the reaction that produces a triglyceride.
CH2-OH O CH2-OC(O)-R| || |CH-OH + 3 RC-OH ———> CH-OC(O)-R + 3 H2O| |CH2OH CH2-O-C(O)-R
Glycerin Fatty Acid Triglyceride Water
Figure 12.1. Production of Triglyceride
Triglycerides are a very important class of raw materials for making fatty deriva-tives, including surfactants. Saponification is a general term to define the chemical

119 BegiNNiNg COsmetiC Chemistry Chapter 12
reaction that breaks the ester linkage. When the triglyceride is saponified to make a surfactant, such as soap, glycerin is liberated. When a wax is saponified, a fatty alcohol is liberated. Thus, the types of products that can be made using the two types of materials are quite different functionally. Glycerin, produced as a by-product of saponification, is water-soluble and fatty-insoluble. The fatty alcohol produced as a by-product of the saponification of a wax is water-insoluble and generally fatty-soluble.
Differentiating among triglycerides: Normally, a physical property such as melting point is used to differentiate among the members of a chemical fam-ily. Because oils, fats, butters and waxes are complex mixtures of homologues of similar chemical structures, it is difficult to obtain a true melting point. As the lower molecular weight fractions melt, they act as solvents to dissolve the higher molecular weight products. This results in a very wide melting “range” for these compounds. For this reason, titer point is generally determined on fats, oils, waxes and butters.
The titer is defined as the re-solidification point of the melted oil, fat, butter or wax. The procedure is to heat the product to be tested until it is completely liquid, then to slowly cool with stirring. This process is done until the temperature stays constant for 30 seconds, or begins to rise. The titer point is the highest temperature indicated by this rise.1
Fats have a titer point of greater than 40.5°C. Oils have a titer point of less than 40.5°C. Butters have a titer between 20–40.5°C.
Oils are liquid at room temperature. We now use this word to describe any compound that is a liquid and is insoluble in water. As a result, jojoba is referred to as an oil, despite the fact it is really a liquid wax. It is therefore very important to realize that the terms wax and triglyceride define the chemical nature of a com-pound; the terms oil, butter and fat define a physical property.
Classification: The Cosmetic, Toiletry & Fragrance Association (CTFA) now requires the genus and species of the plants or insects that produce a given wax, oil, butter or fat and all products that are derived from the various oils, fats, butters and waxes. This is due, in part, to the European Union’s use of the Latin names for ingredient listings. This information helps the formulator understand the source of the fatty portion of the surfactant.
Triglycerides can be classified according to their carbon chain lengths. For instance, in Table 12.1 the triglycerides are grouped by carbon chain lengths less than C-18, equal to C-18, and greater than C-18.
Oil Preparation
The process that allows for the transformation of a plant seed into a clear, low-odor oil suitable for cosmetic use is a process that we generally take for granted. The properties of the oil are determined by the plant source and the processing used.
The oils discussed in this article are referred to as “vegetable oils.” This distinc-tion differentiates them from the “essential oils” that are steamed out of a variety of plant parts, including flowers, leaves, peels and some seeds. These essential

120Oils Of Nature BegiNNiNg COsmetiC Chemistry
oils, which often have an attractive aroma, are not triglycerides. Instead, they are usually “isoprenoids,” which indicates that they come from a different chemical pathway in plants. Plants store vegetable oils (triglycerides) as energy sources for seeds when they germinate.
Pressing: Steam works well to extract essential oils like coriander oil, but it does not work well for triglyceride oils. Triglyceride and wax ester oils can be squeezed out of seeds using a turning screw that presses the mashed-up seed against a metal barrel with slits in the side. The oil and some fine particles squeeze out through the narrow slits. This operation would be called an oil expeller or seed oil press.
The oil from the seed oil press can be filtered and called “virgin” oil, especially if it isn’t heated up to get more oil out. The oil from the seed oil press can also be called “crude” oil. Alternatively, oil can be dissolved in solvent, which can then be evaporated, leaving the extracted oil.
Often, seeds are flaked to increase surface area. The seeds are processed into thin flakes before pressing or solvent extraction. The flaking improves oil yield by breaking open the small oil pockets in the seeds. Sometimes the seeds are heated before flaking so that the proteins in the seed won’t break down the oil or other things in the seed. The preheating is also called preconditioning. The oil comes out more easily if it is hot, but excessive heat damages the oil quality.
Sometimes the seeds are crushed and formed into pieces called “collets” that have lots of holes or openings. This step also is done before solvent extraction so the oil can flow out more easily. Solvent extracted oil with some solvent still in it is called the “miscella.”
Crude oil can usually be good enough for chemical uses. In a process called “winterization,” a well-filtered “virgin” oil can be kept cold to remove any solid waxes that might crystallize out.
Many cosmetics applications require cold-pressed, virgin oil. On the other hand, some seeds are too low in oil to economically remove the oil by pressing. In any case, once you have the crude oil, you can move onto refining.
Refining: Refining is done by filtering the oil through clay or silica (like fine sand) that can remove color. In an operation called “degumming,” alkali in water is added to the oil and some ingredients, especially fatty acids and “phospholipids,” go into the water or settle out or are filtered out. Finally, in an operation called deodorization, steam can be passed through the oil to remove odor. This step also breaks down oxygen attached to the oil, which might lower oil quality.
After all of this refining, the oil should be light in color, odorless, and have no oxygen breakdown products or solid wax. The customer’s requirements for the oil in terms of color, odor and the like will determine the number of steps needed to get an acceptable product. Consequently, the amount of useable oil you have left after refining is often related not only to the amount of crude oil present in the seed, but is also related to the requirements of color, titer point and properties you impose for the final oil.
Functionality: The oils that are commonly used in cosmetic products are com-plex mixtures of different triglycerides, but also contain various other components that are useful. For example, olive oil can be processed to contain highly desirable
121 BegiNNiNg COsmetiC Chemistry Chapter 12
tocopherols, or alternatively processed to remove those tocopherols. For example, solvent extraction or steam distillation would remove much of the tocopherols. If the oil is in the formulation for the benefit derived from the tocopherols, how the oil is processed is key to the functionality and usefulness of the resulting oil.
The winterizing of oils (that is, cooling and filtration of solids from the liquid) results in a loss of the higher molecular weight fractions. Many times it is exactly these fractions that provide the unique skin feel or conditioning to the product. It should be clear that the different processes used in the preparation of an oil may be critical to functionality.
Natural Oils by Class
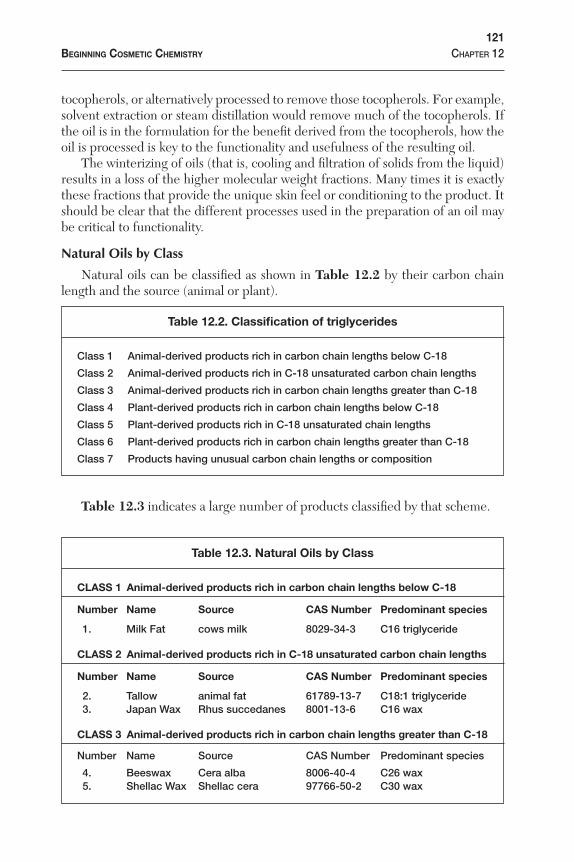
Natural oils can be classified as shown in Table 12.2 by their carbon chain length and the source (animal or plant).
Table 12.2. Classification of triglycerides
Class 1 Animal-derived products rich in carbon chain lengths below C-18
Class 2 Animal-derived products rich in C-18 unsaturated carbon chain lengths
Class 3 Animal-derived products rich in carbon chain lengths greater than C-18
Class 4 Plant-derived products rich in carbon chain lengths below C-18
Class 5 Plant-derived products rich in C-18 unsaturated chain lengths
Class 6 Plant-derived products rich in carbon chain lengths greater than C-18
Class 7 Products having unusual carbon chain lengths or composition
Table 12.3 indicates a large number of products classified by that scheme.
Table 12.3. Natural Oils by Class
CLASS 1 Animal-derived products rich in carbon chain lengths below C-18
Number Name Source CAS Number Predominant species
1. Milk Fat cows milk 8029-34-3 C16 triglyceride
CLASS 2 Animal-derived products rich in C-18 unsaturated carbon chain lengths
Number Name Source CAS Number Predominant species
2. Tallow animal fat 61789-13-7 C18:1 triglyceride 3. Japan Wax Rhus succedanes 8001-13-6 C16 wax
CLASS 3 Animal-derived products rich in carbon chain lengths greater than C-18
Number Name Source CAS Number Predominant species
4. Beeswax Cera alba 8006-40-4 C26 wax 5. Shellac Wax Shellac cera 97766-50-2 C30 wax
122Oils Of Nature BegiNNiNg COsmetiC Chemistry
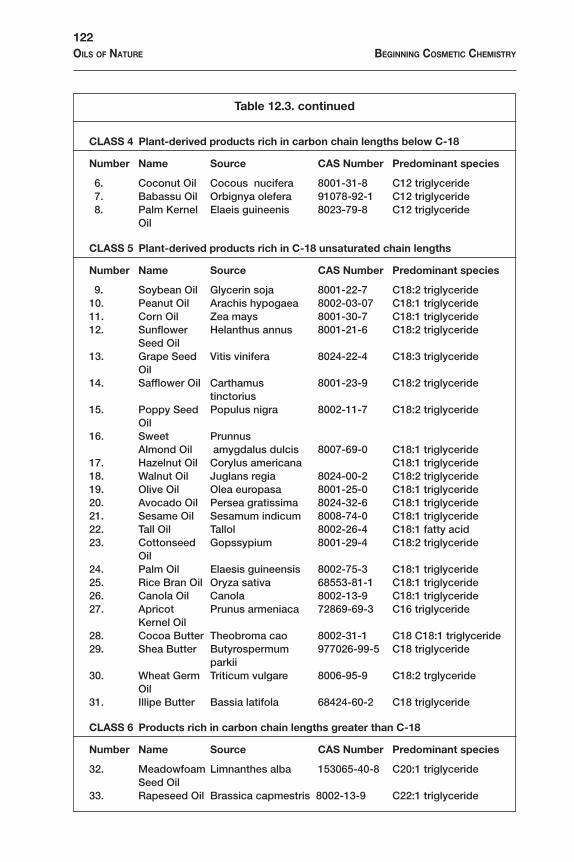
CLASS 4 Plant-derived products rich in carbon chain lengths below C-18
Number Name Source CAS Number Predominant species
6. Coconut Oil Cocous nucifera 8001-31-8 C12 triglyceride 7. Babassu Oil Orbignya olefera 91078-92-1 C12 triglyceride 8. Palm Kernel Elaeis guineenis 8023-79-8 C12 triglyceride Oil
CLASS 5 Plant-derived products rich in C-18 unsaturated chain lengths
Number Name Source CAS Number Predominant species
9. Soybean Oil Glycerin soja 8001-22-7 C18:2 triglyceride10. Peanut Oil Arachis hypogaea 8002-03-07 C18:1 triglyceride11. Corn Oil Zea mays 8001-30-7 C18:1 triglyceride12. Sunflower Helanthus annus 8001-21-6 C18:2 triglyceride Seed Oil 13. Grape Seed Vitis vinifera 8024-22-4 C18:3 triglyceride Oil 14. Safflower Oil Carthamus 8001-23-9 C18:2 triglyceride tinctorius 15. Poppy Seed Populus nigra 8002-11-7 C18:2 triglyceride Oil 16. Sweet Prunnus Almond Oil amygdalus dulcis 8007-69-0 C18:1 triglyceride17. Hazelnut Oil Corylus americana C18:1 triglyceride18. Walnut Oil Juglans regia 8024-00-2 C18:2 triglyceride19. Olive Oil Olea europasa 8001-25-0 C18:1 triglyceride20. Avocado Oil Persea gratissima 8024-32-6 C18:1 triglyceride21. Sesame Oil Sesamum indicum 8008-74-0 C18:1 triglyceride22. Tall Oil Tallol 8002-26-4 C18:1 fatty acid23. Cottonseed Gopssypium 8001-29-4 C18:2 triglyceride Oil 24. Palm Oil Elaesis guineensis 8002-75-3 C18:1 triglyceride25. Rice Bran Oil Oryza sativa 68553-81-1 C18:1 triglyceride26. Canola Oil Canola 8002-13-9 C18:1 triglyceride27. Apricot Prunus armeniaca 72869-69-3 C16 triglyceride Kernel Oil 28. Cocoa Butter Theobroma cao 8002-31-1 C18 C18:1 triglyceride29. Shea Butter Butyrospermum 977026-99-5 C18 triglyceride parkii 30. Wheat Germ Triticum vulgare 8006-95-9 C18:2 trglyceride Oil 31. Illipe Butter Bassia latifola 68424-60-2 C18 triglyceride
CLASS 6 Products rich in carbon chain lengths greater than C-18
Number Name Source CAS Number Predominant species
32. Meadowfoam Limnanthes alba 153065-40-8 C20:1 triglyceride Seed Oil 33. Rapeseed Oil Brassica capmestris 8002-13-9 C22:1 triglyceride
Table 12.3. continued
123 BegiNNiNg COsmetiC Chemistry Chapter 12
CLASS 7 Products having unusual carbon chain lengths or composition
Number Name Source CAS Number Predominant species
35. Borage Borago officinalis 801201608 C18:3 (n=6) Seed Oil triglyceride36. Linseed Oil Linum 8001-26-1 C18:3 (cong) usitatissimum triglyceride37. Castor Oil Ricinus communis 8001-79-4 C18:1 OH triglyceride38. Veronia Oil Veronia 169360-96-7 C18 epoxy triglyceride galamensis 39. Tung Oil Aleurites fordii 8001-20-5 C13:3 (cong) triglyceride40. Jojoba Oil Buxus chinensis 61789-91-1 C20 ester41. Candelilla Euphorbia cera 8006-44-8 C31 hydrocarbon Wax 42. Ongokea Oil Ongokea gore C18:3 acetylenic triglyceride
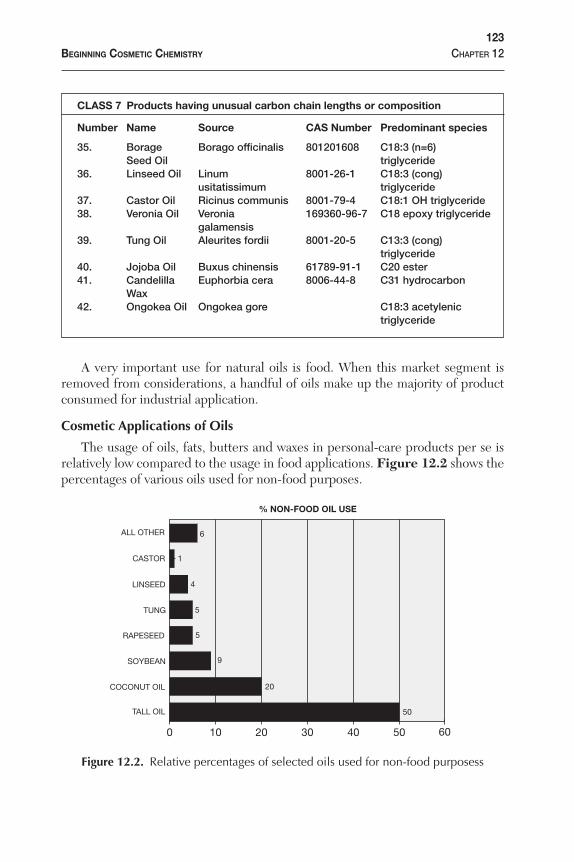
A very important use for natural oils is food. When this market segment is removed from considerations, a handful of oils make up the majority of product consumed for industrial application.
Cosmetic Applications of Oils
The usage of oils, fats, butters and waxes in personal-care products per se is relatively low compared to the usage in food applications. Figure 12.2 shows the percentages of various oils used for non-food purposes.
% NON-FOOD OIL USE
0 10 20 30 40 50 60
6
1
4
5
5
9
20
50
ALL OTHER
CASTOR
LINSEED
TUNG
RAPESEED
SOYBEAN
COCONUT OIL
TALL OIL
Figure 12.2. Relative percentages of selected oils used for non-food purposess

