Embed Size (px)
Citation preview

1
UNIVERSIDADE FEDERAL DO PARANÁ
SETOR DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
ANDRÉ VINICIUS HAIDUK
BRUNO CIOATO POLIDORO
CARLO FURLANETTO FERRARI
THIAGO DALGALO DE QUADROS
PRODUÇÃO DE ÁCIDO METACRÍLICO
CURITIBA
2014
2
ANDRÉ VINICIUS HAIDUK
BRUNO CIOATO POLIDORO
CARLO FURLANETTO FERARRI
THIAGO DALGALO DE QUADROS
PRODUÇÃO DE ÁCIDO METACRÍLICO
CURITIBA
2014
Trabalho apresentado como requisito parcial para
aprovação da disciplina TQ156 – Projetos de Indústria
Química II, do curso de graduação em Engenharia
Química, Setor de Tecnologia da Universidade Federal do
Paraná.
Orientadora: Profa. Dra. Margarete Casagrande Lass Erbe
3
LISTA DE FIGURAS
FIGURA 1 - FÓRMULA ESTRUTURAL DO MAA ......................................................... 20
FIGURA 2 - DEMANDA MUNDIAL DE ÁCIDO METACRÍLICO (KTON/ANO) .............. 22
FIGURA 3 - PRODUÇÃO DE ÁCIDO METACRÍLICO PELA DISTRIBUIÇÃO
GEOGRÁFICA .............................................................................................................. 23
FIGURA 4 - IMPORTAÇÃO DE ÁCIDO METACRÍLICO E SEUS DERIVADOS ........... 24
FIGURA 5 - UNIDADE DE DESIDROGENAÇÃO DE ISOBUTANO OLEFLEX ............ 32
FIGURA 6 - LOCALIZAÇÃO DA CIDADE DE ITABORAÍ - RJ ...................................... 34
FIGURA 7 - POSICIONAMENTO ESTRATÉGICO DA CIDADE DE ITABORAÍ - RJ.... 35
FIGURA 8 - LOCALIZAÇÃO DA CIDADE DE ITABORAÍ COM RELAÇÃO À COMPERJ
...................................................................................................................................... 35
FIGURA 9 - POSSÍVEL LOCALIZAÇÃO DA PLANTA .................................................. 36
FIGURA 10 - DIAGRAMA DE BLOCOS DO PROCESSO ............................................ 38
FIGURA 11 - ESQUEMA DO REATOR OLEFLEX ....................................................... 45
FIGURA 12 - VISTA SUPERIOR DO REATOR OLEFLEX ........................................... 46
FIGURA 13 - CONVERSÃO EM FUNÇÃO DA MASSA DE CATALISADOR PARA
PRESSÃO DE 2,4BAR .................................................................................................. 54
FIGURA 14 - VARIAÇÃO DA TEMPERATURA DOS REATORES EM FUNÇÃO DA
MASSA DE CATALISADOR ......................................................................................... 54
FIGURA 15 - CONVERSÃO EM FUNÇÃO DA MASSA DE CATALISADOR PARA
P=2,4BAR E P=3,5BAR ................................................................................................ 55
FIGURA 16 - VARIAÇÃO DA TEMPERATURA EM FUNÇÃO DA MASSA DE
CATALISADOR PARA P=2,4BAR E P=3,5BAR ........................................................... 56
FIGURA 17 - VARIAÇÃO DA CONVERSÃO COM A MASSA DE CATALISADOR EM
KG ................................................................................................................................. 72
FIGURA 18- RELAÇÕES ENTRE MASSA DE VAPOR E MASSA DE LÍQUIDO DO
DOWTHERM A ............................................................................................................. 81
FIGURA 19 - CURVA DA PRESSÃO DE VAPOR PARA O DOWTHERM A ................ 82
FIGURA 20 - CONVERSÃO DO ISOBUTENO EM FUNÇÃO DA ALTURA DOS
REATORES .................................................................................................................. 83
4
FIGURA 21 - PERDA DE CARGA EM FUNÇÃO DA ALTURA DO REATOR ............... 83
FIGURA 22 - VARIAÇÃO DA TEMPERATURA NO INTERIOR DO TUBO EM FUNÇÃO
DA ALTURA DO REATOR ............................................................................................ 84
FIGURA 23 - VARIAÇÃO DA CONVERSÃO COM A MASSA DE CATALISADOR EM
KG ................................................................................................................................. 89
FIGURA 24- RELAÇÕES ENTRE MASSA DE VAPOR E MASSA DE LÍQUIDO DO
DOWTHERM A ............................................................................................................. 99
FIGURA 25 - CURVA DA PRESSÃO DE VAPOR PARA O DOWTHERM A ................ 99
FIGURA 26 - PERDA DE CARGA EM FUNÇÃO DA ALTURA DO REATOR ............. 100
FIGURA 27 - VARIAÇÃO DA CONVERSÃO EM FUNÇÃO DA ALTURA DO REATOR
.................................................................................................................................... 101
FIGURA 28 - ESCOLHA DE DISTRIBUIDORES PARA LÍQUIDO - CATÁLOGO
SULZER ...................................................................................................................... 106
FIGURA 29 - GRADE DE SUPORTE PARA RECHEIO MODELO TEB/TSB ............. 107
FIGURA 30 - ELIMINADOR DE NÉVOA ..................................................................... 107
FIGURA 31 - TAMPOS TIPO CÚPULA. (A) HEMISFÉRICO (B) ELIPSOIDAL (C)
TOROESFÉRICO (FONTE: COULSON, 2005) .......................................................... 109
FIGURA 32- FUNDO DA COLUNA (FONTE: CALDAS, 2004) ................................... 114
FIGURA 33 - NÚMERO TEÓRICO DE ESTÁGIOS .................................................... 119
FIGURA 34 - RECUPERAÇÃO DE ÁCIDO METACRÍLICO POR VAZÃO DE ÁGUA 120
FIGURA 35 - RECUPERAÇÃO DE ÁCIDO METACRÍLICO POR TEMPERATURA DE
ALIMENTAÇÃO .......................................................................................................... 120
FIGURA 36 - RECHEIO MELLAPAK 250 Y ................................................................ 124
FIGURA 37- DISTRIBUIDOR DA LAVADORA L-201 ................................................. 129
FIGURA 38 - COLETOR DE LÍQUIDO: VANE COLLECTOR SULZER ...................... 130
FIGURA 39 - GRÁFICO TXY ÁGUA/ÁCIDO METACRÍLICO ..................................... 133
FIGURA 40 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/ACETATO DE
ETILA .......................................................................................................................... 134
FIGURA 41 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/ACETATO DE
BUTILA ........................................................................................................................ 135

5
FIGURA 42 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/ACRILATO DE
ETILA .......................................................................................................................... 136
FIGURA 43 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/N-HEPTANO . 137
FIGURA 44 - GRÁFICO TXY ÁGUA/N-HEPTANO ..................................................... 138
FIGURA 45 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/TOLUENO ..... 139
FIGURA 46 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/ÉTER
DIISOPROPÍLICO ....................................................................................................... 140
FIGURA 47- VAZÃO DE SOLVENTE POR VAZÃO DE ÁGA RETIRADA .................. 142
FIGURA 48 - DIAGRAMA TXY ÁGUA/ÉTER DIISOPROPÍLICO ................................ 143
FIGURA 49 - RECHEIO ESTRUTURADO SULZER SMV PLÁSTICO........................ 146
FIGURA 50 - DISTRIBUIDOR DA EXTRATORA E-301 .............................................. 154
FIGURA 51 - COLETOR DE LÍQUIDO: VANE COLLECTOR SULZER ...................... 155
FIGURA 52 - GRÁFICO PT PARA COMPOSTOS PUROS ........................................ 158
FIGURA 53 - GRÁFICO DA COMPOSIÇÃO AO LONGO DA COLUNA ..................... 161
FIGURA 54 - PERFIL DE TEMPERATURA AO LONGO DA COLUNA DE
DESTILAÇÃO ............................................................................................................. 162
FIGURA 55 - RECUPERAÇÃO POR NÚMERO DE ESTÁGIOS ................................ 163
FIGURA 56 - RECUPERAÇÃO POR ESTÁGIO DE ALIMENTAÇÃO ......................... 164
FIGURA 57 - RECUPERAÇÃO POR PRESSÃO DE OPERAÇÃO ............................. 164
FIGURA 58 - RECHEIO RASCHING ESCOLHIDO PARA A DESTILADORA D-301 . 165
FIGURA 59 - DISTRIBUIDOR DE CALHAS MODELO VEP/VEPW (FONTE: SULZER
CHEMTECH) ............................................................................................................... 168
FIGURA 60- RECHEIO MELLAPAK 250Y .................................................................. 175
FIGURA 61 - COMPOSIÇÃO AO LONGO DA COLUNA D-401 ................................. 176
FIGURA 62 - PERFIL DE TEMPERATURA DA COLUNA D-401 ............................... 177
FIGURA 63 - DISTRIBUIDOR DE CALHAS MODELO VEP/VEPW (FONTE: SULZER
CHEMTECH) ............................................................................................................... 180
FIGURA 64 - RECHEIO MELLAPAK 250Y ................................................................. 185
FIGURA 65 - COMPOSIÇÃO AO LONGO DA COLUNA ............................................ 186
FIGURA 66 - PERFIL DA TEMPERATURA AO LONGO DA COLUNA ...................... 187
6
FIGURA 67 - DISTRIBUIDOR DE CALHAS MODELO VEP/VEPW (FONTE: SULZER
CHEMTECH) ............................................................................................................... 190
FIGURA 68- TEMPERATURA DE SAÍDA DO GÁS DE COMBUSTÃO NA SEÇÃO DE
RADIAÇÃO ................................................................................................................. 195
FIGURA 69 - QUEIMADOR DO FORNO F-101 .......................................................... 202
FIGURA 70 - LIMITE SUPERIOR E INFERIOR PARA VASO HORIZONTAL ............ 213
FIGURA 71 - LIMITE SUPERIOR E INFERIOR PARA VASO VERTICAL .................. 213
FIGURA 72 - DISTÂNCIAS MÍNIMAS DE LAYOUT.................................................... 233
7
LISTA DE TABELAS
TABELA 1 - PROPRIEDADES FÍSICAS DO ÁCIDO METACRÍLICO ........................... 20
TABELA 2 - ANÁLISE DA RAZÃO PREÇO DO PRODUTO / PREÇO DO REAGENTE
PARA AS ROTAS "CONDENSAÇAO ALDÓLICA" E "ISOBUTENO" ........................... 29
TABELA 3 - PROCESSOS DE DESIDROGENAÇÃO INDUSTRIAIS ........................... 30
TABELA 4 - TOXICIDADE DOS COMPONENTES ENVOLVIDOS NO PROCESSO ... 39
TABELA 5 - FAIXA DE EXPLOSIVIDADE DOS COMPONENTES ENVOLVIDOS NO
PROCESSO .................................................................................................................. 40
TABELA 6 - PROPRIEDADES FÍSICAS DO CATALISADOR DeH-16 ......................... 44
TABELA 7 - PARÂMETROS CINÉTICOS PARA O PROCESSO OLEFLEX DE
DESIDROGENAÇÃO DO ISOBUTANO ........................................................................ 45
TABELA 8 - CONDIÇÃO OPERACIONAL PARA O SISTEMA OLEFLEX .................... 46
TABELA 9 - ENTALPIA DE REAÇÃO PARA AS REAÇÕES ENVOLVIDAS NOS
REATORES DE DESIDROGENAÇÃO DO ISOBUTANO ............................................. 47
TABELA 10 - ENTALPIA DE FORMAÇÃO PADRÃO E ENERGIA LIVRE DE GIBBS
PADRÃO PARA OS COMPONENTES ENVOLVIDOS NA REAÇÃO ........................... 47
TABELA 11 - CONDIÇÃO DE OPERAÇÃO PARA OS REATORES OLEFLEX ........... 57
TABELA 12 - RENDIMENTO DE CADA REAÇÃO PARA OS REATORES R-101, R-102
E R-103 ......................................................................................................................... 57
TABELA 13 - PARÂMETROS NECESSÁRIOS PARA O DIMENSIONAMENTO DO
REATOR ....................................................................................................................... 58
TABELA 14 - DIMENSÕES PARA OS REATORES OLEFLEX .................................... 60
TABELA 15 - DIMENSÕES DOS BOCAIS DE SERVIÇO PARA OS REATORES
OLEFLEX ...................................................................................................................... 61
TABELA 16 - ESPESSURA DA PAREDE PARA OS REATORES OLEFLEX .............. 62
TABELA 17 - SÍNTESE DOS RESULTADOS DO DIMENSIONAMENTO PARA OS
REATORES OLEFLEX ................................................................................................. 63
TABELA 18 - DADOS FÍSICOS DO CATALISADOR .................................................... 65
TABELA 19 - CONVERSÃO, SELETIVIDADE E RENDIMENTO PARA AS REAÇÕES
ENVOLVIDAS NA OXIDAÇÃO DO ISOBUTENO À METACROLÉINA......................... 65

8
TABELA 20 - ENTALPIAS DE REAÇÃO PARA AS REAÇÕES ENVOLVIDAS NA
OXIDAÇÃO DO ISOBUTENO À METACROLEÍNA ...................................................... 66
TABELA 21 - CONDIÇÕES OPERACIONAIS PARA O REATOR ................................ 67
TABELA 22 - PARÂMETROS CINÉTICOS PARA A RESOLUÇÃO DA CINÉTICA DO
REATOR ....................................................................................................................... 68
TABELA 23 - DIMENSÕES DO REATOR DE OXIDAÇÃO DO ISOBUTENO À
METACROLEÍNA .......................................................................................................... 75
TABELA 24 - DIMENSÕES DOS REATORES DE OXIDAÇÃO R-201 E R-202a.......... 75
TABELA 25 - CARACTERÍSTICAS CONSTRUTIVAS DOS REATORES R-201 E R-202
...................................................................................................................................... 76
TABELA 26 - ESPESSURA DA PAREDE PARA OS REATORES R-201 E R105 ........ 78
TABELA 27 - DIMENSÕES DOS REATORES R-201 E R-202 ..................................... 85
TABELA 28 - CONVERSÕES E SELETIVIDADES PARA AS REAÇÕES ENVOLVIDAS
NO REATOR DE OXIDAÇÃO DA METACROLEÍNA À ÁCIDO METACRÍLICO ........... 86
TABELA 29 - CONDIÇÃO OPERACIONAL PARA O REATOR DE OXIDAÇÃO DA
METACROLEÍNA À ÁCIDO METACRÍLICO ................................................................. 86
TABELA 30 - ENTALPIAS DE REAÇÃO PARA AS REAÇÕES ENVOLVIDAS NA
UNIDADE DE OXIDAÇÃO DA MAETACROLEÍNA À ÁCIDO METACRÍLICO À
TEMPERATURA DE REFERÊNCIA DE 290C .............................................................. 86
TABELA 31 - DIMENSÕES DO REATOR DE OXIDAÇÃO DO ISOBUTENO À
METACROLEÍNA .......................................................................................................... 92
TABELA 32 - DIMENSÕES DOS REATORES DE OXIDAÇÃO R-201 E R-202a.......... 92
TABELA 33 - CARACTERÍSTICAS CONSTRUTIVAS DOS REATORES R-201 E R-202
...................................................................................................................................... 93
TABELA 34 - ESPESSURA DA PAREDE PARA OS REATORES R-203, R-204 e R-205
...................................................................................................................................... 95
TABELA 35 - DIMENSÕES DOS REATORES R-201 E R-202 ................................... 102
TABELA 36 - FATOR DE TENSÃO............................................................................. 110
TABELA 37 - TEMPO DE CONTROLE EM FUNÇÃO DO DESTINO DO PRODUTO 115
TABELA 38 - ESPESSURA DE PAREDE DE VASO DE PRESSÃO ATMOSFÉRICA116
TABELA 39 - TENSÃO ADMISSÍVEL ......................................................................... 117

9
TABELA 40 - FATOR DE FLUXO DA L-201 ............................................................... 121
TABELA 41 - RECHEIOS ............................................................................................ 122
TABELA 42 - DIMENSIONAMENTO DA L-201 ........................................................... 123
TABELA 43 - RESULTADOS DO RECHEIO .............................................................. 125
TABELA 44 - RESUMO DAS ESPESSURAS DOS TAMPOS .................................... 132
TABELA 45 - VAZÃO DE SOLVENTE POR RETIRADA DE ÁGUA ........................... 141
TABELA 46- RESULTADOS COLUNA DE EXTRAÇÃO E-201 .................................. 144
TABELA 47 - LISTA DE VARIÁVEIS - ROTINA DE CÁLCULO DIMENSIONAMENTO
COLUNA EXTRAÇÃO LÍQUIDO-LÍQUIDO ................................................................. 149
TABELA 48 - RESUMO DAS ESPESSURAS DOS TAMPOS .................................... 157
TABELA 49 - RESULTADOS SHORTCUT ................................................................. 160
TABELA 50 - POSSÍVEIS DESTILADORAS ............................................................... 161
TABELA 51 - RESULTADOS PARA DIFERENTES RECHEIOS ................................ 162
TABELA 52 - POSSÍVEIS NÚMEROS DE ESTÁGIOS, ESTÁGIO DE ALIMENTAÇÃO E
PRESSÃO DE OPERAÇÃO ........................................................................................ 163
TABELA 53 - RESUMO DAS ESPESSURAS DOS TAMPOS .................................... 169
TABELA 54 - RESULTADOS OBTIDOS PARA SHORTCUT ..................................... 171
TABELA 55 - POSSÍVEIS CONDIÇÕES DE OPERAÇÃO PARA A COLUNA DE
DESTILAÇÃO D-401 ................................................................................................... 172
TABELA 56 - POSSÍVEIS PRESSÕES DE OPERAÇÃO DA DESTILADORA D-401 172
TABELA 57 - HIDRÁULICA DA COLUNA D-401 ........................................................ 174
TABELA 58 - RESULTADO DA SIMULAÇÃO PARA DIFERENTES RECHEIOS PARA
A COLUNA DE DESTILAÇÃO D-401 .......................................................................... 175
TABELA 59 - POSSÍVEIS CONFIGURAÇÕES E PRESSÃO DE OPERAÇÃO DA
COLUNA DESTILADORA D-401 ................................................................................ 176
TABELA 60 - RESUMO DAS ESPESSURAS DOS TAMPOS .................................... 181
TABELA 61 - RESULTADOS PARA SHORTCUT ...................................................... 183
TABELA 62 - HIDRÁULICA DA COLUNA D-402 ........................................................ 184
TABELA 63 - POSSÍVEIS RECHEIOS PARA A COLUNA D-402 ............................... 185
TABELA 64 - POSSÍVEIS CONFIGURAÇÕES PARA A COLUNA DESTILADORA D-
402 .............................................................................................................................. 186
10
TABELA 65- RESUMO DAS ESPESSURAS DOS TAMPOS ..................................... 191
TABELA 66 - DADOS PARA O DIMENSIONAMENTO DO FORNO .......................... 193
TABELA 67 - DIMENSÕES DO FORNO ..................................................................... 198
TABELA 68 - DIMENSÕES DE FORNOS PROPOSTAS POR KERN, 1999 .............. 198
TABELA 69 - PERDA DE CARGA NO FORNO F-101 ................................................ 201
TABELA 70 - LISTA DOS TROCADORES DE CALOR DO PROCESSO ................... 203
TABELA 71 - TEMPO DE RESIDÊNCIA EM VASOS (PETROBRAS, 2004) .............. 212
TABELA 72 - ESPESSURAS ...................................................................................... 214
TABELA 73 - LISTA DE VASOS DA PLANTA ............................................................ 215
TABELA 74 - BOCAIS DE VISITA OU BOCAIS DE INSPEÇÃO ................................ 216
TABELA 75 - DIÂMETRO E COMPRIMENTO DOS VASOS ...................................... 216
TABELA 76 - PARÂMETROS PARA LANÇAMENTO DE EFLUENTES ..................... 218
TABELA 77 - DIMENSIONAMENTO DO TANQUE DE EQUALIZAÇÃO .................... 220
TABELA 78 - DIMENSIONAMENTO DO TANQUE DE NEUTRALIZAÇÃO ................ 222
TABELA 79 - DIMENSIONAMETNO DO TANQUE DE AERAÇÃO ............................ 224
TABELA 80 - NECESSIDADE DE OXIGÊNIO NO TANQUE DE AERAÇÃO ............. 225
TABELA 81 - NECESSIDADE DE AR NO TANQUE DE AERAÇÃO .......................... 226
TABELA 82 - QUANTIDADE DE NUTRIENTES ......................................................... 227
TABELA 83 - DIMENSIONAMENTO DO DECANTADOR DE LODO ......................... 229
TABELA 84 - EXCESSO DE LODO ............................................................................ 230
TABELA 85 - VOLUME DE LODO .............................................................................. 230
TABELA 86 - DIMENSIONAMENTO DO TANQUE DE LODO ................................... 231
11
SUMARIO
1 OBJETIVO ................................................................................................................. 19
1.1 OBJETIVO GERAL .............................................................................................. 19
1.2 OBJETIVOS ESPECÍFICOS ............................................................................... 19
2 INTRODUÇÃO ........................................................................................................... 20
2.1 CARACTERÍSTICAS DO COMPOSTO ............................................................... 20
2.2 APLICAÇÕES E COMERCIALIZAÇÃO DO ACIDO ACRILICO .......................... 21
2.2.1 Derivados e Aplicações ................................................................................. 21
2.2.2 Mercado do Ácido Metacrílico e Produção .................................................... 22
3 ROTAS PARA PRODUÇÃO DE ÁCIDO METACRÍLICO ........................................... 25
3.1 ACETONA CIANIDRINA (ACH) ........................................................................... 25
3.2 ETILENO ............................................................................................................. 25
3.3 BIOLÓGICA ......................................................................................................... 26
3.4 CONDENSAÇÃO ALDÓLICA DO ÁCIDO PROPIÔNICO COM FORMALDEÍDO 26
3.5 ISOBUTANO........................................................................................................ 27
3.6 ISOBUTENO........................................................................................................ 28
3.7 ROTA DE PRODUÇÃO ADOTADA ..................................................................... 28
3.7.1 Processo de Desidrogenação de Alcanos Oleflex™ ..................................... 31
4 LOCALIZAÇÃO DA PLANTA ..................................................................................... 33
5 O PROCESSO ........................................................................................................... 37
5.1 DIAGRAMA DE BLOCOS .................................................................................... 37
5.2 TOXICIDADE DOS COMPONENTES ENVOLVIDOS ......................................... 39
5.3 FAIXA DE EXPLOSIVIDADE DOS COMPONENTES ......................................... 39
5.4 MODELO TERMODINÂMICO ............................................................................. 40
5.5 UNIDADE DE REAÇÃO ...................................................................................... 41
5.5.1 Desidrogenação do isobutano à isobuteno ................................................... 42
Estudo Cinético ...................................................................................... 43
5.5.1.1.1 Cálculo da conversão de equilíbrio .................................................. 48
12
5.5.1.1.2 Cálculo da massa de catalisador ..................................................... 51
Dimensionamento dos Reatores ............................................................ 57
5.5.1.2.1 Dimensões do reator ........................................................................ 57
5.5.1.2.2 Dimensionamento dos bocais .......................................................... 60
5.5.1.2.3 Cálculo da espessura da parede dos reatores ................................. 61
5.5.1.2.4 Tela de retenção do catalisador ....................................................... 62
5.5.1.2.5 Material de construção ..................................................................... 62
5.5.1.2.6 Bocais de Visita ............................................................................... 62
5.5.1.2.7 Sistema Lock-Hopper ....................................................................... 63
5.5.1.2.8 Síntese dos resultados do dimensionamento .................................. 63
Dimensionamento da Unidade de Regeneração de catalisador ............. 64
5.5.2 Oxidação do isobuteno à metacroleína ......................................................... 64
Estudo Cinético ...................................................................................... 67
5.5.2.1.1 Cálculo da massa de catalisador ..................................................... 69
Análise do escoamento e características do catalisador ........................ 72
Dimensionamento do reator ................................................................... 73
5.5.2.3.1 Cálculo das dimensões do reator ..................................................... 73
5.5.2.3.2 Bocais de serviço dos reatores ........................................................ 76
5.5.2.3.2.1 Bocais de entrada e saída da mistura reacional ..................... 76
5.5.2.3.2.2 Bocal de entrada do DOWTHERM A ...................................... 77
5.5.2.3.2.3 Bocal de saída do DOWTHERM A .......................................... 77
5.5.2.3.3 Cálculo da espessura da parede dos reatores ................................. 77
5.5.2.3.4 Material de construção do reator ..................................................... 78
Obtenção da vazão do fluido de resfriamento DOWTHERM A .............. 79
Análises de conversão no interior do reator ........................................... 82
5.5.3 Oxidação da metacroleína à ácido metacrílico .............................................. 85
Estudo cinético ....................................................................................... 87
5.5.3.1.1 Cálculo da massa de catalisador ..................................................... 87
Análise do escoamento e características do catalisador ........................ 89
Dimensionamento do reator ................................................................... 90
5.5.3.3.1 Cálculo das dimensões do reator ..................................................... 91

13
5.5.3.3.2 Bocais de serviço dos reatores ........................................................ 93
5.5.3.3.2.1 Bocais de entrada e saída da mistura reacional ..................... 93
5.5.3.3.2.2 Bocal de entrada do DOWTHERM A ...................................... 94
5.5.3.3.2.3 Bocal de saída do DOWTHERM A .......................................... 94
5.5.3.3.3 Cálculo da espessura da parede dos reatores ................................. 94
5.5.3.3.3.1 Material de construção do reator ............................................. 96
5.5.3.3.4 Obtenção da vazão do fluido de resfriamento DOWTHERM A ........ 96
Análises de conversão no interior do reator ......................................... 100
5.6 UNIDADE DE SEPARAÇÃO E PURIFICAÇÃO................................................. 102
5.6.1 COLD BOX .................................................................................................. 102
5.6.2 Detalhamento Geral de Vasos de Pressão ................................................. 105
Distribuidor de líquido ........................................................................... 105
Grade de suporte .................................................................................. 106
Eliminador de névoa ............................................................................. 107
Bocal de visita ...................................................................................... 108
Escolha do Tampo ................................................................................ 109
5.6.2.5.1 Tampo hemisférico......................................................................... 110
5.6.2.5.2 Tampo elipsoidal ............................................................................ 111
5.6.2.5.3 Tampo toroesférico ........................................................................ 111
5.6.2.5.4 Altura do tampo .............................................................................. 112
Bocal de saída de vapor ....................................................................... 112
Bocal de entrada de refluxo .................................................................. 113
Bocal de alimentação ........................................................................... 113
Bocal de visita intermediário ................................................................. 113
Bocal de saída do líquido ................................................................... 114
Bocal de retorno do Refervedor .......................................................... 115
Espessura dos Vasos de Pressão ...................................................... 115
5.6.2.12.1 Vasos a Pressão Atmosférica ...................................................... 116
5.6.2.12.2 Vasos a Pressão Positiva ............................................................ 116
5.6.3 Lavagem ..................................................................................................... 118
Análise dos internos ............................................................................. 121

14
Detalhamento da L-201 ........................................................................ 125
5.6.3.2.1 Espessura do Vaso ........................................................................ 125
5.6.3.2.2 Bocal de Entrada Vapor ................................................................. 126
5.6.3.2.3 Bocal de Entrada Líquido ............................................................... 126
5.6.3.2.4 Bocal de Saída do Gás .................................................................. 126
5.6.3.2.5 Bocal de Saída de Líquido ............................................................. 127
5.6.3.2.6 Distribuidor de Vapor ..................................................................... 127
5.6.3.2.7 Distribuidor de líquido .................................................................... 128
5.6.3.2.8 Grade de Suporte........................................................................... 129
5.6.3.2.9 Coletor de líquido ........................................................................... 129
5.6.3.2.10 Eliminador de névoa .................................................................... 130
5.6.3.2.11 Análise da Calota ......................................................................... 130
5.6.3.2.11.1 Tampo Reto ........................................................................ 130
5.6.3.2.11.2 Tampo elipsoidal ................................................................. 131
5.6.3.2.11.3 Tampo toroesférico ............................................................. 131
5.6.3.2.11.4 Análise dos tampos ............................................................. 131
5.6.3.2.11.5 Altura do tampo ................................................................... 132
5.6.3.2.12 Boca de Visita Superior e Inferior................................................. 132
5.6.4 Extração com di-isopropil-éter ..................................................................... 132
Determinação do Equilíbrio Líquido-Líquido – Estágios teóricos de
equilíbrio ........................................................................................................... 143
Dimensionamento da coluna de extração............................................. 145
5.6.4.2.1 Escolha do tipo de coluna .............................................................. 145
5.6.4.2.2 Características do recheio escolhido ............................................. 145
5.6.4.2.3 Cálculo da tensão interfacial .......................................................... 146
Detalhamento da coluna de extração ................................................... 152
5.6.4.3.1 Espessura do Vaso E-201 ............................................................. 152
5.6.4.3.2 Bocal de Entrada Líquidos da Extratora E-201 .............................. 152
5.6.4.3.3 Bocal de Entrada Líquido Solvente ................................................ 153
5.6.4.3.4 Bocal de Saída Líquido Fase Aquosa ............................................ 153
5.6.4.3.5 Bocal de Saída de Líquido Fase Orgânica ..................................... 153
15
5.6.4.3.6 Distribuidor de líquido .................................................................... 153
5.6.4.3.7 Grade de Suporte........................................................................... 154
5.6.4.3.8 Coletor de líquido ........................................................................... 154
5.6.4.3.9 Análise da Calota ........................................................................... 155
5.6.4.3.9.1 Tampo Reto .......................................................................... 155
5.6.4.3.9.2 Tampo elipsoidal ................................................................... 156
5.6.4.3.9.3 Tampo toroesférico ............................................................... 156
5.6.4.3.9.4 Análise dos tampos ............................................................... 156
5.6.4.3.9.5 Altura do tampo ..................................................................... 157
5.6.4.3.10 Boca de Visita Superior e Inferior................................................. 157
5.6.4.3.11 Altura da coluna de líquido no fundo e no topo ............................ 157
5.6.5 Destilação ................................................................................................... 158
Destiladora D-301 ................................................................................. 159
5.6.5.1.1 Dimensionamento .......................................................................... 159
5.6.5.1.1.1 Espessura do Vaso D-301 .................................................... 165
5.6.5.1.1.2 Bocal alimentação ................................................................. 165
5.6.5.1.1.3 Bocal de Saída de Topo do Vapor ........................................ 166
5.6.5.1.1.4 Bocal de entrado do refluxo .................................................. 166
5.6.5.1.1.5 Bocal de Saída de Fundo do Líquido .................................... 166
5.6.5.1.1.6 Bocal de entrado do refluxo refervedor ................................. 167
5.6.5.1.1.7 Distribuidor de Líquidos ......................................................... 167
5.6.5.1.1.8 Grade de suporte .................................................................. 168
5.6.5.1.1.9 Coletor de Líquido ................................................................. 168
5.6.5.1.1.10 Eliminador de névoa............................................................ 168
5.6.5.1.1.11 Análise dos tampos ............................................................. 169
5.6.5.1.1.12 Altura do tampo ................................................................... 169
5.6.5.1.1.13 Boca de Visita Superior e Inferior ........................................ 170
Destiladora D-401 ................................................................................. 170
5.6.5.2.1 Dimensionamento .......................................................................... 170
5.6.5.2.1.1 Espessura do Vaso D-401 .................................................... 177
5.6.5.2.1.2 Bocal alimentação ................................................................. 177
16
5.6.5.2.1.3 Bocal de Saída de Topo do Vapor ........................................ 178
5.6.5.2.1.4 Bocal de entrado do refluxo .................................................. 178
5.6.5.2.1.5 Bocal de Saída de Fundo do Líquido .................................... 178
5.6.5.2.1.6 Bocal de entrado do refluxo .................................................. 179
5.6.5.2.1.7 Distribuidor de Líquidos ......................................................... 179
5.6.5.2.1.8 Grade de suporte .................................................................. 180
5.6.5.2.1.9 Coletor de Líquido ................................................................. 180
5.6.5.2.1.10 Eliminador de névoa............................................................ 180
5.6.5.2.1.11 Análise dos tampos ............................................................. 181
5.6.5.2.1.12 Altura do tampo ................................................................... 181
5.6.5.2.1.13 Boca de Visita Superior e Inferior ........................................ 182
Destiladora D-402 ................................................................................. 182
5.6.5.3.1 Dimensionamento .......................................................................... 182
5.6.5.3.1.1 Espessura do Vaso D-402 .................................................... 187
5.6.5.3.1.2 Bocal alimentação ................................................................. 187
5.6.5.3.1.3 Bocal de Saída de Topo do Vapor ........................................ 188
5.6.5.3.1.4 Bocal de entrado do refluxo .................................................. 188
5.6.5.3.1.5 Bocal de Saída de Fundo do Líquido .................................... 188
5.6.5.3.1.6 Bocal de entrado do refluxo .................................................. 189
5.6.5.3.1.7 Distribuidor de Líquidos ......................................................... 189
5.6.5.3.1.8 Grade de suporte .................................................................. 190
5.6.5.3.1.9 Coletor de Líquido ................................................................. 190
5.6.5.3.1.10 Eliminador de névoa............................................................ 190
5.6.5.3.1.11 Análise dos tampos ............................................................. 191
5.6.5.3.1.12 Altura do tampo ................................................................... 191
5.6.5.3.1.13 Boca de Visita Superior e Inferior ........................................ 191
5.7 FORNOS ........................................................................................................... 192
5.7.1 Dimensionamento ....................................................................................... 192
F-101 .................................................................................................... 192
5.7.1.1.1 Zona Radiante ............................................................................... 193
5.7.1.1.2 Perda de carga no forno ................................................................ 200
17
5.7.1.1.3 Escolha do queimador ................................................................... 201
Demais fornos ...................................................................................... 202
5.8 TROCADORES DE CALOR .............................................................................. 202
5.8.1 Dimensionamento ....................................................................................... 203
Vazão mássica do fluido quente ........................................................... 204
Coeficiente global de transferência de calor ......................................... 205
Cálculo da diferença de temperatura média representativa ................. 205
Cálculo da área, do número de tubos e do diâmetro do casco ............. 206
Cálculo dos coeficientes de transferência de calor por convecção ...... 207
Cálculo das perdas de carga ................................................................ 209
5.9 VASOS DE PRESSÃO ...................................................................................... 211
5.9.1 Espessura ................................................................................................... 214
5.9.2 Bocais dos Vasos ........................................................................................ 214
V 01 ...................................................................................................... 216
V 02 ...................................................................................................... 217
V 03 ...................................................................................................... 217
V 301 .................................................................................................... 217
V 401 .................................................................................................... 217
5.10 TRATAMENTO DE EFLUENTES .................................................................... 218
5.10.1 Tanque de equalização ............................................................................. 219
5.10.2 Tanque de neutralização ........................................................................... 221
5.10.3 Tanque de aeração ................................................................................... 222
Necessidade de Oxigênio ................................................................... 225
Necessidade de Ar ............................................................................. 226
Necessidade de Nutrientes ................................................................. 227
5.10.4 DECANTADOR DE LODO ........................................................................ 228
Excesso de lodo ................................................................................. 229
Volume de lodo ................................................................................... 230
Tanque de Lodo ................................................................................. 231
5.11 LAYOUT .......................................................................................................... 231
5.11.1 Plano diretor .............................................................................................. 231
18
5.11.2 Normas para definição das dimensões de áreas comuns ......................... 232
5.11.3 Layout e Plot Plan ..................................................................................... 232
5.11.4 Pipe Rack .................................................................................................. 232
5.11.5 Distâncias entre equipamentos ................................................................. 233
5.11.6 Elevação dos equipamentos ..................................................................... 234
5.11.7 Dique ......................................................................................................... 234
19
1 OBJETIVO
1.1 OBJETIVO GERAL
Desenvolver o projeto da unidade industrial da empresa Rei do Metacrílico S.A.
para a produção de 80.000 ton/ano de ácido metacrílico, com pureza de 99,5%, utilizando
a rota econômica e ambientalmente adequada para suprir os anseios sociais e de
mercado atuais.
1.2 OBJETIVOS ESPECÍFICOS
Durante o desenvolvimento do projeto, os principais tópicos a serem estudados
e/ou analisados são:
Determinação do fluxograma do processo de produção do produto, incluindo
as áreas de preparo da matéria-prima, reação, separação e purificação;
Definição do fluxograma de engenharia do processo com estratégia de controle
definida;
Cálculo dos balanços de massa e de energia;
Memorial descritivo com as considerações adotadas para todo o processo;
Dimensionamento dos principais equipamentos do processo;
Elaboração das folhas de especificação dos equipamentos;
Elaboração do layout da planta;
Dimensionamento das tubulações, válvulas e bombas;
Determinação do consumo de utilidades do processo;
Definição dos sistemas de tratamento de efluentes e licenciamento ambiental;
Programação de parada e partida da planta;
20
Análise econômica do projeto da planta como um todo.
2 INTRODUÇÃO
2.1 CARACTERÍSTICAS DO COMPOSTO
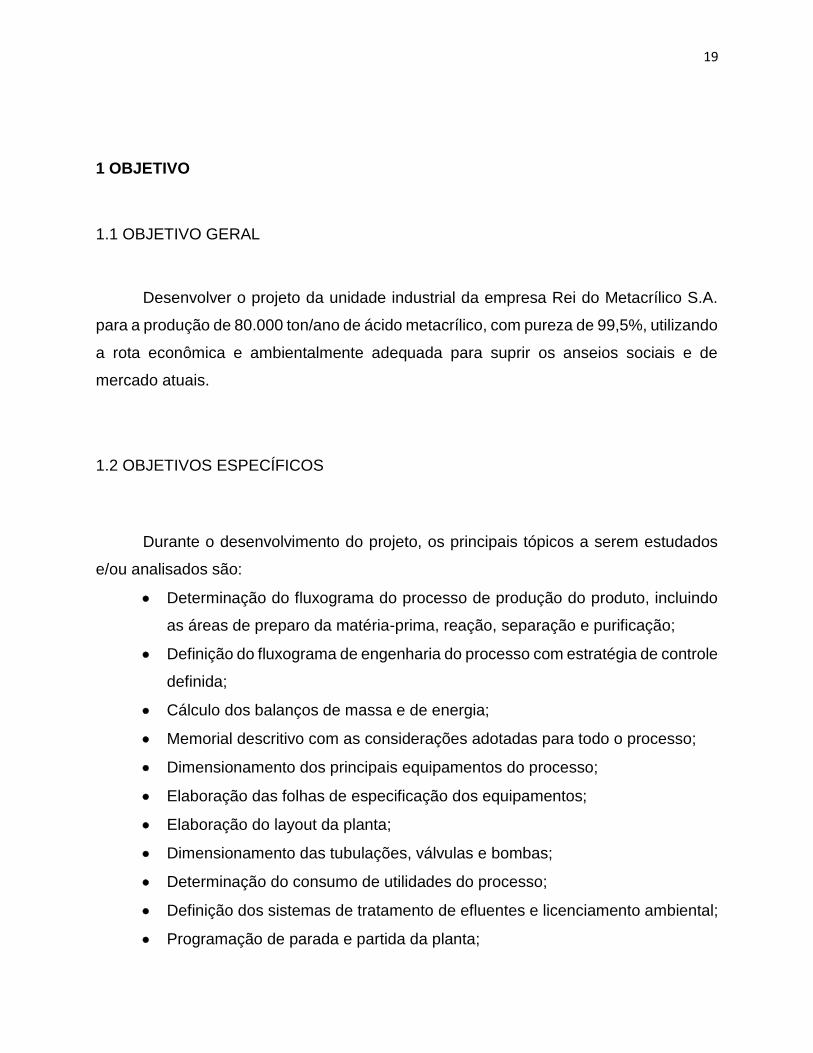
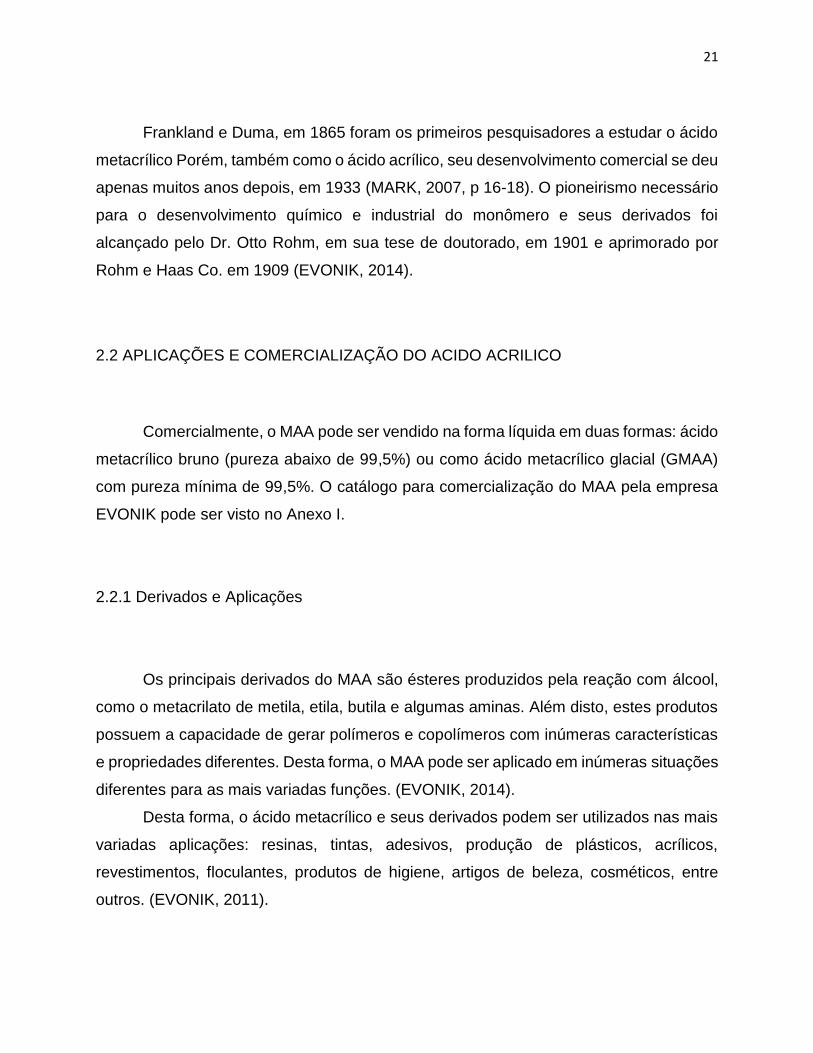
O ácido metacrílico (nomenclatura IUPAC: ácido 2-metil-2-propenoico), também
conhecido como MAA, é um composto orgânico de formula molecular 𝐶4𝐻6𝑂2. Trata-se
de um líquido viscoso e incolor a temperatura ambiente, com fórmula estrutural conforme
apresentado na Figura 1.
FIGURA 1 - FÓRMULA ESTRUTURAL DO MAA FONTE: O AUTOR
Na tabela 1 estão apresentadas as principais características do MAA.
TABELA 1 - PROPRIEDADES FÍSICAS DO ÁCIDO METACRÍLICO
CAS 79-41-4
Fórmula Molecular C4H6O2
Peso Molecular (g/mol) 86,1
Densidade a 20 ºC (g/cm3) 1,015
Ponto de fusão a 1 bar (oC) 14
Ponto de ebulição a 1 bar (oC) 163
Viscosidade a 20 ºC (mPa.s) 1,38
FONTE: NIST
21
Frankland e Duma, em 1865 foram os primeiros pesquisadores a estudar o ácido
metacrílico Porém, também como o ácido acrílico, seu desenvolvimento comercial se deu
apenas muitos anos depois, em 1933 (MARK, 2007, p 16-18). O pioneirismo necessário
para o desenvolvimento químico e industrial do monômero e seus derivados foi
alcançado pelo Dr. Otto Rohm, em sua tese de doutorado, em 1901 e aprimorado por
Rohm e Haas Co. em 1909 (EVONIK, 2014).
2.2 APLICAÇÕES E COMERCIALIZAÇÃO DO ACIDO ACRILICO
Comercialmente, o MAA pode ser vendido na forma líquida em duas formas: ácido
metacrílico bruno (pureza abaixo de 99,5%) ou como ácido metacrílico glacial (GMAA)
com pureza mínima de 99,5%. O catálogo para comercialização do MAA pela empresa
EVONIK pode ser visto no Anexo I.
2.2.1 Derivados e Aplicações
Os principais derivados do MAA são ésteres produzidos pela reação com álcool,
como o metacrilato de metila, etila, butila e algumas aminas. Além disto, estes produtos
possuem a capacidade de gerar polímeros e copolímeros com inúmeras características
e propriedades diferentes. Desta forma, o MAA pode ser aplicado em inúmeras situações
diferentes para as mais variadas funções. (EVONIK, 2014).
Desta forma, o ácido metacrílico e seus derivados podem ser utilizados nas mais
variadas aplicações: resinas, tintas, adesivos, produção de plásticos, acrílicos,
revestimentos, floculantes, produtos de higiene, artigos de beleza, cosméticos, entre
outros. (EVONIK, 2011).
22
2.2.2 Mercado do Ácido Metacrílico e Produção
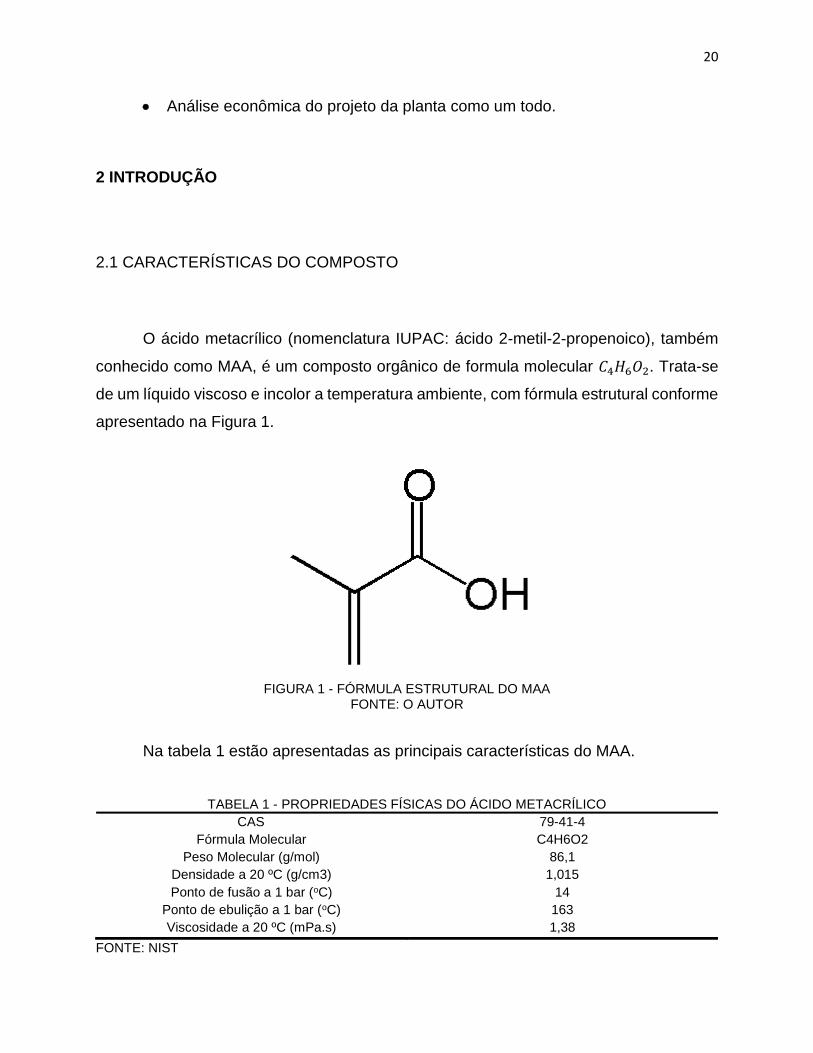
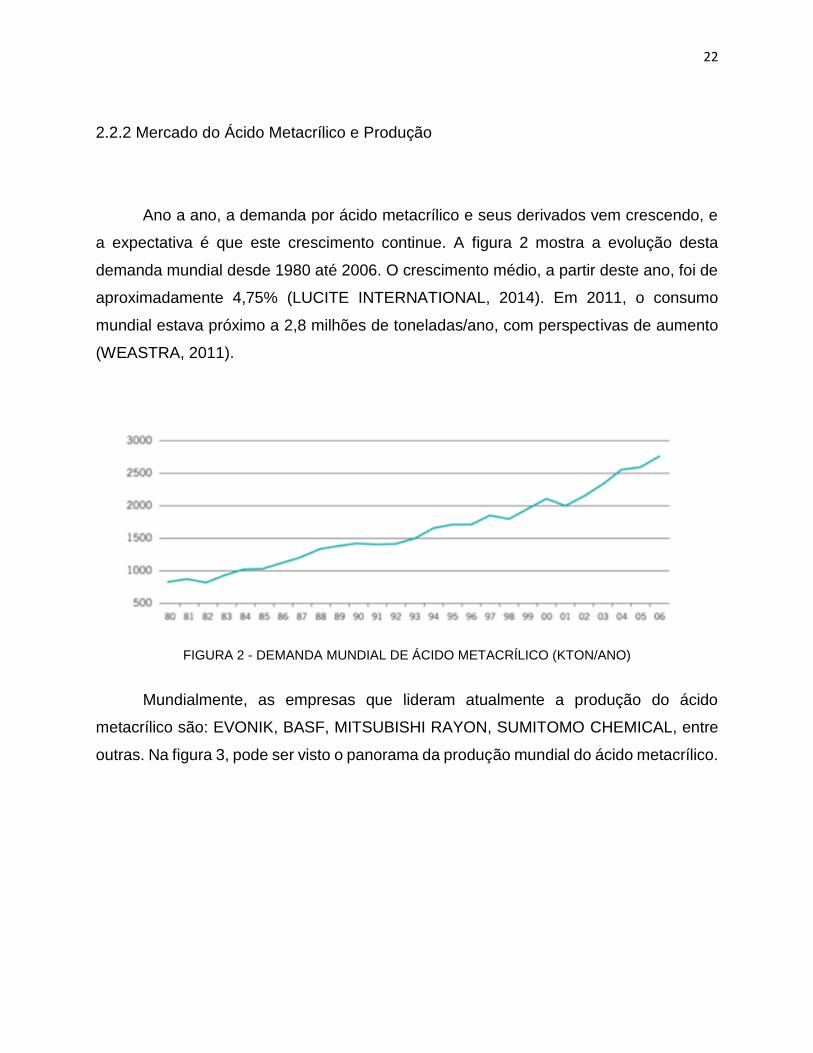
Ano a ano, a demanda por ácido metacrílico e seus derivados vem crescendo, e
a expectativa é que este crescimento continue. A figura 2 mostra a evolução desta
demanda mundial desde 1980 até 2006. O crescimento médio, a partir deste ano, foi de
aproximadamente 4,75% (LUCITE INTERNATIONAL, 2014). Em 2011, o consumo
mundial estava próximo a 2,8 milhões de toneladas/ano, com perspectivas de aumento
(WEASTRA, 2011).
FIGURA 2 - DEMANDA MUNDIAL DE ÁCIDO METACRÍLICO (KTON/ANO)
Mundialmente, as empresas que lideram atualmente a produção do ácido
metacrílico são: EVONIK, BASF, MITSUBISHI RAYON, SUMITOMO CHEMICAL, entre
outras. Na figura 3, pode ser visto o panorama da produção mundial do ácido metacrílico.
23
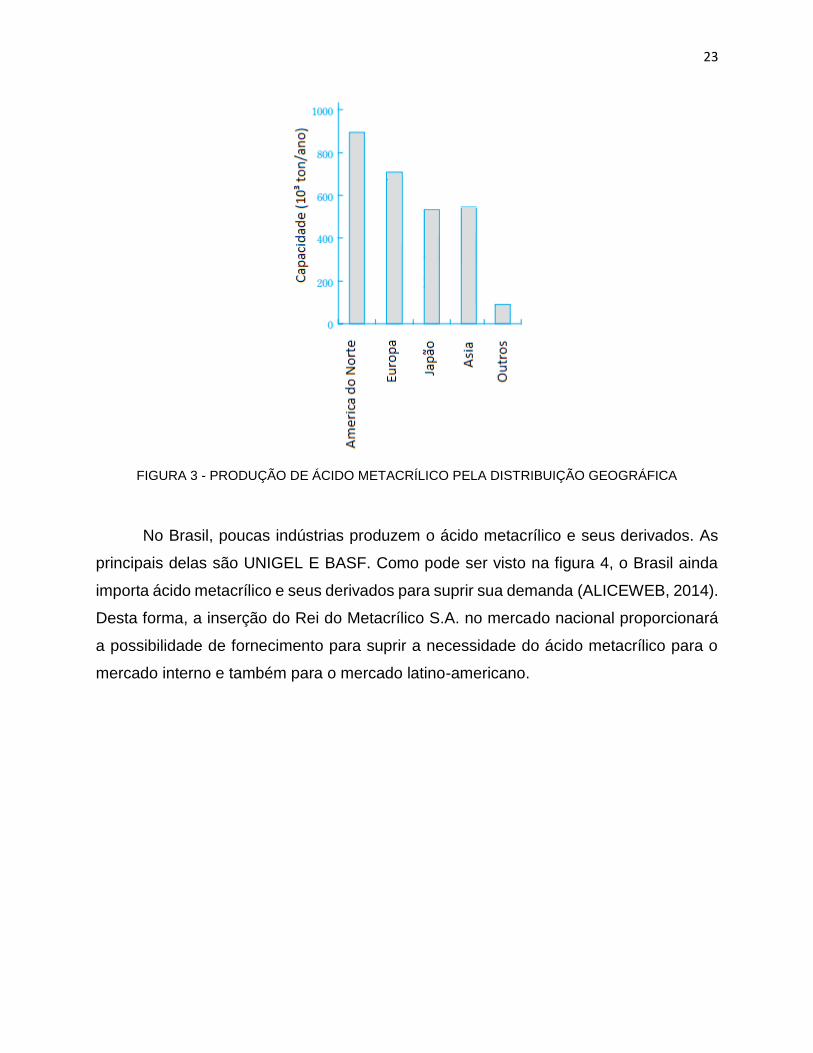
FIGURA 3 - PRODUÇÃO DE ÁCIDO METACRÍLICO PELA DISTRIBUIÇÃO GEOGRÁFICA
No Brasil, poucas indústrias produzem o ácido metacrílico e seus derivados. As
principais delas são UNIGEL E BASF. Como pode ser visto na figura 4, o Brasil ainda
importa ácido metacrílico e seus derivados para suprir sua demanda (ALICEWEB, 2014).
Desta forma, a inserção do Rei do Metacrílico S.A. no mercado nacional proporcionará
a possibilidade de fornecimento para suprir a necessidade do ácido metacrílico para o
mercado interno e também para o mercado latino-americano.

24
FIGURA 4 - IMPORTAÇÃO DE ÁCIDO METACRÍLICO E SEUS DERIVADOS
Com a nova planta, a produção nacional terá um acréscimo considerável, além
de fornecermos o MAA para plantas de metacrilato de metila, com dificuldades de ampliar
a produção do monômero ácido metacrílico.
25
3 ROTAS PARA PRODUÇÃO DE ÁCIDO METACRÍLICO
Diversas rotas podem ser utilizadas para a síntese de ácido metacrílico, variando
as matérias-primas e catalisadores. No entanto algumas delas ainda restringem-se a
rotas laboratoriais, devido a não viabilidade econômica delas. Atualmente a rota mais
utilizada para sua produção em larga escala é através da acetona cianidrina.
3.1 ACETONA CIANIDRINA (ACH)
A rota mais utilizada comercialmente para a síntese de ácido metacrílico é a
hidrólise de metacrilamida sulfato, obtido a partir de acetona cianidrina (ACH, do
inglês acetone cyanohydrin). (ULLMANN, 2003)
Acetona e hidrogênio de cianeto reagem na presença de catalisador alcalino para
formar cianidrina, a qual reage com ácido sulfúrico para formar sulfato de metacrilamida.
A reação inicial ocorre de forma contínua em uma série de reatores, os quais operam
sob constante agitação e resfriamento. Na segunda etapa da síntese, o sulfato de
metacrilamida, água e correntes de reciclo são direcionadas a uma série de reatores
contínuos para formar ácido metacrílico. As etapas de purificação do ácido envolvem
colunas de destilação, lavadoras, tanques flashes, entre outras.
Este processo gera resíduos como cianeto de hidrogênio e sulfato de amônio.
Sendo, assim, ambientalmente e economicamente insustentável aplicar esta tecnologia
em novos projetos para a produção de ácido metacrílico. (GOGATE et al., 1985).
3.2 ETILENO
Outra rota para ácido metacrílico baseia-se em etileno, gás de síntese, e
formaldeído. O etileno é, primeiramente, hidroformilado para gerar propanal, o qual é
26
então condensado com formaldeído para produzir metacroleína. A oxidação da
metacroléina para ácido metacrílico completa a síntese de ácido metacrílico. (ULMANN,
2003).
Poucos dados foram encontrados na literatura sobre esse processo.
3.3 BIOLÓGICA
A rota de produção de ácido metacrílico via processo biológico acontece a partir
de um biocatalisador, (Rhodoccus rhodocrhous J1 nitrilase). Tal rota é uma alternativa
às principais rotas utilizadas atualmente. Tais rotas trabalham com reações em altas
temperaturas e geram subprodutos. As reações para produção do ácido em questão
através da nitrilase acontecem a baixas temperaturas, entre 30ºC a 60ºC e trazem altas
taxas de conversão. Porém, durante os estudos ficou claro que o acúmulo da produção
do produto desejado causa a inibição do catalisador. (NAGASAWA, 1990).
Os autores ressaltam a não formação de subprodutos e consumo total da matéria
prima durante a reação, porém a produção em escala industrial ainda deve ser estudada,
para uma eventual aplicação do Rhodoccus rhodocrhous J1 nitrilase, o qual por ser
biológico, tem um processo de produção custoso, o que atualmente inviabiliza sua
utilização. Não foi mais encontrados artigos ou patentes com relação ao assunto, logo
presume-se que o processo tornou-se mesmo inviável e de baixo interesse industrial.
(NAGASAWA, 1990).
3.4 CONDENSAÇÃO ALDÓLICA DO ÁCIDO PROPIÔNICO COM FORMALDEÍDO
A produção a partir desta rota ocorre em fase líquida através condensação aldólica
do formaldeído com ácido propriônico catalisada por óxidos ou trióxidos de metais
alcalinos ou óxido mistos. A reação acontece a 300ºC. O processo torna-se inviável
principalmente em função do custo da matéria-prima, no caso pelo preço do ácido
27
propiônico. Também não foram encontrados dados cinéticos para a reação. É incomum
atualmente plantas que partem do princípio citado para produção em escala. (AI et al.,
2003).
3.5 ISOBUTANO
Fazendo uso de catalisador da família dos heteropolicompostos é possível
converter diretamente o isobutano para metacroleína e ácido metacrílico. Os
catalisadores são polioximetalatos, três ou mais metais de transição ligados com
oxigênio. Para conversão de alcanos em ácidos carboxílicos, os metais de transição
presentes na estrutura são usualmente Césio, molibdênio, Vanádio. (CAVANI, 1998).
Este processo possui suas primeiras patentes em meados da década de 1990, entretanto
para os catalisadores desenvolvidos até então, o rendimento da reação não ultrapassava
a casa dos 4% para o ácido metacrílico (EP 0418657A2, 1990; EP 0495504B1, 1992).
Já no ano de 1995, patentes registradas apontam processos utilizando
catalisadores que possuem uma seletividade total (MAA + MAC) de 90%, entretanto com
conversões de isobutano abaixo de 5%. (US 5380932, 1995). Pesquisas desenvolvidas
com o catalisador elevaram o rendimento da reação para próximo de 10% para o ácido
metacrílico. (EP 1092702B1, 2005; US 6747172B1, 2004).
A Reação de oxidação do isobutano utilizando catalisadores tipo Keggin a
heterolopolicompostos possui tanto a cinética quanto os mecanismos de reação muito
bem conhecidos (PAUL et al. 1997). O problema está no fato da quantidade de sub-
produtos gerados durante a oxidação: ácido acrilício (ACA), ácido acético (AA), anidrido
maleico, dentre outros em quantidades inferiores a 100 ppm (BUSCA et al., 1996).
Durante a década de 2000, os estudos acerca deste catalisador foram focados em obter
o conjunto de metais de transição para composição do catalisador que acarretasse em
altos rendimentos para produção de MAA + MAC, obtendo assim um catalisador que
tenha uma vida útil longa nas temperaturas de reação (280C~400C). (CAVANI, 1998;
SCHINDLER et al., 2001; SCHINDLER et al., 2003; HUYNH et al., 2009).

28
Recentes artigos publicados apontam que o melhor catalisador para a reação de
oxidação do isobutano para produção de MAA seja o ácido 11-molibdo-1-vanadofosfórico
(APMV) impregnado em um suporte de Cs3PMo12O40 (CPM) (JING et al., 2013), com
40% em massa de APMV (JING et al., 2014).
3.6 ISOBUTENO
Uma rota muito usada para obtenção do ácido metacrílico é a partir do isobuteno,
o qual é oxidado continuamente com oxigênio molecular em duas etapas em fase vapor
produzindo inicialmente o intermediário metacroleína e então ácido metacrílico. Os
reatores são do tipo multitubular e utilizam catalisadores tais como óxidos de molibdênio
e bismuto. (BENYAHIA & MEARNS, 1990).
A primeira etapa de oxidação consiste na conversão do isobuteno para
metacroleína, sendo esta reação exotérmica e de alta seletividade acontecendo a
pressão atmosférica. Para controle da reação injeta-se gás inerte no reator (US 4511671,
1985), sendo que o inerte utilizado pode ser dióxido de carbono ou nitrogênio. (US
5276178, 1994). A segunda etapa consiste na oxidação da metacroleína em ácido
metacrílico, sendo esta também um reação exotérmica.
3.7 ROTA DE PRODUÇÃO ADOTADA
Para a escolha da rota, primeiramente foi descartado o uso da rota ACH por
possuir alta toxicidade na operação. Com relação a rota biológica, as pesquisas
cessaram a partir da década de 1990, sugerindo que não foi encontrada viabilidade
econômica para o uso deste processo para produção de MAA. O mesmo ocorreu com a
rota utilizando etileno, onde foram encontrados apenas publicações de artigos sobre o
uso de etileno como reagente, entretanto não foram encontradas plantas em operação
utilizando esta rota. Com relação à rota do isobutano, o catalisador utilizado na reação é
29
atualmente empregado comercialmente para oxidação parcial da metacroleína à ácido
metacrílico, possuindo altos rendimentos. Entretanto, este catalisador quando
empregado para oxidação direta do isobutano à ácido metacrílico possui rendimentos
muito baixos, além de inúmeros sub-produtos indesejáveis. Desde o início da pesquisa,
não foram obtidos resultados satisfatórios que justificassem o uso de heteropoliácidos
industrialmente.
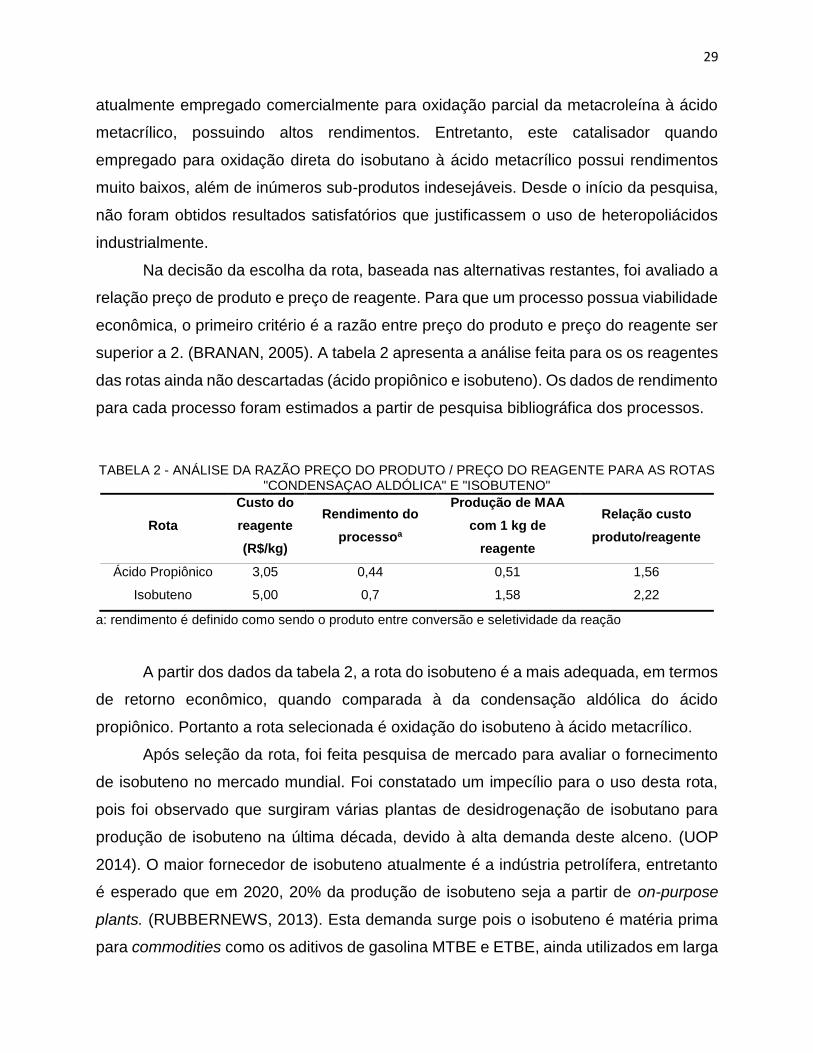
Na decisão da escolha da rota, baseada nas alternativas restantes, foi avaliado a
relação preço de produto e preço de reagente. Para que um processo possua viabilidade
econômica, o primeiro critério é a razão entre preço do produto e preço do reagente ser
superior a 2. (BRANAN, 2005). A tabela 2 apresenta a análise feita para os os reagentes
das rotas ainda não descartadas (ácido propiônico e isobuteno). Os dados de rendimento
para cada processo foram estimados a partir de pesquisa bibliográfica dos processos.
TABELA 2 - ANÁLISE DA RAZÃO PREÇO DO PRODUTO / PREÇO DO REAGENTE PARA AS ROTAS
"CONDENSAÇAO ALDÓLICA" E "ISOBUTENO"
Rota
Custo do
reagente
(R$/kg)
Rendimento do
processoa
Produção de MAA
com 1 kg de
reagente
Relação custo
produto/reagente
Ácido Propiônico 3,05 0,44 0,51 1,56
Isobuteno 5,00 0,7 1,58 2,22
a: rendimento é definido como sendo o produto entre conversão e seletividade da reação
A partir dos dados da tabela 2, a rota do isobuteno é a mais adequada, em termos
de retorno econômico, quando comparada à da condensação aldólica do ácido
propiônico. Portanto a rota selecionada é oxidação do isobuteno à ácido metacrílico.
Após seleção da rota, foi feita pesquisa de mercado para avaliar o fornecimento
de isobuteno no mercado mundial. Foi constatado um impecílio para o uso desta rota,
pois foi observado que surgiram várias plantas de desidrogenação de isobutano para
produção de isobuteno na última década, devido à alta demanda deste alceno. (UOP
2014). O maior fornecedor de isobuteno atualmente é a indústria petrolífera, entretanto
é esperado que em 2020, 20% da produção de isobuteno seja a partir de on-purpose
plants. (RUBBERNEWS, 2013). Esta demanda surge pois o isobuteno é matéria prima
para commodities como os aditivos de gasolina MTBE e ETBE, ainda utilizados em larga

30
escala na Europa e Ásia, além de octano e poliisobutileno (borracha de butila). Devido a
estes fatores, foi estudada a possibilidade de implantação de uma unidade de
desidrogenação de isobutano à isobuteno. Ao efetuar a mesma análise econômica
presente na tabela 2 para o isobutano, foi obtido um valor de 2,46 na razão entre preço
de produto e preço de reagente, considerando a baixa conversão do processo de
desidrogenação (próxima dos 40%), inclusive.
A tabela 3 apresenta o comparativo entre processos industriais de
desidrogenação. (BUYANOV & PAKHOMOV, 2001)
TABELA 3 - PROCESSOS DE DESIDROGENAÇÃO INDUSTRIAIS
Processo Catofin Oleflex STAR FBD
Reator Cíclico
adiabático
leito ascendente
adiabático
Cíclico
isotérmico
leito
fluidizado
adiabático
N de
reatores 5 3 8 1
Tempo 25 min Continuo 8 horas Continuo
T (ºC) 525 - 677 525 - 705 482 - 621 520 - 600
P (atm) 0,1 a 0,7 1 a 3 3 a 8 1,1 a 1,5
X (%) 60 - 65 45 - 50 45 - 55 50
S (%) 95 91 - 92 85 - 90 90
Avaliando os dados da tabela 3, foi escolhido o processo Oleflex para a
desidrogenação do isobutano em função deste processo proporcionar uma alta taxa de
conversão e seletividade. O processo Catofin foi rejeitado em virtude de operar a
pressões muito baixas, o que elevaria o custo de operação dos equipamentos e tanto o
processo STAR quanto o FBD foram descartados por apresentarem baixas conversões.
31
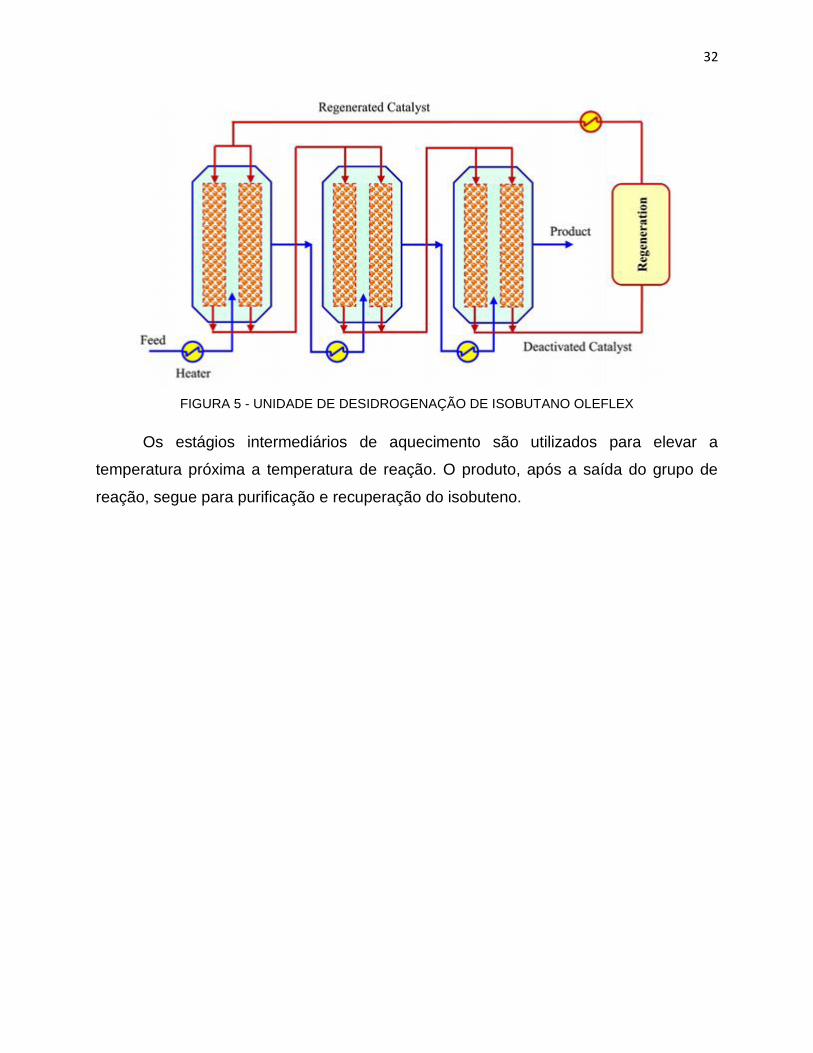
3.7.1 Processo de Desidrogenação de Alcanos Oleflex™
O processo Oleflex é patenteado e comercializado pela empresa Honeywell UOP.
A desidrogenação ocorre em um processo adiabático em três ou quatro reatores,
dependendo se será desidrogenado isobutano ou propano, respectivamente. Os
reatores não são operados isotermicamente devido à alta temperatura da reação. O fato
do processo operar com vários reatores em série é evitar que a queda de temperatura
seja muito brusca, inviabilizando o processo, já que a reação de desidrogenação é
altamente endotérmica, e a conversão é reduzida drasticamente a temperaturas mais
baixas. É inviável operar o reator de forma isotérmica. A desativação do catalisador é
relativamente rápida, portanto o reator deve ser do tipo circular com leito móvel
descendente, onde o catalisador que deixa o primeiro reator é alimentado ao segundo e
assim sucessivamente. O catalisador na saída do último reator segue para a unidade de
regeneração do catalisador e então segue novamente para o primeiro reator. O ciclo todo
do catalisador dura em torno de 5 a 10 dias. A figura 9 apresenta um esquema
simplificado do processo. sendo que o reator seja do tipo circular com leito móvel
descendente, onde o catalisador do primeiro reator é alimentado ao segundo, do
segundo ao terceiro e do terceiro segue para a unidade de regeneração de catalisador.
Após regenerado, o catalisador retorna ao primeiro reator. Um esquema simplificado do
processo pode ser visto na figura 9. (FARSI, 2014)
32
FIGURA 5 - UNIDADE DE DESIDROGENAÇÃO DE ISOBUTANO OLEFLEX
Os estágios intermediários de aquecimento são utilizados para elevar a
temperatura próxima a temperatura de reação. O produto, após a saída do grupo de
reação, segue para purificação e recuperação do isobuteno.

