Embed Size (px)
Citation preview
Journal of Alloys and Compounds 372 (2004) 290–299
Mullite phase formation in oxide mixtures in thepresence of Y2O3, La2O3 and CeO2
L.B. Konga,∗, T.S. Zhangb, J. Mab, F. Boeyb, R.F. Zhangb
a Temasek Laboratories, National University of Singapore, 10 Kent Ridge Crescent, Singapore 119260, Singaporeb School of Materials Engineering, Nanyang Technological University, Nanyang Avenue, Singapore 639798, Singapore
Received 15 October 2002; received in revised form 14 July 2003; accepted 7 October 2003
Abstract
The effect of oxides (Y2O3, La2O3, and CeO2), on phase formation of mullite, reaction sequence and microstructure evolution, in themixtures of Al2O3 and SiO2, has been investigated. All three dopants showed a positive effect on the mullitization behavior, lowering themullite formation temperature by about 100◦C. The improved mullitization behavior was attributed to the formation of the low-viscosityliquid phase due to the addition of dopants. The reaction sequence was different in the three doping cases. Two types of yttrium silicate werefound in the samples doped with Y2O3, with one being favored at low temperature and another at high temperature. No reaction was observedbetween CeO2 and Al2O3 or SiO2, while La2O3 was not detected by the X-ray diffraction (XRD) measurement for all doping levels. Thesamples with La2O3 had the best densification behavior among the three doping cases, while the effect of CeO2 on densification was slightlybetter than that of Y2O3. The difference in the effects of the three oxides on the mullitization and densification behavior of the doped samplesimplied the difference in the characteristics of the low-viscosity glass phases formed at high temperatures.© 2003 Elsevier B.V. All rights reserved.
Keywords:Mullitization; Dopants; Glass phases
1. Introduction
Fabrication of mullite (3Al2O3·2SiO2) ceramics hasdrawn much attention in recent years, since it is an impor-tant candidate for high-temperature structural applications,due to its good mechanical strength, excellent thermalshock, high creep resistance, low thermal conductivityand high-temperature stability[1–4]. The conventionalsolid-state reaction process to synthesize mullite requiredextremely high temperature (>1300◦C). Attempts to lowerthe synthesis temperature of mullite have been made by us-ing chemical process routes[5–9], of which sol–gel synthe-sis is the most extensively studied. The sol–gel methods areusually classified into two categories, based on the precur-sor chemical homogeneity and the resultant crystallizationbehavior. In molecularly mixed amorphous single-phasesystem, mullite is formed at about 1000◦C [8], while mul-litization from diphasic mixtures with alumina-rich and
∗ Corresponding author. Tel.:+65-687-46910.E-mail address:[email protected] (L.B. Kong).
silica-rich precursors occurred at temperatures ranging from1150 to 1350◦C, depending on the mixing scales[9,10].However, the large weight losses and shrinkages duringdrying and sintering had made it difficulty to produce largequantity of mullite materials using the sol–gel process[11].Furthermore, chemical routes usually use chemicals whichare expensive and difficult to handle.
Mullite formation was related not only to material pro-cessing but also to introduction of other compounds, espe-cially oxides. For example introducing B2O3 into diphasicgels was shown to significantly lower the mullitization tem-perature[12]. B2O3 dramatically decreased the viscosity ofthe SiO2-rich liquid phase and reacted with alumina to forman aluminum borate compound (9Al2O3·2B2O3) acting asnuclei for the crystallization of mullite, both of which areadvantageous to mullitization. A similar result was observedin the diphasic gels doped with TiO2 [13]. However, system-atic information on the effect of oxide addition on mullitephase formation, in the conventional solid-state reaction sys-tems, is rarely reported. Our intention is to study the rolesof various oxides in influencing mullitization behavior inthe case of the conventional solid-state reaction process, in
0925-8388/$ – see front matter © 2003 Elsevier B.V. All rights reserved.doi:10.1016/j.jallcom.2003.10.022
L.B. Kong et al. / Journal of Alloys and Compounds 372 (2004) 290–299 291
Table 1The wt.% of the dopants in the mixtures
5 mol% 10 mol% 20 mol%
Y2O3 2.7 5.6 11.7La2O3 3.9 7.8 16.1CeO2 2.1 4.3 9.2
order to provide useful information for fabrication of mulliteor mullite-related materials. In the present paper, the effectof Y2O3, La2O3, and CeO2, on mullite formation tempera-ture, microstructure evolution and densification behavior, inan oxide system consisting of Al2O3 and silica/quartz, willbe reported. It is presented as part of our systematic studyon this subject. The Y2O3, La2O3, and CeO2 are consid-ered together since Y2O3 and La2O3 are in the same group,while La2O3 and CeO2 are the first two elements of the lan-thanoids. It was shown that all three oxides accelerated theformation of mullite. Y2O3 was found to react with SiO2to form two types of Y2Si2O7, while no reaction involv-ing CeO2 was observed in the case of CeO2 doping. Nei-ther La2O3 nor La2O3 related compound was detected bythe XRD measurement in the La2O3-doped group. Sampleswith La2O3 had a much better densification behavior thanthose doped with Y2O3 and CeO2.
2. Experimental
Commercially available precipitated SiO2 (Laboratoryreagent, BDH Chemicals Ltd Poole, England), quartz(>99% purity, Fluka Chemie GmbH, Buchs, Germany),Al2O3 (>99% purity, Aldrich, USA), Y2O3 (>99% pu-rity, Aldrich, USA), La2O3 (>99% purity, Aldrich, USA)and CeO2 (>99% purity, Aldrich, USA) powders wereused as the starting materials with the nominal composi-tion (3Al2O3·2SiO2)1−x(MO)x (MO = Y2O3, La2O3 andCeO2), for x = 0.05, 0.10 and 0.20, respectively. Theircorresponding weight-percents are listed inTable 1. Precip-itated silica was used in the case of La2O3 doping, whilequartz was used in the Y2O3 and CeO2 doped samples. Theoxides were mixed by a conventional ball milling processusing ZrO2 as the milling media. The mixed powders werethen pressed uniaxially into pellets of 10 mm diameter, ata pressure of 50 MPa. The green pellets were sintered in aCarbolite RHF 1600 type furnace in air for 4 h, at temper-atures from 1100 to 1500◦C with heating and cooling rateof 10◦C/min. Densification behavior of the green pelletswas recorded using a Setaram Setsys 16/18 type dilatome-ter at a heating rate of 10◦C/min in air atmosphere. X-raydiffraction analysis was performed using a Rigaku (Tokyo,Japan) ultima+ type diffractometer (XRD) with Cu K� ra-diation. The density of the mullite ceramics was measuredby a Mirage MD-200S type electronic densimeter (ALFAMirage Co. Ltd., Japan) with water as the liquid media. Themicrostructure of the sintered samples was examined using
a JEOL (Tokyo, Japan) JSM-6340F type field emissionscanning electronic microscope (FESEM).