124Oils Of Nature BegiNNiNg COsmetiC Chemistry
The selection of oils in personal-care products is strictly governed by the func-tional attributes the oil confers and any desire for market claims related to the perception of the oil’s benefits. This criterion is not the case when choosing oils for making derivatives. Derivatives by far are the principal use of oils in personal-care products. In the case of derivatives, the choice of an oil is based upon cost, availability and carbon chain distribution.
Dry oils: The skin and hair are major areas which oil may be applied for a beneficial effect. The exact benefit depends principally on the particular oil chosen. Oils that have a very dry feel, which we classify as ultra light oils, find applications in sunscreens and massage oil, where a non-greasy feel is critical to product aesthetics. This class of oils also finds application in aromatherapy.
Light oils: Light oils have a transient conditioning effect when applied to the hair and improve comb properties, without contributing much to the bulk of the hair. Many of these oils also contribute gloss to the hair.
Intermediate oils: Intermediate oils find application in skin care as moistur-izing oils and conditioners on the hair. This type of oil is used in bath oils and is recommended where a slick feel is desired.
Drying oils: Drying oils form film when exposed to air. The formation of film is due in large part to the presence of unsaturation in the oil. The use of drying oils is found primarily in industrial applications, like paints and varnishes, but the judicious use of these oils in personal-care applications can result in an interesting class of resin products. Drying oils include linseed oil and tung oil. These oils pos-sess multiple double bonds, some of which are conjugated.
Functionalized oils: Functionalized oils are those oils that have organic groups other than alkyl or alkylene pendant groups. While these oils are less well known, they have unique functionality in personal-care products. For example, castor oil has a hydroxyl group present in the center of the fatty molecule. The presence of this group in the molecule gives castor oil its usefulness in making lipsticks.
Derivatives
Natural oils are important raw materials for making a variety of downstream products. These include fatty alcohols, fatty acids, and methyl esters. These inter-mediates can be fractionated into specific carbon number products (for example C12 or lauryl alcohol), or not fractionated and remain coco alcohol.
Fatty alcohols, fatty acids, and methyl esters are in turn are reacted with other materials to become surfactants, See Chapter 11 “Surfactant Science” for more details on these materials.
Wax esters: Wax esters are defined as esters of long-chained acids that have been reacted with long-chained alcohols. Other chemicals are called waxes if they possess tactile properties similar to a true wax. An example is beeswax. Polishes are a major application area for this class of materials. Wax esters have two fatty groups. One is contained in the alcohol portion of the molecule, the other is in the acid group. Esters are synthesized by the reaction of an organic acid with an organic alcohol (Figure 12.3). Esterification is the reverse of saponification, in that ester linkages are formed.
125 BegiNNiNg COsmetiC Chemistry Chapter 12
O O || ||R-C-OH + R’OH ————> RC-OR’ + H2O
Acid Alcohol Ester Water
Figure 12.3. Synthesis of wax esters
Methyl esters: Triglycerides may be easily turned into methyl esters by reaction with methanol and catalyst. Base catalysts are preferred. As the reaction proceeds, the reaction mixture turns hazy as glycerin is liberated. Once complete, the excess methanol is distilled off, glycerin is removed from the bottom after it settles, and the methyl ester is distilled into its fractions.
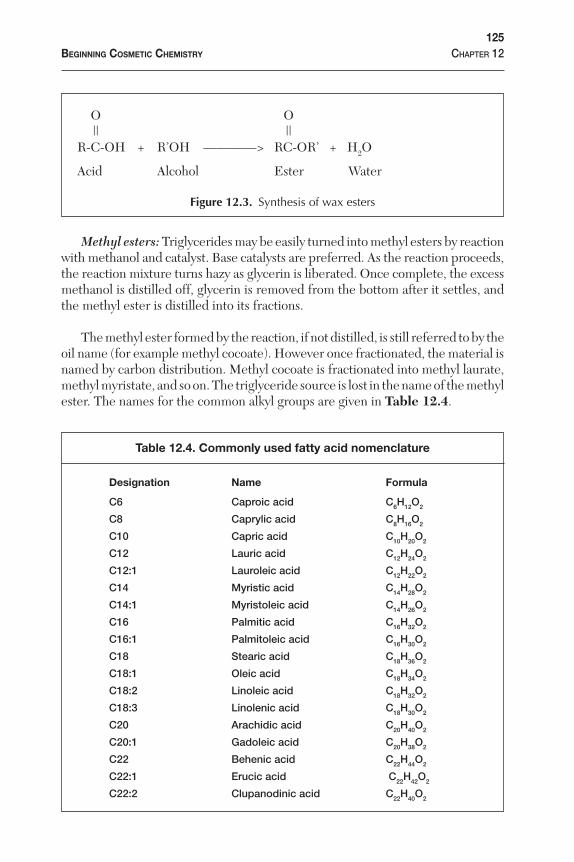
The methyl ester formed by the reaction, if not distilled, is still referred to by the oil name (for example methyl cocoate). However once fractionated, the material is named by carbon distribution. Methyl cocoate is fractionated into methyl laurate, methyl myristate, and so on. The triglyceride source is lost in the name of the methyl ester. The names for the common alkyl groups are given in Table 12.4.
Table 12.4. Commonly used fatty acid nomenclature
Designation Name Formula
C6 Caproic acid C6H12O2
C8 Caprylic acid C8H16O2
C10 Capric acid C10H20O2
C12 Lauric acid C12H24O2
C12:1 Lauroleic acid C12H22O2
C14 Myristic acid C14H28O2
C14:1 Myristoleic acid C14H26O2
C16 Palmitic acid C16H32O2
C16:1 Palmitoleic acid C16H30O2
C18 Stearic acid C18H36O2
C18:1 Oleic acid C18H34O2
C18:2 Linoleic acid C18H32O2
C18:3 Linolenic acid C18H30O2
C20 Arachidic acid C20H40O2
C20:1 Gadoleic acid C20H38O2
C22 Behenic acid C22H44O2
C22:1 Erucic acid C22H42O2
C22:2 Clupanodinic acid C22H40O2
126Oils Of Nature BegiNNiNg COsmetiC Chemistry
C24 Lignoceric acid C24H48O2
C26 Cerotic acid C26H52O2
C28 Montanic acid C28H56O2
C30 Myricic acid C30H60O2
C32 Lacceroic acid C32H64O2
C34 Geddic acid C34H68O2
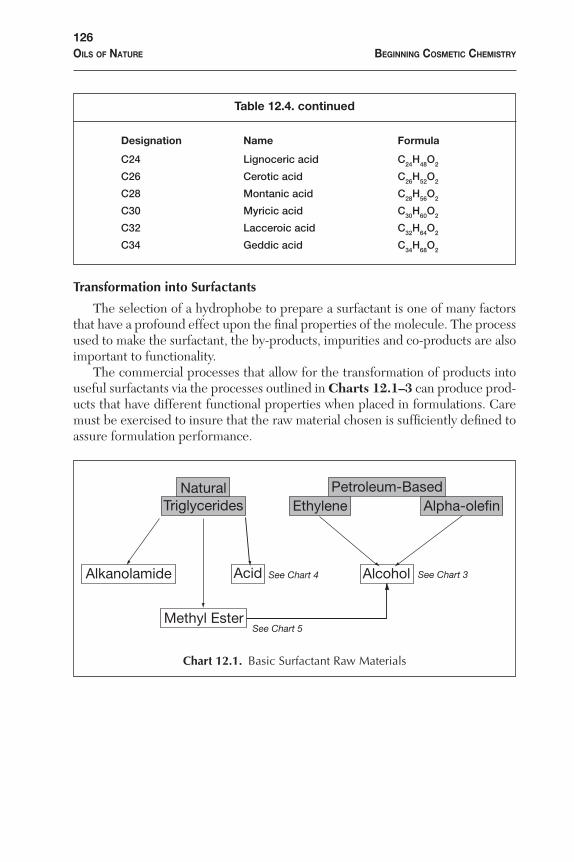
Transformation into Surfactants
The selection of a hydrophobe to prepare a surfactant is one of many factors that have a profound effect upon the final properties of the molecule. The process used to make the surfactant, the by-products, impurities and co-products are also important to functionality.
The commercial processes that allow for the transformation of products into useful surfactants via the processes outlined in Charts 12.1–3 can produce prod-ucts that have different functional properties when placed in formulations. Care must be exercised to insure that the raw material chosen is sufficiently defined to assure formulation performance.
NaturalTriglycerides
Alkanolamide
Methyl Ester
Acid
See Chart 5
See Chart 4
Petroleum-BasedEthylene Alpha-ole�n
Alcohol See Chart 3
Chart 12.1. Basic Surfactant Raw Materials
Table 12.4. continued
Designation Name Formula
127 BegiNNiNg COsmetiC Chemistry Chapter 12
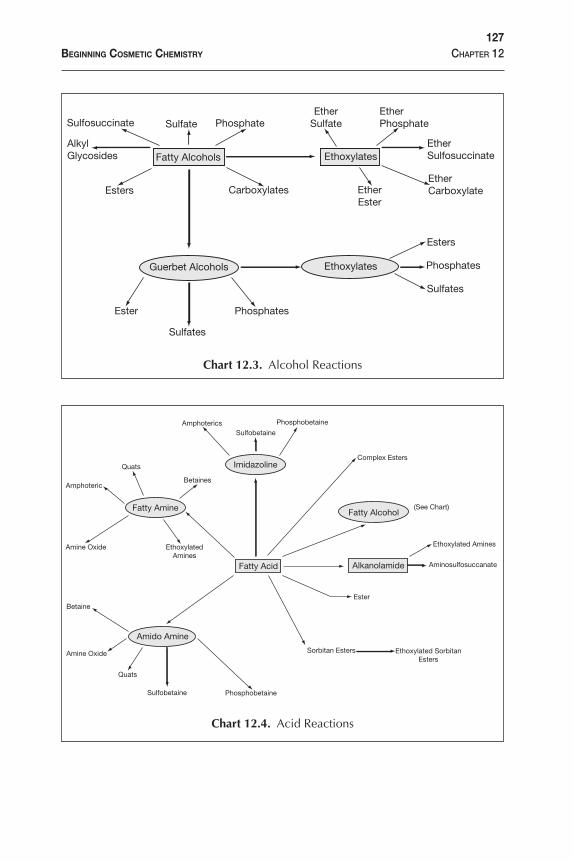
Fatty Alcohols Ethoxylates
Guerbet Alcohols Ethoxylates
Ester
Sulfates
Phosphates
Esters
Phosphates
Sulfates
EtherSulfate
EtherPhosphate
EtherSulfosuccinate
EtherCarboxylateEther
EsterCarboxylatesEsters
AlkylGlycosides
Sulfosuccinate Sulfate Phosphate
Chart 12.3. Alcohol Reactions
Fatty Acid
Fatty Amine
Amido Amine
Imidazoline
Fatty Alcohol
Alkanolamide
Amphoteric
Quats
Betaines
EthoxylatedAmines
Amine Oxide
Betaine
Amine Oxide
Quats
Sulfobetaine Phosphobetaine
Amphoterics Phosphobetaine
Sulfobetaine
Complex Esters
(See Chart)
Ethoxylated Amines
Aminosulfosuccanate
Sorbitan Esters
Ester
Ethoxylated SorbitanEsters
Chart 12.4. Acid Reactions
128Oils Of Nature BegiNNiNg COsmetiC Chemistry
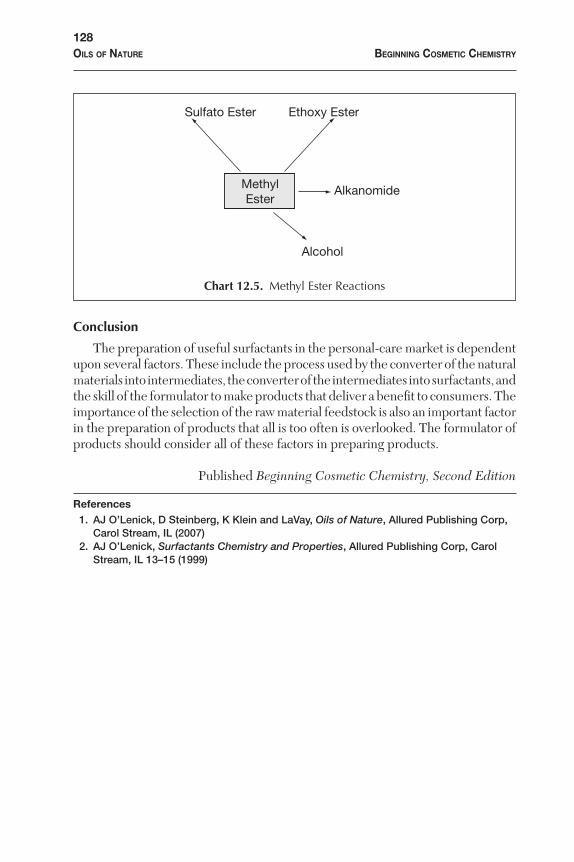
MethylEster
Sulfato Ester Ethoxy Ester
Alkanomide
Alcohol
Chart 12.5. Methyl Ester Reactions
Conclusion
The preparation of useful surfactants in the personal-care market is dependent upon several factors. These include the process used by the converter of the natural materials into intermediates, the converter of the intermediates into surfactants, and the skill of the formulator to make products that deliver a benefit to consumers. The importance of the selection of the raw material feedstock is also an important factor in the preparation of products that all is too often is overlooked. The formulator of products should consider all of these factors in preparing products.
Published Beginning Cosmetic Chemistry, Second Edition
References 1. AJ O’Lenick, D Steinberg, K Klein and LaVay, Oils of Nature, Allured Publishing Corp,
Carol Stream, IL (2007) 2. AJ O’Lenick, Surfactants Chemistry and Properties, Allured Publishing Corp, Carol
Stream, IL 13–15 (1999)

129
Chapter 13
Understanding Emulsions
A definition of emulsions and their effect on formulations.
key words: emulsions, hydrophilic, lipophilic, hydrophobic, microemulsion, macroemulsion, flocculation, HLB
At some point in your career as a formulator, you will need to combine incom-patible materials into one product. Many methods have been developed for
accomplishing this task, but none has been employed more than emulsions.
Definitions
Various definitions for emulsions have been suggested, some simple, others quite complex. In this chapter, we will consider an emulsion to be any heteroge-neous system that has at least one immiscible or barely miscible liquid dispersed in another liquid in the form of tiny droplets, like an insoluble oil dispersed in water. For the interested reader, a more rigorous definition can be found in Becher’s Encyclopedia of Emulsion Technology.1
Emulsions are the most common type of delivery system used for cosmetic products. They enable a wide variety of ingredients to be quickly and conveniently delivered to hair and skin. The types of emulsions used for cosmetic products are typically semisolid materials consisting of an aqueous (hydrophilic) portion and an oily (hydrophobic) portion. These two portions make up the internal and external phases of the emulsion. The internal phase is composed of the materials that make up the tiny dispersed (or emulsified) droplets, while the external phase is made up of the rest of the materials. Usually, the external phase (also called the continuous phase) is the more abundant of the two.
O/W and w/o: The most typical emulsion is one in which an oil is dispersed in water. Understandably, this type is called an oil/water emulsion (o/w). Another type of simple emulsion is a water/oil emulsion (w/o), in which water is emulsified. Whether an emulsion is the o/w or w/o type depends on many factors, including the concentration of each material in the system, the type of emulsifier and the processing steps used to create the emulsion.
Size: The particles that make up the emulsion’s internal phase are polydisperse (meaning they have variable sizes), and their average size is often used for emul-sion classification. For example, if their average diameter is less than 100 Å, it is referred to as a micellar emulsion. A particle diameter of 100–2000 Å is known as a microemulsion. Larger particles make up macroemulsions, which are the most common type used in cosmetic product formulations.

130Understanding emUlsions Beginning CosmetiC Chemistry
Multiple emulsions: In addition to the simple two-phase emulsions, more complex systems can be developed. These emulsions may have many internal phases and are consequently known as “multiple emulsions.” They are emulsions within emulsions. For instance, water can be dispersed in an oil, which can further be dispersed in another water phase. This type of emulsion is known as a water/oil/water (w/o/w). Other multiple emulsions may have three, four or more internal phases.
Emulsion Components
Because an emulsion is a mixture of incompatible ingredients, one might wonder how they stay together. In reality, they do not. One of the essential characteristics of an emulsion is that eventually, given enough time or energy, it will separate into its original phases. However, cosmetic products are not meant to last forever, and the true challenge for the cosmetic formulator is designing systems that will remain stable over the useful life of the product. One way to make this task easier is to have a good working knowledge about the characteristics of each part of an emulsion including the oil phase, the aqueous phase and the emulsifier.
Oil phase: This phase is composed of nonpolar compounds that are generally not compatible with water. These include materials such as fats, oils and waxes and all of their derivatives, including fatty alcohols and acids, esters, hydrocar-bons, glycerides and silicones. For cosmetic applications, these materials provide numerous benefits. On skin, they act as emollients, providing an appealing feel. They can also soften and improve the skin’s moisture retaining properties because they leave behind a water repellent film. When used on hair, they provide con-ditioning to aid in styling and shine to improve the hair’s appearance. While the components of the oil phase provide many benefits, they are formulated into an emulsion because, in concentrated form, they can give too much of a good thing and make hair oily or tacky.
Aqueous phase: This part of an emulsion is made up of water and all the other hydrophilic materials in the system. These materials can be humectants like glycerin or propylene glycol, water soluble polymers which thicken or provide conditioning, preservatives, colorants, electrolytes or feature ingredients such as plant extracts or hydrolyzed proteins. The aqueous phase has the added benefit of reducing the greasy feel of the oil phase and reducing the cost of the overall formulation.
Emulsifiers: These compounds make emulsions possible by stabilizing the dispersion of the internal phase in the continuous phase. They are the surfactants that reduce the interfacial tension between the two phases. Typical emulsifiers are molecules that have a hydrophilic portion and a lipophilic portion. They are classified as either anionic, cationic, nonionic or amphoteric, depending on the nature of their water soluble head group. Stearic acid is an example of an anionic emulsifier. It has a long, lipophilic carbon chain (tail) attached to a hydrophilic carboxylic acid group (head).
When placed in water, emulsifiers have a tendency to align themselves in a manner that reduces the interaction between their hydrophilic and lipophilic ends. If enough emulsifier is present, spherical structures called micelles can be formed.