33
4 LOCALIZAÇÃO DA PLANTA
A definição do local para a implantação da planta é uma das principais decisões
quando se pensa em novos investimentos. Uma má escolha pode prejudicar todo o
projeto.
O estudo para esta decisão deve definir a melhor localização permitindo uma
grande produção e ao mesmo tempo reduzindo os custos, elevando o lucro líquido ao
máximo.
Neste caso, precisamos analisar três pontos fundamentais: onde encontra-se a
matéria prima para produção, onde será fabricado e onde será consumido o produto.
Buarque (1984) cita os principais fatores que devem ser analisados para uma
melhor definição do local para instalação da planta de produção. São estes:
Localização de matérias-primas;
Disponibilidade de mão-de-obra;
Terrenos disponíveis, clima, fatores topográficos;
Fontes de combustíveis industriais;
Facilidade de transporte;
Distância e dimensão do mercado e facilidades de distribuição;
Disponibilidade de energia, água, telefones, redes de esgotos;
Condições de vida, leis e regulamentos, incentivos fiscais;
Estrutura tributária.
Para a produção do ácido metacrílico, um dos fatores mais importantes é a
disponibilidade de matéria-prima: isobutano. Desta forma, o ideal seria a instalação em
um polo petroquímico.
No Brasil, há hoje quatro polos petroquímicos principais, localizados na Bahia,
Rio de Janeiro, Rio Grande do Sul e São Paulo.
O Complexo Petroquímico do Rio de Janeiro (COMPERJ), atualmente em
construção e previsão de entrar em operação em meados 2016, terá capacidade de
produção de aproximadamente 165 mil barris de petróleo por dia provenientes da Bacia
34
de Campos, em uma área de 45 km². Além disto, para o futuro, já há estudos para
implantação de uma segunda unidade com capacidade para a mesma produção. Desta
forma, a planta de produção de ácido metacrílico da empresa Rei do Metacrílico S.A.
será instalada na cidade de Itaboraí-RJ, conforme figura 6, próxima ao COMPERJ.
Assim, a facilidade em obtenção de matéria-prima resultará em grande economia.
FIGURA 6 - LOCALIZAÇÃO DA CIDADE DE ITABORAÍ - RJ
Além disto, a cidade de Itaboraí se localiza na região metropolitana do estado do
Rio de Janeiro. Isto nos garante um ótimo posicionamento logístico, estando próximo de
rodovias e portos, como o Porto de Itaguaí, os terminais de Angra dos Reis, as Ilhas
d´Água e Redonda e o arco metropolitano do Rio de Janeiro, além da BR493 e RJ116,
como pode ser visto nas Figuras 7 e 8. Desta forma teremos o escoamento de nossos
produtos facilitado, tanto via terrestre quanto via marítima.
35
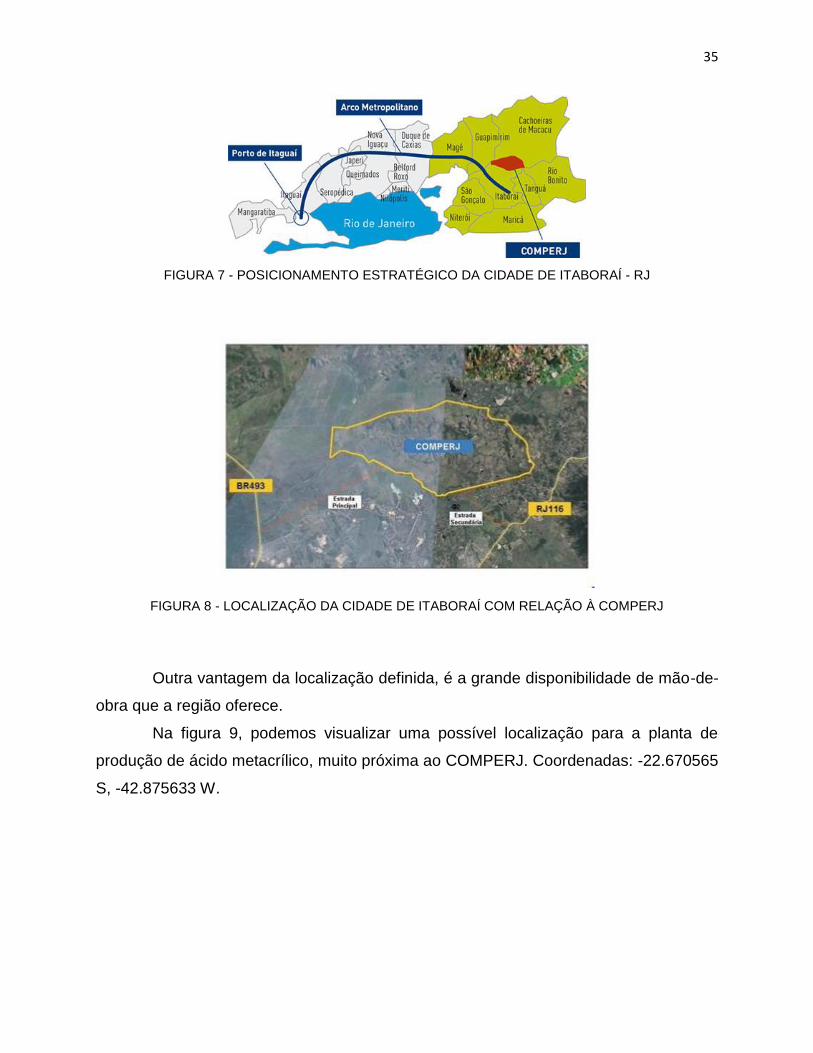
FIGURA 7 - POSICIONAMENTO ESTRATÉGICO DA CIDADE DE ITABORAÍ - RJ
FIGURA 8 - LOCALIZAÇÃO DA CIDADE DE ITABORAÍ COM RELAÇÃO À COMPERJ
Outra vantagem da localização definida, é a grande disponibilidade de mão-de-
obra que a região oferece.
Na figura 9, podemos visualizar uma possível localização para a planta de
produção de ácido metacrílico, muito próxima ao COMPERJ. Coordenadas: -22.670565
S, -42.875633 W.

36
FIGURA 9 - POSSÍVEL LOCALIZAÇÃO DA PLANTA
37
5 O PROCESSO
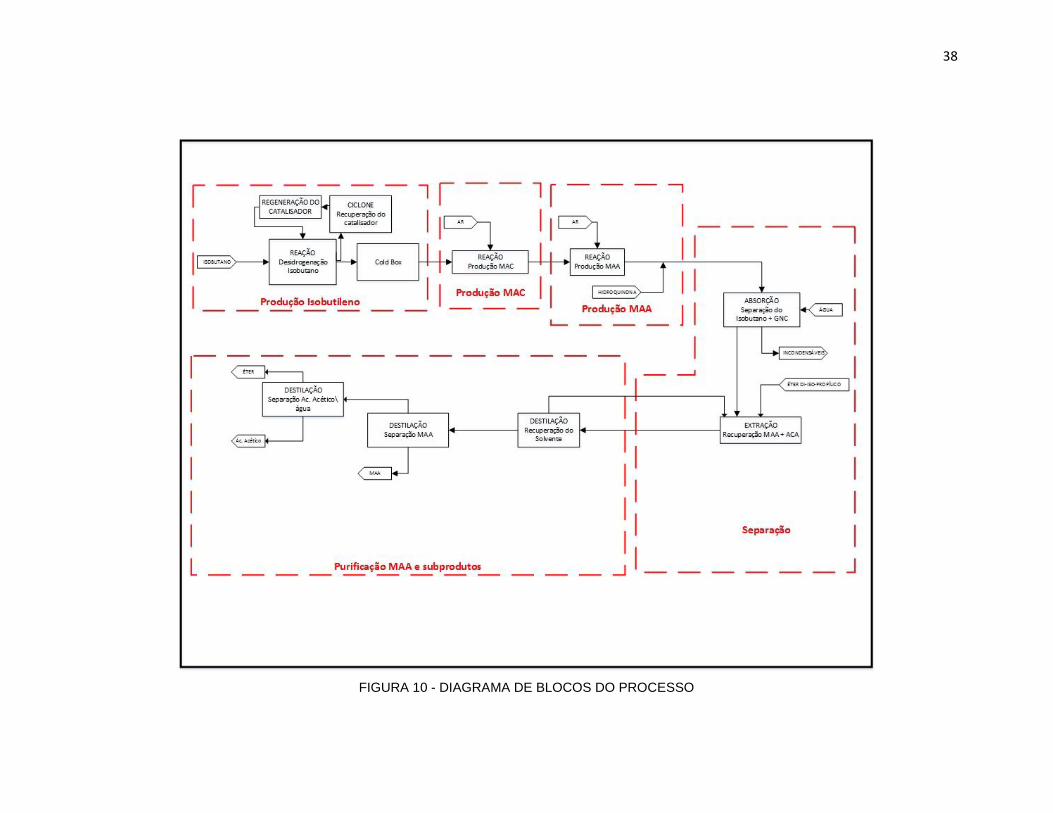
O processo de produção do ácido metacrílico será baseado inicialmente na
desidrogenação do isobutano à isobuteno, oxidação parcial do isobuteno à metacroleína
e então oxidação da metacroleína à ácido metacrílico, utilizando posteriormente
operações unitárias para separação e purificação para obter a pureza especificada de
99,5%.
5.1 DIAGRAMA DE BLOCOS
O diagrama de blocos para o processo é apresentado na figura 10.
38
FIGURA 10 - DIAGRAMA DE BLOCOS DO PROCESSO

39
5.2 TOXICIDADE DOS COMPONENTES ENVOLVIDOS
Os dados de toxicidade dos componentes foram retirados do NIST e sintetizados
na tabela 4.
TABELA 4 - TOXICIDADE DOS COMPONENTES ENVOLVIDOS NO PROCESSO
Composto Tóxico Inflamável Corrosivo Explosivo
Hidrogênio Não Não Sim Não
Oxigênio Não Não Sim Sim
Nitrogênio Não Não Não Não
Dióxido de Carbono Asfixiante Não Não Não
Metano Não Sim Não Sim
Propano Não Sim Não Sim
Isobutano Não Sim Não Sim
Água Não Não Não Não
Metacroleína Sim Não Não Não
Ácido acético Não Sim Sim Não
Éter diisopropílico Asfixiante Sim Não Não
Ácido metacrílico Sim Não Sim Não
Isobuteno Asfixiante Sim Não Sim
Propeno Não Sim Não Não
5.3 FAIXA DE EXPLOSIVIDADE DOS COMPONENTES
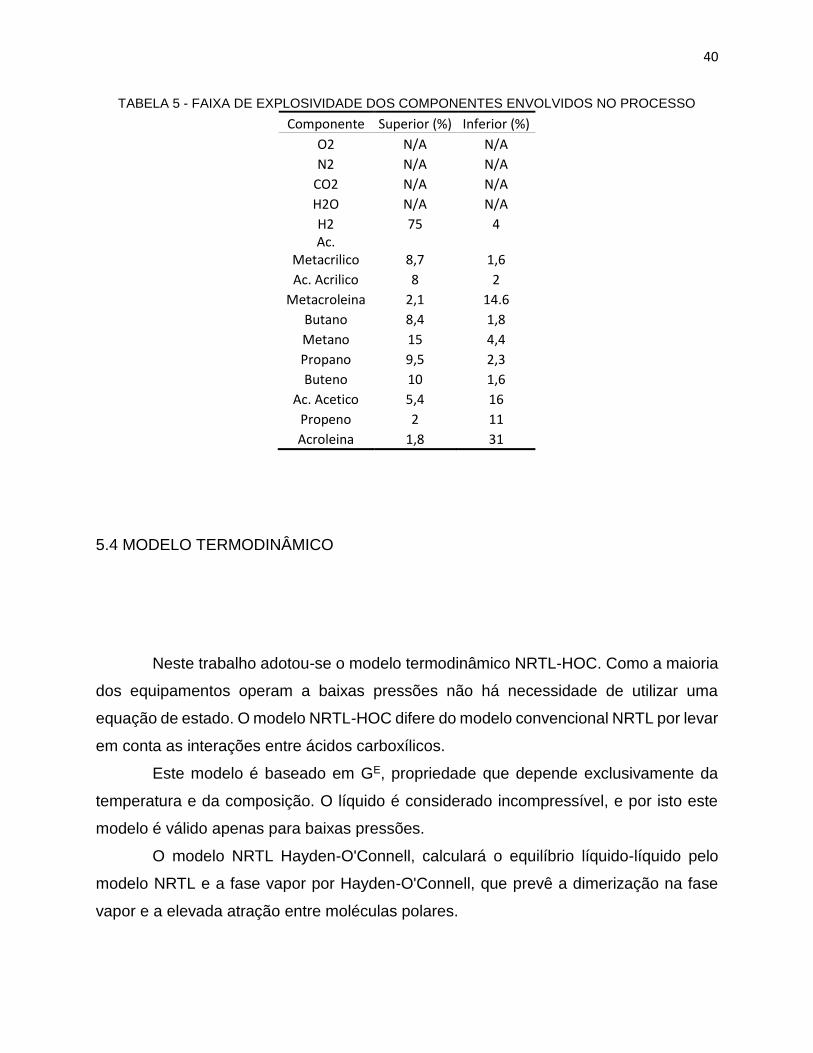
A tabela 5 apresenta a faixa de explosividade dos componentes envolvidos no
processo. É de fundamental importância operar fora desta faixa para assegurar que não
haja riscos de explosão nos equipamentos. Os dados foram retirados da Ficha de
Informações de Segurança de Produto Químico – FISPQ, fornecidas pelas
PETROBRAS.
40
TABELA 5 - FAIXA DE EXPLOSIVIDADE DOS COMPONENTES ENVOLVIDOS NO PROCESSO
Componente Superior (%) Inferior (%)
O2 N/A N/A
N2 N/A N/A
CO2 N/A N/A
H2O N/A N/A
H2 75 4 Ac.
Metacrilico 8,7 1,6
Ac. Acrilico 8 2
Metacroleina 2,1 14.6
Butano 8,4 1,8
Metano 15 4,4
Propano 9,5 2,3
Buteno 10 1,6
Ac. Acetico 5,4 16
Propeno 2 11
Acroleina 1,8 31
5.4 MODELO TERMODINÂMICO
Neste trabalho adotou-se o modelo termodinâmico NRTL-HOC. Como a maioria
dos equipamentos operam a baixas pressões não há necessidade de utilizar uma
equação de estado. O modelo NRTL-HOC difere do modelo convencional NRTL por levar
em conta as interações entre ácidos carboxílicos.
Este modelo é baseado em GE, propriedade que depende exclusivamente da
temperatura e da composição. O líquido é considerado incompressível, e por isto este
modelo é válido apenas para baixas pressões.
O modelo NRTL Hayden-O'Connell, calculará o equilíbrio líquido-líquido pelo
modelo NRTL e a fase vapor por Hayden-O'Connell, que prevê a dimerização na fase
vapor e a elevada atração entre moléculas polares.
41
O equacionamento do modelo NRTL-HOC é apresentado pelas equações
abaixo.
5.5 UNIDADE DE REAÇÃO
A rota escolhida para produção do ácido metacrílico consiste em três etapas:
desidrogenação do isobutano à isobuteno; oxidação do isobuteno à metacroleína; e
oxidação da metacroleína à ácido metacrílico. Cada etapa do processo reacional possui
condições distintas de operação, como pressão, temperatura, tipo e massa de
catalisador. Para o processo de desidrogenação do isobutano, serão 3 reatores
operando adiabaticamente (R-101, R-102 e R-103). A segunda etapa ocorre nos
reatores R-201 e R-202, operando em paralelo, onde o isobuteno formado nos reatores
de desidrogenação é oxidado à metacroleína utilizando ar atmosférico. O último estágio
da reação ocorre no reatores R-203, R-204 e R-205, estes operando em paralelo, para
oxidar a metacroleína à ácido metacrílico, utilizando novamente ar atmosférico como
oxidante da reação.
A escolha de ar atmosférico teve como principais razões o custo, quando
comparado ao oxigênio puro; e o fato das duas reações de oxidação serem altamente
42
exotérmicas, sendo que a presença do nitrogênio (inerte) auxilia na diluição do calor,
diminuindo os riscos operacionais para os reatores de oxidação. Além ainda do uso de
nitrogênio, é necessário utilizar vapor para auxiliar na diluição da corrente.
As reações principais para obtenção do produto de interesse (ácido metacrílico)
são apresentadas pelas reações abaixo.
𝐶4𝐻10 → 𝐶4𝐻8 + 𝐻2
𝐶4𝐻8 + 𝑂2 → 𝐶4𝐻6𝑂 + 𝐻2𝑂
𝐶4𝐻6𝑂 + 12⁄ 𝑂2 → 𝐶4𝐻6𝑂2
5.5.1 Desidrogenação do isobutano à isobuteno
A primeira reação envolvida no processo, ocorre no grupo de reatores baseado
no sistema para desidrogenação de alcanos leves em alcenos Oleflex™. Todas as
reações envolvidas nesta etapa são apresentadas abaixo.
𝑖𝐶4𝐻10 → 𝐶4𝐻8 +𝐻2
𝐶4𝐻10 + 𝐻2 → 𝐶3𝐻8 + 𝐶𝐻4
𝐶3𝐻8 → 𝐶3𝐻6 + 𝐻2
𝐶4𝐻8 → 4C + 4𝐻2
Além da desidrogenação do isobutano, ocorre a hidrogenação do isobutano
formando propano e metano, desidrogenação do propano formado gerando propeno e
ainda uma reação de formação de coque.
43
Estudo Cinético
Pelo fato da desidrogenação de alcanos ter se intensificado nos últimos 15 anos,
vários trabalhos envolvendo catalisadores e diferentes cinéticas para esta reação foram
publicados. (AIRAKSINEN et al., 2002; CORTRIGHT et al., 2000; BHASIN et al., 2001;
SUN et al., 2000).
Os catalisadores para desidrogenação de alcanos à alcenos são usualmente
baseados em Estanho/Platina ou Cromo/Alumina. SANFILIPPO & MIRACCA (2006)
apresentam um comparativo da performance destes dois catalisadores, onde as
vantagens do uso do catalisador Sn/Pt estão apresentadas abaixo.
Os catalisadores Pt/Sn toleram elevadas porcentagens de acúmulo de coque,
preservando a atividade do catalisador, permitindo um período on stream de
várias horas/dias antes de ser necessária a regeneração);
A atividade do catalisador e a resistência à formação de coque podem ser
elevadas com a presença de H2. Atualmente há tecnologias que fazem uso do
reciclo de hidrogênio, apesar de uma pequena redução na força motriz
termodinâmica da reação. Uma pressão parcial de hidrogênio mais elevada
reduz a formação de coque presumivelmente via sobra de H2 da Platina para
os centros ácidos do suporte;
A formação de coque na superfície do catalisador é operacionalmente
resolvida utilizando-se um ciclo de regeneração de catalisador com correntes
de oxigênio/nitrogênio/vapor/cloro. A redistribuição da platina através do cloro
(através da movimentação dos cloretos de platina) auxilia na redução do
envenenamento por sinterização.
Os pontos citados acima, juntamente com o fato de que os catalisadores para os
processos de desidrogenação via Oleflex são à base de Pt/Sn, auxiliaram na escolha do
catalisador. O catalisador Cr/Al atualmente possui eficiências maiores em outros
processos de desidrogenação. Portanto o catalisador que será utilizado será o Pt/Sn. A
empresa UOP Honeywell comercializa o catalisador para o processo Oleflex, com o
44
nome comercial de UOP OleflexTM DeH-16. O catálogo do catalisador é apresentado no
anexo 2. As principais características estão resumidas na tabela 6.
TABELA 6 - PROPRIEDADES FÍSICAS DO CATALISADOR DeH-16
Densidade (kg/m3) 588
Diâmetro nominal (mm) 1.6
Forma Esfera
Massa de Platina (%) 0.30
SANFILIPPO & MIRACCA (2006) descreve o mecanismo de reação para
desidrogenação do isobutano utilizando catalisador de platina. Segue:
𝑖𝐶4𝐻10 + 2𝑃𝑡 → 𝑃𝑡 − 𝑖𝐶4𝐻9 + 𝑃𝑡𝐻 (𝑒𝑡𝑎𝑝𝑎 𝑙𝑒𝑛𝑡𝑎)
𝑃𝑡 − 𝑖𝐶4𝐻9 + 𝑃𝑡 ⇆ 𝑃𝑡𝐻 + 𝑃𝑡 − 𝑖𝐶4𝐻8
𝑃𝑡 − 𝑖𝐶4𝐻8 → 𝑖𝐶4𝐻8 + 𝑃𝑡
2𝑃𝑡𝐻 → 𝐻2 + 2𝑃𝑡
No mecanismo proposto, a adsorção dissociativa da parafina, na qual envolve dois
átomos de metal, constitui a etapa lenta da reação. A adsorção é praticamente
irreversível, enquanto a eliminação do átomo de hidrogênio, apesar de ser rápida, é
próxima ao equilíbrio.
Para a unidade de desidrogenação foram utilizados os dados cinéticos fornecidos
por BIJANI & SAHEBDELFAR (2008), dados estes obtidos a partir de análises de
estatísticas operacionais de uma unidade Oleflex em operação no Irã. Os parâmetros
cinéticos para a resolução das equações cinéticas são apresentados na tabela 7.
45
TABELA 7 - PARÂMETROS CINÉTICOS PARA O PROCESSO OLEFLEX DE DESIDROGENAÇÃO DO ISOBUTANO
K01 (m3/kg.h)
kd0 (1/h)
Ea (kJ/kmol)
Ed (kJ/kmol)
3.61
0.0127
63
100
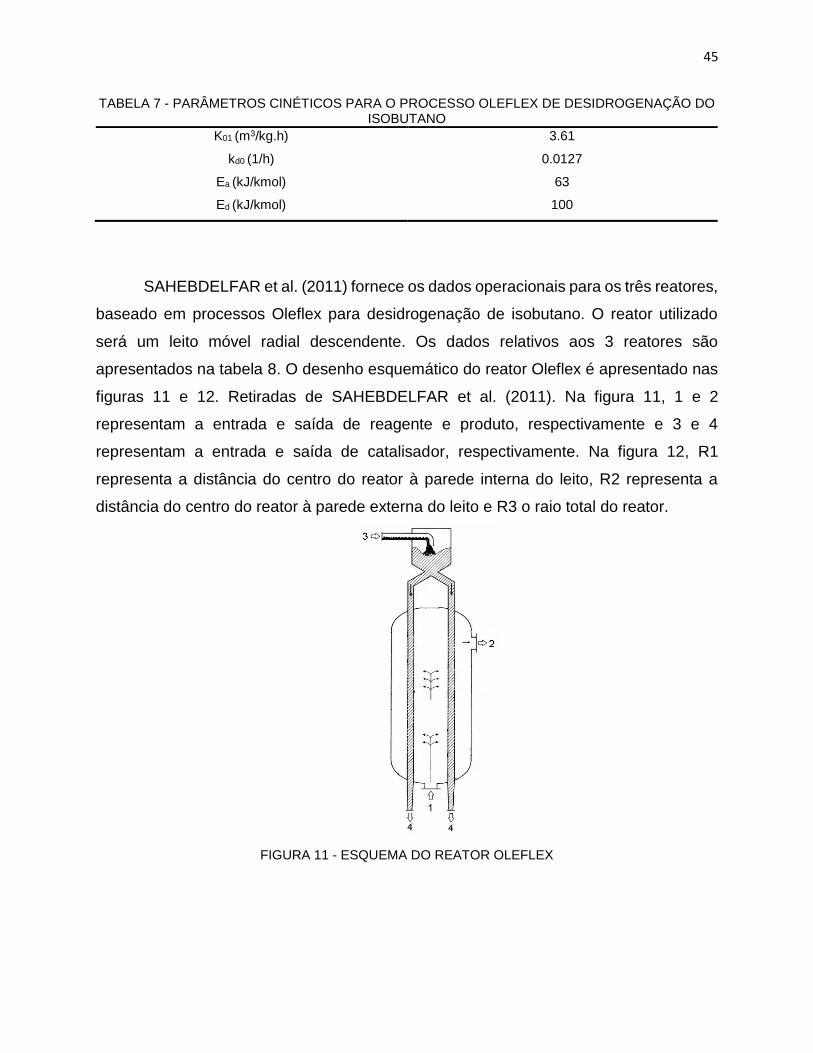
SAHEBDELFAR et al. (2011) fornece os dados operacionais para os três reatores,
baseado em processos Oleflex para desidrogenação de isobutano. O reator utilizado
será um leito móvel radial descendente. Os dados relativos aos 3 reatores são
apresentados na tabela 8. O desenho esquemático do reator Oleflex é apresentado nas
figuras 11 e 12. Retiradas de SAHEBDELFAR et al. (2011). Na figura 11, 1 e 2
representam a entrada e saída de reagente e produto, respectivamente e 3 e 4
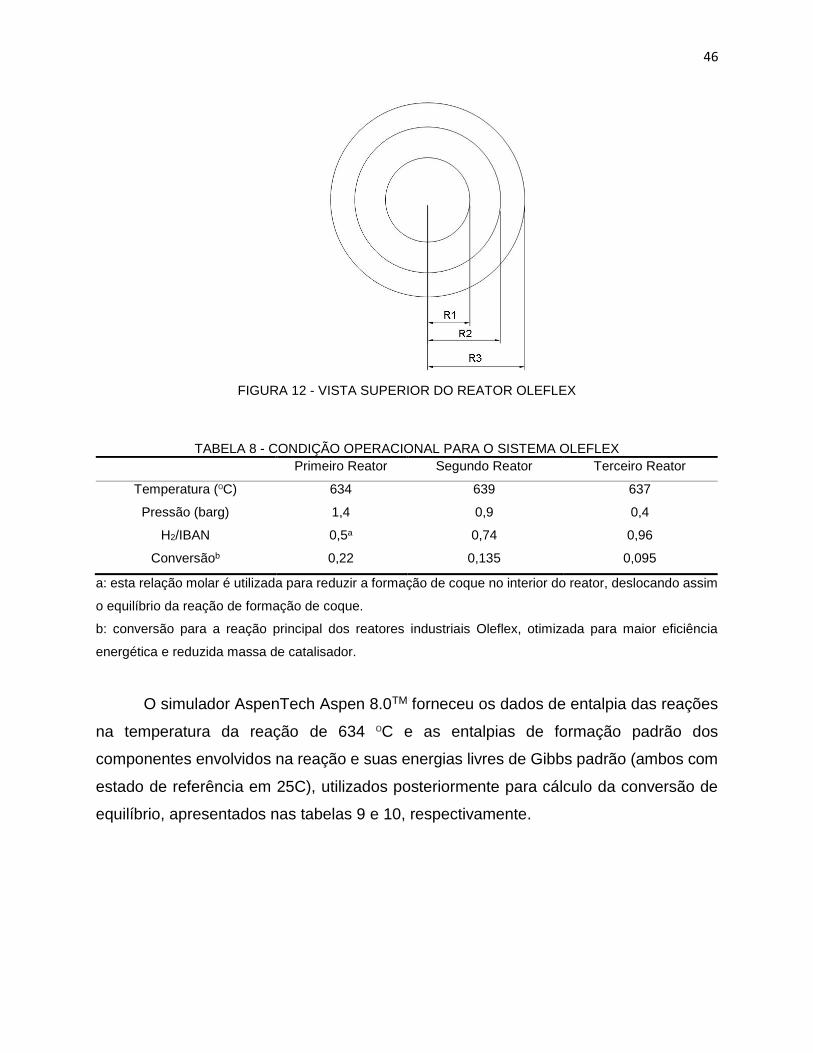
representam a entrada e saída de catalisador, respectivamente. Na figura 12, R1
representa a distância do centro do reator à parede interna do leito, R2 representa a
distância do centro do reator à parede externa do leito e R3 o raio total do reator.
FIGURA 11 - ESQUEMA DO REATOR OLEFLEX
46
FIGURA 12 - VISTA SUPERIOR DO REATOR OLEFLEX
TABELA 8 - CONDIÇÃO OPERACIONAL PARA O SISTEMA OLEFLEX
Primeiro Reator Segundo Reator Terceiro Reator
Temperatura (ºC) 634 639 637
Pressão (barg) 1,4 0,9 0,4
H2/IBAN 0,5a 0,74 0,96
Conversãob 0,22 0,135 0,095
a: esta relação molar é utilizada para reduzir a formação de coque no interior do reator, deslocando assim
o equilíbrio da reação de formação de coque.
b: conversão para a reação principal dos reatores industriais Oleflex, otimizada para maior eficiência
energética e reduzida massa de catalisador.
O simulador AspenTech Aspen 8.0TM forneceu os dados de entalpia das reações
na temperatura da reação de 634 ºC e as entalpias de formação padrão dos
componentes envolvidos na reação e suas energias livres de Gibbs padrão (ambos com
estado de referência em 25C), utilizados posteriormente para cálculo da conversão de
equilíbrio, apresentados nas tabelas 9 e 10, respectivamente.
47
TABELA 9 - ENTALPIA DE REAÇÃO PARA AS REAÇÕES ENVOLVIDAS NOS REATORES DE DESIDROGENAÇÃO DO ISOBUTANO
Reação Entalpia (kJ/kmol)
𝑖𝐶4𝐻10 → 𝐶4𝐻8 +𝐻2 122284
𝐶4𝐻10 + 𝐻2 → 𝐶3𝐻8 + 𝐶𝐻4 -54722
𝐶3𝐻8 → 𝐶3𝐻6 + 𝐻2 130459
TABELA 10 - ENTALPIA DE FORMAÇÃO PADRÃO E ENERGIA LIVRE DE GIBBS PADRÃO PARA OS
COMPONENTES ENVOLVIDOS NA REAÇÃO
ΔHf (KJ/mol) ΔGf (KJ/mol)
C4H10 (g) -134.88 -21.30
C4H8 (g) -17.88 57.41
H2 (g) 0 0
A reação de formação de coque não foi considerada no cálculo por ser desprezível
em termos de balanço de massa (a formação de coque é inferior a 0,1% em massa de
carbono). (BIJANI & SAHEBDELFAR, 2008).
Para uma cinética de primeira ordem com respeito ao isobutano, SAHEBDELFAR
et al. (2011) descreve a cinética para a reação principal, apresentado pelas equações
abaixo. Para obtenção das equações, foi considerada a lei da potência. Apesar do
mecanismo sugerir uma cinética do tipo Langmuir-Hinshelwood-Hougen-Watson
(LHHW), pela etapa lenta ser definida pela adsorção da molécula de isobutano na
superfície do catalisador, SANNA et al. (2002) apresenta valores relativamente baixos
para a soma residual dos quadrados para a cinética baseada na lei da potência, quando
comparada às equações baseadas no mecanismo LHHW.
−𝑟′𝐴 =𝑘1𝐶𝐴,0(𝑋𝐴,𝑒𝑞 − 𝑋𝐴)(𝛼 + 𝛽𝑋𝐴)
(1 + 𝜀𝐴𝑋𝐴)2
𝛼 =𝑋𝐴,𝑒𝑞 + (𝜃𝐻 + 𝜃𝐵) + 𝜃𝐻𝜃𝐵(1 − 𝜀𝐴 + 𝜀𝐴𝑋𝐴,𝑒𝑞)
(𝜃𝐻 + 𝑋𝐴,𝑒𝑞)(𝜃𝐵 + 𝑋𝐴,𝑒𝑞)

48
𝛽 =(1 + 𝜀𝐴𝑋𝐴,𝑒𝑞 − 𝑋𝐴,𝑒𝑞) + 𝜀𝐴𝑋𝐴,𝑒𝑞(𝜃𝐻 + 𝜃𝐵) + 𝜀𝐴𝜃𝐻𝜃𝐵
(𝜃𝐻 + 𝑋𝐴,𝑒𝑞)(𝜃𝐵 + 𝑋𝐴,𝑒𝑞)
𝑘1 = 𝑘0,1𝑒𝐸𝑎𝑅𝑇
𝑘𝑑 = 𝑘𝑑,0𝑒𝐸𝑑𝑅𝑇
𝜃𝐻 =𝐹𝐻2
𝐹𝑖𝑠𝑜𝑏𝑢𝑡𝑎𝑛𝑜
𝜃𝐵 =𝐹𝑖𝑠𝑜𝑏𝑢𝑡𝑒𝑛𝑜𝐹𝑖𝑠𝑜𝑏𝑢𝑡𝑎𝑛𝑜
𝑘1,0 = constante de velocidade para a reação [m3/kg.h];
𝑘𝑑,0 = constante de desativação do catalisador [1/h];
𝐸𝐴 = energia de ativação da reação [J/mol];
𝐸𝑑 = energia de desativação do catalisador [J/mol];
𝜀𝐴 = fator de expansão volumétrica da reação [mol]
𝑋𝐴 = conversão do isobutano;
𝑋𝐴,𝑒𝑞= conversão de equilíbrio do isobutano;
𝐹𝑖𝑠𝑜𝑏𝑢𝑡𝑒𝑛𝑜 = vazão molar de isobuteno na alimentação do reator [mol/s]
𝐹𝑖𝑠𝑜𝑏𝑢𝑡𝑎𝑛𝑜 = vazão molar de isobutano na alimentação do reator [mol/s]
𝐹𝐻2 = vazão molar de hidrogênio na alimentação do reator [mol/s]
R = constante universal dos gases [8,312 J/mol.K].
5.5.1.1.1 Cálculo da conversão de equilíbrio
Inicialmente é efetuado o cálculo da variação da energia livre de Gibbs para a
reação a partir das energias livres de Gibbs de formação padrão uma reação na forma
aA bB + cC (FOGLER, 1999, p. 931):
∆𝐺𝑅𝑥0 =
𝑐
𝑎𝐺𝐶0 +
𝑏
𝑎𝐺𝐵0 − 𝐺𝐴
0

49
∆𝐺𝑅𝑥0 : variação da entalpia padrão da reação
a, b e c: coeficientes estequiométricos da reação
𝐺𝑖0: entalpia de formação padrão para o componente i a 25C
Posteriormente é feito o cálculo da constante de equilíbrio químico a 25 ºC
(FOGLER, 1999, p. 931):
−𝑅𝑇𝐿𝑛[𝐾𝑒𝑞(𝑇)] = ∆𝐺𝑅𝑥0 (𝑇)
R: constante universal dos gases
𝐾𝑒𝑞(𝑇): constante de equilíbrio químico para T = 25C
Ao isolar a constante de equilibro na equação acima obtem-se:
𝐾𝑒𝑞(𝑇) = 𝑒∆𝐺𝑅𝑥
0 (𝑇)𝑅𝑇
T = temperatura [K]
R = 8,314 J/mol.K
A entalpia de reação padrão é calculada a partir das entalpias de formação padrão. A
equação é definida para uma reação do na forma aA bB + cC (FOGLER, 1999, pg
432):
∆𝐻𝑅𝑥0 =
𝑐
𝑎𝐻𝐶0 +
𝑏
𝑎𝐻𝐵0 − 𝐻𝐴
0
∆𝐻𝑅𝑥0 : Variação da entalpia padrão de reação
𝐻𝐶0: Entalpia de formação padrão para o componente i a 25C

50
Em seguida é feita a correção da constante de equilíbrio químico para a
temperatura da reação utilizando a equação de Van’t Hoff:
𝑑 𝑙𝑛(𝐾𝑒𝑞)
𝑑𝑇=∆𝐻𝑅𝑥(𝑇)
𝑅𝑇2
Integrando:
𝑙𝑛 (𝐾2𝐾1) =
−∆𝐻𝑅𝑥𝑜
𝑅= (
1
𝑇2−1
𝑇1)
𝐾1: constante de equilíbrio à temperatura de referência 𝑇1
𝐾2: constante de equilíbrio à temperatura de referência 𝑇2
Utilizando-se os conceitos de fugacidade e atividade, é possível obter uma relação
entre extensão da reação e o coeficiente de equilíbrio para a reação na forma aA bB
+ cC. Pelo tamanho das moléculas e pressão da reação (abaixo de 5bar), a fugacidade
de refêrencia foi considerada como sendo do componente puro, ou seja, igual a 1bar, o
que é uma aproximação plausível:
𝐾𝑒𝑞 =
(𝐹𝐵,0 + 𝜉)(𝐹𝐶,0 + 𝜉)
(𝐹𝐴,0 + 𝐹𝐵,0 + 𝐹𝐶,0 + 𝜉)𝑃
(𝐹𝐴,0 − 𝜉)
(𝐹𝐴,0 + 𝐹𝐵,0 + 𝐹𝐶,0 + 𝜉)
𝐹𝑖,0 : alimentação molar do componente i
𝜉: extensão da reação [mol/s]
P: pressão absoluta [Pa]
A equação descrita acima é iterada a fim de obter a extensão da reação. O método
mais rápido e eficiente para tal iteração é o método de Newton-Raphson:
𝑥𝑛+1 = 𝑥𝑛 −𝑓(𝑥𝑛)
𝑓′(𝑥𝑛)

51
𝑥𝑛 = valor numérico da variável dependente em n;
𝑥𝑛+1 = valor numérico da variável dependente em n+1;
𝑓(𝑥𝑛) = valor numérico da função em n;
𝑓′(𝑥𝑛) = valor numérico da derivada da função em n.
Em posse do valor ajustado da extensão de reação, é possível calcular a
conversão no equilíbrio (considerando a reação mencionada anteriormente):
𝑋𝐴,𝑒𝑞 = 𝜉
𝐹𝐴,0
5.5.1.1.2 Cálculo da massa de catalisador
Para obtenção da massa de catalisador e temperatura de cada reator para as
conversões especificadas, é necessário resolver o sistema de equações diferenciais
apresentado abaixo:
𝑑𝑋𝐴𝑑𝑊
=−𝑟𝐴𝐹𝐴,0
𝑑𝑇
𝑑𝑊=
∑ 𝑟𝑖∆𝐻𝑖𝑖
𝑈𝑠𝐶𝑝𝑠 + ∑ 𝐹𝑖𝐶𝑝𝑖𝑖
−𝑑𝑎
𝑑𝑊=𝑘𝑑𝑈𝑠
𝑋𝐴 = conversão do isobutano;
𝐹𝐴,0 = vazão molar do isobutano na alimentação do reator [mol/s];
−𝑟𝐴 = taxa de reação [mol/s];
T = temperatura [K];
W = massa de catalisador [kg];

52
a = atividade do catalisador;
𝑘𝑑 = velocidade de desativação do catalisador [1/h];
𝐶𝑝𝑠 = capacidade térmica do [J/K];
𝐹𝑖 = vazão molar do componente i [mol/s];
𝐶𝑝𝑖 = capacidade térmica do componente i [J/K];
∆𝐻𝑖 = entalpia da reação para o componente i [J/mol];
𝑟𝑖 = taxa de formação/consumo do componente i [mol/s];
Na equação da derivada da temperatura em função da massa de catalisador, há
o termo 𝑈𝑠𝐶𝑝𝑠, relativo à quantidade de energia que deixa o reator carregada pelo
catalisador. Pelo fato da condutividade térmica da alumina não ser muito elevada, alta
porosidade no leito catalítico e o baixo contato entre as partículas do catalisador, além
da entalpia do fluido ser muito mais elevada do que a energia que deixa o reator pela
vazão de catalisador, este termo pode ser desconsiderado, simplificando a equação
mencionada acima. A equação simplificada é apresentada abaixo. Nesta equação, por
não haver a taxa de reação para as outras 2 reações que ocorrem no reator, foi feito uma
estimativa do somatório baseado na conversão e na entalpia de cada reação. Para fins
de simplificação, o valor de Cpi foi considerado como sendo constante, em função da
temperatura.
𝑑𝑇
𝑑𝑊=∑ 𝑟𝑖∆𝐻𝑖𝑖
∑ 𝐹𝑖𝐶𝑝𝑖𝑖
A equação de variação de pressão em função da massa de catalisador não foi
computada no sistema de equações diferenciais pois para este tipo de reator a perda de
carga é muito reduzida (~0.1bar) podendo ser considerada linear através do leito.
(SAHEBDELFAR et al., 2011).
Para definição da massa de cada reator, foi feito um processo iterativo baseado
nas conversões e temperaturas do reator utilizado como exemplo, definindo-se assim
porcentagens da massa total de catalisador para cada reator.

53
Para resolução do sistema de equação diferenciais (EDO’s) foi utilizado o método
de Runge Kutta (RK) de 4ª ordem (BOYCE & DIPRIMA, 2001, pg 435), com as equações
descritas abaixo:
Onde:
A aplicação do método de Runge-Kutta foi feita utilizando o software Microsoft
ExcelTM 2013.
Nas figuras 13 e 14 estão apresentados os resultados das resoluções do sistema
de EDO’s mencionado anteriormente.
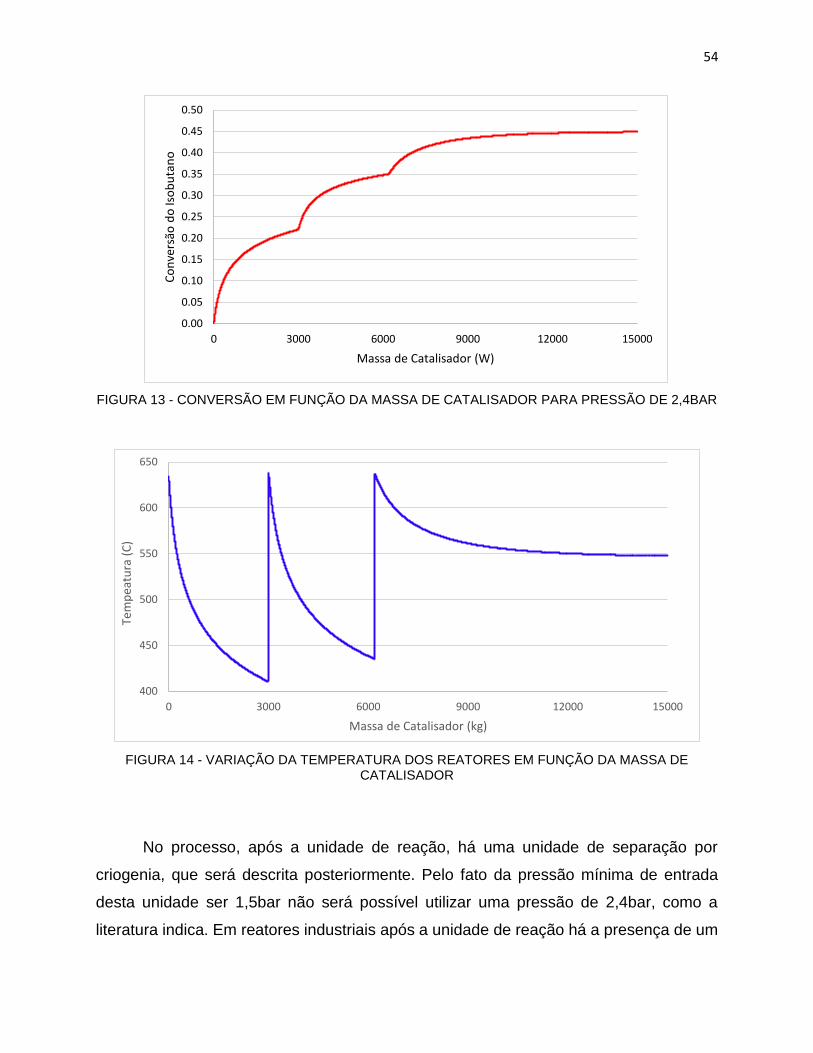
54
FIGURA 13 - CONVERSÃO EM FUNÇÃO DA MASSA DE CATALISADOR PARA PRESSÃO DE 2,4BAR
FIGURA 14 - VARIAÇÃO DA TEMPERATURA DOS REATORES EM FUNÇÃO DA MASSA DE CATALISADOR
No processo, após a unidade de reação, há uma unidade de separação por
criogenia, que será descrita posteriormente. Pelo fato da pressão mínima de entrada
desta unidade ser 1,5bar não será possível utilizar uma pressão de 2,4bar, como a
literatura indica. Em reatores industriais após a unidade de reação há a presença de um
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0 3000 6000 9000 12000 15000
Co
nve
rsão
do
Iso
bu
tan
o
Massa de Catalisador (W)
400
450
500
550
600
650
0 3000 6000 9000 12000 15000
Tem
pea
tura
(C
)
Massa de Catalisador (kg)

55
compressor para suprir essa falta de pressão. Entretanto, para tentar evitar o uso do
compressor, equipamento que para a vazão especificada de gás terá um custo muito
elevado. As figuras 15 e 16 apresentam os resultados do sistema de EDO’s para a
pressão da literatura: 2,4bar; e adicionalmente para a mínima pressão de alimentação
para que não seja utilizado o compressor, considerando todas as perdas de carga desde
a alimentação do primeiro reator até a saída do último reator: 3,5bar.
FIGURA 15 - CONVERSÃO EM FUNÇÃO DA MASSA DE CATALISADOR PARA P=2,4BAR E P=3,5BAR
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0 2000 4000 6000 8000 10000 12000 14000 16000
Co
nve
rsão
do
Iso
bu
tan
o
Massa de Catalisador (W)
2,4 bar
3,5 bar

56
FIGURA 16 - VARIAÇÃO DA TEMPERATURA EM FUNÇÃO DA MASSA DE CATALISADOR PARA P=2,4BAR E P=3,5BAR
O fluxo de massa de catalisador que deixa o reator foi otimizado para obter a
conversão mais elevada possível com menor massa de catalisador. O valor obtido foi de
180 kg/h de catalisador, condizendo com valores obtidos na literatura (SAHEBDELFAR
et al., 2011). Avaliando os gráficos, percebe-se que, ao aumentar a pressão, a conversão
diminui e a queda de temperatura no interior do reator eleva-se. Será consumido uma
quantidade superior de energia para aquecimento utilizando o processo operando a uma
pressão superior, com o adendo de que a conversão será ligeiramente menor.
A conversão global para a reação principal a uma pressão de operação de 2,4bar
é de 0,45; enquanto a uma pressão de 3,5bar este valor é reduzido para 0,39. A diferença
é de aproximadamente 5% de conversão, entretanto esta perda de conversão pode se
justificar pela não utilização no uso de um compressor, que com certeza teria grande
proporções, se não fosse necessário instalar mais de um em paralelo, pelo fato da vazão
de saída dos reatores ultrapassar o valor de 23 ton/h. Como para a obtenção da massa
de catalisador foi utilizada apenas a equação da taxa de formação de isobuteno a partir
da desidrogenação do isobutano, foi necessário utilizar a seletividade para a reação
principal de 0,9041, dado por US 2013/0158327A1 (2013) para calcular o rendimento de
cada reação. O processo de desidrogenação de propano e isobutano utiliza o mesmo
400
450
500
550
600
650
0 2000 4000 6000 8000 10000 12000 14000
Tem
pea
tura
(C
)
Raio adimensional para os três reatores Oleflex
2,4 bar
3,5 bar
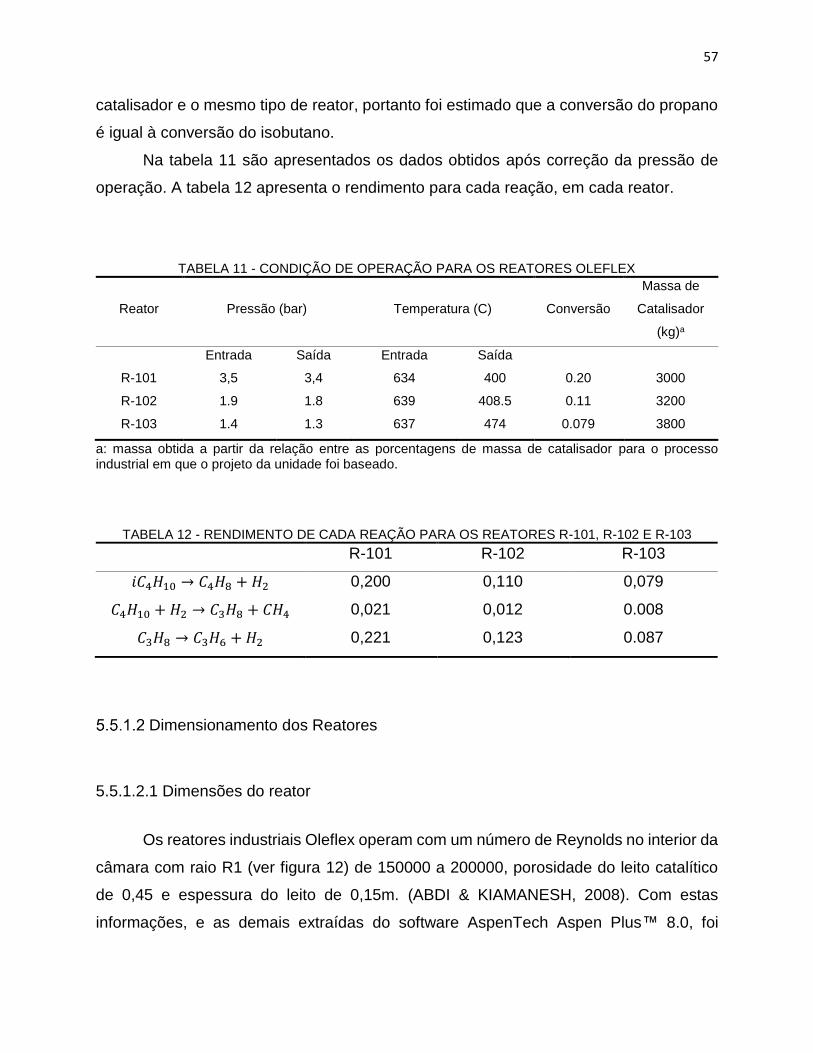
57
catalisador e o mesmo tipo de reator, portanto foi estimado que a conversão do propano
é igual à conversão do isobutano.
Na tabela 11 são apresentados os dados obtidos após correção da pressão de
operação. A tabela 12 apresenta o rendimento para cada reação, em cada reator.
TABELA 11 - CONDIÇÃO DE OPERAÇÃO PARA OS REATORES OLEFLEX
Reator Pressão (bar) Temperatura (C) Conversão
Massa de
Catalisador
(kg)a
Entrada Saída Entrada Saída
R-101 3,5 3,4 634 400 0.20 3000
R-102 1.9 1.8 639 408.5 0.11 3200
R-103 1.4 1.3 637 474 0.079 3800
a: massa obtida a partir da relação entre as porcentagens de massa de catalisador para o processo industrial em que o projeto da unidade foi baseado.
TABELA 12 - RENDIMENTO DE CADA REAÇÃO PARA OS REATORES R-101, R-102 E R-103
R-101 R-102 R-103
𝑖𝐶4𝐻10 → 𝐶4𝐻8 + 𝐻2 0,200 0,110 0,079
𝐶4𝐻10 + 𝐻2 → 𝐶3𝐻8 + 𝐶𝐻4 0,021 0,012 0.008
𝐶3𝐻8 → 𝐶3𝐻6 +𝐻2 0,221 0,123 0.087
Dimensionamento dos Reatores
5.5.1.2.1 Dimensões do reator
Os reatores industriais Oleflex operam com um número de Reynolds no interior da
câmara com raio R1 (ver figura 12) de 150000 a 200000, porosidade do leito catalítico
de 0,45 e espessura do leito de 0,15m. (ABDI & KIAMANESH, 2008). Com estas
informações, e as demais extraídas do software AspenTech Aspen Plus™ 8.0, foi
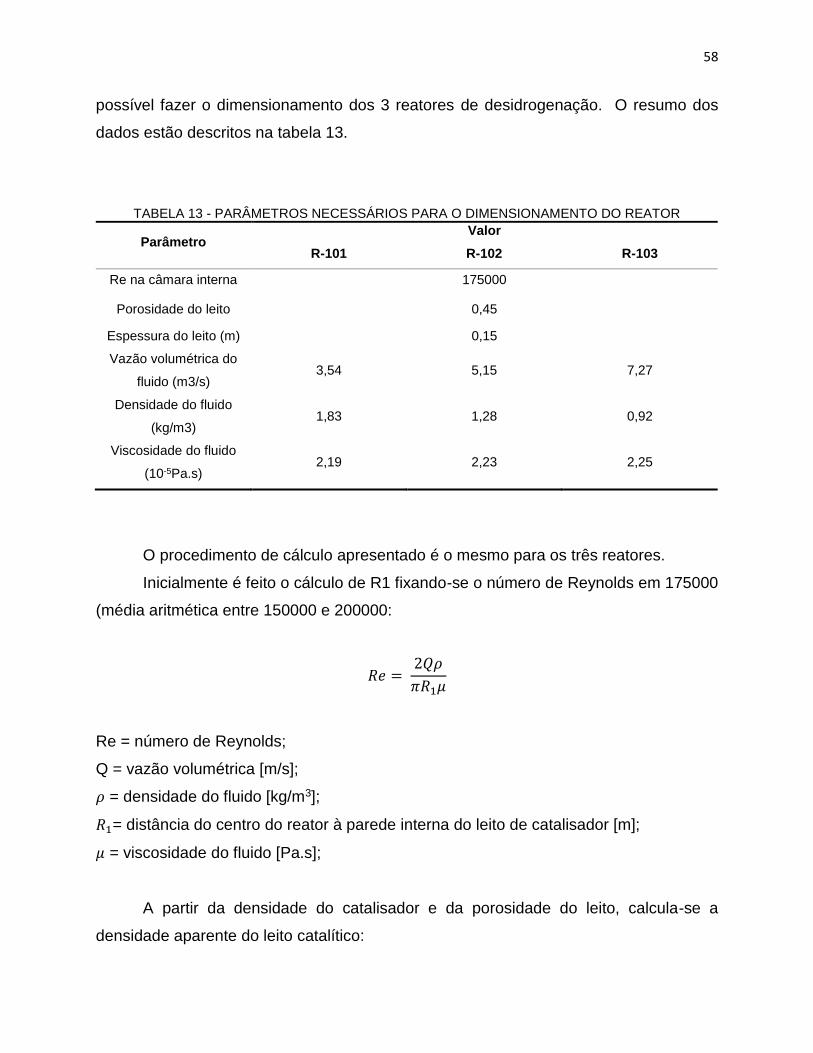
58
possível fazer o dimensionamento dos 3 reatores de desidrogenação. O resumo dos
dados estão descritos na tabela 13.
TABELA 13 - PARÂMETROS NECESSÁRIOS PARA O DIMENSIONAMENTO DO REATOR
Parâmetro Valor
R-101 R-102 R-103
Re na câmara interna 175000
Porosidade do leito 0,45
Espessura do leito (m) 0,15
Vazão volumétrica do
fluido (m3/s) 3,54 5,15 7,27
Densidade do fluido
(kg/m3) 1,83 1,28 0,92
Viscosidade do fluido
(10-5Pa.s) 2,19 2,23 2,25
O procedimento de cálculo apresentado é o mesmo para os três reatores.
Inicialmente é feito o cálculo de R1 fixando-se o número de Reynolds em 175000
(média aritmética entre 150000 e 200000:
𝑅𝑒 = 2𝑄𝜌
𝜋𝑅1𝜇
Re = número de Reynolds;
Q = vazão volumétrica [m/s];
𝜌 = densidade do fluido [kg/m3];
𝑅1= distância do centro do reator à parede interna do leito de catalisador [m];
𝜇 = viscosidade do fluido [Pa.s];
A partir da densidade do catalisador e da porosidade do leito, calcula-se a
densidade aparente do leito catalítico:

59
𝜌𝑑 = (1 − 𝜀)𝜌𝑐
𝜌𝑑 = densidade aparente do leito
𝜌𝑐= densidade do catalisador
𝜀 = porosidade do leito
Utilizando a espessura do leito, sabe-se que R2 será a soma aritmética entre R1 e a
espessura. Com este dado, é possível calcular a altura do reator, suficiente para
comportar o leito catalítico:
ℎ =𝑊
𝜋ℎ𝜌𝑑(𝑅22 − 𝑅1
2)
W = massa de catalisador no interior do reator (kg);
h = altura do leito catalítico (m).
O cálculo de R3 foi feito para que a área interior ao leito catalítico fosse igual à
área exterior ao leito catalítico, proporcionando assim a mesma velocidade do fluido,
uniformizando a passagem do fluido pelo leito catalítico:
𝑅32 = √𝑅1
2 + 𝑅22
𝑅3 = Raio do centro à parede externa do reator (m).
A tabela 14 apresenta os dados encontrados para os 3 raios anteriormente
especificados, para os reatores R-101, R-102 e R-103.
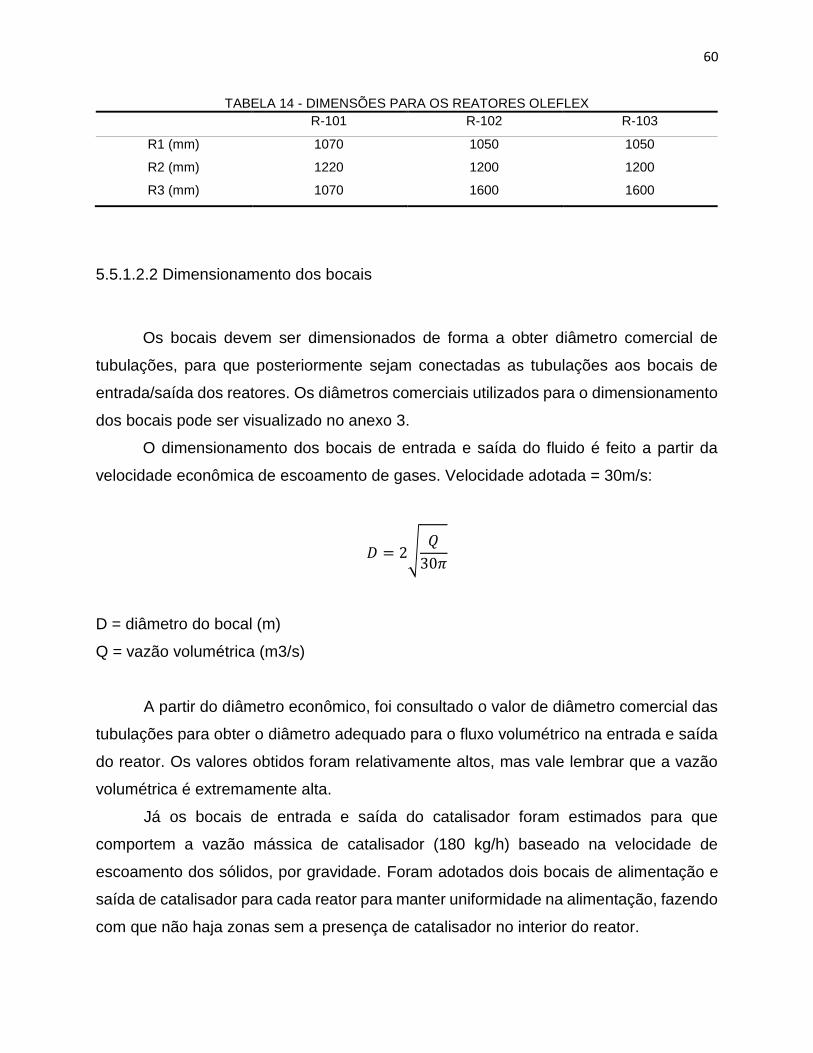
60
TABELA 14 - DIMENSÕES PARA OS REATORES OLEFLEX
R-101 R-102 R-103
R1 (mm) 1070 1050 1050
R2 (mm) 1220 1200 1200
R3 (mm) 1070 1600 1600
5.5.1.2.2 Dimensionamento dos bocais
Os bocais devem ser dimensionados de forma a obter diâmetro comercial de
tubulações, para que posteriormente sejam conectadas as tubulações aos bocais de
entrada/saída dos reatores. Os diâmetros comerciais utilizados para o dimensionamento
dos bocais pode ser visualizado no anexo 3.
O dimensionamento dos bocais de entrada e saída do fluido é feito a partir da
velocidade econômica de escoamento de gases. Velocidade adotada = 30m/s:
𝐷 = 2√𝑄
30𝜋
D = diâmetro do bocal (m)
Q = vazão volumétrica (m3/s)
A partir do diâmetro econômico, foi consultado o valor de diâmetro comercial das
tubulações para obter o diâmetro adequado para o fluxo volumétrico na entrada e saída
do reator. Os valores obtidos foram relativamente altos, mas vale lembrar que a vazão
volumétrica é extremamente alta.
Já os bocais de entrada e saída do catalisador foram estimados para que
comportem a vazão mássica de catalisador (180 kg/h) baseado na velocidade de
escoamento dos sólidos, por gravidade. Foram adotados dois bocais de alimentação e
saída de catalisador para cada reator para manter uniformidade na alimentação, fazendo
com que não haja zonas sem a presença de catalisador no interior do reator.
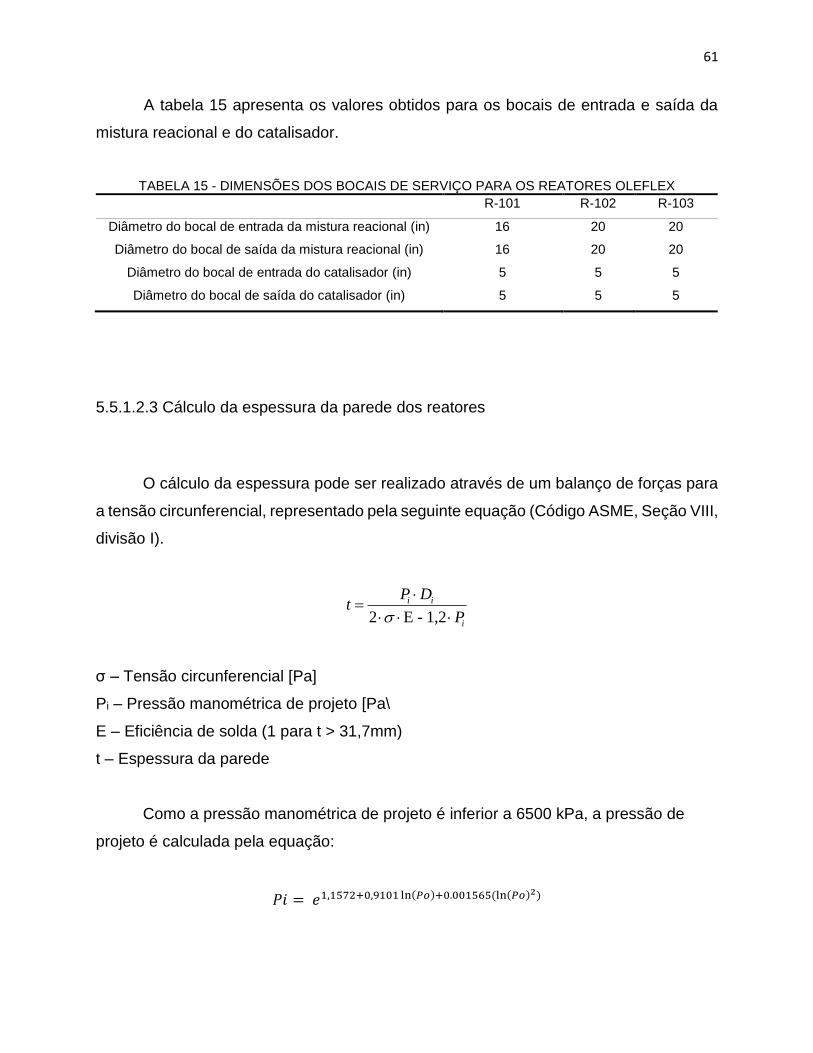
61
A tabela 15 apresenta os valores obtidos para os bocais de entrada e saída da
mistura reacional e do catalisador.
TABELA 15 - DIMENSÕES DOS BOCAIS DE SERVIÇO PARA OS REATORES OLEFLEX
R-101 R-102 R-103
Diâmetro do bocal de entrada da mistura reacional (in) 16 20 20
Diâmetro do bocal de saída da mistura reacional (in) 16 20 20
Diâmetro do bocal de entrada do catalisador (in) 5 5 5
Diâmetro do bocal de saída do catalisador (in) 5 5 5
5.5.1.2.3 Cálculo da espessura da parede dos reatores
O cálculo da espessura pode ser realizado através de um balanço de forças para
a tensão circunferencial, representado pela seguinte equação (Código ASME, Seção VIII,
divisão I).
2 E - 1,2
i i
i
P Dt
P
σ – Tensão circunferencial [Pa]
Pi – Pressão manométrica de projeto [Pa\
E – Eficiência de solda (1 para t > 31,7mm)
t – Espessura da parede
Como a pressão manométrica de projeto é inferior a 6500 kPa, a pressão de
projeto é calculada pela equação:
𝑃𝑖 = 𝑒1,1572+0,9101 ln(𝑃𝑜)+0.001565(ln(𝑃𝑜)2)
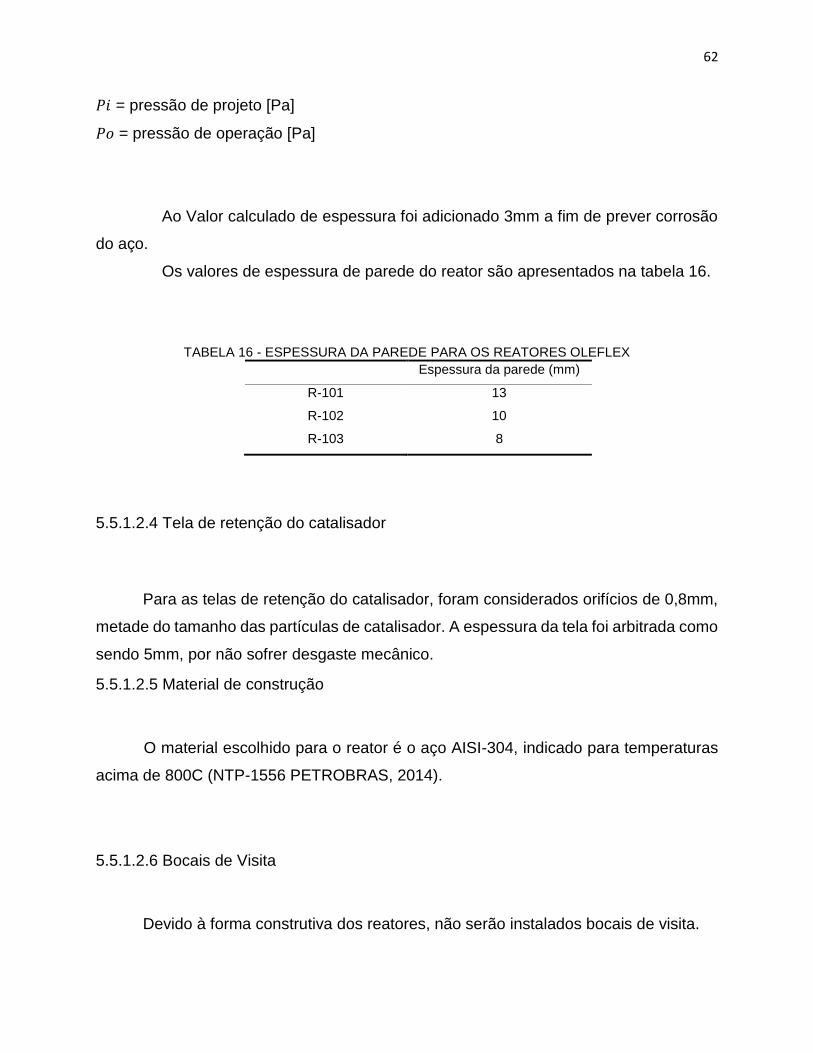
62
𝑃𝑖 = pressão de projeto [Pa]
𝑃𝑜 = pressão de operação [Pa]
Ao Valor calculado de espessura foi adicionado 3mm a fim de prever corrosão
do aço.
Os valores de espessura de parede do reator são apresentados na tabela 16.
TABELA 16 - ESPESSURA DA PAREDE PARA OS REATORES OLEFLEX
Espessura da parede (mm)
R-101 13
R-102 10
R-103 8
5.5.1.2.4 Tela de retenção do catalisador
Para as telas de retenção do catalisador, foram considerados orifícios de 0,8mm,
metade do tamanho das partículas de catalisador. A espessura da tela foi arbitrada como
sendo 5mm, por não sofrer desgaste mecânico.
5.5.1.2.5 Material de construção
O material escolhido para o reator é o aço AISI-304, indicado para temperaturas
acima de 800C (NTP-1556 PETROBRAS, 2014).
5.5.1.2.6 Bocais de Visita
Devido à forma construtiva dos reatores, não serão instalados bocais de visita.
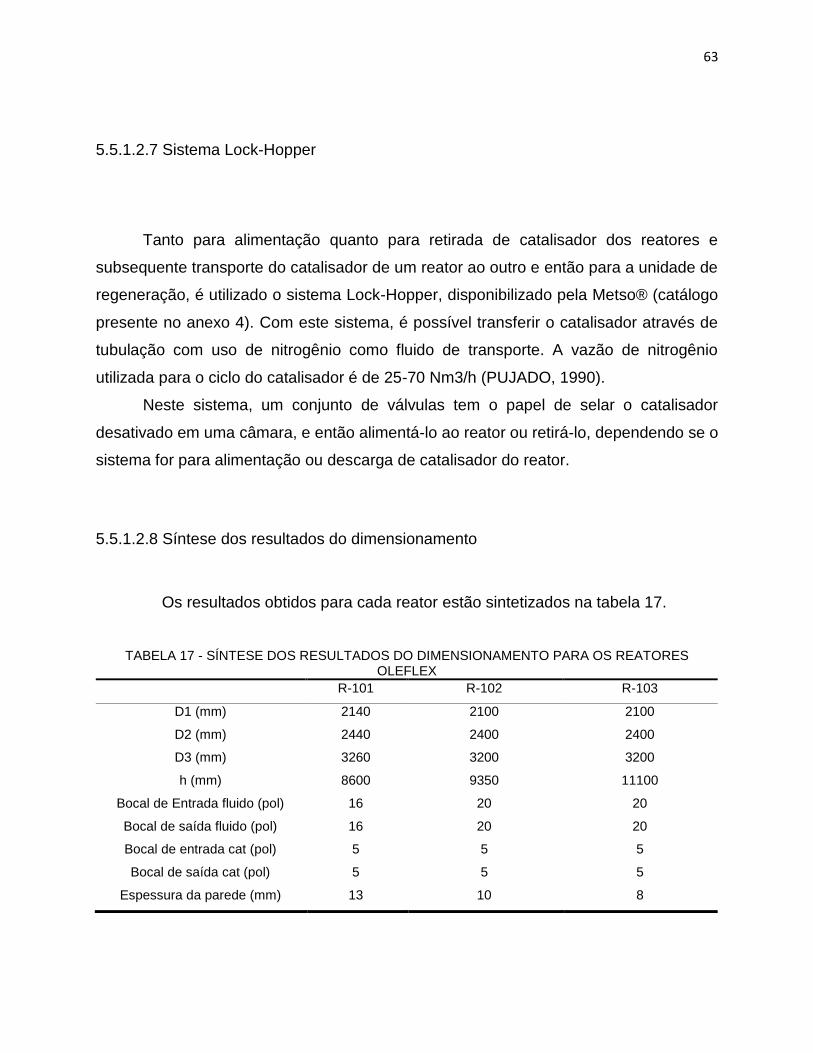
63
5.5.1.2.7 Sistema Lock-Hopper
Tanto para alimentação quanto para retirada de catalisador dos reatores e
subsequente transporte do catalisador de um reator ao outro e então para a unidade de
regeneração, é utilizado o sistema Lock-Hopper, disponibilizado pela Metso® (catálogo
presente no anexo 4). Com este sistema, é possível transferir o catalisador através de
tubulação com uso de nitrogênio como fluido de transporte. A vazão de nitrogênio
utilizada para o ciclo do catalisador é de 25-70 Nm3/h (PUJADO, 1990).
Neste sistema, um conjunto de válvulas tem o papel de selar o catalisador
desativado em uma câmara, e então alimentá-lo ao reator ou retirá-lo, dependendo se o
sistema for para alimentação ou descarga de catalisador do reator.
5.5.1.2.8 Síntese dos resultados do dimensionamento
Os resultados obtidos para cada reator estão sintetizados na tabela 17.
TABELA 17 - SÍNTESE DOS RESULTADOS DO DIMENSIONAMENTO PARA OS REATORES OLEFLEX
R-101 R-102 R-103
D1 (mm) 2140 2100 2100
D2 (mm) 2440 2400 2400
D3 (mm) 3260 3200 3200
h (mm) 8600 9350 11100
Bocal de Entrada fluido (pol) 16 20 20
Bocal de saída fluido (pol) 16 20 20
Bocal de entrada cat (pol) 5 5 5
Bocal de saída cat (pol) 5 5 5
Espessura da parede (mm) 13 10 8