3. Results and discussion
3.1. Mullitization and reaction sequences
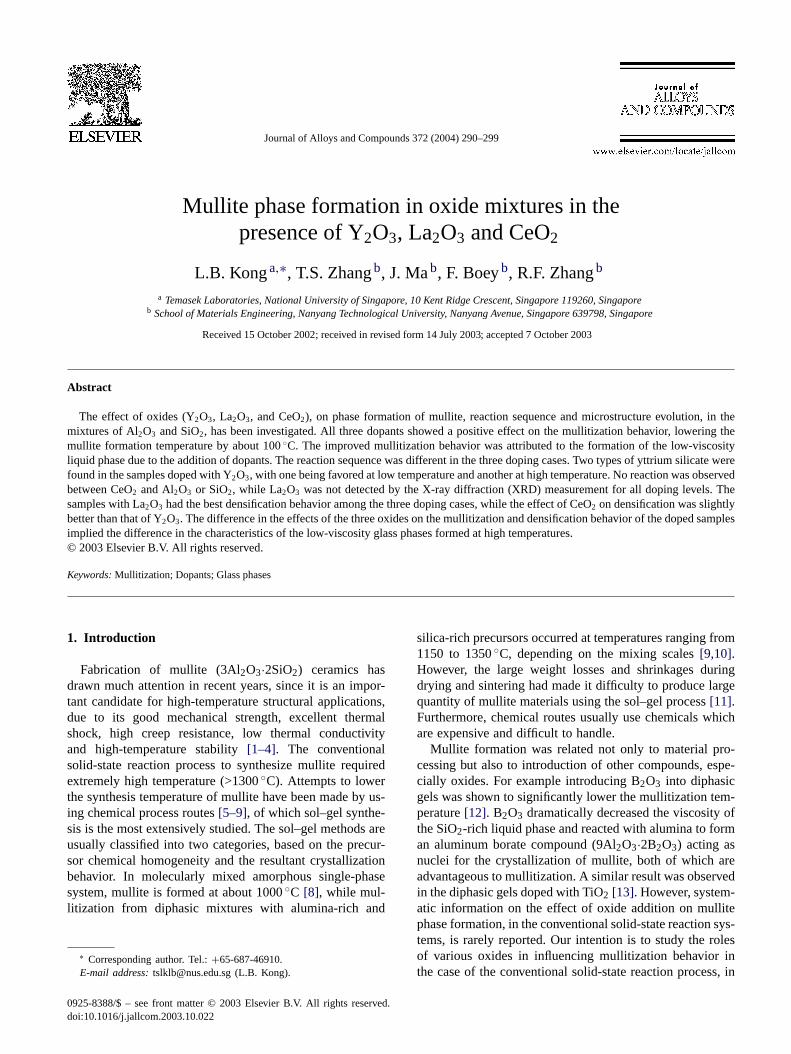
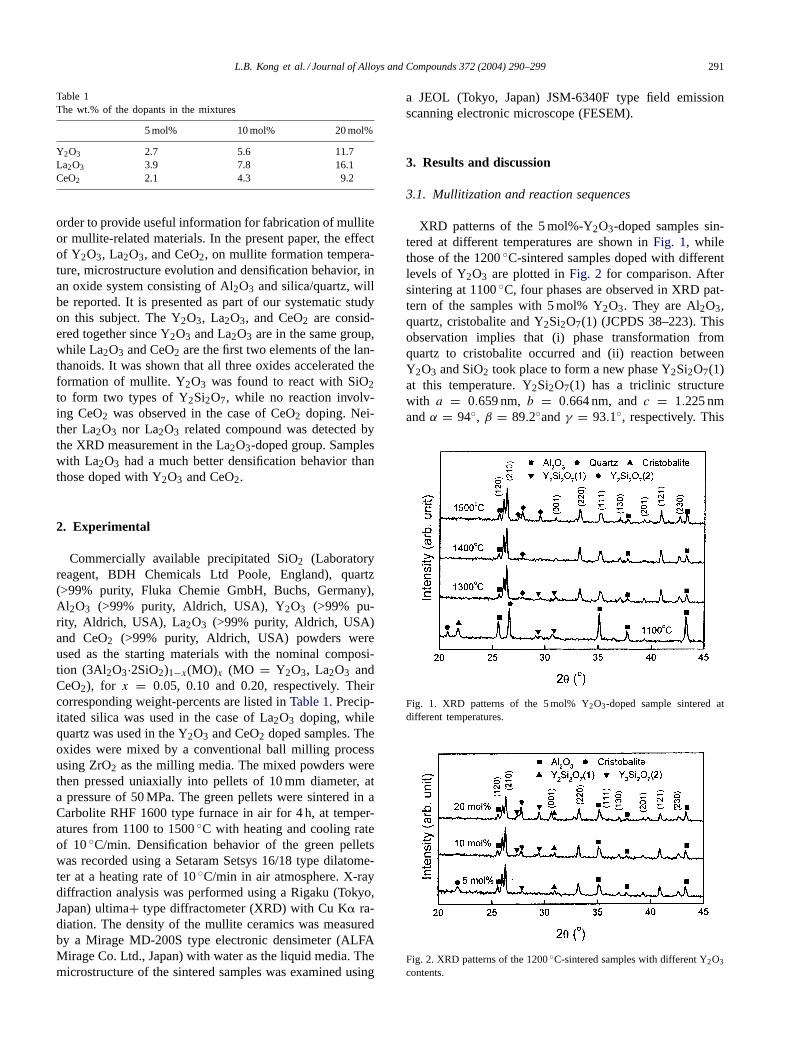
XRD patterns of the 5 mol%-Y2O3-doped samples sin-tered at different temperatures are shown inFig. 1, whilethose of the 1200◦C-sintered samples doped with differentlevels of Y2O3 are plotted inFig. 2 for comparison. Aftersintering at 1100◦C, four phases are observed in XRD pat-tern of the samples with 5 mol% Y2O3. They are Al2O3,quartz, cristobalite and Y2Si2O7(1) (JCPDS 38–223). Thisobservation implies that (i) phase transformation fromquartz to cristobalite occurred and (ii) reaction betweenY2O3 and SiO2 took place to form a new phase Y2Si2O7(1)at this temperature. Y2Si2O7(1) has a triclinic structurewith a = 0.659 nm, b = 0.664 nm, andc = 1.225 nmandα = 94◦, β = 89.2◦andγ = 93.1◦, respectively. This
Fig. 1. XRD patterns of the 5 mol% Y2O3-doped sample sintered atdifferent temperatures.
Fig. 2. XRD patterns of the 1200◦C-sintered samples with different Y2O3
contents.