131 Beginning CosmetiC Chemistry Chapter 13
These structures are aggregates in which the lipophilic tails are orient-ed toward the center of the micelle and the hydrophilic heads form the outer surface (Figure 13.1).
Emulsion Structures
While micelles are a common structure found in emulsions, they are only one of many possibilities. The exact structure adopted by any composition depends upon the component concentrations, their solubility characteristics and the method by which they are pro-duced. At higher concentrations, the internal phase can pack itself into long, hexagonal columns. At even higher concentrations, lamellar structures, which are planar sheets of surfactant, are formed. These liquid crystalline structures are similar to the lipid bilayers common in biological membranes. They are typically employed in skin products and are said to give more effective results.
Emulsion Stability
As most chemists know, oil and water do not mix. If they are put together in a container and shaken, the oil may break into smaller particles and disperse for a few moments. However, when the shaking stops, the dispersed oil particles quickly combine and separate from the water. When an emulsifier is added to this system, the oil particles stabilize because they are incorporated into the lipophilic interior part of the micelles. In this way, the oil particles are shielded from each other and their coagulation is inhibited, resulting in a stable emulsion.
Although emulsifiers help stabilize the interaction between the oil and water phases, emulsions are still inherently unstable according to the second law of thermodynamics; they eventually will separate. The speed at which this occurs or how complete the separation is depends on the composition of the emulsion. For instance, a system of mineral oil and water will form a macroemulsion when agitated that immediately separates upon standing. If a small amount of an emulsifier such as polysorbate 80 is added, the system may remain stable for a few days. Other emulsions with different oil phases and emulsifiers can remain stable for years but, in theory, every emulsion will separate.
Emulsion Destabilization
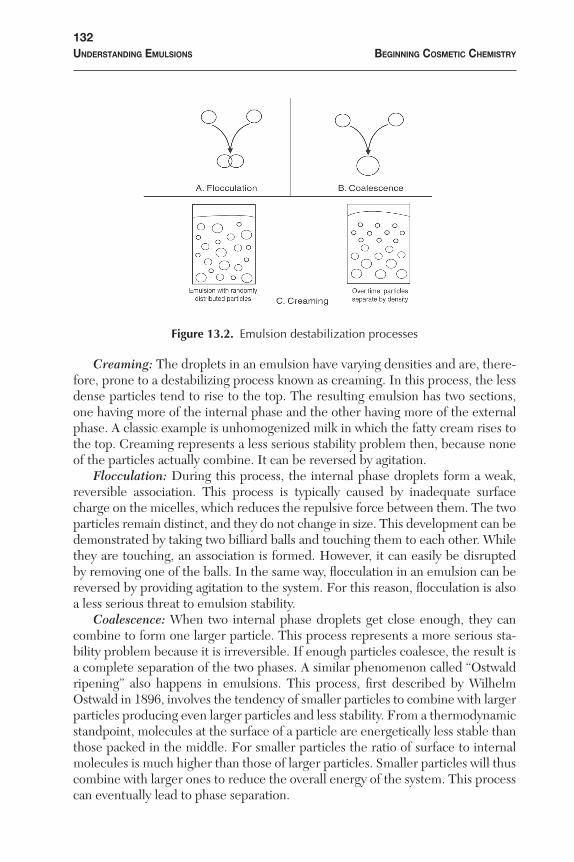
Investigation into the process of emulsion destabilization has revealed four primary mechanisms. They are creaming, flocculation, coalescence and inversion. Although explained separately here, they occur simultaneously in real life emul-sions (Figure 13.2).
Figure 13.1. Emulsion micelle
132Understanding emUlsions Beginning CosmetiC Chemistry
Figure 13.2. Emulsion destabilization processes
Creaming: The droplets in an emulsion have varying densities and are, there-fore, prone to a destabilizing process known as creaming. In this process, the less dense particles tend to rise to the top. The resulting emulsion has two sections, one having more of the internal phase and the other having more of the external phase. A classic example is unhomogenized milk in which the fatty cream rises to the top. Creaming represents a less serious stability problem then, because none of the particles actually combine. It can be reversed by agitation.
Flocculation: During this process, the internal phase droplets form a weak, reversible association. This process is typically caused by inadequate surface charge on the micelles, which reduces the repulsive force between them. The two particles remain distinct, and they do not change in size. This development can be demonstrated by taking two billiard balls and touching them to each other. While they are touching, an association is formed. However, it can easily be disrupted by removing one of the balls. In the same way, flocculation in an emulsion can be reversed by providing agitation to the system. For this reason, flocculation is also a less serious threat to emulsion stability.
Coalescence: When two internal phase droplets get close enough, they can combine to form one larger particle. This process represents a more serious sta-bility problem because it is irreversible. If enough particles coalesce, the result is a complete separation of the two phases. A similar phenomenon called “Ostwald ripening” also happens in emulsions. This process, first described by Wilhelm Ostwald in 1896, involves the tendency of smaller particles to combine with larger particles producing even larger particles and less stability. From a thermodynamic standpoint, molecules at the surface of a particle are energetically less stable than those packed in the middle. For smaller particles the ratio of surface to internal molecules is much higher than those of larger particles. Smaller particles will thus combine with larger ones to reduce the overall energy of the system. This process can eventually lead to phase separation.

133 Beginning CosmetiC Chemistry Chapter 13
Inversion: While separation is one consequence of the emulsion destabilization process, phase inversion is another. When a phase inversion occurs, the external phase becomes the internal phase and vice versa. A change like this is usually undesirable because the physical characteristics of the resulting emulsion will be different.
Other factors: It has been found that elevated storage temperatures accelerate the emulsion destabilization while reduced temperatures slow it down. Evapora-tion of the aqueous phase can reduce emulsion stability. Factors such as microbial contamination and undesired chemical reactions can also accelerate instability.
To some degree, any emulsion is susceptible to each of the destabilizing pro-cesses. The impact these processes have on the different types of emulsions can be varied. For instance, transparent microemulsions can become translucent due to flocculation. This outcome is typically not desirable for clear products, and steps must be taken to prevent it. When flocculation occurs in a macroemulsion, however, it is not as noticeable because these emulsions are opaque from the start. Coales-cence is more of a problem for macroemulsions because it can cause a variation in rheology. Only when an emulsion is properly formulated can the effects of the destabilizing forces be minimized.
As emulsions become unstable, their physical and chemical compositions may vary. Different methods can be used to determine the degree of destabilization. The simplest of them includes direct observation and pH and viscosity checks. Other more involved methods include light scattering techniques, conductivity measurements, microscopic evaluation and even NMR.
The Stepwise Approach
Formulating an emulsion can be tricky with the thousands of different ingre-dients that can be used to make one and all the destabilizing processes that can ruin it. However, the science of emulsion formulation has come a long way since the days when our ancestors put together crude systems of beeswax, olive oil and rose water. Using a stepwise approach, formulating an emulsion can be a much more manageable task.
The process begins by determining the type of product desired. This choice, in turn, determines the type of emulsion used, the composition and concentration of the oil and water phases, and the type of emulsifier employed.
Type of product: If one wants to create a hand cream, antiperspirant, moistur-izing cream or shaving cream, he or she should consider the common o/w macro-emulsion. This versatile system has controllable characteristics. It can be made to feel dry or greasy depending on the amount and type of oil phase utilized. It can be made into thick pastes or thin lotions. This type of emulsion is typically chosen for applications requiring a relatively small amount of fatty material. For example, hand creams are typically o/w emulsions with approximately 10–25% oil phase.
When a large amount of oil is desired, a w/o emulsion is typically a better option. This system has a greasier feel and will leave a longer lasting residue. It has the advantage of not easily drying out, so in some respects it is more stable. Products that are good candidates for a w/o emulsion include emollient creams,

134Understanding emUlsions Beginning CosmetiC Chemistry
hairdressings, sunscreens and certain types of cleansing creams. Microemulsions are good for clear products.
Developed in the early 1940s, they are formed by first making a w/o emulsion, then mixing that emulsion with a water phase. These types are particularly useful for encapsulating materials that give prolonged release when applied to a surface such as skin.
Microemulsions demonstrate better stability than macroemulsions and appear to be less irritating. An interesting phenomena related to microemulsions are mi-croemulsion gels. When the right amount of material is combined, a viscoelastic gel is formed, termed a “ringing gel.” Its name comes from the ringing sensation the system makes when shaken. Products such as hair relaxers, permanent waves and depilatories have all been successfully produced using microemulsions.
Multiple emulsions are an interesting and yet not fully explored type of emulsion. They have great potential for use in prolonged ingredient release, odor masking and the stable delivery of materials such as vitamins and enzymes. Unfortunately, they are much less stable than conventional emulsions.
Composition/concentration: The product type will also determine the kinds of materials included in both the oil and water phases and the concentration of each. A full listing of the types of materials and their function is beyond the scope of this chapter, however for more information is available please consult references 2–3.
Once the type of emulsion and composition of the oil and water phases are de-termined, the emulsifier must be chosen. Fortunately, systems have been established to help choose an appropriate emulsifier for any desired oil and water system.
Emulsifier: The most widely used method for choosing an emulsifier is known as the hydrophilic/lipophilic balance (HLB) system, first proposed by Griffin.5 This system uses a relative scale of 1–18 to rate emulsifiers, based on their affinity for oil and water. Compounds with a low HLB are more lipophilic, while higher HLB materials are hydrophilic. The type of emulsion that will be formed depends on a material’s HLB value. In general, materials with an HLB rating of 3–8 will result in a w/o emulsion, while those with a value of 10–18 will give an o/w emulsion. This system was originally developed for nonionic emulsifiers; however, it has now been applied to other surfactant types.
Using the HLB system, it is also possible to calculate the required HLB value for a given oil system and the type of emulsion desired. For example, mineral oil requires a material with approximately a 4.5 HLB to create a w/o emulsion. To make an o/w emulsion with mineral oil requires an emulsifier with an HLB value of about 11. Determining a material’s HLB value can be done experimentally, however, published charts are available. It should be noted that while the HLB system can provide information about the type of emulsion a material can produce, it does not give information about the concentrations required. These determinations can only be made through experimentation.
Because the HLB system did not always work when silicone was introduced into a system, a new method known as the 3-D HLB was developed. This method uses phase diagrams to refine the HLB values of materials that will be used in systems with silicones.
135 Beginning CosmetiC Chemistry Chapter 13
The HLB and 3-D HLB systems are not the only ones that are available for formulators. Because it is known that a material’s ability to emulsify changes with temperature, the Phase Inversion Temperature (PIT) system was developed. It is very similar to the HLB except that it rates materials based on the temperature at which the emulsifier causes o/w emulsions to invert to w/o emulsions. Another, more sophisticated system is known as the Cohesive Energy Ratio (CER) system. This system rates materials on the basis of thermodynamic principles. It is particularly useful for many anionic surfactants.
Conclusion
The usefulness of emulsions for cosmetic products has been demonstrated by their continued use since the dawn of time. They will undoubtedly be an important product form for many years to come. While emulsions are an indispensable tool for formulators, it is unfortunate that more attention is not given to them in the typical college chemistry curriculum. Perhaps this review will inspire the reader to learn more about these interesting systems.
Published 1995 Cosmetics & Toiletries magazine.
References 1. P Becher, Encyclopedia of Emulsion Technology, Vol 3, Marcel Dekker, NY (1996) 2. Cosmetic Bench Reference, Allured Publishing, Carol Stream, IL (1998) 3. Harry’s Cosmeticology 8th edition, CHS Press, New York (2000) 4. P Becher, Emulsions: Theory and Practice, Reinhold Publishing Corp, NY 2 (1965) 5. W Griffin, J Soc Cos Chem 1 311 (1949)
Additional References 1. HW Hibbot, Handbook of Cosmetic Science, Macmillan Company, NY 175 (1963) 2. L Prince, Microemulsions Theory and Practice, Academic Press Inc, NY 1–2 (1977) 3. C Fox, An introduction to multiple emulsions, Cosm Toil 11(101) 101–112 (1986) 4. G Whalley, Surfactant structures and micelles, Happi 8 62–6 (1997) 5. P Becher, Encyclopedia of Emulsion Technology, Marcel Dekker, NY 133 (1983) 6. GM Eccleston, Application of emulsion stability theories to mobile and semisolid o/w
emulsions, Cosm Toil 11(101) 73–6 (1986) 7. MM Rieger, Stability testing of macroemulsions, Cosm & Toil 5(106) 59 (1991) 8. GM Eccleston, Application of emulsion stability theories to mobile and semisolid o/w
emulsions, Cosm Toil 11(101) 135 (1986) 9. C Fox, An introduction to multiple emulsions, Cosm & Toil 11(101) 109-11 (1986) 10. K Gallagher, Microemulsion gels: a formulatorís guide, Happi 2 58–64 (1993) 11. G Dahms, Stabilization and delivery of vitamins and enzymes using multiple
emulsions, J Soc Cosm Chem 47 (4) 278 (1996) 12. A O’Lenick and J Parkinson, Applying the three dimensional HLB system, Cosm Toil
112(11) 59–64 (1997) 13. L Prince, Microemulsions Theory and Practice, Academic Press Inc, NY (1977)

137
Chapter 14
Silicone Chemistry
Silicones are increasingly important in cosmetic formulations, and silicone science is an area where many new developments
are being made.
key words: silicone, compounds, quartz, polymer, compounds
One of the first questions encountered in dealing with silicone based products relates to the origin of silicone compounds. Because of its electronegativity,
free Si (silicon) does not exist. Rather it combines with oxygen to produce SiO2.Called sand, quartz, opal and by many other names, this material makes up over
25% of the earth’s crust. It is very common and well known1.Silicon is the element. It has an atomic number of 14 and an atomic weight
of 28.0855. It is prepared by the reaction of SiO2 with C at elevated temperature. Table 14.1 shows the reaction.
Table 14.1. Preparation of Silicon Metal
SiO2 + C → Si + CO2
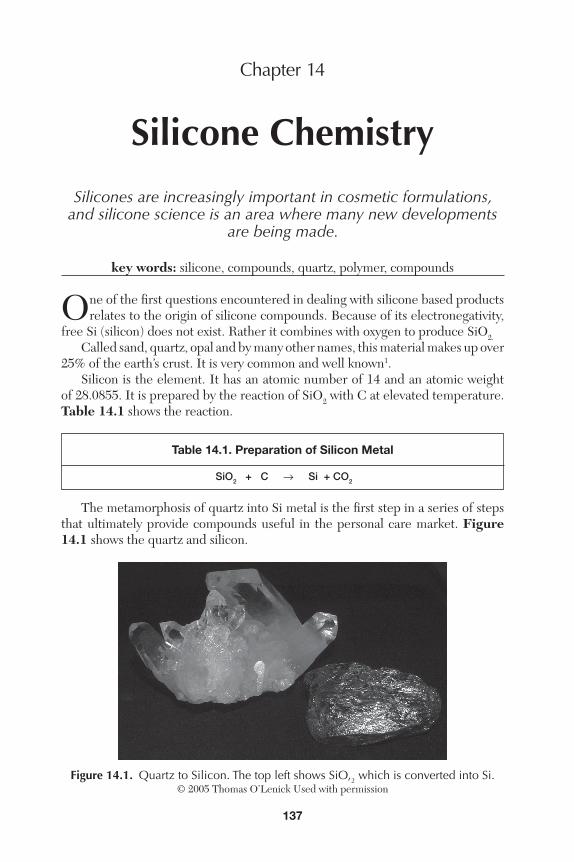
The metamorphosis of quartz into Si metal is the first step in a series of steps that ultimately provide compounds useful in the personal care market. Figure 14.1 shows the quartz and silicon.
Figure 14.1. Quartz to Silicon. The top left shows SiO,2 which is converted into Si.© 2005 Thomas O’Lenick Used with permission

138Silicone chemiStry Beginning coSmetic chemiStry
The term “silicone” is reserved for materials that contain a Si-O-Si linkage. These materials are well known and are used extensively in the personal care area. The difficulty is that the term silicone is applied to a wide range of materials rang-ing in solubility from insoluble in both water and oils, to soluble in water or oil. To complicate things further, the molecular weight of the polymer will determine if the resulting product is a wetting agent, a conditioner a gum or a film former. Silicones are likely the most rewarding class of raw materials to add to a formula-tion because of the unique attributes these polymers confer and at the same time one of the most frustrating classes of compounds with which to work because of the variability of properties available within the class.
Silicone compounds have been known since 1860, but were of little commercial interest until the 1940s. Over the years, silicone compounds have received growing acceptance in many personal care applications. In fact it has been said that four of 10 new personal care products introduced in the 1990s have silicone in them.
When the term “silicone is applied to a compound, one thinks of silicone fluids. While historically silicone fluids are the oldest derivative used in personal care ap-plications, they are used only sparingly in our industry. The early work with silicone fluids in our industry has resulted in Silicone Misconceptions, shown in Table 14.2. While specific product classes that have some of the attributes shown in the table exist, so do a plethora of materials that are likewise silicone compounds that have different properties. Understanding the structure/function relationship in selecting silicones is key to efficient formulations.
Table 14.2. Silicone Misconceptions
• Allsiliconesdefoam.
• Siliconesaredifficulttouseinformulations.
• Siliconesarewater-insoluble.
• Siliconespolymerize.
• Siliconesaretoxic.
• Siliconesaredifficulttoemulsify.
• SiliconesareavailableonlyatlowHLB.
• Allsiliconesaregreasy.
Group Opposites
Since water, mineral oil and silicone oil are mutually insoluble, the terms “hy-drophilic and “hydrophobic” need to be expanded to include silicone compounds. The following terms have been recommended1;
Hydrophilic (water loving) Hydrophobic (water hating)Oleophilic (oil loving) Oleophobic (oil hating)Siliphilic (silicone loving) Siliphobic (silicone hating)