64
Dimensionamento da Unidade de Regeneração de catalisador
A unidade de regeneração de catalisador (ou CCR) é necessária para regenerar
o catalisador desativado que deixa o último reator do grupo Oleflex™. Não foram
encontrados dados na literatura para dimensionamento adequado desta unidade.
Portanto na folha de especificação consta o fluxo de massa dos reatores para
regeneração. A transferência do catalisador para e da unidade CCR se dá pelo uso de
nitrogênio, como já mencionado anteriormente.
5.5.2 Oxidação do isobuteno à metacroleína
A próxima etapa do processo de reação é oxidar o isobuteno, produzido
previamente pela desidrogenação do isobutano, formando assim como produto a
metacroleína, intermediário do processo de produção do ácido metacrílico.
As reações presentes nesta unidade de reação estão descritas abaixo.
𝐶4𝐻8 + 𝑂2 → 𝐶4𝐻6𝑂 + 𝐻2𝑂 (I)
𝐶4𝐻8 + 6𝑂2 → 4𝐶𝑂2 + 4𝐻2𝑂 (II)
𝐶4𝐻10 + 6,5𝑂2 → 4𝐶𝑂2 + 5𝐻2𝑂 (III)
𝐶4𝐻6𝑂 + 0,5𝑂2 → 𝐶4𝐻6𝑂2 (IV)
2𝐶4𝐻6𝑂 + 4𝑂2 → 3𝐶2𝐻4𝑂2 + 4𝐶𝑂2 (V)
A oxidação ocorre em fase gasosa à baixas pressões. Além da reação de
formação da metacroleína, ocorrem reações de combustão do isobutano e isobuteno e
formação de uma pequena quantidade de ácido acético e ácido metacrílico.
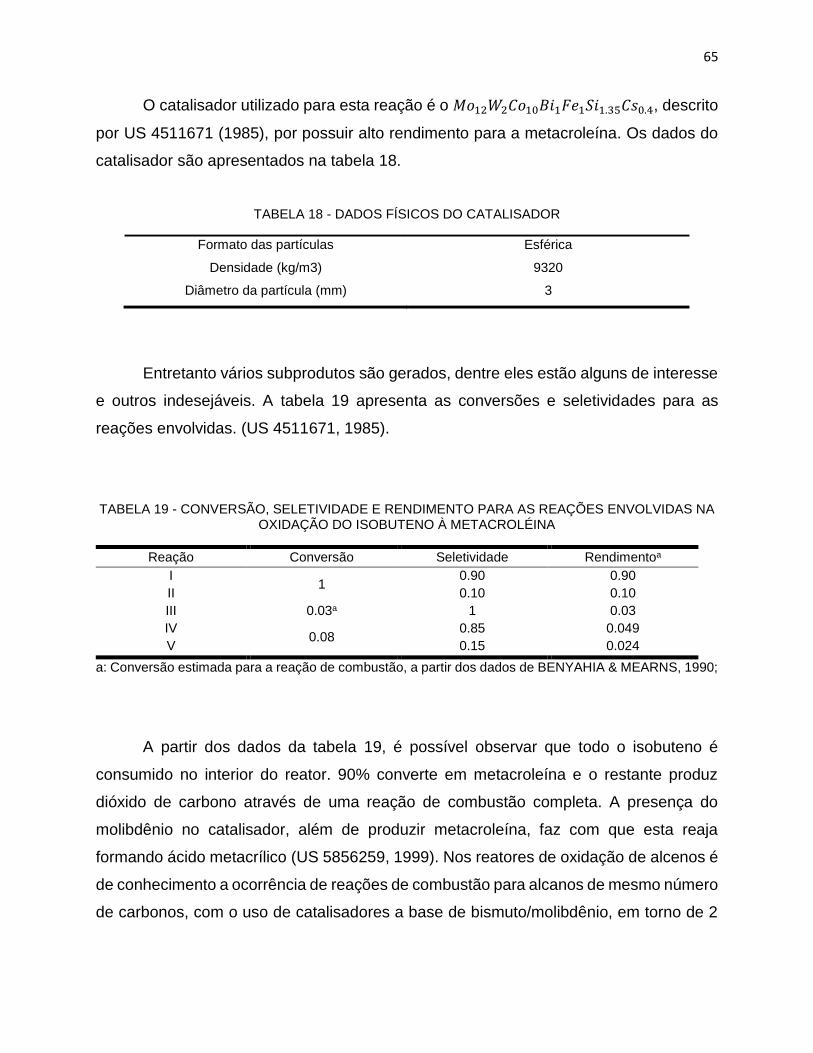
65
O catalisador utilizado para esta reação é o 𝑀𝑜12𝑊2𝐶𝑜10𝐵𝑖1𝐹𝑒1𝑆𝑖1.35𝐶𝑠0.4, descrito
por US 4511671 (1985), por possuir alto rendimento para a metacroleína. Os dados do
catalisador são apresentados na tabela 18.
TABELA 18 - DADOS FÍSICOS DO CATALISADOR
Formato das partículas Esférica
Densidade (kg/m3) 9320
Diâmetro da partícula (mm) 3
Entretanto vários subprodutos são gerados, dentre eles estão alguns de interesse
e outros indesejáveis. A tabela 19 apresenta as conversões e seletividades para as
reações envolvidas. (US 4511671, 1985).
TABELA 19 - CONVERSÃO, SELETIVIDADE E RENDIMENTO PARA AS REAÇÕES ENVOLVIDAS NA OXIDAÇÃO DO ISOBUTENO À METACROLÉINA
Reação Conversão Seletividade Rendimentoa
I 1
0.90 0.90
II 0.10 0.10
III 0.03a 1 0.03
IV 0.08
0.85 0.049
V 0.15 0.024
a: Conversão estimada para a reação de combustão, a partir dos dados de BENYAHIA & MEARNS, 1990;
A partir dos dados da tabela 19, é possível observar que todo o isobuteno é
consumido no interior do reator. 90% converte em metacroleína e o restante produz
dióxido de carbono através de uma reação de combustão completa. A presença do
molibdênio no catalisador, além de produzir metacroleína, faz com que esta reaja
formando ácido metacrílico (US 5856259, 1999). Nos reatores de oxidação de alcenos é
de conhecimento a ocorrência de reações de combustão para alcanos de mesmo número
de carbonos, com o uso de catalisadores a base de bismuto/molibdênio, em torno de 2

66
a 5% de conversão (BENYAHIA & MEARNS, 1990). Foi estimado um valor de 3% para
a conversão da reação de combustão do isobutano.
US 4511671 faz uma análise da temperatura de reação, onde as conversões
obtidas na tabela 19 são para a temperatura de 346C. Como não foram encontrados
dados cinéticos suficientes para fazer uma análise sensitiva de temperatura, a realização
desta etapa no projeto do reator não será possível, onde será adotado 346C como
temperatura ótima de operação.
Na tabela 20 são apresentadas as entalpias de reação à temperatura de reação,
fornecidas pelo software Aspentech Aspen Plus™ 8.0.
TABELA 20 - ENTALPIAS DE REAÇÃO PARA AS REAÇÕES ENVOLVIDAS NA OXIDAÇÃO DO ISOBUTENO À METACROLEÍNA
Reação Entalpia (kJ/mol)
I -337,4
II -2522,1
III -2645,3
IV -255,4
V -931,9
Pelos dados apresentados na tabela 20, é possível observar que todas as reações
são altamente exotérmicas. Para controle da temperatura de reação é a literatura propõe
o uso de um reator tipo PFR multitubular, com o catalisador no interior dos tubos, por
onde passará a mistura reacional; e um fluido na parte exterior para retirar a energia
gerada pela reação. Devido à alta entalpia de reação no processo, optou-se pelo uso
DOWTHERM A como fluido de resfriamento. O catálogo deste produto é apresentado no
anexo 5.
Em US 5856259 (1999), é indicado que a razão da alimentação de isobuteno e
oxigênio deve estar na razão de 1:3. Pela exotermicidade da reação, foi adotado o uso
de ar atmosférico, assim o nitrogênio, inerte no sistema reacional, auxilia na diluição da
corrente de alimentação. Para auxiliar no controle da reação, US 4954650 (1990) sugere
o uso de 15% vol. de vapor na alimentação do reator. Não foi possível fazer análise
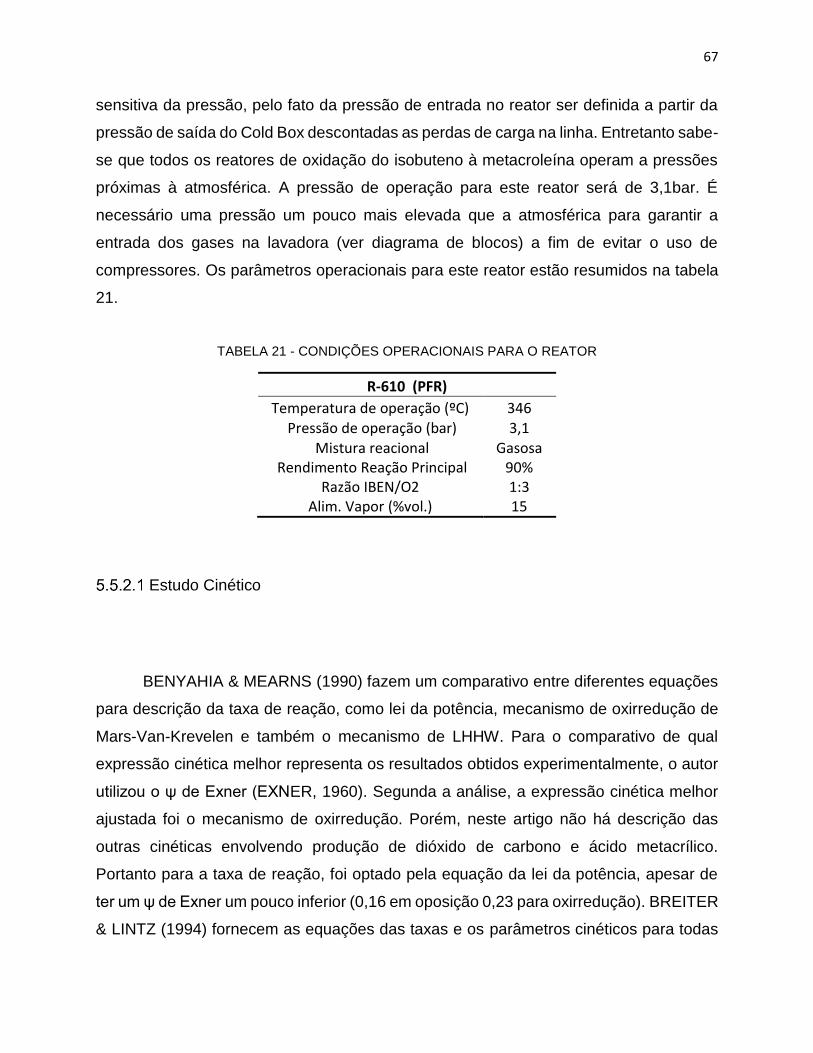
67
sensitiva da pressão, pelo fato da pressão de entrada no reator ser definida a partir da
pressão de saída do Cold Box descontadas as perdas de carga na linha. Entretanto sabe-
se que todos os reatores de oxidação do isobuteno à metacroleína operam a pressões
próximas à atmosférica. A pressão de operação para este reator será de 3,1bar. É
necessário uma pressão um pouco mais elevada que a atmosférica para garantir a
entrada dos gases na lavadora (ver diagrama de blocos) a fim de evitar o uso de
compressores. Os parâmetros operacionais para este reator estão resumidos na tabela
21.
TABELA 21 - CONDIÇÕES OPERACIONAIS PARA O REATOR
R-610 (PFR)
Temperatura de operação (ºC) 346 Pressão de operação (bar) 3,1
Mistura reacional Gasosa Rendimento Reação Principal 90%
Razão IBEN/O2 1:3 Alim. Vapor (%vol.) 15
Estudo Cinético
BENYAHIA & MEARNS (1990) fazem um comparativo entre diferentes equações
para descrição da taxa de reação, como lei da potência, mecanismo de oxirredução de
Mars-Van-Krevelen e também o mecanismo de LHHW. Para o comparativo de qual
expressão cinética melhor representa os resultados obtidos experimentalmente, o autor
utilizou o ψ de Exner (EXNER, 1960). Segunda a análise, a expressão cinética melhor
ajustada foi o mecanismo de oxirredução. Porém, neste artigo não há descrição das
outras cinéticas envolvendo produção de dióxido de carbono e ácido metacrílico.
Portanto para a taxa de reação, foi optado pela equação da lei da potência, apesar de
ter um ψ de Exner um pouco inferior (0,16 em oposição 0,23 para oxirredução). BREITER
& LINTZ (1994) fornecem as equações das taxas e os parâmetros cinéticos para todas
68
as reações envolvidas, descrevendo-as a partir da lei da potência. As equações das
taxas são apresentadas pelas equações abaixo.
𝑟12 =𝑘𝑚,12𝐶𝐶4𝐻81 + 𝑏𝐶𝐶4𝐻8
𝑟14 =𝑘𝑚,14𝐶𝐶4𝐻81 + 𝑏𝐶𝐶4𝐻8
𝑟23 = 𝑘𝑚,23𝐶𝐶4𝐻6𝑂
𝑟12 = taxa de formação de metacroleína [mol/g.s];
𝑟14 = taxa de formação de dióxido de carbono [mol/g.s];
𝑟23 = taxa de formação de ácido metacrílico [mol/g.s];
𝑘𝑚,12 = constante cinética para equação da taxa de formação de metacroleína [cm3/g.s];
𝑘𝑚,14 = constante cinética para equação da taxa de formação de dióxido de carbono
[cm3/g.s];
𝑘𝑚,23 = constante cinética para equação da taxa de formação do ácido metacrílico
[cm3/g.s];
𝐶𝐶4𝐻8 = concentração de isobuteno [cm3/g.s];
𝐶𝐶4𝐻6𝑂 = concentração da metacroleína [cm3/g.s];
TABELA 22 - PARÂMETROS CINÉTICOS PARA A RESOLUÇÃO DA CINÉTICA DO REATOR
Valor [cm3/g.s]
𝑘𝑚0,12 1,16
𝑘𝑚0,14 0,17
𝑘𝑚0,23 0,21
b 0,03
A partir dos parâmetros cinéticos na temperatura de referência, é possível corrigir
para a temperatura de reação:
69
𝑘𝑚,12 = 𝑒(−87197.28,314.𝑇(𝑊)
)
𝑘𝑚,14 = 𝑒(−77074.948,314.𝑇(𝑊)
)
𝑘𝑚,23 = 𝑒(−154224,78,314.𝑇(𝑊)
)
T = temperatura [K];
W = massa de catalisador [kg].
Como não haviam dados disponíveis da taxa do ácido acético em BREITER &
LINTZ (1994) sua formação foi estimada pela seletividade da reação.
5.5.2.1.1 Cálculo da massa de catalisador
Para obtenção da massa de catalisador, além das taxas de formação dos
produtos, é necessário avaliar a variação de vazão molar de cada componente em
relação à massa de catalisador. Portanto a concentração de cada componente é escrita
em função da vazão:
𝐶𝑗 = 𝐶𝑇0 ×𝐹𝑗
𝐹𝑇×𝑃
𝑃0×𝑇0
𝑇
𝑑𝐹𝑗
𝑑𝑊= 𝑟𝑗
Sendo que deve-se levar em conta a taxa de todas as reações em que o
componente participa. Logo:
70
𝑑𝐹𝑖𝑠𝑜𝑏𝑢𝑡𝑒𝑛𝑜𝑑𝑊
= −𝑟𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒í𝑛𝑎 − 𝑟𝐶𝑂24
𝑑𝐹𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒í𝑛𝑎𝑑𝑊
= −𝑟á𝑐𝑖𝑑𝑜 𝑚𝑒𝑡𝑎𝑐𝑟í𝑙𝑖𝑐𝑜 − 𝑟𝑖𝑠𝑜𝑏𝑢𝑡𝑒𝑛𝑜
𝑑𝐹á𝑐𝑖𝑑𝑜 𝑚𝑒𝑡𝑎𝑐𝑟í𝑙𝑖𝑐𝑜𝑑𝑊
= −𝑟𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒í𝑛𝑎
𝑑𝐹𝐶𝑂2𝑑𝑊
= −𝑟𝐶𝑂2
𝑑𝐹𝑂2𝑑𝑊
= 𝑟𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒í𝑛𝑎 − 𝑟𝐶𝑂24/6
𝑑𝐹𝐻2𝑂𝑑𝑊
= 𝑟𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒í𝑛𝑎 + 𝑟𝐶𝑂24/6
As seis equações diferenciais devem ser resolvidas simultaneamente para
verificar qual é a variação de vazão molar com a massa de catalisador.
Outro fator a ser levado em conta é a perda de carga. A perda de carga em um
leito fixo é calculada pela equação de Ergun:
𝑦 =𝑃
𝑃𝑜
Ac= área da seção catalítica (m2);
ρc=densidade do catalisador (kg/m3);
Φ=porosidade;
P0=pressão inicial (Pa);
71
Dp=diâmetro da partícula (m);
ρ=densidade do fluido (kg/m3);
μ=viscosidade da mistura reacional (Pa.s);
G=ρ.u;
u=velocidade de escoamento (m/s);
Como o reator é não adiabático, inclui-se também o balanço de energia, fornecido
por (LUYBEN, 2007).
𝑑𝑇
𝑑𝑊=−∆𝐻𝑟 × 𝑟 −
4 × 𝑈 × (𝑇 − 𝑇𝑑𝑜𝑤𝑡ℎ𝑒𝑟𝑚)𝜌𝑐𝑎𝑡 × 𝑑𝑡𝑢𝑏𝑜
∑𝑐𝑝𝑗 × 𝐹𝐽
Resolvendo o sistema de equações diferenciais (variação de vazão com massa
de catalisador, perda de carga e perfil de temperatura) encontra-se a massa de
catalisador necessária para a reação. A massa de catalisador obtida é apresentado na
figura 17.
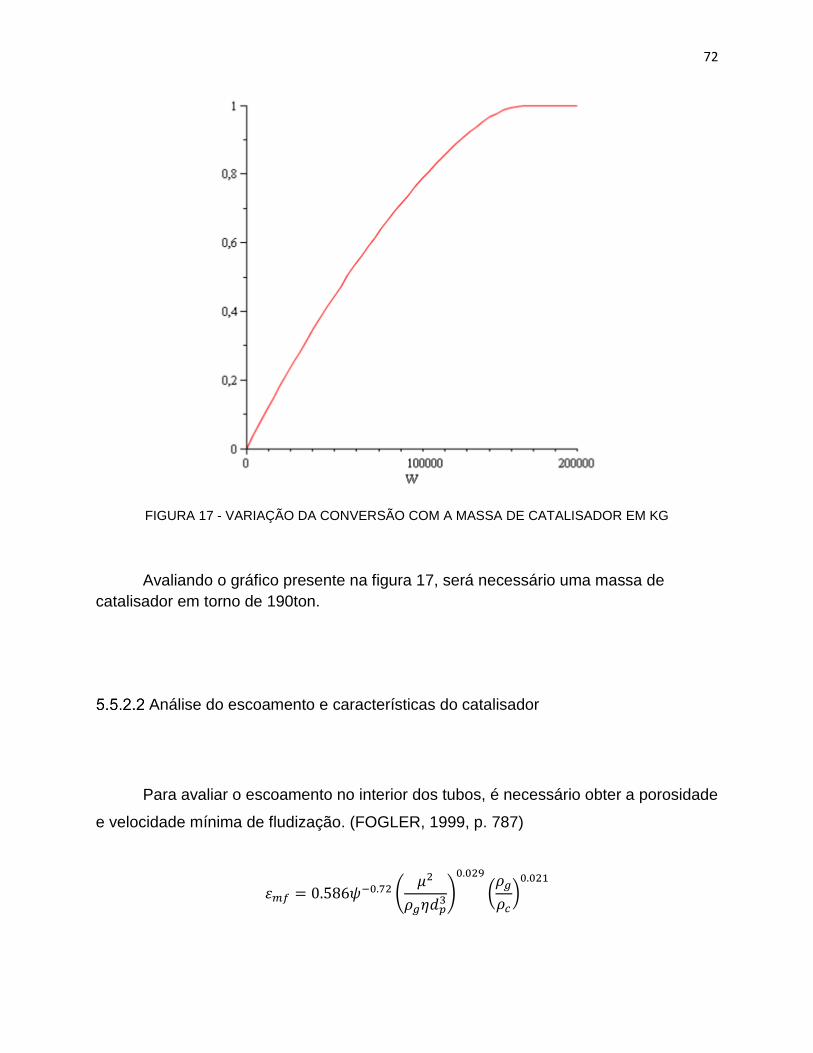
72
FIGURA 17 - VARIAÇÃO DA CONVERSÃO COM A MASSA DE CATALISADOR EM KG
Avaliando o gráfico presente na figura 17, será necessário uma massa de
catalisador em torno de 190ton.
Análise do escoamento e características do catalisador
Para avaliar o escoamento no interior dos tubos, é necessário obter a porosidade
e velocidade mínima de fludização. (FOGLER, 1999, p. 787)
𝜀𝑚𝑓 = 0.586𝜓−0.72 (
𝜇2
𝜌𝑔𝜂𝑑𝑝3)
0.029
(𝜌𝑔
𝜌𝑐)0.021

73
𝜀𝑚𝑓 = porosidade mínima de fluidização
𝜓 = concentração adimensional (estimado como 0,9) (FOGLER, 1999, p. 747)
𝜇 = viscosidade [Pa.s]
𝜌𝑔 = densidade do fluido [kg/m3]
𝜌𝑐 = densidade do catalisador [kg/m3]
𝑑𝑝3 = diâmetro da partícula de catalisador [m]
Pela equação, foi obtida uma porosidade mínima de 0,33, indicando que para as
partículas de determinado diâmetro, o mínimo espaço vazio entre as partículas é de 0,33.
Portanto foi adotado o valor de 0,40 como porosidade mínima. Para esta porosidade
estipulada, foi calculada a velocidade mínima de fluidização (FOGLER, 1999, p. 787).
(𝜌𝑐 − 𝜌𝑔). 𝑔 = 150.𝜇. 𝑣𝑚𝑑𝑝2
.(1 − 𝜀𝑚𝑓)
𝜀𝑚𝑓3 + 1,75
𝜌𝑔
𝑑𝑝.𝑣𝑚2
𝜀𝑚𝑓2
𝑣𝑚 = velocidade mínima de fluidização [m/s]
O valor obtido foi de 2,7 m/s. Para garantia que não haverá fluidização foi adotado
um valor de 70% da velocidade mínima de fluidização, como sugerido por FOGLER
(1999), p. 789. Portando o valor adotado foi de 2,0 m/s.
Dimensionamento do reator
5.5.2.3.1 Cálculo das dimensões do reator

74
O volume do leito catalítico pode ser calculado utilizando a equação abaixo:
𝑉 =𝑊
(1 − 𝜙) × 𝜌𝑐𝑎𝑡
V = volume do reator [m3]
W = massa de catalisador [kg]
𝜙 = porosidade do leito catalítico
𝜌𝑐𝑎𝑡 = densidade do catalisador [kg/m3]
Utilizando os dados já mencionados anteriormente, o volume encontrado foi de
34m3.
Pelo fato das reações serem altamente exotérmicas, foi necessário utilizar tubos
de diâmetro 1,25’’ (diâmetro nominal), para aumentar a eficiência de troca térmica
(LUYBEN, 2007). O cálculo do número de tubos foi feito para uma velocidade de 2,0 m/s
em cada tubo, e é descrito pela equação abaixo.
𝑄𝑡𝑢𝑏𝑜 = 0,8 ×3,14𝑑2
4
Qtubo = vazão volumétrica do tubo [m3/s]
d = diâmetro do tubo [m]
Para o cálculo do número de tubos, utiliza-se a equação abaixo.
𝑛𝑡𝑢𝑏𝑜 =𝑄𝑡𝑜𝑡𝑎𝑙
𝑄𝑡𝑢𝑏𝑜
A altura do leito catalítico é obtida pela seguinte equação:
ℎ =𝑉𝑜𝑙𝑢𝑚𝑒 𝑑𝑜 𝑙𝑒𝑖𝑡𝑜 𝑐𝑎𝑡𝑎𝑙í𝑡𝑖𝑐𝑜
∑ á𝑟𝑒𝑎 𝑑𝑜𝑠 𝑡𝑢𝑏𝑜𝑠
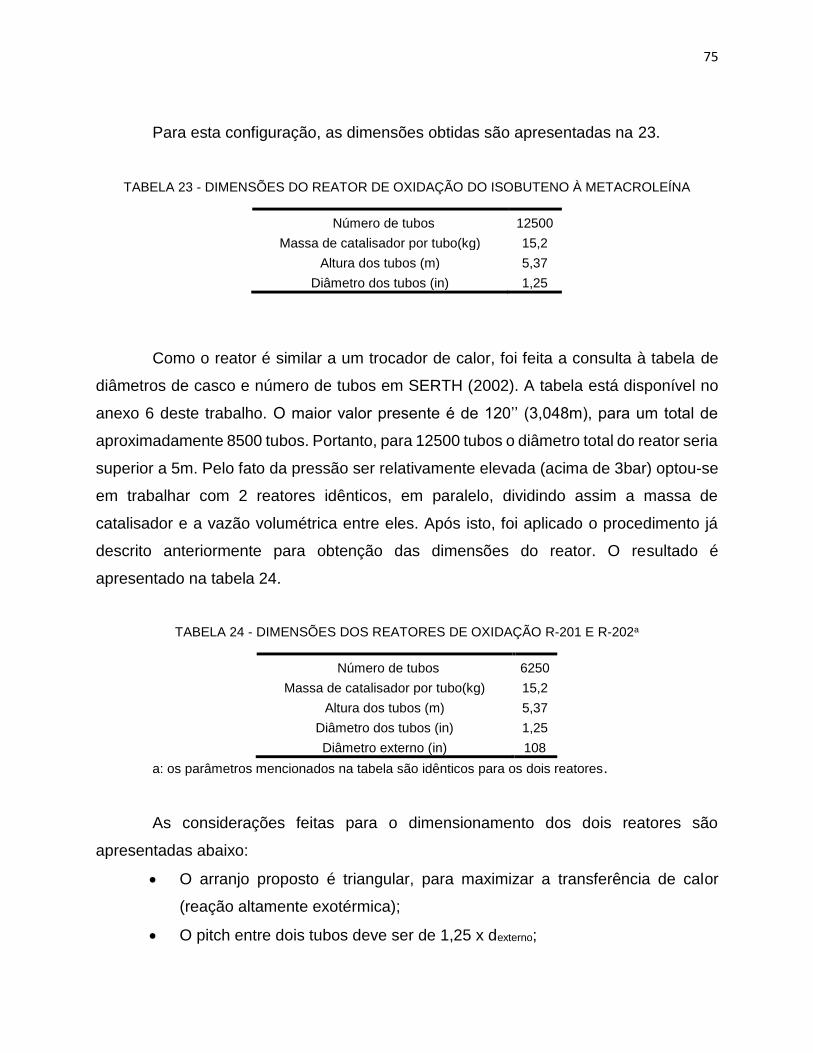
75
Para esta configuração, as dimensões obtidas são apresentadas na 23.
TABELA 23 - DIMENSÕES DO REATOR DE OXIDAÇÃO DO ISOBUTENO À METACROLEÍNA
Número de tubos 12500
Massa de catalisador por tubo(kg) 15,2
Altura dos tubos (m) 5,37
Diâmetro dos tubos (in) 1,25
Como o reator é similar a um trocador de calor, foi feita a consulta à tabela de
diâmetros de casco e número de tubos em SERTH (2002). A tabela está disponível no
anexo 6 deste trabalho. O maior valor presente é de 120’’ (3,048m), para um total de
aproximadamente 8500 tubos. Portanto, para 12500 tubos o diâmetro total do reator seria
superior a 5m. Pelo fato da pressão ser relativamente elevada (acima de 3bar) optou-se
em trabalhar com 2 reatores idênticos, em paralelo, dividindo assim a massa de
catalisador e a vazão volumétrica entre eles. Após isto, foi aplicado o procedimento já
descrito anteriormente para obtenção das dimensões do reator. O resultado é
apresentado na tabela 24.
TABELA 24 - DIMENSÕES DOS REATORES DE OXIDAÇÃO R-201 E R-202a
Número de tubos 6250
Massa de catalisador por tubo(kg) 15,2
Altura dos tubos (m) 5,37
Diâmetro dos tubos (in) 1,25
Diâmetro externo (in) 108
a: os parâmetros mencionados na tabela são idênticos para os dois reatores.
As considerações feitas para o dimensionamento dos dois reatores são
apresentadas abaixo:
O arranjo proposto é triangular, para maximizar a transferência de calor
(reação altamente exotérmica);
O pitch entre dois tubos deve ser de 1,25 x dexterno;
76
O diâmetro do casco é obtido com base na tabela que relaciona o número
de tubos, diâmetro dos tubos e tipo de arranjo (ASME);
O espaçamento entre chicanas deve se situar entre: Dcasco/5 e Dcasco;
A temperatura de aproximação mínima (approach) foi considerado como
sendo 10C. (BRANAN, 2005).
A tabela 25 expõe os valores encontrados durante o dimensionamento:
TABELA 25 - CARACTERÍSTICAS CONSTRUTIVAS DOS REATORES R-201 E R-202
Arranjo Triangular
Volume (m3) 17
Diâmetro do casco (m) 2,74
Espaçamento entre chicanas (m) 1,65
Pitch (m) 0,039
5.5.2.3.2 Bocais de serviço dos reatores
5.5.2.3.2.1 Bocais de entrada e saída da mistura reacional
A velocidade econômica para um gás na passagem por um bocal não deve ser
maior que 30 m/s. Tal critério é adotado para que a perda de não ultrapasse 0,1 bar.
Logo, a área do bocal é calculada por:
𝐴 =𝑄
𝑣
A partir da vazão volumétrica da mistura reacional, para a velocidade de
escoamento de 30m/s, foi obtido um bocal com diâmetro nominal de 20’’.
Como a vazão praticamente não se altera durante a reação os bocais de entrada
e de saída do reator terão o mesmo diâmetro.
77
5.5.2.3.2.2 Bocal de entrada do DOWTHERM A
O bocal para entrada do DOWTHERM A é calculado seguindo o mesmo
princípio, no entanto o DOWTHERM entra como líquido. A velocidade econômica para
passagem de líquido em uma tubulação é de 10ft/s (COLOCAR REFERENCIA DAS
HEURISTICAS AQUI). Utilizando o mesmo procedimento para o cálculo dos bocais de
entrada e saída da mistura reacional, obteve-se um valor de diâmetro nominal 3’’.
5.5.2.3.2.3 Bocal de saída do DOWTHERM A
Como há vaporização do DOWTHERM presente no casco, a velocidade de saída
no bocal é considerada como sendo de vapor, ou seja, 30m/s. Utilizando a vazão
volumétrica de DOWTHERM na equação descrita na sessão acima foi obtido um
diâmetro de bocal de 2’’.
5.5.2.3.3 Cálculo da espessura da parede dos reatores
O cálculo da espessura pode ser realizado através de um balanço de forças para
a tensão circunferencial, representado pela seguinte equação (Código ASME, Seção VIII,
divisão I).
2 E - 1,2
i i
i
P Dt
P
78
σ – Tensão circunferencial [Pa]
Pi – Pressão manométrica de projeto [Pa\
E – Eficiência de solda (1 para t > 31,7mm)
t – Espessura da parede
Como a pressão manométrica de projeto é inferior a 6500 kPa, a pressão de
projeto é calculada pela equação:
𝑃𝑖 = 𝑒1,1572+0,9101 ln(𝑃𝑜)+0.001565(ln(𝑃𝑜)2)
𝑃𝑖 = pressão de projeto [Pa]
𝑃𝑜 = pressão de operação [Pa]
Ao Valor calculado de espessura foi adicionado 3mm a fim de prever corrosão
do aço.
Os valores de espessura de parede do reator são apresentados na tabela 16.
TABELA 26 - ESPESSURA DA PAREDE PARA OS REATORES R-201 E R105
Espessura da parede (mm)
R-201 10
R-202 10
5.5.2.3.4 Material de construção do reator
O material utilizado será o aço AISI-304 pelo fato das altas temperaturas de
operação.
79
Obtenção da vazão do fluido de resfriamento DOWTHERM A
O fluido de transferência de calor DOWTHERM A é uma mistura eutética de dois
compostos orgânicos muito estáveis: o bifenilo (𝐶12𝐻10) e o óxidode difenilo (𝐶12𝐻10𝑂).
Estes compostos têm praticamente as mesmas pressões de vapor, portanto a mistura
pode ser tratada como se fosse um composto único. O fluido DOWTHERM A pode ser
usado tanto em sistemas que utilizam o aquecimento na fase líquida quanto na fase
vapor. Ele pode ser utilizado em temperaturas de até 425 ºC e pressões de até 11 bar.
Para estimar a vazão de DOWTHERM A necessária é preciso saber o coeficiente
global de troca térmica (U). Portanto, voltou-se ao balanço de energia:
𝑑𝑇
𝑑𝑊=−∆𝐻𝑟 × 𝑟 −
4 × 𝑈 × (𝑇 − 𝑇𝑑𝑜𝑤𝑡ℎ𝑒𝑟𝑚)𝜌𝑐𝑎𝑡 × 𝑑𝑡𝑢𝑏𝑜
∑𝑐𝑝𝑗 × 𝐹𝐽
Foi feita alteração do valor de U até obter um valor adequado para resfriamento
do leito catalítico. O valor obtido corresponde a 200 W/m2.K. Arbitrou-se também que o
DOWTHERM A entra no reator a uma temperatura de 336C (alimentação do reagente
subtraído o approach mínimo). A temperatura de alimentação do DOWTHERM A foi
arbitrada como sendo a mais próxima possível da temperatura da reação para não
comprometer o rendimento da reação.
O coeficiente de troca térmica depende de hs e de hi, como mostrado abaixo:
80
O coeficiente convectivo no lado dos tubos é calculado por uma correlação
proposta por Froment:
ℎ𝑖 × 𝑑𝑡𝑢𝑏𝑜
𝐾𝑔á𝑠= 3,5 × (
𝑑𝑝 × 𝐺
𝜇)0,7
× 𝑒−4,6×𝑑𝑝
𝑑𝑡𝑢𝑏𝑜
O Valor obtido para hi foi de 347 W/m2.K. Já o coeficiente no lado do casco é
dado por:
De = diâmetro equivalente do casco [m];
Res = número de Reynolds no lado do casco;
Prs = número de Prandtl do fluido no lado do casco;
Ks = condutividade térmica do fluido no lado do casco [W/m.K]
O valor obtido para o coeficiente do lado do casco foi de 600 W/m2.K. Finalmente
foi variada a vazão de DOWTHERM até obter o coeficiente global de troca térmica
adequado. A vazão obtida foi de 355 kg/s, valor muito elevado. Entretanto, pelo catálogo
do DOWTHERM A, quando há mudança de fase do fluido, a vazão pode ser dividida por
uma constante, dada a partir do gráfico apresentado na figura 18. Para obter a variação
de temperatura presente no eixo das ordenadas na figura 18, é necessário utilizar as
equações abaixo:
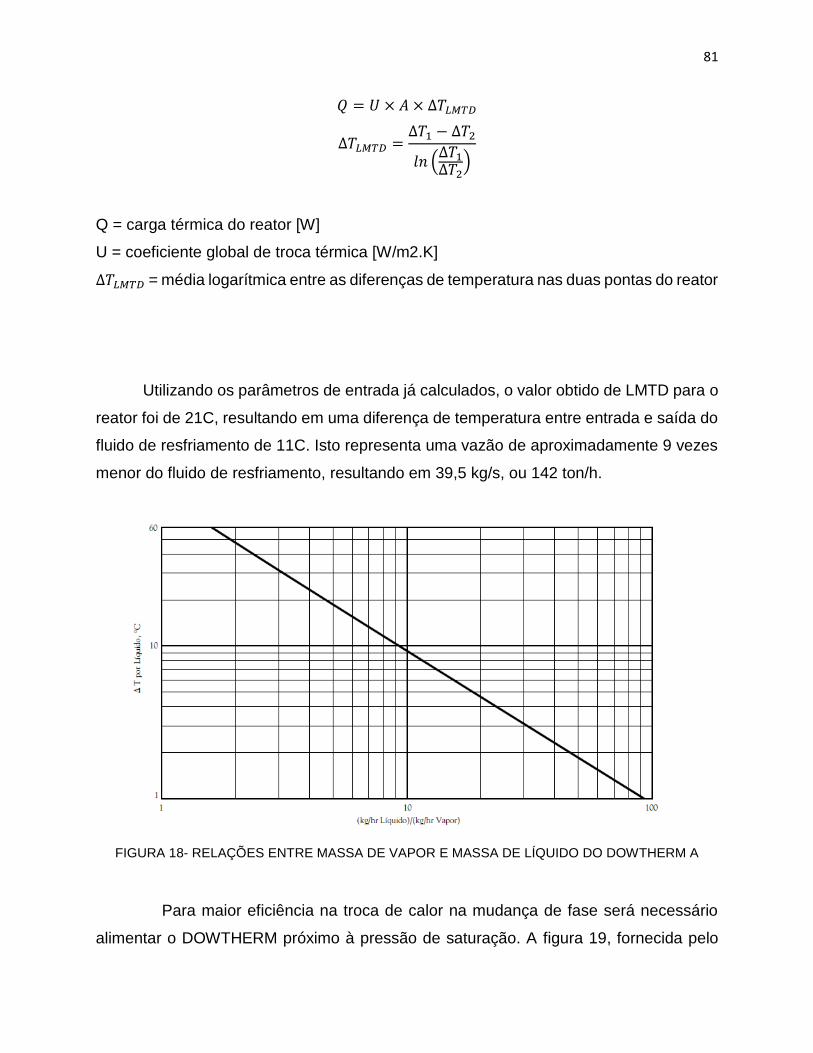
81
𝑄 = 𝑈 × 𝐴 × ∆𝑇𝐿𝑀𝑇𝐷
∆𝑇𝐿𝑀𝑇𝐷 =∆𝑇1 − ∆𝑇2
𝑙𝑛 (∆𝑇1∆𝑇2
)
Q = carga térmica do reator [W]
U = coeficiente global de troca térmica [W/m2.K]
∆𝑇𝐿𝑀𝑇𝐷 = média logarítmica entre as diferenças de temperatura nas duas pontas do reator
Utilizando os parâmetros de entrada já calculados, o valor obtido de LMTD para o
reator foi de 21C, resultando em uma diferença de temperatura entre entrada e saída do
fluido de resfriamento de 11C. Isto representa uma vazão de aproximadamente 9 vezes
menor do fluido de resfriamento, resultando em 39,5 kg/s, ou 142 ton/h.
FIGURA 18- RELAÇÕES ENTRE MASSA DE VAPOR E MASSA DE LÍQUIDO DO DOWTHERM A
Para maior eficiência na troca de calor na mudança de fase será necessário
alimentar o DOWTHERM próximo à pressão de saturação. A figura 19, fornecida pelo
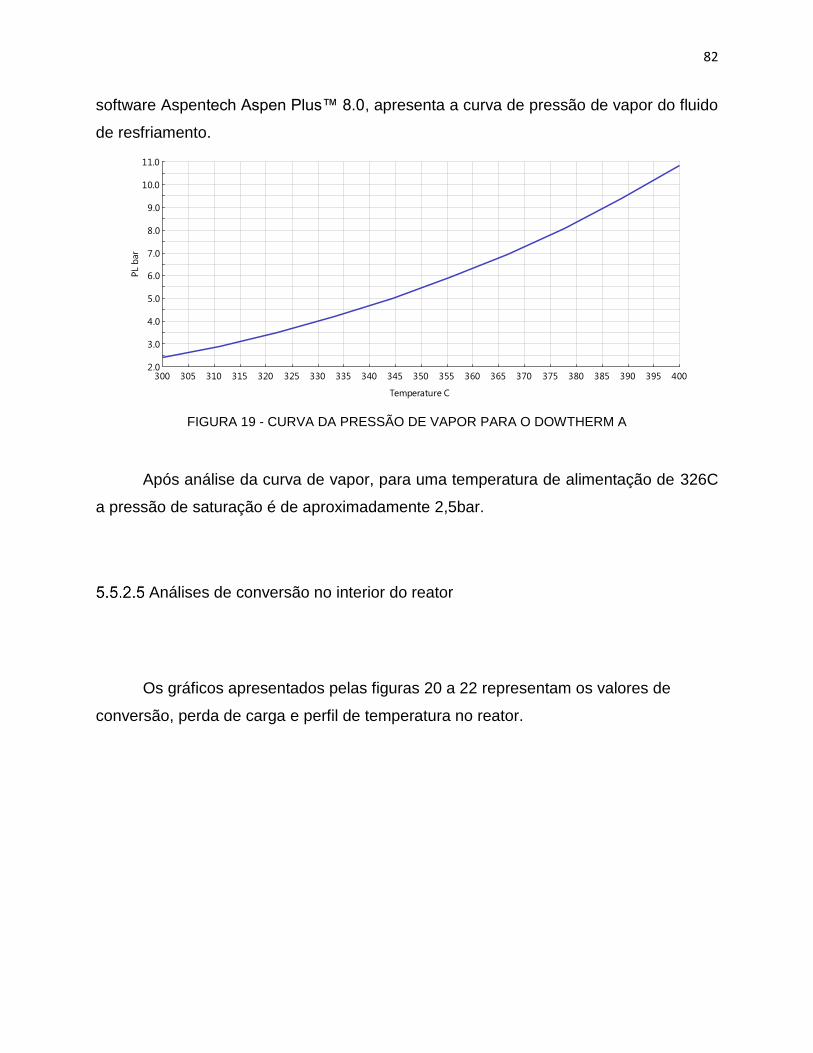
82
software Aspentech Aspen Plus™ 8.0, apresenta a curva de pressão de vapor do fluido
de resfriamento.
FIGURA 19 - CURVA DA PRESSÃO DE VAPOR PARA O DOWTHERM A
Após análise da curva de vapor, para uma temperatura de alimentação de 326C
a pressão de saturação é de aproximadamente 2,5bar.
Análises de conversão no interior do reator
Os gráficos apresentados pelas figuras 20 a 22 representam os valores de
conversão, perda de carga e perfil de temperatura no reator.
Temperature C
PL b
ar
300 305 310 315 320 325 330 335 340 345 350 355 360 365 370 375 380 385 390 395 4002.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
11.0
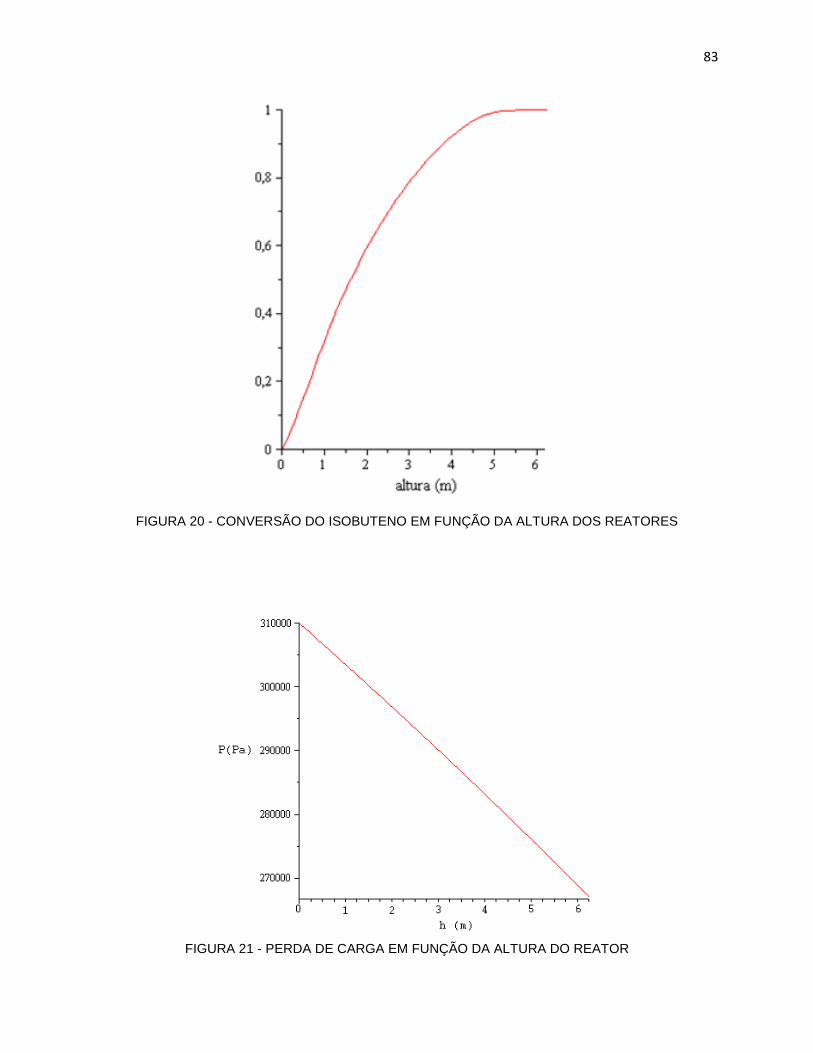
83
FIGURA 20 - CONVERSÃO DO ISOBUTENO EM FUNÇÃO DA ALTURA DOS REATORES
FIGURA 21 - PERDA DE CARGA EM FUNÇÃO DA ALTURA DO REATOR
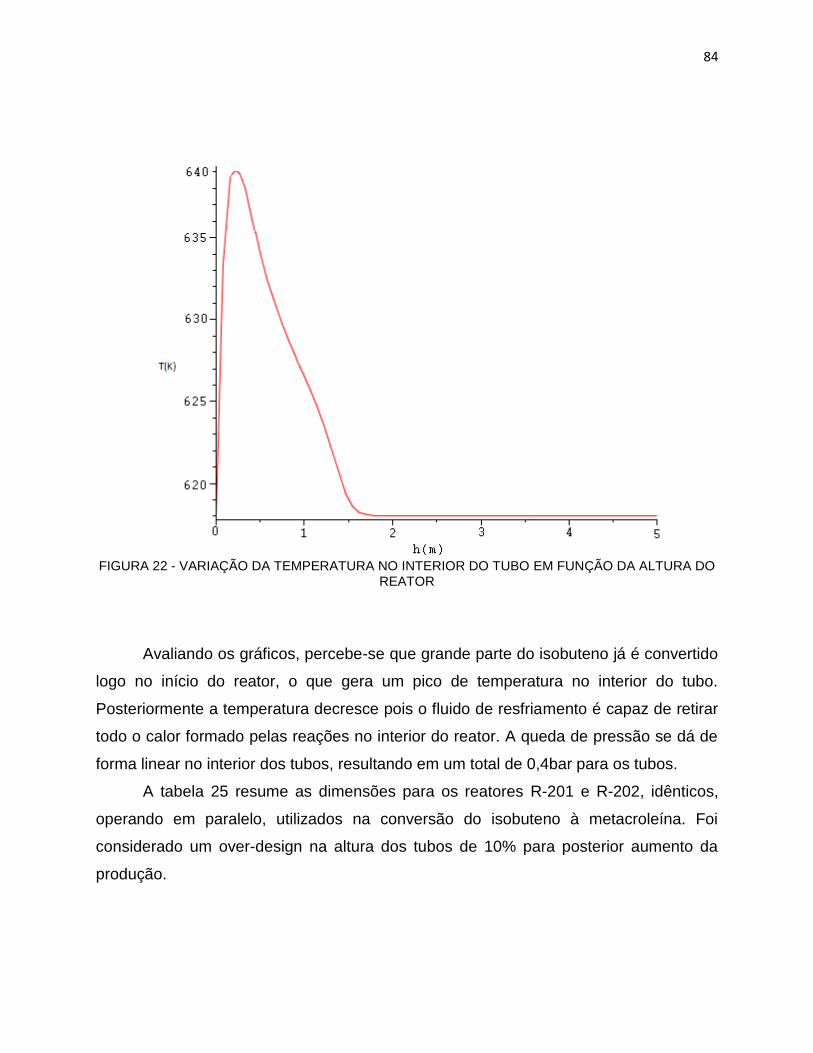
84
FIGURA 22 - VARIAÇÃO DA TEMPERATURA NO INTERIOR DO TUBO EM FUNÇÃO DA ALTURA DO
REATOR
Avaliando os gráficos, percebe-se que grande parte do isobuteno já é convertido
logo no início do reator, o que gera um pico de temperatura no interior do tubo.
Posteriormente a temperatura decresce pois o fluido de resfriamento é capaz de retirar
todo o calor formado pelas reações no interior do reator. A queda de pressão se dá de
forma linear no interior dos tubos, resultando em um total de 0,4bar para os tubos.
A tabela 25 resume as dimensões para os reatores R-201 e R-202, idênticos,
operando em paralelo, utilizados na conversão do isobuteno à metacroleína. Foi
considerado um over-design na altura dos tubos de 10% para posterior aumento da
produção.
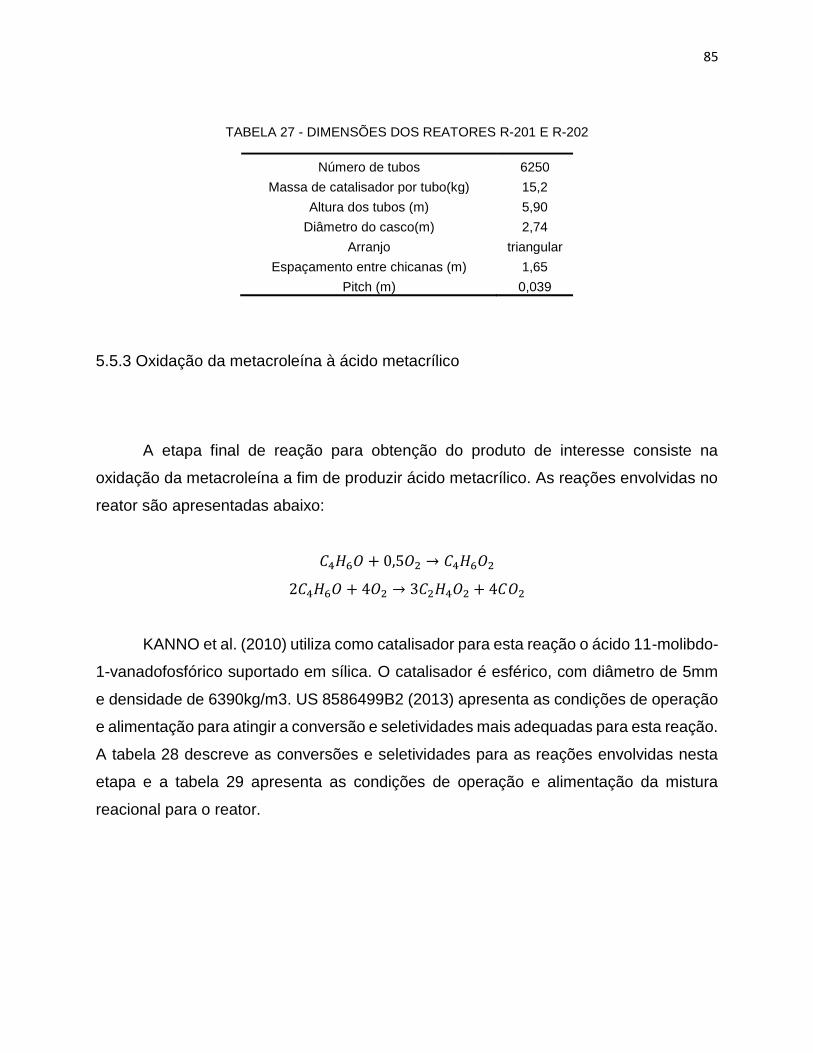
85
TABELA 27 - DIMENSÕES DOS REATORES R-201 E R-202
Número de tubos 6250
Massa de catalisador por tubo(kg) 15,2
Altura dos tubos (m) 5,90
Diâmetro do casco(m) 2,74
Arranjo triangular
Espaçamento entre chicanas (m) 1,65
Pitch (m) 0,039
5.5.3 Oxidação da metacroleína à ácido metacrílico
A etapa final de reação para obtenção do produto de interesse consiste na
oxidação da metacroleína a fim de produzir ácido metacrílico. As reações envolvidas no
reator são apresentadas abaixo:
𝐶4𝐻6𝑂 + 0,5𝑂2 → 𝐶4𝐻6𝑂2
2𝐶4𝐻6𝑂 + 4𝑂2 → 3𝐶2𝐻4𝑂2 + 4𝐶𝑂2
KANNO et al. (2010) utiliza como catalisador para esta reação o ácido 11-molibdo-
1-vanadofosfórico suportado em sílica. O catalisador é esférico, com diâmetro de 5mm
e densidade de 6390kg/m3. US 8586499B2 (2013) apresenta as condições de operação
e alimentação para atingir a conversão e seletividades mais adequadas para esta reação.
A tabela 28 descreve as conversões e seletividades para as reações envolvidas nesta
etapa e a tabela 29 apresenta as condições de operação e alimentação da mistura
reacional para o reator.
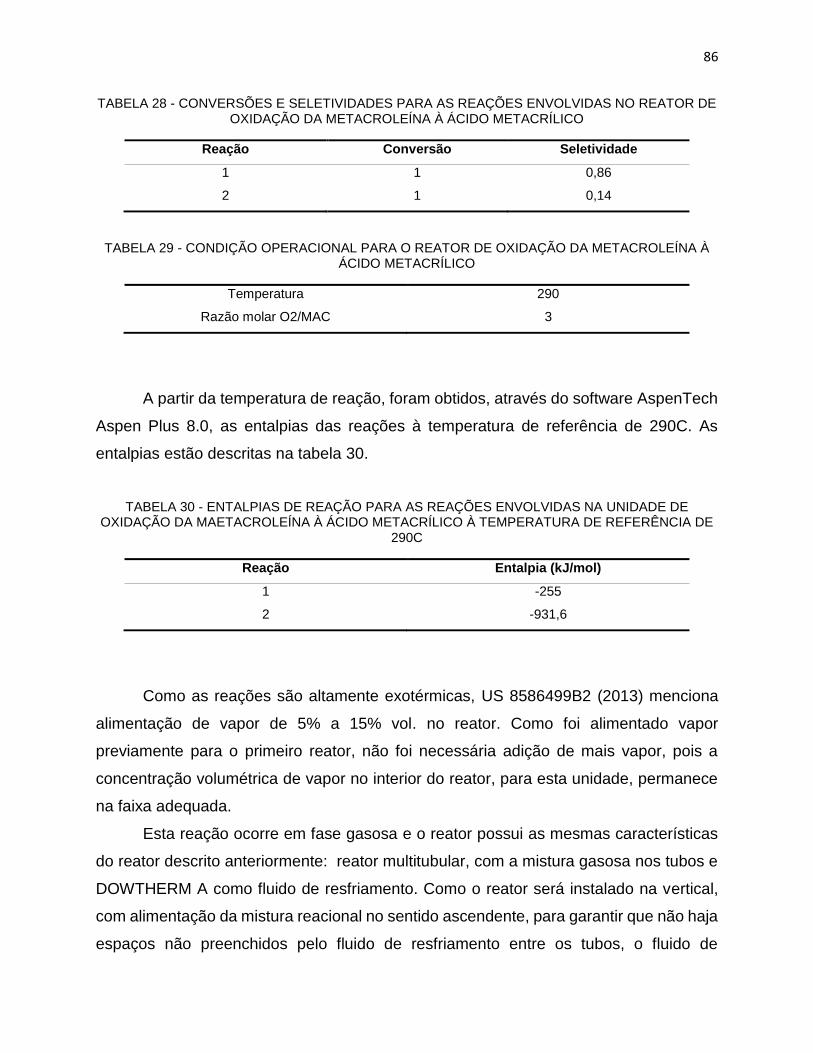
86
TABELA 28 - CONVERSÕES E SELETIVIDADES PARA AS REAÇÕES ENVOLVIDAS NO REATOR DE OXIDAÇÃO DA METACROLEÍNA À ÁCIDO METACRÍLICO
Reação Conversão Seletividade
1 1 0,86
2 1 0,14
TABELA 29 - CONDIÇÃO OPERACIONAL PARA O REATOR DE OXIDAÇÃO DA METACROLEÍNA À ÁCIDO METACRÍLICO
Temperatura 290
Razão molar O2/MAC 3
A partir da temperatura de reação, foram obtidos, através do software AspenTech
Aspen Plus 8.0, as entalpias das reações à temperatura de referência de 290C. As
entalpias estão descritas na tabela 30.
TABELA 30 - ENTALPIAS DE REAÇÃO PARA AS REAÇÕES ENVOLVIDAS NA UNIDADE DE OXIDAÇÃO DA MAETACROLEÍNA À ÁCIDO METACRÍLICO À TEMPERATURA DE REFERÊNCIA DE
290C
Reação Entalpia (kJ/mol)
1 -255
2 -931,6
Como as reações são altamente exotérmicas, US 8586499B2 (2013) menciona
alimentação de vapor de 5% a 15% vol. no reator. Como foi alimentado vapor
previamente para o primeiro reator, não foi necessária adição de mais vapor, pois a
concentração volumétrica de vapor no interior do reator, para esta unidade, permanece
na faixa adequada.
Esta reação ocorre em fase gasosa e o reator possui as mesmas características
do reator descrito anteriormente: reator multitubular, com a mistura gasosa nos tubos e
DOWTHERM A como fluido de resfriamento. Como o reator será instalado na vertical,
com alimentação da mistura reacional no sentido ascendente, para garantir que não haja
espaços não preenchidos pelo fluido de resfriamento entre os tubos, o fluido de
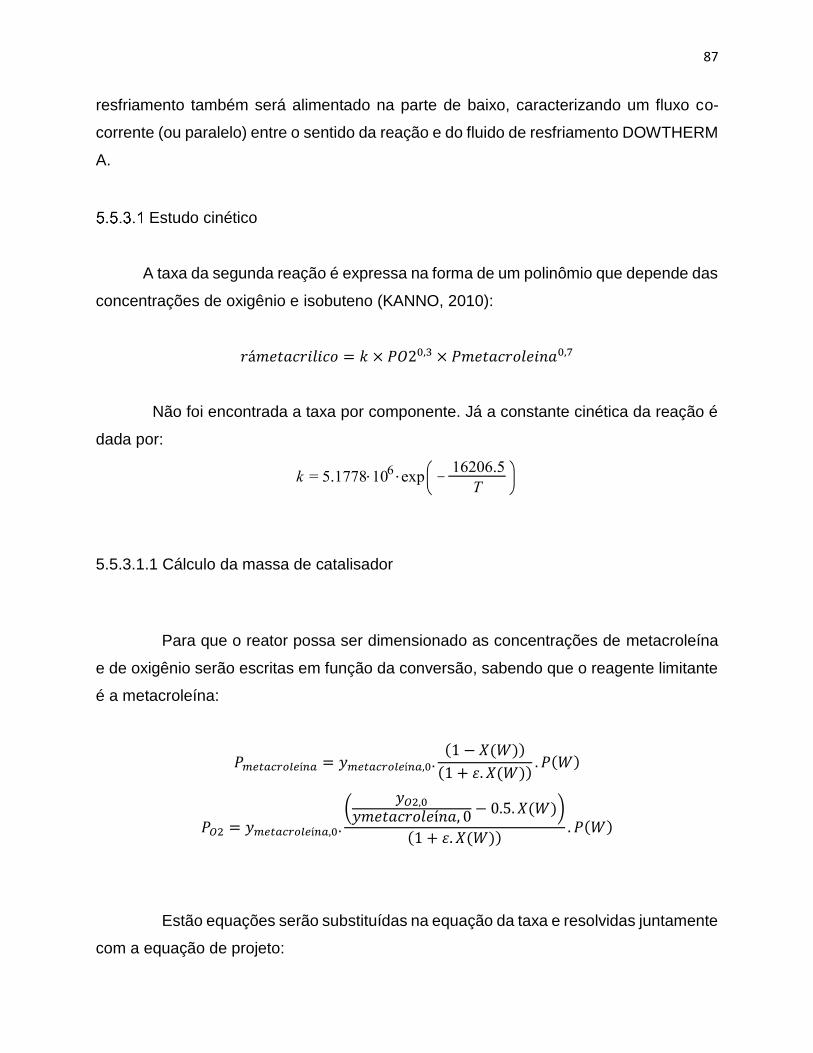
87
resfriamento também será alimentado na parte de baixo, caracterizando um fluxo co-
corrente (ou paralelo) entre o sentido da reação e do fluido de resfriamento DOWTHERM
A.
Estudo cinético
A taxa da segunda reação é expressa na forma de um polinômio que depende das
concentrações de oxigênio e isobuteno (KANNO, 2010):
𝑟á𝑚𝑒𝑡𝑎𝑐𝑟𝑖𝑙𝑖𝑐𝑜 = 𝑘 × 𝑃𝑂20,3 × 𝑃𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒𝑖𝑛𝑎0,7
Não foi encontrada a taxa por componente. Já a constante cinética da reação é
dada por:
5.5.3.1.1 Cálculo da massa de catalisador
Para que o reator possa ser dimensionado as concentrações de metacroleína
e de oxigênio serão escritas em função da conversão, sabendo que o reagente limitante
é a metacroleína:
𝑃𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒í𝑛𝑎 = 𝑦𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒í𝑛𝑎,0.(1 − 𝑋(𝑊))
(1 + 𝜀. 𝑋(𝑊)). 𝑃(𝑊)
𝑃𝑂2 = 𝑦𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒í𝑛𝑎,0.(
𝑦𝑂2,0𝑦𝑚𝑒𝑡𝑎𝑐𝑟𝑜𝑙𝑒í𝑛𝑎, 0
− 0.5. 𝑋(𝑊))
(1 + 𝜀. 𝑋(𝑊)). 𝑃(𝑊)
Estão equações serão substituídas na equação da taxa e resolvidas juntamente
com a equação de projeto:

88
𝑑𝐹𝑗
𝑑𝑊= 𝑟𝑗
Outro fator a ser levado em conta é a perda de carga. A perda de carga em um
leito fixo é calculada pela equação de Ergun:
𝑦 =𝑃
𝑃𝑜
Ac= área da seção catalítica (m2);
ρc=densidade do catalisador (kg/m3);
Φ=porosidade;
P0=pressão inicial (Pa);
Dp=diâmetro da partícula (m);
ρ=densidade do fluido (kg/m3);
μ=viscosidade da mistura reacional (Pa.s);
G=ρ.u;
u=velocidade de escoamento (m/s);
É necessário incluir o balanço de energia, pelo fato do reator ser não adiabático.
A equação do balanço de energia é fornecida por LUYBEN (2007) e é apresentada
abaixo:
𝑑𝑇
𝑑𝑊=−∆𝐻𝑟 × 𝑟 −
4 × 𝑈 × (𝑇 − 𝑇𝑑𝑜𝑤𝑡ℎ𝑒𝑟𝑚)𝜌𝑐𝑎𝑡 × 𝑑𝑡𝑢𝑏𝑜
∑𝑐𝑝𝑗 × 𝐹𝐽

89
Resolvendo o sistema de equações diferenciais (variação de vazão com massa
de catalisador, perda de carga e perfil de temperatura) encontra-se a massa de
catalisador necessária para a reação. A massa de catalisador obtida é apresentado na
figura 23.
FIGURA 23 - VARIAÇÃO DA CONVERSÃO COM A MASSA DE CATALISADOR EM KG
Avaliando o gráfico presente na figura 23, será necessário uma massa de
catalisador em torno de 180ton.
Análise do escoamento e características do catalisador

90
Para avaliar o escoamento no interior dos tubos, é necessário obter a porosidade
e velocidade mínima de fluidização. (FOGLER, 1999, p. 787)
𝜀𝑚𝑓 = 0.586𝜓−0.72 (
𝜇2
𝜌𝑔𝜂𝑑𝑝3)
0.029
(𝜌𝑔
𝜌𝑐)0.021
𝜀𝑚𝑓 = porosidade mínima de fluidização
𝜓 = concentração adimensional (estimado como 0,9) (FOGLER, 1999, p. 747)
𝜇 = viscosidade [Pa.s]
𝜌𝑔 = densidade do fluido [kg/m3]
𝜌𝑐 = densidade do catalisador [kg/m3]
𝑑𝑝3 = diâmetro da partícula de catalisador [m]
Pela equação, foi obtida uma porosidade mínima de 0,32, indicando que para as
partículas de determinado diâmetro, o mínimo espaço vazio entre as partículas é de 0,33.
Portanto foi adotado o valor de 0,40 como porosidade mínima. Para esta porosidade
estipulada, foi calculada a velocidade mínima de fluidização (FOGLER, 1999, p. 787).
(𝜌𝑐 − 𝜌𝑔). 𝑔 = 150.𝜇. 𝑣𝑚𝑑𝑝2
.(1 − 𝜀𝑚𝑓)
𝜀𝑚𝑓3 + 1,75
𝜌𝑔
𝑑𝑝.𝑣𝑚2
𝜀𝑚𝑓2
𝑣𝑚 = velocidade mínima de fluidização [m/s]
O valor obtido foi de 2,4 m/s. Para garantia que não haverá fluidização foi adotado
um valor de 70% da velocidade mínima de fluidização, como sugerido por FOGLER
(1999), p. 789. Portando o valor adotado foi de 1,8 m/s.
Dimensionamento do reator
91
5.5.3.3.1 Cálculo das dimensões do reator
O volume do leito catalítico pode ser calculado utilizando a equação abaixo:
𝑉 =𝑊
(1 − 𝜙) × 𝜌𝑐𝑎𝑡
V = volume do reator [m3]
W = massa de catalisador [kg]
𝜙 = porosidade do leito catalítico
𝜌𝑐𝑎𝑡 = densidade do catalisador [kg/m3]
Utilizando os dados já mencionados anteriormente, o volume encontrado foi de
47m3.
Pelo fato das reações serem altamente exotérmicas, foi necessário utilizar tubos
de diâmetro 1,25’’ (diâmetro nominal), para aumentar a eficiência de troca térmica
(LUYBEN, 2007). O cálculo do número de tubos foi feito para uma velocidade de 1,8 m/s
em cada tubo, e é descrito pela equação abaixo.
𝑄𝑡𝑢𝑏𝑜 = 0,8 ×3,14𝑑2
4
Qtubo = vazão volumétrica do tubo [m3/s]
d = diâmetro do tubo [m]
Para o cálculo do número de tubos, utiliza-se a equação abaixo.
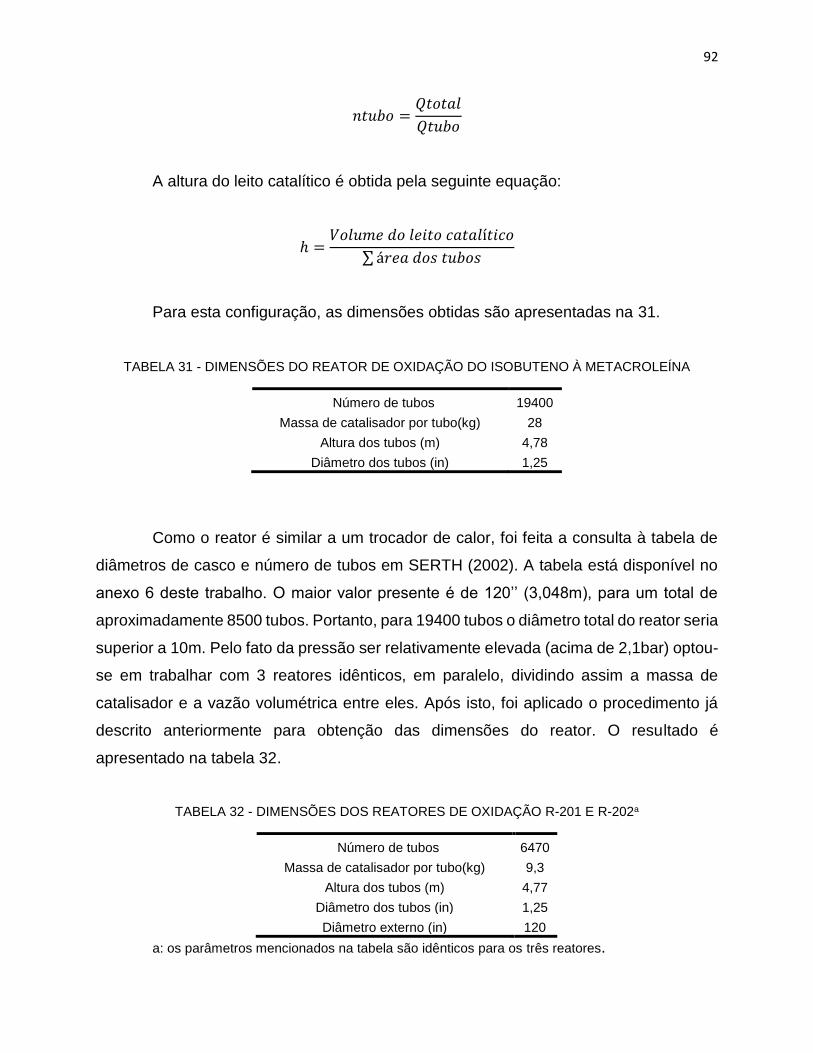
92
𝑛𝑡𝑢𝑏𝑜 =𝑄𝑡𝑜𝑡𝑎𝑙
𝑄𝑡𝑢𝑏𝑜
A altura do leito catalítico é obtida pela seguinte equação:
ℎ =𝑉𝑜𝑙𝑢𝑚𝑒 𝑑𝑜 𝑙𝑒𝑖𝑡𝑜 𝑐𝑎𝑡𝑎𝑙í𝑡𝑖𝑐𝑜
∑ á𝑟𝑒𝑎 𝑑𝑜𝑠 𝑡𝑢𝑏𝑜𝑠
Para esta configuração, as dimensões obtidas são apresentadas na 31.
TABELA 31 - DIMENSÕES DO REATOR DE OXIDAÇÃO DO ISOBUTENO À METACROLEÍNA
Número de tubos 19400
Massa de catalisador por tubo(kg) 28
Altura dos tubos (m) 4,78
Diâmetro dos tubos (in) 1,25
Como o reator é similar a um trocador de calor, foi feita a consulta à tabela de
diâmetros de casco e número de tubos em SERTH (2002). A tabela está disponível no
anexo 6 deste trabalho. O maior valor presente é de 120’’ (3,048m), para um total de
aproximadamente 8500 tubos. Portanto, para 19400 tubos o diâmetro total do reator seria
superior a 10m. Pelo fato da pressão ser relativamente elevada (acima de 2,1bar) optou-
se em trabalhar com 3 reatores idênticos, em paralelo, dividindo assim a massa de
catalisador e a vazão volumétrica entre eles. Após isto, foi aplicado o procedimento já
descrito anteriormente para obtenção das dimensões do reator. O resultado é
apresentado na tabela 32.
TABELA 32 - DIMENSÕES DOS REATORES DE OXIDAÇÃO R-201 E R-202a
Número de tubos 6470
Massa de catalisador por tubo(kg) 9,3
Altura dos tubos (m) 4,77
Diâmetro dos tubos (in) 1,25
Diâmetro externo (in) 120
a: os parâmetros mencionados na tabela são idênticos para os três reatores.