292 L.B. Kong et al. / Journal of Alloys and Compounds 372 (2004) 290–299
phase will transform into another phase as will be seenlater. As the sintering temperature increases to 1200◦C,mullite phase becomes dominant, as shown inFig. 2. Atthis temperature, Al2O3, cristobalite and Y2Si2O7(1) areobserved to remain as minorities. No quartz is detectedby the XRD measurement, implying that the phase trans-formation of quartz is complete at this temperature. XRDpattern of the 1300◦C-sintered sample indicates that thecristobalite phase disappears and another phase comprisingY2O3 and SiO2 is detected. The new silicate is designatedas Y2Si2O7(2), which has a monoclinic (b axis) structurewith a = 0.6875 nm,b = 0.897 nm,c = 0.4721 nm andβ = 101.74◦ (JCPDS, 38–440). Y2Si2O7(1) disappears af-ter sintering at 1400◦C and the new phase becomes morepronounced at 1500◦C, which means that Y2Si2O7(1)is favored at low temperature, while Y2Si2O7(2) is fa-vored at high temperature. Yttrium silicate was reportedby other researchers, when Y2O3 was used to promotereaction-bonding behavior of mullite ceramics from Al2O3and Si[14]. However, only Y2Si2O7(2) was observed sincethe lowest sintering temperature was 1350◦C in that study[14].
XRD patterns shown inFig. 2 indicate that as the Y2O3content increases to 10 and 20 mol%, diffraction intensity ofY2Si2O7(2) increases correspondingly.Fig. 2also indicatesthat there is almost no cristobalite phase in the XRD pat-terns of the samples with 10 and 20 mol% Y2O3, implyingthat mullitization in the two samples was already complete,i.e. Y2O3 addition has a beneficial effect on mullite phaseformation.
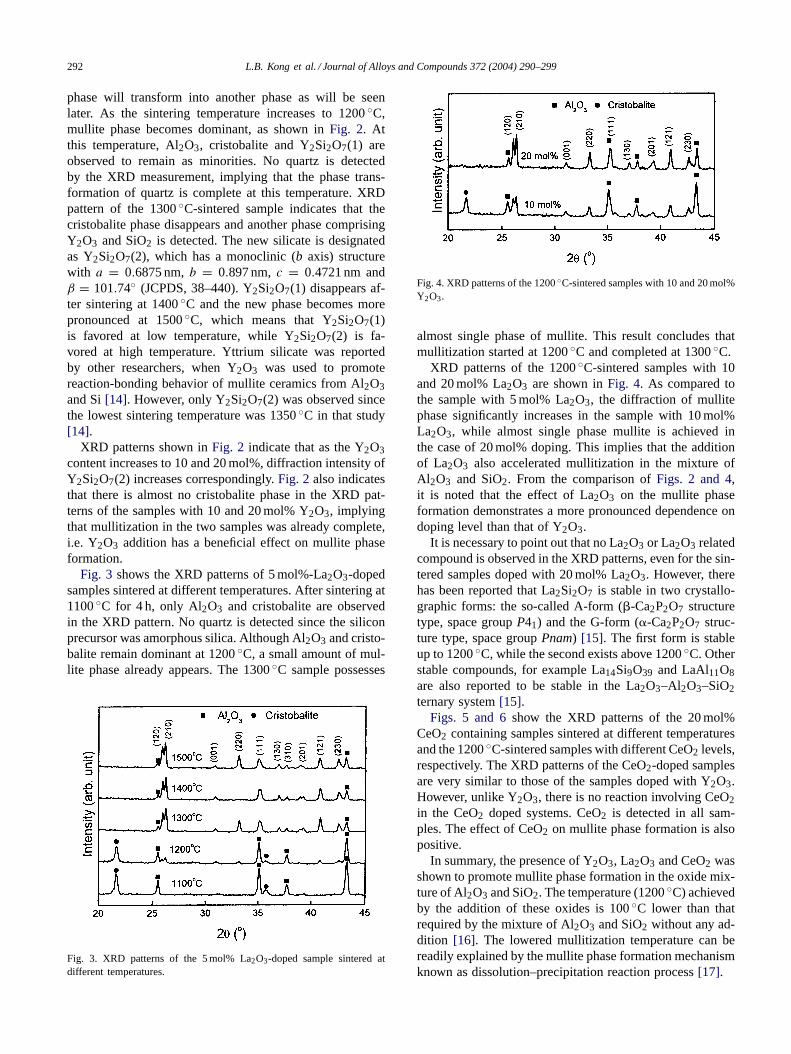
Fig. 3 shows the XRD patterns of 5 mol%-La2O3-dopedsamples sintered at different temperatures. After sintering at1100◦C for 4 h, only Al2O3 and cristobalite are observedin the XRD pattern. No quartz is detected since the siliconprecursor was amorphous silica. Although Al2O3 and cristo-balite remain dominant at 1200◦C, a small amount of mul-lite phase already appears. The 1300◦C sample possesses
Fig. 3. XRD patterns of the 5 mol% La2O3-doped sample sintered atdifferent temperatures.
Fig. 4. XRD patterns of the 1200◦C-sintered samples with 10 and 20 mol%Y2O3.
almost single phase of mullite. This result concludes thatmullitization started at 1200◦C and completed at 1300◦C.
XRD patterns of the 1200◦C-sintered samples with 10and 20 mol% La2O3 are shown inFig. 4. As compared tothe sample with 5 mol% La2O3, the diffraction of mullitephase significantly increases in the sample with 10 mol%La2O3, while almost single phase mullite is achieved inthe case of 20 mol% doping. This implies that the additionof La2O3 also accelerated mullitization in the mixture ofAl2O3 and SiO2. From the comparison ofFigs. 2 and 4,it is noted that the effect of La2O3 on the mullite phaseformation demonstrates a more pronounced dependence ondoping level than that of Y2O3.
It is necessary to point out that no La2O3 or La2O3 relatedcompound is observed in the XRD patterns, even for the sin-tered samples doped with 20 mol% La2O3. However, therehas been reported that La2Si2O7 is stable in two crystallo-graphic forms: the so-called A-form (�-Ca2P2O7 structuretype, space groupP41) and the G-form (�-Ca2P2O7 struc-ture type, space groupPnam) [15]. The first form is stableup to 1200◦C, while the second exists above 1200◦C. Otherstable compounds, for example La14Si9O39 and LaAl11O8are also reported to be stable in the La2O3–Al2O3–SiO2ternary system[15].