139 Beginning coSmetic chemiStry Chapter 14
• Hydrophobic(waterhating)materialscanbeeitheroleophilicorsiliphilic.• Oleophobic(oilhating)materialsmaybeeitherhydrophilicorsiliphilic.• Siliphobic (silicone hating) materials may be either oleophilic or
hydrophilic.This means that when a fiber, like hair, is treated with either silicone or with
hydrocarbon, very different hydrophobic coating results. If treated with silicone, the fiber will also be oleophobic. If treated with oil, the fiber will also be siliphobic. For application in waterproofing fibers, selection of the proper molecule is critical. Improper selection will result in unacceptable oil staining. This also results in an expansionofthetraditionalwellacceptedtwo-dimensionalHLBsystemofGriffin2 intotothe3DHLBsystemwhenoilsoluble,water-solubleandsiliconesolubleportions are all in a molecule.3
A recent trend has arisen toward developing personal care products that contain silicone-derived materials. In fact, it has become rather rare that each issue of your favorite trade journal does not have a story, press release, or a new product introduc-tion that contains, includes or involves silicone. Notwithstanding this, the chemistry of the silicon atom and the various derivatives remain much less understood, ap-preciated and utilized than the carbon based analogues. Some desire in does exist in some areas to keep secret the structure function relationship that exists in the silicone world from becoming as well known as it is in the world of carbon based molecules. This secrecy coupled with reluctance on the part of some formulators to use silicone products results in the following questions:• Why do silicone compounds fail to act in a predictable way in my
formulation?• Whyistheresomuchtrialanderrorinusingsiliconecompounds?• Why are compounds purporting to have the same INCI name act so
differently?The simple fact is that INCI names are given to provide a uniform method of
labeling products. They are not intended to provide the necessary information to allow one to know with full detail the structure of the compound. In fact one of the most difficult jobs encountered by a formulator is to match a competitive product by label for formulations containing silicone.
The functionality of silicone compounds is directly related to the structure. Unlike traditional fatty compounds, the “structure” is more complex. It requires an understanding of three components of structure. These are (1) Construction, (2) Functionalization and (3) Derivitization. Each is critical to functionality.• Constructionrelatestothemakeupofthesiliconebackbone.• Functionalizationrelatestothegroupsthatareonthesiliconebackbone.• Derivitization relates to chemistry conducted on the groups added by
Functionalization.
1. Construction—Polymer Backbone Preparation
Silicone chemists like lawyers, accountants and other scientists have created a jargon that makes communication within the group easier, but at the same time makes the technology more obscure for outsiders. The “Construction” of silicone

140Silicone chemiStry Beginning coSmetic chemiStry
polymers relates to the structure of the polymer backbone. It is prepared by react-ing various silicone precursors to make the “silicone backbone.” The “M”, “D”, “T” are part of the construction.
A shorthand jargon has been developed to describe construction. It is based upon the number of oxygen atoms connected to the Si. It is as follows:
“M unit” is monosubstituted
CH3
O1/2–Si–CH3
CH3
“D unit” is disubstituted
CH3
–O1/2–Si–O1/2–
CH3
“T unit” is trisubstituted
O1/2
–O1/2–Si–O1/2
CH3
“Q unit” is Quadsubstituted
–O1/2
–O1/2–Si–O1/2–
–O1/2
IftheSiatomhasanythingotherthanCH3 on it, it is referred to as a “*” com-pound.ItistheSi-Hmaterialsthatarereactedwithvinylgroupsinthefunction-alization reaction that allows for organofunctional silicone polymers.
“M unit” is monosubstituted
CH3
O1/2–Si–H
CH3
“D unit” is disubstituted
CH3
–O1/2–Si–O1/2–
H

141 Beginning coSmetic chemiStry Chapter 14
“T unit” is trisubstituted
O1/2
–O1/2–Si–O1/2
H3
Construction Examples
There are three classes of compounds based upon their construction:
Comb—InternalSi-Hcompounds
CH3 CH3 CH3 CH3
CH3—Si–O—(—Si—O–)50—(–Si—O–)10—Si—CH3
CH3 CH3 R CH3
This type of construction is referred to as M D50 D*10 M.
Terminal—TerminalSi-Hcompounds
CH3 CH3 CH3
R—Si–O—(–Si—O–)10—Si—R
CH3 CH3 CH3
This type of construction is referred to as M* D10 M*.
Multifunctional—InternalandterminalSi-Hcompounds.
CH3 CH3 CH3 CH3
R—Si–O—(—Si—O–)50—(–Si—O–)10—Si—R
CH3 CH3 R CH3
This type of construction is referred to as M* D50 D*10 M*.
It should be clear that each class of compound will have different properties based upon its construction.
142Silicone chemiStry Beginning coSmetic chemiStry
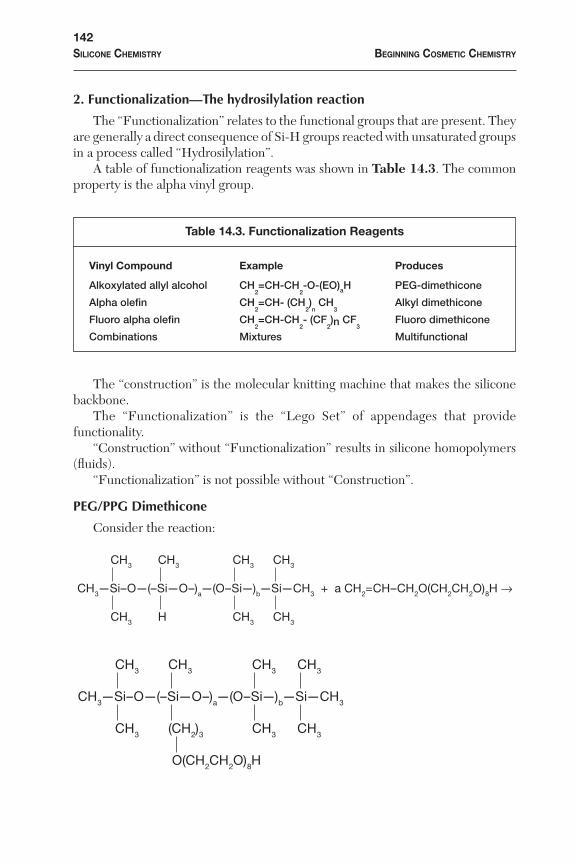
2. Functionalization—The hydrosilylation reaction
The “Functionalization” relates to the functional groups that are present. They aregenerallyadirectconsequenceofSi-Hgroupsreactedwithunsaturatedgroupsinaprocesscalled“Hydrosilylation”.
A table of functionalization reagents was shown in Table 14.3. The common property is the alpha vinyl group.
Table 14.3. Functionalization Reagents
Vinyl Compound Example Produces
Alkoxylatedallylalcohol CH2=CH-CH
2-O-(EO)aH PEG-dimethicone
Alphaolefin CH2=CH-(CH
2)nCH
3 Alkyldimethicone
Fluoroalphaolefin CH2=CH-CH
2-(CF
2)n CF
3 Fluorodimethicone
Combinations Mixtures Multifunctional
The “construction” is the molecular knitting machine that makes the silicone backbone.
The “Functionalization” is the “Lego Set” of appendages that provide functionality.
“Construction” without “Functionalization” results in silicone homopolymers (fluids).
“Functionalization” is not possible without “Construction”.
PEG/PPG Dimethicone
Consider the reaction:
CH3 CH3 CH3 CH3
CH3—Si–O—(–Si—O–)a—(O–Si—)b—Si—CH3 + a CH2=CH–CH2O(CH2CH2O)8H
CH3 H CH3 CH3
CH3 CH3 CH3 CH3
CH3—Si–O—(–Si—O–)a—(O–Si—)b—Si—CH3
CH3 (CH2)3 CH3 CH3
O(CH2CH2O)8H
143 Beginning coSmetic chemiStry Chapter 14
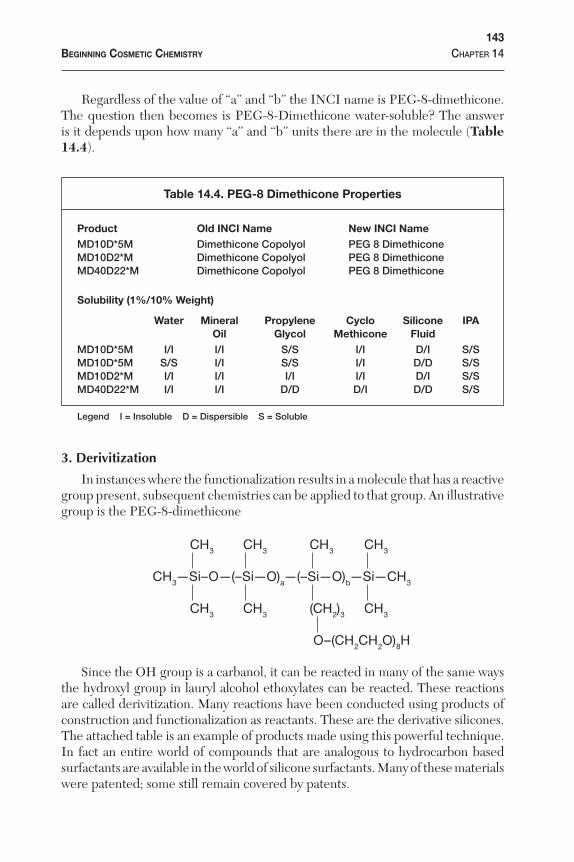
Regardlessofthevalueof“a”and“b”theINCInameisPEG-8-dimethicone.Thequestion thenbecomes isPEG-8-Dimethiconewater-soluble?Theansweris it depends upon how many “a” and “b” units there are in the molecule (Table 14.4).
Table 14.4. PEG-8 Dimethicone Properties
Product Old INCI Name New INCI NameMD10D*5M DimethiconeCopolyol PEG8DimethiconeMD10D2*M DimethiconeCopolyol PEG8DimethiconeMD40D22*M DimethiconeCopolyol PEG8Dimethicone
Solubility (1%/10% Weight)
Water Mineral Propylene Cyclo Silicone IPA Oil Glycol Methicone FluidMD10D*5M I/I I/I S/S I/I D/I S/SMD10D*5M S/S I/I S/S I/I D/D S/SMD10D2*M I/I I/I I/I I/I D/I S/SMD40D22*M I/I I/I D/D D/I D/D S/S
LegendI=InsolubleD=DispersibleS=Soluble
3. Derivitization
In instances where the functionalization results in a molecule that has a reactive group present, subsequent chemistries can be applied to that group. An illustrative groupisthePEG-8-dimethicone
CH3 CH3 CH3 CH3
CH3—Si–O—(–Si—O)a—(–Si—O)b—Si—CH3
CH3 CH3 (CH2)3 CH3
O–(CH2CH2O)8H
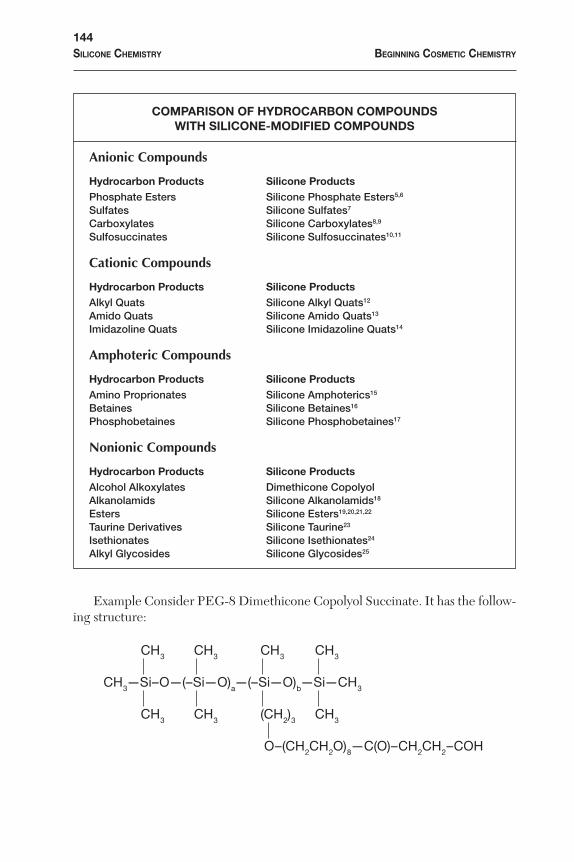
SincetheOHgroupisacarbanol,itcanbereactedinmanyofthesamewaysthe hydroxyl group in lauryl alcohol ethoxylates can be reacted. These reactions are called derivitization. Many reactions have been conducted using products of construction and functionalization as reactants. These are the derivative silicones. The attached table is an example of products made using this powerful technique. In fact an entire world of compounds that are analogous to hydrocarbon based surfactants are available in the world of silicone surfactants. Many of these materials were patented; some still remain covered by patents.
144Silicone chemiStry Beginning coSmetic chemiStry
COMPARISON OF HYDROCARBON COMPOUNDS WITH SILICONE-MODIFIED COMPOUNDS
Anionic Compounds
Hydrocarbon Products Silicone ProductsPhosphateEsters SiliconePhosphateEsters5,6
Sulfates SiliconeSulfates7
Carboxylates SiliconeCarboxylates8,9
Sulfosuccinates SiliconeSulfosuccinates10,11
Cationic Compounds
Hydrocarbon Products Silicone ProductsAlkylQuats SiliconeAlkylQuats12
AmidoQuats SiliconeAmidoQuats13
ImidazolineQuats SiliconeImidazolineQuats14
Amphoteric Compounds
Hydrocarbon Products Silicone ProductsAminoProprionates SiliconeAmphoterics15
Betaines SiliconeBetaines16
Phosphobetaines SiliconePhosphobetaines17
Nonionic Compounds
Hydrocarbon Products Silicone ProductsAlcoholAlkoxylates DimethiconeCopolyolAlkanolamids SiliconeAlkanolamids18
Esters SiliconeEsters19,20,21,22
TaurineDerivatives SiliconeTaurine23
Isethionates SiliconeIsethionates24
AlkylGlycosides SiliconeGlycosides25
ExampleConsiderPEG-8DimethiconeCopolyolSuccinate.Ithasthefollow-ing structure:
CH3 CH3 CH3 CH3
CH3—Si–O—(–Si—O)a—(–Si—O)b—Si—CH3
CH3 CH3 (CH2)3 CH3
O–(CH2CH2O)8—C(O)–CH2CH2–COH
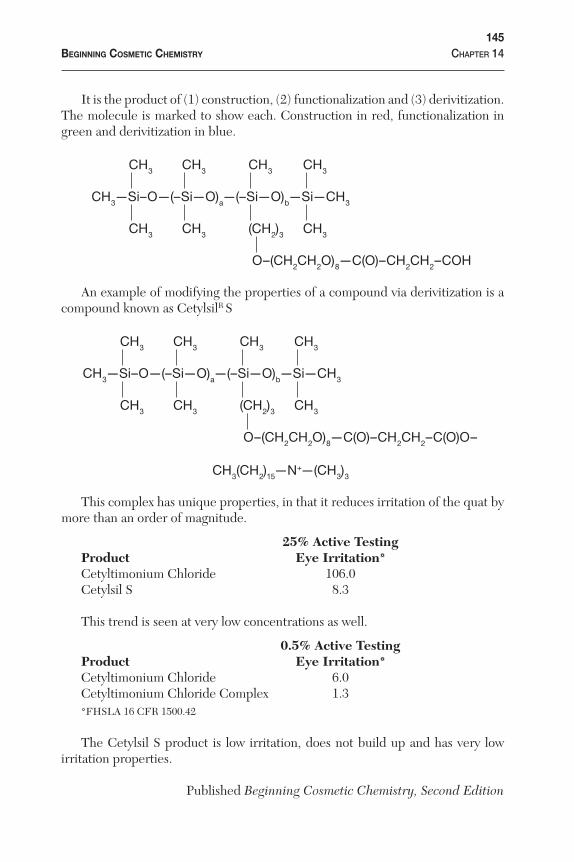
145 Beginning coSmetic chemiStry Chapter 14
It is the product of (1) construction, (2) functionalization and (3) derivitization. The molecule is marked to show each. Construction in red, functionalization in green and derivitization in blue.
CH3 CH3 CH3 CH3
CH3—Si–O—(–Si—O)a—(–Si—O)b—Si—CH3
CH3 CH3 (CH2)3 CH3
O–(CH2CH2O)8—C(O)–CH2CH2–COH
An example of modifying the properties of a compound via derivitization is a compound known as CetylsilR S
CH3 CH3 CH3 CH3
CH3—Si–O—(–Si—O)a—(–Si—O)b—Si—CH3
CH3 CH3 (CH2)3 CH3
O–(CH2CH2O)8—C(O)–CH2CH2–C(O)O–
CH3(CH2)15—N+—(CH3)3
This complex has unique properties, in that it reduces irritation of the quat by more than an order of magnitude.
25% Active TestingProduct Eye Irritation*Cetyltimonium Chloride 106.0Cetylsil S 8.3
This trend is seen at very low concentrations as well.
0.5% Active TestingProduct Eye Irritation*Cetyltimonium Chloride 6.0Cetyltimonium Chloride Complex 1.3*FHSLA16CFR1500.42
The Cetylsil S product is low irritation, does not build up and has very low irritation properties.
Published Beginning Cosmetic Chemistry, Second Edition
146Silicone chemiStry Beginning coSmetic chemiStry
References 1. www.siliconespectator.com 2. AJO’Lenick.,JofSurfactants&Detergents,3(2)229(2000) 3. WCGriffin,, J Soc Cosm Chem,1,311(1949) 4. AJO’Lenicketal.,Cosm & Toil,111(10)37(1996) 5. AJO’Lenicketal.,Cosm & Toil,112(11)59(1997) 6. USPatent5,149,765toO’Lenick(September1992) 7. USPatent4,724,248toDexteretal.(February1988) 8. USPatent4,960,845toO’Lenick(October1990) 9. USPatent3,560,544toHaluska(February1971)10. USPatent5,296,625toO’Lenick(March1994)11. USPatent4,717,498toMaxon(January1988)12. USPatent4,777,277toColas(November1998)13. USPatent5,098,979toO’Lenick(March1992)14. USPatent5,153,294toO’Lenick(October1992)15. USPatent5,196,499toO’Lenick(February1993)16. USPatent5,073,619toO’Lenick(December1991)17. USPatent4,654,161toKollmeier(March1987)18. USPatent5,237,035toO’Lenick(August1993)19. USPatent5,070,171toO’Lenick(December1991)20. USPatent5,070,168toO’Lenick(December1994)21. USPatent4,724,258issuedtoDexter(February1988)22. USPatent6,338,042toO’Lenick(December2002)23. USPatent5,280,099toO’Lenick(January1994)24. USPatent5,300,666toO’Lenick(April1994)25. USPatent5,120,812toO’Lenick(June1992)
147
Chapter 15
Creating Colorful Cosmetics
An introduction to colorants in the personal care industry.
key words: colorant, inorganic, organic, color additives, dyes, norms, development, quality control
Adding color to the cosmetic products has many implications. It can be aimed to hide the sluggish yellowish hue of some bases, or to fulfill the esthetic require-
ments for increased consumer attraction, or, finally, to temporarily color the skin surface. Indeed, this task is surprisingly complicated and difficult. It is important for chemists to not only understand the esthetics of color and its impact on consumer perception, but also to be watchful for problems with color stability/compatibility in formulations. They must be knowledgeable of the associated regulatory issues, on a worldwide basis, too.
New chemists are often surprised that colorants are a separate and complex step in a formulation process. As an introduction to colorants, this chapter will describe the basic chemistry of these materials, the key regulatory issues associated with the use of colorants and fundamental factors to consider when formulating. Unless otherwise noted, specific regulations are based on the US code of Federal Regulations. Readers are urged to review the CTFA International Color Handbook for rules for specific regions. Other important norms to be taken into account when exporting/importing product containing colors are issued by EU and Japan, just to mention the most significant ones.
Colorants
History: For centuries—in an attempt to imitate the attractive plumage of many animals—people have used a variety of natural materials, such as coal, chalk, copper ore, henna, saffron, and other mineral and plant derivatives, to impart color to the body. Until the 20th century, few limitations were placed on the types of colorants that could be used in personal-care products or in foods. Such a lack of legislation proved to be dangerous; many compounds that provided brilliant color might contain toxic metal complexes. Near the turn of the century, a number of illnesses and deaths in the United States were attributed to products formulated with unsafe colorants used in foods.
This tragedy led to the passage of the Food and Drug Act of 1906, which estab-lished a list of approved color additives. Restrictions for colors used in cosmetics were