93
As considerações feitas para o dimensionamento dos três reatores são
apresentadas abaixo:
O arranjo proposto é triangular, para maximizar a transferência de calor
(reação altamente exotérmica);
O pitch entre dois tubos deve ser de 1,25 x dexterno;
O diâmetro do casco é obtido com base na tabela que relaciona o número
de tubos, diâmetro dos tubos e tipo de arranjo (ASME);
O espaçamento entre chicanas deve se situar entre: Dcasco/5 e Dcasco;
A temperatura de aproximação mínima (approach) foi considerado como
sendo 10C. (BRANAN, 2005).
A tabela 33 expõe os valores encontrados durante o dimensionamento:
TABELA 33 - CARACTERÍSTICAS CONSTRUTIVAS DOS REATORES R-201 E R-202
Arranjo Triangular
Volume (m3) 16
Diâmetro do casco (m) 3,048
Espaçamento entre chicanas (m) 1,82
Pitch (m) 0,039
5.5.3.3.2 Bocais de serviço dos reatores
5.5.3.3.2.1 Bocais de entrada e saída da mistura reacional
A velocidade econômica para um gás na passagem por um bocal não deve ser
maior que 30 m/s. Tal critério é adotado para que a perda de não ultrapasse 0,1 bar.
Logo, a área do bocal é calculada por:
94
𝐴 =𝑄
𝑣
A partir da vazão volumétrica da mistura reacional, para a velocidade de
escoamento de 30m/s, foi obtido um bocal com diâmetro nominal de 24’’.
Como a vazão praticamente não se altera durante a reação os bocais de entrada
e de saída do reator terão o mesmo diâmetro.
5.5.3.3.2.2 Bocal de entrada do DOWTHERM A
O bocal para entrada do DOWTHERM A é calculado seguindo o mesmo
princípio, no entanto o DOWTHERM entra como líquido. A velocidade econômica para
passagem de líquido em uma tubulação é de 10ft/s (COLOCAR REFERENCIA DAS
HEURISTICAS AQUI). Utilizando o mesmo procedimento para o cálculo dos bocais de
entrada e saída da mistura reacional, obteve-se um valor de diâmetro nominal 3’’.
5.5.3.3.2.3 Bocal de saída do DOWTHERM A
Como há vaporização do DOWTHERM presente no casco, a velocidade de saída
no bocal é considerada como sendo de vapor, ou seja, 30m/s. Utilizando a vazão
volumétrica de DOWTHERM na equação descrita na sessão acima foi obtido um
diâmetro de bocal de 2’’.
5.5.3.3.3 Cálculo da espessura da parede dos reatores
95
O cálculo da espessura pode ser realizado através de um balanço de forças para
a tensão circunferencial, representado pela seguinte equação (Código ASME, Seção VIII,
divisão I).
2 E - 1,2
i i
i
P Dt
P
σ – Tensão circunferencial [Pa]
Pi – Pressão manométrica de projeto [Pa\
E – Eficiência de solda (1 para t > 31,7mm)
t – Espessura da parede
Como a pressão manométrica de projeto é inferior a 6500 kPa, a pressão de
projeto é calculada pela equação:
𝑃𝑖 = 𝑒1,1572+0,9101 ln(𝑃𝑜)+0.001565(ln(𝑃𝑜)2)
𝑃𝑖 = pressão de projeto [Pa]
𝑃𝑜 = pressão de operação [Pa]
Ao Valor calculado de espessura foi adicionado 3mm a fim de prever corrosão
do aço.
Os valores de espessura de parede do reator são apresentados na tabela 34.
TABELA 34 - ESPESSURA DA PAREDE PARA OS REATORES R-203, R-204 e R-205
Espessura da parede (mm)
R-203 8
R-204 8
R-205 8

96
5.5.3.3.3.1 Material de construção do reator
O material utilizado será o aço AISI-304 pelo fato das altas temperaturas de
operação.
5.5.3.3.4 Obtenção da vazão do fluido de resfriamento DOWTHERM A
O fluido de transferência de calor DOWTHERM A é uma mistura eutética de dois
compostos orgânicos muito estáveis: o bifenilo (𝐶12𝐻10) e o óxidode difenilo (𝐶12𝐻10𝑂).
Estes compostos têm praticamente as mesmas pressões de vapor, portanto a mistura
pode ser tratada como se fosse um composto único. O fluido DOWTHERM A pode ser
usado tanto em sistemas que utilizam o aquecimento na fase líquida quanto na fase
vapor. Ele pode ser utilizado em temperaturas de até 425 ºC e pressões de até 11 bar.
Para estimar a vazão de DOWTHERM A necessária é preciso saber o coeficiente
global de troca térmica (U). Portanto, voltou-se ao balanço de energia:
𝑑𝑇
𝑑𝑊=−∆𝐻𝑟 × 𝑟 −
4 × 𝑈 × (𝑇 − 𝑇𝑑𝑜𝑤𝑡ℎ𝑒𝑟𝑚)𝜌𝑐𝑎𝑡 × 𝑑𝑡𝑢𝑏𝑜
∑𝑐𝑝𝑗 × 𝐹𝐽
Para Foi feita alteração do valor de U até obter um valor adequado para
resfriamento do leito catalítico. O valor obtido corresponde a 180 W/m2.K. Arbitrou-se
também que o DOWTHERM A entra no reator a uma temperatura de 170C (temperatura
de alimentação do reagente subtraído o approach mínimo, considerando a variação de
temperatura LMTD). A temperatura de alimentação do DOWTHERM A foi arbitrada como
97
sendo a mais próxima possível da temperatura da reação para não comprometer o
rendimento da reação.
O coeficiente de troca térmica depende de hs e de hi, como mostrado abaixo:
O coeficiente convectivo no lado dos tubos é calculado por uma correlação
proposta por Froment:
ℎ𝑖 × 𝑑𝑡𝑢𝑏𝑜
𝐾𝑔á𝑠= 3,5 × (
𝑑𝑝 × 𝐺
𝜇)0,7
× 𝑒−4,6×𝑑𝑝
𝑑𝑡𝑢𝑏𝑜
O Valor obtido para hi foi de 323 W/m2.K. Já o coeficiente no lado do casco é
dado por:
De = diâmetro equivalente do casco [m];
Res = número de Reynolds no lado do casco;
Prs = número de Prandtl do fluido no lado do casco;
Ks = condutividade térmica do fluido no lado do casco [W/m.K]
98
O valor obtido para o coeficiente do lado do casco foi de 464 W/m2.K. Finalmente
foi variada a vazão de DOWTHERM até obter o coeficiente global de troca térmica
adequado. A vazão obtida foi de 270 kg/s, valor muito elevado. Entretanto, pelo catálogo
do DOWTHERM A, quando há mudança de fase do fluido, a vazão pode ser dividida por
uma constante, dada a partir do gráfico apresentado na figura 24. Para obter a variação
de temperatura presente no eixo das ordenadas na figura 24, é necessário utilizar as
equações abaixo:
𝑄 = 𝑈 × 𝐴 × ∆𝑇𝐿𝑀𝑇𝐷
∆𝑇𝐿𝑀𝑇𝐷 =∆𝑇1 − ∆𝑇2
𝑙𝑛 (∆𝑇1∆𝑇2
)
Q = carga térmica do reator [W]
U = coeficiente global de troca térmica [W/m2.K]
∆𝑇𝐿𝑀𝑇𝐷 = média logarítmica entre as diferenças de temperatura nas duas pontas do reator
Utilizando os parâmetros de entrada já calculados, o valor obtido de LMTD para o
reator foi de 12C, resultando em uma diferença de temperatura entre entrada e saída do
fluido de resfriamento de 5C, indicando uma eficiência superior quando comparado aos
reatores de oxidação de isobuteno à metacroleína. Isto representa uma vazão de
aproximadamente 10 vezes menor do fluido de resfriamento, resultando em 27 kg/s, ou
97,2 ton/h.
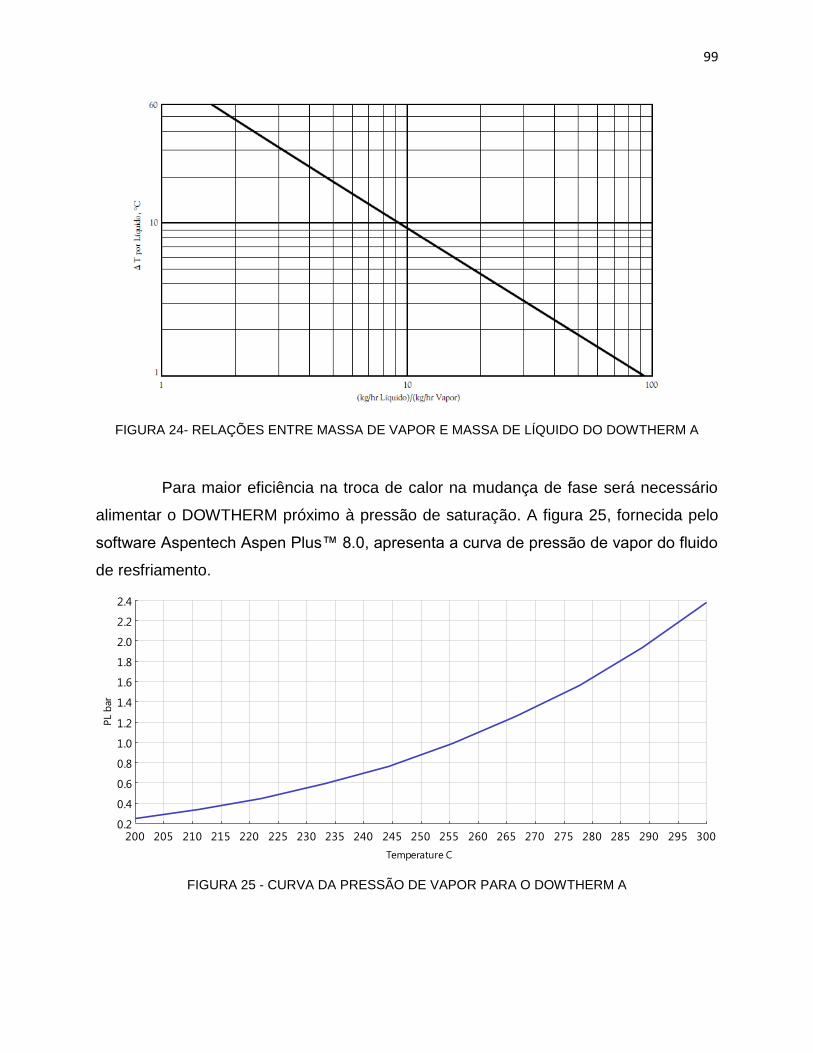
99
FIGURA 24- RELAÇÕES ENTRE MASSA DE VAPOR E MASSA DE LÍQUIDO DO DOWTHERM A
Para maior eficiência na troca de calor na mudança de fase será necessário
alimentar o DOWTHERM próximo à pressão de saturação. A figura 25, fornecida pelo
software Aspentech Aspen Plus™ 8.0, apresenta a curva de pressão de vapor do fluido
de resfriamento.
FIGURA 25 - CURVA DA PRESSÃO DE VAPOR PARA O DOWTHERM A
Temperature C
PL b
ar
200 205 210 215 220 225 230 235 240 245 250 255 260 265 270 275 280 285 290 295 3000.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
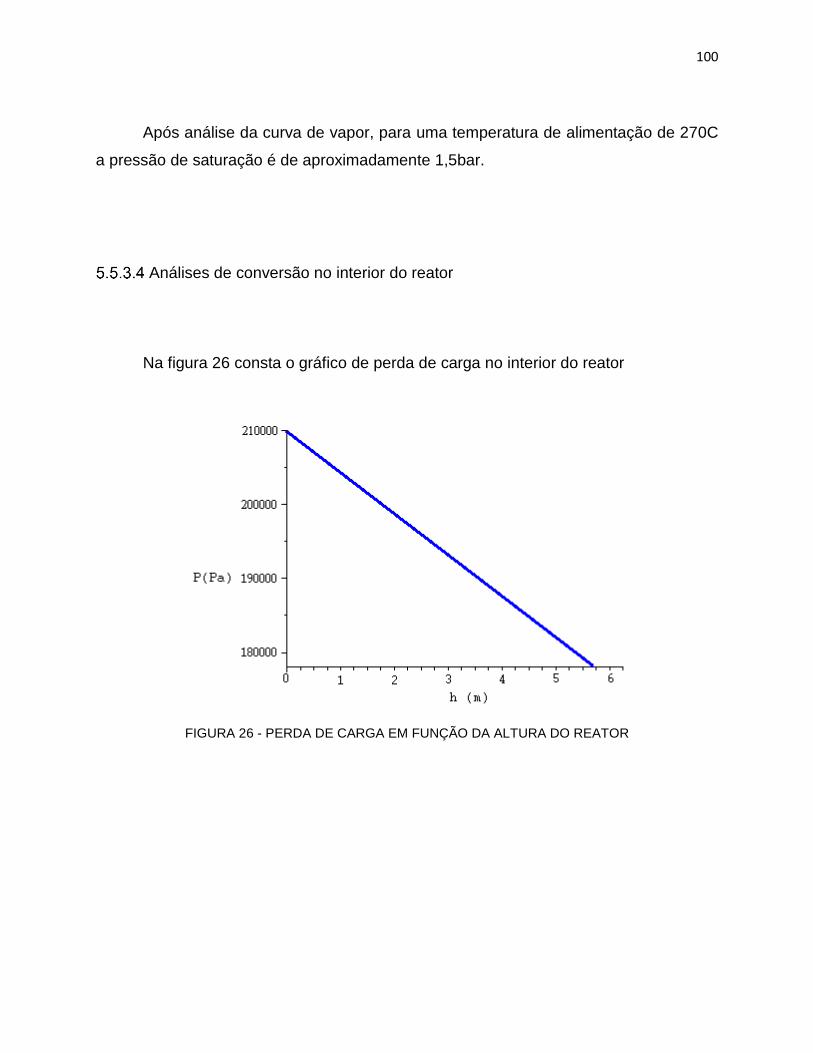
100
Após análise da curva de vapor, para uma temperatura de alimentação de 270C
a pressão de saturação é de aproximadamente 1,5bar.
Análises de conversão no interior do reator
Na figura 26 consta o gráfico de perda de carga no interior do reator
FIGURA 26 - PERDA DE CARGA EM FUNÇÃO DA ALTURA DO REATOR
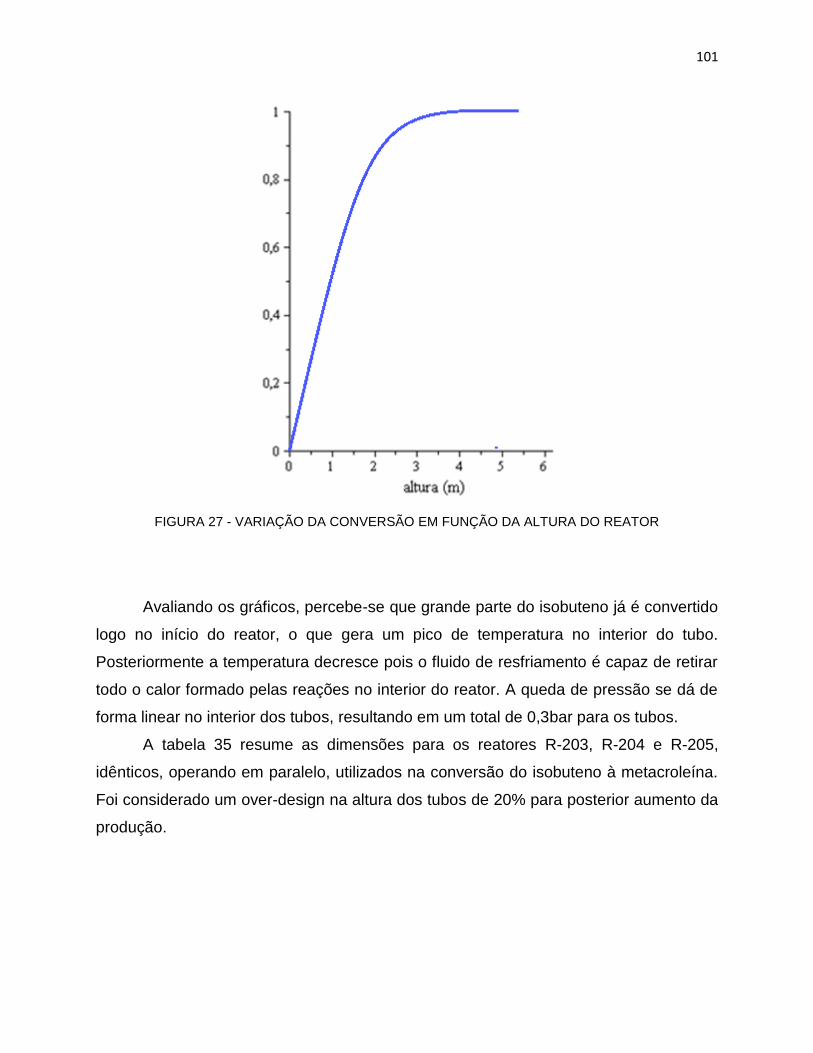
101
FIGURA 27 - VARIAÇÃO DA CONVERSÃO EM FUNÇÃO DA ALTURA DO REATOR
Avaliando os gráficos, percebe-se que grande parte do isobuteno já é convertido
logo no início do reator, o que gera um pico de temperatura no interior do tubo.
Posteriormente a temperatura decresce pois o fluido de resfriamento é capaz de retirar
todo o calor formado pelas reações no interior do reator. A queda de pressão se dá de
forma linear no interior dos tubos, resultando em um total de 0,3bar para os tubos.
A tabela 35 resume as dimensões para os reatores R-203, R-204 e R-205,
idênticos, operando em paralelo, utilizados na conversão do isobuteno à metacroleína.
Foi considerado um over-design na altura dos tubos de 20% para posterior aumento da
produção.
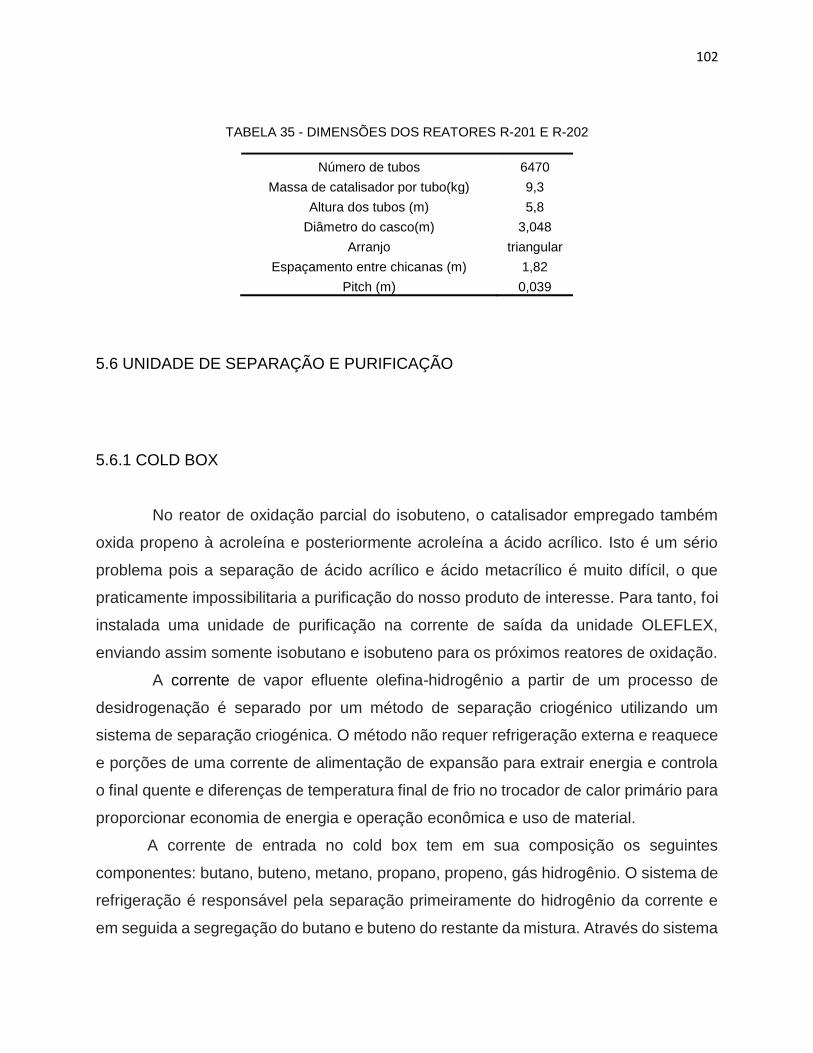
102
TABELA 35 - DIMENSÕES DOS REATORES R-201 E R-202
Número de tubos 6470
Massa de catalisador por tubo(kg) 9,3
Altura dos tubos (m) 5,8
Diâmetro do casco(m) 3,048
Arranjo triangular
Espaçamento entre chicanas (m) 1,82
Pitch (m) 0,039
5.6 UNIDADE DE SEPARAÇÃO E PURIFICAÇÃO
5.6.1 COLD BOX
No reator de oxidação parcial do isobuteno, o catalisador empregado também
oxida propeno à acroleína e posteriormente acroleína a ácido acrílico. Isto é um sério
problema pois a separação de ácido acrílico e ácido metacrílico é muito difícil, o que
praticamente impossibilitaria a purificação do nosso produto de interesse. Para tanto, foi
instalada uma unidade de purificação na corrente de saída da unidade OLEFLEX,
enviando assim somente isobutano e isobuteno para os próximos reatores de oxidação.
A corrente de vapor efluente olefina-hidrogênio a partir de um processo de
desidrogenação é separado por um método de separação criogénico utilizando um
sistema de separação criogénica. O método não requer refrigeração externa e reaquece
e porções de uma corrente de alimentação de expansão para extrair energia e controla
o final quente e diferenças de temperatura final de frio no trocador de calor primário para
proporcionar economia de energia e operação econômica e uso de material.
A corrente de entrada no cold box tem em sua composição os seguintes
componentes: butano, buteno, metano, propano, propeno, gás hidrogênio. O sistema de
refrigeração é responsável pela separação primeiramente do hidrogênio da corrente e
em seguida a segregação do butano e buteno do restante da mistura. Através do sistema
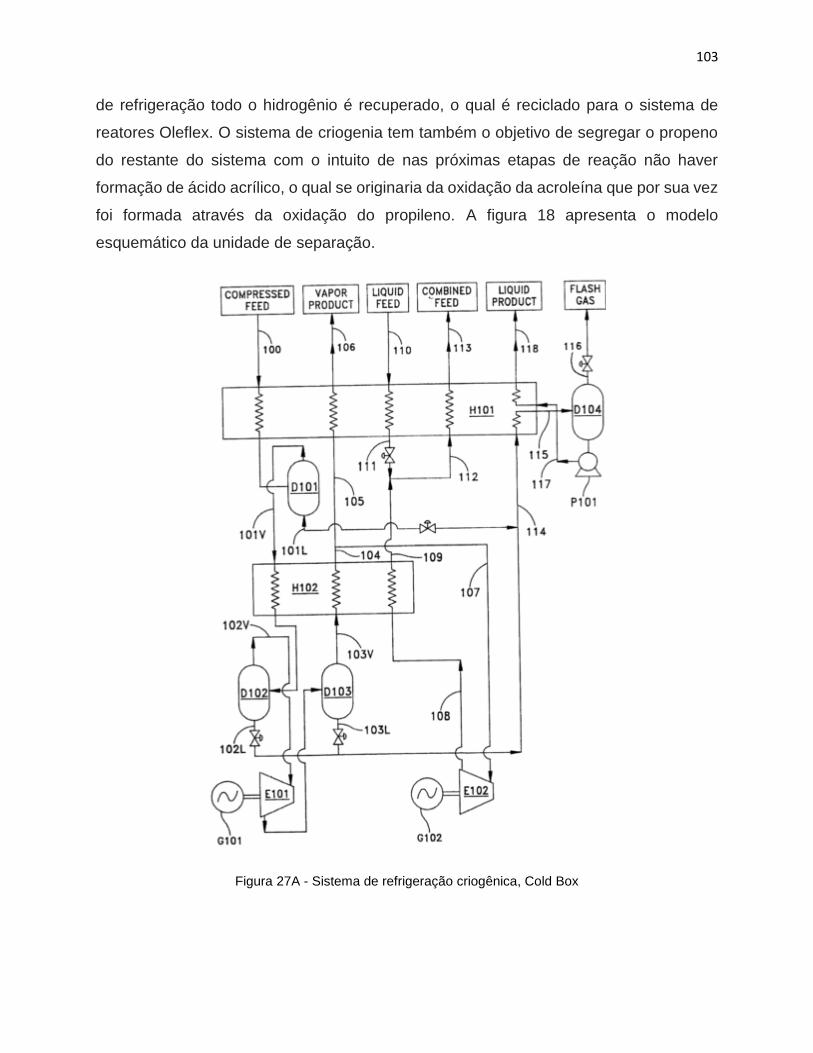
103
de refrigeração todo o hidrogênio é recuperado, o qual é reciclado para o sistema de
reatores Oleflex. O sistema de criogenia tem também o objetivo de segregar o propeno
do restante do sistema com o intuito de nas próximas etapas de reação não haver
formação de ácido acrílico, o qual se originaria da oxidação da acroleína que por sua vez
foi formada através da oxidação do propileno. A figura 18 apresenta o modelo
esquemático da unidade de separação.
Figura 27A - Sistema de refrigeração criogênica, Cold Box
104
A alimentação é comprimida, corrente 100, à temperatura ambiente e em seguida
entra no primeiro permutador de calor de passagem múltipla, o permutador de
aquecimento, H 101. O fluxo é arrefecido e parcialmente condensado. A maioria, mais
de 95% de isobutileno é separado como a corrente de líquido, corrente 101 L, no
separador primário, D 101 .
O vapor residual, corrente 101 V, em seguida, entra no trocador de frio, H
102. Outras olefinas são condensados no trocador H 102 e por conseguinte separados
como fluxo 102 L no separador Secundário, D 102 .
O vapor residual, corrente 102 V, da D 102 é expandido isentropicamente à alta
pressão no equipamento, E 101. A pressão de saída do expansor é definida pela pressão
do vapor de produto requerido. O líquido nos gases de escape do expansor é separada
no separador, D 103, como corrente de 103G.
O fluxo de vapor, corrente 103 V, é reaquecido em H 102 como fluxo 104 . Em
seguida, é dividido. Uma porção, corrente 105 , é ainda mais aquecida à temperatura
ambiente em H 101 e é exportada como produto de Vapor, corrente 106, corrente
composta por hidrogênio.
O fluxo, é dividido a partir do vapor do produto, é a reciclagem de gás, corrente
107. Este é expandido isentropicamente a baixa pressão no equipamento, E 102 . A
pressão à entrada do expansor é definido pela pressão do vapor de produto. A pressão
de saída do expansor é determinada pela pressão de alimentação combinada.
A corrente de escape expansor é reaquecida no trocador, H 102, como
corrente 109. A alimentação líquida, corrente 110, contendo os componentes
parafínicos, é sub-resfriado no trocador Quente, H 101, para transmitir < 111 >. Isto é
combinado com a corrente de reciclagem de gás, corrente 109, e é uma alimentação de
duas fases para o trocador, H 101, corrente 112. Este fluxo é vaporizado em H 101 e se
torna o Combinado de alimentação, corrente 113, para a seção do reator.
Os líquidos dos separadores primário, Secundário e Terciário são combinados,
corrente 114, e reaquecido no trocador de calor. Este fluxo é retirado num ponto
intermédio ao longo do comprimento do permutador de calor. Ele é reaquecido a uma
temperatura de tal modo que o tambor de produtos líquidos, D 104, e da bomba, P 101,
pode ser de material de aço de carbono de construção.
105
O líquido é bombeado à pressão de armazenagem do produto, em seguida,
reaquecida à temperatura ambiente em H 101 e exportado como o produto líquido,
corrente 118.
Alguns vapores são “flasheados” para fora do líquido em D 104. A temperatura e
pressão deste tambor é controlada, de modo que a pressão de vapor do líquido do
produto é, se necessário, o recipiente de armazenamento do produto líquido.
O gás Flash, corrente 116, é recuperado através da reciclagem para o efluente de
reator Compressor.
5.6.2 Detalhamento Geral de Vasos de Pressão
Este tópico mostra o detalhamento geral de vasos de pressão. Todas as colunas
do fluxograma do processo de produção de ácido acrílico (lavadora, extratora e
destiladoras) foram detalhadas de acordo com o processo mostrado nos itens a seguir.
Distribuidor de líquido
De acordo com Couper, devem ser instalados distribuidores a cada 3 a 4,5 m de
altura para colunas de recheio randômico e a cada 3 a 7 m para recheios estruturados.
Para a escolha do distribuidor de líquido foi utilizada a figura 28 obtida do catálogo de
produtos da Sulzer Chemtech, que pode ser visualizado no anexo 7 deste trabalho.
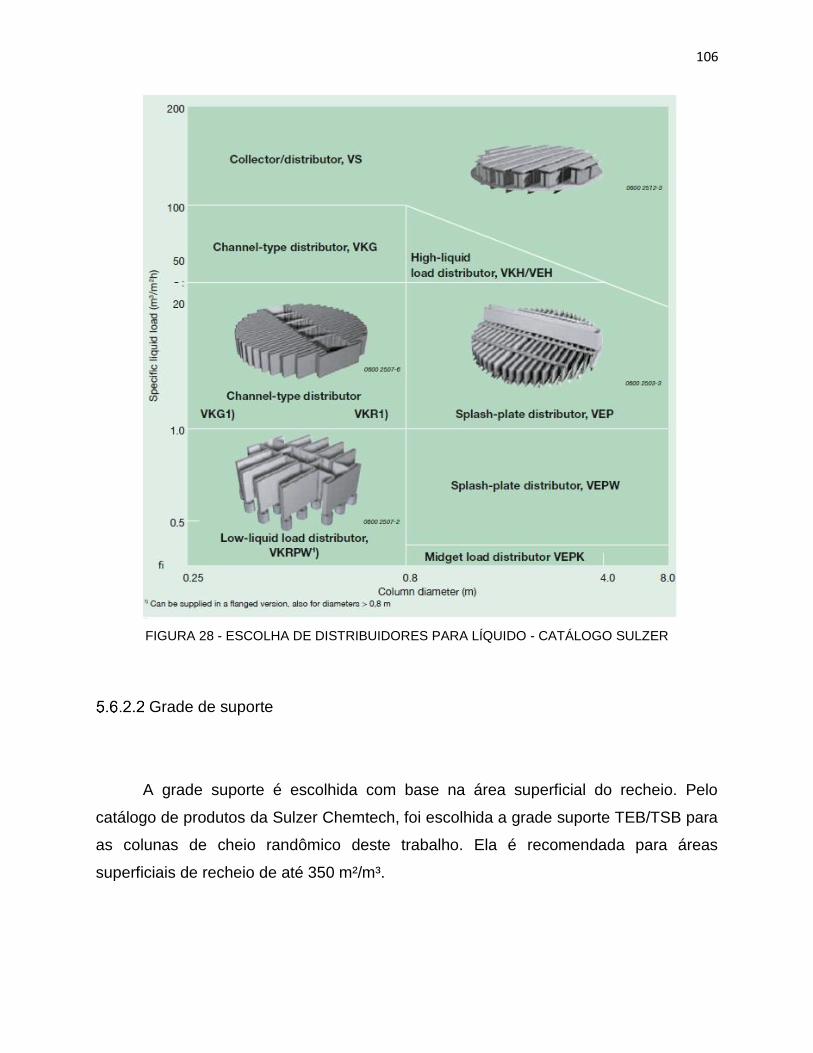
106
FIGURA 28 - ESCOLHA DE DISTRIBUIDORES PARA LÍQUIDO - CATÁLOGO SULZER
Grade de suporte
A grade suporte é escolhida com base na área superficial do recheio. Pelo
catálogo de produtos da Sulzer Chemtech, foi escolhida a grade suporte TEB/TSB para
as colunas de cheio randômico deste trabalho. Ela é recomendada para áreas
superficiais de recheio de até 350 m²/m³.
107
FIGURA 29 - GRADE DE SUPORTE PARA RECHEIO MODELO TEB/TSB
FONTE: CATÁLOGO SULZER
Eliminador de névoa
Para correntes de refluxo no ponto de bolha há necessidade da utilização de
eliminador de névoa.
FIGURA 30 - ELIMINADOR DE NÉVOA
(FONTE: CALDAS, 2004)
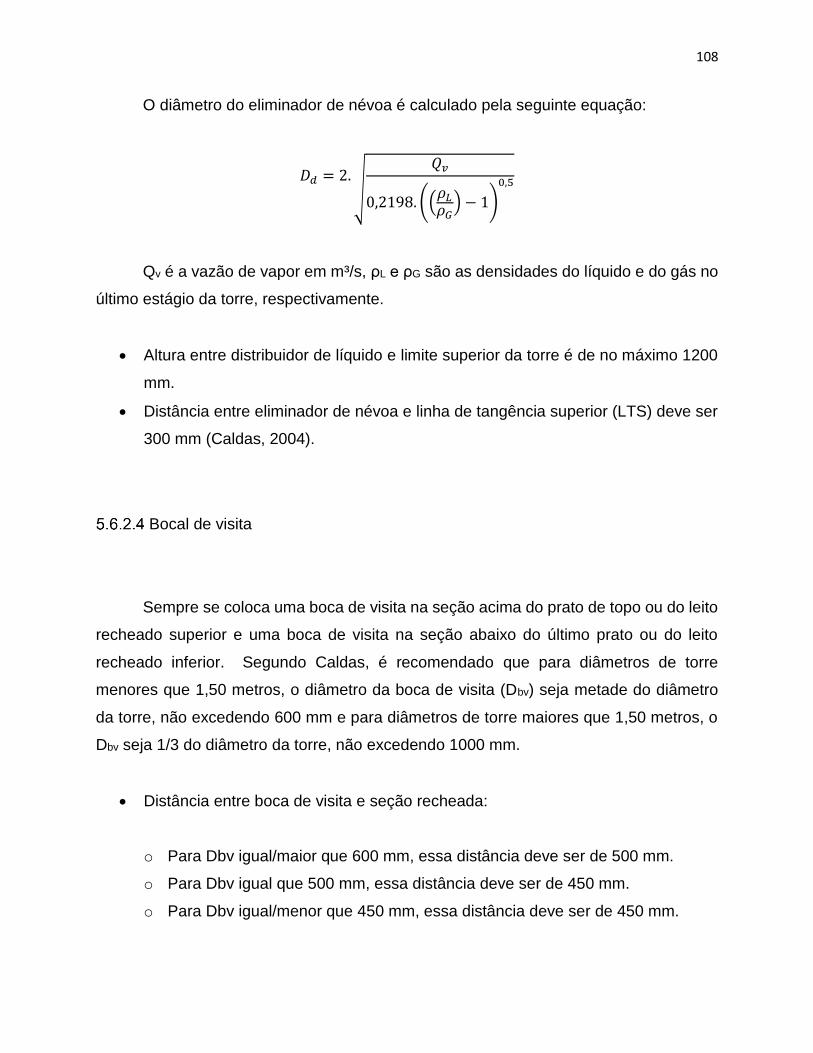
108
O diâmetro do eliminador de névoa é calculado pela seguinte equação:
𝐷𝑑 = 2.√
𝑄𝑣
0,2198. ((𝜌𝐿𝜌𝐺) − 1)
0,5
Qv é a vazão de vapor em m³/s, ρL e ρG são as densidades do líquido e do gás no
último estágio da torre, respectivamente.
Altura entre distribuidor de líquido e limite superior da torre é de no máximo 1200
mm.
Distância entre eliminador de névoa e linha de tangência superior (LTS) deve ser
300 mm (Caldas, 2004).
Bocal de visita
Sempre se coloca uma boca de visita na seção acima do prato de topo ou do leito
recheado superior e uma boca de visita na seção abaixo do último prato ou do leito
recheado inferior. Segundo Caldas, é recomendado que para diâmetros de torre
menores que 1,50 metros, o diâmetro da boca de visita (Dbv) seja metade do diâmetro
da torre, não excedendo 600 mm e para diâmetros de torre maiores que 1,50 metros, o
Dbv seja 1/3 do diâmetro da torre, não excedendo 1000 mm.
Distância entre boca de visita e seção recheada:
o Para Dbv igual/maior que 600 mm, essa distância deve ser de 500 mm.
o Para Dbv igual que 500 mm, essa distância deve ser de 450 mm.
o Para Dbv igual/menor que 450 mm, essa distância deve ser de 450 mm.
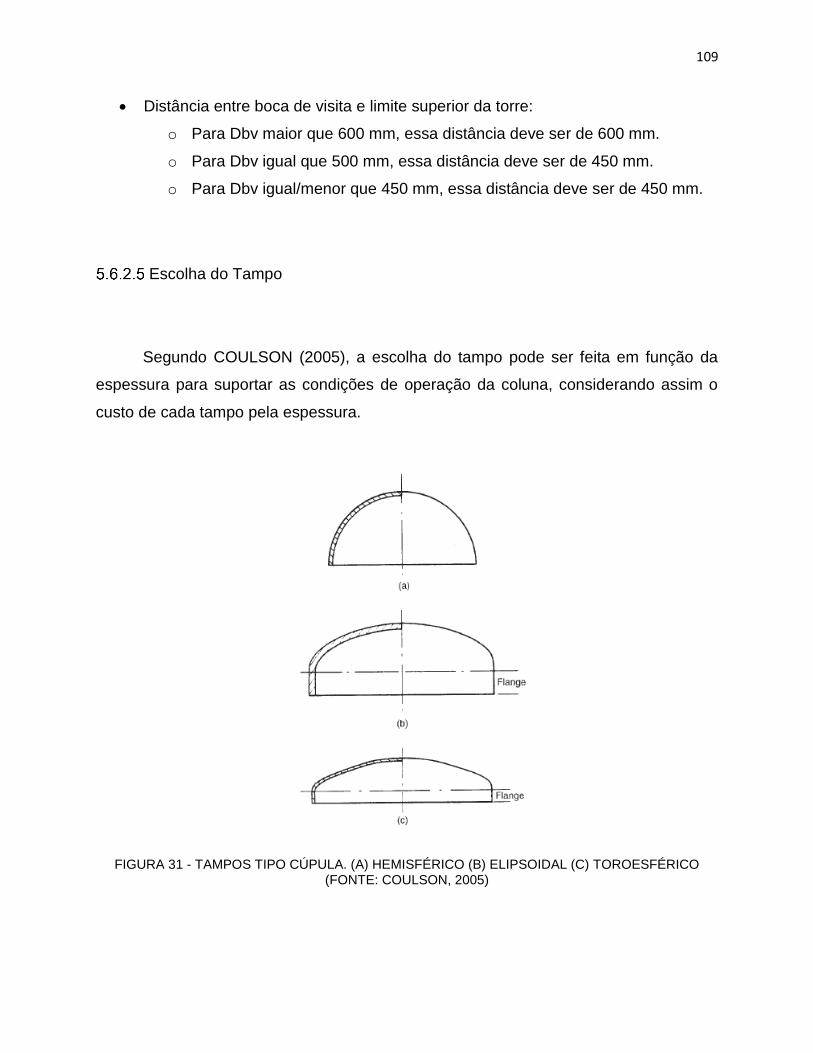
109
Distância entre boca de visita e limite superior da torre:
o Para Dbv maior que 600 mm, essa distância deve ser de 600 mm.
o Para Dbv igual que 500 mm, essa distância deve ser de 450 mm.
o Para Dbv igual/menor que 450 mm, essa distância deve ser de 450 mm.
Escolha do Tampo
Segundo COULSON (2005), a escolha do tampo pode ser feita em função da
espessura para suportar as condições de operação da coluna, considerando assim o
custo de cada tampo pela espessura.
FIGURA 31 - TAMPOS TIPO CÚPULA. (A) HEMISFÉRICO (B) ELIPSOIDAL (C) TOROESFÉRICO (FONTE: COULSON, 2005)
110
Segundo COULSON, a espessura do tampo é dada pelas seguintes equações,
dependendo do tipo de tampo:
Tampo reto ou chato
A espessura “e” de tampos retos é função de uma constante de projeto, Cp, que
depende do tipo de tampo, do diâmetro nominal do tampo De, da pressão interna de
projeto do equipamento (deve-se adotar 10% a mais que a pressão de operação), Pi, e
da tensão de projeto f.
TABELA 36 - FATOR DE TENSÃO
Fator f de Tensão em função da Temperatura
Material 0 a 50 100 150 200 250 300 350 400 450 500 (°C)
Aço Inox 304 175 150 135 120 115 110 105 105 100 95 (N/mm²)
5.6.2.5.1 Tampo hemisférico
Utilizado em equipamentos que operam a altas pressões. É um tampo com custo
alto de fabricação e deve ser usado somente quando necessário e por isso não será
considerado na análise desta coluna, uma vez que esta opera em condições de baixa
pressão.

111
5.6.2.5.2 Tampo elipsoidal
Pode ser usado para pressões baixas e moderadas. A seguinte equação pode ser
usada para calcular a espessura necessária desse tipo de tampo, na qual se pode ver
que a espessura é função também do fator de junta J. Para o caso de tampo sem junta,
J=1.
5.6.2.5.3 Tampo toroesférico
Pode ser usado para pressões de até 15 bar. Para esse tipo de tampo, a
espessura é função também do raio da junta e da coroa:
A espessura, portanto, é função do fator de tensão de tampos toroesféricos, Cs,
do raio da coroa, Rc, e do raio da junta, Rk. A razão Rk/Rc não deve ser menor que 0,06.
Para tampos sem junta J = 1,0.
112
5.6.2.5.4 Altura do tampo
A altura de um tampo elipsoidal é aproximadamente 25% do seu diâmetro da
coluna.
Bocal de saída de vapor
Segundo CALDAS (2004), as recomendações abaixo são empregadas para uma
estimativa inicial do diâmetro do bocal de saída de vapor:
A velocidade no bocal deve ser menor que 30 m/s;
A perda de carga na linha é verificada, considerando-se um comprimento
equivalente igual a 400 vezes o diâmetro do bocal (Dbocal).
É possível calcular a área mínima do bocal de saída considerando que a vazão
de topo da coluna passará pelo bocal a maior velocidade que o gás pode passar. Neste
caso, considerando que 30 m/s é a maior velocidade possível no bocal, pode-se calcular
a área mínima pela equação:
𝑄 = 𝑣. 𝐴𝑏𝑜𝑐𝑎𝑙
Com a vazão volumétrica de vapor no topo da torre e sendo a velocidade máxima
considerada v = 30 m/s, tem-se uma área de bocal mínima e consequentemente um
diâmetro mínimo. Consultando uma tabela de bocais comerciais, deve-se determinar o
maior diâmetro mais próximo. Sendo esse o novo diâmetro do bocal, pode-se calcular a
nova área e com ela calcular a nova velocidade no bocal, considerando a mesma vazão
volumétrica.

113
Bocal de entrada de refluxo
A velocidade no bocal deve ficar entre 1 e 3 m/s, sendo o método para cálculo do
diâmetro do bocal o mesmo usado para bocal de saída de vapor.
Bocal de alimentação
Para uma corrente de entrada líquida no ponto de bolha, usa-se o mesmo método
do bocal de entrada de refluxo saturado.
Bocal de visita intermediário
Para o dimensionamento do bocal de visita da seção intermediária deve-se usar
o mesmo método do bocal de visita para seção de topo, já apresentado anteriormente.

114
Bocal de saída do líquido
FIGURA 32- FUNDO DA COLUNA (FONTE: CALDAS, 2004)
A carga de líquido sobre o bocal é dada pela posição do nível de líquido mínimo
(LLL), que é colocado no mínimo 150 mm acima da linha de tangência inferior (LTI). A
diferença entre a altura máxima e mínima de líquido é dado pela seguinte equação, onde
tc é o tempo de controle:
∆𝐻𝐿 =𝑄𝐿 . 𝑡𝑐𝐴
O tempo de controle depende do destino que será dado ao produto final, como
mostra a tabela 37.
115
TABELA 37 - TEMPO DE CONTROLE EM FUNÇÃO DO DESTINO DO PRODUTO
Destino Tempo (min)
Estocagem 2
Carga de Torre 3
Trocador de
Calor
3
Carga de Forno 10
A altura de líquido está relacionada com a velocidade máxima permissível no
bocal através da fórmula:
𝑣𝑚á𝑥 = 0,35.√2. 𝑔. 𝐻𝐿
Tendo que HL e vmáx = 1 m/s calcula-se o diâmetro mínimo do bocal. Pela tabela
de bocais comerciais escolhe-se o novo diâmetro conforme método já exposto
anteriormente.
Bocal de retorno do Refervedor
Para uma corrente de entrada vapor no ponto de bolha, usa-se o mesmo método
do bocal de saída de vapor do topo.
Espessura dos Vasos de Pressão
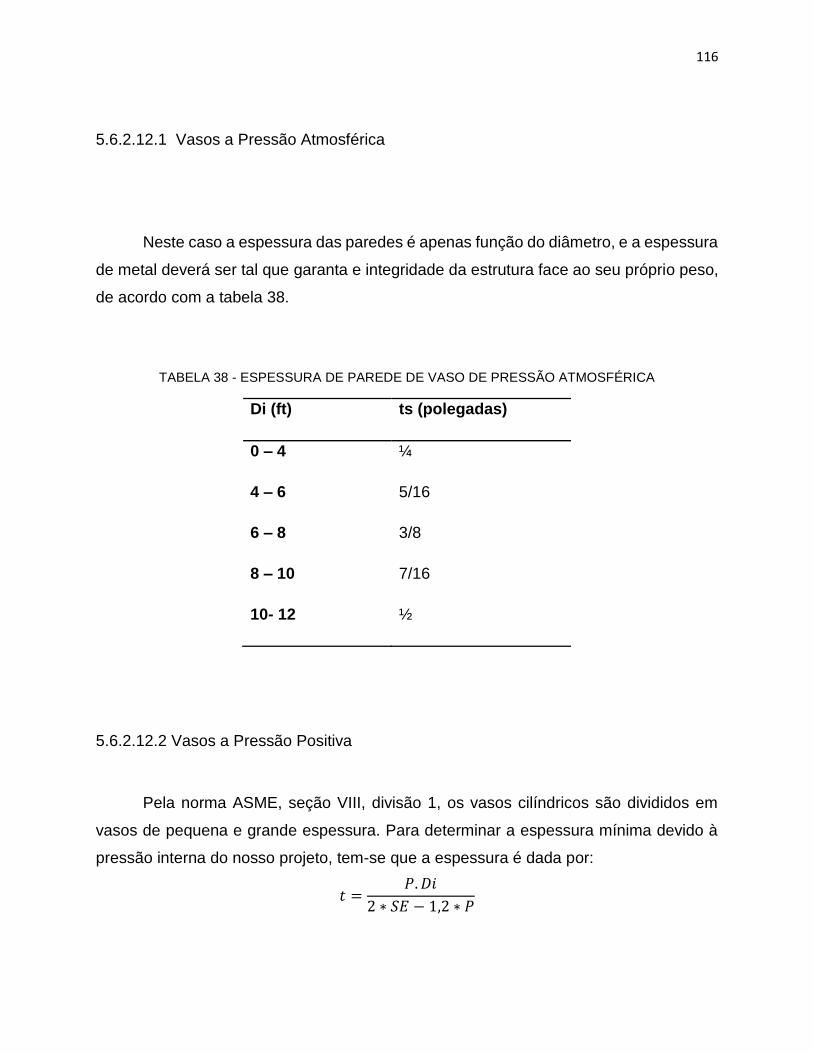
116
5.6.2.12.1 Vasos a Pressão Atmosférica
Neste caso a espessura das paredes é apenas função do diâmetro, e a espessura
de metal deverá ser tal que garanta e integridade da estrutura face ao seu próprio peso,
de acordo com a tabela 38.
TABELA 38 - ESPESSURA DE PAREDE DE VASO DE PRESSÃO ATMOSFÉRICA
Di (ft) ts (polegadas)
0 – 4 ¼
4 – 6 5/16
6 – 8 3/8
8 – 10 7/16
10- 12 ½
5.6.2.12.2 Vasos a Pressão Positiva
Pela norma ASME, seção VIII, divisão 1, os vasos cilíndricos são divididos em
vasos de pequena e grande espessura. Para determinar a espessura mínima devido à
pressão interna do nosso projeto, tem-se que a espessura é dada por:
𝑡 =𝑃. 𝐷𝑖
2 ∗ 𝑆𝐸 − 1,2 ∗ 𝑃
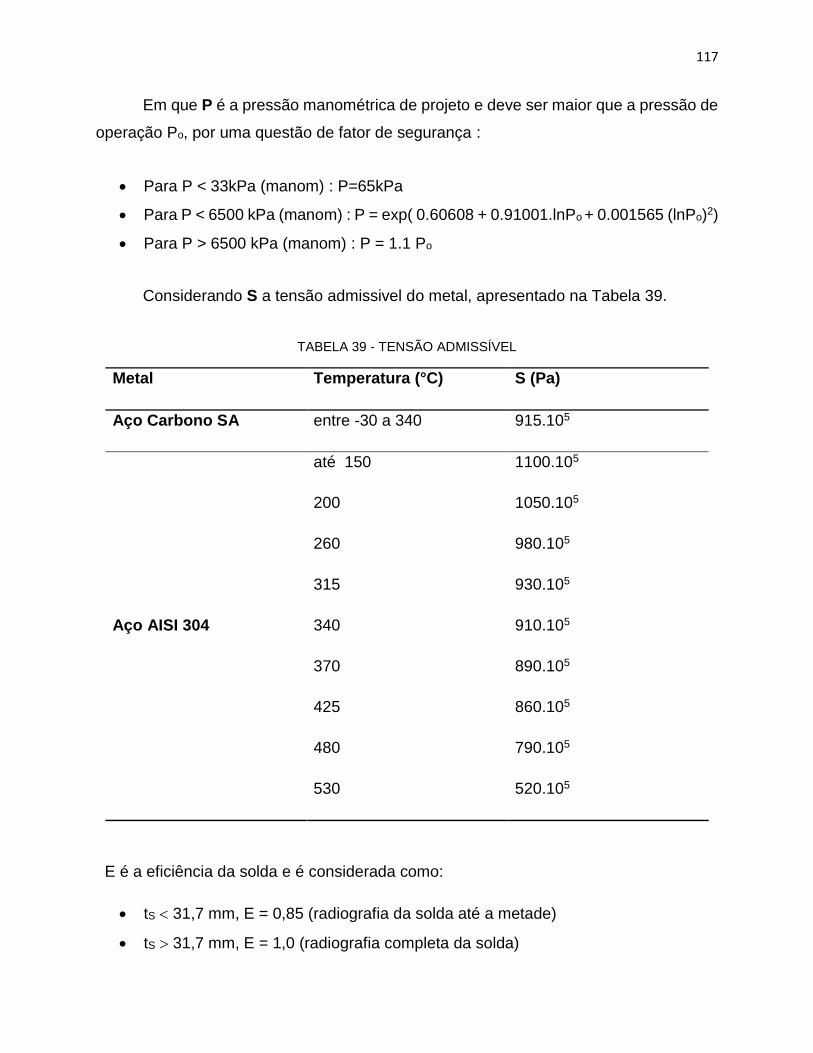
117
Em que P é a pressão manométrica de projeto e deve ser maior que a pressão de
operação Po, por uma questão de fator de segurança :
Para P < 33kPa (manom) : P=65kPa
Para P < 6500 kPa (manom) : P = exp( 0.60608 + 0.91001.lnPo + 0.001565 (lnPo)2)
Para P > 6500 kPa (manom) : P = 1.1 Po
Considerando S a tensão admissivel do metal, apresentado na Tabela 39.
TABELA 39 - TENSÃO ADMISSÍVEL
Metal Temperatura (°C) S (Pa)
Aço Carbono SA entre -30 a 340 915.105
Aço AISI 304
até 150 1100.105
200 1050.105
260 980.105
315 930.105
340 910.105
370 890.105
425 860.105
480 790.105
530 520.105
E é a eficiência da solda e é considerada como:
tS 31,7 mm, E = 0,85 (radiografia da solda até a metade)
tS 31,7 mm, E = 1,0 (radiografia completa da solda)
118
Considerando a força de arraste do vento, para uma velocidade máxima de 220
km/h, a parede o vaso poderá ser calculada como:
tV = tS(0,75 + 0,22E. (L/Di)2/P)
Se (L/Di)2/P 1,34, para P em psig, não há efeito do vento. “Para considerar os
efeitos de corrosão é usual acrescentar 1/8” (3mm) à espessura tS calculada.
O cálculo da espessura tS normalmente resulta em valores que não correspondem
à chapas comerciais e nesse caso deveremos tomar a chapa de espessura
imediatamente superior ao valor calculado.
5.6.3 Lavagem
A saída de topo dos reatores R-203, R-204 e R108 contendo gases
incondensáveis, vapor d’água, isobutano, ácido acético e ácido metacrílico é
direcionanda para a lavadora L-201 que tem como solvente água. O objetivo é purgar a
maior parte dos incondensáveis do sistema pelo topo, pois parte dos incondesáveis
solubiliza, junto com vapor d’água e isobutano. O restante sairá junto com a água de
lavagem no fundo da lavadora. Essa corrente de fundo será alimentada na extratora E-
201.
A escolha pela água deve-se, além do preço ou da sua fácil aquisição, mas pelo
fato da água e do ácido metacrílico serem compostos polares, as forças de atração entre
eles são elevadas. Optou-se por queimar o isobutano e toda a purga feita no topo da
lavadora, pois para separar o isobutano dos gases incondensáveis e vapor d’água seria
necessário unidades de separação há pressões elevadas e com destilações a baixas
temperaturas para obter bons rendimentos. O custo de implantação e operação dessa
unidade de recuperação de isobutano teria um custo elevado. Ainda se compararmos o
preço de nosso reagente (isobutano) com o de gás natural, utilizado para gerar calor em
nosso formo, veremos que a diferença por kilograma entre o gás natural e o isobutano é
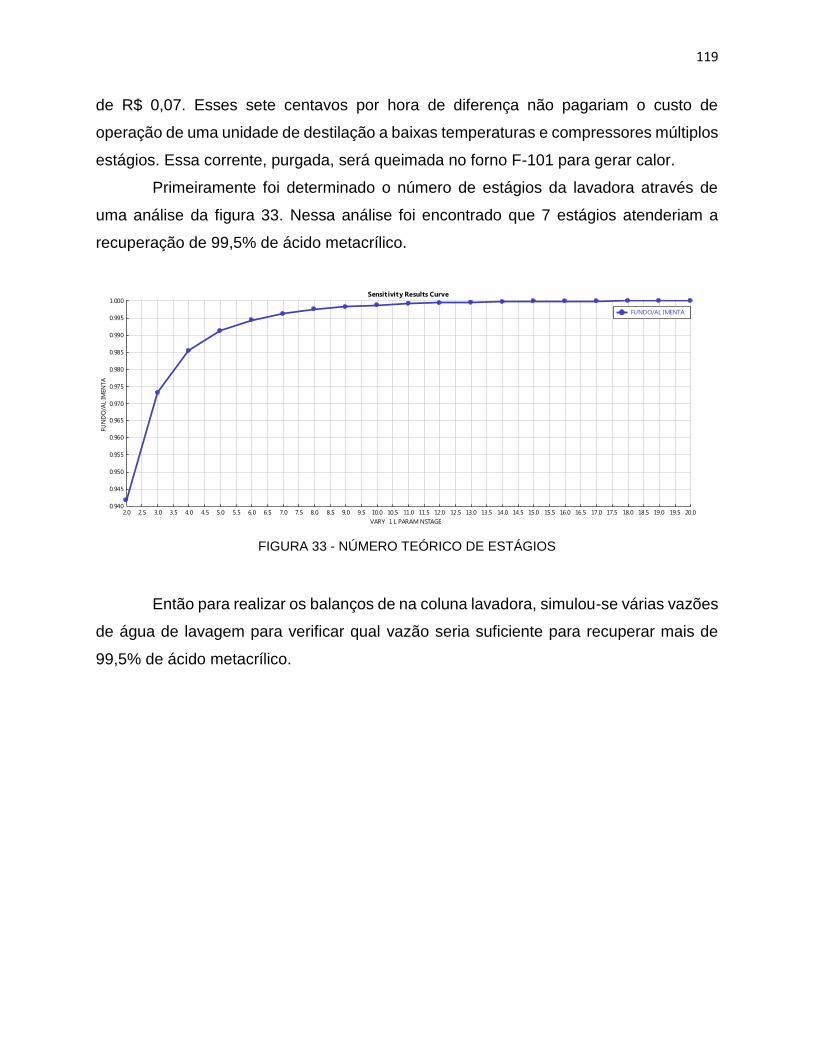
119
de R$ 0,07. Esses sete centavos por hora de diferença não pagariam o custo de
operação de uma unidade de destilação a baixas temperaturas e compressores múltiplos
estágios. Essa corrente, purgada, será queimada no forno F-101 para gerar calor.
Primeiramente foi determinado o número de estágios da lavadora através de
uma análise da figura 33. Nessa análise foi encontrado que 7 estágios atenderiam a
recuperação de 99,5% de ácido metacrílico.
FIGURA 33 - NÚMERO TEÓRICO DE ESTÁGIOS
Então para realizar os balanços de na coluna lavadora, simulou-se várias vazões
de água de lavagem para verificar qual vazão seria suficiente para recuperar mais de
99,5% de ácido metacrílico.
Sensit ivity Results Curve
VARY 1 L PARAM NSTAGE
FUN
DO
/AL
IMEN
TA
2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 7.0 7.5 8.0 8.5 9.0 9.5 10.0 10.5 11.0 11.5 12.0 12.5 13.0 13.5 14.0 14.5 15.0 15.5 16.0 16.5 17.0 17.5 18.0 18.5 19.0 19.5 20.00.940
0.945
0.950
0.955
0.960
0.965
0.970
0.975
0.980
0.985
0.990
0.995
1.000
FUNDO/AL IMENTA
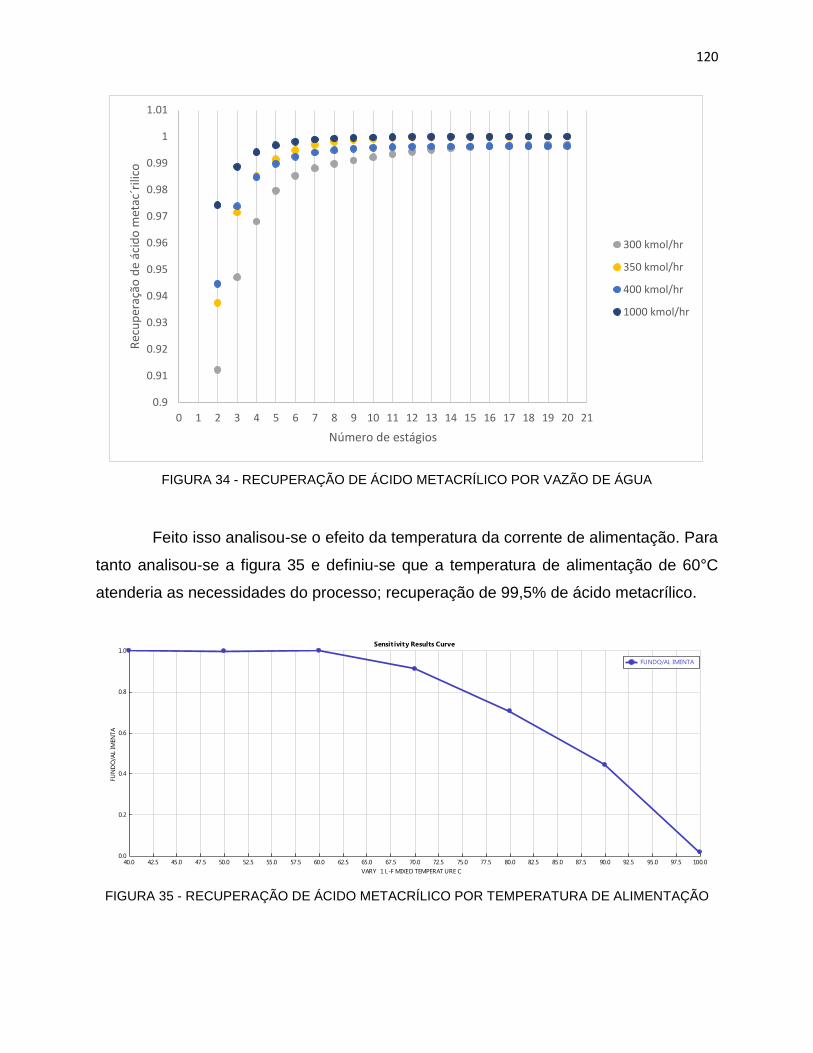
120
FIGURA 34 - RECUPERAÇÃO DE ÁCIDO METACRÍLICO POR VAZÃO DE ÁGUA
Feito isso analisou-se o efeito da temperatura da corrente de alimentação. Para
tanto analisou-se a figura 35 e definiu-se que a temperatura de alimentação de 60°C
atenderia as necessidades do processo; recuperação de 99,5% de ácido metacrílico.
FIGURA 35 - RECUPERAÇÃO DE ÁCIDO METACRÍLICO POR TEMPERATURA DE ALIMENTAÇÃO
0.9
0.91
0.92
0.93
0.94
0.95
0.96
0.97
0.98
0.99
1
1.01
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Rec
up
eraç
ão d
e ác
ido
met
ac´r
ilico
Número de estágios
300 kmol/hr
350 kmol/hr
400 kmol/hr
1000 kmol/hr
Sensit ivity Results Curve
VARY 1 L-F MIXED TEMPERAT URE C
FUN
DO
/AL
IMEN
TA
40.0 42.5 45.0 47.5 50.0 52.5 55.0 57.5 60.0 62.5 65.0 67.5 70.0 72.5 75.0 77.5 80.0 82.5 85.0 87.5 90.0 92.5 95.0 97.5 100.00.0
0.2
0.4
0.6
0.8
1.0
FUNDO/AL IMENTA
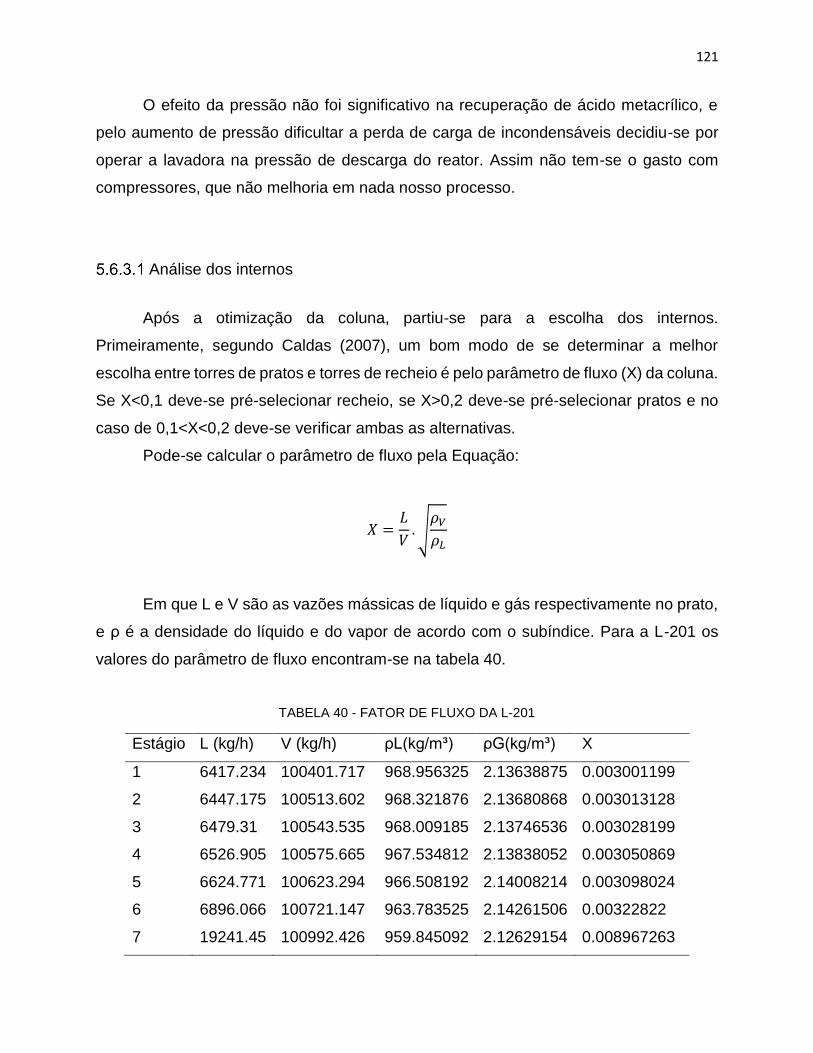
121
O efeito da pressão não foi significativo na recuperação de ácido metacrílico, e
pelo aumento de pressão dificultar a perda de carga de incondensáveis decidiu-se por
operar a lavadora na pressão de descarga do reator. Assim não tem-se o gasto com
compressores, que não melhoria em nada nosso processo.
Análise dos internos
Após a otimização da coluna, partiu-se para a escolha dos internos.
Primeiramente, segundo Caldas (2007), um bom modo de se determinar a melhor
escolha entre torres de pratos e torres de recheio é pelo parâmetro de fluxo (X) da coluna.
Se X<0,1 deve-se pré-selecionar recheio, se X>0,2 deve-se pré-selecionar pratos e no
caso de 0,1<X<0,2 deve-se verificar ambas as alternativas.
Pode-se calcular o parâmetro de fluxo pela Equação:
𝑋 =𝐿
𝑉.√𝜌𝑉𝜌𝐿
Em que L e V são as vazões mássicas de líquido e gás respectivamente no prato,
e ρ é a densidade do líquido e do vapor de acordo com o subíndice. Para a L-201 os
valores do parâmetro de fluxo encontram-se na tabela 40.
TABELA 40 - FATOR DE FLUXO DA L-201
Estágio L (kg/h) V (kg/h) ρL(kg/m³) ρG(kg/m³) X
1 6417.234 100401.717 968.956325 2.13638875 0.003001199
2 6447.175 100513.602 968.321876 2.13680868 0.003013128
3 6479.31 100543.535 968.009185 2.13746536 0.003028199
4 6526.905 100575.665 967.534812 2.13838052 0.003050869
5 6624.771 100623.294 966.508192 2.14008214 0.003098024
6 6896.066 100721.147 963.783525 2.14261506 0.00322822
7 19241.45 100992.426 959.845092 2.12629154 0.008967263