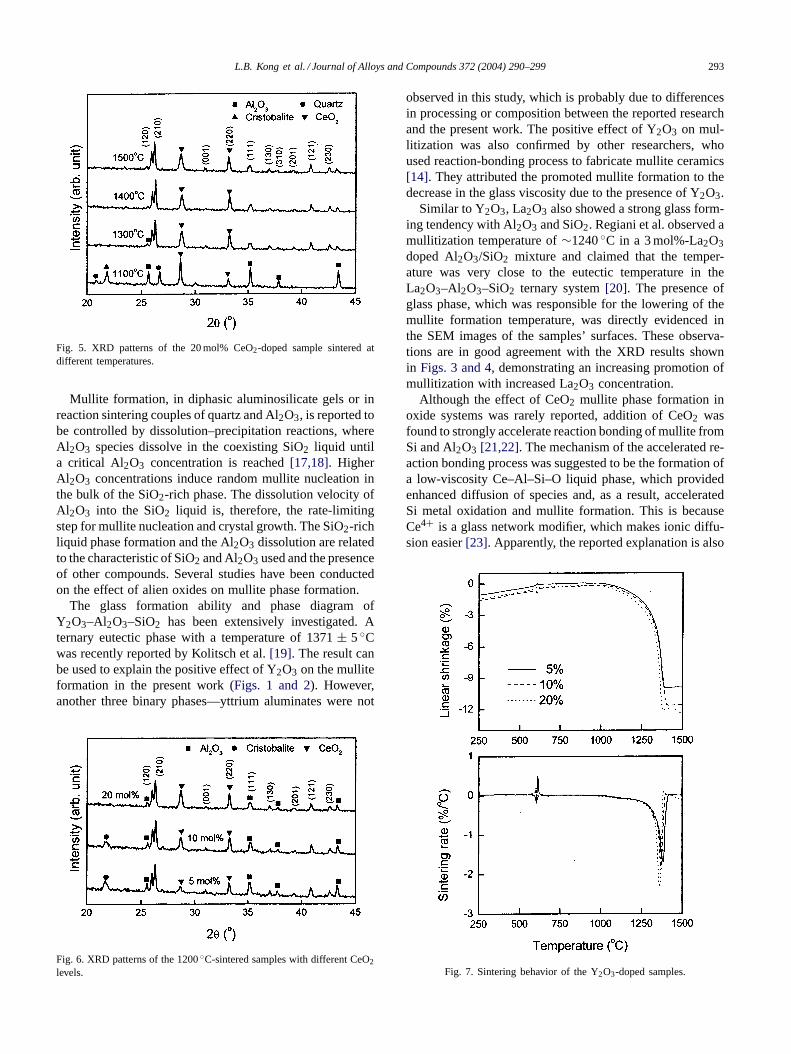
Figs. 5 and 6show the XRD patterns of the 20 mol%CeO2 containing samples sintered at different temperaturesand the 1200◦C-sintered samples with different CeO2 levels,respectively. The XRD patterns of the CeO2-doped samplesare very similar to those of the samples doped with Y2O3.However, unlike Y2O3, there is no reaction involving CeO2in the CeO2 doped systems. CeO2 is detected in all sam-ples. The effect of CeO2 on mullite phase formation is alsopositive.
In summary, the presence of Y2O3, La2O3 and CeO2 wasshown to promote mullite phase formation in the oxide mix-ture of Al2O3 and SiO2. The temperature (1200◦C) achievedby the addition of these oxides is 100◦C lower than thatrequired by the mixture of Al2O3 and SiO2 without any ad-dition [16]. The lowered mullitization temperature can bereadily explained by the mullite phase formation mechanismknown as dissolution–precipitation reaction process[17].
L.B. Kong et al. / Journal of Alloys and Compounds 372 (2004) 290–299 293
Fig. 5. XRD patterns of the 20 mol% CeO2-doped sample sintered atdifferent temperatures.
Mullite formation, in diphasic aluminosilicate gels or inreaction sintering couples of quartz and Al2O3, is reported tobe controlled by dissolution–precipitation reactions, whereAl2O3 species dissolve in the coexisting SiO2 liquid untila critical Al2O3 concentration is reached[17,18]. HigherAl2O3 concentrations induce random mullite nucleation inthe bulk of the SiO2-rich phase. The dissolution velocity ofAl2O3 into the SiO2 liquid is, therefore, the rate-limitingstep for mullite nucleation and crystal growth. The SiO2-richliquid phase formation and the Al2O3 dissolution are relatedto the characteristic of SiO2 and Al2O3 used and the presenceof other compounds. Several studies have been conductedon the effect of alien oxides on mullite phase formation.
The glass formation ability and phase diagram ofY2O3–Al2O3–SiO2 has been extensively investigated. Aternary eutectic phase with a temperature of 1371± 5◦Cwas recently reported by Kolitsch et al.[19]. The result canbe used to explain the positive effect of Y2O3 on the mulliteformation in the present work (Figs. 1 and 2). However,another three binary phases—yttrium aluminates were not
Fig. 6. XRD patterns of the 1200◦C-sintered samples with different CeO2
levels.
observed in this study, which is probably due to differencesin processing or composition between the reported researchand the present work. The positive effect of Y2O3 on mul-litization was also confirmed by other researchers, whoused reaction-bonding process to fabricate mullite ceramics[14]. They attributed the promoted mullite formation to thedecrease in the glass viscosity due to the presence of Y2O3.
Similar to Y2O3, La2O3 also showed a strong glass form-ing tendency with Al2O3 and SiO2. Regiani et al. observed amullitization temperature of∼1240◦C in a 3 mol%-La2O3doped Al2O3/SiO2 mixture and claimed that the temper-ature was very close to the eutectic temperature in theLa2O3–Al2O3–SiO2 ternary system[20]. The presence ofglass phase, which was responsible for the lowering of themullite formation temperature, was directly evidenced inthe SEM images of the samples’ surfaces. These observa-tions are in good agreement with the XRD results shownin Figs. 3 and 4, demonstrating an increasing promotion ofmullitization with increased La2O3 concentration.
Although the effect of CeO2 mullite phase formation inoxide systems was rarely reported, addition of CeO2 wasfound to strongly accelerate reaction bonding of mullite fromSi and Al2O3 [21,22]. The mechanism of the accelerated re-action bonding process was suggested to be the formation ofa low-viscosity Ce–Al–Si–O liquid phase, which providedenhanced diffusion of species and, as a result, acceleratedSi metal oxidation and mullite formation. This is becauseCe4+ is a glass network modifier, which makes ionic diffu-sion easier[23]. Apparently, the reported explanation is also
Fig. 7. Sintering behavior of the Y2O3-doped samples.