148Creating Colorful CosmetiCs Beginning CosmetiC Chemistry
added to this legislation in 1938 with the passage of the Food, Drug and Cosmetic Act, a more comprehensive version of the law. This legislation required that each individual batch of so-called “coal-tar” colorant must be confirmed as conforming to the standards set forth in the law to be considered approved or “certified.”3 Despite efforts to safeguard the public from unsafe colorants, in the early 1950s, several children fell ill after eating foods that contained high levels of color additives. This mishap resulted in the Color Additives Amendments of 1960, which allowed the FDA to set use limitations on colors to ensure that harmful levels would not be used. It resulted in requirements that color manufacturers provide thorough test data (“certification”) indicating the safety of their individual batch of colorants. Such safety concerns in the past 50 years have caused the number of approved colors to dwindle. In 1959, 116 certifiable colors existed; in 2007, only 36.1,2
Today the debate continues about the safety of specific colorants. Indeed, color additives are one of the most carefully scrutinized cosmetic ingredients worldwide. This scrutiny is, in part, because of the chemical reactivity of these colorants, their impurities, the extended and continuous human exposure through food, cosmetics and drugs. Strangely enough, for some colorants, the leading international norms have different views about their safety characteristics, so that quite striking dif-ferences in purity parameters and acceptance criteria exist in the different part of the cosmetic planet.3,4
Chemical Classification of Colorants
Colorants are classified as either organic or inorganic, depending on their chemical structure5. Many organic colors were originally called “coal tar” or “aniline” colors because they were derived from coal sources, like aniline. In time, synthetic colors have been obtained through more modern processes. These colorants are avail-able in a variety of shades and are either water soluble, oil soluble (called dyes) or insoluble in both vehicles (called pigments). A common insoluble form is known as a “lake” colorant, which is obtained by precipitating a water soluble dye with an inorganic substrate (generally insoluble metallic hydroxides or sulfates) with which it forms absorption and adsorption (as in the chemical definition of a lake) bonds. Also some simple mixtures of primary colors with approved substrates are called lakes. Other organic colors are derived form the vegetal world, while most inorganic colorants are typically metals, metallic oxides or salts.
Organic synthetic colorants: Organic synthetic colorants are complex mol-ecules with long chemical names such as: ethyl[4-p-[ethyl(m-sulfobenzyl)amino]-α-(o-sulfo-phenyl)benzylidene]-2,5-cyclohexadien-1-ylidene](m-sulfobenzyl) ammonium hydroxide, disodium salt.1
For ease of reference, countries have adopted special nomenclature systems for naming color compounds assigned to modify the shade of cosmetics (C), food (F) and drugs (D). The United States designates approved colors as FD&C, D&C or Ext. D&C (Table 15.1), while the European Union (EU) employs Colour Index (CI) numbers for identification. For example, the color additive named above is known as “FD&C Blue No.1” in the United States, “Blue No. 1” in Japan4, and “CI 42090” in the EU3. In the United States, manufacturers must document that each batch

149 Beginning CosmetiC Chemistry Chapter 15
of organic colorant meets or exceeds the FDA standards before it can be sold for cosmetic, drug or food use. In EU and Japan, specific purity criteria exist, that must be respected when using the color additives, but no batch certification is required by specific labs. The CTFA International Color Handbook2 contains a comprehensive list of the nomenclature of approved colorants in different countries.
Table 15.1. Certifiable color definitions for United States
Colorant Type Definition
Food, Drug, and Cosmetic Certifiable colors that are for use in coloring (FD&C) food, drugs and cosmetics.
Drug & Cosmetic (D&C) Certifiable colors that are for use in coloring drugs and cosmetics including those in contact with mucous membranes and those that are ingested.
External Drug and Cosmetic Certifiable colors that are for use in coloring (Ext. D&C) drugs and cosmetics that do not come in con-
tact with mucous membranes or those that are ingested.
In general, synthetic organic colorants used in cosmetics can be classified as belonging to one of six different chemical groups, according to the characteristic moiety of their chromophore.• The Indigoid Group to which D&C Red No. 30 belongs; the Xanthene
Group, which may be either acid type (like D&C Yellow No. 7) or base type (like D&C yellow No. 8.) ; the Azo Group, which includes a relatively large number of certifiable colors. It includes both dyes (i.e. soluble) and pigments (i.e. insoluble), and they may be either sulfonated or unsulfonated. Examples include D&C Red No. 36, D&C Red No. 17, and D&C Orange No. 4. The Nitro Group is represented only by the certifiable colorant Ext. D&C Yellow No. 7. The Triphenylmethane Group includes sulfonated acid dyestuffs like FD&C Blue No. 1 and FD&C Green No. 3. D&C yellow No. 11 and D&C Yellow No. 10 belong to the Quinoline Group, known for their good light stability. Finally, the Anthraquinone Group includes D&C Green No. 6, and D&C Violet No. 2.2
Organic vegetal colorants: This group includes beta-carotene, annatto, carmine, henna, chlorophyllin-copper complex; capsanthin*, capsorubin* and guaiazulene, all extracted from plants (* these substances are not even considered colorants in United States but just cosmetic ingredients). Gua-nine, an organic pearled agent, is an exception as it derives from fish scales, while caramel is prepared by controlled heating of sugars. They are exempt from certification.
Inorganic colorants: In addition to the organic colorants, inorganic colo-rants may be used in cosmetics as well. Inorganic pigments are composed of insoluble metallic compounds, such as the following:

150Creating Colorful CosmetiCs Beginning CosmetiC Chemistry
• Iron oxides Iron oxide ores are difficult to purify so their synthetic forms are more eco-
nomically acceptable. Those iron oxides used in cosmetics include the yellow hydrated iron oxide, as well as brown, red and black iron oxides. Structural differences among them reside in the combined water amount and in the crystal shape and size. In black iron oxide, bivalent and trivalent iron atoms coexist. Providing all the colors of rust, iron oxides are widely used to give all skin-shades, when blended with titanium dioxide, a very white pigment.
• Carbon blacks These pigments are black, as the name implies, and are useful in mascara
and eye-liner formulations. Carbon blacks are produced from carbon de-posits burned onto an iron surface with a natural gas flame or by controlled calcination of animal bones. Since they need batch certification, they have been included in the synthetic organic colorant bundle6.
• Chromium oxide greens Chromium oxide greens consist of anhydrous and hydrated Cr2O3, purified
by acid washings. Their hues are respectively olive-green and blue-green• Ultramarines Ultramarine colors are created by melting together sulfur, soda ash, china
clay and charcoal pitch. They are available in pink and blue.• Bismuthoxychloride:isawhiteinorganicpearlingagent7
• Metallicpowders:Aluminum,copperandbronzeareused forprovidingmetallic luster.
Other inorganic pigments include a light violet manganese complex (manga-nese ammonium pyrophosphate) and the dark-blue ferric and ferric-ammonium ferrocyanides.
A list of white or off-white powders, like talc, zinc oxide, kaoiln, mica, pyro-phyllite and the like are also included in the colorant list, but their main use is as extenders, fillers, skin adhesion, transparency, shine or flow promoters.
Inorganic pigments are not considered to have the same kinds of health risks associated with the organic colors and, therefore, do not require certification in the United States. Nevertheless both in the United States as in the EU and Japan1,2,3,4, their purity criteria, concerning the toxic or allergenic heavy metal impurities have to met specific set standards. Inorganic colors are not soluble, so their applications are limited to the make-up category, as the majority of pigments.
Hues
Furthermore, inorganic pigments are not available in the range of hues that the organics offer and their color tone is a lot less brilliant than that provided by organic colorants8
See Table 15.2 for a partial list of inorganic pigments and other colorants that do not require certification.

151 Beginning CosmetiC Chemistry Chapter 15
Table 15.2. Common examples of organic (Certifiable) colorants, their common names and approved uses 7
FD&C Blue No. 1 Brilliant blue FCF, Food blue2, allowed in lip/Oral, Eyes, External, Rinse-off products
D&C Blue No. 4 Alphazurine FG, allowed in External, Rinse-off products
D&C Brown No. 1 Resorcin brown, allowed in External, Rinse-off products
FD&C Green No. 3 Fast green FCF, food green 3, allowed in lip/Oral, External, Rinse-off products
D&C Green No. 5 Alizarin cyanine green, allowed in lip/Oral, Eyes, External, Rinse-off products
D&C Orange No. 5 Dibromofluoroescein, allowed in lip/Oral, External, Rinse-off products, 5% max in lipsticks
D&C Red No. 6 Lithol rubin B, allowed in lip/Oral, External, Rinse-off products
D&C Red No. 21 Tetrabromofluorescein, allowed in lip/Oral, External, Rinse-off products
D&C Violet No. 2 Alizurol purple SS, allowed in External, Rinse-off products
Ext. D&C Yellow No. 7 Fluorescein, allowed in External, Rinse-off products
D&C Yellow No. 8 Uranine, allowed in External, Rinse-off products*
* as an example, this color is permitted in Europe in all products at 6% maximum
Mode of action
Pigments provide color to the products via reflection at their surface of a part of the incoming light. The reflected color is the component of the light spectrum that is not absorbed by the pigment surface; black pigment absorbs all the visible spectrum. Therefore, their pigmenting force and hue in a product depends on their aggregation state and amount of exposed surface (therefore, on particles dimension). They are not transparent and provide temporary superficial colors to the skin by adhesion mechanism provided by the make-up vehicle. Moreover, any chemical modification of their surface can modify their shade and coloring strength9.
Soluble colorants impart color to solution by absorbing in a precise interval of wavelengths, while the non absorbed light pass trough and hits the eye. They do not affect transparency of solutions
Selecting Colorants
Most, but not all, cosmetic products have some type of colorant added, but it can be difficult for formulating chemists to decide which one to use. Many factors determine the appropriate colorant choice, including the regulatory status of the colorant, the physical and chemical properties of the formula, the chemical stability of the colorant, and, of course, the exact shade of color desired10.
152Creating Colorful CosmetiCs Beginning CosmetiC Chemistry
Type of product: This first subdivision concerns the reason for coloring the finished product. If is intended to impart temporarily color to the skin by adhesion, product belongs to the make-up field and pigments must be used (soluble colorants bleed onto the skin). In all other cases, a key factor to consider when selecting a colorant is the time of permanence of the product onto the skin (rinse-off or leave-on) and where on the body it will be used (application site). This information will determine which regulatory class of color may be used.
Regulatory state: In the United States, precise limits exist so that synthetic organic (certified) products intended to be applied near the eye or onto the lips and around the oral cavity, must bear clear indications of allowed use in this areas, that must literally appear (e.g. “approved for the eye area”) in the law1 or use in-organics. Among the colors allowed in cosmetics (FD&C, D&C, Ext. D&C) the last category is allowed only on eternal parts of the body, and not to the lips or any part covered by mucous membrane. Cosmetics (and OTC drugs) that are used in or around the oral cavity must use FD&C colors or specifically approved D&C colors, because of the risk of incidental ingestion. Pearls, layered materials that provide interference phenomena with visible light, may also represent an alterna-tive way for using colored traces around the eyes. Four inorganic colors not allowed are silver, henna, lead acetate, chlorophyllin-copper complex and bismuth citrate. Certified organic colors that are approved in the United States for the eye area are FD&C Yellow No.5 and its lakes, FD&C Blue No.1 and its lakes, FD&C Red No.40 and its lakes, D&C Black No.2 and No.3 (for specific eye-area products) and D&C Green No.5.
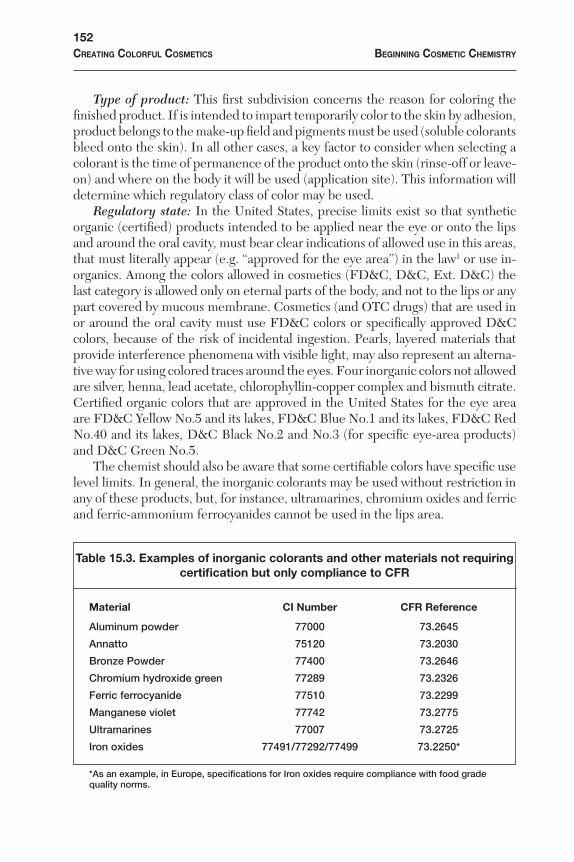
The chemist should also be aware that some certifiable colors have specific use level limits. In general, the inorganic colorants may be used without restriction in any of these products, but, for instance, ultramarines, chromium oxides and ferric and ferric-ammonium ferrocyanides cannot be used in the lips area.
Table 15.3. Examples of inorganic colorants and other materials not requiring certification but only compliance to CFR
Material CI Number CFR Reference
Aluminum powder 77000 73.2645
Annatto 75120 73.2030
Bronze Powder 77400 73.2646
Chromium hydroxide green 77289 73.2326
Ferric ferrocyanide 77510 73.2299
Manganese violet 77742 73.2775
Ultramarines 77007 73.2725
Iron oxides 77491/77292/77499 73.2250*
*As an example, in Europe, specifications for Iron oxides require compliance with food grade quality norms.