122
Como se pode ver na tabela 40, o parâmetro de fluxo de todos os estágios da
coluna é menor que 0,1; portanto, a melhor opção é o uso de recheios. Através das
ferramentas Pack Sizing e Pack Rating do software Aspen Plus, pode-se analisar vários
tipos de recheio.
Os recheios avaliados estão relacionados na tabela 41, todos feitos de material
plástico, pois o ácido acrílico é altamente corrosivo:
TABELA 41 - RECHEIOS
Tipo
Recheio Diâmetro (mm)
PALL 25
PALL 50
Mellapak
125Y 25
Mellapak
250Y 25
No software é necessário o input do HETP. Segundo Kister (1992) apud Seader
(2006), a altura equivalente de pratos teóricos (HETP) do recheio em colunas a baixas
pressões pode ser calculada pela equação abaixo, onde a área específica deve estar em
pés:
𝐻𝐸𝑇𝑃(𝑓𝑡) =100
𝑎𝑝+4
12

123
Com os dados de recheio, diâmetro, material e HETP, o software calcula o
diâmetro da coluna e a altura é o HETP multiplicado pelo número de estágios, os
resultados estão apresentados na tabela 42.
TABELA 42 - DIMENSIONAMENTO DA L-201
Tipo diâmetro
(mm)
ap
(m²/m³)
HETP
(m)
D coluna
(m)
H recheio
coluna (m)
perda de
carga
(mmH2O/m)
fator de
inundação
PALL 25 220 0.556 4 3.892 60.0761 0.693419838
PALL 50 120 0.935 3 6.545 57.3163 0.655806545
MELLAPAK
125 Y 25 107 1.036 2.2 7.252 35.4464 0.673618329
MELLAPAK
250 Y 25 211 0.576 2.6 4.032 25.2064 0.680072309
Os recheios estruturados Mellapak da Sulzer apresentaram os menores diâmetros
para a coluna, porém o Mellapak 125Y apresentou uma altura elevada em comparação
ao recheio Mellapak 250Y. Fazendo-se uma análise rápida de custo de coluna e do
recheio, verificou-se que a coluna com recheio Mellapak 250Y ficou mais
economicamente vantajosa. Além disso, segundo Norton (1977), o valor de queda de
pressão para colunas absorvedoras e regeneradoras deve estar entre 21 – 42 mmH2O
(CALDAS, 2007), o que confirma que o recheio Mellapak 250Y é a melhor escolha. Além
disso, dadas essas características da L-201, obteve-se um fator de inundação dado pelo
próprio software de 68%, dentro da faixa indicada para absorvedoras de 40-80%. E
garantindo uma margem para aumentar a produção.
124
FIGURA 36 - RECHEIO MELLAPAK 250 Y
Após essa primeira análise da coluna, realizou-se o Rate-based para saber o
número de estágios reais da coluna.
A abordagem tradicional para a solução de colunas utiliza o conceito de equilíbrio
ou andares teóricos. Este conceito pressupõe fases de vapor e líquido deixando qualquer
estágio está em equilíbrio termodinâmico com o outro. Na prática, esse equilíbrio só é
verdadeiro nas interfaces que separam vapor e fases líquidas.
Eficiências são usadas para tentar dar conta de desvios de equilíbrio, mas esses
fatores empíricos são muito limitados e métodos de previsão são pouco confiáveis. Nas
colunas empacotadas, HETP é muitas vezes usado no lugar da fase de equilíbrio, mas
isso também pode ser difícil de prever com precisão.
Em contraste, a simulação Rate-Based é uma abordagem fundamental, rigorosa,
que evita as aproximações de eficiência e HETP inteiramente.
Cálculos baseados em Rate-Based consideram diretamente os processos de taxa
de transferência de massa e de calor no sistema de equações que representam a
unidade de separação, modela os fenômenos taxa de transferência de massa e calor em
simultâneo, e consideram também as interações entre espécies multicomponentes que
difundem simultaneamente.
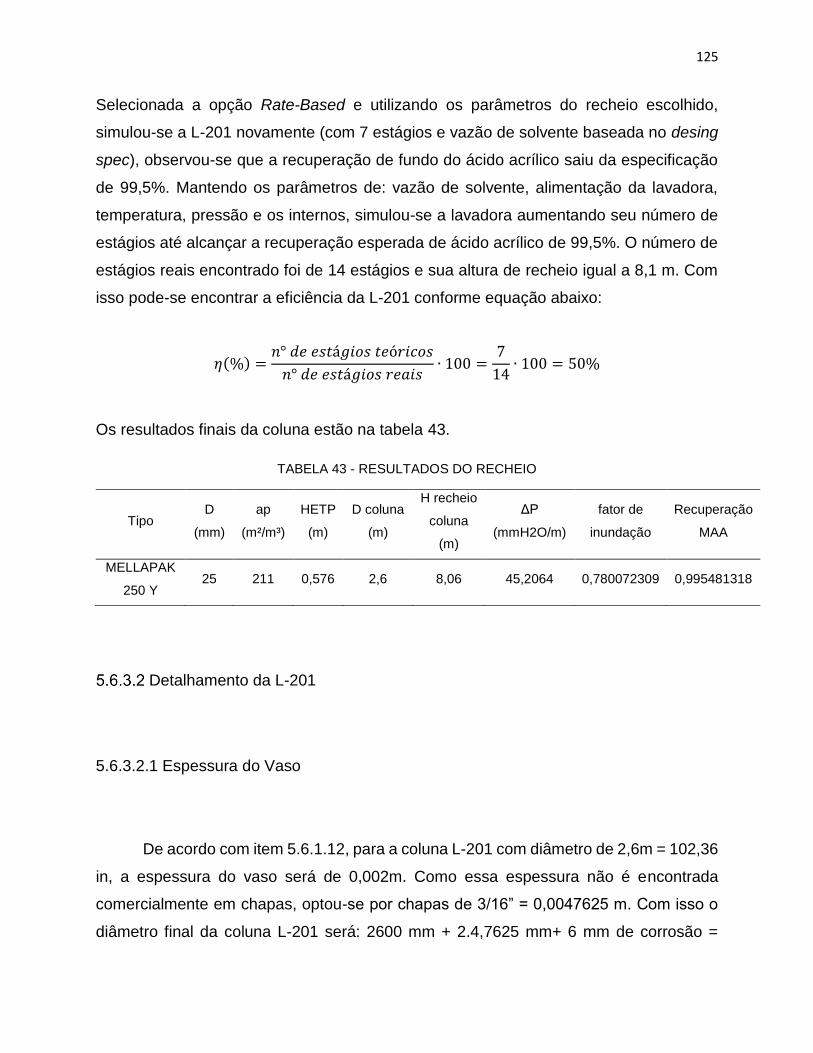
125
Selecionada a opção Rate-Based e utilizando os parâmetros do recheio escolhido,
simulou-se a L-201 novamente (com 7 estágios e vazão de solvente baseada no desing
spec), observou-se que a recuperação de fundo do ácido acrílico saiu da especificação
de 99,5%. Mantendo os parâmetros de: vazão de solvente, alimentação da lavadora,
temperatura, pressão e os internos, simulou-se a lavadora aumentando seu número de
estágios até alcançar a recuperação esperada de ácido acrílico de 99,5%. O número de
estágios reais encontrado foi de 14 estágios e sua altura de recheio igual a 8,1 m. Com
isso pode-se encontrar a eficiência da L-201 conforme equação abaixo:
𝜂(%) =𝑛° 𝑑𝑒 𝑒𝑠𝑡á𝑔𝑖𝑜𝑠 𝑡𝑒ó𝑟𝑖𝑐𝑜𝑠
𝑛° 𝑑𝑒 𝑒𝑠𝑡á𝑔𝑖𝑜𝑠 𝑟𝑒𝑎𝑖𝑠∙ 100 =
7
14∙ 100 = 50%
Os resultados finais da coluna estão na tabela 43.
TABELA 43 - RESULTADOS DO RECHEIO
Tipo D
(mm)
ap
(m²/m³)
HETP
(m)
D coluna
(m)
H recheio
coluna
(m)
ΔP
(mmH2O/m)
fator de
inundação
Recuperação
MAA
MELLAPAK
250 Y 25 211 0,576 2,6 8,06 45,2064 0,780072309 0,995481318
Detalhamento da L-201
5.6.3.2.1 Espessura do Vaso
De acordo com item 5.6.1.12, para a coluna L-201 com diâmetro de 2,6m = 102,36
in, a espessura do vaso será de 0,002m. Como essa espessura não é encontrada
comercialmente em chapas, optou-se por chapas de 3/16” = 0,0047625 m. Com isso o
diâmetro final da coluna L-201 será: 2600 mm + 2.4,7625 mm+ 6 mm de corrosão =
126
2615,5 mm. E a altura da torre com todos os detalhamentos (mostrados a seguir) será
de 13040 mm.
5.6.3.2.2 Bocal de Entrada Vapor
Na L-201 a vazão volumétrica de vapor no topo da torre é Q = 2,15 m³/s, sendo a
velocidade considerada v = 30 m/s, tem-se uma Abocalmín = 0,3518 m² e
consequentemente um diâmetro mínimo de 0,67 m. Consultando uma tabela de bocais
comerciais, tem-se o maior diâmetro mais próximo é o de 0,746 m, diâmetro nominal de
30”, STD 10 com espessura 7,92 mm. Obtendo-se para o novo diâmetro e para a mesma
vazão uma nova velocidade de 24,1 m/s.
5.6.3.2.3 Bocal de Entrada Líquido
Para uma corrente de entrada líquida, tendo que QL = 0,0018 m³/s para v = 3 m/s,
Dmínimo = 0,028 m, e para v = 1 m/s, Dmáximo = 0,048 m. Portanto, Descolhido = 0,035
m, diâmetro nominal de 1 1/4’’, STD SCH 40, com espessura 3,56 mm.
5.6.3.2.4 Bocal de Saída do Gás
Na L-201 a vazão volumétrica de vapor no topo da torre é Q = 13 m³/s, sendo a
velocidade considerada v = 30 m/s, tem-se uma Abocalmín = 0,434 m² e consequentemente
um diâmetro mínimo de 0,744 m. Consultando uma tabela de bocais comerciais, tem-se
o maior diâmetro mais próximo é o de 0,746 m, diâmetro nominal de 30”, STD 10 com
127
espessura 7,92 mm. Obtendo-se para o novo diâmetro e para a mesma vazão uma nova
velocidade de 29,8 m/s.
5.6.3.2.5 Bocal de Saída de Líquido
Para a coluna L-201, o produto será uma carga de torre, portanto tc = 3 min.
Tendo que QL = 0,33386 m³/min e A = 0,005564 m², ΔHL = 180,0 mm.
Tendo que HL = 150 mm + 180 mm = 330 mm, vmáx = 0,89 m/s. O diâmetro
mínimo do bocal, Dmínimo = 55,1 mm. Pela tabela de bocais comerciais: Descolhido =
62,7 mm, com diâmetro nominal de 2 1/2’’ STD, SCH 40, espessura 5,16 mm.
5.6.3.2.6 Distribuidor de Vapor
Segundo Moore & Rukovena (1987) apud Caldas (2004), a necessidade de um
distribuidor de vapor pode ser verificada pela razão, M, entre a energia cinética do gás
no bocal de entrada e a queda de pressão ao longo da seção acima do referido bocal. A
energia cinética do gás pode ser expressa pela equação:
𝐸𝑘𝑔 =𝑉𝑖². 𝜌𝑔
19,64
𝑀 = 𝐸𝑘𝑔/∆𝑃
Ekg é a carga da velocidade no bocal de entrada, em mmH2O, vi é a velocidade
do vapor na entrada, em m/s, ρG é a massa específica do vapor, em kg/cm³, e ΔP a
queda de pressão na seção recheada, em mmH2O.
128
Caso o valor de M seja menor ou igual a 2,5, não deve haver preocupação com a
qualidade de distribuição do vapor para a seção, sendo apenas necessário deixar o
espaçamento adequado entre o bocal de entrada e o fundo do leito acima.
Tendo que para a coluna L-201: vi = 27,43 m/s, ρG = 2,14 kg/m³ e ΔP = 364,5
mmH2O, o valor de M é 0,17. Logo, não há necessidade de um distribuidor de vapor na
coluna.
5.6.3.2.7 Distribuidor de líquido
De acordo com as especificações já descritas para vaso de pressão e o catálago
da Sulzer, temos q o distribuidor escolhido para a L-201 é o VEG, uma modelo de
distribuidor semelhante ao VEP (Splash Plate Distributor), porém feito de material
plástico para materiais corrosivos. Os distribuidores se localizarão nos estágios 1 e 8,
pois como a altura da coluna é de 8,06m é necessário utilizar dois distribuidores de
líquido espaçados por aproximadamente 4 m cada.
129
FIGURA 37- DISTRIBUIDOR DA LAVADORA L-201
5.6.3.2.8 Grade de Suporte
Conforme tópico do vaso de pressão e sabendo que a área superficial do recheio
Mellapak 250Y é de 221 m²/m³, a grade de suporte escolhida é a TEB/TSB.
5.6.3.2.9 Coletor de líquido
O coletor de líquido escolhido é o modelo SL da Sulzer Chemtec, para recheios
de até 350 m²/m³ de área superficial.
130
FIGURA 38 - COLETOR DE LÍQUIDO: VANE COLLECTOR SULZER
5.6.3.2.10 Eliminador de névoa
De acordo com o item 11.3.3, para a coluna L-201, Qv = 13,04 m³/s, ρL = 969,00
kg/m³ e ρG = 2,14 kg/m³. Resultando em 3,3 m. Logo, o diâmetro do eliminador de névoa
é 2,6 m, com espessura de 100 mm.
5.6.3.2.11 Análise da Calota
Segue os valores obtidos para cada tipo de tampo:
5.6.3.2.11.1 Tampo Reto
Para a análise de qual f utilizar foi considerada a temperatura máxima da coluna
(60 oC) empregando o valor superior mais próximo (100 oC) obtém-se f = 150. Para os
131
tipos de tampos parafusados tem-se os valores de Cp=0,55 e De= Dcoluna= 2,6m. Pi é a
pressão interna da coluna considerando-a 10% acima da pressão de operação, então Pi
= 0,22 N/mm². Calculando, e = 54,8 mm. Considerando uma sobre espessura de 3 mm,
a espessura total fica e = 57,8 m.
5.6.3.2.11.2 Tampo elipsoidal
Considerando os mesmo fatores utilizados para tampo reto, e J=1, e = 1,0 mm.
Com a sobre espessura de 3 mm, espessura é: e = 4,0 mm.
5.6.3.2.11.3 Tampo toroesférico
Para os dados da coluna L-201, Rc = Di = 2,6 m, Rk = Rc.0,06 = 0,156 m. Os
outros parâmetros são mantidos os mesmos dos utilizados para tampo reto. Calcula-se:
e = 1,7 mm, somando a sobre espessura de corrosão de 3 mm temos que e = 4,7 mm.
5.6.3.2.11.4 Análise dos tampos
Analisando as espessuras finais encontradas para cada tipo de tampo, o escolhido
foi o tampo tipo elipsoidal que necessita de uma espessura menor, conforme pode ser
visualizado na tabela 44.
132
TABELA 44 - RESUMO DAS ESPESSURAS DOS TAMPOS
Tampos e (mm) e corrosão (mm) e Total (mm)
Reto 38,7 3 41,7
Elipsoidal 1,0 3 4,0
Toroesferico 1,7 3 4,7
5.6.3.2.11.5 Altura do tampo
Para o diâmetro da coluna de 2,6 m, a altura do tampo será de 650 mm.
5.6.3.2.12 Boca de Visita Superior e Inferior
Para a torre com 2,6 m de diâmetro, o Dbv seria 867 mm.
Distância entre boca de visita e seção recheada será de 500 mm.
Distância entre boca de visita e limite superior da torre será de 600 mm.
5.6.4 Extração com di-isopropil-éter
A corrente a qual deixa o fundo da lavadora é alimentada no fundo da extratora,
enquanto que o solvente (éter di-isopropílico) entra pelo topo da extratora. Essa
configuração de entradas pelo topo e fundo é devido a densidade do solvente ser menor
que a corrente ácido metacrílico. Assim por diferença de densidade ocorre a
movimentação e transferência de massa necessária para extrair o ácido metacrílico da
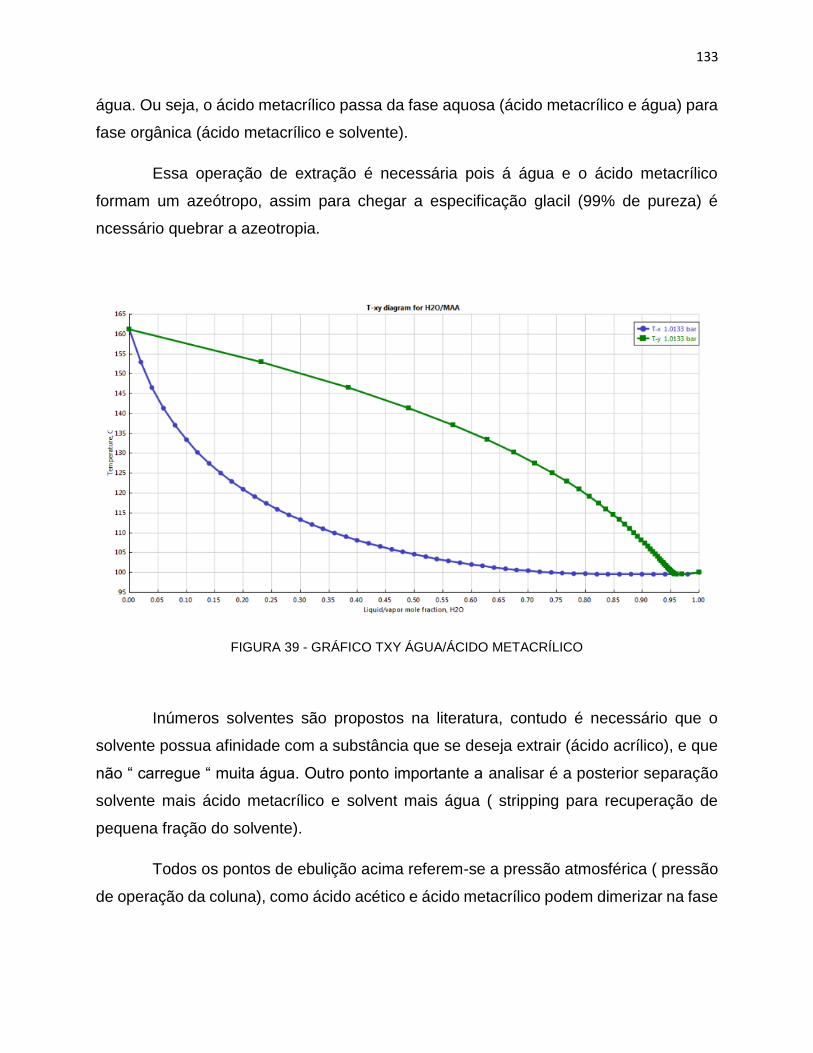
133
água. Ou seja, o ácido metacrílico passa da fase aquosa (ácido metacrílico e água) para
fase orgânica (ácido metacrílico e solvente).
Essa operação de extração é necessária pois á água e o ácido metacrílico
formam um azeótropo, assim para chegar a especificação glacil (99% de pureza) é
ncessário quebrar a azeotropia.
FIGURA 39 - GRÁFICO TXY ÁGUA/ÁCIDO METACRÍLICO
Inúmeros solventes são propostos na literatura, contudo é necessário que o
solvente possua afinidade com a substância que se deseja extrair (ácido acrílico), e que
não “ carregue “ muita água. Outro ponto importante a analisar é a posterior separação
solvente mais ácido metacrílico e solvent mais água ( stripping para recuperação de
pequena fração do solvente).
Todos os pontos de ebulição acima referem-se a pressão atmosférica ( pressão
de operação da coluna), como ácido acético e ácido metacrílico podem dimerizar na fase
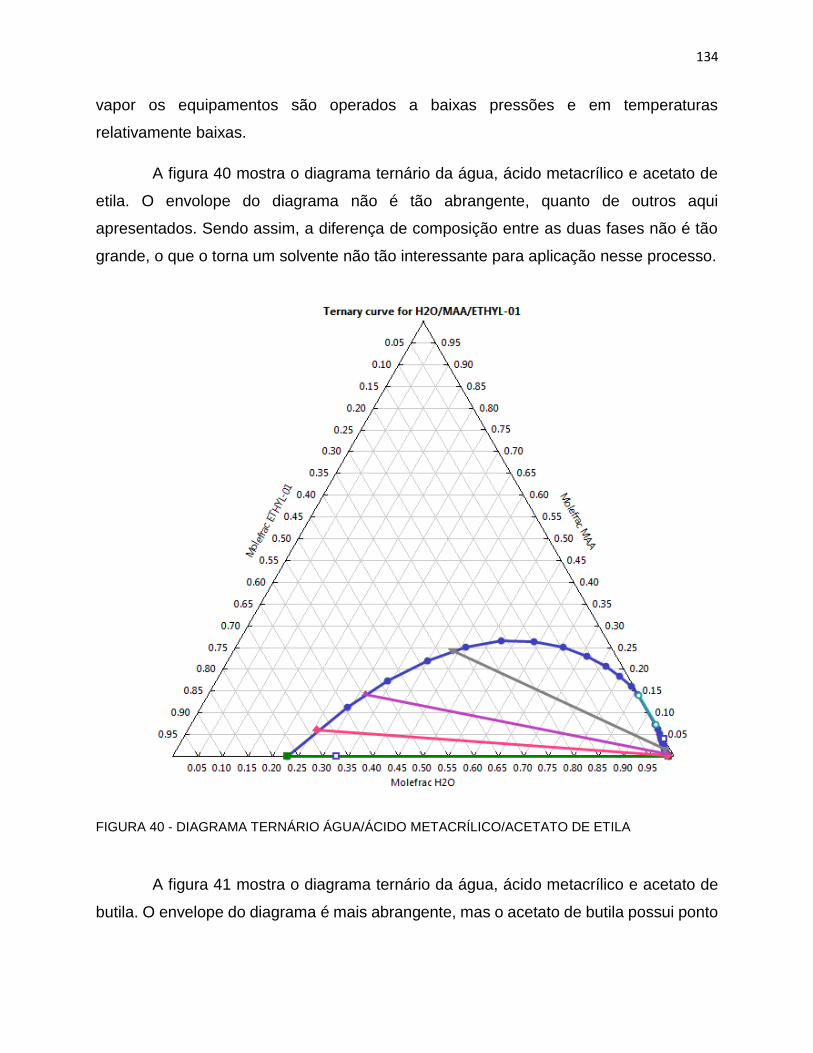
134
vapor os equipamentos são operados a baixas pressões e em temperaturas
relativamente baixas.
A figura 40 mostra o diagrama ternário da água, ácido metacrílico e acetato de
etila. O envolope do diagrama não é tão abrangente, quanto de outros aqui
apresentados. Sendo assim, a diferença de composição entre as duas fases não é tão
grande, o que o torna um solvente não tão interessante para aplicação nesse processo.
FIGURA 40 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/ACETATO DE ETILA
A figura 41 mostra o diagrama ternário da água, ácido metacrílico e acetato de
butila. O envelope do diagrama é mais abrangente, mas o acetato de butila possui ponto
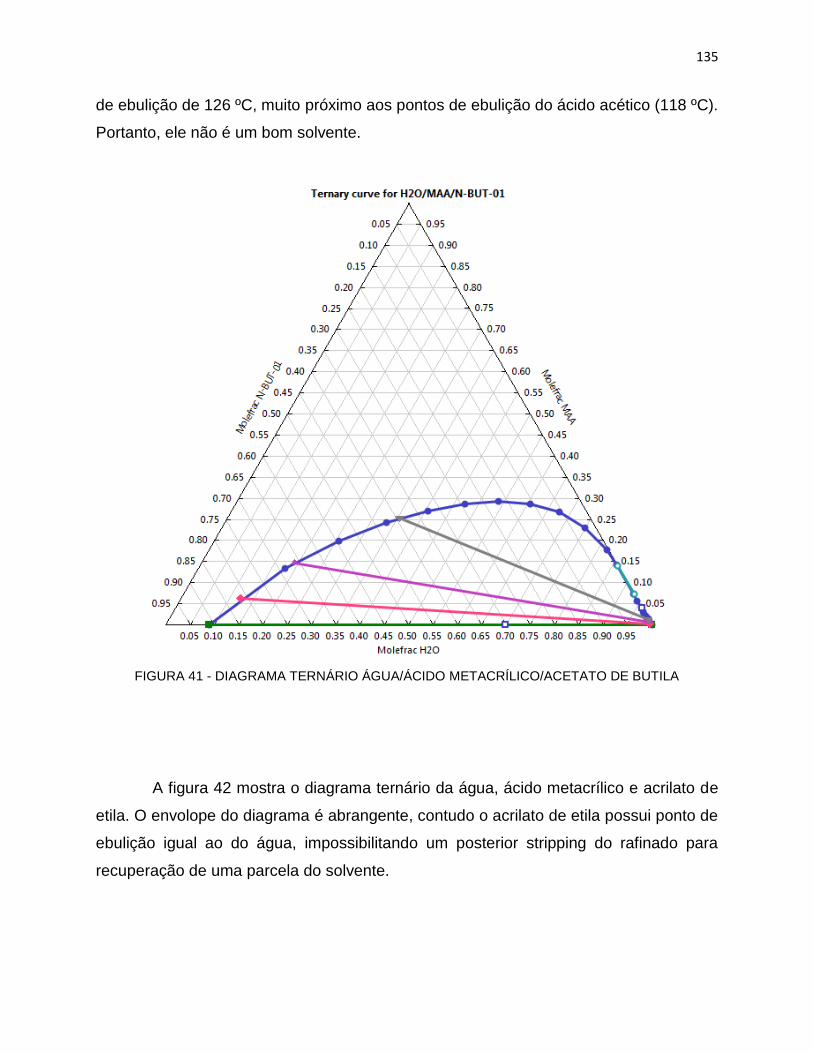
135
de ebulição de 126 ºC, muito próximo aos pontos de ebulição do ácido acético (118 ºC).
Portanto, ele não é um bom solvente.
FIGURA 41 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/ACETATO DE BUTILA
A figura 42 mostra o diagrama ternário da água, ácido metacrílico e acrilato de
etila. O envolope do diagrama é abrangente, contudo o acrilato de etila possui ponto de
ebulição igual ao do água, impossibilitando um posterior stripping do rafinado para
recuperação de uma parcela do solvente.
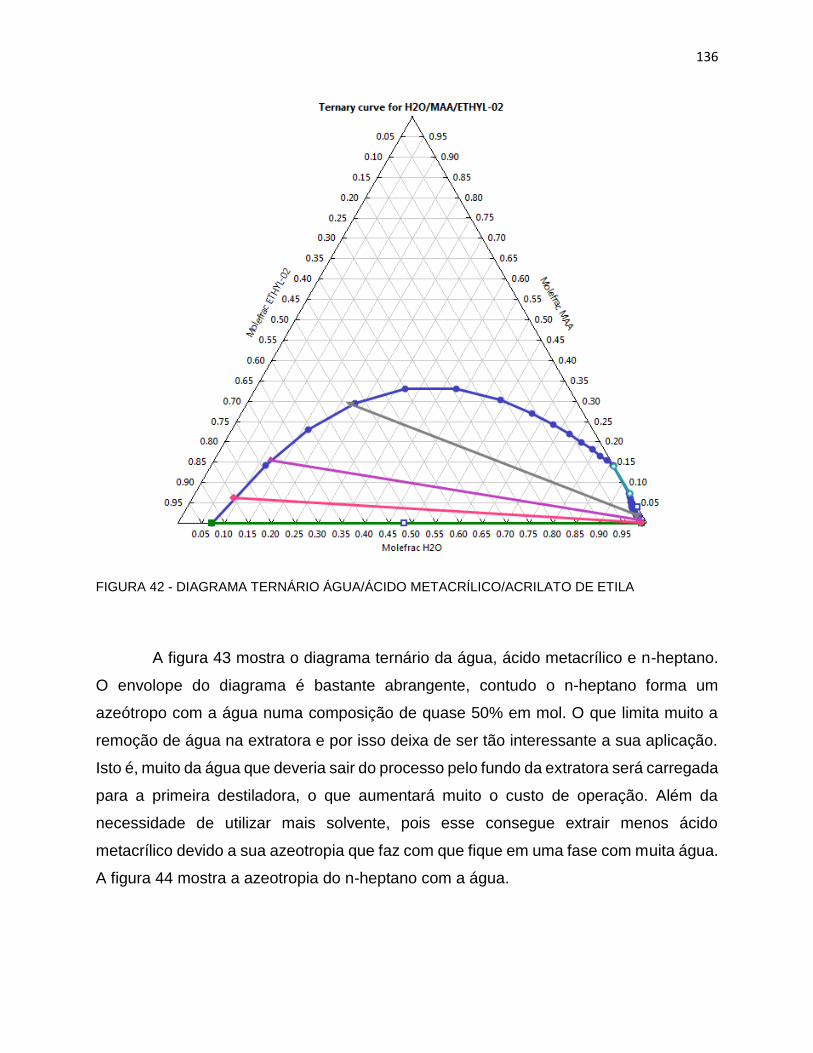
136
FIGURA 42 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/ACRILATO DE ETILA
A figura 43 mostra o diagrama ternário da água, ácido metacrílico e n-heptano.
O envolope do diagrama é bastante abrangente, contudo o n-heptano forma um
azeótropo com a água numa composição de quase 50% em mol. O que limita muito a
remoção de água na extratora e por isso deixa de ser tão interessante a sua aplicação.
Isto é, muito da água que deveria sair do processo pelo fundo da extratora será carregada
para a primeira destiladora, o que aumentará muito o custo de operação. Além da
necessidade de utilizar mais solvente, pois esse consegue extrair menos ácido
metacrílico devido a sua azeotropia que faz com que fique em uma fase com muita água.
A figura 44 mostra a azeotropia do n-heptano com a água.
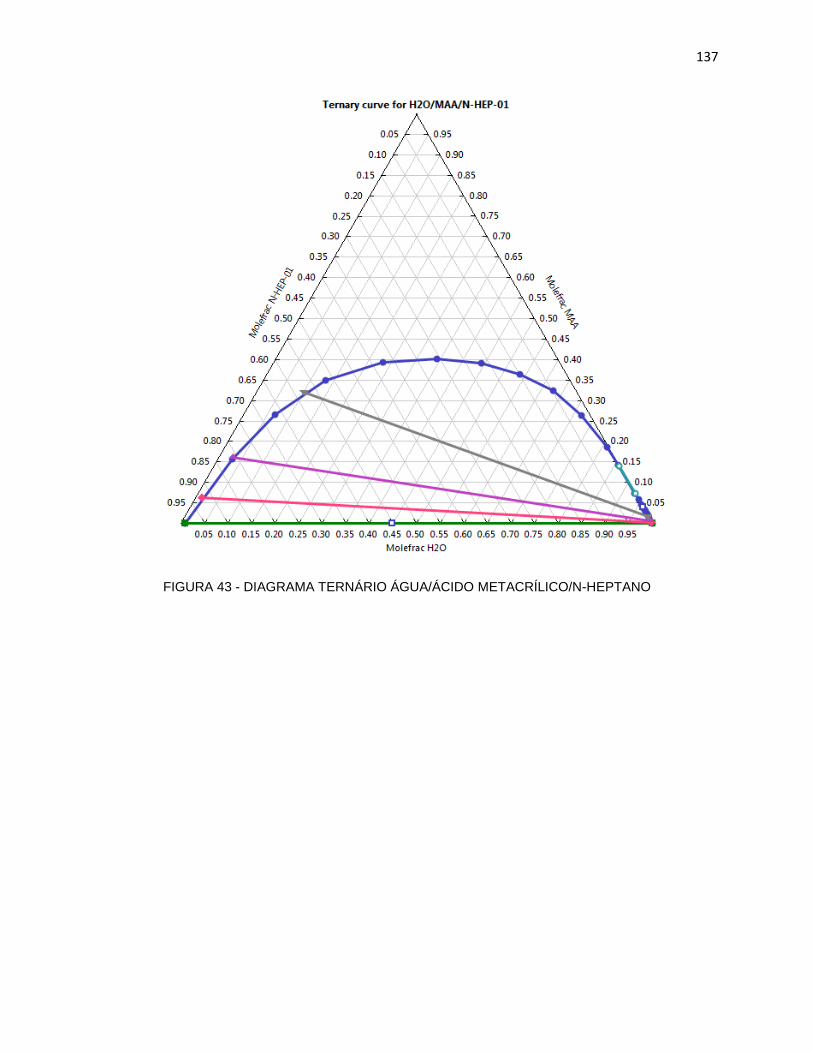
137
FIGURA 43 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/N-HEPTANO
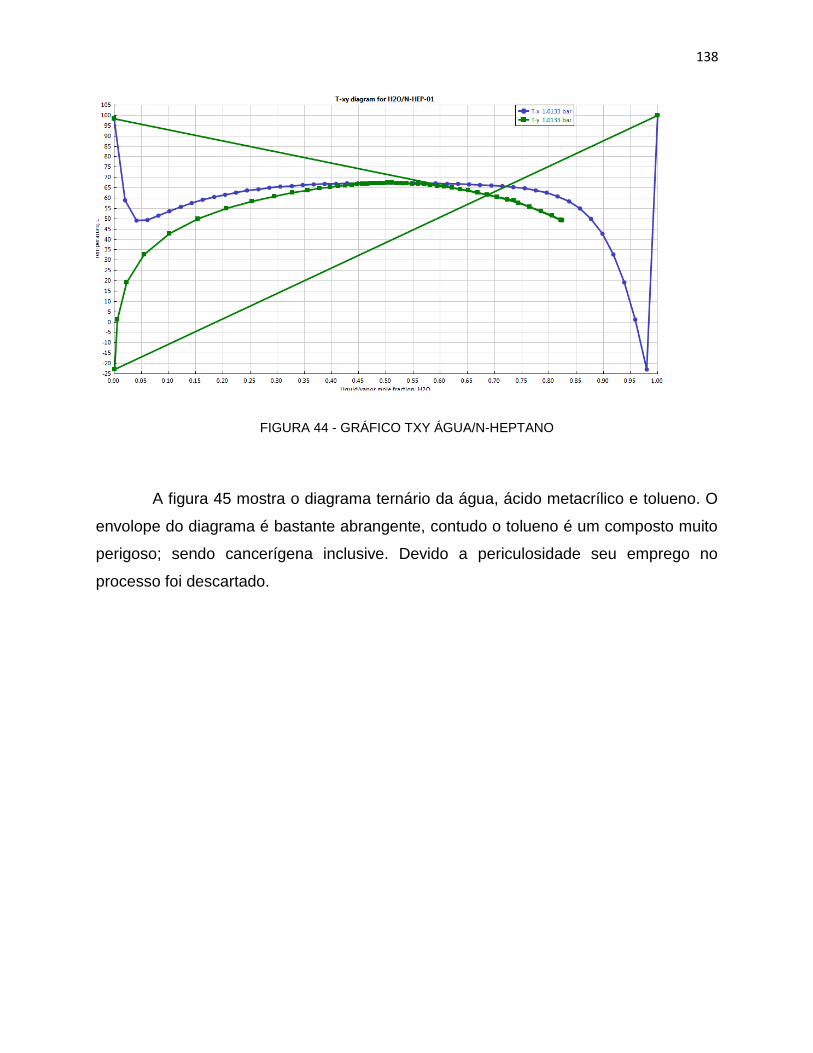
138
FIGURA 44 - GRÁFICO TXY ÁGUA/N-HEPTANO
A figura 45 mostra o diagrama ternário da água, ácido metacrílico e tolueno. O
envolope do diagrama é bastante abrangente, contudo o tolueno é um composto muito
perigoso; sendo cancerígena inclusive. Devido a periculosidade seu emprego no
processo foi descartado.
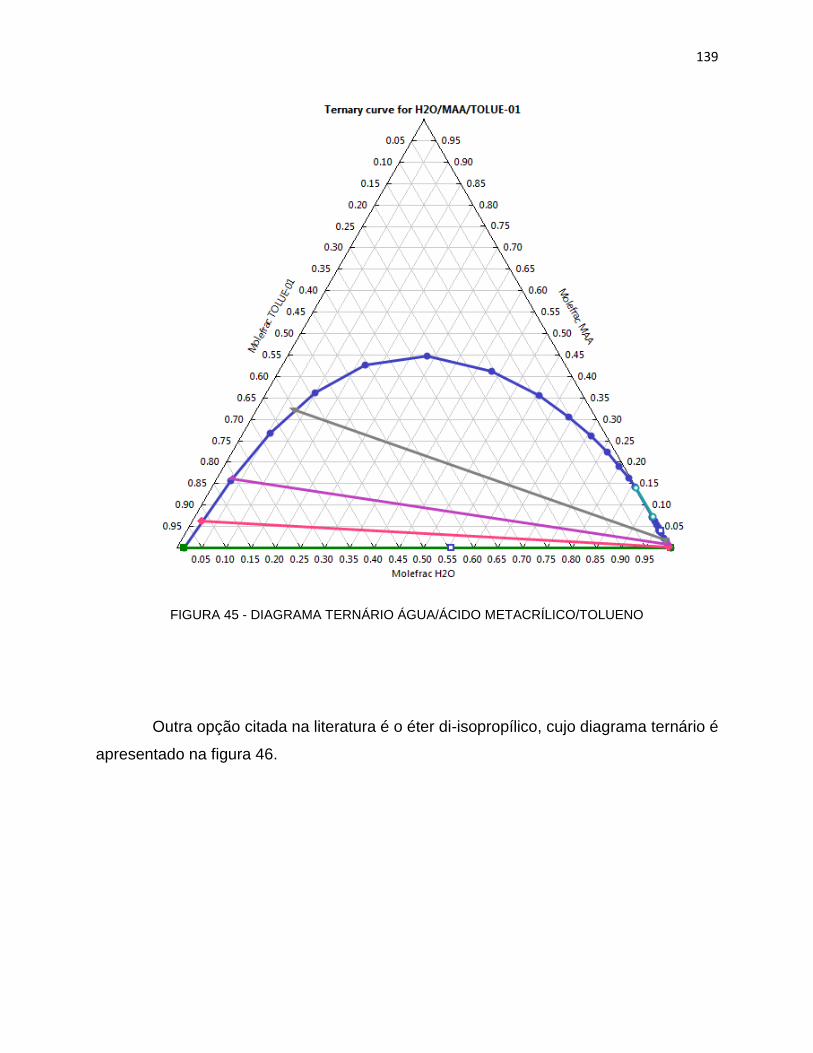
139
FIGURA 45 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/TOLUENO
Outra opção citada na literatura é o éter di-isopropílico, cujo diagrama ternário é
apresentado na figura 46.
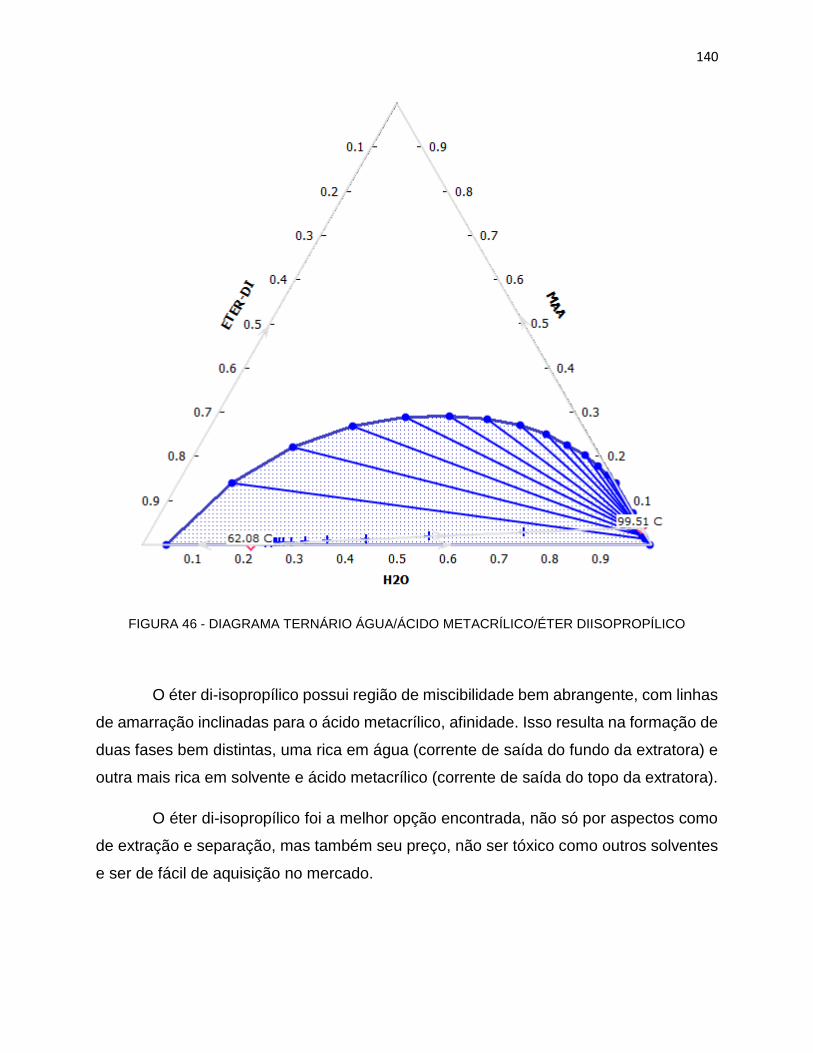
140
FIGURA 46 - DIAGRAMA TERNÁRIO ÁGUA/ÁCIDO METACRÍLICO/ÉTER DIISOPROPÍLICO
O éter di-isopropílico possui região de miscibilidade bem abrangente, com linhas
de amarração inclinadas para o ácido metacrílico, afinidade. Isso resulta na formação de
duas fases bem distintas, uma rica em água (corrente de saída do fundo da extratora) e
outra mais rica em solvente e ácido metacrílico (corrente de saída do topo da extratora).
O éter di-isopropílico foi a melhor opção encontrada, não só por aspectos como
de extração e separação, mas também seu preço, não ser tóxico como outros solventes
e ser de fácil de aquisição no mercado.
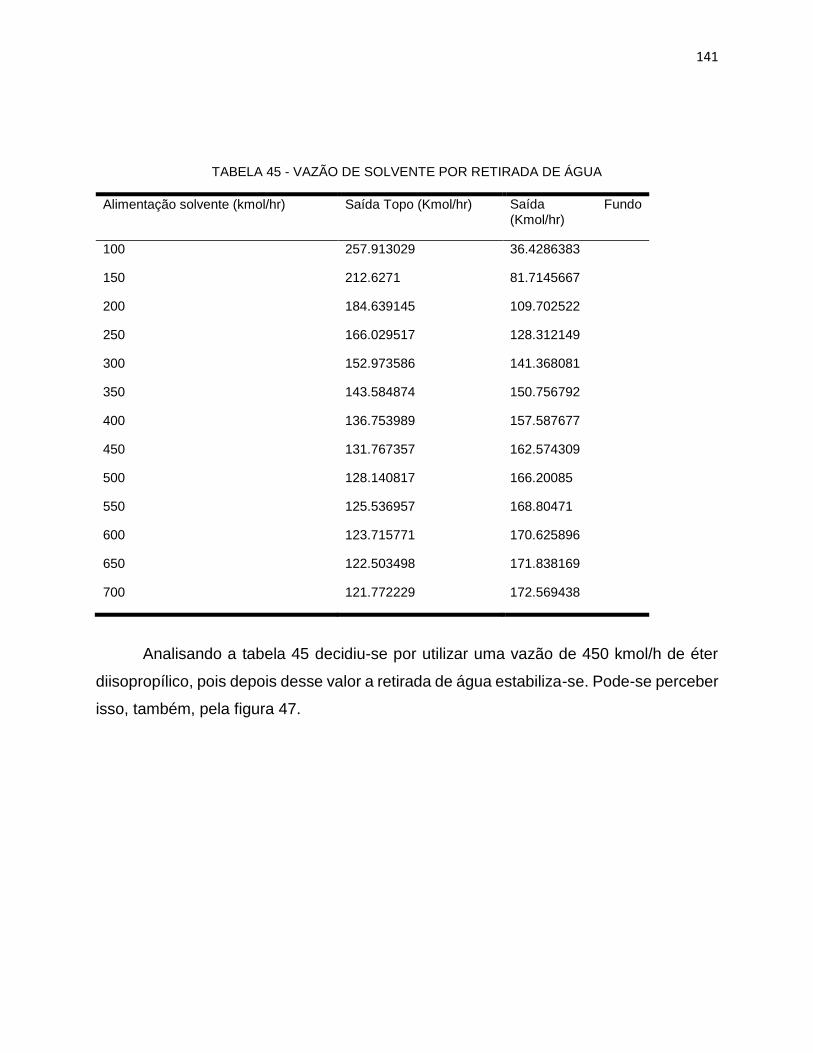
141
TABELA 45 - VAZÃO DE SOLVENTE POR RETIRADA DE ÁGUA
Alimentação solvente (kmol/hr) Saída Topo (Kmol/hr) Saída Fundo (Kmol/hr)
100 257.913029 36.4286383
150 212.6271 81.7145667
200 184.639145 109.702522
250 166.029517 128.312149
300 152.973586 141.368081
350 143.584874 150.756792
400 136.753989 157.587677
450 131.767357 162.574309
500 128.140817 166.20085
550 125.536957 168.80471
600 123.715771 170.625896
650 122.503498 171.838169
700 121.772229 172.569438
Analisando a tabela 45 decidiu-se por utilizar uma vazão de 450 kmol/h de éter
diisopropílico, pois depois desse valor a retirada de água estabiliza-se. Pode-se perceber
isso, também, pela figura 47.
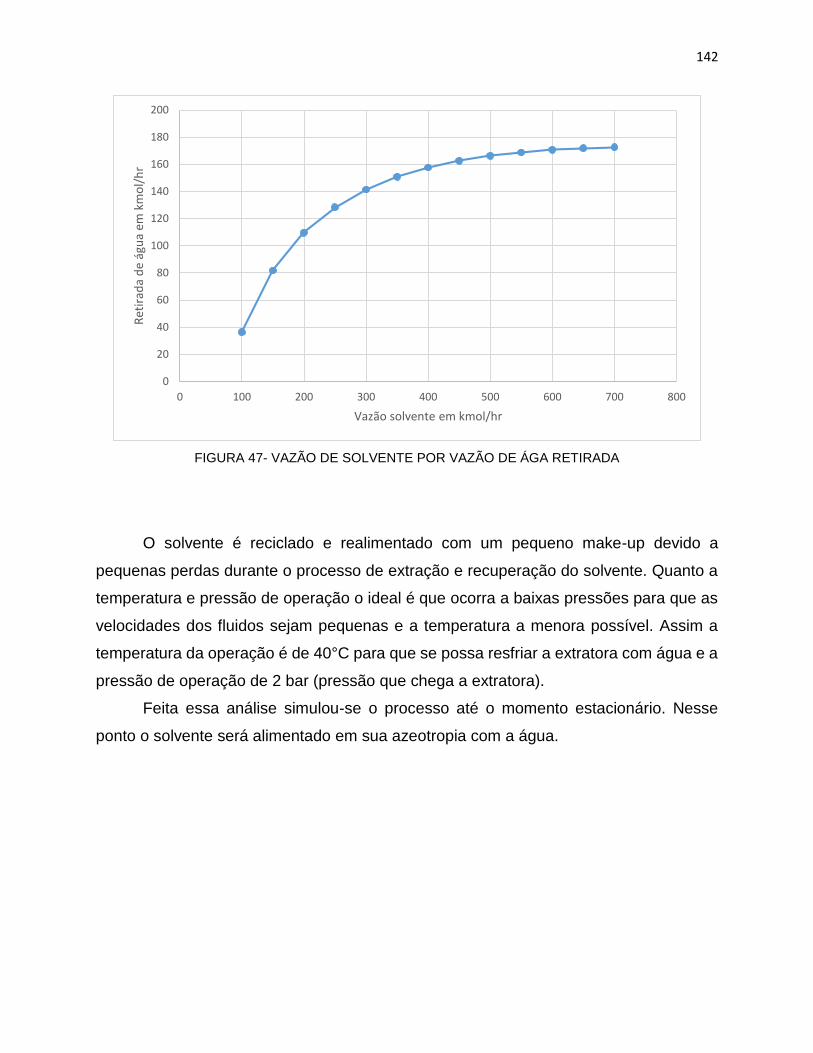
142
FIGURA 47- VAZÃO DE SOLVENTE POR VAZÃO DE ÁGA RETIRADA
O solvente é reciclado e realimentado com um pequeno make-up devido a
pequenas perdas durante o processo de extração e recuperação do solvente. Quanto a
temperatura e pressão de operação o ideal é que ocorra a baixas pressões para que as
velocidades dos fluidos sejam pequenas e a temperatura a menora possível. Assim a
temperatura da operação é de 40°C para que se possa resfriar a extratora com água e a
pressão de operação de 2 bar (pressão que chega a extratora).
Feita essa análise simulou-se o processo até o momento estacionário. Nesse
ponto o solvente será alimentado em sua azeotropia com a água.
0
20
40
60
80
100
120
140
160
180
200
0 100 200 300 400 500 600 700 800
Ret
irad
a d
e ág
ua
em k
mo
l/h
r
Vazão solvente em kmol/hr
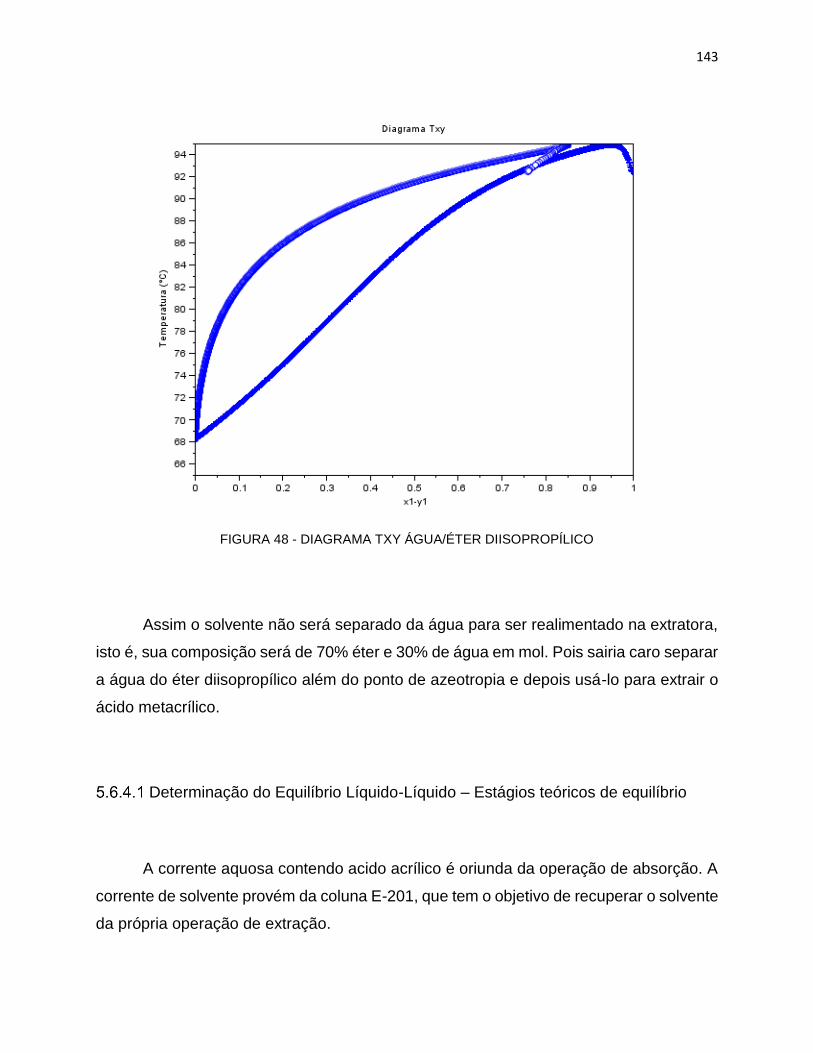
143
FIGURA 48 - DIAGRAMA TXY ÁGUA/ÉTER DIISOPROPÍLICO
Assim o solvente não será separado da água para ser realimentado na extratora,
isto é, sua composição será de 70% éter e 30% de água em mol. Pois sairia caro separar
a água do éter diisopropílico além do ponto de azeotropia e depois usá-lo para extrair o
ácido metacrílico.
Determinação do Equilíbrio Líquido-Líquido – Estágios teóricos de equilíbrio
A corrente aquosa contendo acido acrílico é oriunda da operação de absorção. A
corrente de solvente provém da coluna E-201, que tem o objetivo de recuperar o solvente
da própria operação de extração.
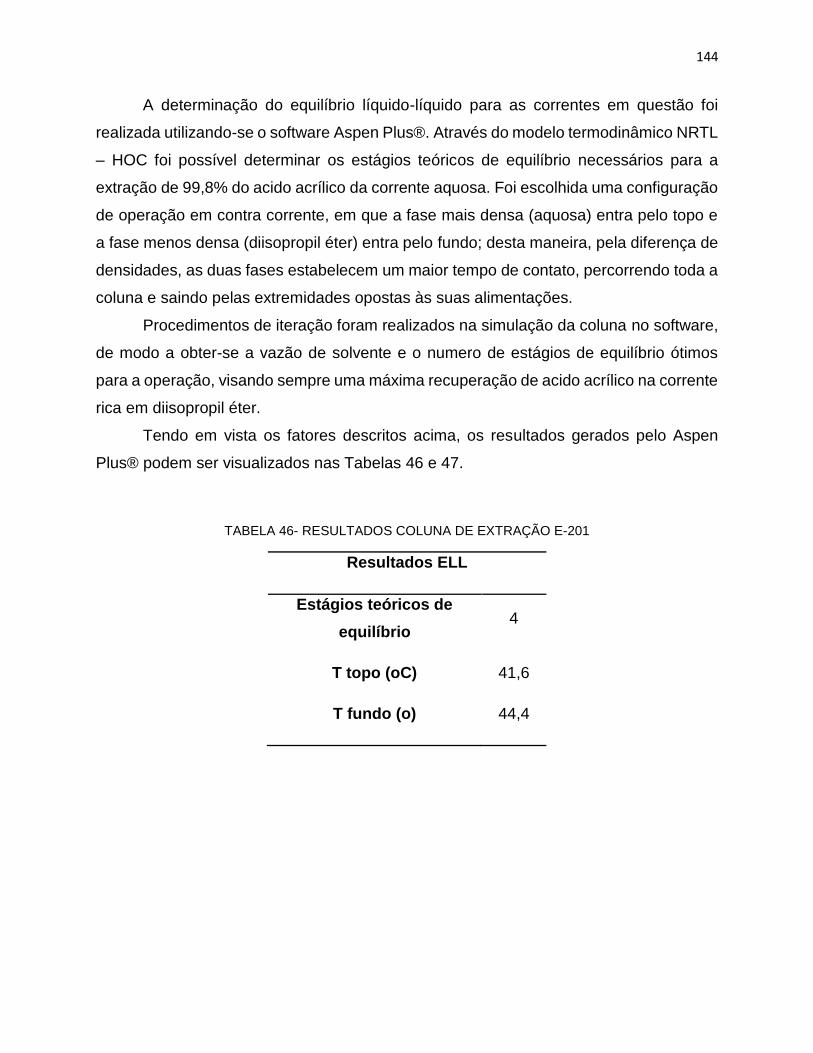
144
A determinação do equilíbrio líquido-líquido para as correntes em questão foi
realizada utilizando-se o software Aspen Plus®. Através do modelo termodinâmico NRTL
– HOC foi possível determinar os estágios teóricos de equilíbrio necessários para a
extração de 99,8% do acido acrílico da corrente aquosa. Foi escolhida uma configuração
de operação em contra corrente, em que a fase mais densa (aquosa) entra pelo topo e
a fase menos densa (diisopropil éter) entra pelo fundo; desta maneira, pela diferença de
densidades, as duas fases estabelecem um maior tempo de contato, percorrendo toda a
coluna e saindo pelas extremidades opostas às suas alimentações.
Procedimentos de iteração foram realizados na simulação da coluna no software,
de modo a obter-se a vazão de solvente e o numero de estágios de equilíbrio ótimos
para a operação, visando sempre uma máxima recuperação de acido acrílico na corrente
rica em diisopropil éter.
Tendo em vista os fatores descritos acima, os resultados gerados pelo Aspen
Plus® podem ser visualizados nas Tabelas 46 e 47.
TABELA 46- RESULTADOS COLUNA DE EXTRAÇÃO E-201
Resultados ELL
Estágios teóricos de
equilíbrio 4
T topo (oC) 41,6
T fundo (o) 44,4
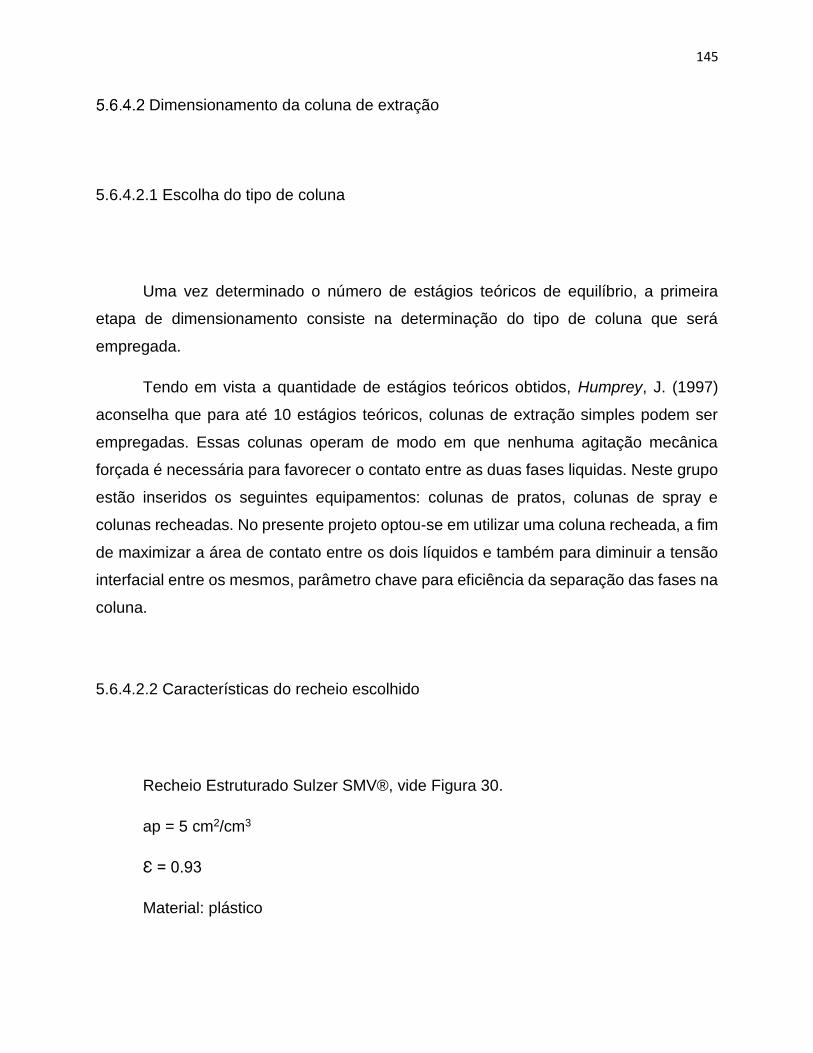
145
Dimensionamento da coluna de extração
5.6.4.2.1 Escolha do tipo de coluna
Uma vez determinado o número de estágios teóricos de equilíbrio, a primeira
etapa de dimensionamento consiste na determinação do tipo de coluna que será
empregada.
Tendo em vista a quantidade de estágios teóricos obtidos, Humprey, J. (1997)
aconselha que para até 10 estágios teóricos, colunas de extração simples podem ser
empregadas. Essas colunas operam de modo em que nenhuma agitação mecânica
forçada é necessária para favorecer o contato entre as duas fases liquidas. Neste grupo
estão inseridos os seguintes equipamentos: colunas de pratos, colunas de spray e
colunas recheadas. No presente projeto optou-se em utilizar uma coluna recheada, a fim
de maximizar a área de contato entre os dois líquidos e também para diminuir a tensão
interfacial entre os mesmos, parâmetro chave para eficiência da separação das fases na
coluna.
5.6.4.2.2 Características do recheio escolhido
Recheio Estruturado Sulzer SMV®, vide Figura 30.
ap = 5 cm2/cm3
Ɛ = 0.93
Material: plástico
146
FIGURA 49 - RECHEIO ESTRUTURADO SULZER SMV PLÁSTICO
5.6.4.2.3 Cálculo da tensão interfacial
A tensão interfacial entre os líquidos é um parâmetro chave no dimensionamento
de uma coluna de extração, pois ele tem relação direta com a separação das fases
aquosa e solvente no equipamento. Ela foi calculada segundo Li e Fu (1991), rotina de
calculo apresentada em Reid e Prausnitz (2004), baseada nos parâmetro de UNIQUAC.
A equação para predizer a tensão interfacial entre duas fases líquidas é tal que:
𝜎 = 3.14 𝑥 109 (1 − 𝑘12) 𝑊12(𝛷1𝐼 − 𝛷1
𝐼𝐼)2
Onde 𝛷1𝐼é dado por:
𝛷1𝐼 =
𝑥1𝐼𝑟1
𝑥1𝐼 + 𝑥2
𝐼𝑟2
147
𝑥1𝐼- é a fração molar do componente 1 na fase rica em componente 1
𝑥2𝐼 - é a fração molar do componente 1 na fase rica em componente 2
r é o parâmetro volumétrico UNIQUAC, sendo dado por:
𝑟 =∑𝜈𝑖𝑅𝑖
Sendo R o parâmetro volumétrico tabelado para cada componente puro e ν o
parâmetro de contribuição de grupos.
𝑊12 é dado por:
𝑊12 =𝑅(∆U12 − ∆U21)
𝑧
Z é o número de coordenação estimado em 10.
R é a constante dos gases ideias, neste caso dado pelo seguinte valor: 8.314 x 107
dyn.cm/mol.K
∆U12 e ∆U21 são parâmetros originários dos parâmetros binários UNIQUAC.
Li e Fu sugerem também o parâmetro k12 que leva em conta o efeito da orientação
das moléculas na tensão interfacial, em que:
𝑘12 = 0.467 − 0.185𝑋 + 0.016𝑋2
Sendo X dado por:
𝑋 = −ln (𝑥1𝐼𝐼 + 𝑥2
𝐼)
Com isto, obteve-se um valor de tensão interfacial de 2,51 dyn/cm.
Os coeficientes de interação binários para a água e para o éter diisopropilico foram
encontrados em DECHEMA.
12.2.1 Cálculo do diâmetro da coluna
148
A rotina de cálculo empregada para o dimensionamento do diâmetro da coluna de
extração recheada é descrita em CHEMICAL PROCESS EQUIPMENTS - CAP. 14 -
EXTRACTION AND LEACHING.
Esta rotina é recomendada para tensões interfaciais abaixo de 10 dyn/cm.
Primeiro definiu-se a fases dispersa e continua. Para o caso de colunas de
recheio, recomenda-se que a fase dispersa seja aquela que possui a maior vazão, sendo
no nosso caso, a fase solvente.
Na tabela 48 segue a lista das variáveis utilizadas na rotina de calculo que será
descrita a seguir:
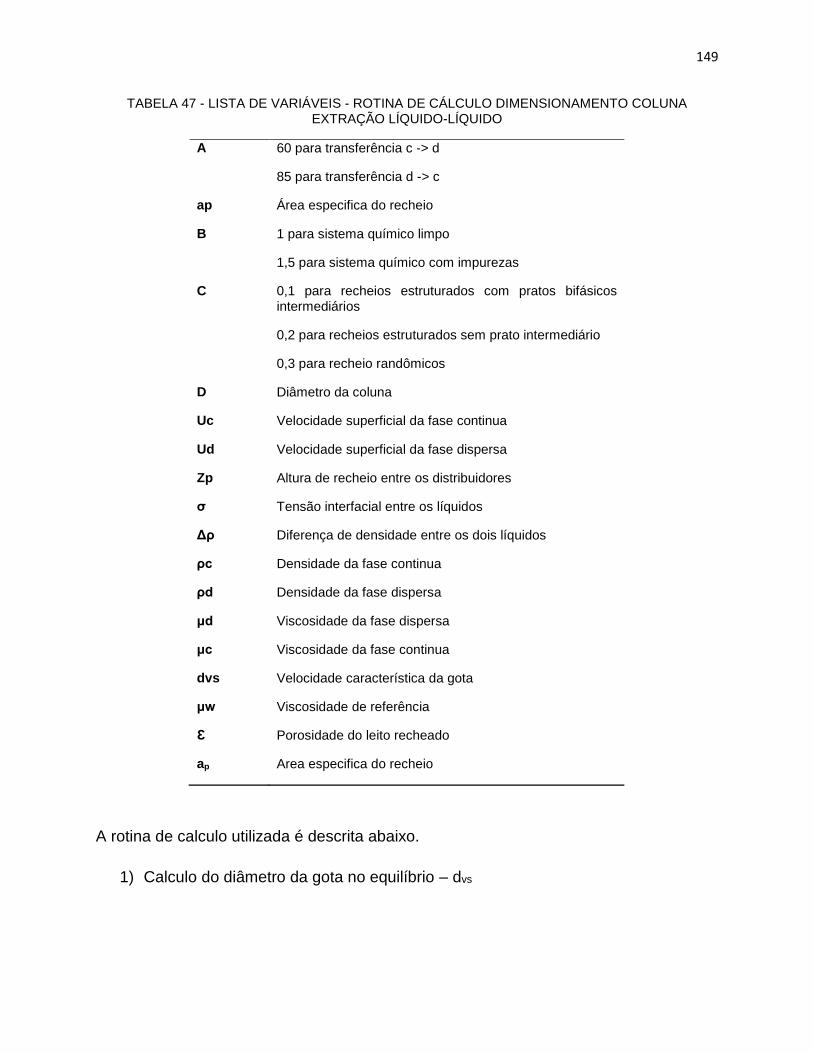
149
TABELA 47 - LISTA DE VARIÁVEIS - ROTINA DE CÁLCULO DIMENSIONAMENTO COLUNA EXTRAÇÃO LÍQUIDO-LÍQUIDO
A 60 para transferência c -> d
85 para transferência d -> c
ap Área especifica do recheio
B 1 para sistema químico limpo
1,5 para sistema químico com impurezas
C 0,1 para recheios estruturados com pratos bifásicos intermediários
0,2 para recheios estruturados sem prato intermediário
0,3 para recheio randômicos
D Diâmetro da coluna
Uc Velocidade superficial da fase continua
Ud Velocidade superficial da fase dispersa
Zp Altura de recheio entre os distribuidores
σ Tensão interfacial entre os líquidos
Δρ Diferença de densidade entre os dois líquidos
ρc Densidade da fase continua
ρd Densidade da fase dispersa
μd Viscosidade da fase dispersa
μc Viscosidade da fase continua
dvs Velocidade característica da gota
μw Viscosidade de referência
Ɛ Porosidade do leito recheado
ap Area especifica do recheio
A rotina de calculo utilizada é descrita abaixo.
1) Calculo do diâmetro da gota no equilíbrio – dvs