294 L.B. Kong et al. / Journal of Alloys and Compounds 372 (2004) 290–299
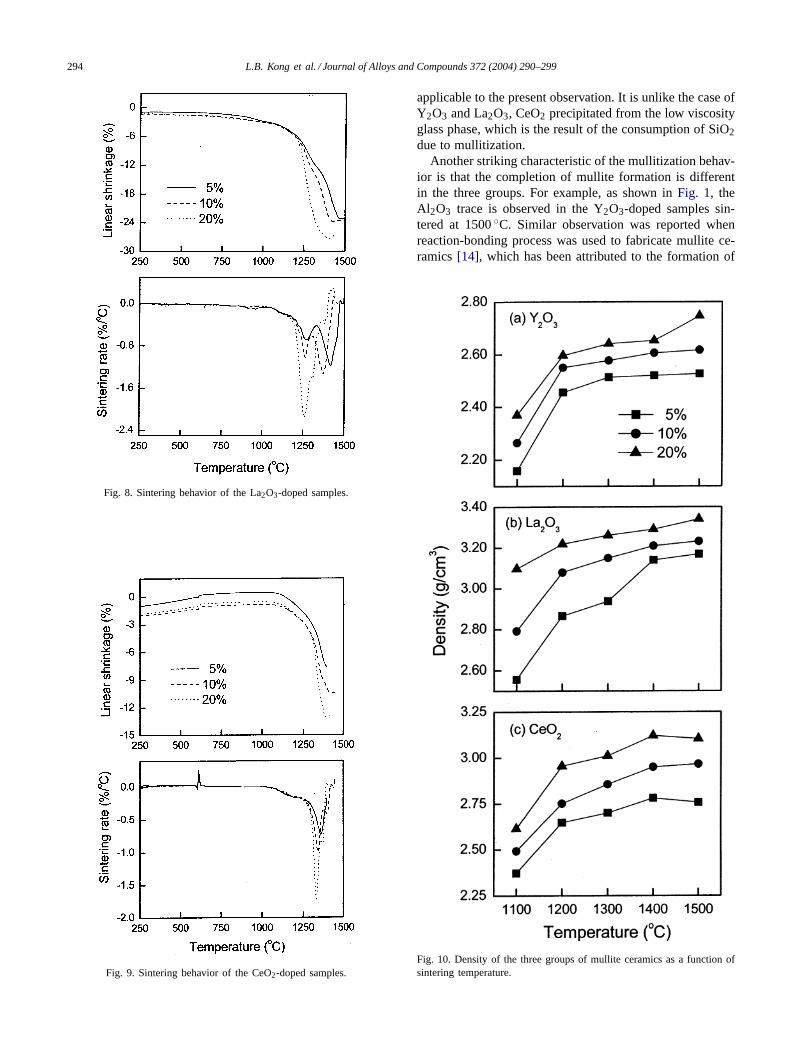
Fig. 8. Sintering behavior of the La2O3-doped samples.
Fig. 9. Sintering behavior of the CeO2-doped samples.
applicable to the present observation. It is unlike the case ofY2O3 and La2O3, CeO2 precipitated from the low viscosityglass phase, which is the result of the consumption of SiO2due to mullitization.
Another striking characteristic of the mullitization behav-ior is that the completion of mullite formation is differentin the three groups. For example, as shown inFig. 1, theAl2O3 trace is observed in the Y2O3-doped samples sin-tered at 1500◦C. Similar observation was reported whenreaction-bonding process was used to fabricate mullite ce-ramics[14], which has been attributed to the formation of
Fig. 10. Density of the three groups of mullite ceramics as a function ofsintering temperature.
L.B. Kong et al. / Journal of Alloys and Compounds 372 (2004) 290–299 295
yttrium silicate compound, consuming the SiO2 componentand leaving the Al2O3 unreacted. But it is difficult to ex-plain the XRD patterns of the La2O3-doped samples withthis interpretation, since no compound is detected. A pos-sible explanation may be made also from the mullitizationmechanism point of view. Since the mullite grain growthproceeded preferentially through the siliceous phase, Al2O3particles were often engulfed by the growing mullite grains.Reaction of these Al2O3 particles with silica required diffu-sion of the Al2O3 particles through mullite grains, and there-fore, occurred at higher temperatures (usually∼1600◦C)[11]. That is, mullite is formed initially by nucleation andgrowth within the siliceous liquid phase at lower tempera-tures, while chemical interdiffusion within the mullite grainswas required to complete the mullitization reaction at highertemperatures. Another possible explanation for this obser-vation is that La2O3 was concentrated in the SiO2-rich glassphase in the La2O3–Al2O3–SiO2 ternary system. The forma-tion of the glass phase would consume SiO2, leaving residualAl2O3 in the samples. Much less Al2O3 in the CeO2-samplescould be an indication of much more effective initial mulli-tization behavior, which was well described in[22].
3.2. Densification behavior
Densification behaviors of the doped samples are demon-strated in Figs. 7–9. It is noticed that the Y2O3- andCeO2-doped groups demonstrate a similar densification be-havior, characterized by a slight expansion during heatingprocess prior to the advent of a significant densification.The densification rates of these two groups maximize at
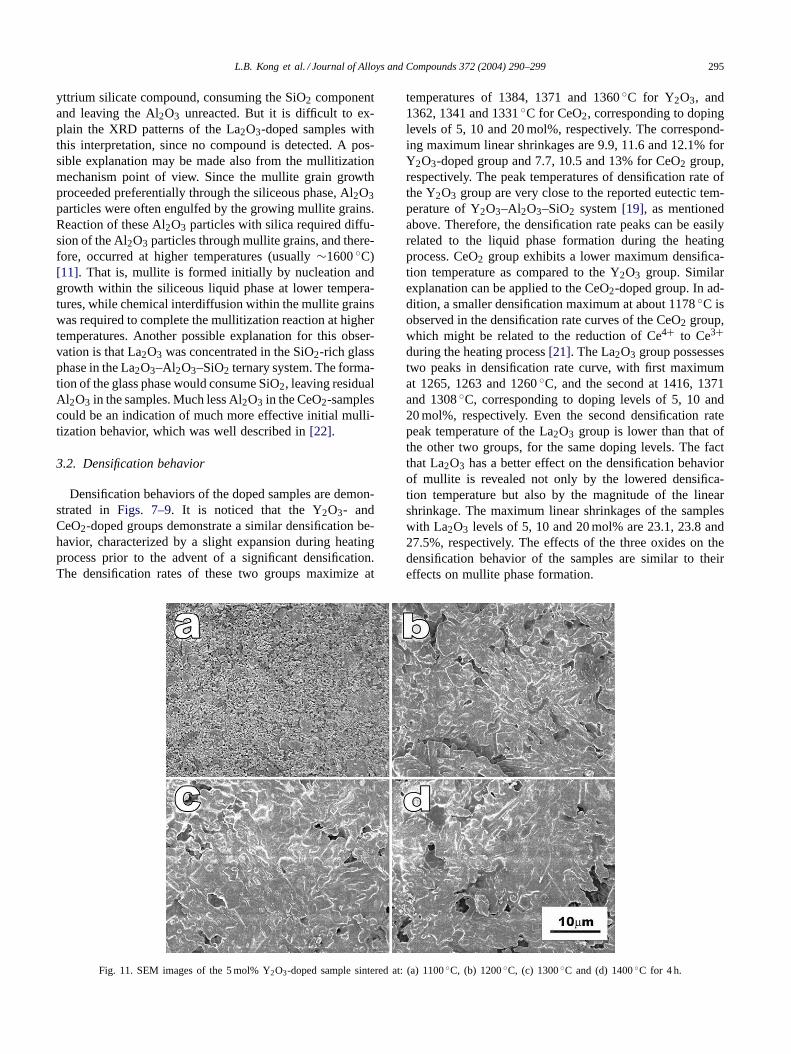
Fig. 11. SEM images of the 5 mol% Y2O3-doped sample sintered at: (a) 1100◦C, (b) 1200◦C, (c) 1300◦C and (d) 1400◦C for 4 h.