153 Beginning CosmetiC Chemistry Chapter 15
Solubility: Remember, the application of colors is also regulated by their solu-bility or insolubility (as in make-up) in the vehicle and on their coloring aim (i.e., if they are intended to color only the formulated product or they are aimed to color, for instance, the water bath). Pigments for make-up are typically insoluble.
Formulation requirements: Once the chemist has determined the class of colorant to use from the point of view of their national or international regulatory status, the physical and chemical requirements of the formula should be taken into consideration. The composition, the physical and use characteristics of the product determine the type of colorant used. If the product is an aqueous solution, and if certified colors are used, FD&C and D&C colors are very useful. If the product is in solid form, e.g. as soap, it is not desirable to use a water-soluble colorant be-cause it may bleed, smudge or streak during usage. Therefore, formulators prefer to use insoluble certifiable or inorganic pigments. If the product has limited water content or is in a nonaqueous solution, such as an alcoholic skin toner or a body oil, then colorants with appropriate solubility on the hydroalcoholic system or in the oil blend should be chosen from the right regulatory category.
Stability: Colors are so named for their capability to impart a color to product even at very low concentration and because of the electron mobility within their molecular structures (organic) or in their metal atomic orbitals (mineral). This easy displacement involves necessarily a comparatively high chemical reactivity. When selecting a colorant, the formulator should also be aware of how the following fac-tors may affect its stability:8
• Exposure to light and heat. Products in clear packaging may be exposed to excessive amounts of light which can destabilize or fade the color. FD&C Blue No.1 is notorious in this regard.
• Extremely high or low pH. Some colorants are more or less stable in alkaline or acid conditions. Others may exhibit entirely different shades at a different pH.
• Concentration. Colorants used at very low levels are more likely to show fading compared to higher levels.
• The presence of incompatible ingredients. Surfactants, cationic or anionic surfactants, reducing or oxidizing agents, formaldehyde releasing preserva-tives etc. may impact color lasting quality.
• Contamination with microorganisms. Some colorants may be degraded by bacteria.
• Packaging materials. Some plastics can absorb preferentially colored ingredients
• Suspendedsolids. Energy rich solid surfaces (e.g. fillers, titanium dioxide, zinc oxide) can adsorb electron-rich soluble color molecules
• Interactionwith thebase color: colors developing from the base for any reason (oxidation, hydrolysis, light exposure, pH changes, internal reaction between perfume ingredients and other raw materials) may interfere with color yield and hue provided by added colors. This interaction explains why light blue colored solutions frequently turn green on stability.

154Creating Colorful CosmetiCs Beginning CosmetiC Chemistry
Shades
One of the most basic considerations in color selection is the desired shade of the product being formulated. Cosmetic products rely on color to promote a certain image or convey a consumer concept.
In make-up products, such as eye shadow and lipstick, that image may require that the product’s color to be continually updated to keep pace with the latest fashion trends. This ongoing evolution of new and different product colors can be a challenge for the formulator. When the chemist attempts to match the color of another commercial product, the ingredient statement on that product may provide a good starting point. But in make-up the color list is comprehensive of pigments that are present in all shades (by the wording “may contain”. The specific certified color name must be included in the ingredient statements for products marketed in the United States for EU, specific purity criteria requirements and allowed body area of use must be checked in the permitted colorant list of the European law. Picking an inorganic pigment may be more difficult because the pigment name (iron oxide, for example) may apply to several shades.. In the case where an ingre-dient statement is not available or the chemist is not directly matching the color of another cosmetic product, the formulator must rely on experience to judge which colorants are most appropriate. A good eye for color and the patience to learn by trial and error are valuable skills to have when color matching. Color chart collections like the Pantone® or instruments like colorimeters or spectrophotometers could be of help for precise matching and for “color communication” among different company departments.
In all other products, the selection and dosage of colors is a lot easier, as today the choice of available shades of soluble permitted colors is quite restrict. A mini-mum of creativity is required to obtain specific hues by blending colorant. Generally blends require a maximum of three soluble dyes.
Table 15.4 Comparison of properties between typical inorganic and organic pigments
Inorganic organic
dull brilliant
polar medium polarity
high concentration diluted on substrate
hard soft
pH stable * pH sensitive
light fast may discolor
high specific gravity low density
hard to micronize easy to micronize
difficult to wet with oils easily wet by oils
*except ultramarines and manganese pyrophosphate

155 Beginning CosmetiC Chemistry Chapter 15
Cost: A relatively minor consideration in color selection is cost. Colorants tend to be very expensive on a weight basis. Fortunately, minute quantities are required for most products so they contribute very little to the final cost of the formula. Of course, an exception to this rule is again the field of make-up, where pigments are the “actives”. Chemists should also know which colorants their company already purchased as a cost-saving measure.
Batching with Colorants
Fluids: Most colorants are supplied in concentrated powder form. Typically, very little must be added to the formula to impart color. Chemists should be familiar with the techniques used to add colorants to formulations. For example, to color a liquid product, such as a shampoo, may require as little as 0.00001% dye. For a 1 kg batch of shampoo, the formulator would, therefore, need to weigh out 0.01 grams of colorant. While this measurement can easily be accomplished with a sensitive scale, it is tedious to work with such small quantities. More important, the likelihood of making an error in color matching increases when it only takes a minute amount to change a color dramatically. It is more convenient and accurate to prepare dilute, adequately preserved, stock solutions (such as 0.1%) of water-soluble dyes that can quickly and easily be added to the batch. On a larger production scale, colorant is usually preweighed into a separate vessel and dissolved in water before it is added to the main batch. This practice helps to avoid adding the incorrect colorant and ensures even mixing. When dealing with very pale products, the base color can influence the outcome of the hue of the finished product. Adequate preliminary trials on a limited amount of batch should be set when such possibility exists and the necessary corrective actions planned in advance.
Powders: Products in powder form, such as eye-shadow and blush, require special processing to add colorants. The pigments must be evenly dispersed throughout the powder matrix. This dispersion is accomplished by grinding or milling with special equipment. A variety of equipment, including the hammer mill and the ball mill, is used in the make-up industry to disperse pigments in powders. These devices pulverize agglomerated pigments particles, micronize and intermingle them with talc and other powdered ingredients in the formulation. This process creates a fine dispersion that allows the true color to develop. Similarly, adding colorants to an oil- or wax-based product requires that the pigment be dispersed in the waxes and oils, as happens in lipsticks. This dispersion can be achieved with a roller mill, or a hammer mill, devices that repeatedly force the product through closely spaced, rotating steel cylinders or hammer heads to evenly divide color throughout the batch. The dispersing vehicle, provided of adequate wetting power, will avoid reagglomeration of the milled pigment.
Emulsions: Pigment powders are generally used in emulsions for preparing mascara, eye-liners and foundations. Most commonly used pigments are iron oxides, titanium dioxide, carbon blacks and ultramarines. While mascara have generally dark colors and are distributed on the limited surface of lashes, the different wettability and particle dimensions of the different oxides can lead to a sort of chromatography of pigments over the skin during application of foundations. Milling of pigments

156Creating Colorful CosmetiCs Beginning CosmetiC Chemistry
may equalize their skin distribution, as the adoption of adequate wetting agents11, or the use of coated pigments.
Color Quality Control
Matching the color of an existing product or producing a new shade for a cos-metic is not an exact science. One reason is that the final color of a product can vary because of small lot to lot variations in pigment color or as a result of weigh-ing errors and processing variables (e.g. milling time, speed and temperature) 12. Indeed, milling operations increase dramatically the temperature of the powders and catalytic reaction could take place on the wetting oils. Another reason for color variance is that the inherent color of the base formula can shift the shade. When keeping color reference of finished products, one should take into account that vehicle diffusion, oxidation phenomena and other instability parameters can exert a yellowing/darkening influence on the reference hue. Therefore this reference must be regularly updated/substituted.
Chemists can ensure consistency in the color quality by comparing incoming batches of colorant to an approved standard before using the color in a batch. As colors in mass are very intense and difficult to distinguish, the colorant must be evaluated in a sample of the product base or in a so-called extension, where the color is diluted with an inert white base (e.g. titanium dioxide at 10%, then milled, in case of make-up powders) and compared visually or with suitable instrument with a standard made in the same conditions.
To evaluate the color of a wax or oil based product, a technique known as “drawing down” is used to spread a thin film of product on paper. Ideally these evaluations should be conducted under controlled conditions using a color-matching cabinet with different lighting configurations (fluorescent or simulated sunlight, for example). If it is determined that the product color does not meet specifications, certain techniques may be used for reworking the batch to correct the color or the composition of a whole set of formulae should be accordingly modified. This task is quite common in make-up production. Application onto the operator skin, the volar part of forearm being the preferred site (or nails in case of varnish!) is a funny but fruitful way to compare hues in a similar-to-real use conditions. It should be remembered that special optical phenomena, like those provided by pearls, can make color matching and instrumental color control very difficult. This difficulty is the reason why trained colorists play key roles in the color cosmetic industry in color development and quality control.
New ingredients: pigments coating, mainly for inorganics, is a group of su-perficial treatments of growing importance and application in make-up products. Indeed, coating provides important changes to the superficial characteristics of pigments, their wetting ability, their dispersion capability and compatibility with the vehicles, together with enhanced products stability due to decreased catalyst action of metallic ions. 13 Many types of coating materials exist and several binding systems for securing the coating agent to the surface of the pigment.

157 Beginning CosmetiC Chemistry Chapter 15
The Future of Colorants
Given the complicated and highly regulated nature of colorants, chemists must be up-to-date on approved colors, including those that vary from country to country. Modern analytical techniques can detect extremely low levels of contaminants that may have deleterious health affects. These findings have caused some concern, inciting the argument that certain colorants should be delisted. Chemists should have a complete knowledge not only of the permitted colorants, but also of the specification requirements and have the required analytical documents easily trace-able. Additional chemical analysis could be necessary in some cases. As make-up products could be prepared by contract manufacturers, and be cross-contaminated by unknown residues of other batches or solvents (e.g. methylene chloride), some random analysis for checking compliance to regulatory norms and internal purity criteria is advisable. Should a color raw material used in a product be made un-available, a chemist should be prepared to propose alternatives, even if this task has been given reduced freedom with the reduction of available certified colors. Milling colored pearls, even if this process is a quite expensive operation, is being increasingly adopted for solving such color problem in make-up14. New optical ef-fects are now achieved by particles reflecting and refracting light so to hide wrinkles and skin imperfections, acting together with pigments and other fillers. 15,16,17
References 1. Code of Federal Regulations, 21 CFR 74. 2. CTFA International Color Handbook, 4th ed., The Cosmetic, Toiletry, and Fragrance
Association, Inc., Washington (2007) 3. EU Official Gazette L97/1 (April 4th, 2006) 4. The Comprehensive Licensing Standards of Cosmetics by Categories, YAKUJI NIPPO,
LTD. Australia (1999) 5. T Mitsui, New Cosmetic Science, Elsevier, Amsterdam 370–405 (1997) 6. J Hollenberg, “Meet D&C Black no2: A New, Old Cosmetic Color Additive” Cosm Toil
120(4) 87–90 (2005) 7. Q Peng and M Tellefsen, Bismuth Oxychloride—“A Multifunctional Color Additive,”
Cosm Toil 118(9) 53–62 (2003) 8. E Desmarthon and M Seu-Salerno. “A Co-Precipitation Process for Inventing New
Lakes,” Cosm Toil 121(3) 105–14 (2006) 9. B Brewster, Pigments: Achieving the Effect, Cosm Toil 120 26–34 (2005)10. Color Formulary Review, Cosm Toil 119 (6) 86–12 (2004) 11. L Rigano et al, A new approach to powder dispersion in Liquid Foundations
Proceedings, IFSCC Conference—Acapulco 239–57 (1997)12. H Epstein H, Color Quality Control, Cosm Toil 111(3) 21–4 (1996) 13. E Desmarthon, Cream in Powder Form: A New Concept in Make-up, Cosm Toil 122(12)
70–6 (2007)14. M Graziano and B Adhia, Metallic Pigments in Personal Care Applications, Cosm Toil
121(10) 63–72 (2006)15. B Brewster, Reflecting on Soft Focus, Cosm Toil 118(9) 16–21 (2003) 16. T Tanaka et al., Development of a New Chiaro-scuro Make-up Product Using Mica
Coated with Titanium Lower Oxides, Proceedings of the X IFSCC Congress—Venezia 261–81 (1994)
17. M Medelnick, Color Variable Pigments, Proceedings of the XXI IFSCC Congress—Berlin (2000))
159
Chapter 16
Pigments: Achieving the Effect
A look at pigments and how they are achieving special effects.
key words: pigments, colorant
In the land of pigments, one can quickly arrive at the region of math and physics. We will avoid that region but still manage to sample a few numbers and take a look
at pigments and how they are achieving special effects, like interference and pearl-escence. New materials and new technologies are driving these effects. Regulatory agencies are overseeing them. Market researchers are counting them. Consumers are demanding them. And cosmetics are more varied because of them.
Let us first clarify that although the terms pigment and colorant are often used interchangeably, they actually have different meanings, as explained by Sanjoy Ganguly, industry manager, Cosmetic Americas, Sun Chemicals.
“Colorant truly carries a broader classification,” Ganguly says. “Colorant en-compasses anything that imparts color to a substrate, including pigments and dyes. Pigment, however, has a narrower definition and relates to an insoluble organic and inorganic molecule that is physically and chemically unaffected by its vehicle.”
The Market
In July 2005, The Freedonia Group issued a report1 showing pigment demand by type for the US cosmetics and toiletries industry (and other industries) in 2004 with projections through 2014. Freedonia breaks pigments into three types:• Organic.Thesearecomplexmoleculeswhoselongchemicalnamesareusually
expressed instead as a color, a shade, and the regulatory approval status—such asD&CRedNo.6.Organicpigmentsmaybewater-soluble,oil-soluble,orinsoluble. The insoluble form (a dye precipitated on an insoluble substrate) is known as a lake, such as D&C Red No. 6 Barium Lake. The carbon blacks are also organic pigments.
• Inorganic.Inorganicpigmentsarecomposedofinsolublemetalliccompounds,such as iron oxides, chromium oxides, titanium dioxide, ultramarines, and ferric ammonium ferrocyanide.
• Specialeffect.Thesepigmentsareintendedtoachieveinteractivevisualef-fects supplementary to the basic color. They use materials such as synthetic fluorphlogopite, guanine, bismuth oxychloride, and mica. Some popular effects are described as pearlescence, interference, and color travel.
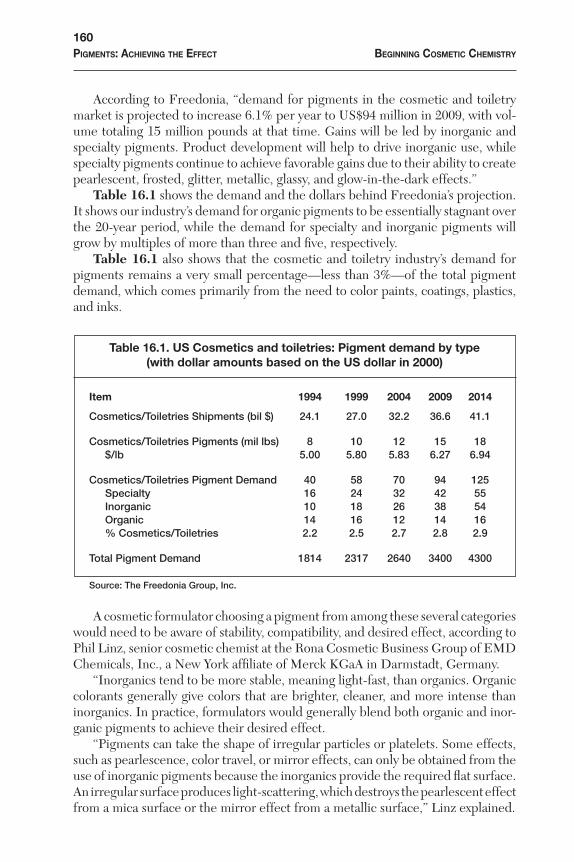
160Pigments: Achieving the effect Beginning cosmetic chemistry
According to Freedonia, “demand for pigments in the cosmetic and toiletry market is projected to increase 6.1% per year to US$94 million in 2009, with vol-ume totaling 15 million pounds at that time. Gains will be led by inorganic and specialty pigments. Product development will help to drive inorganic use, while specialty pigments continue to achieve favorable gains due to their ability to create pearlescent, frosted, glitter, metallic, glassy, and glow-in-the-dark effects.”
Table 16.1 shows the demand and the dollars behind Freedonia’s projection. It shows our industry’s demand for organic pigments to be essentially stagnant over the 20-year period, while the demand for specialty and inorganic pigments will grow by multiples of more than three and five, respectively.
Table 16.1 also shows that the cosmetic and toiletry industry’s demand for pigments remains a very small percentage—less than 3%—of the total pigment demand, which comes primarily from the need to color paints, coatings, plastics, and inks.
Table 16.1. US Cosmetics and toiletries: Pigment demand by type (with dollar amounts based on the US dollar in 2000)
Item 1994 1999 2004 2009 2014
Cosmetics/Toiletries Shipments (bil $) 24.1 27.0 32.2 36.6 41.1
Cosmetics/Toiletries Pigments (mil lbs) 8 10 12 15 18 $/lb 5.00 5.80 5.83 6.27 6.94
Cosmetics/Toiletries Pigment Demand 40 58 70 94 125 Specialty 16 24 32 42 55 Inorganic 10 18 26 38 54 Organic 14 16 12 14 16 % Cosmetics/Toiletries 2.2 2.5 2.7 2.8 2.9
Total Pigment Demand 1814 2317 2640 3400 4300
Source: The Freedonia Group, Inc.
A cosmetic formulator choosing a pigment from among these several categories would need to be aware of stability, compatibility, and desired effect, according to Phil Linz, senior cosmetic chemist at the Rona Cosmetic Business Group of EMD Chemicals, Inc., a New York affiliate of Merck KGaA in Darmstadt, Germany.“Inorganicstendtobemorestable,meaninglight-fast,thanorganics.Organic
colorants generally give colors that are brighter, cleaner, and more intense than inorganics. In practice, formulators would generally blend both organic and inor-ganic pigments to achieve their desired effect.
“Pigments can take the shape of irregular particles or platelets. Some effects, such as pearlescence, color travel, or mirror effects, can only be obtained from the use of inorganic pigments because the inorganics provide the required flat surface. An irregular surface produces light-scattering, which destroys the pearlescent effect from a mica surface or the mirror effect from a metallic surface,” Linz explained.