150
2) Calculo dos adimensionais P e H
3) Calculo do Numero de Reynolds
4) Calculo da velocidade característica gota USO
5) Calculo da máxima velocidade superficial da fase continua - inundação – UCf

151
6) Considerando uma velocidade superficial da fase continua igual a 70% da
inundação (70% flooding), calcula-se a área de seção transversal requerida.
𝐴 =𝑄𝑐𝑈𝑐
7) Tendo a área, calcula-se o diâmetro da coluna, tal que:
𝐷 = √4 ∗ 𝐴
𝜋
O resultado encontrado para esta coluna foi de 243 cm.
8) Tendo a área de seção transversal requerida, calcula-se a velocidade superficial
da fase dispersa.
𝑈𝑑 =𝑄𝑑𝐴
9) Determinados o diâmetro e as velocidades superficiais, é possível calcular a altura
equivalente dos estágios teóricos através da seguinte equação.
152
O HETP encontrado foi de 179,2 cm.
10) Multiplica-se o HETP pelo numero de estágios teóricos e obtém-se a altura da
coluna sem os acessórios
𝐴𝑙𝑡𝑢𝑟𝑎 𝑐𝑜𝑙𝑢𝑛𝑎𝑟𝑒𝑐ℎ𝑒𝑎𝑑𝑎 = 𝐻𝐸𝑇𝑃 ∗ 𝑁
Em que,
Altura colunarecheada = 179,2 ∗ 4 = 716,8 cm
Detalhamento da coluna de extração
5.6.4.3.1 Espessura do Vaso E-201
Para a coluna E-201 com diâmetro de 2,4m = 8,5 ft, a espessura do vaso será de
0,001m. Como essa espessura não é econtrada comercialmente em chapas, optou-se
por chapas de 3/16” = 0,0047625 m. Com isso o diâmetro final da coluna L-201 será:
2400 mm + 2.4,7625 mm+ 6 mm de corrosão = 2415,5 mm.
5.6.4.3.2 Bocal de Entrada Líquidos da Extratora E-201
O bocal de entrada de líquidos da E-201 vindos da lavadora L-201 tem as mesmas
dimensões do bocal de saída de líquidos da L-201 já calculado no dimensionamento da
lavadora. Diâmetro igual a 62,7 mm, com diâmetro nominal de 2 1/2’’ STD, SCH 40,
espessura 5,16 mm.
153
5.6.4.3.3 Bocal de Entrada Líquido Solvente
Para uma corrente de entrada líquida, tendo que QL = 0,0132 m³/s para v = 3 m/s,
Dmínimo = 0,075 m, e para v = 1 m/s, Dmáximo = 0,129 m. Portanto, Descolhido igual a
0,0779 m, diâmetro nominal de 3’’, STD SCH 40, com espessura 5,48 mm.
5.6.4.3.4 Bocal de Saída Líquido Fase Aquosa
Para uma corrente de entrada líquida, tendo que QL = 0,002 m³/s para v = 3 m/s,
Dmínimo = 0,029 m, e para v = 1 m/s, Dmáximo = 0,050 m. Portanto, Descolhido igual a
0,035 m, diâmetro nominal de 1 1/4’’, STD SCH 40, com espessura 3,56 mm.
5.6.4.3.5 Bocal de Saída de Líquido Fase Orgânica
Para uma corrente de entrada líquida, tendo que QL = 0,0165 m³/s para v = 3 m/s,
Dmínimo = 0,083 m, e para v = 1 m/s, Dmáximo = 0,145 m. Portanto, Descolhido igual a
0,1023 m, diâmetro nominal de 4’’, STD SCH 40, com espessura 6,02 mm.
5.6.4.3.6 Distribuidor de líquido
De acordo com as especificações já descritas para vaso de pressão e com
catálago da Sulzer, temos q o distribuidor escolhido para a L-201 é o VEG, uma modelo
de distribuidor semelhante ao VEP (Splash Plate Distributor), porém feito de material
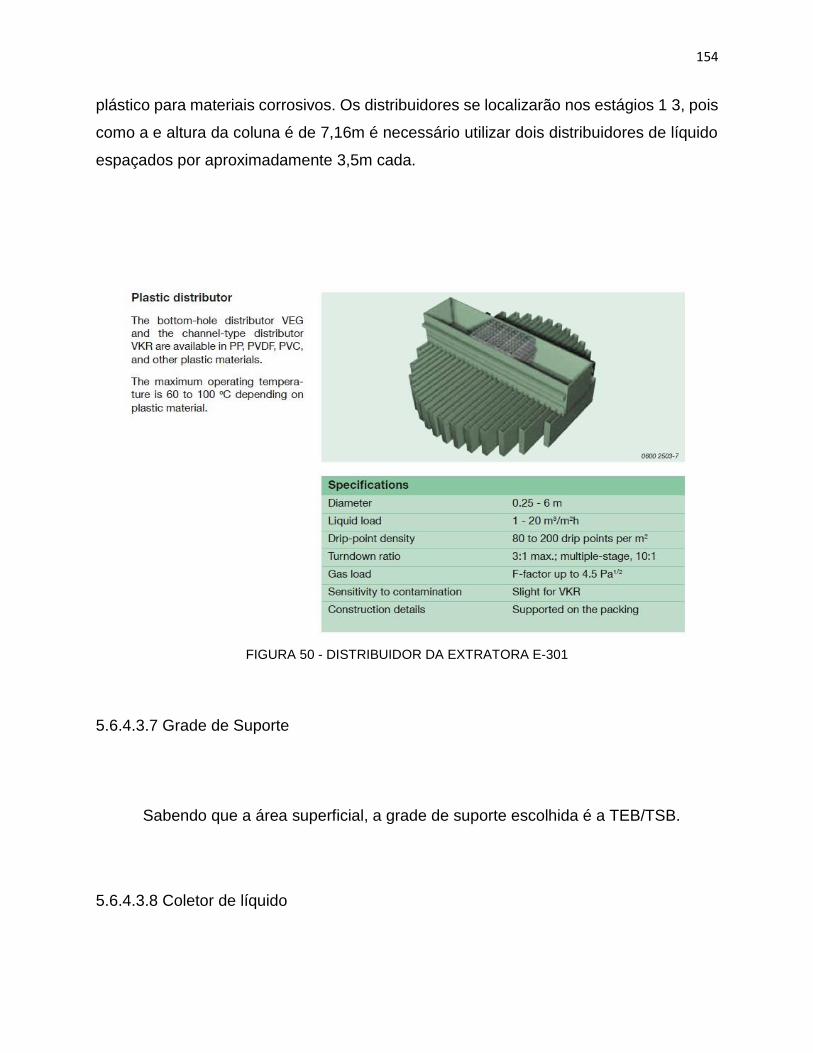
154
plástico para materiais corrosivos. Os distribuidores se localizarão nos estágios 1 3, pois
como a e altura da coluna é de 7,16m é necessário utilizar dois distribuidores de líquido
espaçados por aproximadamente 3,5m cada.
FIGURA 50 - DISTRIBUIDOR DA EXTRATORA E-301
5.6.4.3.7 Grade de Suporte
Sabendo que a área superficial, a grade de suporte escolhida é a TEB/TSB.
5.6.4.3.8 Coletor de líquido
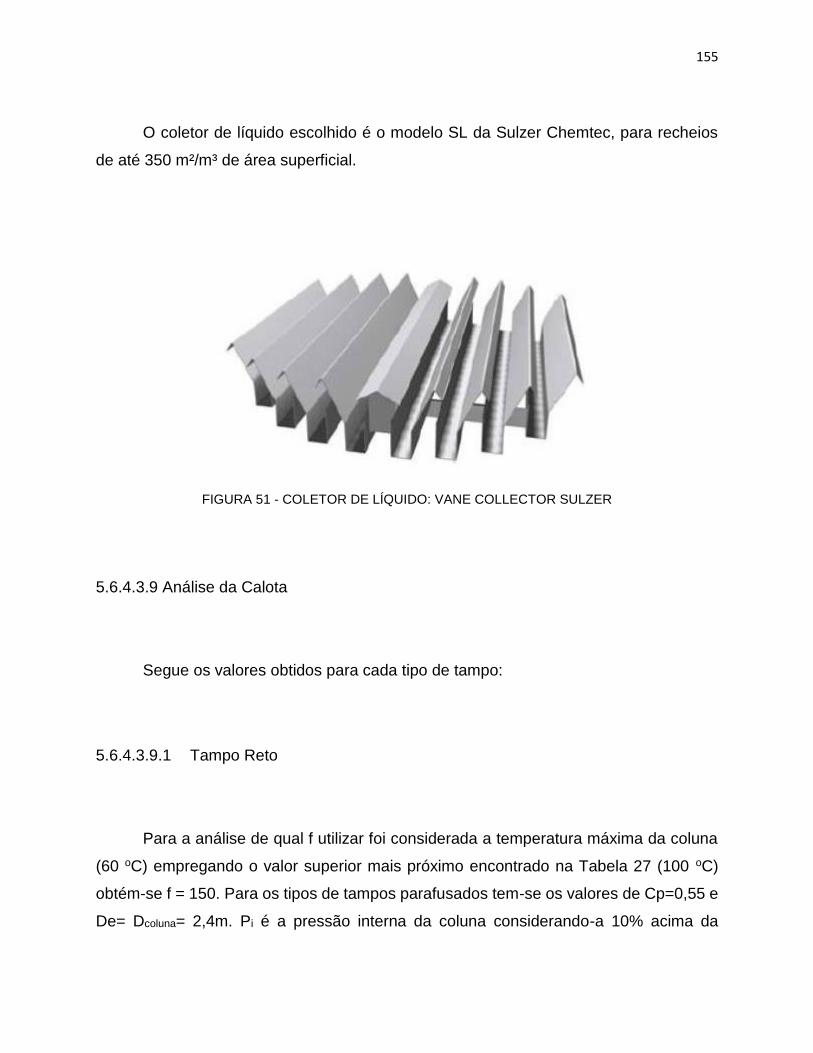
155
O coletor de líquido escolhido é o modelo SL da Sulzer Chemtec, para recheios
de até 350 m²/m³ de área superficial.
FIGURA 51 - COLETOR DE LÍQUIDO: VANE COLLECTOR SULZER
5.6.4.3.9 Análise da Calota
Segue os valores obtidos para cada tipo de tampo:
5.6.4.3.9.1 Tampo Reto
Para a análise de qual f utilizar foi considerada a temperatura máxima da coluna
(60 oC) empregando o valor superior mais próximo encontrado na Tabela 27 (100 oC)
obtém-se f = 150. Para os tipos de tampos parafusados tem-se os valores de Cp=0,55 e
De= Dcoluna= 2,4m. Pi é a pressão interna da coluna considerando-a 10% acima da
156
pressão de operação, então Pi = 0,15 N/mm². Calculando, e = 43,8 mm. Considerando
uma sobre espessura de 3 mm, a espessura total fica e = 46,8 m.
5.6.4.3.9.2 Tampo elipsoidal
Considerando os mesmo fatores utilizados para tampo reto, e J=1, e = 1,3 mm.
Com a sobre espessura de 3 mm, espessura é: e = 4,3 mm.
5.6.4.3.9.3 Tampo toroesférico
Para os dados da coluna E-201, Rc = Di = 2,4 m, Rk = Rc.0,06 = 0,144 m. Os
outros parâmetros são mantidos os mesmos dos utilizados para tampo reto. Calcula-se:
e = 2,3 mm, somando a sobre espessura de corrosão de 3 mm temos que e = 5,3 mm.
5.6.4.3.9.4 Análise dos tampos
Analisando as espessuras finais encontradas para cada tipo de tampo, o escolhido
foi o tampo tipo elipsoidal que necessita de uma espessura menor, conforme pode ser
visualizado na tabela 48.

157
TABELA 48 - RESUMO DAS ESPESSURAS DOS TAMPOS
Tampos e (mm) e corrosão (mm) e Total (mm)
Reto 43,8 3 46,8
Elipsoidal 1,3 3 4,3
Toroesferico 2,3 3 5,3
5.6.4.3.9.5 Altura do tampo
Para o diâmetro da coluna de 2,4 m, altura do tampo será igual a 600 mm.
5.6.4.3.10 Boca de Visita Superior e Inferior
A torre tem 2,4 m de diâmetro, o Dbv seria 800 mm.
Distância entre boca de visita e seção recheada será de 500 mm.
Distância entre boca de visita e limite superior da torre será de 600 mm.
Foram previstos 3 bocais de visitas para coluna, um no topo, um no fundo e um
no meio.
5.6.4.3.11 Altura da coluna de líquido no fundo e no topo
A altura da coluna de liquido no topo e no fundo foi determinada como sendo a
altura de um estagio teórico. Adotou-se esta hipótese para assegurar que as fases
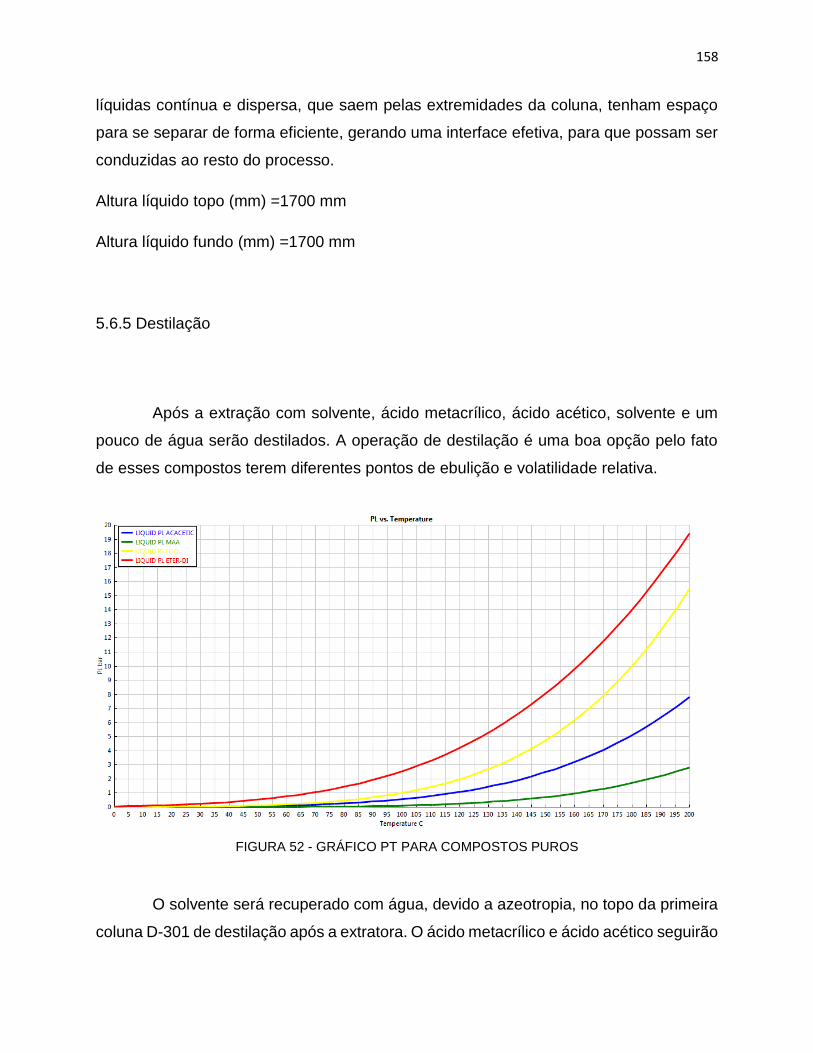
158
líquidas contínua e dispersa, que saem pelas extremidades da coluna, tenham espaço
para se separar de forma eficiente, gerando uma interface efetiva, para que possam ser
conduzidas ao resto do processo.
Altura líquido topo (mm) =1700 mm
Altura líquido fundo (mm) =1700 mm
5.6.5 Destilação
Após a extração com solvente, ácido metacrílico, ácido acético, solvente e um
pouco de água serão destilados. A operação de destilação é uma boa opção pelo fato
de esses compostos terem diferentes pontos de ebulição e volatilidade relativa.
FIGURA 52 - GRÁFICO PT PARA COMPOSTOS PUROS
O solvente será recuperado com água, devido a azeotropia, no topo da primeira
coluna D-301 de destilação após a extratora. O ácido metacrílico e ácido acético seguirão
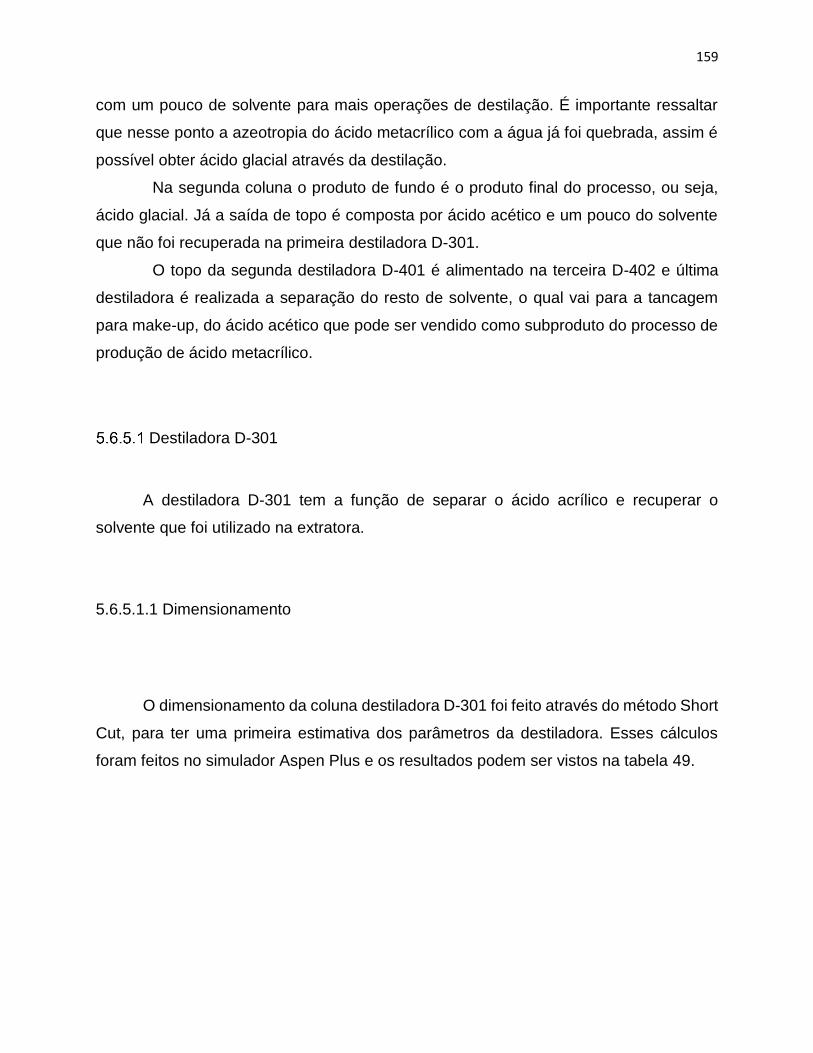
159
com um pouco de solvente para mais operações de destilação. É importante ressaltar
que nesse ponto a azeotropia do ácido metacrílico com a água já foi quebrada, assim é
possível obter ácido glacial através da destilação.
Na segunda coluna o produto de fundo é o produto final do processo, ou seja,
ácido glacial. Já a saída de topo é composta por ácido acético e um pouco do solvente
que não foi recuperada na primeira destiladora D-301.
O topo da segunda destiladora D-401 é alimentado na terceira D-402 e última
destiladora é realizada a separação do resto de solvente, o qual vai para a tancagem
para make-up, do ácido acético que pode ser vendido como subproduto do processo de
produção de ácido metacrílico.
Destiladora D-301
A destiladora D-301 tem a função de separar o ácido acrílico e recuperar o
solvente que foi utilizado na extratora.
5.6.5.1.1 Dimensionamento
O dimensionamento da coluna destiladora D-301 foi feito através do método Short
Cut, para ter uma primeira estimativa dos parâmetros da destiladora. Esses cálculos
foram feitos no simulador Aspen Plus e os resultados podem ser vistos na tabela 49.
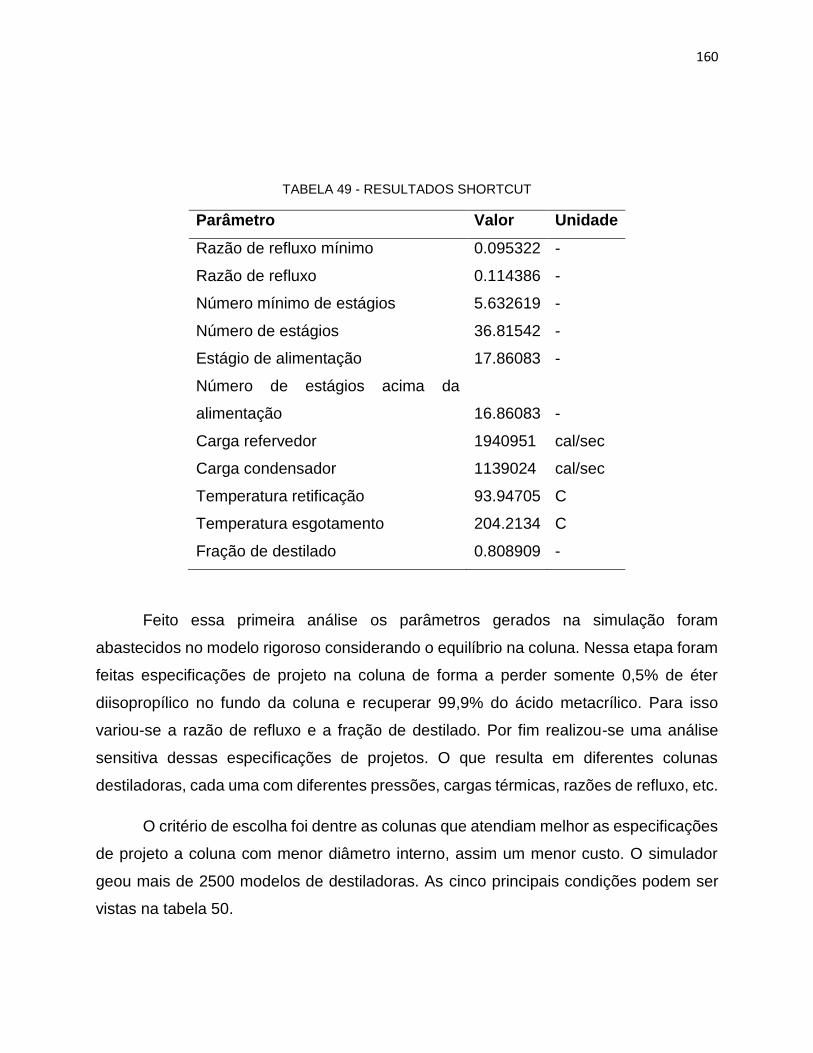
160
TABELA 49 - RESULTADOS SHORTCUT
Parâmetro Valor Unidade
Razão de refluxo mínimo 0.095322 -
Razão de refluxo 0.114386 -
Número mínimo de estágios 5.632619 -
Número de estágios 36.81542 -
Estágio de alimentação 17.86083 -
Número de estágios acima da
alimentação 16.86083 -
Carga refervedor 1940951 cal/sec
Carga condensador 1139024 cal/sec
Temperatura retificação 93.94705 C
Temperatura esgotamento 204.2134 C
Fração de destilado 0.808909 -
Feito essa primeira análise os parâmetros gerados na simulação foram
abastecidos no modelo rigoroso considerando o equilíbrio na coluna. Nessa etapa foram
feitas especificações de projeto na coluna de forma a perder somente 0,5% de éter
diisopropílico no fundo da coluna e recuperar 99,9% do ácido metacrílico. Para isso
variou-se a razão de refluxo e a fração de destilado. Por fim realizou-se uma análise
sensitiva dessas especificações de projetos. O que resulta em diferentes colunas
destiladoras, cada uma com diferentes pressões, cargas térmicas, razões de refluxo, etc.
O critério de escolha foi dentre as colunas que atendiam melhor as especificações
de projeto a coluna com menor diâmetro interno, assim um menor custo. O simulador
geou mais de 2500 modelos de destiladoras. As cinco principais condições podem ser
vistas na tabela 50.
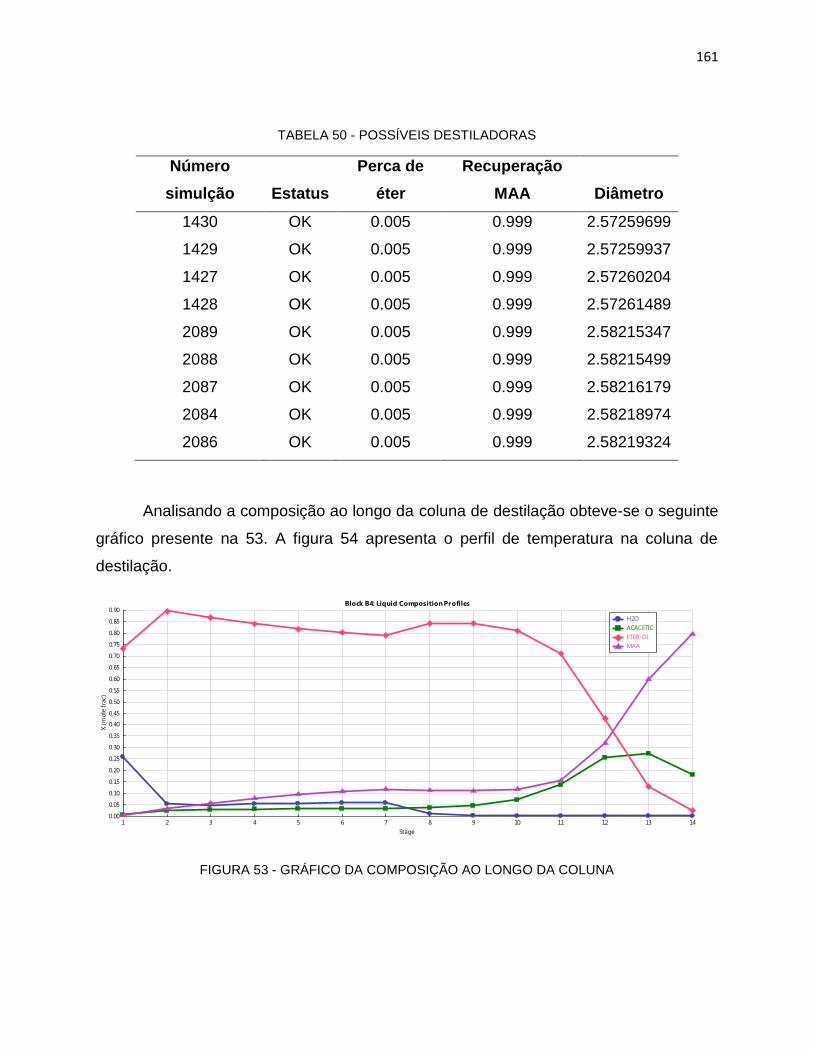
161
TABELA 50 - POSSÍVEIS DESTILADORAS
Número
simulção Estatus
Perca de
éter
Recuperação
MAA Diâmetro
1430 OK 0.005 0.999 2.57259699
1429 OK 0.005 0.999 2.57259937
1427 OK 0.005 0.999 2.57260204
1428 OK 0.005 0.999 2.57261489
2089 OK 0.005 0.999 2.58215347
2088 OK 0.005 0.999 2.58215499
2087 OK 0.005 0.999 2.58216179
2084 OK 0.005 0.999 2.58218974
2086 OK 0.005 0.999 2.58219324
Analisando a composição ao longo da coluna de destilação obteve-se o seguinte
gráfico presente na 53. A figura 54 apresenta o perfil de temperatura na coluna de
destilação.
FIGURA 53 - GRÁFICO DA COMPOSIÇÃO AO LONGO DA COLUNA
Block B4: Liquid Composition Profiles
Stage
X (m
ole
fra
c)
1 2 3 4 5 6 7 8 9 10 11 12 13 140.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
H2O
ACACETIC
ETER-DI
MAA
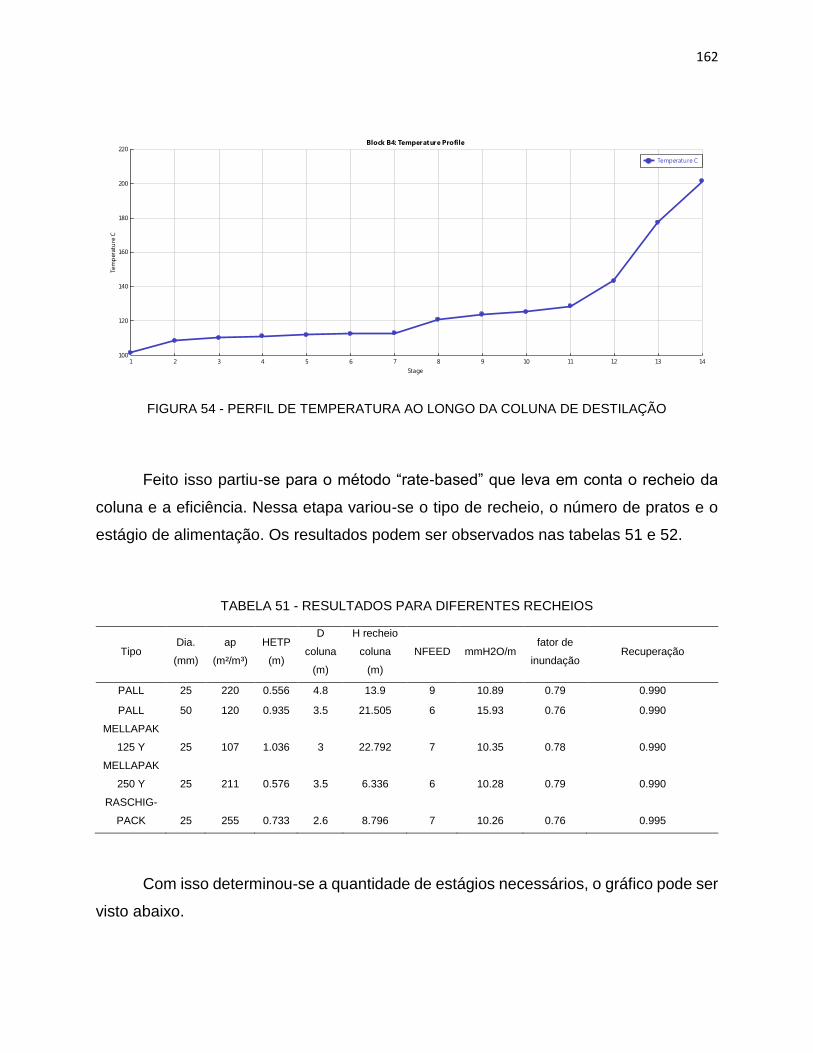
162
FIGURA 54 - PERFIL DE TEMPERATURA AO LONGO DA COLUNA DE DESTILAÇÃO
Feito isso partiu-se para o método “rate-based” que leva em conta o recheio da
coluna e a eficiência. Nessa etapa variou-se o tipo de recheio, o número de pratos e o
estágio de alimentação. Os resultados podem ser observados nas tabelas 51 e 52.
TABELA 51 - RESULTADOS PARA DIFERENTES RECHEIOS
Tipo Dia.
(mm)
ap
(m²/m³)
HETP
(m)
D
coluna
(m)
H recheio
coluna
(m)
NFEED mmH2O/m fator de
inundação Recuperação
PALL 25 220 0.556 4.8 13.9 9 10.89 0.79 0.990
PALL 50 120 0.935 3.5 21.505 6 15.93 0.76 0.990
MELLAPAK
125 Y 25 107 1.036 3 22.792 7 10.35 0.78 0.990
MELLAPAK
250 Y 25 211 0.576 3.5 6.336 6 10.28 0.79 0.990
RASCHIG-
PACK 25 255 0.733 2.6 8.796 7 10.26 0.76 0.995
Com isso determinou-se a quantidade de estágios necessários, o gráfico pode ser
visto abaixo.
Block B4: Temperature Profile
Stage
Tem
per
atu
re C
1 2 3 4 5 6 7 8 9 10 11 12 13 14100
120
140
160
180
200
220
Temperature C

163
TABELA 52 - POSSÍVEIS NÚMEROS DE ESTÁGIOS, ESTÁGIO DE ALIMENTAÇÃO E PRESSÃO DE OPERAÇÃO
Número
simulação Status
Numero de
estagios
N
FEED Pressão
Recuperação
MAA
1540 OK 19 7 3 0.995226203
1630 OK 20 7 3 0.995225289
1000 OK 13 7 3 0.995220342
910 OK 12 7 3 0.995055811
Gráficos das variações feitas na etapa rate-based podem ser vistos nas figuras
55, 56 e 57.
FIGURA 55 - RECUPERAÇÃO POR NÚMERO DE ESTÁGIOS
Sensit ivity Results Curve
VARY 1 B4 PARAM NSTAGE
BM
AA/E
NT
RA
MA
A
2 4 6 8 10 12 14 16 18 20 22 24 260.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
1.00
1.05
1.10
1.15
1.20
BMAA/ENT RAMAA
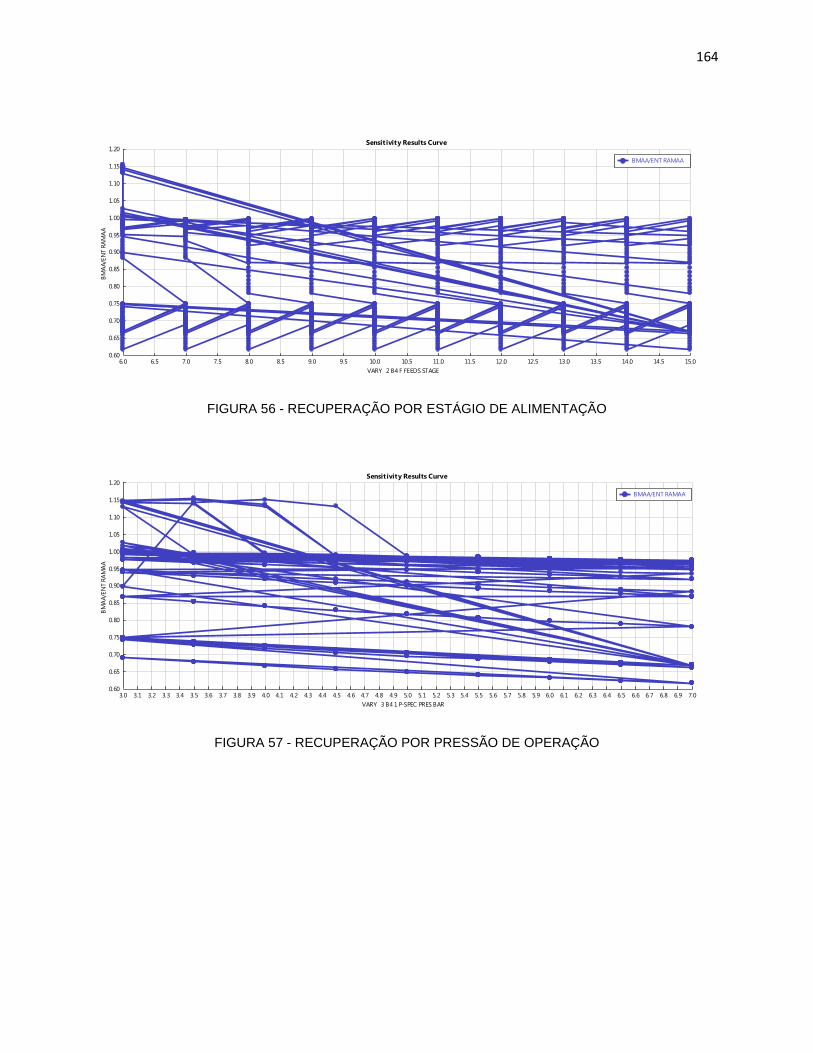
164
FIGURA 56 - RECUPERAÇÃO POR ESTÁGIO DE ALIMENTAÇÃO
FIGURA 57 - RECUPERAÇÃO POR PRESSÃO DE OPERAÇÃO
Sensit ivity Results Curve
VARY 2 B4 F FEEDS STAGE
BM
AA/E
NT
RA
MA
A
6.0 6.5 7.0 7.5 8.0 8.5 9.0 9.5 10.0 10.5 11.0 11.5 12.0 12.5 13.0 13.5 14.0 14.5 15.00.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
1.00
1.05
1.10
1.15
1.20
BMAA/ENT RAMAA
Sensit ivity Results Curve
VARY 3 B4 1 P-SPEC PRES BAR
BM
AA/E
NT
RA
MA
A
3.0 3.1 3.2 3.3 3.4 3.5 3.6 3.7 3.8 3.9 4.0 4.1 4.2 4.3 4.4 4.5 4.6 4.7 4.8 4.9 5.0 5.1 5.2 5.3 5.4 5.5 5.6 5.7 5.8 5.9 6.0 6.1 6.2 6.3 6.4 6.5 6.6 6.7 6.8 6.9 7.00.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
1.00
1.05
1.10
1.15
1.20
BMAA/ENT RAMAA
165
FIGURA 58 - RECHEIO RASCHING ESCOLHIDO PARA A DESTILADORA D-301
5.6.5.1.1.1 Espessura do Vaso D-301
Para a coluna D-301 com diâmetro de 2,6m = 102,36 in, a espessura do vaso será
de 0,004m. Como essa espessura não é econtrada comercialmente em chapas, optou-
se por chapas de 3/16” = 0,0047625 m. Com isso o diâmetro final da coluna D-301 será:
2600 mm + 2.4,7625 mm+ 6 mm de corrosão = 2615,5 mm.
5.6.5.1.1.2 Bocal alimentação
O bocal de alimentação da destiladora terá a mesma dimensão do bocal da saída
de fase orgânica da extratora E-301. Para uma corrente de entrada líquida, tendo que
QL = 0,0165 m³/s para v = 3 m/s, Dmínimo = 0,083 m, e para v = 1 m/s, Dmáximo = 0,145
166
m. Portanto, Descolhido igual a 0,1023 m, diâmetro nominal de 4’’, STD SCH 40, com
espessura 6,02 mm.
5.6.5.1.1.3 Bocal de Saída de Topo do Vapor
Na D-301 a vazão volumétrica de vapor no topo da torre é Q = 1,86 m³/s, sendo a
velocidade considerada v = 30 m/s, tem-se uma Abocalmín = 0,061909 m² e
consequentemente um diâmetro mínimo de 0,28 m. Consultando uma tabela de bocais
comerciais, tem-se o maior diâmetro mais próximo é o de 303,2 mm, diâmetro nominal
de 12”, 40S com espessura 10,3 mm.
5.6.5.1.1.4 Bocal de entrado do refluxo
Tendo a vazão de líquido QL = 0,021 m³/s, pela velocidade máxima de 3 m/s,
Dmínimo = 0,093 m, e pela velocidade mínima de 1 m/s, Dmáximo = 0,161 m. Pela tabela
de bocais comerciais, Descolhido = 154 mm, diâmetro nominal de 6’’, STD SCH 40 com
espessura de 7,11 mm.
5.6.5.1.1.5 Bocal de Saída de Fundo do Líquido
A carga de líquido sobre o bocal é dada pela posição do nível de líquido mínimo
(LLL), que é colocado no mínimo 150 mm acima da linha de tangência inferior (LTI).
No caso da torre D-301, o produto será enviado para a carga da torre T-430,
portanto tc = 3 min. Tendo que QL = 0,00466 m³/s A = 5,31 m², ΔHL = 1,05 m. A altura de
167
líquido está relacionada com a velocidade máxima permissível no bocal através da
fórmula:
𝑣𝑚á𝑥 = 0,35.√2. 𝑔. 𝐻𝐿
Tendo que HL = 150 mm + 160 mm = 310 mm, vmáx = 0,86 m/s. Calcula-se o diâmetro
mínimo do bocal, Dmínimo = 0,08 m. Pela tabela de bocais comerciais: Descolhido =
102,3 mm, com diâmetro nominal de 4’’ 40S, espessura 6,02 mm.
5.6.5.1.1.6 Bocal de entrado do refluxo refervedor
Para uma corrente de entrada vapor no ponto de bolha, usa-se o mesmo método
do bocal de saída de vapor do topo. Tendo que QV = 0,0076 m³/s, para v = 30 m/s,
Dmínimo = 0,018 m. Portanto, Descolhido = 20,9 mm, diâmetro nominal de 3/4’’ 40S,
com espessura de 2,87 mm.
5.6.5.1.1.7 Distribuidor de Líquidos
Para esta coluna com recheio randômico considera-se um distanciamento de
aproximadamente 4 m entre um distribuidor e outro, optando-se por colocar um no topo
e outro no estágio de alimentação da destiladora.
A Tabela 41 mostra as vazões específicas de líquido nos estágios que terão os
distribuidores. Sabendo-se estes valores e o diâmetro da coluna (2,6 m) é possível
concluir que o distribuidor utilizado para a D-301 será o VEPW. Este distribuidor pode
ser vizualizado com mais detalhes na Figura 59.
168
FIGURA 59 - DISTRIBUIDOR DE CALHAS MODELO VEP/VEPW (FONTE: SULZER CHEMTECH)
5.6.5.1.1.8 Grade de suporte
A grade suporte escolhida é a TEB/TSB, que é recomendada para áreas
superficiais de recheio de até 350 m²/m³.
5.6.5.1.1.9 Coletor de Líquido
O coletor de líquido escolhido é o modelo SLR/SLM da Sulzer Chemtech.
5.6.5.1.1.10 Eliminador de névoa
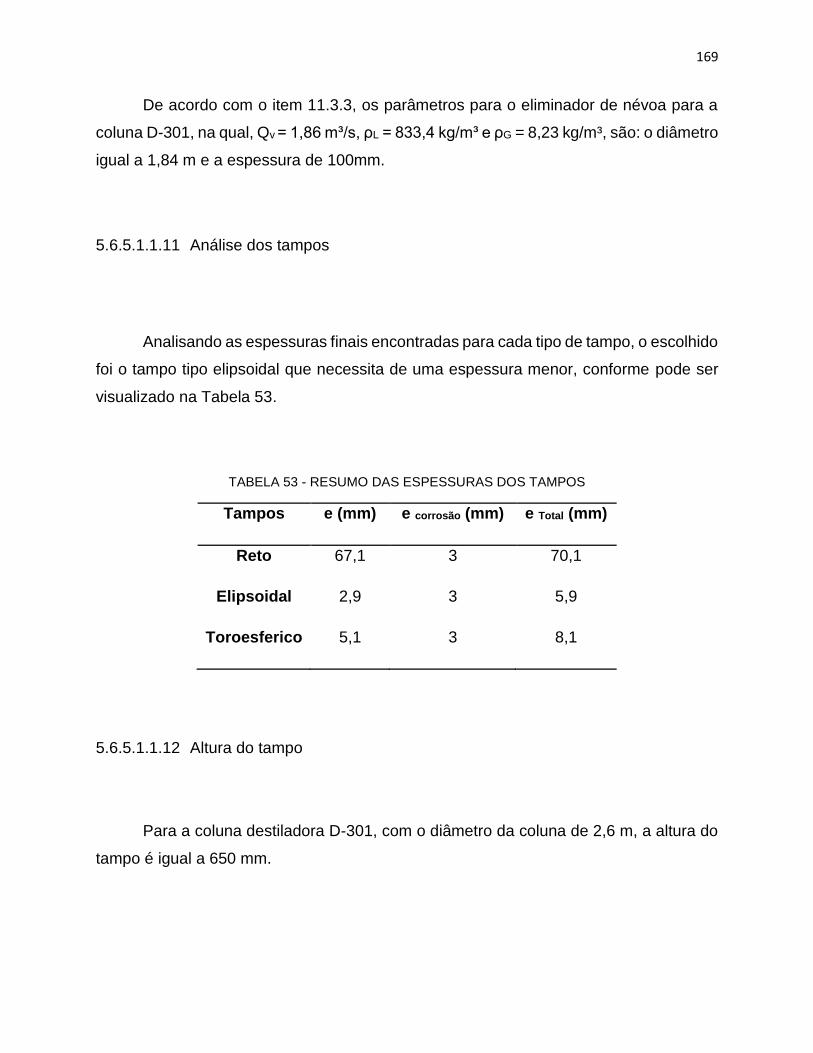
169
De acordo com o item 11.3.3, os parâmetros para o eliminador de névoa para a
coluna D-301, na qual, Qv = 1,86 m³/s, ρL = 833,4 kg/m³ e ρG = 8,23 kg/m³, são: o diâmetro
igual a 1,84 m e a espessura de 100mm.
5.6.5.1.1.11 Análise dos tampos
Analisando as espessuras finais encontradas para cada tipo de tampo, o escolhido
foi o tampo tipo elipsoidal que necessita de uma espessura menor, conforme pode ser
visualizado na Tabela 53.
TABELA 53 - RESUMO DAS ESPESSURAS DOS TAMPOS
Tampos e (mm) e corrosão (mm) e Total (mm)
Reto 67,1 3 70,1
Elipsoidal 2,9 3 5,9
Toroesferico 5,1 3 8,1
5.6.5.1.1.12 Altura do tampo
Para a coluna destiladora D-301, com o diâmetro da coluna de 2,6 m, a altura do
tampo é igual a 650 mm.
170
5.6.5.1.1.13 Boca de Visita Superior e Inferior
A torre tem 2,6 m de diâmetro, o Dbv seria 867 mm.
Distância entre boca de visita e seção recheada será de 500 mm.
Distância entre boca de visita e limite superior da torre será de 600 mm.
Destiladora D-401
A destiladora D-401 tem como função a purificação do ácido acrílico até 99,5%.
5.6.5.2.1 Dimensionamento
O dimensionamento da coluna destiladora D-401 foi feito através do método Short
Cut, para ter uma primeira estimativa dos parâmetros da destiladora. Esses cálculos
foram feitos no simulador Aspen Plus e os resultados podem ser vistos na tabela 54.
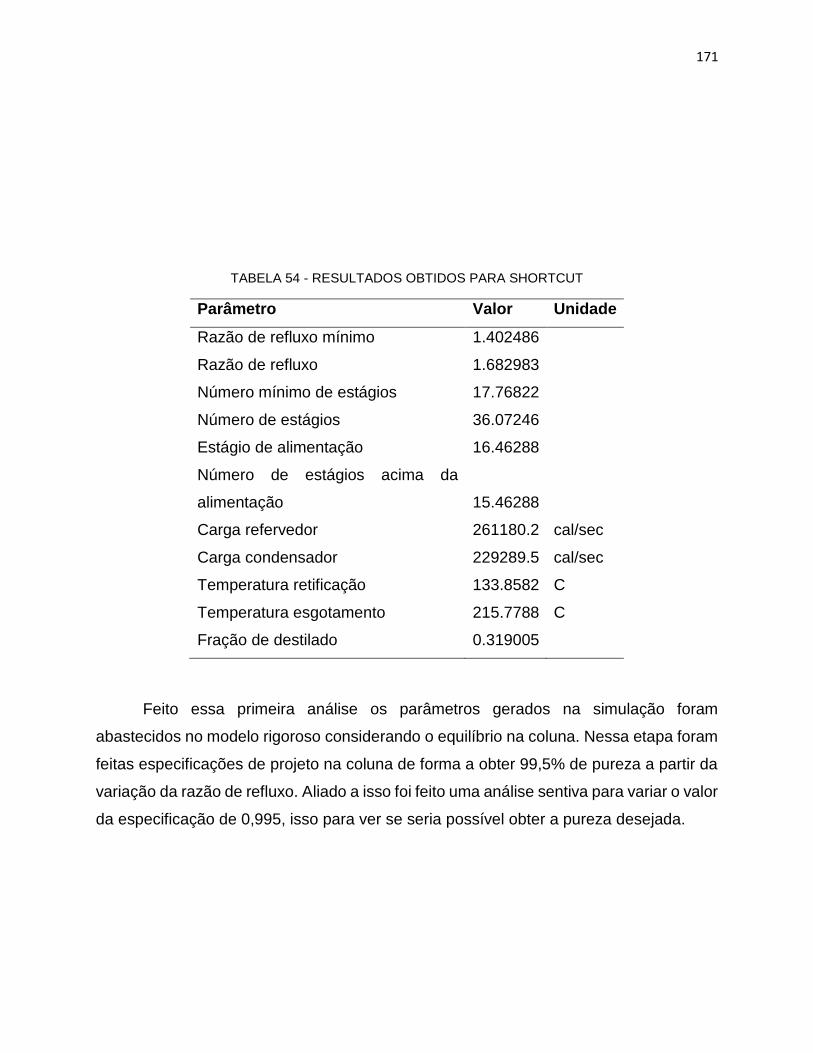
171
TABELA 54 - RESULTADOS OBTIDOS PARA SHORTCUT
Parâmetro Valor Unidade
Razão de refluxo mínimo 1.402486
Razão de refluxo 1.682983
Número mínimo de estágios 17.76822
Número de estágios 36.07246
Estágio de alimentação 16.46288
Número de estágios acima da
alimentação 15.46288
Carga refervedor 261180.2 cal/sec
Carga condensador 229289.5 cal/sec
Temperatura retificação 133.8582 C
Temperatura esgotamento 215.7788 C
Fração de destilado 0.319005
Feito essa primeira análise os parâmetros gerados na simulação foram
abastecidos no modelo rigoroso considerando o equilíbrio na coluna. Nessa etapa foram
feitas especificações de projeto na coluna de forma a obter 99,5% de pureza a partir da
variação da razão de refluxo. Aliado a isso foi feito uma análise sentiva para variar o valor
da especificação de 0,995, isso para ver se seria possível obter a pureza desejada.

172
TABELA 55 - POSSÍVEIS CONDIÇÕES DE OPERAÇÃO PARA A COLUNA DE DESTILAÇÃO D-401
Número da
simulação Status
Valor
especificado
Pureza
Ácido
Metacrílico
Temperatura
topo (°C)
Razão de
refluxo
1 OK 0.98 0.980000475 134.959369 1.87668154
2 OK 0.985 0.985000349 134.685691 2.04110343
3 OK 0.99 0.990000286 134.408289 2.26170706
4 OK 0.995 0.995000002 134.127242 2.63585416
Como pode ser visto na tabela 55 é possível atingir essa especificação. A razão
de refluxo encontrada foi de 2,635.
Devido a quantidade de estágios necessários a simulação ficou pesada e foi
necessário avaliar o efeito da temperatura em relação a pureza separadamente. Os
resultados podem ser vistos na tabela 56. Logo optou-se por operar a coluna a 4 bares.
TABELA 56 - POSSÍVEIS PRESSÕES DE OPERAÇÃO DA DESTILADORA D-401
Número
simulação Status
Pressão
(bar) Pureza
1 OK 2 0.980967984
2 OK 2.5 0.986863977
3 OK 3 0.989263886
4 OK 3.5 0.988961096
5 OK 4 0.995884711
6 OK 4.5 0.995859178
7 OK 5 0.995092439
8 OK 5.5 0.996392015
9 OK 6 0.997437228

173
Após a otimização da coluna, partiu-se para a escolha dos internos.
Primeiramente, segundo Caldas (2007), um bom modo de se determinar a melhor
escolha entre torres de pratos e torres de recheio é pelo parâmetro de fluxo (X) da coluna.
Se X<0,1 deve-se pré-selecionar recheio, se X>0,2 deve-se pré-selecionar pratos e no
caso de 0,1<X<0,2 deve-se verificar ambas as alternativas.
Pode-se calcular o parâmetro de fluxo pela Equação:
𝑋 =𝐿
𝑉.√𝜌𝑉𝜌𝐿
Em que L e V são as vazões mássicas de líquido e gás respectivamente no prato,
e ρ é a densidade do líquido e do vapor de acordo com o subíndice. Para a D-401 os
valores do parâmetro de fluxo encontram-se na Tabela 5.
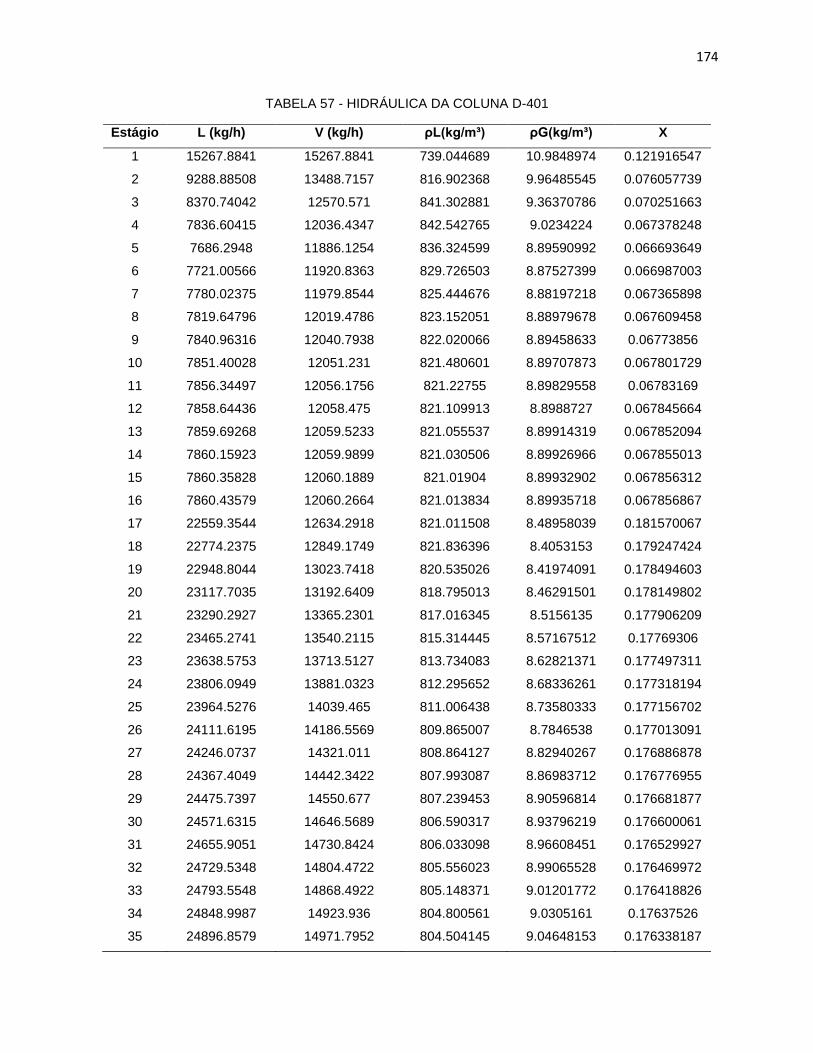
174
TABELA 57 - HIDRÁULICA DA COLUNA D-401
Estágio L (kg/h) V (kg/h) ρL(kg/m³) ρG(kg/m³) X
1 15267.8841 15267.8841 739.044689 10.9848974 0.121916547
2 9288.88508 13488.7157 816.902368 9.96485545 0.076057739
3 8370.74042 12570.571 841.302881 9.36370786 0.070251663
4 7836.60415 12036.4347 842.542765 9.0234224 0.067378248
5 7686.2948 11886.1254 836.324599 8.89590992 0.066693649
6 7721.00566 11920.8363 829.726503 8.87527399 0.066987003
7 7780.02375 11979.8544 825.444676 8.88197218 0.067365898
8 7819.64796 12019.4786 823.152051 8.88979678 0.067609458
9 7840.96316 12040.7938 822.020066 8.89458633 0.06773856
10 7851.40028 12051.231 821.480601 8.89707873 0.067801729
11 7856.34497 12056.1756 821.22755 8.89829558 0.06783169
12 7858.64436 12058.475 821.109913 8.8988727 0.067845664
13 7859.69268 12059.5233 821.055537 8.89914319 0.067852094
14 7860.15923 12059.9899 821.030506 8.89926966 0.067855013
15 7860.35828 12060.1889 821.01904 8.89932902 0.067856312
16 7860.43579 12060.2664 821.013834 8.89935718 0.067856867
17 22559.3544 12634.2918 821.011508 8.48958039 0.181570067
18 22774.2375 12849.1749 821.836396 8.4053153 0.179247424
19 22948.8044 13023.7418 820.535026 8.41974091 0.178494603
20 23117.7035 13192.6409 818.795013 8.46291501 0.178149802
21 23290.2927 13365.2301 817.016345 8.5156135 0.177906209
22 23465.2741 13540.2115 815.314445 8.57167512 0.17769306
23 23638.5753 13713.5127 813.734083 8.62821371 0.177497311
24 23806.0949 13881.0323 812.295652 8.68336261 0.177318194
25 23964.5276 14039.465 811.006438 8.73580333 0.177156702
26 24111.6195 14186.5569 809.865007 8.7846538 0.177013091
27 24246.0737 14321.011 808.864127 8.82940267 0.176886878
28 24367.4049 14442.3422 807.993087 8.86983712 0.176776955
29 24475.7397 14550.677 807.239453 8.90596814 0.176681877
30 24571.6315 14646.5689 806.590317 8.93796219 0.176600061
31 24655.9051 14730.8424 806.033098 8.96608451 0.176529927
32 24729.5348 14804.4722 805.556023 8.99065528 0.176469972
33 24793.5548 14868.4922 805.148371 9.01201772 0.176418826
34 24848.9987 14923.936 804.800561 9.0305161 0.17637526
35 24896.8579 14971.7952 804.504145 9.04648153 0.176338187
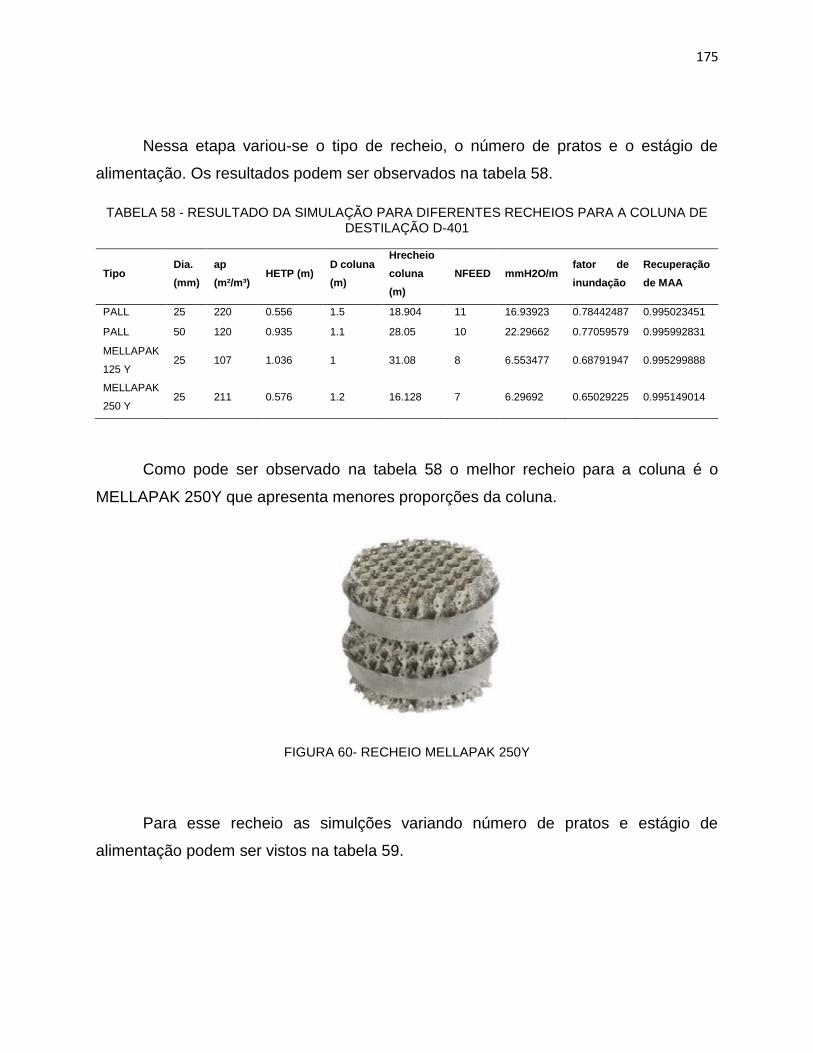
175
Nessa etapa variou-se o tipo de recheio, o número de pratos e o estágio de
alimentação. Os resultados podem ser observados na tabela 58.
TABELA 58 - RESULTADO DA SIMULAÇÃO PARA DIFERENTES RECHEIOS PARA A COLUNA DE DESTILAÇÃO D-401
Tipo Dia.
(mm)
ap
(m²/m³) HETP (m)
D coluna
(m)
Hrecheio
coluna
(m)
NFEED mmH2O/m fator de
inundação
Recuperação
de MAA
PALL 25 220 0.556 1.5 18.904 11 16.93923 0.78442487 0.995023451
PALL 50 120 0.935 1.1 28.05 10 22.29662 0.77059579 0.995992831
MELLAPAK
125 Y 25 107 1.036 1 31.08 8 6.553477 0.68791947 0.995299888
MELLAPAK
250 Y 25 211 0.576 1.2 16.128 7 6.29692 0.65029225 0.995149014
Como pode ser observado na tabela 58 o melhor recheio para a coluna é o
MELLAPAK 250Y que apresenta menores proporções da coluna.
FIGURA 60- RECHEIO MELLAPAK 250Y
Para esse recheio as simulções variando número de pratos e estágio de
alimentação podem ser vistos na tabela 59.

176
TABELA 59 - POSSÍVEIS CONFIGURAÇÕES E PRESSÃO DE OPERAÇÃO DA COLUNA DESTILADORA D-401
Número
simulação Status
Numero de
estagios N FEED Pressão Recuperação MAA
1540 OK 19 7 3 0.995226203
1630 OK 20 7 3 0.995225289
1000 OK 13 7 3 0.995220342
910 OK 12 7 3 0.995055811
Alguns perfis importantes como a disposição de cada componente ao longo da
coluna e o perfil de temperatura na coluna podem ser vistos nas 61 e 62,
respectivamente.
FIGURA 61 - COMPOSIÇÃO AO LONGO DA COLUNA D-401
Block B16: Liquid Composit ion Profiles
Stage
X (m
ole
fra
c)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 300.0
0.2
0.4
0.6
0.8
1.0
H2O
ACACETIC
ETER-DI
MAA
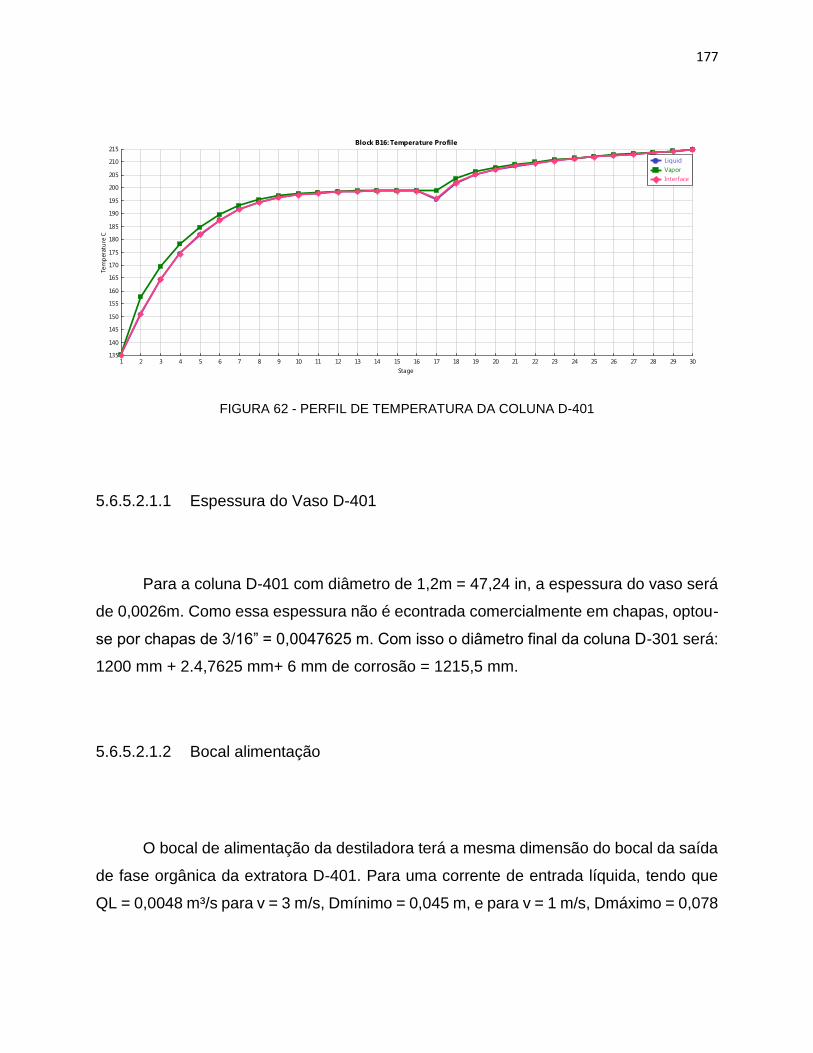
177
FIGURA 62 - PERFIL DE TEMPERATURA DA COLUNA D-401
5.6.5.2.1.1 Espessura do Vaso D-401
Para a coluna D-401 com diâmetro de 1,2m = 47,24 in, a espessura do vaso será
de 0,0026m. Como essa espessura não é econtrada comercialmente em chapas, optou-
se por chapas de 3/16” = 0,0047625 m. Com isso o diâmetro final da coluna D-301 será:
1200 mm + 2.4,7625 mm+ 6 mm de corrosão = 1215,5 mm.
5.6.5.2.1.2 Bocal alimentação
O bocal de alimentação da destiladora terá a mesma dimensão do bocal da saída
de fase orgânica da extratora D-401. Para uma corrente de entrada líquida, tendo que
QL = 0,0048 m³/s para v = 3 m/s, Dmínimo = 0,045 m, e para v = 1 m/s, Dmáximo = 0,078
Block B16: Temperature Profile
Stage
Tem
per
atu
re C
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30135
140
145
150
155
160
165
170
175
180
185
190
195
200
205
210
215
Liquid
Vapor
Interface
178
m. Portanto, Descolhido igual a 0,05225 m, diâmetro nominal de 2’’, STD SCH 40, com
espessura 3,91 mm.
5.6.5.2.1.3 Bocal de Saída de Topo do Vapor
De acordo com o item 11.3.6, segue valores para cálculo do diâmetro do bocal.
Na D-401 a vazão volumétrica de vapor no topo da torre é Q = 0,4 m³/s, sendo a
velocidade considerada v = 30 m/s, tem-se uma Abocalmín = 0,0134 m² e
consequentemente um diâmetro mínimo de 0,13 m. Consultando uma tabela de bocais
comerciais, tem-se o maior diâmetro mais próximo é o de 154 mm, diâmetro nominal de
6”, 40S com espessura 7,11 mm.
5.6.5.2.1.4 Bocal de entrado do refluxo
Para cálculo do diâmetro do bocal. Tendo a vazão de líquido QL = 0,0042 m³/s,
pela velocidade máxima de 3 m/s, Dmínimo = 0,042 m, e pela velocidade mínima de 1
m/s, Dmáximo = 0,073 m. Pela tabela de bocais comerciais, Descolhido = 52,5 mm,
diâmetro nominal de 2’’, STD SCH 40 com espessura de 3,91 mm.
5.6.5.2.1.5 Bocal de Saída de Fundo do Líquido
A carga de líquido sobre o bocal é dada pela posição do nível de líquido mínimo
(LLL), que é colocado no mínimo 150 mm acima da linha de tangência inferior (LTI).