temperatures of 1384, 1371 and 1360◦C for Y2O3, and1362, 1341 and 1331◦C for CeO2, corresponding to dopinglevels of 5, 10 and 20 mol%, respectively. The correspond-ing maximum linear shrinkages are 9.9, 11.6 and 12.1% forY2O3-doped group and 7.7, 10.5 and 13% for CeO2 group,respectively. The peak temperatures of densification rate ofthe Y2O3 group are very close to the reported eutectic tem-perature of Y2O3–Al2O3–SiO2 system[19], as mentionedabove. Therefore, the densification rate peaks can be easilyrelated to the liquid phase formation during the heatingprocess. CeO2 group exhibits a lower maximum densifica-tion temperature as compared to the Y2O3 group. Similarexplanation can be applied to the CeO2-doped group. In ad-dition, a smaller densification maximum at about 1178◦C isobserved in the densification rate curves of the CeO2 group,which might be related to the reduction of Ce4+ to Ce3+during the heating process[21]. The La2O3 group possessestwo peaks in densification rate curve, with first maximumat 1265, 1263 and 1260◦C, and the second at 1416, 1371and 1308◦C, corresponding to doping levels of 5, 10 and20 mol%, respectively. Even the second densification ratepeak temperature of the La2O3 group is lower than that ofthe other two groups, for the same doping levels. The factthat La2O3 has a better effect on the densification behaviorof mullite is revealed not only by the lowered densifica-tion temperature but also by the magnitude of the linearshrinkage. The maximum linear shrinkages of the sampleswith La2O3 levels of 5, 10 and 20 mol% are 23.1, 23.8 and27.5%, respectively. The effects of the three oxides on thedensification behavior of the samples are similar to theireffects on mullite phase formation.
296 L.B. Kong et al. / Journal of Alloys and Compounds 372 (2004) 290–299
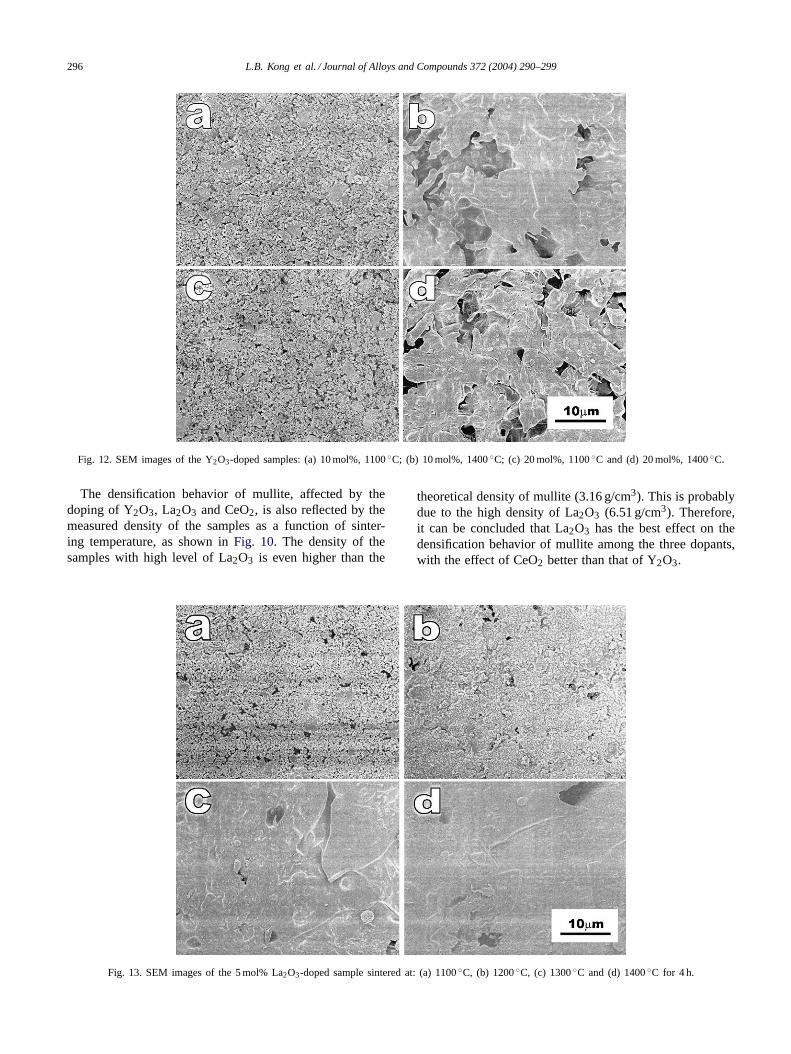
Fig. 12. SEM images of the Y2O3-doped samples: (a) 10 mol%, 1100◦C; (b) 10 mol%, 1400◦C; (c) 20 mol%, 1100◦C and (d) 20 mol%, 1400◦C.
The densification behavior of mullite, affected by thedoping of Y2O3, La2O3 and CeO2, is also reflected by themeasured density of the samples as a function of sinter-ing temperature, as shown inFig. 10. The density of thesamples with high level of La2O3 is even higher than the
Fig. 13. SEM images of the 5 mol% La2O3-doped sample sintered at: (a) 1100◦C, (b) 1200◦C, (c) 1300◦C and (d) 1400◦C for 4 h.
theoretical density of mullite (3.16 g/cm3). This is probablydue to the high density of La2O3 (6.51 g/cm3). Therefore,it can be concluded that La2O3 has the best effect on thedensification behavior of mullite among the three dopants,with the effect of CeO2 better than that of Y2O3.