161 Beginning cosmetic chemistry Chapter 16
Development of improved pearlescent pigments offering new colors and im-proved processing characteristics will spur demand, Freedonia says.
In addition, other specialty pigments are finding greater use in the cosmetics market. “Borosilicate-based pigments, for example, offer higher color purity and higher transparency than mica-based pigments. Borosilicate pigments are finding greater use in nail polish, among other cosmetic applications,” according to the Freedonia report.
The Effects
The effects of pigments have been described in numerous publications, and are summarized here from several sources.2–4
Conventional organic and inorganic pigments are considered absorption pig-ments because they absorb certain wavelengths of the incident white light. The phenomenon of color is produced by scattering of the remaining unabsorbed com-ponent of the formerly white light. For these particles the effect is independent of geometry.
Metallic pigments consist of tiny flat pieces of aluminum, copper, gold, zinc, and other metals that reflect light the way a mirror does. Zinc is approved as a cosmetic colorant only when alloyed with copper. Gold is approved in Europe and Japan but not in the United States as a cosmetic colorant. For metallic pigments, the effect depends on the viewing angle.
Interference pigments (including pearlescent pigments) are typically composed of thin, translucent platelets coated with metal oxides, such as titanium dioxide and/or iron oxide. White light striking the surface of these pigments is refracted, reflected and scattered by the layers that make up the pigment. Through a super-imposition (or interference) of the reflected rays of light, a changing play of color is created, with the most intense color seen at the angle of reflection. The colors produced by interference are dependent on the angle of observation and the angle of illumination.
Phil Linz notes that absorption effects and interference effects can be combined. For example, absorption colors can be added to a mica-based pigment coated with TiO2. “If carmine is added and the interference color is red, a red pigment would result;butifthatsamesystemwerechangedslightlysothattheTiO2 layer were slightly thicker and now gives a blue interference, the combination of the blue interference and the red carmine mass tone would give a purple pigment,” Linz said. “The other important parameter in these pigments is particle (lateral) size of the mica substrate; larger pigments give more sparkly, more transparent effects; smaller particles give more opacity and more of a silky/satiny effect.”
The Pigments
Let’s look at some interesting pigments mentioned in the Freedonia report. Here we’ll focus on effects pigments from Eckart Cosmetic Colours LLC (Painesville, OhioUSA),EngelhardCorporation(Iselin,NJUSA),andtheRonaBusinessUnitof EMD Chemicals Incorporated (Hawthorne, NY USA). Also mentioned was Sun

162Pigments: Achieving the effect Beginning cosmetic chemistry
ChemicalCorporation (Cincinnati,OhioUSA),whose recent launchof severalinorganic pigments is discussed in the sidebar.
SunPURO Launched
SunChemicalhaslaunchedtheSunPUROe product line with a series of synthetic yellow, red, and black iron oxides. The line is said to be universally compliant. Its colors far exceed existing regulatory specifications in the United States, Europe, and Japan.
Sun Chemical manufactures these colorants using meticulously controlled processes to ensure their high purity, low metal content, and small particle size, according to the company’s Web site.OtherpigmentproductsavailablefromSunChemicalincludeSunCRO-
MAe organic and inorganic pigments, SunSHINEe pearlescent pigments composedofTiO2-coated synthetic fluorphlogopite, and SynMICA functional filler composed of synthetic mica.
eSunCROMAandSunPUROaretrademarksofSunChemical.SunSHINEisaregisteredtrademark of Sun Chemical.
Eckart Visionaire metallic effect pigments: Visionairea metallic pigments are flakes of aluminum, bronze, or copper that are microencapsulated in silica to allow greater flexibility in formulations and better durability of the pigment in pro-cessing. Eckart claims they are the only metallic pigments on the market designed specifically for the cosmetics and personal care markets.
“The encapsulation in silica overcomes the problem with traditional unencapsu-lated metallic pigments that had to be “passivated” before use in an aqueous system. Unencapsulated aluminum will evolve hydrogen gas in water-containing formula-tions. Unencapsulated bronze and copper will turn water-based formulations blue due to oxidation to copper ions,” explained Martha Graziano, manager-applications development and technical services at Eckart Cosmetic Colours LLC.
“Most passivation technology is not suitable for the personal care markets, or applications,” Graziano said, “but the encapsulation used in the Visionaire products imparts the most robust passivation technology for this market and provides more durability to the metallic flakes during processing by the end user.”
Metallic pigments reflect and scatter incident light. Their flat surface can help impart brilliance to many other cosmetic colors. “Although the high level of international regulations leaves a restricted list of allowed colorants for personal care and cosmetics, the use of metallic pigments can greatly increase the color palette available to cosmetic formulators when mixed with other colorants, such as organics and/or pearlescent pigments,” Graziano said. “A combination of metallic pigments with pearlescent pigments and/or organic colorants can create sensational polychromatic effects.”
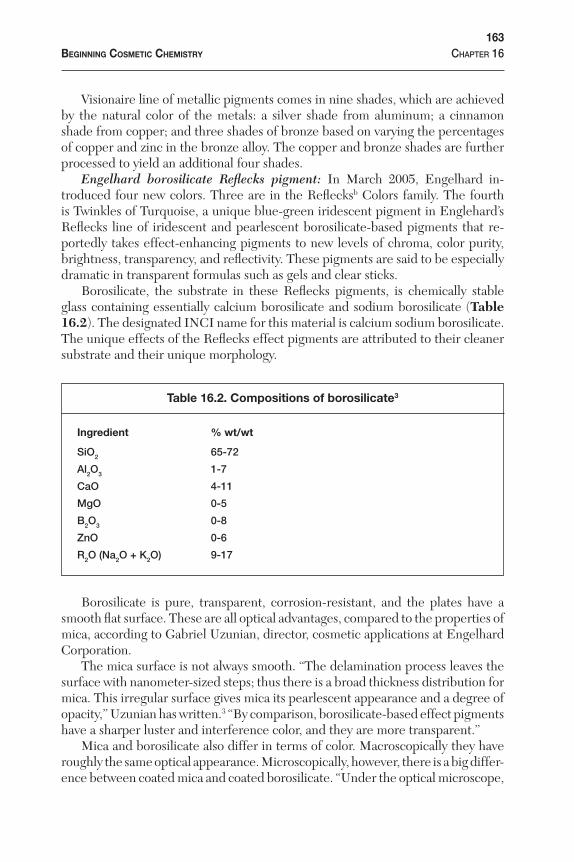
163 Beginning cosmetic chemistry Chapter 16
Visionaire line of metallic pigments comes in nine shades, which are achieved by the natural color of the metals: a silver shade from aluminum; a cinnamon shade from copper; and three shades of bronze based on varying the percentages of copper and zinc in the bronze alloy. The copper and bronze shades are further processed to yield an additional four shades.
Engelhard borosilicate Reflecks pigment: In March 2005, Engelhard in-troduced four new colors. Three are in the Reflecksb Colors family. The fourth is Twinkles of Turquoise, a unique blue-green iridescent pigment in Englehard’s Reflecks line of iridescent and pearlescent borosilicate-based pigments that re-portedly takes effect-enhancing pigments to new levels of chroma, color purity, brightness, transparency, and reflectivity. These pigments are said to be especially dramatic in transparent formulas such as gels and clear sticks.
Borosilicate, the substrate in these Reflecks pigments, is chemically stable glass containing essentially calcium borosilicate and sodium borosilicate (Table 16.2). The designated INCI name for this material is calcium sodium borosilicate. The unique effects of the Reflecks effect pigments are attributed to their cleaner substrate and their unique morphology.
Table 16.2. Compositions of borosilicate3
Ingredient % wt/wt
SiO2 65-72
Al2O3 1-7
CaO 4-11
MgO 0-5
B2O3 0-8
ZnO 0-6
R2O (Na2O + K2O) 9-17
Borosilicate is pure, transparent, corrosion-resistant, and the plates have a smooth flat surface. These are all optical advantages, compared to the properties of mica, according to Gabriel Uzunian, director, cosmetic applications at Engelhard Corporation.
The mica surface is not always smooth. “The delamination process leaves the surface with nanometer-sized steps; thus there is a broad thickness distribution for mica. This irregular surface gives mica its pearlescent appearance and a degree of opacity,” Uzunian has written.3 “By comparison, borosilicate-based effect pigments have a sharper luster and interference color, and they are more transparent.”
Mica and borosilicate also differ in terms of color. Macroscopically they have roughly the same optical appearance. Microscopically, however, there is a big differ-ence between coated mica and coated borosilicate. “Under the optical microscope,

164Pigments: Achieving the effect Beginning cosmetic chemistry
alloftheTiO2-coated borosilicate pigment particles have a uniform color, while the TiO2-coated mica pigment particles consist of a range of colors,” Uzunian wrote.
In addition, mica and borosilicate differ in terms of their reflectance spectra. Uzunian studied the reflectance spectra for pearl mica pigments at the 0° specu-lar angle on micas of four different thicknesses (0–600 nm). He found that each thickness of mica produced a different interference color. Borosilicate pigment substrates are typically thicker. In a similar study on borosilicates of five different thicknesses (3000–5000 nm) he found that there is no interference phenomenon for the light penetrating through the borosilicate substrate.
In summation, borosilicate pigments provide color, luster, and hiding power that are different from other effect pigments. They are stable in both alkaline and acidic environments, and in common solvents and aqueous systems. Borosilicate’s advantages mean that many other companies are using this material. For instance, EMD Chemicals launched its Ronastarc calcium-aluminum-borosilicate-base Silver White pigment in 2003. It is described as a sparking pigment, particle size 20-200 µm,withmulticoloreffect.Othershades(gold,blue,andcopper),preparedontheRonastar platform, are now available, with more expected soon.
However, Martha Graziano points out that mica-based pearls are likely to be around a long time. “Borosilicate-based technology does provide a new look, but the cost is roughly 10 times the cost of mica-based pearls—which realistically can-not be economical in many formulations,” Graziano said.
EMD Chemicals Timiron Splendid pigments: Now let’s spend a few minutes with Phil Linz as he describes the multilayer technology5,6 used by EMD Chemi-cals to make their Timirond Spendid interference pigments, a line of six pigments launched in 1999. The same technology is used in the company’s Xironae line of currently six effect pigments launched in 2002.
“The ordinary classic interference pigment is composed of a layer of mica coatedwithalayerofTiO2. The color is developed in the same way that color is developedinanoilslickonwater.There’sathinfilmofTiO2; some of the light hit-ting that surface is transmitted, some is refracted, and some is reflected. Because of this selective reflection, and by determining the thickness of that layer, you can generate an interference color of green or gold or red or whatever. That’s roughly the technology of the 1960s.
“In the last five to seven years we learned that if you put another layer of silica ontopofthatTiO2andthenyouputanotherlayerofTiO2, there are more surfaces to reflect and there are more chances for the light to be intensified.“SotheclassicinterferencecolorisOK,andwewillsellproductswiththat,but
clearly the newer multilayer pigments will give you much more brilliance, much more color intensity than a monolayer pigment.
“That was the initial thrust. But then our researchers said, “What if we change the thickness of the silica layer?’ If light comes in at a shorter angle, it comes out at a correspondingly shorter angle. Because the reflected light depends on wavelength and the path length the light is traveling, you’ll get a color at the short angle. But if light comes in at a wider angle, you’ll also have a reflection at that wider angle but it will have a much longer path length and the effect will be that it will reflect

165 Beginning cosmetic chemistry Chapter 16
a different color. That’s what our color travel pigments are about: one pigment giving multicolored effects. And again, it comes out of the same basic multilayered technology.
“So basically we’ve gone in two directions with our multilayer pigments. The first phase was simply making a stronger interference pigment. The second phase was color travel, where you can create a pigment that looks purple at 1 viewing angle and green at another. It’s the same technology, but a variation on the theme.
“What’s next? Basically, in all these systems you’re dealing with a substrate that is coated in some way, usually with a cosmetically acceptable metal oxide. We’ve prepared materials with various substrates (mica, silica, alumina, and borosilicate); other substrates may yet find their way into commercial use. And methods of coating, or even coating materials, may yet be improved, to give more uniform reflection, therefore higher brilliance.
“Who’s doing it? Look at any list of pigment companies. We’re all doing it!”
PublishedOctober2005Cosmetics & Toiletries magazine.
References 1. P Prokop, Pigments: Inorganic, Organic & Specialty, The Freedonia Group, Inc.
Cleveland USA (Jul 29, 2005) 2. C Weingrod, Three-Dimensional color, available at http://www.danielsmith.com/learn/
inksmith/200211/ (accessed Aug 10, 2005) 3. G Uzunian, B Aucar and L Song, Borosilicate-based effect pigments, undated article
in Cosmetics & Toiletries Manufacture Worldwide; also available at www.ctmw.com/articles2004/ctmw%20Engelhard.pdf
4. L-P Sung, ME Nadal, P Stutzman and ME McKnight, Characterization of coating microstructure using laser scanning confocal microscopy, available at http://slp.nist.gov/appearance/acs_aug2000.pdf (accessed Aug 1, 2005)
5. P Linz, Formulation approaches to interference pigments, Cosmet Toil 116(2) 61–66 (2001)
6. P Linz and Q Peng, Color-Travel cosmetic pigments: Interference to the max, Cosmet Toil 118(12) 63–70 (2003)

167
Chapter 17
The Science of Reactive Hair Care Products
A review of changing natural hair appearances to meet consumer expectations is offered in this chapter.
key words: permanent wave, relaxer, oxidative color, bisulfite, disulfide, oxidation, alkaline, relaxers, pigmentation
Background
The physiological function of hair on humans is insignificant compared to its psychological significance. Humans place great social value on the color, texture, shape and appearance of hair. The properties that are prized vary from time to time and culture to culture, but what remains constant is that people generally want their hair to be different in some regard than it exists in its natural state. This very basic desire to alter the appearance of the hair has resulted in the need for many different procedures and processes for safely altering the hair. Providing the desired color, tint, texture, straightness, and other cosmetically appealing properties to the hair while avoiding damaging the hair and causing irritation of safety issues to the hair is a key challenge to the cosmetic chemist and the topic of this chapter.
During formal education, chemists are taught how to control chemical reac-tions. In making the transition from academia to the cosmetic industry, chemists may be surprised to find that reactions are generally undesirable in personal care products because they may well have negative effects associated with the reaction. Unwanted reactions in a cosmetic product may interfere with its stability and, even more important, the wrong reaction could have dangerous side effects on hair and skin. Most of the procedures and processes carried out by the cosmetic chemist do not include reactive processes. Wetting, foaming, conditioning, and emulsification performed on the hair are physical processes caused by selection of the proper molecule added to the formulation.
Nonetheless, reaction chemistry does play an important role in at least one major category of personal care products. These products are intentionally designed to cause reactions that have beneficial effects on hair: relaxers, permanent-waving products and oxidative hair colors. This chapter introduces this class of reactive hair care products and their chemistry.