179
No caso da torre D-401, o produto será enviado para a carga da torre D-402,
portanto tc = 3 min. Tendo que QL = 0,00466 m³/s A = 1,13 m², ΔHL = 0,74 m. A altura de
líquido está relacionada com a velocidade máxima permissível no bocal através da
fórmula:
𝑣𝑚á𝑥 = 0,35.√2. 𝑔. 𝐻𝐿
Tendo que HL = 150 mm + 740 mm = 890 mm, vmáx = 1,46 m/s. Calcula-se o diâmetro
mínimo do bocal, Dmínimo = 0,064 m. Pela tabela de bocais comerciais: Descolhido =
77,9 mm, com diâmetro nominal de 3’’ 40S, espessura 5,48 mm.
5.6.5.2.1.6 Bocal de entrado do refluxo
Para uma corrente de entrada vapor no ponto de bolha, usa-se o mesmo método
do bocal de saída de vapor do topo. Tendo que QV = 0,0043 m³/s, para v = 30 m/s,
Dmínimo = 0,014 m. Portanto, Descolhido = 20,9 mm, diâmetro nominal de 3/4’’ 40S,
com espessura de 2,87 mm.
5.6.5.2.1.7 Distribuidor de Líquidos
Para esta coluna com recheio randômico considera-se um distanciamento de
aproximadamente 4 m entre um distribuidor e outro, optando-se por colocar 4
distriubuidores.
Sabendo-se estes valores e o diâmetro da coluna (1,2 m) é possível analisar
concluir que o distribuidor utilizado para a D-401 será o VEPW. Este distribuidor pode
ser vizualizado com mais detalhes na figura 63.

180
FIGURA 63 - DISTRIBUIDOR DE CALHAS MODELO VEP/VEPW (FONTE: SULZER CHEMTECH)
5.6.5.2.1.8 Grade de suporte
A grade suporte escolhida é a TEB/TSB, que é recomendada para áreas
superficiais de recheio de até 350 m²/m³.
5.6.5.2.1.9 Coletor de Líquido
O coletor de líquido escolhido é o modelo SLR/SLM da Sulzer Chemtech.
5.6.5.2.1.10 Eliminador de névoa
181
O eliminador de névoa para a coluna D-401, na qual, Qv = 1,86 m³/s, ρL = 833,4
kg/m³ e ρG = 8,23 kg/m³, são: o diâmetro igual a 1,92 o que não é possível logo escolheu-
se um de 1,2m e a espessura de 100mm.
5.6.5.2.1.11 Análise dos tampos
Analisando as espessuras finais encontradas para cada tipo de tampo, o escolhido
foi o tampo tipo elipsoidal que necessita de uma espessura menor, conforme pode ser
visualizado na Tabela 60.
TABELA 60 - RESUMO DAS ESPESSURAS DOS TAMPOS
Tampos e (mm) e corrosão (mm) e Total (mm)
Reto 35,7 3 38,7
Elipsoidal 1,8 3 4,8
Toroesferico 3,1 3 6,1
5.6.5.2.1.12 Altura do tampo
Para o diâmetro da coluna de 1,2 m, a altura do tampo será igual a 300 mm.
182
5.6.5.2.1.13 Boca de Visita Superior e Inferior
A torre D-401 com 1,2 m de diâmetro, o Dbv seria 600 mm.
Essa torre terá 5 bocais de visita.
Distância entre boca de visita e seção recheada será de 500 mm.
Distância entre boca de visita e limite superior da torre será de 600 mm.
Destiladora D-402
A destiladora D-402 tem como função a recuperar solvente e purificar ácido
acético.
5.6.5.3.1 Dimensionamento
O dimensionamento da coluna destiladora D-402 foi feito através do método Short
Cut, para ter uma primeira estimativa dos parâmetros da destiladora. Esses cálculos
foram feitos no simulador Aspen Plus e os resultados podem ser vistos na tabela 61.
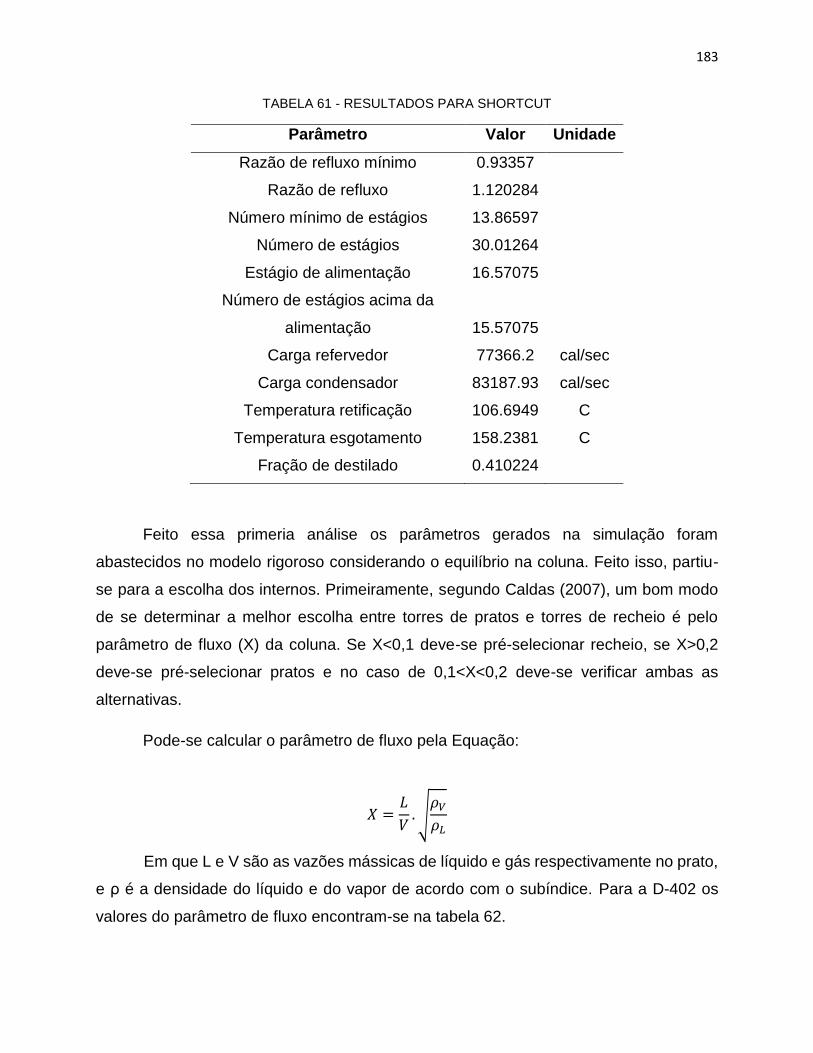
183
TABELA 61 - RESULTADOS PARA SHORTCUT
Parâmetro Valor Unidade
Razão de refluxo mínimo 0.93357
Razão de refluxo 1.120284
Número mínimo de estágios 13.86597
Número de estágios 30.01264
Estágio de alimentação 16.57075
Número de estágios acima da
alimentação 15.57075
Carga refervedor 77366.2 cal/sec
Carga condensador 83187.93 cal/sec
Temperatura retificação 106.6949 C
Temperatura esgotamento 158.2381 C
Fração de destilado 0.410224
Feito essa primeria análise os parâmetros gerados na simulação foram
abastecidos no modelo rigoroso considerando o equilíbrio na coluna. Feito isso, partiu-
se para a escolha dos internos. Primeiramente, segundo Caldas (2007), um bom modo
de se determinar a melhor escolha entre torres de pratos e torres de recheio é pelo
parâmetro de fluxo (X) da coluna. Se X<0,1 deve-se pré-selecionar recheio, se X>0,2
deve-se pré-selecionar pratos e no caso de 0,1<X<0,2 deve-se verificar ambas as
alternativas.
Pode-se calcular o parâmetro de fluxo pela Equação:
𝑋 =𝐿
𝑉.√𝜌𝑉𝜌𝐿
Em que L e V são as vazões mássicas de líquido e gás respectivamente no prato,
e ρ é a densidade do líquido e do vapor de acordo com o subíndice. Para a D-402 os
valores do parâmetro de fluxo encontram-se na tabela 62.
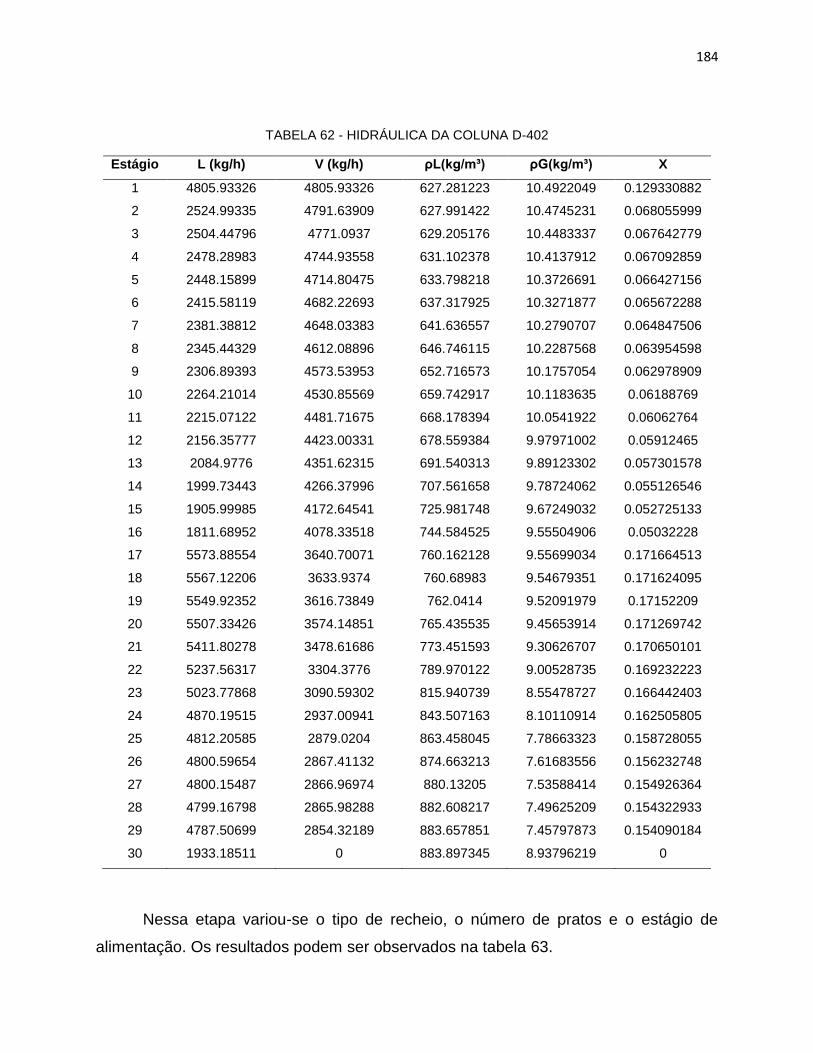
184
TABELA 62 - HIDRÁULICA DA COLUNA D-402
Estágio L (kg/h) V (kg/h) ρL(kg/m³) ρG(kg/m³) X
1 4805.93326 4805.93326 627.281223 10.4922049 0.129330882
2 2524.99335 4791.63909 627.991422 10.4745231 0.068055999
3 2504.44796 4771.0937 629.205176 10.4483337 0.067642779
4 2478.28983 4744.93558 631.102378 10.4137912 0.067092859
5 2448.15899 4714.80475 633.798218 10.3726691 0.066427156
6 2415.58119 4682.22693 637.317925 10.3271877 0.065672288
7 2381.38812 4648.03383 641.636557 10.2790707 0.064847506
8 2345.44329 4612.08896 646.746115 10.2287568 0.063954598
9 2306.89393 4573.53953 652.716573 10.1757054 0.062978909
10 2264.21014 4530.85569 659.742917 10.1183635 0.06188769
11 2215.07122 4481.71675 668.178394 10.0541922 0.06062764
12 2156.35777 4423.00331 678.559384 9.97971002 0.05912465
13 2084.9776 4351.62315 691.540313 9.89123302 0.057301578
14 1999.73443 4266.37996 707.561658 9.78724062 0.055126546
15 1905.99985 4172.64541 725.981748 9.67249032 0.052725133
16 1811.68952 4078.33518 744.584525 9.55504906 0.05032228
17 5573.88554 3640.70071 760.162128 9.55699034 0.171664513
18 5567.12206 3633.9374 760.68983 9.54679351 0.171624095
19 5549.92352 3616.73849 762.0414 9.52091979 0.17152209
20 5507.33426 3574.14851 765.435535 9.45653914 0.171269742
21 5411.80278 3478.61686 773.451593 9.30626707 0.170650101
22 5237.56317 3304.3776 789.970122 9.00528735 0.169232223
23 5023.77868 3090.59302 815.940739 8.55478727 0.166442403
24 4870.19515 2937.00941 843.507163 8.10110914 0.162505805
25 4812.20585 2879.0204 863.458045 7.78663323 0.158728055
26 4800.59654 2867.41132 874.663213 7.61683556 0.156232748
27 4800.15487 2866.96974 880.13205 7.53588414 0.154926364
28 4799.16798 2865.98288 882.608217 7.49625209 0.154322933
29 4787.50699 2854.32189 883.657851 7.45797873 0.154090184
30 1933.18511 0 883.897345 8.93796219 0
Nessa etapa variou-se o tipo de recheio, o número de pratos e o estágio de
alimentação. Os resultados podem ser observados na tabela 63.
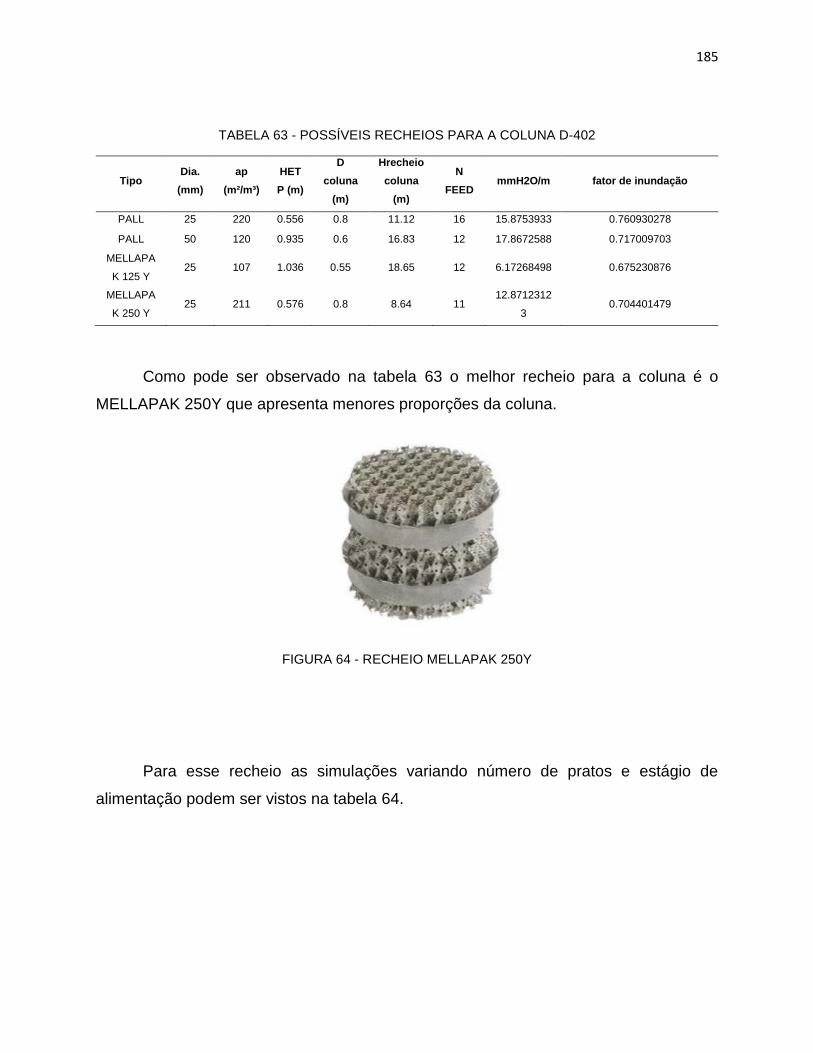
185
TABELA 63 - POSSÍVEIS RECHEIOS PARA A COLUNA D-402
Tipo Dia.
(mm)
ap
(m²/m³)
HET
P (m)
D
coluna
(m)
Hrecheio
coluna
(m)
N
FEED mmH2O/m fator de inundação
PALL 25 220 0.556 0.8 11.12 16 15.8753933 0.760930278
PALL 50 120 0.935 0.6 16.83 12 17.8672588 0.717009703
MELLAPA
K 125 Y 25 107 1.036 0.55 18.65 12 6.17268498 0.675230876
MELLAPA
K 250 Y 25 211 0.576 0.8 8.64 11
12.8712312
3 0.704401479
Como pode ser observado na tabela 63 o melhor recheio para a coluna é o
MELLAPAK 250Y que apresenta menores proporções da coluna.
FIGURA 64 - RECHEIO MELLAPAK 250Y
Para esse recheio as simulações variando número de pratos e estágio de
alimentação podem ser vistos na tabela 64.
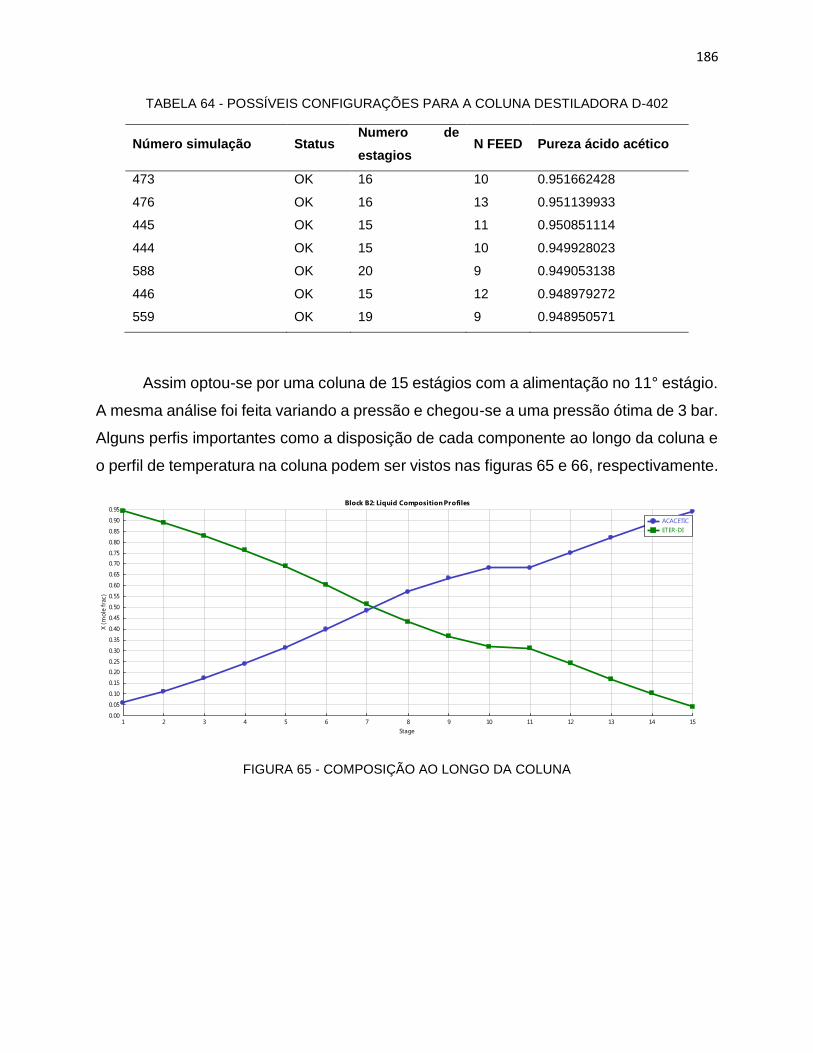
186
TABELA 64 - POSSÍVEIS CONFIGURAÇÕES PARA A COLUNA DESTILADORA D-402
Número simulação Status Numero de
estagios N FEED Pureza ácido acético
473 OK 16 10 0.951662428
476 OK 16 13 0.951139933
445 OK 15 11 0.950851114
444 OK 15 10 0.949928023
588 OK 20 9 0.949053138
446 OK 15 12 0.948979272
559 OK 19 9 0.948950571
Assim optou-se por uma coluna de 15 estágios com a alimentação no 11° estágio.
A mesma análise foi feita variando a pressão e chegou-se a uma pressão ótima de 3 bar.
Alguns perfis importantes como a disposição de cada componente ao longo da coluna e
o perfil de temperatura na coluna podem ser vistos nas figuras 65 e 66, respectivamente.
FIGURA 65 - COMPOSIÇÃO AO LONGO DA COLUNA
Block B2: Liquid Composition Profiles
Stage
X (m
ole
fra
c)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 150.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
ACACETIC
ETER-DI
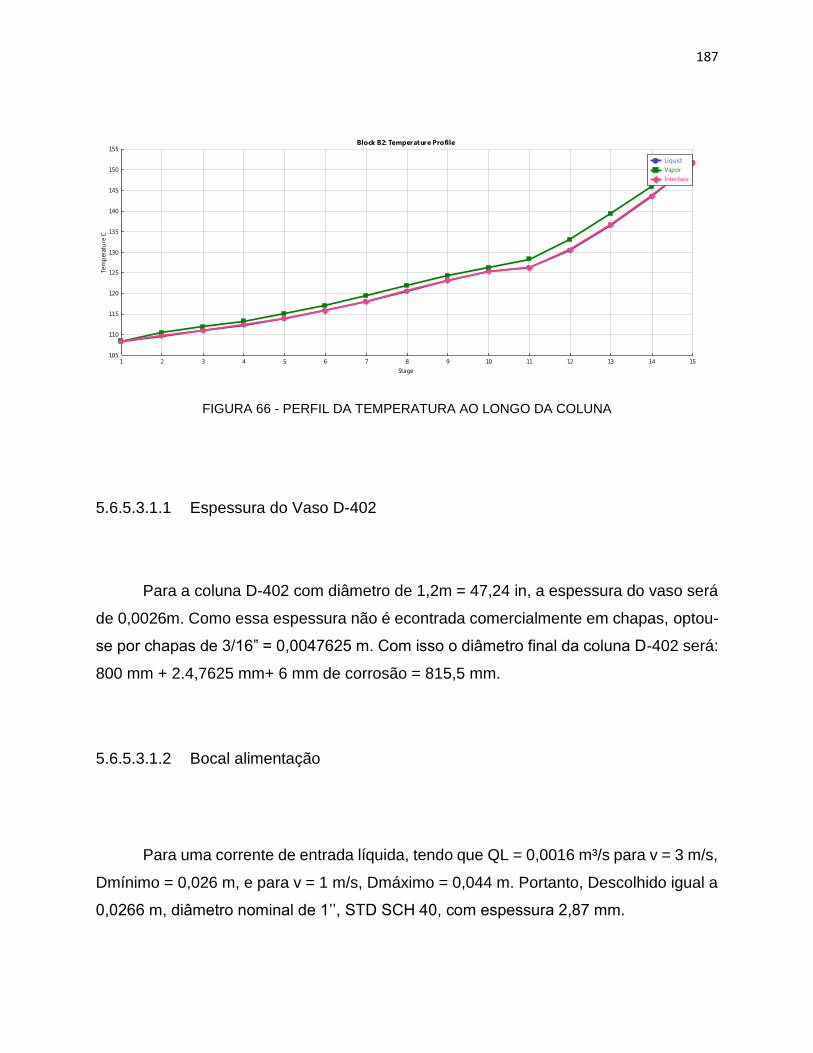
187
FIGURA 66 - PERFIL DA TEMPERATURA AO LONGO DA COLUNA
5.6.5.3.1.1 Espessura do Vaso D-402
Para a coluna D-402 com diâmetro de 1,2m = 47,24 in, a espessura do vaso será
de 0,0026m. Como essa espessura não é econtrada comercialmente em chapas, optou-
se por chapas de 3/16” = 0,0047625 m. Com isso o diâmetro final da coluna D-402 será:
800 mm + 2.4,7625 mm+ 6 mm de corrosão = 815,5 mm.
5.6.5.3.1.2 Bocal alimentação
Para uma corrente de entrada líquida, tendo que QL = 0,0016 m³/s para v = 3 m/s,
Dmínimo = 0,026 m, e para v = 1 m/s, Dmáximo = 0,044 m. Portanto, Descolhido igual a
0,0266 m, diâmetro nominal de 1’’, STD SCH 40, com espessura 2,87 mm.
Block B2: Temperature Profile
Stage
Tem
per
atu
re C
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15105
110
115
120
125
130
135
140
145
150
155
Liquid
Vapor
Interface
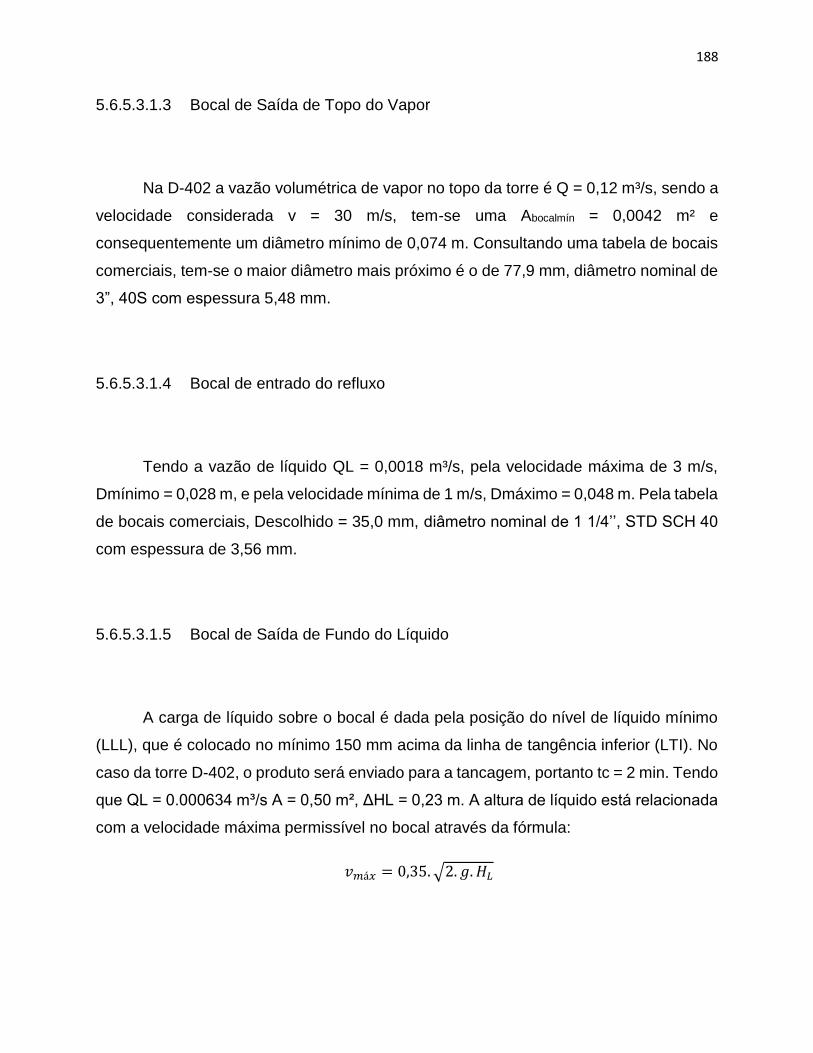
188
5.6.5.3.1.3 Bocal de Saída de Topo do Vapor
Na D-402 a vazão volumétrica de vapor no topo da torre é Q = 0,12 m³/s, sendo a
velocidade considerada v = 30 m/s, tem-se uma Abocalmín = 0,0042 m² e
consequentemente um diâmetro mínimo de 0,074 m. Consultando uma tabela de bocais
comerciais, tem-se o maior diâmetro mais próximo é o de 77,9 mm, diâmetro nominal de
3”, 40S com espessura 5,48 mm.
5.6.5.3.1.4 Bocal de entrado do refluxo
Tendo a vazão de líquido QL = 0,0018 m³/s, pela velocidade máxima de 3 m/s,
Dmínimo = 0,028 m, e pela velocidade mínima de 1 m/s, Dmáximo = 0,048 m. Pela tabela
de bocais comerciais, Descolhido = 35,0 mm, diâmetro nominal de 1 1/4’’, STD SCH 40
com espessura de 3,56 mm.
5.6.5.3.1.5 Bocal de Saída de Fundo do Líquido
A carga de líquido sobre o bocal é dada pela posição do nível de líquido mínimo
(LLL), que é colocado no mínimo 150 mm acima da linha de tangência inferior (LTI). No
caso da torre D-402, o produto será enviado para a tancagem, portanto tc = 2 min. Tendo
que QL = 0.000634 m³/s A = 0,50 m², ΔHL = 0,23 m. A altura de líquido está relacionada
com a velocidade máxima permissível no bocal através da fórmula:
𝑣𝑚á𝑥 = 0,35.√2. 𝑔. 𝐻𝐿
189
Tendo que HL = 150 mm + 230 mm = 380 mm, vmáx = 0,96 m/s. Calcula-se o diâmetro
mínimo do bocal, Dmínimo = 0,029 m. Pela tabela de bocais comerciais: Descolhido =
35,0 mm, diâmetro nominal de 1 1/4’’, STD SCH 40 com espessura de 3,56 mm.
5.6.5.3.1.6 Bocal de entrado do refluxo
Para uma corrente de entrada vapor no ponto de bolha, usa-se o mesmo método
do bocal de saída de vapor do topo. Tendo que QV = 0,0043 m³/s, para v = 30 m/s,
Dmínimo = 0,014 m. Portanto, Descolhido = 20,9 mm, diâmetro nominal de 3/4’’ 40S,
com espessura de 2,87 mm.
5.6.5.3.1.7 Distribuidor de Líquidos
Para esta coluna com recheio randômico considera-se um distanciamento de
aproximadamente 4 m entre um distribuidor e outro, optando-se por colocar 2
distriubuidores.
Sabendo-se estes valores e o diâmetro da coluna (0,8 m) é possível concluir que
o distribuidor utilizado para a D-402 será o VEPW. Este distribuidor pode ser vizualizado
com mais detalhes na Figura 34.
190
FIGURA 67 - DISTRIBUIDOR DE CALHAS MODELO VEP/VEPW (FONTE: SULZER CHEMTECH)
5.6.5.3.1.8 Grade de suporte
A grade suporte escolhida é a TEB/TSB, que é recomendada para áreas
superficiais de recheio de até 350 m²/m³.
5.6.5.3.1.9 Coletor de Líquido
O coletor de líquido escolhido é o modelo SLR/SLM da Sulzer Chemtech.
5.6.5.3.1.10 Eliminador de névoa

191
Para o eliminador de névoa para a coluna D-402, na qual, Qv = 1,86 m³/s, ρL =
833,4 kg/m³ e ρG = 8,23 kg/m³, são: o diâmetro igual a logo escolheu-se um de 1,2m e
a espessura de 100mm.
5.6.5.3.1.11 Análise dos tampos
Analisando as espessuras finais encontradas para cada tipo de tampo, o escolhido
foi o tampo tipo elipsoidal que necessita de uma espessura menor, conforme pode ser
visualizado na tabela 65.
TABELA 65- RESUMO DAS ESPESSURAS DOS TAMPOS
Tampos e (mm) e corrosão (mm) e Total (mm)
Reto 20,6 3 23,6
Elipsoidal 0,9 3 3,9
Toroesferico 1,6 3 4,6
5.6.5.3.1.12 Altura do tampo
Para o diâmetro da coluna de 1,2 m, altura do tampo igual a 200 mm.
5.6.5.3.1.13 Boca de Visita Superior e Inferior
192
Como a torre tem 1,2 m de diâmetro, o Dbv seria 600 mm.
Essa torre terá 2 bocais de visita.
Distância entre boca de visita e seção recheada será de 500 mm.
Distância entre boca de visita e limite superior da torre será de 600 mm.
5.7 FORNOS
Os fornos podem ter diversas funções em indústrias, sendo uma delas a função
de aquecer a alimentação de um reator. Os fornos F-101, F-102, F-103, F-201 e F-202
estão presentes na planta de ácido metacrílico, onde os três primeiros estão na unidade
Oleflex™, o forno F-201 é utilizado para aquecimento da entrada dos reatores R-201 e
R-202. O FORNO F-202 é utilizado para aquecimento da corrente de entrada dos
reatores R-203, R-204 e R-305.
5.7.1 Dimensionamento
F-101
A literatura apresenta diferentes métodos para o dimensionamento de um forno,
o método mais consagrado e que será utilizado neste projeto é o de Lobo & Evans,
descrito por KERN (1999).
Os dados utilizados no dimensionamento do forno F-101 podem ser observados
na tabela 66.

193
TABELA 66 - DADOS PARA O DIMENSIONAMENTO DO FORNO
Dados Valores Unidade
Vazao massica 23300 (kg/h)
Vazao molar 591,07 (kmol/h)
Vazao volumetrica 12745 (m3/h)
Temperatura entrada 500 ºC
Temperatura de saída 634 ºC
cp 16,209 (kJ/kmol.K)
Q forno 1283807,58 (kJ/h)
Q forno 356613,22 (J/s)
5.7.1.1.1 Zona Radiante
Para iniciar os cálculos da zona radiativa deve-se estimar um valor de fluxo
médio de calor. Segundo a literatura especializada, para um forno operando com gases
à baixas pressões um valor ótimo de fluxo médio a ser adotado é de 10000 Btu/(h.ft2).
Estima-se, então, um valor para , seguindo a metolodia de Lobo & Evans:
Deve-se ainda multiplicar a equaçãoo acima por 1/F de cada lado:
Os valores de F normalmente se situam entre 0,6 e 0,8, segundo COULSON.

194
Estimou-se um valor inicial de F igual a 0,6 . Obtém-se então um valor de
correspondente à 33333,3 Btu/ (h. ft2).
Estima-se também um valor para a temperatura superficial dos tubos (Tt) na
seção de radiação:
Todos os valores da equação acima devem ser utilizados em ºF, T1 corresponde
à temperatura de entrada da corrente no forno, e T2 é a temperatura de saída. Com os
valores calculados acima é possível ler a temperatura que o gás de combustão deixa a
zona de radiação no gráfico proposto por KERN (1999), apresentado na figura 68.
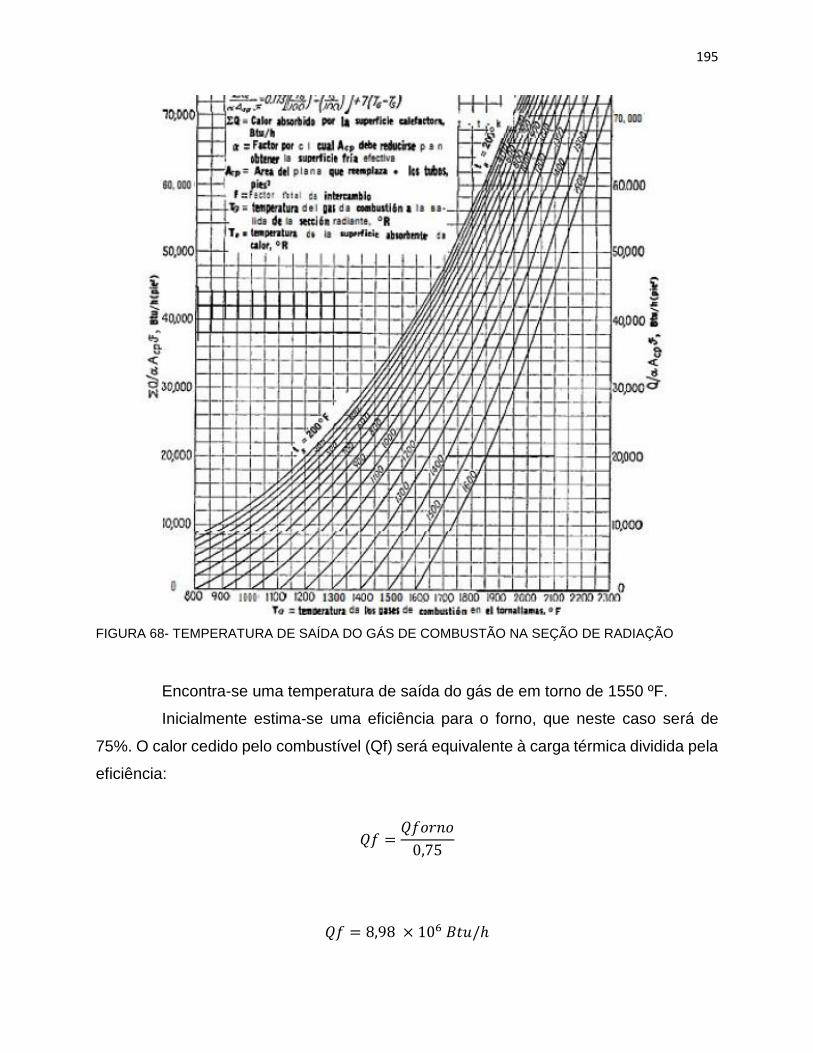
195
FIGURA 68- TEMPERATURA DE SAÍDA DO GÁS DE COMBUSTÃO NA SEÇÃO DE RADIAÇÃO
Encontra-se uma temperatura de saída do gás de em torno de 1550 ºF.
Inicialmente estima-se uma eficiência para o forno, que neste caso será de
75%. O calor cedido pelo combustível (Qf) será equivalente à carga térmica dividida pela
eficiência:
𝑄𝑓 =𝑄𝑓𝑜𝑟𝑛𝑜
0,75
𝑄𝑓 = 8,98 × 106 𝐵𝑡𝑢/ℎ

196
Para calcular a quantidade de combustível necessária basta dividir este valor
pelo PCI da mistura combustível, que é de 39815 Btu/kg.
𝑚 𝑔á𝑠 =𝑄𝑓
𝑃𝐶𝐼𝑔á𝑠 𝑛𝑎𝑡𝑢𝑟𝑎𝑙= 40,74 𝐾𝑔/ℎ
Todo forno opera com um excesso de ar, para correntes gasosas recomenda-
se um excesso de 10% de ar. Sabe-se que 1 kg do combustível reage
estequiometricamente com 4,25 kg de ar. Com 10% de excesso teremos:
𝑚 𝑎𝑟 = 𝑚𝑔á𝑠 × 4,25 × 1,1 = 190,49 𝐾𝑔/ℎ
Calcula-se, então, um valor de calor total no forno:
𝑄𝑡𝑜𝑡𝑎𝑙 = 𝑄𝑓 + 𝑄𝑎𝑟 − 𝑄𝑤
O calor cedido pelo combustível foi calculado anteriormente. Já calor cedido
pelo ar , que é pré-aquecido à 400 ºF antes da combustão, é dado pela fórmula abaixo:
𝑄𝑎𝑟 = 𝑚𝑎𝑟 × 𝐻𝑎𝑟 = 34172 𝐵𝑡𝑢/ℎ
O calor perdido para as paredes (Qw) corresponde à 2% de Qf. Com isto, chega-
se à um valor de Qtotal de 16,24 x 105 Btu/h.
Estima-se então o diâmetro e o comprimento dos tubos. Para definir o diâmetro
dos tubos adotou-se o critério da velocidade econômica. Estimou-se que o gás escoa
dentro dos tubos à uma velocidade de 30 m/s. Encontrou-se um diâmetro nominal de
tubo de 12 in.

197
Já o comprimento foi estimado com base na literatura de fornos, para fornos
com altas cargas térmicas utilizam-se comprimentos de 9 à 18 metros. Como o forno em
questão possui uma pequena carga térmica o comprimento adotado foi de 5 m ( em
torno de metade do valor de altas cargas térmicas). A área de troca térmica do tubo é
dada por:
𝐴 = 𝜋 × 𝑑𝑜 × 𝐿
Em que do é o diâmetro externo do tubo. Assim, é possível calcular o número
de tubos da zona de radiação:
𝑁𝑡 =𝑄𝑟𝑎𝑑𝑖𝑎çã𝑜
𝐴 × 𝑓𝑙𝑢𝑥𝑜 𝑚é𝑑𝑖𝑜= 9 𝑡𝑢𝑏𝑜𝑠
Determina-se também o Pitch na zona de radiação, que será equivalente à 2
vezes o diâmetro nominal do tubo. Já a área da placa plana fria (Acp) é calculada por:
𝐴𝑐𝑝 = 𝑝𝑖𝑡𝑐ℎ × 𝐿
Em seguida calcula-se a absortividade (α):
Em que x é o espaçamento entre os centros dividio pelo diâmetro externo dos
tubos. Logo x=2.
Em seguida determinam-se as dimensões do forno. O forno adotado é do tipo
caixa, em que os tubos de radiação estão distribuidos nas paredes laterais e cobertura.
Adotou-se uma distância entre os tubos e a parede de 0,35 m. As dimensões da
seção radiativa do forno, com 9 tubos de 12 in, podem ser observadas na tabela 67.
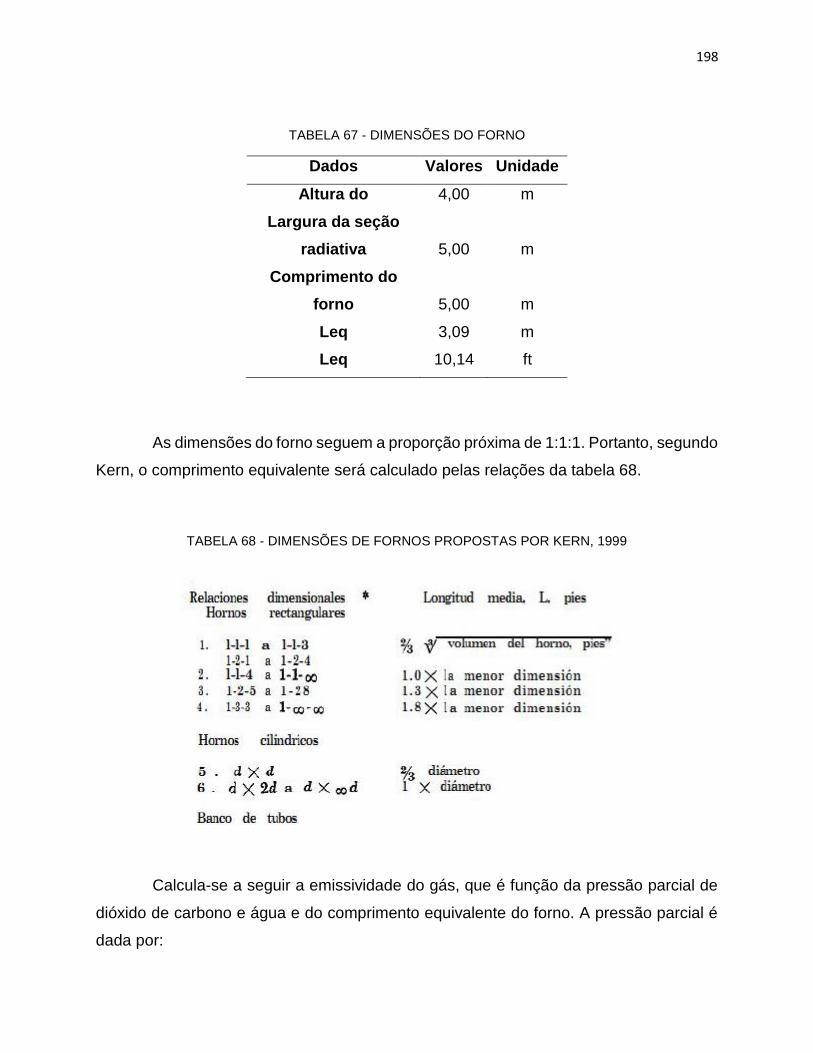
198
TABELA 67 - DIMENSÕES DO FORNO
Dados Valores Unidade
Altura do 4,00 m
Largura da seção
radiativa 5,00 m
Comprimento do
forno 5,00 m
Leq 3,09 m
Leq 10,14 ft
As dimensões do forno seguem a proporção próxima de 1:1:1. Portanto, segundo
Kern, o comprimento equivalente será calculado pelas relações da tabela 68.
TABELA 68 - DIMENSÕES DE FORNOS PROPOSTAS POR KERN, 1999
Calcula-se a seguir a emissividade do gás, que é função da pressão parcial de
dióxido de carbono e água e do comprimento equivalente do forno. A pressão parcial é
dada por:

199
Em que x é o excesso de oxigênio empregado na combustão. Pode-se então
calcular a emissividade dos gases:
Finalmente calcula-se o fator de troca F:
A relação entre a área refratada e área de parede (área total) é dada por:

200
Com todos estes valores calculados encontra-se um novo valor para , o
valor de somatório de Q será o valor de Q calculado para a zona de radiação; já alfa, Acp
e F foram calculados anteriormente.
Divindo por 2 um novo fluxo de calor será encontrado, assim como uma
nova temperatura para os gases de combustão na saída da seção de radiação.
5.7.1.1.2 Perda de carga no forno
A perda de carga no forno é calculada através da fórmula a seguir:
𝑙𝑤 =𝑓 × 𝐿 × 𝑣2
2 × 𝑑 × 𝑔
A velocidade de escoamento foi pré-definida nos itens anteriores. Os gases
passarão pelos tubos percorrendo 4,3 metros.
Já f é calculado por:
𝑓 = 8 [(8
𝑅𝑒)12
+1
(𝐴 + 𝐵)1,5]
1/12
Onde:
𝐴 = {−2.457𝑙𝑛 [(7
𝑅𝑒)0.9
+ 0.27𝜀
𝐷𝑖]}
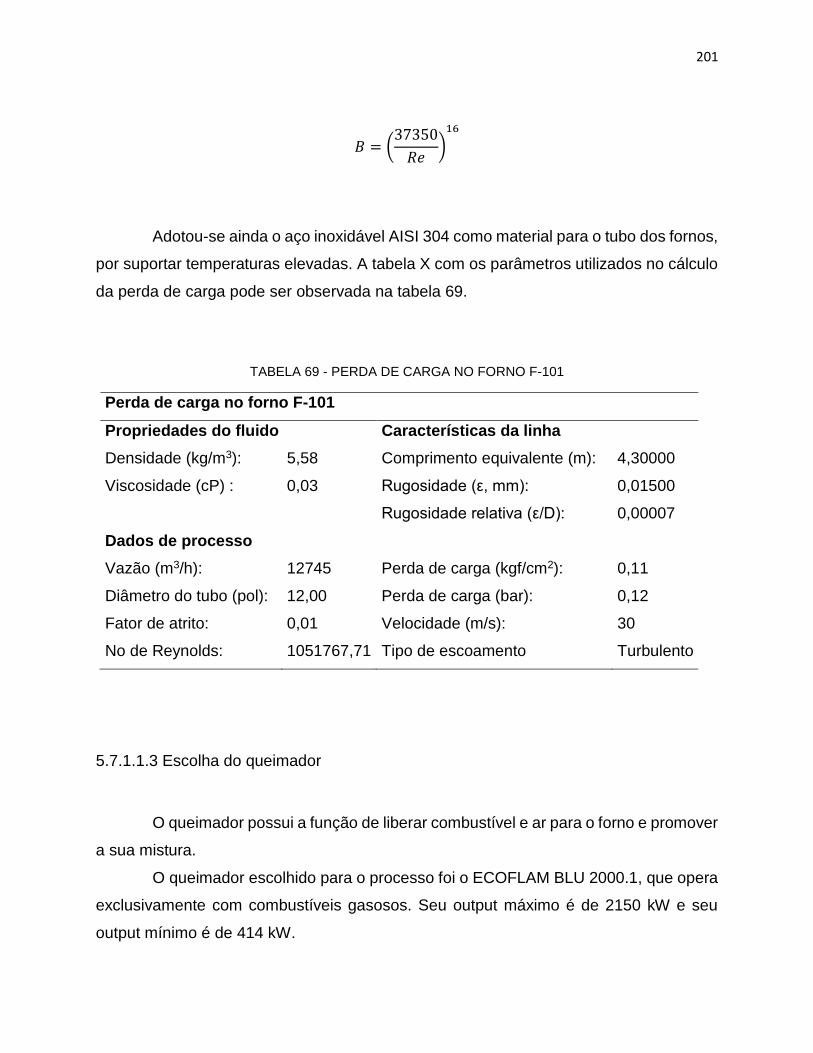
201
𝐵 = (37350
𝑅𝑒)16
Adotou-se ainda o aço inoxidável AISI 304 como material para o tubo dos fornos,
por suportar temperaturas elevadas. A tabela X com os parâmetros utilizados no cálculo
da perda de carga pode ser observada na tabela 69.
TABELA 69 - PERDA DE CARGA NO FORNO F-101
Perda de carga no forno F-101
Propriedades do fluido Características da linha
Densidade (kg/m3): 5,58 Comprimento equivalente (m): 4,30000
Viscosidade (cP) : 0,03 Rugosidade (ε, mm): 0,01500
Rugosidade relativa (ε/D): 0,00007
Dados de processo
Vazão (m3/h): 12745 Perda de carga (kgf/cm2): 0,11
Diâmetro do tubo (pol): 12,00 Perda de carga (bar): 0,12
Fator de atrito: 0,01 Velocidade (m/s): 30
No de Reynolds: 1051767,71 Tipo de escoamento Turbulento
5.7.1.1.3 Escolha do queimador
O queimador possui a função de liberar combustível e ar para o forno e promover
a sua mistura.
O queimador escolhido para o processo foi o ECOFLAM BLU 2000.1, que opera
exclusivamente com combustíveis gasosos. Seu output máximo é de 2150 kW e seu
output mínimo é de 414 kW.

202
O queimador escolhido pode ser observado na figura 69.
FIGURA 69 - QUEIMADOR DO FORNO F-101
Demais fornos
Para o dimensionamento dos fornos F-102, F-103, F-201 e F-202, foram utilizados
os mesmos passos demonstrados acima.
5.8 TROCADORES DE CALOR
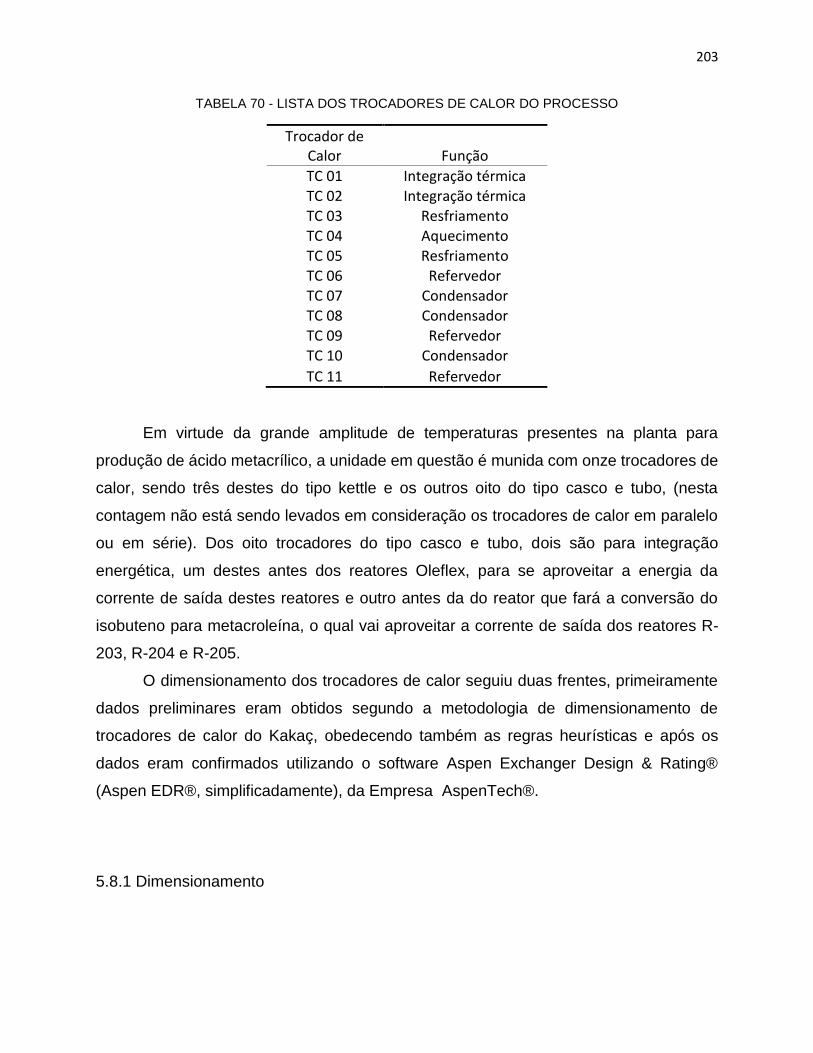
203
TABELA 70 - LISTA DOS TROCADORES DE CALOR DO PROCESSO
Trocador de Calor Função
TC 01 Integração térmica TC 02 Integração térmica TC 03 Resfriamento TC 04 Aquecimento TC 05 Resfriamento TC 06 Refervedor TC 07 Condensador TC 08 Condensador
TC 09 Refervedor TC 10 Condensador
TC 11 Refervedor
Em virtude da grande amplitude de temperaturas presentes na planta para
produção de ácido metacrílico, a unidade em questão é munida com onze trocadores de
calor, sendo três destes do tipo kettle e os outros oito do tipo casco e tubo, (nesta
contagem não está sendo levados em consideração os trocadores de calor em paralelo
ou em série). Dos oito trocadores do tipo casco e tubo, dois são para integração
energética, um destes antes dos reatores Oleflex, para se aproveitar a energia da
corrente de saída destes reatores e outro antes da do reator que fará a conversão do
isobuteno para metacroleína, o qual vai aproveitar a corrente de saída dos reatores R-
203, R-204 e R-205.
O dimensionamento dos trocadores de calor seguiu duas frentes, primeiramente
dados preliminares eram obtidos segundo a metodologia de dimensionamento de
trocadores de calor do Kakaç, obedecendo também as regras heurísticas e após os
dados eram confirmados utilizando o software Aspen Exchanger Design & Rating®
(Aspen EDR®, simplificadamente), da Empresa AspenTech®.
5.8.1 Dimensionamento

204
Vazão mássica do fluido quente
A vazão mássica é obtida através da relação entre o calor total recebido pelo fluido
frio e o calor total recebido pelo fluido quente, os quais podem ser calculados,
respectivamente, pelas duas equações abaixo:
𝑞𝑓 = �̇�𝑓 . 𝑐𝑃𝑓 . (𝑇𝑓𝑠− 𝑇𝑓𝑒
)
𝑞𝑞 = �̇�𝑞 . 𝑐𝐿𝑞
Onde 𝑐𝑃𝑓 é o calor específico do fluido frio e 𝑐𝐿𝑞 é o calor latente do fluido quente
𝑇𝑓𝑒 é a temperatura de entrada do fluido frio (°C), 𝑇𝑞𝑒 : temperatura de entrada do fluido
quente (°C) e por fim �̇�𝑓 e �̇�𝑞 as vazões mássica de fluído frio e quente respectivamente.
. Haja vista que o calor recebido é o mesmo que os calores cedidos têm-se a
seguinte igualdade:
�̇�𝑞 . 𝑐𝐿𝑞 = �̇�𝑓 . 𝑐𝑃𝑓 . (𝑇𝑓𝑠− 𝑇𝑓𝑒
)
Como a única variável desconhecida é a vazão mássica do fluido quente �̇�𝑞, esta
pode ser calculada através da equação abaixo:
�̇�𝑞 =�̇�𝑓 . 𝑐𝑃𝑓 . (𝑇𝑓𝑠
− 𝑇𝑓𝑒)
𝑐𝐿𝑞
Logo, é possível calcular o calor total transferido e em seguida a vazão mássica
do fluido quente.
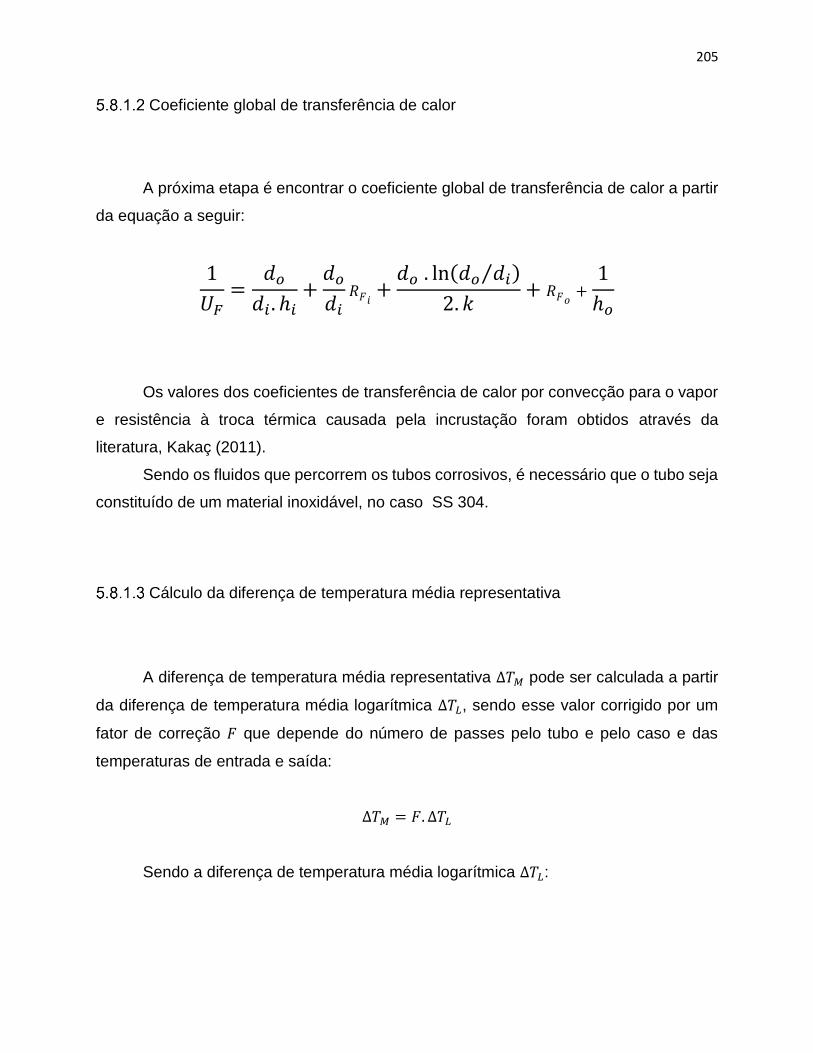
205
Coeficiente global de transferência de calor
A próxima etapa é encontrar o coeficiente global de transferência de calor a partir
da equação a seguir:
1
𝑈𝐹=
𝑑𝑜𝑑𝑖 . ℎ𝑖
+𝑑𝑜𝑑𝑖
𝑅𝐹𝑖 +𝑑𝑜 . ln(𝑑𝑜 𝑑𝑖⁄ )
2. 𝑘+ 𝑅𝐹𝑜 +
1
ℎ𝑜
Os valores dos coeficientes de transferência de calor por convecção para o vapor
e resistência à troca térmica causada pela incrustação foram obtidos através da
literatura, Kakaç (2011).
Sendo os fluidos que percorrem os tubos corrosivos, é necessário que o tubo seja
constituído de um material inoxidável, no caso SS 304.
Cálculo da diferença de temperatura média representativa
A diferença de temperatura média representativa ∆𝑇𝑀 pode ser calculada a partir
da diferença de temperatura média logarítmica ∆𝑇𝐿, sendo esse valor corrigido por um
fator de correção 𝐹 que depende do número de passes pelo tubo e pelo caso e das
temperaturas de entrada e saída:
∆𝑇𝑀 = 𝐹. ∆𝑇𝐿
Sendo a diferença de temperatura média logarítmica ∆𝑇𝐿:

206
∆𝑇𝐿 =(𝑇𝑞𝑒 − 𝑇𝑓𝑠
) − (𝑇𝑞𝑠 − 𝑇𝑓𝑒)
ln (𝑇𝑞𝑒 − 𝑇𝑓𝑠𝑇𝑞𝑠 − 𝑇𝑓𝑒
)
Cálculo da área, do número de tubos e do diâmetro do casco
Com os valores referentes obtidos anteriormente já é possível se obter área total
dos tubos através da equação abaixo:
𝑄 = 𝐴.𝑈. ∆𝑇𝑀
Depois de calculada a área, já tendo sido estabelecido o diâmetro externo dos
tubos 𝑑0, faz-se necessário escolher um comprimento de tubo 𝐿, e em seguida se obter
o número de tubos.
𝐴 = 𝜋. 𝑑0. 𝐿. 𝑁𝑇
A partir de tabelas contidas em Kakaç (2011) é possível estimar o diâmetro do
casco 𝐷𝑆 a partir do número de tubos, do distanciamento entre tubos, da configuração e
do número de passes pelos tubos
𝐷𝑆 = 0,637. √𝐶𝐿
𝐶𝑇𝑃.
(
𝐴. (𝑃𝑇𝑑0)2
. 𝑑0
𝐿
)
12
Onde 𝐶𝐿 e 𝐶𝑇𝑃 são parâmetros que dependem do número de passes e do arranjo
escolhido. Deve-se atentar que existe uma relação ótima para a razão entre o diâmetro
do casco 𝐷𝑆 e o cumprimento do tubo 𝐿. Segundo Kakaç (2011), o intervalo que a razão
deve estar contida é 1
15<𝐷𝑆
𝐿<1
5·.