L.B. Kong et al. / Journal of Alloys and Compounds 372 (2004) 290–299 297
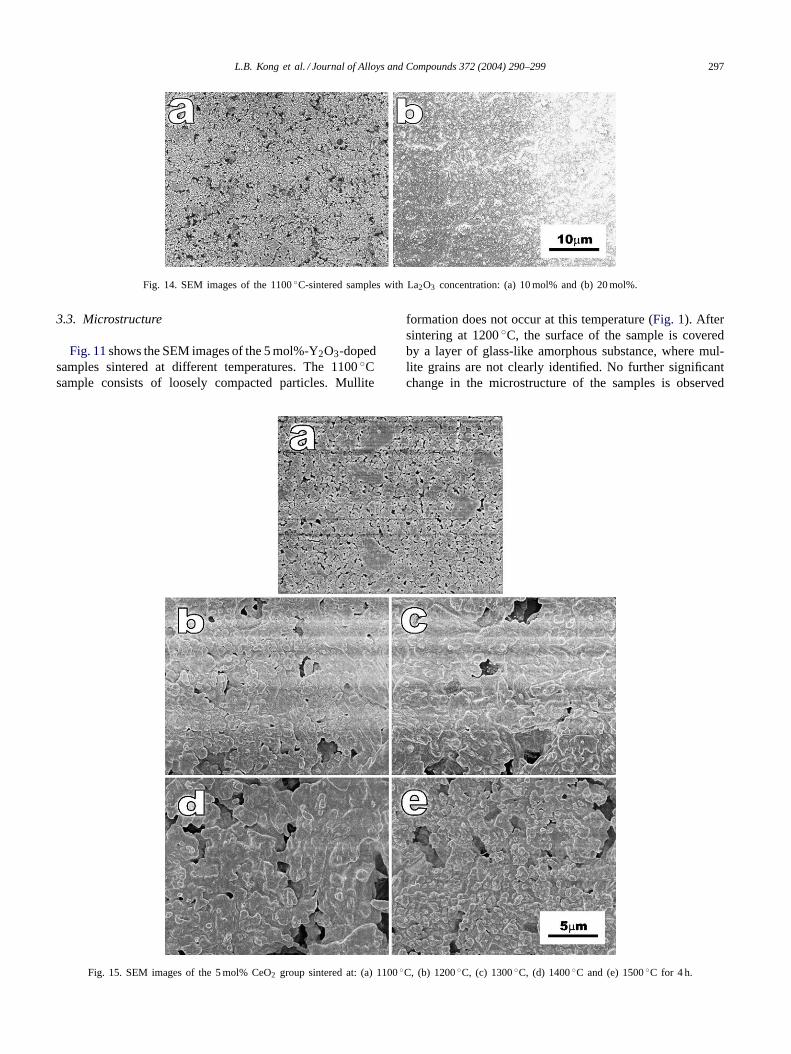
Fig. 14. SEM images of the 1100◦C-sintered samples with La2O3 concentration: (a) 10 mol% and (b) 20 mol%.
3.3. Microstructure
Fig. 11shows the SEM images of the 5 mol%-Y2O3-dopedsamples sintered at different temperatures. The 1100◦Csample consists of loosely compacted particles. Mullite
Fig. 15. SEM images of the 5 mol% CeO2 group sintered at: (a) 1100◦C, (b) 1200◦C, (c) 1300◦C, (d) 1400◦C and (e) 1500◦C for 4 h.
formation does not occur at this temperature (Fig. 1). Aftersintering at 1200◦C, the surface of the sample is coveredby a layer of glass-like amorphous substance, where mul-lite grains are not clearly identified. No further significantchange in the microstructure of the samples is observed
298 L.B. Kong et al. / Journal of Alloys and Compounds 372 (2004) 290–299
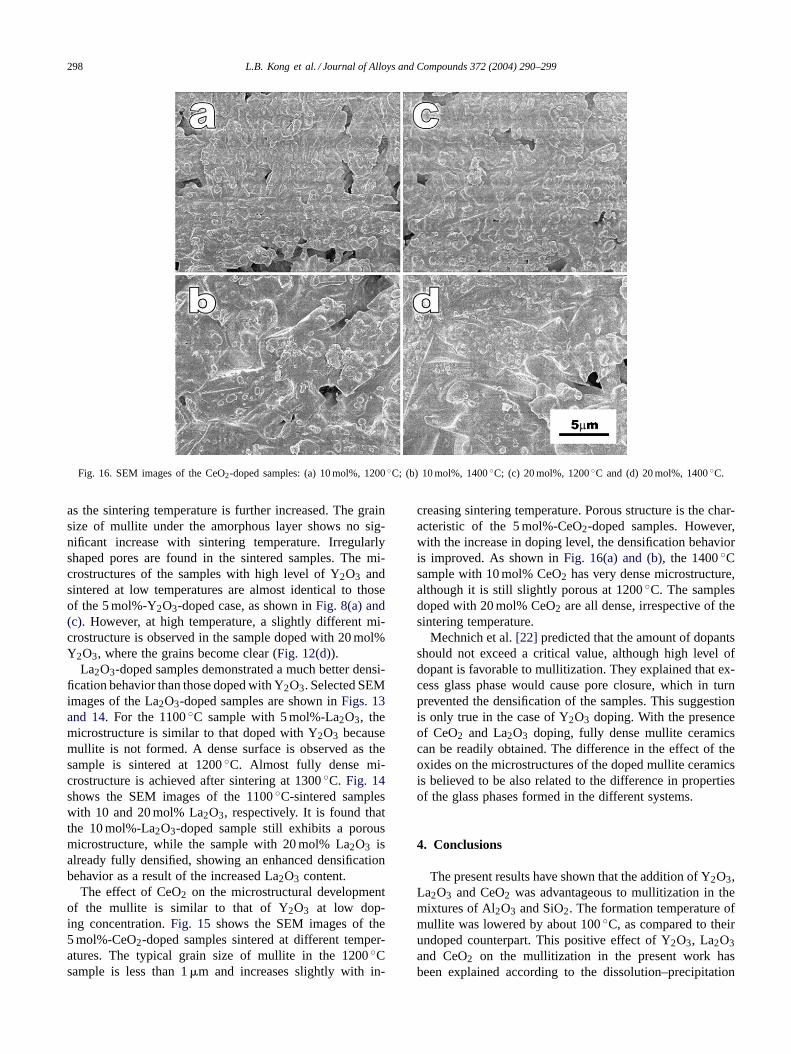
Fig. 16. SEM images of the CeO2-doped samples: (a) 10 mol%, 1200◦C; (b) 10 mol%, 1400◦C; (c) 20 mol%, 1200◦C and (d) 20 mol%, 1400◦C.
as the sintering temperature is further increased. The grainsize of mullite under the amorphous layer shows no sig-nificant increase with sintering temperature. Irregularlyshaped pores are found in the sintered samples. The mi-crostructures of the samples with high level of Y2O3 andsintered at low temperatures are almost identical to thoseof the 5 mol%-Y2O3-doped case, as shown inFig. 8(a) and(c). However, at high temperature, a slightly different mi-crostructure is observed in the sample doped with 20 mol%Y2O3, where the grains become clear (Fig. 12(d)).
La2O3-doped samples demonstrated a much better densi-fication behavior than those doped with Y2O3. Selected SEMimages of the La2O3-doped samples are shown inFigs. 13and 14. For the 1100◦C sample with 5 mol%-La2O3, themicrostructure is similar to that doped with Y2O3 becausemullite is not formed. A dense surface is observed as thesample is sintered at 1200◦C. Almost fully dense mi-crostructure is achieved after sintering at 1300◦C. Fig. 14shows the SEM images of the 1100◦C-sintered sampleswith 10 and 20 mol% La2O3, respectively. It is found thatthe 10 mol%-La2O3-doped sample still exhibits a porousmicrostructure, while the sample with 20 mol% La2O3 isalready fully densified, showing an enhanced densificationbehavior as a result of the increased La2O3 content.