168The Science of ReacTive haiR caRe PRoducTS Beginning coSmeTic chemiSTRy
A. Permanent Waving
In the interest of fashion, a wide variety of changes are made to hair in its natural state to provide properties that are of interest. The first to be addressed is shape. Almost an unlimited amount of curl can be placed into, or removed from the hair. It is desirable to style hair into attractive configurations and to have it hold its shape for an extended period of time. Shaping hair (providing it with wave), has been practiced for centuries in one form or another.1 In the early 1900s, wav-ing was accomplished by heating hair with cumbersome and dangerous electrical devices.2 During the past 50 years, cosmetic science has developed increasingly effective chemical techniques to impart a lasting wave or curl to hair. This process is known as permanent waving or perming. The adjective “permanent” is a bit of a misnomer because the wave only affects existing hair at the time of treatment; as new hair grows out of the scalp, it will grow in its original, unwaved configuration. Permanent-wave products are available in different forms known as acid, cold or neutral waves. The technology employed in these products is based primarily on two types of chemicals: thioglycolates and bisulfites.
Before beginning the discussion of how permanent waves work, it should be understood by the reader that the science of reactive hair care products is very involved and that this chapter is meant only as an introduction for the uninitiated chemist. A number of technical articles describe these processes in detail.3,4,5 To understand the basics of permanent waving, it is important to realize that hair is composed of helical protein structures. Protein structures are made up of amino acids linked in a peptide bond. The sequence of the amino acids is referred to as primary structure. This structure cannot be modified without destroying the hair. However, what can be modified is the interaction of sulfur rich amino acids. These amino acids can bond with each other and form crosslinked protein polymers by sulfur-sulfur bonds. This reaction results in a structure to the protein that alters the shape of the hair. The structure of hair showing the sulfur-sulfur interaction is shown in Table 17.1.
Table 17.1. Hair Protein Interactions

169 Beginning coSmeTic chemiSTRy Chapter 17
These bonds are responsible for hair’s structure, and they can be disrupted by certain reducing reactions. (An experienced chemist will note that this explanation is a simplified version of what is, in reality, a very complex process.)6
As previously noted, the most common reducing agents are thioglycolic acid derivatives and bisulfite. These chemicals are used more than any others because they have the best history of efficacy and have been the workhorses of the perma-nent wave industry since the 1940s. Highly effective permanent-waving solutions can be formulated by combining these reactive agents with other ingredients to control pH and viscosity.
The process: The first step in the perming process is to physically rearrange the original configuration of the hair on curlers or rods. The size of the rod determines the size of the curl. Before rolling hair onto the plastic rods, thin sheets of tissue paper, known as “end wraps,” are used to cover the ends of the hair. These end wraps help the hair hold the proper configuration and protect the fragile ends by absorbing excess perming solution.
When all the plastic rollers are in place, apply the perming solution and work into the hair. During this stage of the process, the sulfur–sulfur bonds of the hair break. The length of time required for this stage depends on a number of factors, including the strength of the perm solution, the degree to which the hair will be restructured and the condition of the hair. During this processing step, the hair is plasticized as the disulfide bonds controlling its original structure are disrupted. Some types of perming products require the use of heat from a hair dryer to ac-celerate the reaction.
After a set amount of time, the hair is rinsed with water to stop the reducing action. Next, a neutralizing solution is added to oxidize the protein residues. This oxidation step relinks the sulfur-sulfur bonds. However, because the hair has been stretched and curled on plastic rods, the newly rearranged disulfide bonds hold the hair in a curled arrangement even after removing the plastic rods.
Achieving a good permanent wave depends on proper control of the reduction and oxidation reaction kinetics so hair is not under- or over-processed. A detailed discussion of protein reaction kinetics is beyond the scope of this chapter but several excellent references are provided for the technically ravenous reader.7 It is important for the chemist to understand that the perming process causes significant damage to hair because of the breakage of the bonds and the swelling that ensues. This swelling action results from exposure to the highly alkaline materials and can cause significant cross-sectional or lateral damage. Damage can also occur when treating improperly wrapped hair with a reducing solution.
Permanent wave formulations: In general, perms contain a number of ingredi-ent classes (Table 17.2).6
These ingredients are formulated into three general types of perms: alkaline, acid and bisulfite. Alkaline perms, also known as cold waves, use thioglycolic acid as the active. This name may seem like a misnomer, but the name is derived from the final pH of the product. Alkaline perms typically have a pH greater than 9. Borish gives examples of commercial products in each of these categories.8 He also

170The Science of ReacTive haiR caRe PRoducTS Beginning coSmeTic chemiSTRy
discusses the subcategory of exothermic perms that rely on hydrogen peroxide to generate heat by oxidizing thio in situ. Such exothermic products are designed for hair that is hard to perm; they are the original “self-timing” perms.
Table 17.2. Permanent Wave Ingredients
Reducing agents thioglycolic acid, thiolactic acid, glycerol sodium sulfite.
Wetting agents sodium lauryl sulfate, disodium laureth sulfosuccinate, sodium laureth sulfate, cocoamphodiacetate.
Buffering agents ammonium carbonate.
Conditioning agents Keratin hydrosylate, collagen hydrosylate, guar hydroxy-propyltrimethyl ammonium chloride.
Oxidizing agents hydrogen peroxide, potassium bromate.
Stabilizers citric acid, sodium stannate, phenacetin.
Ancillary agents various emulsifiers, thickeners, fragrances.
Acid perms are customarily made with glyceryl monothioglycolate, a thioglycolic acid derivative that is effective at a lower pH of 7–8. Even though the pH is neutral to alkaline, these products have historically been referred to as “acid perms” in comparison to their higher pH cousins. The name also has some marketing equity since acid perms are perceived to be less damaging.
Bisulfite perms were designed for mildness; they are based on hydrogen bisulfite rather than thio derivatives.8 Bisulfite reacts with hair and ruptures the disulfide bonds at a lower pH than thioglycolic acid, so there is less swelling and cuticle damage. The reaction between bisulfite and keratin may form what is known as a Bundte salt (Equation 17.1).
KS-SK + RSH → K-SSR + KSH←
EQUATION 17.1
Because of this salt formation, it is difficult to react the sulfo groups to reform all of the disulfide bonds, and, therefore, bisulfite perms can leave hair physically weaker and with a softer, less stable perm. Still, these formulations are popular in the marketplace because they are less aggressive and can be used at a lower pH.
B. Hair Relaxers
Another process commonly used on the hair is “referred to as relaxing hair”. “Relaxing” is the name given to the reactive process used to straighten excessively curly hair. This process is typically used on African hair, which is significantly curlier than Caucasian or Asian hair. This curliness is the result of the unique structure of African hair, which is more elliptical and varies more in diameter. These factors

171 Beginning coSmeTic chemiSTRy Chapter 17
produce hair shafts that are extremely twisted or kinked.9 For fashion reasons, or simply for manageability, some desire to make this type of hair less curly or even to straighten it. Straightening can be done mechanically by pressing the hair with hot implements or chemically by breaking the bonds in the hair with reactive products. The latter method is the topic of this discussion.
Relaxers work in a manner similar to permanent waves: They rely on reactive chemicals to break amino-acid-based sulfur bonds, thereby allowing the structure of hair to be rearranged. The process of hair straightening is also known as lanthi-onization, which refers to the conversion of the amino acid, cystine to the amino acid, lanthionine.
In very general terms, there are two key differences between relaxing and waving hair. First, because the relaxing process is intended to straighten hair, it does not require hair to be wrapped on to rods or curlers. Second, relaxing tends to break more bonds than perming. Accordingly, the chemistry of relaxers is somewhat dif-ferent than the thioglycolate/bisulfite waving systems described above. Relaxers are commonly based on metal hydroxides (such as ammonium hydroxide, sodium hydroxide, lithium hydroxide or guanadine hydroxide.) These agents react more aggressively with the hair than the perming solutions. Having said this, we also note that some mild relaxers are, indeed, based on ammonium thioglycolate.
The procedure for a relaxer treatment is as follows: first, the hair is divided into sections to simplify application. A thin layer of protective processing cream (typi-cally petroleum jelly) is then applied to the hairline, ears and ends of the hair. This hydrophobic layer shields skin from a harsh reaction from the aqueous solution. The ends of the hair should also be protected from absorbing too much solution and being over-processed.
After taking precautionary measures, the hair is parted equally and the cream relaxer is brushed on section by section. The hair is then smoothed with the back of a comb until achieving the desired straightness. Processing time varies from 10–20 minutes depending on hair type, condition and degree of straightening required. Care must be taken not to leave the relaxer on too long or considerable hair dam-age, such as breakage and scalp irritation, may occur. The relaxer cream is then rinsed off with warm to very warm water. Good rinsing is critical to ensure that the reactive agents have been completely removed; otherwise, additional damage to hair and scalp could occur.
Some relaxers do not require a separate oxidation step. However, it is common to shampoo the hair with a neutralizing shampoo immediately after relaxing. This shampoo/rinse cycle removes relaxer cream and neutralizes excess alkalinity.10 In addition, the neutralizing shampoo ameliorates the effects of the highly alkaline treatment. The result is that the bonds of the hair are locked into their newly straightened configuration. Most relaxers require an additional conditioning step to help offset the damage caused by the reactive process. As with perms, the relaxing process only lasts until new hair growth occurs.
Relaxer formulations: Since the 1950s, the market has seen the introduction of a variety of formulations. These formulas are primarily based on three key com-ponents: water-soluble/water-dispersible alkaline agent, oil phase and water phase.11

172The Science of ReacTive haiR caRe PRoducTS Beginning coSmeTic chemiSTRy
They all contain materials, such as petrolatum or mineral oil to help protect the scalp, or fatty alcohols to thicken the product and emulsifiers that are alkali-stable. The various types differ by the type of alkaline agent employed. Lye relaxers con-tain between 1.85–2.4% sodium hydroxide, depending on the strength required. “No Lye” relaxers are formulated with guanadine hydroxide and are significantly less irritating than the sodium type. Because of its inherent instability, guanadine hydroxide must be formed in situ by mixing calcium hydroxide with guanadine car-bonate. These components must be separate until the product is ready to be used. Some brands claim to be “No Lye” and “No Mix;” these capitalize on the common use of the term “lye” to apply only to sodium or potassium hydroxide (they are, in fact, based on lithium hydroxide). Relaxers can also be formulated with different specialty ingredients such as conditioning agents.
3. Hair Bleaching
Another process that uses reactive chemistry to change the hair is bleaching. When hair is bleached the natural color is destroyed either partially, resulting in lighter color hair, or entirely, resulting in blonde hair, devoid of color bodies. The color bodies that exist in hair are melanin particles embedded in the cortex. The color observed is dictated by the type, size, shape, distribution and concentration of particles in the hair. Since, natural pigment exist inside the cortex the color changing effect of bleaching must occur after penetration both cuticle and cortex. This penetration causes damage, which does not repair. For this reason frequent bleaching is a problem. Hydrogen peroxide under alkaline conditions is effective in bleaching hair. The addition of persulfate dramatically improves the efficient of hydrogen peroxide on hair.
The color of hair is measured by level shown in Table 17.3. Generally bleaching will lighten the hair about 2 levels. Very aggressive bleaching will lighten by 4–6 levels, but much more damage is done to the hair in the process.
Table 17.3. Hair Color Levels
Level 1 Black
Level 2 Dark brown
Level 3 Medium brown
Level 4 Light brown
Level 5 Lightest brown
Level 6 Dark Blonde
Level 7 Medium blonde
Level 8 Light blonde
Level 9 Very light blonde
Level 10 Lightest blonde
Level 11 Extermely blonde
Level 12 Ultra light blonde

173 Beginning coSmeTic chemiSTRy Chapter 17
Formulation of hair bleaching products requires at least two components (1) a peroxide solution in water at a concentration of between 6–9%, stabilized at about pH 3.5 (generally with phosphoric acid and EDTA) and (2) An alkaline solution generally ammonia at a ph of between 9–10. The two components are generally mixed together immediately prior to bleaching. Formulations include thickeners, surfactants to facilitate wetting and a variety of other additives.
4. Oxidative Hair Color
In addition to curling, straightening hair and bleaching, the ability to alter hair color is also highly prized. In ancient times colored extracts were used to alter the color of hair. Today, cosmetic chemists have developed several ways to alter hair color, some of which involve complicated processes that introduce reactive compounds into hair that has been swelled, react the molecules coupling them into larger molecular weight species, and then shrinking the hair. This reactive technique is known as oxidative or permanent, hair coloring. To understand this process, the chemist should be familiar with the chemistry of hair pigmentation. Primarily two melanin-based pigments affect natural hair color: eumelanin, which is responsible for blond, gray, brown and black shades, and pheomelanin, which produces reds and yellows. Keith Brown points out that these same melanin pig-ments occur throughout nature and can be found in squid ink, bird feathers and the colors of various mildew and mold.12
Two shortcomings are associated with the hair color produced by natural pig-ments. First, hair tends to lose color as we age, and second, hair tends to turn grey as we age. Neither shortcoming is easily modified. For these reasons, people have often sought ways to improve the natural color of hair; either to ward off the signs of aging or to adopt a different, fashionable color. Oxidative coloring addresses both of these problems by producing lasting changes in hair color. In this process, color is produced inside the hair shaft from aromatic amines and phenols reacting with hydrogen peroxide; the resulting hair color is “locked” inside the hair shaft. As new hair grows, the dyeing process must be repeated, approximately every 30–45 days.
How permanent hair color works: Oxidative dyes are small, colorless mol-ecules that penetrate the cuticle and pass into the cortex. These reactive species are then oxidized to form larger molecules that combine with other additives, known as couplers, to form various colors. The resultant polymers, too large to pass out of the hair again, are essentially permanent. As in the case of perming and relaxing, this process is practiced under highly alkaline conditions, which swell the hair, al-lowing better penetration of the dye precursors.
The high alkalinity also increases the oxidative reactivity of hydrogen peroxide and promotes rapid lightening and color formation. Lightening the original hair color is possible because hydrogen peroxide will destroy some (or much) of the ex-isting natural pigments in the hair. This step is an important consideration because it allows hair to achieve a color that is lighter than its original state.
Oxidative hair coloring involves several steps. Before application, these colorants should be tested to ensure they will not adversely react with the skin. The product

174The Science of ReacTive haiR caRe PRoducTS Beginning coSmeTic chemiSTRy
is applied to a small patch of skin, the inside of the elbow, for example. Patch test-ing may need to be done 24 hours before the coloring treatment is to take place. A small curl of hair should be tested, too, before application to the entire hair to assess tone of color and timing of contact.
After testing has shown no problems, the actual coloring process can begin. First, the peroxide and the tint are mixed together in the applicator bottle. The hair is partitioned and the tint is applied from the scalp to the porous ends. The hair is left alone for 10–20 minutes while the reaction proceeds. During the last five or 10 minutes, the solution is spread toward the ends to even the color. The hair is then rinsed and shampooed to remove excess color and halt the reaction.
The degree of color imparted to the hair depends on the concentrations of dye and peroxide, processing conditions, even the condition of the hair at the time of application. Also note that these coloring and bleaching processes are inherently damaging to hair because some of the protein bonds are destroyed by the oxida-tion/reduction reactions. Hair should not be color-processed for several weeks after perming to avoid compounding this damage. Likewise, hair should not be colored before perming as the perm process will physically remove some color, and it could chemically alter the color.
Permanent hair color formulations: Permanent dye formulations consist of two components that are separate until the product is ready to be applied. The first component contains the oxidative dye precursors that are typically aromatic p-diamines or p-aminophenols, such as p-phenylene diamine. These colorless pre-cursors react to form dye intermediates, which, in turn, react with dye couplers to produce color. The dye couplers include such materials as resorcinol, 1-napthol, and hydroquinone. Formulations may contain five or more dye precursors or couplers, so many reactions may occur at the same time.
Clarence R. Robbins gives an excellent discussion of oxidation reactions. He notes the active intermediates react “with resorcinol to form polyindophenols and trinuclear dyes, with m-diamines to form indamines, with m-aminophenols to form indamines; and with naphthol and hydroquinone to form indophenols.”13
An alkali is used as part of the dye base to swell the hair and enhance penetra-tion of the dye precursors. In addition, this portion of the formula may include solvents, surfactants, thickeners and metal chelating agents. The second formula component contains hydrogen peroxide and stabilizing agents. The two compo-nents are mixed together just before use to initiate the reactions that will form the permanent dyes.
When formulating hair coloring products, regulatory and toxicological consid-erations are extremely important. These issues are not discussed in detail in this chapter, but the formulator working in this area should be aware of the safety con-cerns. The concerns include minor short-term effects, such as contact dermatitis. Sensitization caused by these reactive products can lead to itching and redness. In addition, concerns about the long-term systemic effects of these materials persist because several aromatic diamines test positive as mutagens in the Ames test.11 Therefore, any dye products for hair coloring are scrutinized to ensure they pres-ent no risk. For example, after the US Food and Drug Administration determined

175 Beginning coSmeTic chemiSTRy Chapter 17
that a product containing the dye 2,4-diamino anisole must include a cancer warn-ing label, the industry removed this ingredient from formulations.11 This example shows how the cosmetic industry is responsive to safety issues, not only for reactive products, but for personal care products in general.
Conclusions
This chapter was intended to introduce some very basic concepts to the cos-metic chemist about a very complicated group of reactive processes applied to hair. The processes are complicated not only by the raw materials used, but also the methods of application and the duration of application. It is our recommendation that before any of the information is used to begin formulation of the products discussed in this chapter, the chemist consult various text books and literature with more extensive information.
The processes that are described here are used in a $2 billion annual market for the United States and a $7 billion annual market worldwide. Consumers are likely to demand continued improvement in both ease of use and final results obtained when the products are used. This allows creative cosmetic chemists the opportunity to improve products.
References 1. AE Lee, JB Bozza, S Huff and R de la Mettrie, Permanent Waves: An Overview Cosm
& Toil 105 37–66 (1988) 2. W Edman, Current cold wave formulations, Soap Cosm Chem Spec (9) 42 (1979) 3. MG De Navarre, The Chemistry and Manufacture of Cosmetics, Van Nostrand, New
York, 471–481 (1941) 4. ML Garcia, EM Nadgorny, LJ Wolfram, Phsiochemical changes in hair during waving J
Soc Cosm Chem 41 149-151 (1990) 5. J Nothen, V Bollert, G Blankenburg and H Hocker The influence of the osmotic
swelling behavior on the quality of the permanent wave. Proceedings of the 16th IFSCC International Congress, New York (1990)
6. ET Borish, Hair Waving, Hair and Hair Care, Marcell Dekker, New York191–215 (1997) 7. P Busch et al, Testing Permanent Waves, Cosm & Toil 111(4) 41 (1996) 8. US Patent 3,864,476 Bisulfite Permanent Waving, issued Feb. 4, 1975 9. 10 AN Syed, et al, African-American Hair, Cosm & Toil 110 (10) 39 (1995)10. A Syed, “Ethnic hair care products.” In Hair and Hair Care, Marcel Dekker, New York
235 (1997)11. P Obukowho, et al, Hair Curl Relaxers, Cosm & Toil 110(10) 65 (1995)12. KC Brown, Hair coloring Hair and Hair Care, Marcel Dekker, New York, 192 (1997)13. CR Robbins, Chemical and Physical Behavior of Human Hair 2nd ed, Springer-Verlag,
176 (1988)





