207
Cálculo dos coeficientes de transferência de calor por convecção
Todas as variáveis necessárias para o calculo dos coeficientes de transferência
de calor por convecção já foram obtidas, podendo-se assim calculá-los. O coeficiente de
transferência de calor por convecção ℎ𝑖 do fluido que passa pelos tubos pode ser
calculado através da abaixo:
𝑁𝑢 =𝑑𝑖 . ℎ𝑖𝐾𝑞
A condutividade térmica do fluido quente 𝐾𝑞 pode ser encontrada na literatura e o
diâmetro interno 𝑑𝑖 já foi estabelecido anteriormente. Para o cálculo do Nusselt é
necessário o uso de uma correlação específica para um intervalo de Reynolds. No caso
utilizaremos a equação abaixo que satisfaz os intervalos exigidos:
𝑁𝑢 =(𝑓 2⁄ ). 𝑅𝑒. 𝑃𝑟
1,07 + 9. (𝑓 2⁄ )1 2⁄ (𝑃𝑟2 3⁄ − 1)
Onde, 𝑓 é válido para 2300 < Re < 5.106 e 0,5 < Pr < 2000:
𝑓 = (1,58. ln 𝑅𝑒 − 3,28)−2
O número de Reynolds para o fluido quente pode ser calculado através da
equação abaixo
𝑅𝑒 =𝜌𝑞 . 𝑢𝑞 . 𝑑𝑖
𝜇𝑞=𝜌𝑞 . 𝑑𝑖
𝜇𝑞(�̇�𝑞 𝑡𝑢𝑏𝑜
𝜌𝑞 . 𝜋. 𝑑𝑖2 4⁄
) =4. 𝜌𝑞 . 𝑑𝑖
𝜇𝑞 . 𝜋. 𝑑𝑖2(
�̇�𝑞
(𝑁𝑇𝑁𝑃))

208
𝑅𝑒 =4 . �̇�𝑞
(𝑁𝑇𝑁𝑃) 𝜇𝑞 . 𝜋 . 𝑑𝑖
Sendo:
�̇�𝑞 𝑡𝑢𝑏𝑜 vazão mássica que passa por cada tubo
𝑢𝑞 velocidade do fluido quente
𝜌𝑞 densidade do fluido quente
𝜇𝑞 viscosidade do fluido quente
𝑁𝑃 é o número de passes pelos tubos.
O número de Prandt pode ser calculador pela equação abaixo:
𝑃𝑟 =𝐶𝑃𝑞 . 𝜇𝑞
𝐾𝑞
O cálculo do coeficiente de transferência de calor por convecção ℎ𝑜 do fluido que
passa pelo casco, utiliza-se a equação abaixo:
ℎ𝑜.𝐷𝑒
𝐾𝑓= 0,36 (
𝐷𝑒.𝐺𝑆
𝜇𝑓)0,55
. (𝐶𝑃𝑓.𝜇𝑓
𝐾𝑓)1/3
. (𝜇𝑓
𝜇𝑃)0,14
Sendo:
𝐷𝑒 diâmetro equivalente do casco
𝐾𝑓 condutividade térmica do fluido frio
𝐺𝑆 velocidade mássica do fluido frio
𝜇𝑓 viscosidade do fluido frio
𝜇𝑃 viscosidade do fluido frio na temperatura da parede.
Em seguida é possível calcular o diâmetro equivalente 𝐷𝑒 pela equação abaixo.
𝐷𝑒 = 4.(𝑃𝑇
2 − 𝜋. 𝑑𝑜2 4⁄ )
𝜋. 𝑑𝑜
209
A velocidade mássica do fluido frio 𝐺𝑆 é calculada através da equação abaixo:
𝐺𝑆 =�̇�𝑓
𝐴𝑆
Onde 𝐴𝑆 é a área de escoamento do fluido frio e pode ser encontrada pela
equação abaixo:
𝐴𝑆 =𝐷𝑆. (𝑃𝑇 − 𝑑𝑜). 𝐵
𝑃𝑇
Onde 𝐵 é o espaçamento entre as chicanas. Conhecendo-se o comprimento do
casco 𝐿 e o número de chicanas 𝑁𝐶, pode-se calcular o espaçamento:
𝐵 =𝐿
𝑁𝐶 + 1
Segundo Kakaç (2011), o espaçamento entre as chicanas deve estar entre
0,4. 𝐷𝑆 < 𝐵 < 0,6. 𝐷𝑆, dependo do diâmetro do casco 𝐷𝑆.
Cálculo das perdas de carga
A perda de carga nos tubos pode ser calculada segundo a equação abaixo:
∆𝑃 =𝜌𝑞 . 𝑢𝑞
2
2(4. 𝑓. 𝐿. 𝑁𝑃
𝑑𝑖+ 4.𝑁𝑃)
Onde todas as variáveis já foram explicitadas anteriormente, sendo que a
velocidade 𝑢𝑞 pode ser calculada segundo a equação abaixo:
210
𝑢𝑞 =4. �̇�𝑞 . 𝑁𝑃
𝜌𝑞 . 𝜋. 𝑑𝑖2. 𝑁𝑇
Já a perda de carga no casco pode ser encontrada através da equação abaixo:
∆𝑃 =𝑓. 𝐺𝑆
2. (𝑁𝐶 + 1). 𝐷𝑆
2. 𝜌𝑓 . 𝐷𝑒 . (𝜇𝑓𝜇𝑃⁄ )
2
Onde:
𝑓 = exp (0,576 − 0,19. ln 𝑅𝑒𝑆)
Sendo,
𝑅𝑒𝑆 =𝐺𝑆.𝐷𝑒
𝜇𝑓
Com todos os valores obtidos é possível escolher o melhor layout para o trocador
de calor variando o comprimento dos tubos, diâmetro do casco e número de chicanas.
Para corroborar com os valores obtidos, foi o usado o software Aspen Plus, pelo
método rigoroso que consiste na seguinte sequência de atividades:
1. Escolhe-se o fluido a ser operado no tubo e a ser operado no casco. Tal decisão
toma-se pela analise de parâmetro como corrosão, viscosidade, periculosidade
do fluido, vaporização.
2. Definido o local dos fluidos prossegue-se com a escolha do trocador conforme
classe TEMA e verifica-se número de passos no casco e no tubo.
3. Já no programa Aspen Plus V7,1 imputam-se os componentes das correntes e o
modelo termodinâmico.
4. Após este passo serão definidas as condições das correntes, no que diz respeito
à temperatura, pressão, vazão e variável que especifique a composição da
corrente (Ex.: vazão molar ou mássica de cada componente, fração molar ou
mássica de cada componente, etc.)
211
5. Especifica-se a disposição das correntes (co-corrente, contra corrente ou fluxo
cruzado) e alguma condição de saída. Tal simulação proporciona uma estimativa
de área, com a qual se fará a especificação do trocador na extensão do programa
Aspen Plus V7.1.
6. Já na extensão, Aspen Exchanger Design e Rating, escolhe-se o tipo de trocador
(casco e tubo, placa, etc.) e imputam-se os dados das correntes previamente
obtidas.
7. Seleciona-se a posição dos fluidos, a fração de cada componente na corrente e a
condição deles nesta. (se troca calor latente ou só troca calor sensível).
8. Para o caso de casco e tubo prossegue-se com definições de geometria como
configuração TEMA, diâmetro do casco, número de tubos, comprimento e
diâmetro dos tubos internos, espessura do tubo interno, número de passes, tipo
de arranjo, se será usado chicanas ou não (caso afirmativo, define-se o tipo,
distancia entre as mesmas, presença dos tubos na janela, corte), tamanho e
posição dos bocais.
9. Com os resultados, se analisa e se busca através de escolhas mais adequadas
otimizar o trocador, buscando a melhor condição de construção.
10. Caso o trocador seja de placas, se prossegue de maneira semelhante, imputando
todos os dados pertinentes às definições de placas como modelo da placa,
diâmetro do bocal da placa, dimensões da mesma, quantidades de placas.
5.9 VASOS DE PRESSÃO
Os vasos da unidade de produção de ácido metacrilico consistem em vasos de
condensado das destiladoras e tanques pulmão.
A determinação da posição do vaso depende de sua aplicação. Neste processo,
a maior parte deles terá posição. O diâmetro dos vasos leva em conta o volume de um
cilindro acrescido de calotas como é mostrado na equação abaixo:

212
𝑉 =𝜋.𝐷2
42. 𝐷 + 2
𝜋. 𝐷3
24
Isolando D na equação acima tem-se:
𝐷 = √12. 𝑉
7. 𝜋
3
O dimensionamento destes vasos é baseado no tempo de residência do líquido
dentro do vaso. O tempo de residência (“surge time”) é o tempo mínimo requerido, entre
os limites de níveis, para prover uma razoável flexibilidade operacional, os valores para
o tempo de residência das diferentes operações podem ser encontrados na tabela 71.
TABELA 71 - TEMPO DE RESIDÊNCIA EM VASOS (PETROBRAS, 2004)
Surge time
Acumulador vertical : 5
Acumulador horizontal: 5, na vazão de refluxo
15, na vazão de produto para
processo
10, na vazão de produto para
estocagem
Foi considerada ainda, uma altura de 200 mm para o nível máximo de líquido e
para o nível mínimo de líquido para os vasos horizontais como mostrado na figura 70.
Para os vasos verticais o nível mínimo e máximo de líquido foi considerado 100 mm. O
tanque de mistura foi dimensionado para operar com 50% da capacidade.
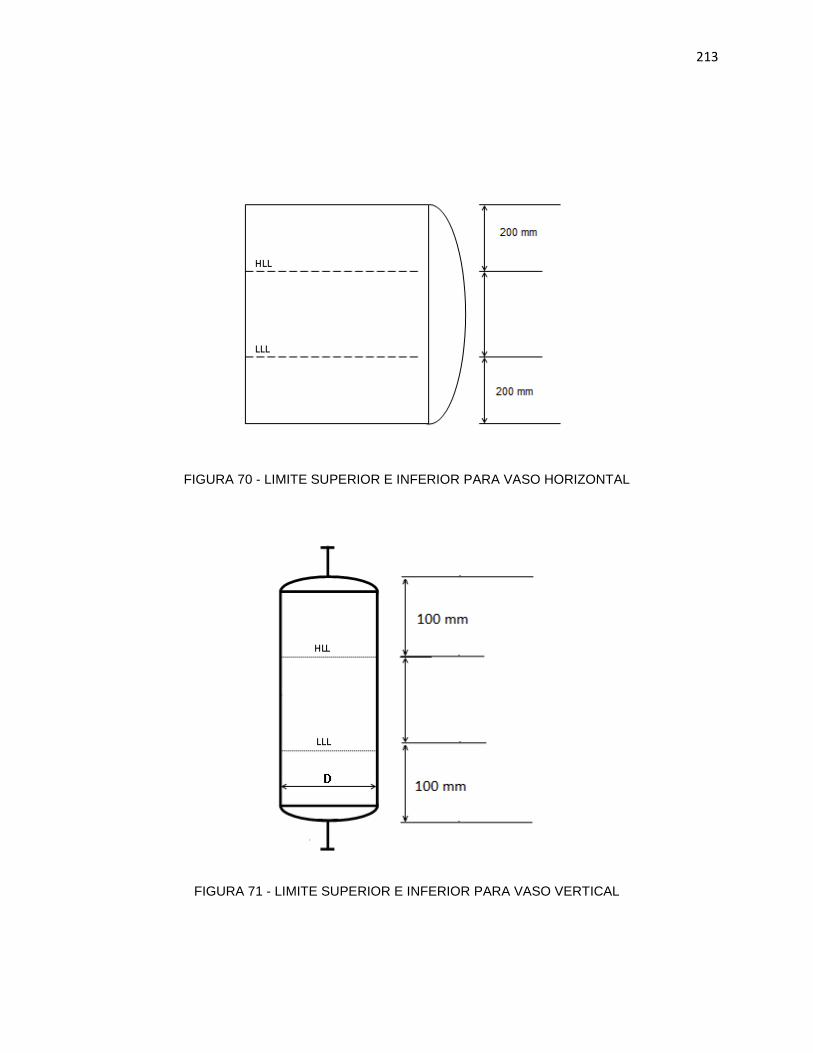
213
FIGURA 70 - LIMITE SUPERIOR E INFERIOR PARA VASO HORIZONTAL
FIGURA 71 - LIMITE SUPERIOR E INFERIOR PARA VASO VERTICAL
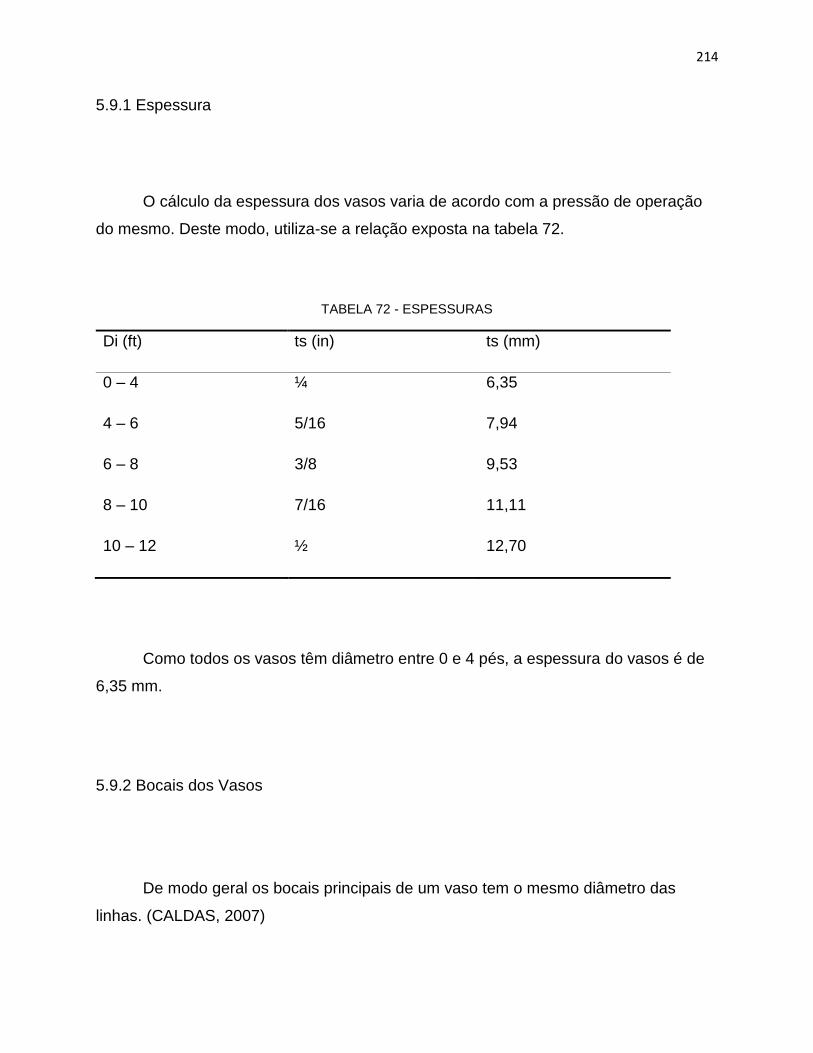
214
5.9.1 Espessura
O cálculo da espessura dos vasos varia de acordo com a pressão de operação
do mesmo. Deste modo, utiliza-se a relação exposta na tabela 72.
TABELA 72 - ESPESSURAS
Di (ft) ts (in) ts (mm)
0 – 4 ¼ 6,35
4 – 6 5/16 7,94
6 – 8 3/8 9,53
8 – 10 7/16 11,11
10 – 12 ½ 12,70
Como todos os vasos têm diâmetro entre 0 e 4 pés, a espessura do vasos é de
6,35 mm.
5.9.2 Bocais dos Vasos
De modo geral os bocais principais de um vaso tem o mesmo diâmetro das
linhas. (CALDAS, 2007)
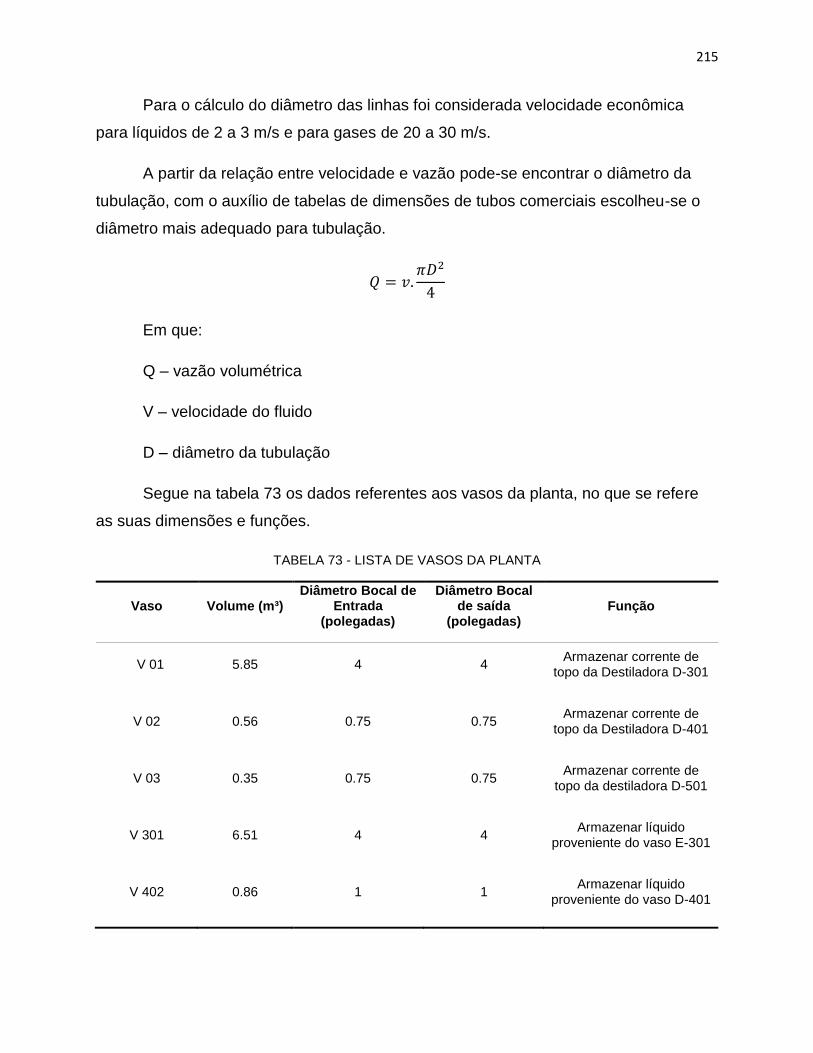
215
Para o cálculo do diâmetro das linhas foi considerada velocidade econômica
para líquidos de 2 a 3 m/s e para gases de 20 a 30 m/s.
A partir da relação entre velocidade e vazão pode-se encontrar o diâmetro da
tubulação, com o auxílio de tabelas de dimensões de tubos comerciais escolheu-se o
diâmetro mais adequado para tubulação.
𝑄 = 𝑣.𝜋𝐷2
4
Em que:
Q – vazão volumétrica
V – velocidade do fluido
D – diâmetro da tubulação
Segue na tabela 73 os dados referentes aos vasos da planta, no que se refere
as suas dimensões e funções.
TABELA 73 - LISTA DE VASOS DA PLANTA
Vaso Volume (m³) Diâmetro Bocal de
Entrada (polegadas)
Diâmetro Bocal de saída
(polegadas) Função
V 01 5.85 4 4 Armazenar corrente de
topo da Destiladora D-301
V 02 0.56 0.75 0.75 Armazenar corrente de
topo da Destiladora D-401
V 03 0.35 0.75 0.75 Armazenar corrente de
topo da destiladora D-501
V 301 6.51 4 4 Armazenar líquido
proveniente do vaso E-301
V 402 0.86 1 1 Armazenar líquido
proveniente do vaso D-401

216
Para bocais de visita ou de inspeção, o diâmetro é determinado em função do
volume do vaso de acordo com a tabela 74.
TABELA 74 - BOCAIS DE VISITA OU BOCAIS DE INSPEÇÃO
Na tabela 75 estão presentes os dados de diâmetro e comprimento dos vasos.
TABELA 75 - DIÂMETRO E COMPRIMENTO DOS VASOS
Vaso Diametro Vaso (m) Comprimento (m)
V 01 1.16 5.5
V 02 0.85 1
V 03 0.79 0.7
V 301 1.18 6
V 402 0.85 1.5
V 01
O vaso em questão é munido com 2 bocais de inspeção de 500 mm, em virtude
de ter.
217
V 02
O vaso em questão é munido com 2 bocais de inspeção de 400 mm, em virtude
de ter.
V 03
O vaso em questão é munido com 2 bocais de inspeção de 2 polegadas, em
virtude de ter.
V 301
O vaso em questão é munido com 2 bocais de inspeção de 500 mm, em virtude
de ter.
V 401
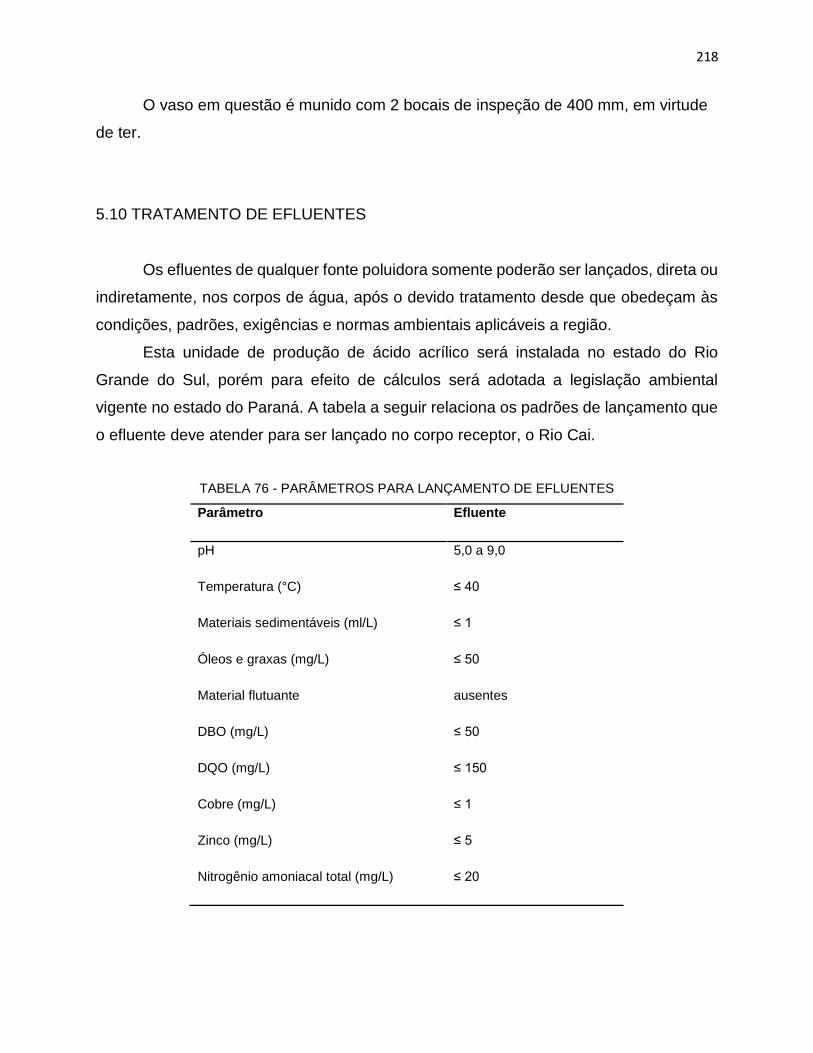
218
O vaso em questão é munido com 2 bocais de inspeção de 400 mm, em virtude
de ter.
5.10 TRATAMENTO DE EFLUENTES
Os efluentes de qualquer fonte poluidora somente poderão ser lançados, direta ou
indiretamente, nos corpos de água, após o devido tratamento desde que obedeçam às
condições, padrões, exigências e normas ambientais aplicáveis a região.
Esta unidade de produção de ácido acrílico será instalada no estado do Rio
Grande do Sul, porém para efeito de cálculos será adotada a legislação ambiental
vigente no estado do Paraná. A tabela a seguir relaciona os padrões de lançamento que
o efluente deve atender para ser lançado no corpo receptor, o Rio Cai.
TABELA 76 - PARÂMETROS PARA LANÇAMENTO DE EFLUENTES
Parâmetro Efluente
pH 5,0 a 9,0
Temperatura (°C) ≤ 40
Materiais sedimentáveis (ml/L) ≤ 1
Óleos e graxas (mg/L) ≤ 50
Material flutuante ausentes
DBO (mg/L) ≤ 50
DQO (mg/L) ≤ 150
Cobre (mg/L) ≤ 1
Zinco (mg/L) ≤ 5
Nitrogênio amoniacal total (mg/L) ≤ 20
219
Para que o efluente que sai da ETE atenda aos padrões da legislação é preciso
submeter o efluente industrial a processos de tratamento. Esses tratamentos podem ser
físicos, químicos ou biológicos. Os processos físicos são utilizados para retirar do
efluente sólidos suspensos mais grosseiros, enquanto os químicos removem todo tipo
de partícula, sedimento, óleo, matéria orgânica natural e cor através da utilização de
produtos químicos. Já os processos biológicos consistem na decomposição da matéria
orgânica do efluente através de microorganismos (Jordão).
O efluente que chega a ETE é a mistura das correntes 12 e 15 da zona de
separação e 22 da zona de purificação, além do efluente advindo de eventuais
drenagens de linhas que possam haver na unidade. O esgoto gerado nos banheiros,
área administrativa e refeitório da unidade não será tratado nesta ETE. Ele será
destinado a rede municipal de esgoto, pois através de estudo e parceria com a prefeitura
foi concluído que a estação de tratamento municipal tem capacidade suficiente para
absorver este efluente.
O efluente que chega a ETE industrial é constituído em sua maioria por compostos
orgânicos: ácido acético, ácido acrílico, éter diisopropilico, acroleína, hidroquinona, além
de água e os gases diluídos oxigênio, nitrogênio, monóxido e dióxido de carbono. Sendo
o efluente uma solução líquida ácida, sem sólidos suspensos e com compostos em sua
maioria bastante biodegradáveis, a estação de tratamento de efluentes contará apenas
com tratamento biológico. O tratamento terá os seguintes equipamentos principais:
tanque de equalização, tanque de neutralização, tanque de aeração, decantador de lodo
e tanque de lodo.
5.10.1 Tanque de equalização
O tanque de equalização é utilizado para homogeneização do efluente, que vem
de diferentes correntes do processo. Determinando o tempo de residência do efluente
no tanque como 2 horas, o volume do tanque pode ser calculado pela equação:

220
V = Q . tR
Sendo, V o volume, Q a vazão volumétrica do efluente bruto e tR o tempo de
residência do efluente no tanque.
Para a vazão volumétrica de efluente de projeto foi adotado um coeficiente de
segurança de 20% a mais do que a vazão volumétrica de operação para que os
equipamentos da ETE possam absorver variações na vazão do efluente que vem do
processo. Os resultados são representados na tabela 77.
TABELA 77 - DIMENSIONAMENTO DO TANQUE DE EQUALIZAÇÃO
Vazão de efluente bruto (m³/h) 18,4
Tempo de residência (h) 2
Volume do tanque de equalização (m³) 36,8
Altura útil (m) 3,4
Altura total (m) 3,9
Largura (m)
Comprimento (m)
3,3
3,3
Volume útil (m³) 37
Volume total (m³) 42,5
O tanque de equalização conta ainda com dois misturadores de turbina, para que
o efluente fique homogêneo. O modelo escolhido é o ENVI-AT-15 da EnvironQuip com
motor de potencia de 15 CV cada um e diâmetro da turbina de 0,7 m.
221
5.10.2 Tanque de neutralização
No taque de neutralização é feita a dosagem de químicos para o ajuste do pH do
efluente. Neste caso será feita a dosagem de soda para que o pH seja corrigido de 4
para 7.
Esta operação é importante para que ocorra uma remoção de carga orgânica
adequada no tanque de aeração, sendo necessário que o efluente esteja no pH mais
favorável para a operação. O valor do pH no tanque de aeração deverá estar entre 6,0 e
8,0. Para valores entre 3,0 e 5,0, haverá formação de fungos e má sedimentação de lodo
e já no caso de valores entre 8,0 e 10,0, a transparência da água poderá ser
comprometida, com lodo de aparência amarelo-marrom, características indesejáveis
(KURITA).
O cálculo do volume do tanque de neutralização pode ser calculado analogamente
ao do tanque de equalização. Sendo o tempo de residência estimado em 15 minutos e a
vazão volumétrica a soma das vazões de efluente bruto e de soda dosada para
neutralização.
A vazão de soda necessária para a neutralização foi determinada
experimentalmente através da titulação de soda em uma solução que simulava, em
pequena escala, o efluente produzido industrialmente, com as mesmas concentrações
dos componentes. Foi simulado o efluente numa solução de 100 mL. Inicialmente o pH
era de 3,8 e após a adição de 5 mL de soda em concentração de 5 mol/L o pH se tornou
6,9. Aplicando os resultados obtidos laboratorialmente para a dosagem industrial, onde
será utilizada soda na concentração de 50% (m/m), os resultados dos cálculos podem
ser visualizados na tabela 78.
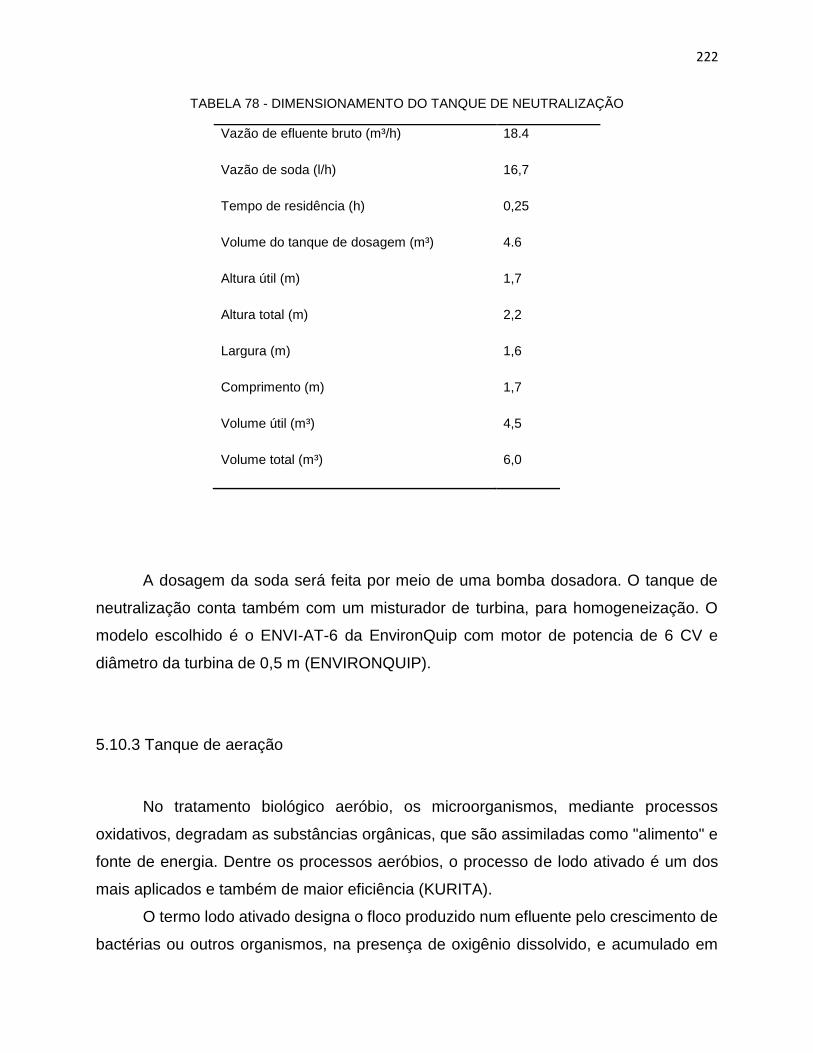
222
TABELA 78 - DIMENSIONAMENTO DO TANQUE DE NEUTRALIZAÇÃO
Vazão de efluente bruto (m³/h) 18.4
Vazão de soda (l/h) 16,7
Tempo de residência (h) 0,25
Volume do tanque de dosagem (m³) 4.6
Altura útil (m) 1,7
Altura total (m) 2,2
Largura (m)
Comprimento (m)
1,6
1,7
Volume útil (m³) 4,5
Volume total (m³) 6,0
A dosagem da soda será feita por meio de uma bomba dosadora. O tanque de
neutralização conta também com um misturador de turbina, para homogeneização. O
modelo escolhido é o ENVI-AT-6 da EnvironQuip com motor de potencia de 6 CV e
diâmetro da turbina de 0,5 m (ENVIRONQUIP).
5.10.3 Tanque de aeração
No tratamento biológico aeróbio, os microorganismos, mediante processos
oxidativos, degradam as substâncias orgânicas, que são assimiladas como "alimento" e
fonte de energia. Dentre os processos aeróbios, o processo de lodo ativado é um dos
mais aplicados e também de maior eficiência (KURITA).
O termo lodo ativado designa o floco produzido num efluente pelo crescimento de
bactérias ou outros organismos, na presença de oxigênio dissolvido, e acumulado em
223
concentração suficiente graças ao retorno de outros flocos previamente formados.
(JORDÃO)
Neste processo o lodo ativado e o efluente são intimamente misturados, agitados
e aerados, em uma unidade chamada de tanque de aeração, para logo após separar os
lodos ativados do efluente, por decantação (em um decantado de lodo). A maior parte
do lodo ativado separado recircula para o processo, enquanto o excesso é retirado para
um tanque de lodo, no caso da aeração prolongada. (JORDÃO)
Os processos de lodo ativado podem ser aeração convencional, aeração
prolongada ou lodo velho, dependendo da idade do lodo. (VON SPERLING 1996)
Na aeração convencional as bactérias no tanque estão em crescimento, há grande
quantidade de comida e pouca de bactérias. Em consequência disso, o lodo removido
necessita de estabilização na etapa de tratamento de lodo, isto porque nesta fase ele
está em processo de digestão, portanto seria necessário um digestor para que as
bactérias terminassem seu crescimento. (VON SPERLING 1996)
A aeração prolongada foi o tipo escolhido para ser utilizado na ETE desta unidade,
pois é similar ao sistema anterior, com a diferença de que a biomassa permanece mais
tempo no sistema (os tanques de aeração são maiores). Com isto, há menos DBO
disponível para as bactérias, o que faz com que elas se utilizem da matéria orgânica do
próprio material celular para a sua manutenção (maior eficiência na remoção da DBO).
Em decorrência, o lodo excedente retirado (bactérias) já sai estabilizado. (VON
SPERLING 1996)
No processo de lodo velho as bactérias começam um processo de canibalismo,
pois a produção ficou muito grande para uma fração de comida bem menor. Não é muito
utilizado. (VON SPERLING 1996)
Na aeração prolongada o lodo tem entre 15 e 30 dias de idade. Neste sistema há
de 2500 a 4000 mg/L de sólidos suspensos voláteis no tanque de aeração e o índice F/M
(comida/microorganismos) está entre 0,07 e 0,15 (kg DBO/KgSSVTA.dia). (VON
SPERLING 1997)
Os valores adotados para o tanque de aeração da ETE da unidade são: idade de
15 dias, sólidos suspensos voláteis (X) de 3000 mg/L e F/M de 0,15. A demanda biológica
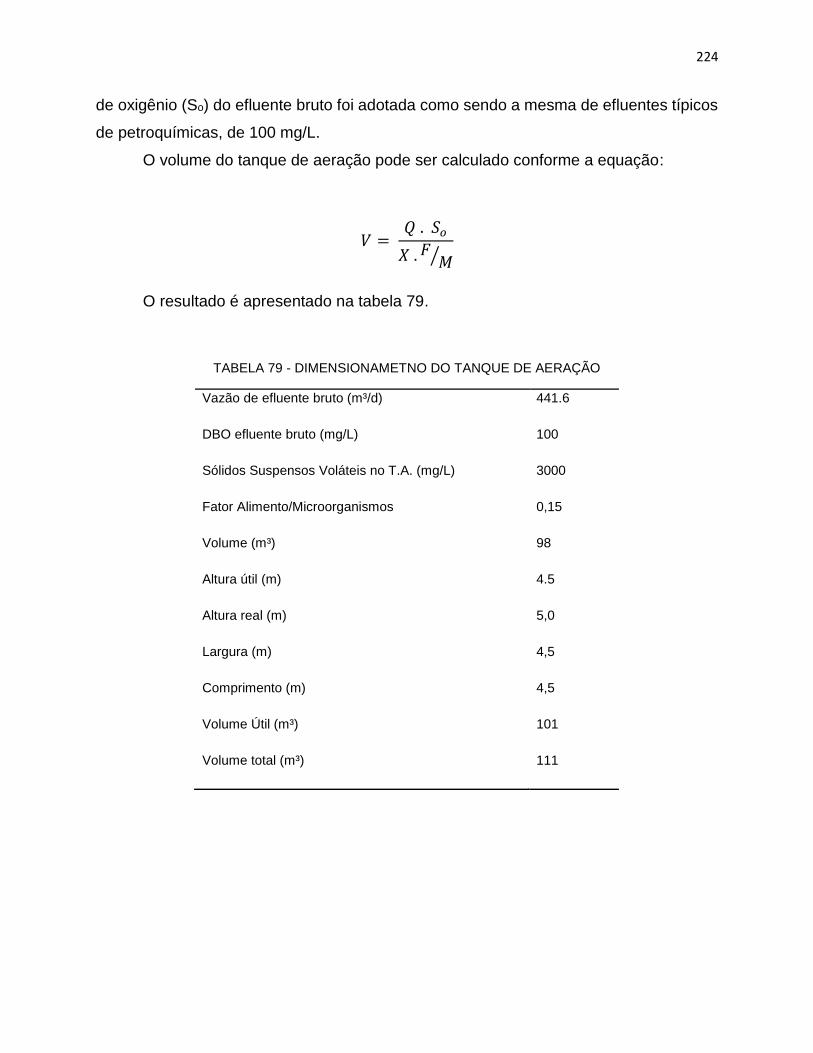
224
de oxigênio (So) do efluente bruto foi adotada como sendo a mesma de efluentes típicos
de petroquímicas, de 100 mg/L.
O volume do tanque de aeração pode ser calculado conforme a equação:
𝑉 = 𝑄 . 𝑆𝑜
𝑋 . 𝐹 𝑀⁄
O resultado é apresentado na tabela 79.
TABELA 79 - DIMENSIONAMETNO DO TANQUE DE AERAÇÃO
Vazão de efluente bruto (m³/d) 441.6
DBO efluente bruto (mg/L) 100
Sólidos Suspensos Voláteis no T.A. (mg/L) 3000
Fator Alimento/Microorganismos 0,15
Volume (m³) 98
Altura útil (m) 4.5
Altura real (m) 5,0
Largura (m)
Comprimento (m)
4,5
4,5
Volume Útil (m³) 101
Volume total (m³) 111
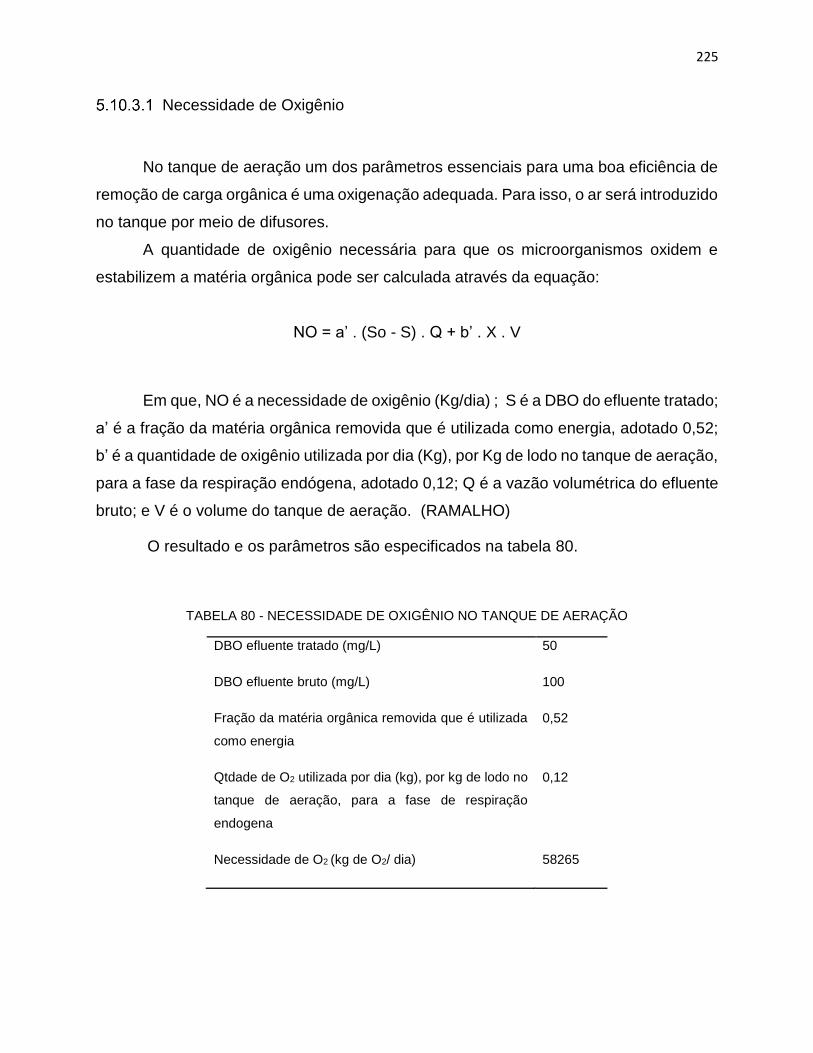
225
Necessidade de Oxigênio
No tanque de aeração um dos parâmetros essenciais para uma boa eficiência de
remoção de carga orgânica é uma oxigenação adequada. Para isso, o ar será introduzido
no tanque por meio de difusores.
A quantidade de oxigênio necessária para que os microorganismos oxidem e
estabilizem a matéria orgânica pode ser calculada através da equação:
NO = a’ . (So - S) . Q + b’ . X . V
Em que, NO é a necessidade de oxigênio (Kg/dia) ; S é a DBO do efluente tratado;
a’ é a fração da matéria orgânica removida que é utilizada como energia, adotado 0,52;
b’ é a quantidade de oxigênio utilizada por dia (Kg), por Kg de lodo no tanque de aeração,
para a fase da respiração endógena, adotado 0,12; Q é a vazão volumétrica do efluente
bruto; e V é o volume do tanque de aeração. (RAMALHO)
O resultado e os parâmetros são especificados na tabela 80.
TABELA 80 - NECESSIDADE DE OXIGÊNIO NO TANQUE DE AERAÇÃO
DBO efluente tratado (mg/L) 50
DBO efluente bruto (mg/L) 100
Fração da matéria orgânica removida que é utilizada
como energia
0,52
Qtdade de O2 utilizada por dia (kg), por kg de lodo no
tanque de aeração, para a fase de respiração
endogena
0,12
Necessidade de O2 (kg de O2/ dia) 58265

226
Necessidade de Ar
O sistema de aeração do tanque introduz ar, esta opção é mais usual no processo
de lodos ativados que a introdução de oxigênio técnico. (JORDÃO)
A aeração será promovida por difusores de membrana de bolha fina tipo tubo,
modelo ENVI-AFT-S31000 da ENVIRONQUIP. E a necessidade de ar é calculada de
acordo com a necessidade de oxigênio através da equação 23.4.
NA= NO
% O2 . η . θ
Sendo, % O2 a porcentagem de oxigênio no ar; η o rendimento do difusor tipo
bolha fina e θ a densidade do ar, os valores são apresentados na tabela 81.
TABELA 81 - NECESSIDADE DE AR NO TANQUE DE AERAÇÃO
Necessidade de O2 (kg de O2/ h) 1274
% de O2 no ar 0,21
Rendimento difusor tipo bolha fina 0,15
Densidade do ar (kg/m³) 1,29
Necessidade de ar (m³/h) 59744
Sabendo-se que a taxa de transferência de ar pelos difusores (tx) é de 21 m³/h,
parâmetro determinado pelo modelo de difusor, pode-se saber o número de difusores
(ND) necessários no tanque de aeração fazendo:
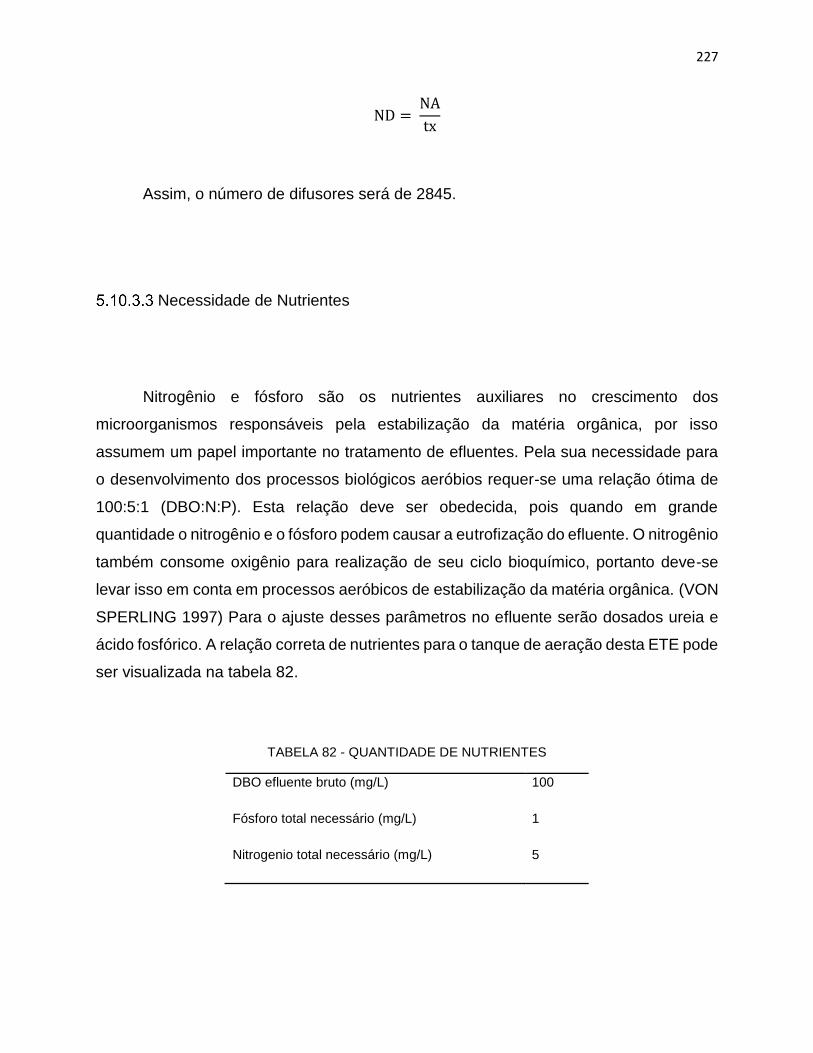
227
ND = NA
tx
Assim, o número de difusores será de 2845.
Necessidade de Nutrientes
Nitrogênio e fósforo são os nutrientes auxiliares no crescimento dos
microorganismos responsáveis pela estabilização da matéria orgânica, por isso
assumem um papel importante no tratamento de efluentes. Pela sua necessidade para
o desenvolvimento dos processos biológicos aeróbios requer-se uma relação ótima de
100:5:1 (DBO:N:P). Esta relação deve ser obedecida, pois quando em grande
quantidade o nitrogênio e o fósforo podem causar a eutrofização do efluente. O nitrogênio
também consome oxigênio para realização de seu ciclo bioquímico, portanto deve-se
levar isso em conta em processos aeróbicos de estabilização da matéria orgânica. (VON
SPERLING 1997) Para o ajuste desses parâmetros no efluente serão dosados ureia e
ácido fosfórico. A relação correta de nutrientes para o tanque de aeração desta ETE pode
ser visualizada na tabela 82.
TABELA 82 - QUANTIDADE DE NUTRIENTES
DBO efluente bruto (mg/L) 100
Fósforo total necessário (mg/L) 1
Nitrogenio total necessário (mg/L) 5
228
Como o efluente bruto tem um teor de nitrogênio de 2,1 mg/L, este valor deve ser
abatido da quantidade de nitrogênio que necessita-se adicionar. Além disso, a
quantidade de nitrogênio adicionada ao efluente será menor que o permitido pela
legislação para lançamento no corpo receptor, não sendo então necessário um sistema
específico para desnitrificação do efluente. Portanto o valor real de nitrogênio necessário
é de 2,9 mg/L.
5.10.4 DECANTADOR DE LODO
No decantador de lodo, os flocos biológicos sedimentarão, sendo uma parte
recirculada ao tanque de aeração para ativação do processo e outra parte enviada para
o tanque de lodo. O efluente sobrenadante do decantador, com as características
conforme requeridas pela legislação, segue para o corpo receptor. A área (A) do
decantador pode ser calculado pela equação:
A= Q
t
Sendo, Q a vazão de efluente que vem do tanque de aeração e t a taxa de
aplicação superficial, adotada 0,8 m³/m².h. (METCAL). A altura útil do decantador foi
adotada como 4 m e altura real de 4,5 m. Assim, o dimensionamento do decantador de
lodo pode ser visualizado na tabela 83.
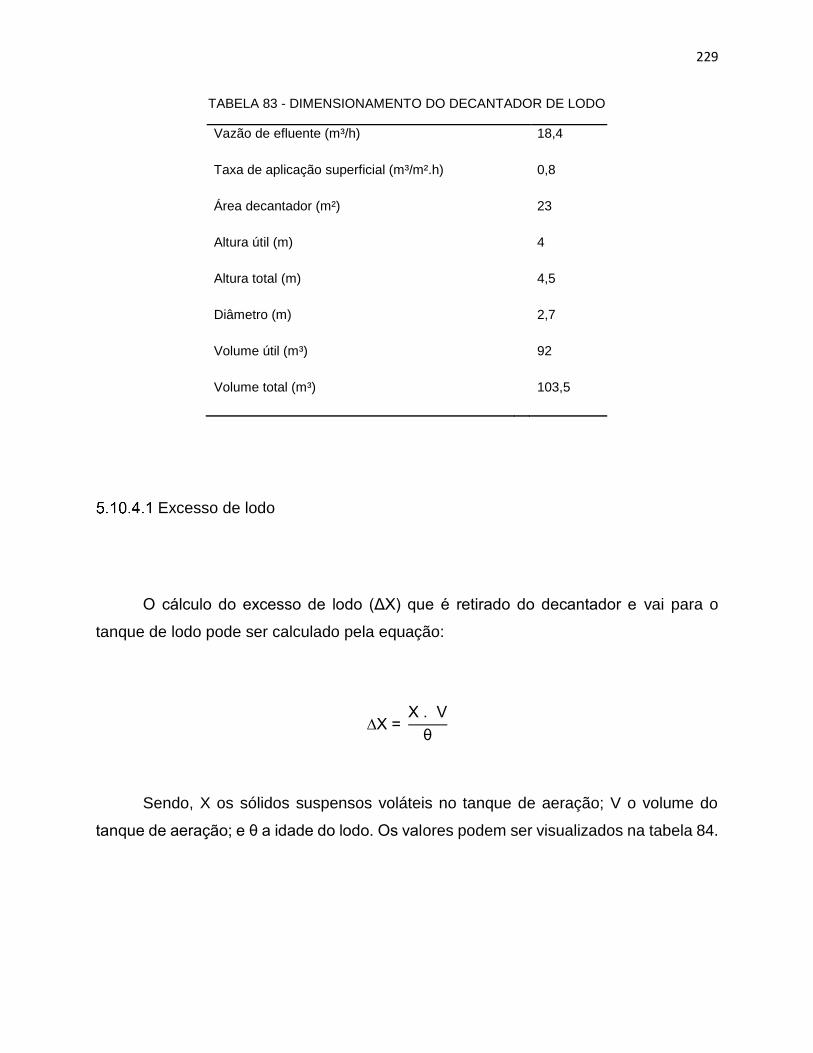
229
TABELA 83 - DIMENSIONAMENTO DO DECANTADOR DE LODO
Vazão de efluente (m³/h) 18,4
Taxa de aplicação superficial (m³/m².h) 0,8
Área decantador (m²) 23
Altura útil (m) 4
Altura total (m) 4,5
Diâmetro (m) 2,7
Volume útil (m³) 92
Volume total (m³) 103,5
Excesso de lodo
O cálculo do excesso de lodo (ΔX) que é retirado do decantador e vai para o
tanque de lodo pode ser calculado pela equação:
∆X = X . V
θ
Sendo, X os sólidos suspensos voláteis no tanque de aeração; V o volume do
tanque de aeração; e θ a idade do lodo. Os valores podem ser visualizados na tabela 84.
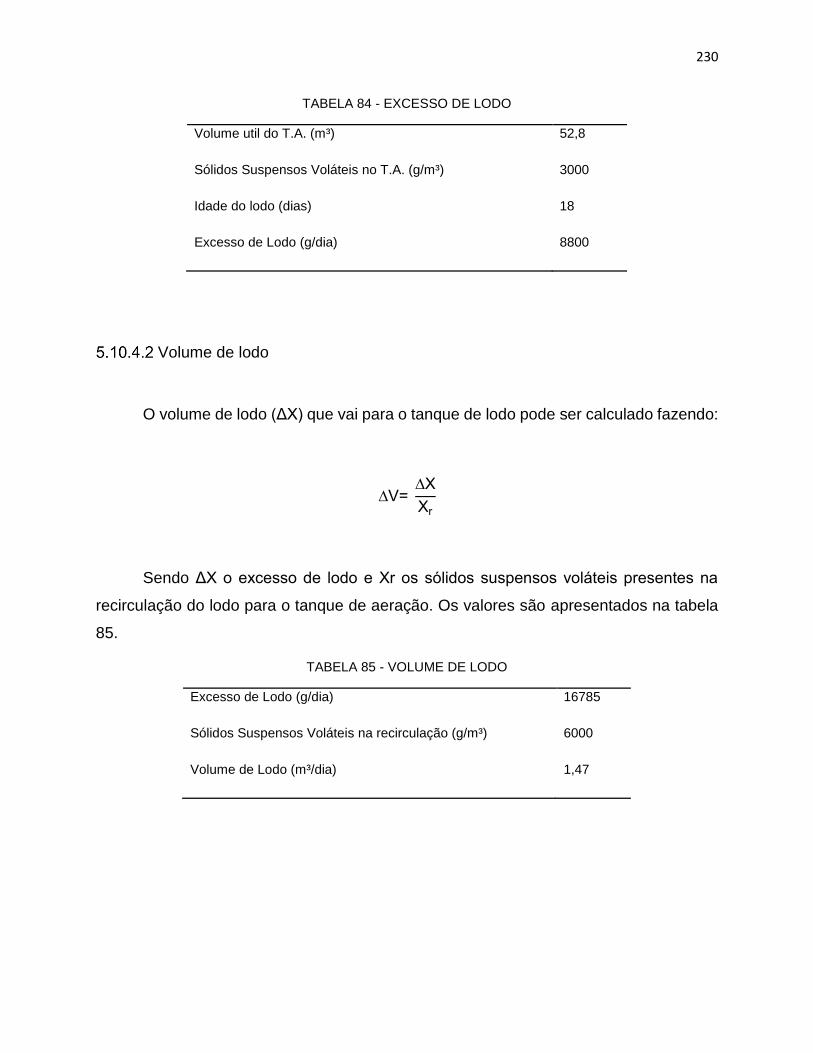
230
TABELA 84 - EXCESSO DE LODO
Volume util do T.A. (m³) 52,8
Sólidos Suspensos Voláteis no T.A. (g/m³) 3000
Idade do lodo (dias) 18
Excesso de Lodo (g/dia) 8800
Volume de lodo
O volume de lodo (ΔX) que vai para o tanque de lodo pode ser calculado fazendo:
∆V= ∆X
Xr
Sendo ΔX o excesso de lodo e Xr os sólidos suspensos voláteis presentes na
recirculação do lodo para o tanque de aeração. Os valores são apresentados na tabela
85.
TABELA 85 - VOLUME DE LODO
Excesso de Lodo (g/dia) 16785
Sólidos Suspensos Voláteis na recirculação (g/m³) 6000
Volume de Lodo (m³/dia) 1,47

231
Tanque de Lodo
O excesso de lodo gerado vai para o tanque de lodo, onde ele ficará armazenado
apenas por tempo suficiente para que uma empresa terceirizada leve para a destinação
adequada. Esse tempo de residência (tR) do lodo no tanque foi estimado em um máximo
de 5 dias. Assim o volume do tanque de lodo (V) será:
𝑉 = ∆𝑉 . 𝑡𝑅
TABELA 86 - DIMENSIONAMENTO DO TANQUE DE LODO
Volume de Lodo (m³/dia) 2,81
Tempo de Residência (dias) 7
Volume do tanque de lodo (m³) 19,7
Diâmetro (m) 2,5
Altura útil (m) 4,0
Altura real (m) 4,5
Volume total (m³) 22
5.11 LAYOUT
5.11.1 Plano diretor
O plano diretor do projeto da planta de produção de ácido metacrílico pode ser
visualizado através em anexo.
232
5.11.2 Normas para definição das dimensões de áreas comuns
Para determinação das áreas de sanitário, refeitório, vestiário e ambulatório foram
seguidas as Normas Regulamentadoras - NR, relativas à segurança e medicina do
trabalho. Conforme a Norma NR 24 (2013), conseguimos definir o numero e
dimensionamento das instalações sanitárias, vestiários, refeitórios. Como a área em que
o Rei do Metacrílico S.A. irá se instalar possui grandes dimensões, foi possível
superdimensionar estas áreas, para que os funcionários possuam um conforto maior
durante o expediente. Além disto, foi projetada também uma área de lazer para os
funcionários.
5.11.3 Layout e Plot Plan
As vistas e projeções do layout e plot plan do projeto de produção de ácido
metacrílico podem ser visualizadas através do ANEXO X. O layout foi desenhado
separado por unidades, e todos eles podem ser vistos com Vistas Superior, Frontal e
Lateral.
5.11.4 Pipe Rack
Pipe racks são estruturas em metal utilizadas para suportar tubulações e cabos
elétricos (instrumentação e de energia). Esta estrutura é a artéria principal de uma
unidade de processo. (GE GAP, 2001)
A altura do pipe rack deve ser suficiente para que haja espaço para os
equipamentos abaixo da estrutura e ruas da planta. Normalmente, a altura mínima de
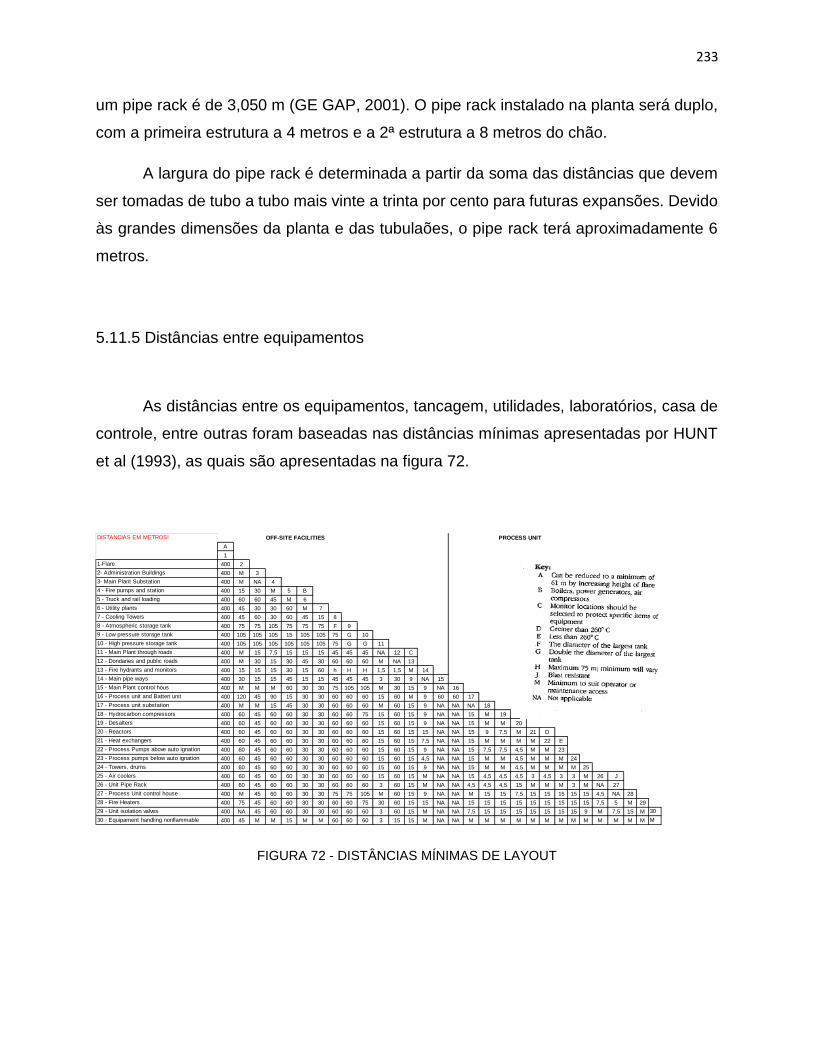
233
um pipe rack é de 3,050 m (GE GAP, 2001). O pipe rack instalado na planta será duplo,
com a primeira estrutura a 4 metros e a 2ª estrutura a 8 metros do chão.
A largura do pipe rack é determinada a partir da soma das distâncias que devem
ser tomadas de tubo a tubo mais vinte a trinta por cento para futuras expansões. Devido
às grandes dimensões da planta e das tubulaões, o pipe rack terá aproximadamente 6
metros.
5.11.5 Distâncias entre equipamentos
As distâncias entre os equipamentos, tancagem, utilidades, laboratórios, casa de
controle, entre outras foram baseadas nas distâncias mínimas apresentadas por HUNT
et al (1993), as quais são apresentadas na figura 72.
FIGURA 72 - DISTÂNCIAS MÍNIMAS DE LAYOUT
A
1
1-Flare 400 2
2- Administration Buildings 400 M 3
3- Main Plant Substation 400 M NA 4
4 - Fire pumps and station 400 15 30 M 5 B
5 - Truck and rail loading 400 60 60 45 M 6
6 - Utility plants 400 45 30 30 60 M 7
7 - Cooling Towers 400 45 60 30 60 45 15 8
8 - Atmospheric storage tank 400 75 75 105 75 75 75 F 9
9 - Low pressure storage tank 400 105 105 105 15 105 105 75 G 10
10 - High pressure storage tank 400 105 105 105 105 105 105 75 G G 11
11 - Main Plant through roads 400 M 15 7,5 15 15 15 45 45 45 NA 12 C
12 - Dondaries and public roads 400 M 30 15 30 45 30 60 60 60 M NA 13
13 - Fire hydrants and monitors 400 15 15 15 30 15 60 h H H 1,5 1,5 M 14
14 - Main pipe ways 400 30 15 15 45 15 15 45 45 45 3 30 9 NA 15
15 - Main Plant control hous 400 M M M 60 30 30 75 105 105 M 30 15 9 NA 16
16 - Process unit and Batteri unit 400 120 45 90 15 30 30 60 60 60 15 60 M 9 60 60 17
17 - Process unit substation 400 M M 15 45 30 30 60 60 60 M 60 15 9 NA NA NA 18
18 - Hydrocarbon compressors 400 60 45 60 60 30 30 60 60 75 15 60 15 9 NA NA 15 M 19
19 - Desalters 400 60 45 60 60 30 30 60 60 60 15 60 15 9 NA NA 15 M M 20
20 - Reactors 400 60 45 60 60 30 30 60 60 60 15 60 15 15 NA NA 15 9 7,5 M 21 D
21 - Heat exchangers 400 60 45 60 60 30 30 60 60 60 15 60 15 7,5 NA NA 15 M M M M 22 E
22 - Process Pumps above auto ignation 400 60 45 60 60 30 30 60 60 60 15 60 15 9 NA NA 15 7,5 7,5 4,5 M M 23
23 - Process pumps below auto ignation 400 60 45 60 60 30 30 60 60 60 15 60 15 4,5 NA NA 15 M M 4,5 M M M 24
24 - Towers, drums 400 60 45 60 60 30 30 60 60 60 15 60 15 9 NA NA 15 M M 4,5 M M M M 25
25 - Air coolers 400 60 45 60 60 30 30 60 60 60 15 60 15 M NA NA 15 4,5 4,5 4,5 3 4,5 3 3 M 26 J
26 - Unit Pipe Rack 400 60 45 60 60 30 30 60 60 60 3 60 15 M NA NA 4,5 4,5 4,5 15 M M M 3 M NA 27
27 - Process Unit control house 400 M 45 60 60 30 30 75 75 105 M 60 15 9 NA NA M 15 15 7,5 15 15 15 15 15 4,5 NA 28
28 - Fire Heaters 400 75 45 60 60 30 30 60 60 75 30 60 15 15 NA NA 15 15 15 15 15 15 15 15 15 7,5 5 M 29
29 - Unit isolation valves 400 NA 45 60 60 30 30 60 60 60 3 60 15 M NA NA 7,5 15 15 15 15 15 15 15 9 M 7,5 15 M 30
30 - Equipament handling nonflammable 400 45 M M 15 M M 60 60 60 3 15 15 M NA NA M M M M M M M M M M M M M M
DISTANCIAS EM METROS! PROCESS UNITOFF-SITE FACILITIES
234
5.11.6 Elevação dos equipamentos
Os equipamentos devem ser elevados de modo a atender os requisitos de
processo, de operação e de manutenção (HUNT, 1993).
Os trocadores de calor estão sustentados por suportes metálicos a um metro de
altura do chão.
Os reatores e os fornos foram elevados 4 metros do chão de modo a ter espaço
para a tubulação, para a retirada do catalisador e possíveis manutenções. Já a extratora
e a lavadora, bem como as destiladoras, foram elevadas apenas 2 metros para possíveis
manutenções. Todos os vasos são suportados por saias.
5.11.7 Dique
Uma maneira de prevenir possíveis vazamentos dos tanques é a utilização de
diques, os quais são barreiras feitas ao redor do tanque impedindo o escoamento de seu
material para outras áreas.
A altura e comprimento do dique foram calculados de maneira que este contivesse
todo o volume dos tanques. Com isso, para todos os diques do projeto foi considerada
uma altura de 1,5 m.
235
REFERÊNCIAS BIBLIOGRÁFICAS
ABDI A., KIAMANESH V. Modeling and Simulation of the Catalytic reactor for propane dehydrogenation in MTBE plant. Iranian Petrochemical Conference, Iran. 2008. AI M., FUJIHASHI H., HOSOI S. YOSHIDA A. Production of methacrylic acid by vapor-phase aldol condensation of propionic acid with formaldehyde over silica-supported metal phosphate catalysts. Applied Catalysis A: General. Vol. 252. P 185-191. 2003.
AIRAKSINEN S. M. K., HARLIN M. E., KRAUSE O. I. Kinetic Modeling of Dehydrogenation of Isobutane on Chromia/Alumina Catalyst. Ind. Eng. Chem. Res., vol. 41, p. 5619-5626. 2002. ALICEWEB. Sistema de Análise das Informações de Comércio Exterior. Disponível em <http://aliceweb.mdic.gov.br/>. Acesso em 10/08/2014. AMERICAN SOCIETY OF MECHANICAL ENGINEERS (ASME). Boiler and Pressure Vessels Code – Section VIII: pressure vessels. 2013 ASPENTECH. Aspentech Aspen Plus 8.0™. 2012 BENYAHIA F., MEARNS A. M. Selective oxidation of isobutene over bismuth molybdate catalyst. Applied Catalysis, vol. 66, p. 383-393. 1990. BHASIN M. M., MCCAIN J. H., VORA B. V., IMAI T., PUJAD P. R. Dehydrogenation and oxydehydrogenation of paraffins to olefins. Applied Catalysis A: General, vol. 221, p. 397–419. 2001. BIJANI P. M., SAHEBDELFAR S. Modeling of a Radial-Flow Moving-Bed Reactor BOYCE W. E., DIPRIMA R. C. Elementary Differential Equations and Boundary Value Problems. 7TH ed. Wiley. 2001. BRANAN, C. Rules of Thumb for Chemical Engineers. 4th ed. Burlington: Elselvier. 2005. BREITER S., LINTZ H. G. Partial Oxidation of Isobutene to Methacrolein on BiW/FeCoMoK mixed oxide catalysts. Chemical Engineering Science, vol. 50, No. 5, p. 785-791. 1995. BUSCA G., CAVANI F., ETIENNE E., FINOCCHIO E., GALLI A., SELLERI G., TRIFIRB F. Reactivity of Keggin-type heteropolycompounds in the oxidation of isobutane to methacrolein and methacrylic acid: Reaction mechanism. Journal of Molecular Catalysis A: Chemical, vol. 114, p 343-359. (1996)
236
BUYANOV R. A., PAKHOMOV N. A. Catalysts and Processes for Paraffin and Olefin Dehydrogenation. Kinetics and Catalysis, vol. 42, p. 64-75. Translated from Kinetika i Kataliz, vol. 42, p. 72-85. 2001. CALDAS J. N., LACERDA A. I., VELOSO E. Internos de Torres – Pratos & Recheios. 2nd ed. 2007. CAVANI F. Heteropolycompound-based catalysts: a blend of acid and oxidizing properties. Catalysis Today. Vol. 41. P 73-86. 1998. CORTRIGHT R. D., HILL J. M., DUMESIC J. A. Selective dehydrogenation of isobutane over supported Pt/Sn catalysts. Catalysis Today, vol. 55, p. 213–223. 2000. COULSON J. M., RICHARDSON J. F. Chemical Engineering. 2nd ed. Butterworth-Heinemann. 2005. EUROPEAN PATENT APPLICATION. Process for producing methacrylic acid and methacrolein by catalytic oxidation of isobutane. EU 0418657A2. 05 Abril 1990. EUROPEAN PATENT SPECIFICATION. Method for preparing methacrylic acid. EP 1092702B1. 12 Outubro 2005. EUROPEAN PATENT SPECIFICATION. Process for production of methacrylic acid and acrylic acid by catalytic oxidation of isobutane. EP 0495504B1. 16 Janeiro 1992. EVONIK INDUSTRIES. VISIOMER® Methacrylate Monomers Sales Range. 2011. Catálogo. EVONIK INDUSTRIES. VISIOMER® The First Choice in Methacrylate Solutions. 2014. Catálogo. FOGLER H. S. Elements of Chemical Reaction Engineering. 3rd ed. Prentice-Hall. 1999. for Dehydrogenation of Isobutane. Kinetics and Catalysis, vol. 49, p. 599-605. 2008. GE GAP Guidelines: GE Global Asset Protection Services. Oil and chemical plant layout and spacing. Connecticut, setembro 2001. GOGATE M. R., SPIVEY J. J., ZOELLE J. R., COLDBERG R. D. CHOI G. N., TAM S. S. Synthesis of Methyl Methacrylate (MMA) via C2-Carbonylation and C3-Condensation Reactions. Chemical Engineering, vol. 27, n. 4, p. 251-256. 1985. HUNT, R.; BAUSBACHER, E. Process plant layout and piping design. 1 ed. New Jersey: PTR Prentice-Hall, 1993.
237
HUYNH Q., SCHUURMAN Y., DELICHERE P., LORIDANT S., MILLET J. M. M. Study of Te and V as counter-cations in Keggin type phosphomolybdic polyoxometalate catalysts for isobutane oxidation. Journal of Catalysis, vol. 261, p. 166-176. 2009. JING F., KATRYNIOK B., BORDES-RICHARD E., PAUL S. Improvement of the catalytic performance of supported (NH4)3HPMo11VO40 catalysts in isobutane selective oxidation. Catalysis Today, vol. 203, p. 32-29. 2013. JING F., KATRYNIOK B., DUMEIGNIL F., BORDES-RICHARD E., PAUL S. Catalytic selective oxidation of isobutane to methacrylic acid on supported (NH4)3HPMo11VO40 catalysts. Journal of Catalysis, vol. 309, p. 121-135. 2014. KANNO M., YASUKAWA T., NINOMIYA W., OOYACHI K., KAMIYA Y. Catalytic oxidation of methacrolein to methacrylic acid over silica-supported 11-molybdo-1-vanadophosphoric acid with different heteropolyacid loadings. Journal of Catalysis, vol. 273, p. 1-8. 2010. LUCITE INTERNATIONAL. Methacrylate Monomers Market Review. Disponível em <http://w w w .luciteinternational.com/monomers/eame/latest/six -monthly -mark et-rev iew>. Acesso em 10/08/2014. LUYBEN W. L. Chemical Reactor Design and Control. 3rd ed. Wiley. 2007. MARK, H.F. Encyclopedia of Polymer Science and Technology. 3rd ed. New Jersey: Wiley, 2007. NAGASAWA T., NAKAMURA T., YAMADA H. Production of acrylic acid and methacrylic acid using Rhodococcus Rhodochrous J1 nitrilase. Applied Microbiology and Biotechnology. Vol. 34. P 322-324. 1990. NIST. Proprierties of 2-methyl-2-propenoic acid. Disponível em <http://webbook.nist.gov/cgi/cbook.cgi?ID=79-41-4&Units=SI&cTG=on&cIR=on&cTC=on&cTZ=on&cTP=on&cMS=on&cTR=on&cUV=on&cIE=on&cGC=on&cIC=on&cES=on&cDI=on&cSO=on>. Acesso em 15/08/2014; NORMA TÉCNICA PETROBRAS. N-1556: Vasos de Pressão Requisição de materiais. Revisão E. 01/2011 NR 24 - Normas regulamentadoras – segurança e saúde do trabalho. Disponível em <http://www.guiatrabalhista.com.br/legislacao/nrs.htm> Acesso em: 27/09/2014. PAUL S. COURTOIS V. VANHOVE D. Kinetic Investigation of Isobutane Selective Oxidation over a Heteropolyanion Catalyst. Ind. Eng. Chem. Res., vol. 36, p 3391-3399. 1997.
238
PUJADO P.R., VORA B.V. Make C3-C4 selectively. Hydroc. Proces., vol. 69(3), p. 65-70. 1990. RUBBERNEWS. Honeywell to supply isobutylene technology in China. Disponível em: <http://www.rubbernews.com/article/20131010/NEWS/310079969/honeywell-to-supply-isobutylene-technology-in-china>. Acesso em 11/08/2014. SAHEBDELFAR S., BIJANI P. M., SAEEDIZAD M., ZANGENEH F. T., GANJI K. Modeling of adiabatic moving-bed reactor for dehydrogenation of isobutane SANFILIPPO D., MIRACCA I. Encyclopaedia of Hydrocarbons: Refining and Petrochemicals Vol. II. 3rd ed. 2006. SCHINDLER G. P., KNAPP C., UI T., NAGAI K. Enhancing the productivity of isobutane selective oxidation over a Mo–V–P–As–Cs–Cu–O heteropoly acid catalyst. Topics in Catalysis, vol. 22, n. 1/2. 2003. SCHINDLER G. P., UI T., NAGAI K. Kinetics of isobutane selective oxidation over Mo-V-P-As-Cs-Cu-O heteropoly acid catalyst. Applied Catalysis A: General, vol. 206, p 183-195. 2001. SERTH R. W. Process Heat Transfer Principles and Applications. 2nd ed. Wiley. 2002 SUN, Y., ROBSON T. A., BROWN T. C. Kinetics of the Oxidative Dehydrogenation of Isobutane over Cr2O3/La2(CO3)3. Journal of Natural Gas Chemistry, vol. 11, p. 70-78. 2002. to isobutene. Applied Catalysis A: General, vol. 395, p.107–113. 2011. ULLMANN, F. Ullmann’s Encyclopedia of Industrial Chemistry. 7th ed. Wiley, 2003. UNITED STATES PATENT APPLICATION PUBLICATION. Hydrocarbon Dehydrogenation with inert diluent. US 2013/0158327A1. 20 Junho 2013. UNITED STATES PATENT. Catalyst for manufacturing methacrolein. US 4511671. 16 Abril 1985. UNITED STATES PATENT. Method for preparing methacrylic acid. US 6747172B1. 8 Junho 2004. UNITED STATES PATENT. Preparation Process of Supported Catalyst for the Synthesis of Methacrolein and Methacrylic acid. US 5856259. 5 Janeiro 1999. UNITED STATES PATENT. Process for producing methacrolein and methacrylic acid. US 5276178. 4 Janeiro 1994. UNITED STATES PATENT. Process for producing methacrylic acid and methacrolein by oxidation of isobutane with molybdenum heteropoly acid catalyst. US 5380932. 10 Janeiro 1995.

239
UOP A HONEYWELL COMPANY. Olefins. Disponível em: <http://www .uop.com/processing-solutions/petrochemicals/olefins/#butylenes>. Acesso em 12/08/2014. WEASTRA. Determination of Market potential for selected platform chemicals. 2011. Catálogo.





