The effect of CeO2 on the microstructural developmentof the mullite is similar to that of Y2O3 at low dop-ing concentration.Fig. 15 shows the SEM images of the5 mol%-CeO2-doped samples sintered at different temper-atures. The typical grain size of mullite in the 1200◦Csample is less than 1�m and increases slightly with in-
creasing sintering temperature. Porous structure is the char-acteristic of the 5 mol%-CeO2-doped samples. However,with the increase in doping level, the densification behavioris improved. As shown inFig. 16(a) and (b), the 1400◦Csample with 10 mol% CeO2 has very dense microstructure,although it is still slightly porous at 1200◦C. The samplesdoped with 20 mol% CeO2 are all dense, irrespective of thesintering temperature.
Mechnich et al.[22] predicted that the amount of dopantsshould not exceed a critical value, although high level ofdopant is favorable to mullitization. They explained that ex-cess glass phase would cause pore closure, which in turnprevented the densification of the samples. This suggestionis only true in the case of Y2O3 doping. With the presenceof CeO2 and La2O3 doping, fully dense mullite ceramicscan be readily obtained. The difference in the effect of theoxides on the microstructures of the doped mullite ceramicsis believed to be also related to the difference in propertiesof the glass phases formed in the different systems.
4. Conclusions
The present results have shown that the addition of Y2O3,La2O3 and CeO2 was advantageous to mullitization in themixtures of Al2O3 and SiO2. The formation temperature ofmullite was lowered by about 100◦C, as compared to theirundoped counterpart. This positive effect of Y2O3, La2O3and CeO2 on the mullitization in the present work hasbeen explained according to the dissolution–precipitation

L.B. Kong et al. / Journal of Alloys and Compounds 372 (2004) 290–299 299
mechanism. The formation of low-viscosity liquid phasewas considered to be the main contributor to the improvedmullitization behavior.
In the case of Y2O3, Y2Si2O7 compound with triclinicstructure at low temperature and monoclinic structure athigh temperature was observed, while no La2O3 or La2O3related phase was detected by the XRD measurementin the samples doped with La2O3. CeO2 was still pre-sented in the final product. La2O3 containing SiO2-richglass phase was probably formed during high tempera-ture sintering and remained after cooling. La2O3 showed amuch better effect on mullite densification than Y2O3 andCeO2.
The Y2O3 samples were quite porous and the poros-ity increased slightly with increasing doping level. Simi-lar porous microstructure was observed in the CeO2-dopedsamples with lower CeO2 concentrations (5 mol%), whilealmost fully dense ceramics were achieved in the case of 10and 20 mol% CeO2 addition. La2O3 doping resulted in fullydense mullite ceramics.
References
[1] K.S. Mazdiyasni, L.M. Brown, J. Am. Ceram. Soc. 55 (12) (1972)548–552.
[2] B.L. Metcalfe, J.H. Sant, Trans. J. Br. Ceram. Soc. 74 (7) (1975)193–201.
[3] T.I. Ma, K.S. Mazdiyasni, J. Am. Ceram. Soc. 66 (11) (1983) 699–703.
[4] S. Kanzaki, H. Tabata, T. Kumazawa, S. Ohta, J. Am. Ceram. Soc.68 (1) (1985) C6–C7.
[5] T. Ban, S. Hayashi, A. Yasumori, K. Okada, J. Eur. Ceram. Soc. 16(1996) 127–132.
[6] M. Imose, Y. Takano, M. Yoshinaka, K. Hirota, O. Yamaguchi, J.Am. Ceram. Soc. 81 (6) (1998) 1537–1540.
[7] R. Baranwal, M.P. Villar, R. Garcia, R.M. Laine, J. Am. Ceram.Soc. 84 (5) 951–961.
[8] B.E. Yoldas, D.P. Partlow, J. Mater. Sci. 23 (5) (1988) 1895–1900.[9] D.W. Hoffman, R. Roy, S. Komarneni, J. Am. Ceram. Soc. 67 (7)
(1984) 468–471.[10] M.J. Hyatt, N.P. Bansal, J. Mater. Sci. 25 (1990) 2815–2821.[11] M.D. Sacks, K. Wang, G.W. Scheiffele, N. Bozkurt, J. Am. Ceram.
Soc. 80 (3) (1997) 663–672.[12] S.H. Hong, W. Cermignani, G.L. Messing, J. Eur. Ceram. Soc. 16
(1996) 133–141.[13] S.H. Hong, G.L. Messing, J. Am. Ceram. Soc. 81 (5) (1998) 1269–
1277.[14] J. She, P. Mechnich, M. Schmücker, H. Schneider, J. Eur. Ceram.
Soc. 22 (2002) 323–328.[15] D. Mazza, S. Ronchetti, Mater. Res. Bull. 34 (9) (1999) 1375–1382.[16] L.B. Kong, J. Ma, F. Boey, unpublished works.[17] J. Huling, G.L. Messing, J. Am. Ceram. Soc. 72 (9) (1989) 1725–
1729.[18] M. Bartsch, B. Saruhan, M. Schmücker, H. Schneider, J. Am. Ceram.
Soc. 82 (6) (1999) 1388–1392.[19] U. Kolitsch, H.J. Seifert, T. Ludwig, F. Aldinger, J. Mater. Res.
14 (2) (1999) 447–455.[20] I. Regiani, W.L.E. Magalhães, D.P.F. de Souza, C.O. Paiva-Santos,
M.F. de Souza, J. Am. Ceram. Soc. 85 (1) (2002) 232–238.[21] P. Mechnich, H. Schneider, M. Schmücker, B. Saruhan, J. Am.
Ceram. Soc. 81 (7) (1998) 1931–1937.[22] P. Mechnich, M. Schmücker, H. Schneider, J. Am. Ceram. Soc. 82 (9)
(1999) 2517–2522.[23] Z.M. Shi, K.M. Liang, S.R. Gu, Mater. Lett. 51 (2001) 68–72.







![Role of Y[sub 2]O[sub 3], CaO, MgO additives on structural and microstructural behavior of zirconia/mullite aggregates](https://img.dokumen.tips/doc/110x75/6323b116078ed8e56c0afb47/role-of-ysub-2osub-3-cao-mgo-additives-on-structural-and-microstructural-behavior.jpg)





















![New dimanganese(III) complexes of pentadentate (N 2O 3) Schiff base ligands with the [Mn 2(μ-OAc)(μ-OR) 2] 3+ core: Synthesis, characterization and mechanistic studies of H 2O 2](https://img.dokumen.tips/doc/110x75/6317b438bc8291e22e0e60f5/new-dimanganeseiii-complexes-of-pentadentate-n-2o-3-schiff-base-ligands-with.jpg)